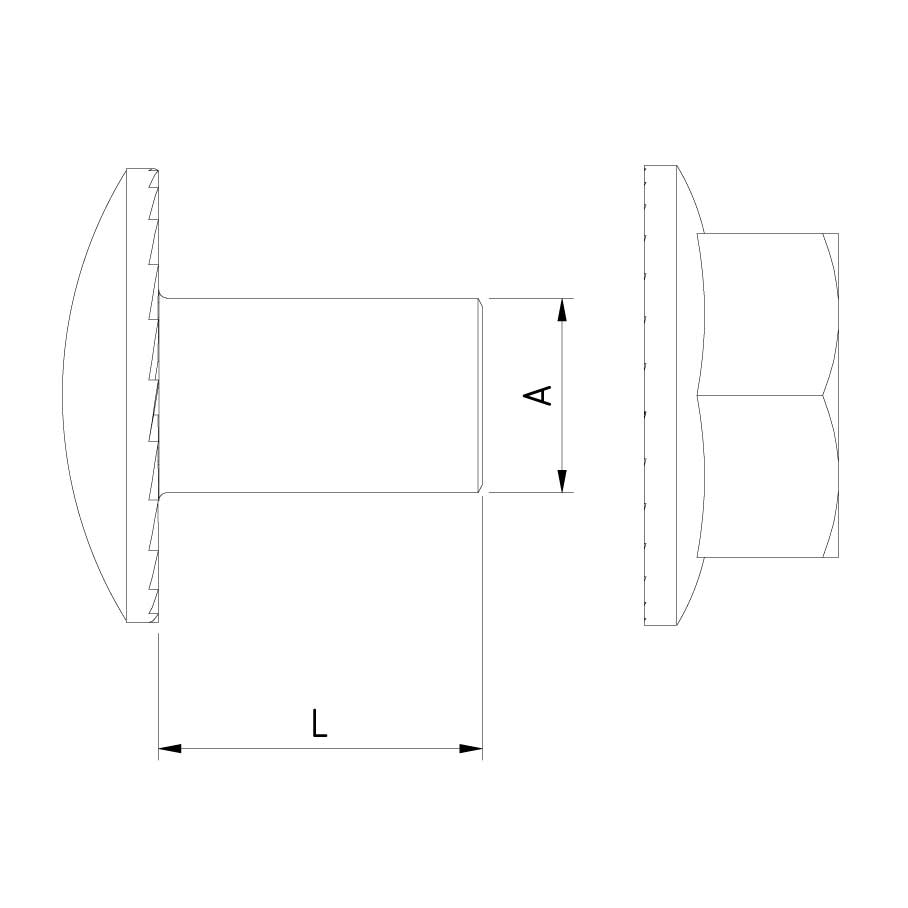
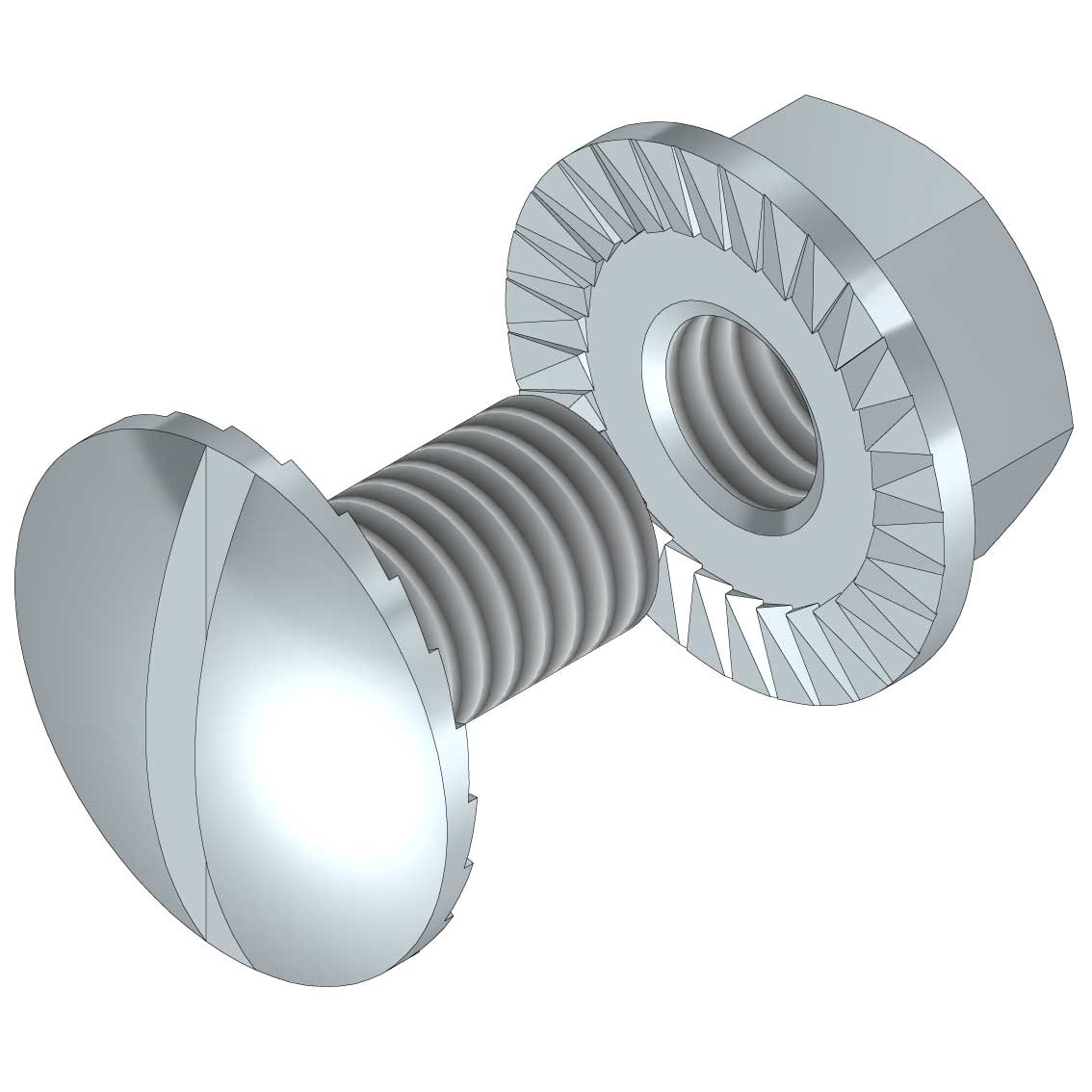
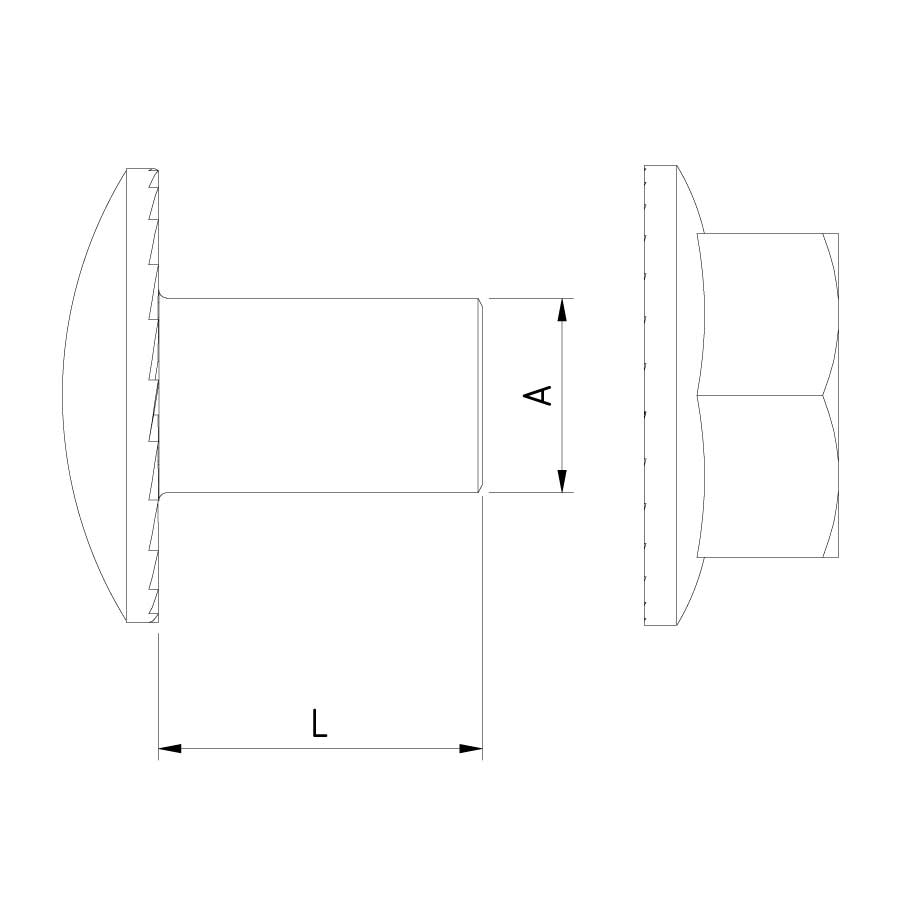
Rondbolkopbout en flensmoer
BN

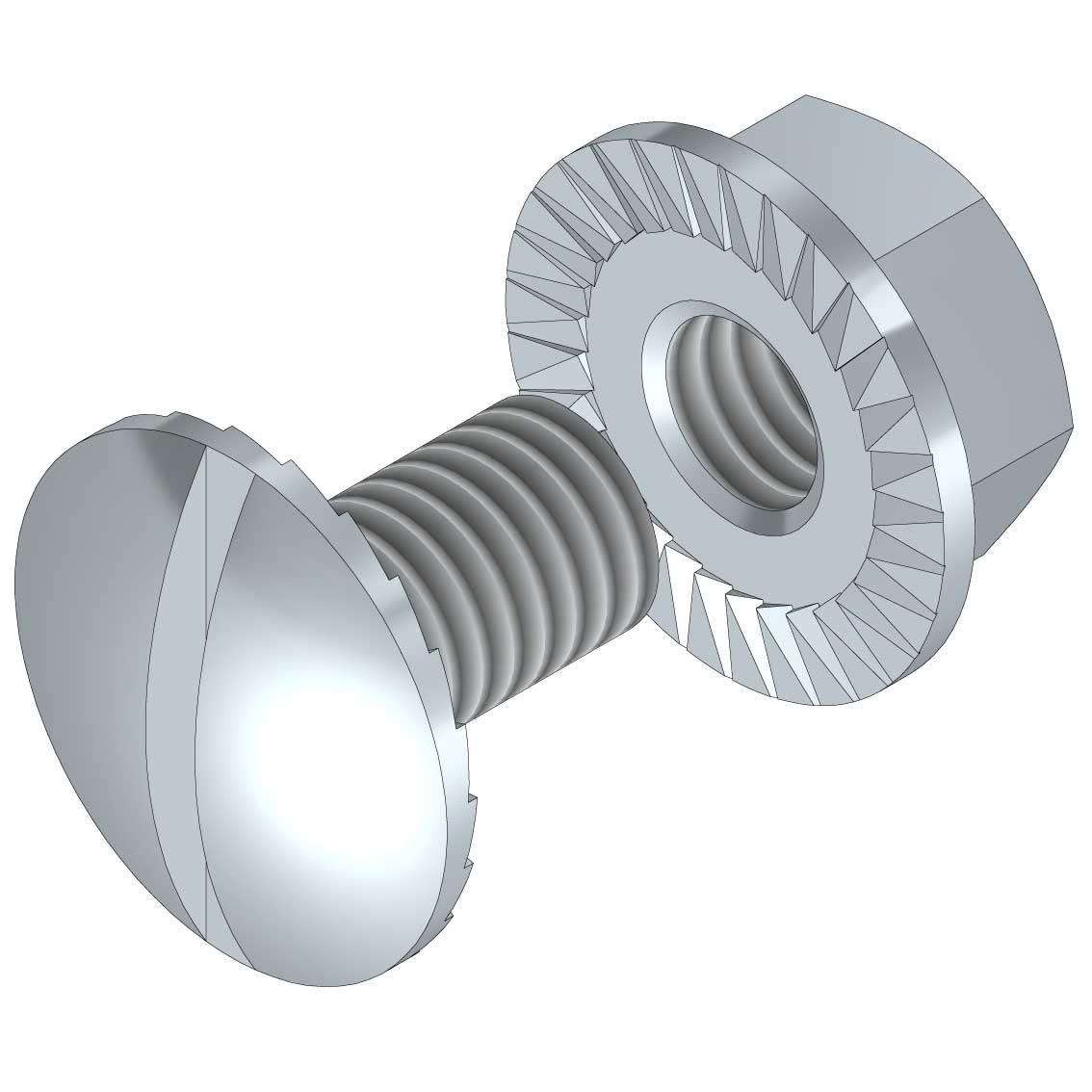
Rondbolkopbout en flensmoer
BN
| SKU | Artikelcode | Uitvoering | Verpakking | |||
|---|---|---|---|---|---|---|
|
|
10197 |
BN06-10-EG |
EG
|
200
|
Standaard
|
|
|
|
10198 |
BN06-20-EG |
EG
|
200
|
Standaard
|
|
|
|
18082 |
BN08-16-EG |
EG
|
200
|
Standaard
|
|
|
|
10510 |
BN06-10-DG |
DG
|
200
|
Standaard
|
|
|
|
10511 |
BN06-20-DG |
DG
|
200
|
Standaard
|
|
|
|
18083 |
BN08-16-DG |
DG
|
200
|
Standaard
|
|







{kind=link}