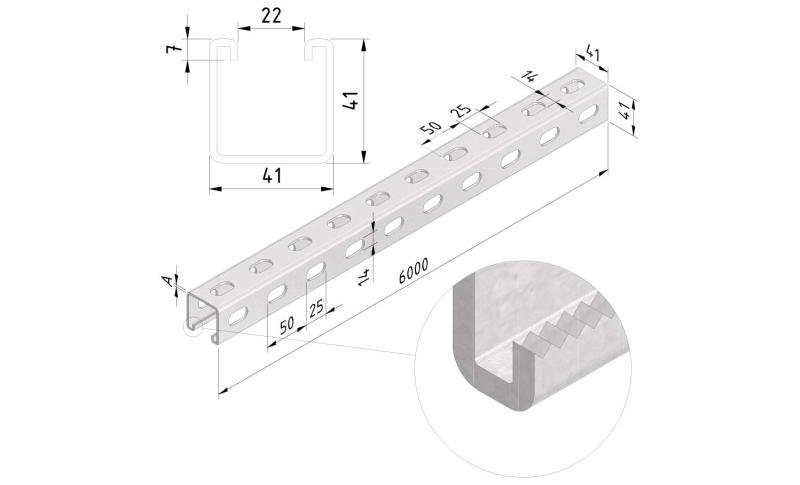
Bevestigingsstuk
CP-L-2A45
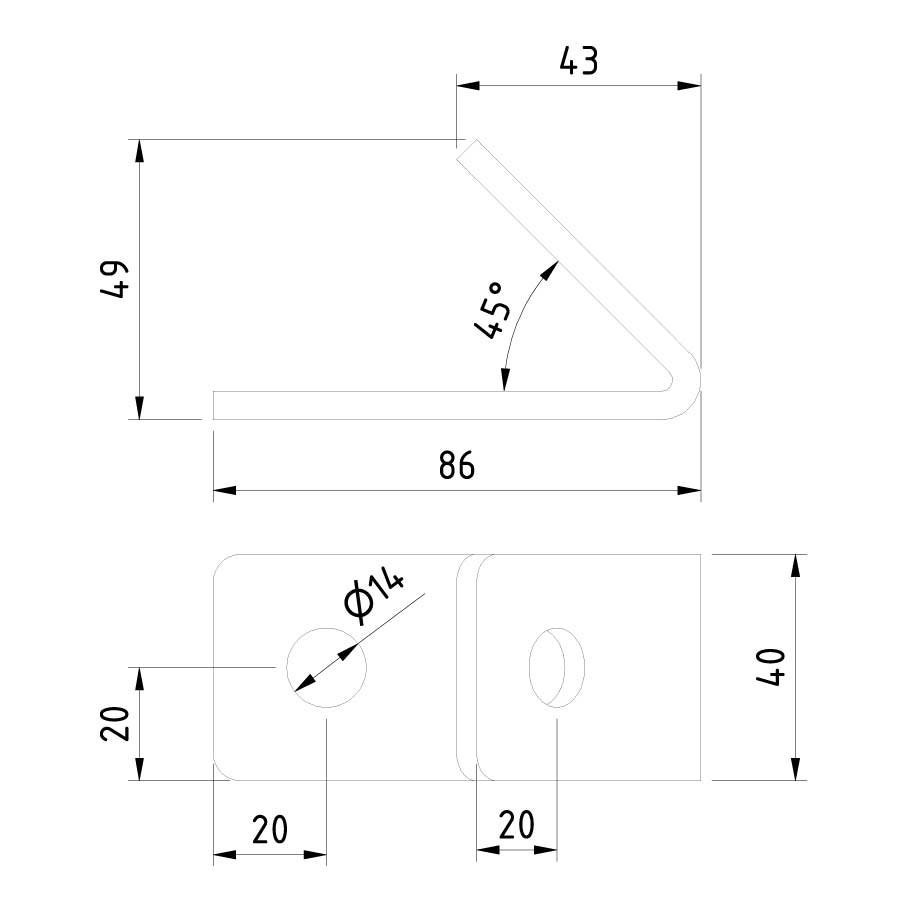

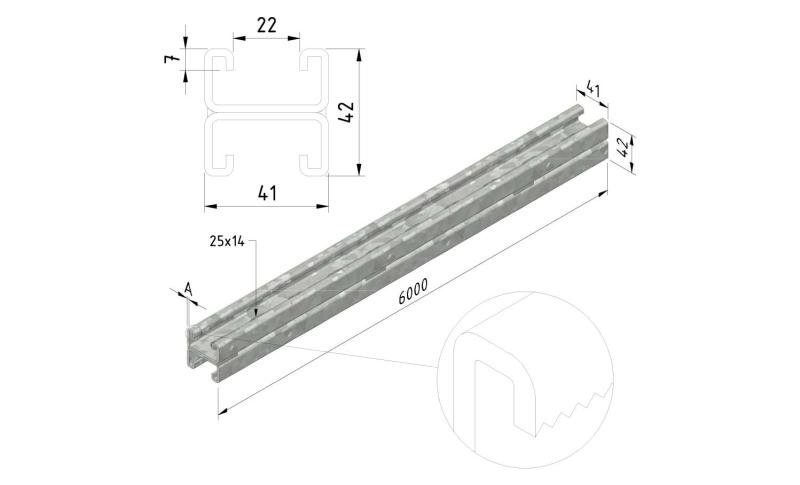
Bevestigingsstuk
CP-L-2A45
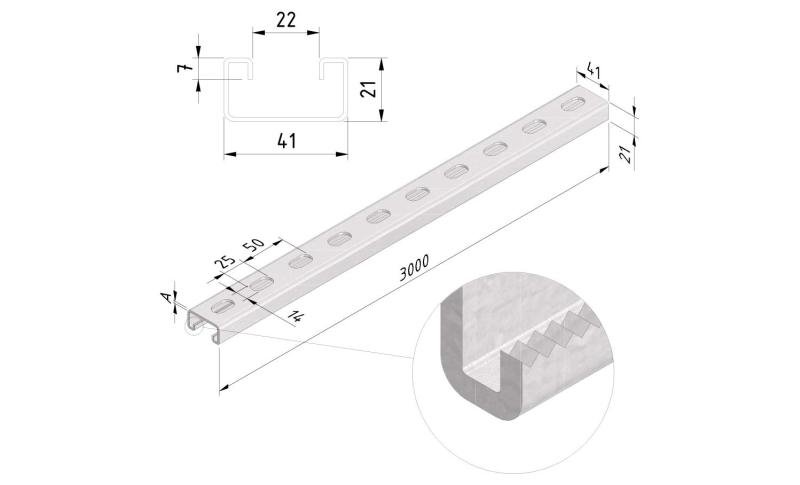
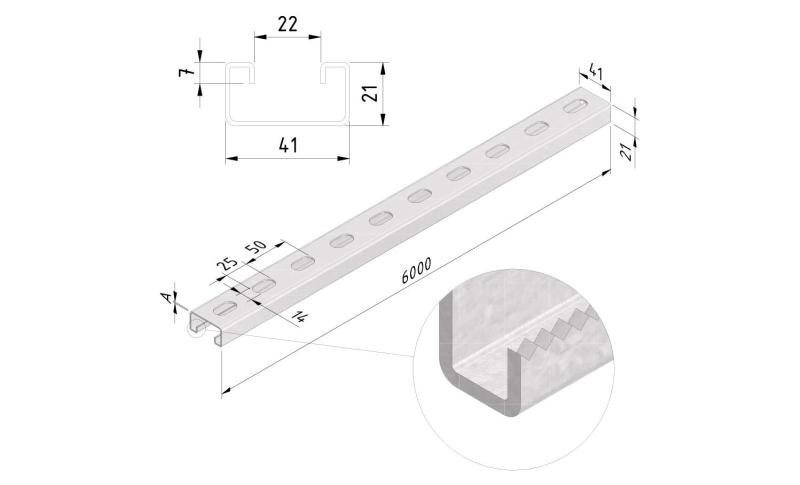
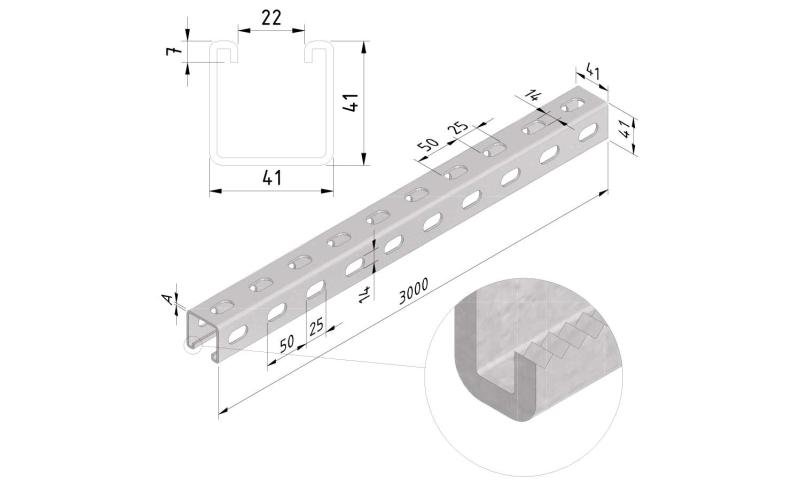
Koppelen met HB12 + SLN41-12
Gelakte uitvoering op aanvraag verkrijgbaar. Het gevraagde RAL kleur wordt gedefinieerd bij uw bestelling.
| SKU | Artikelcode | Uitvoering | Verpakking | |||
|---|---|---|---|---|---|---|
|
|
10208 |
CP-L-2A45-DG |
DG
|
10
|
Standaard
|
|



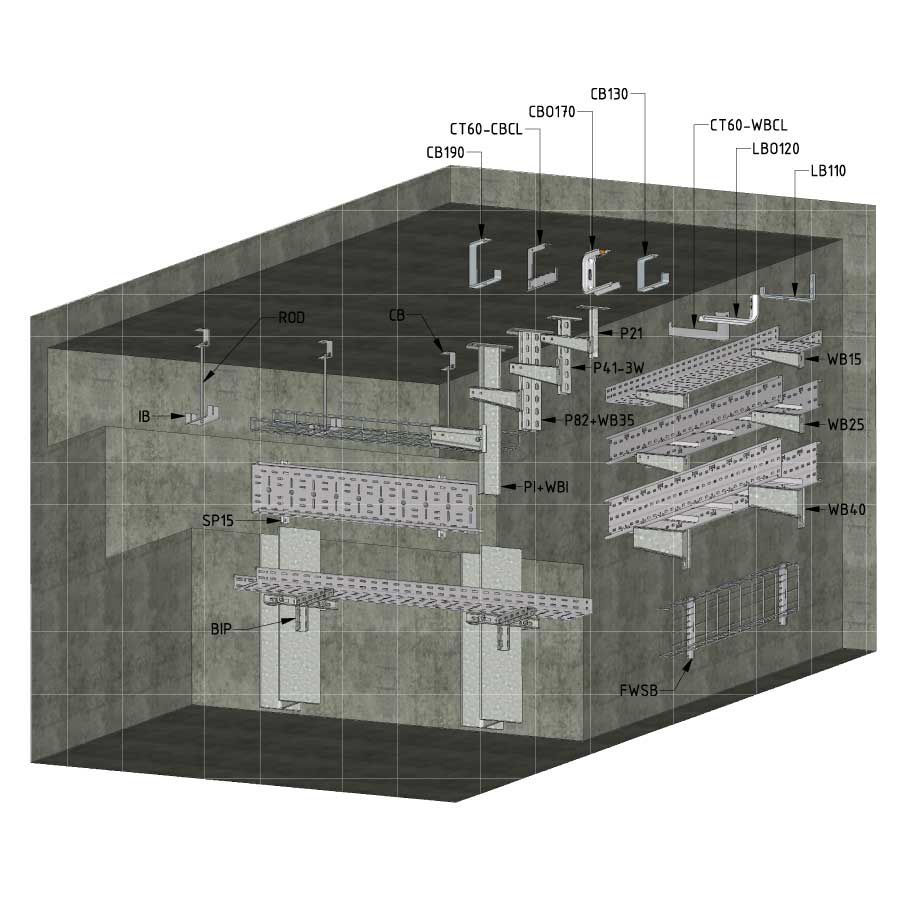
Montage






{kind=link}