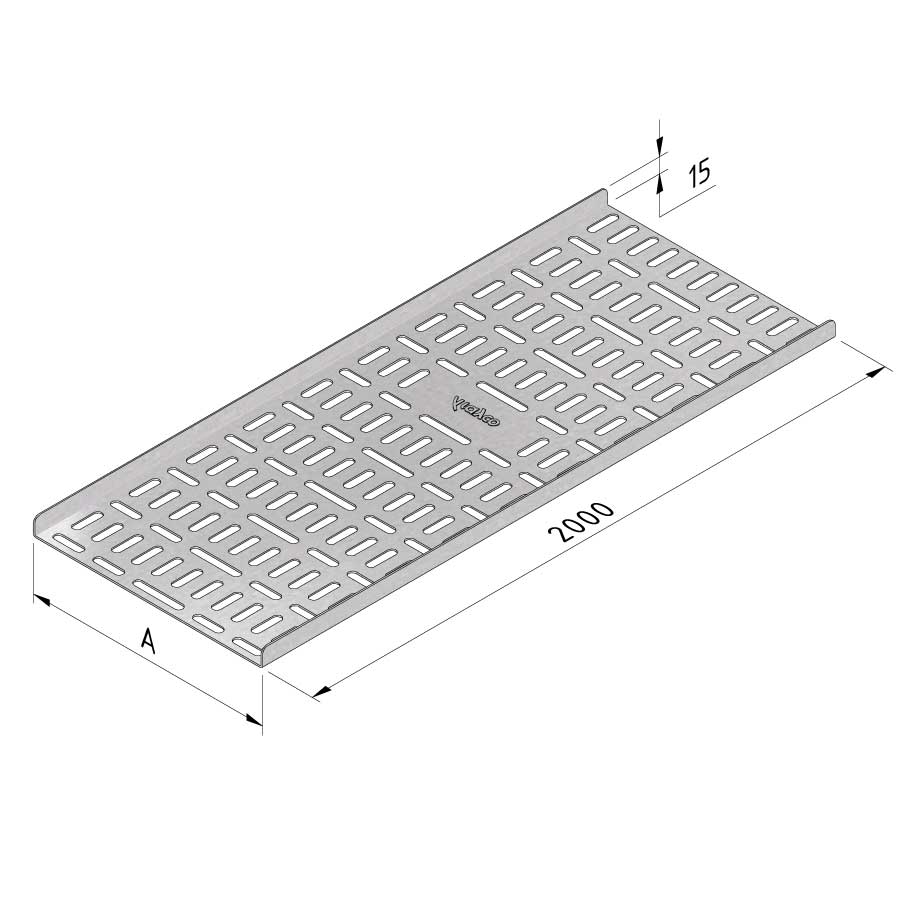
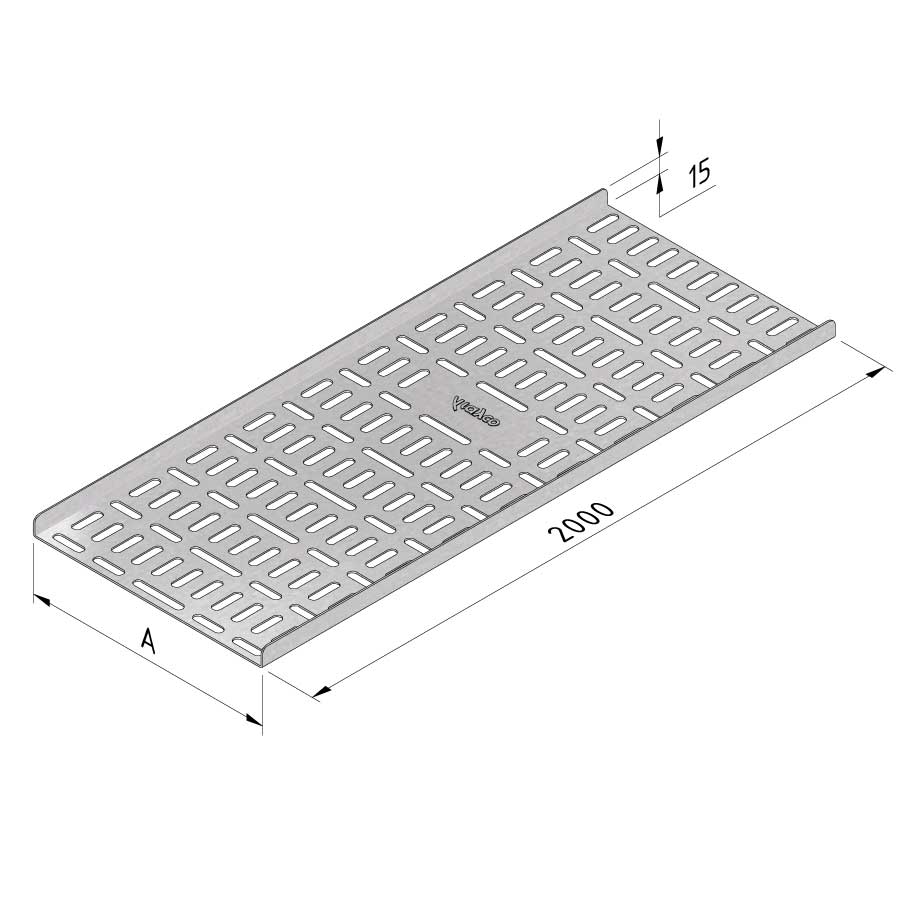
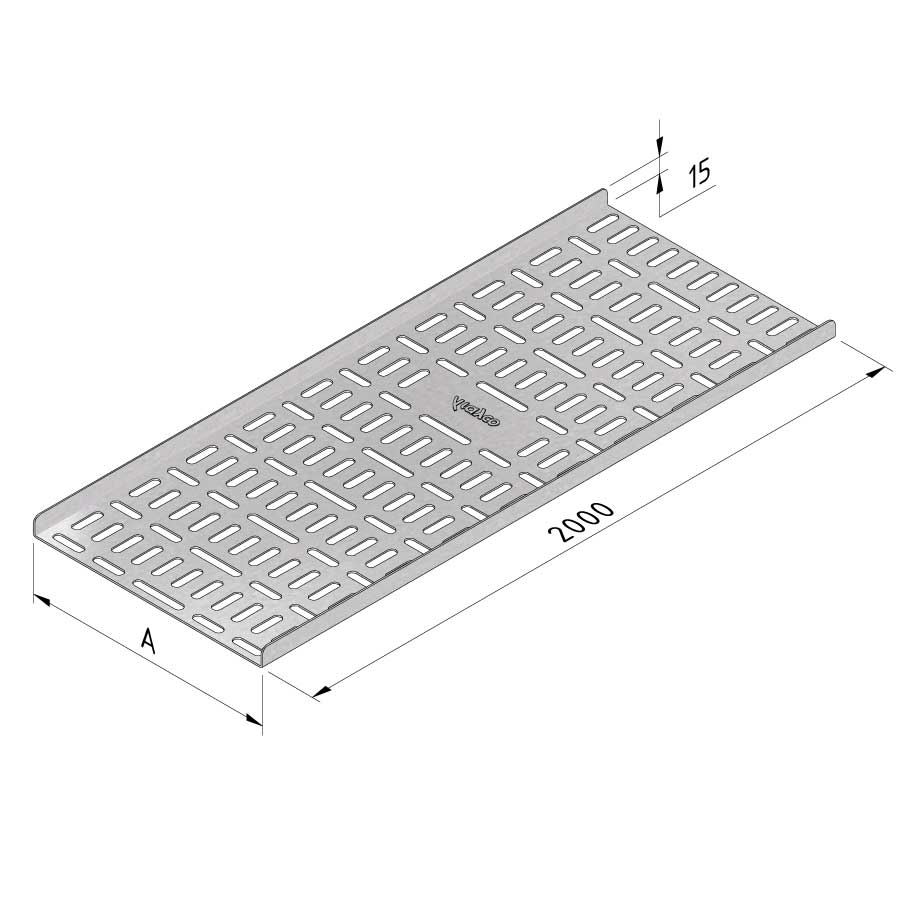
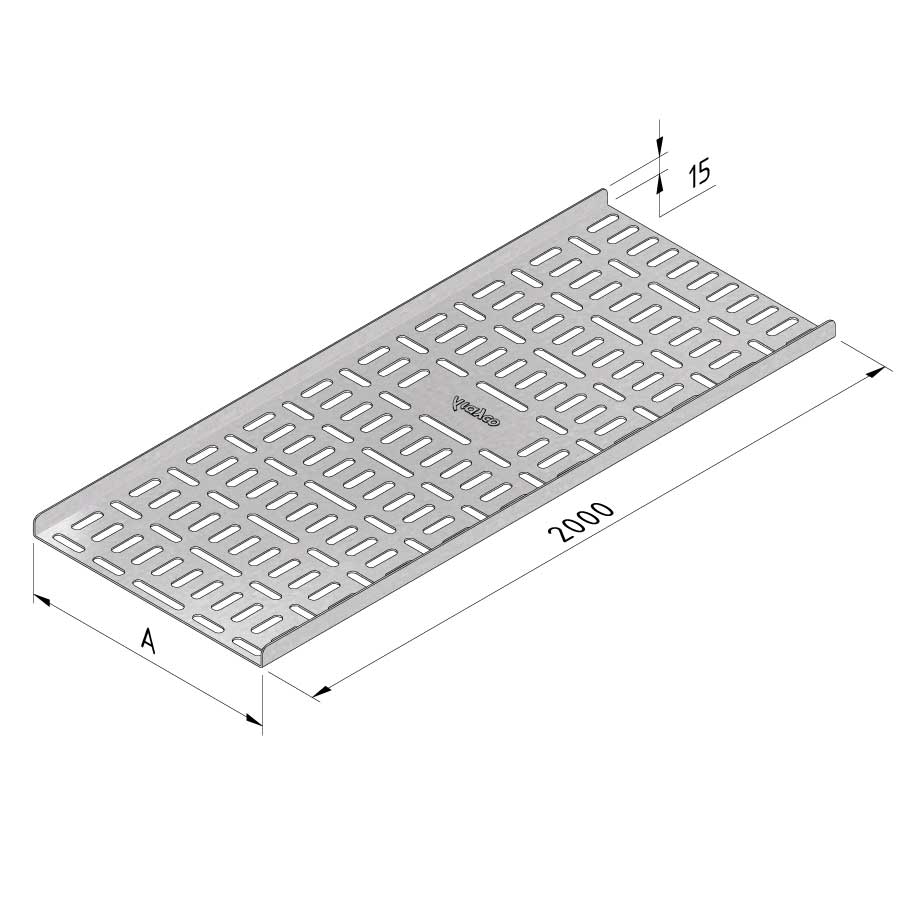
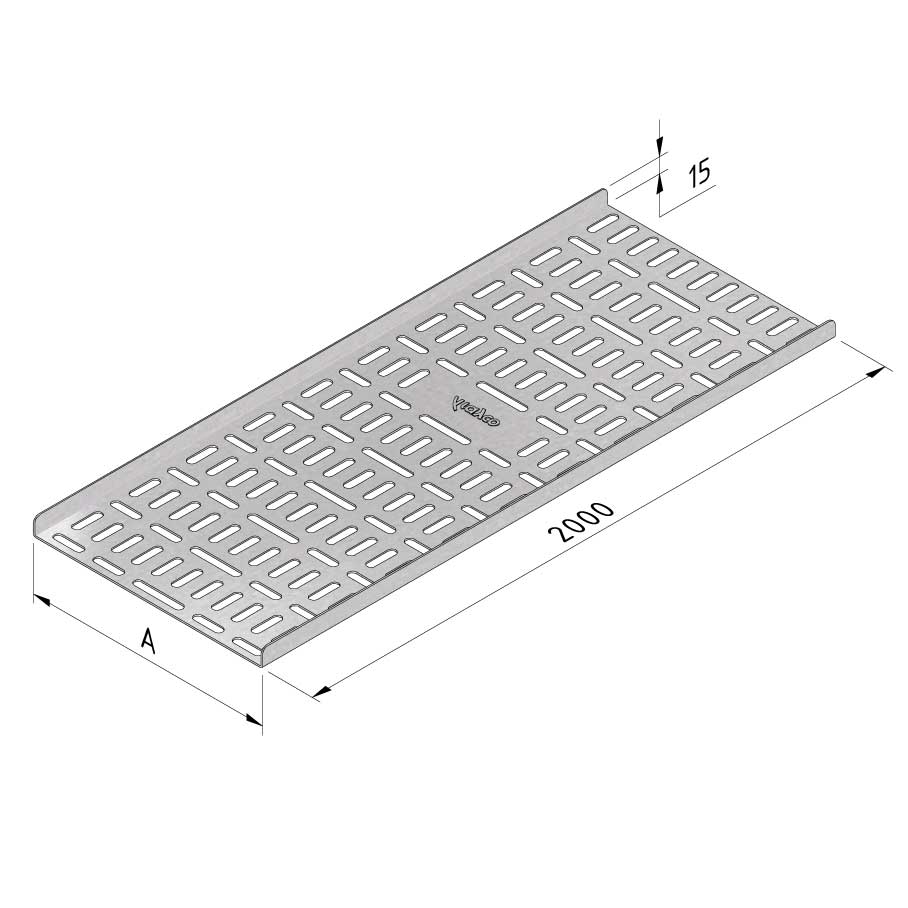
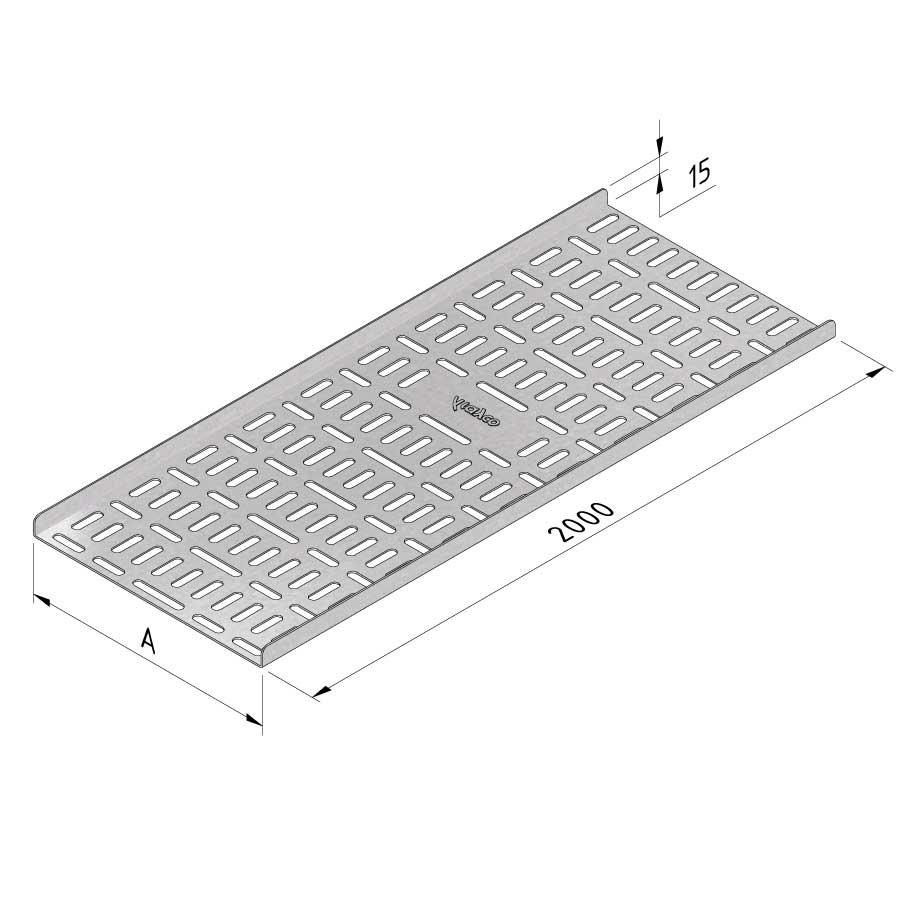
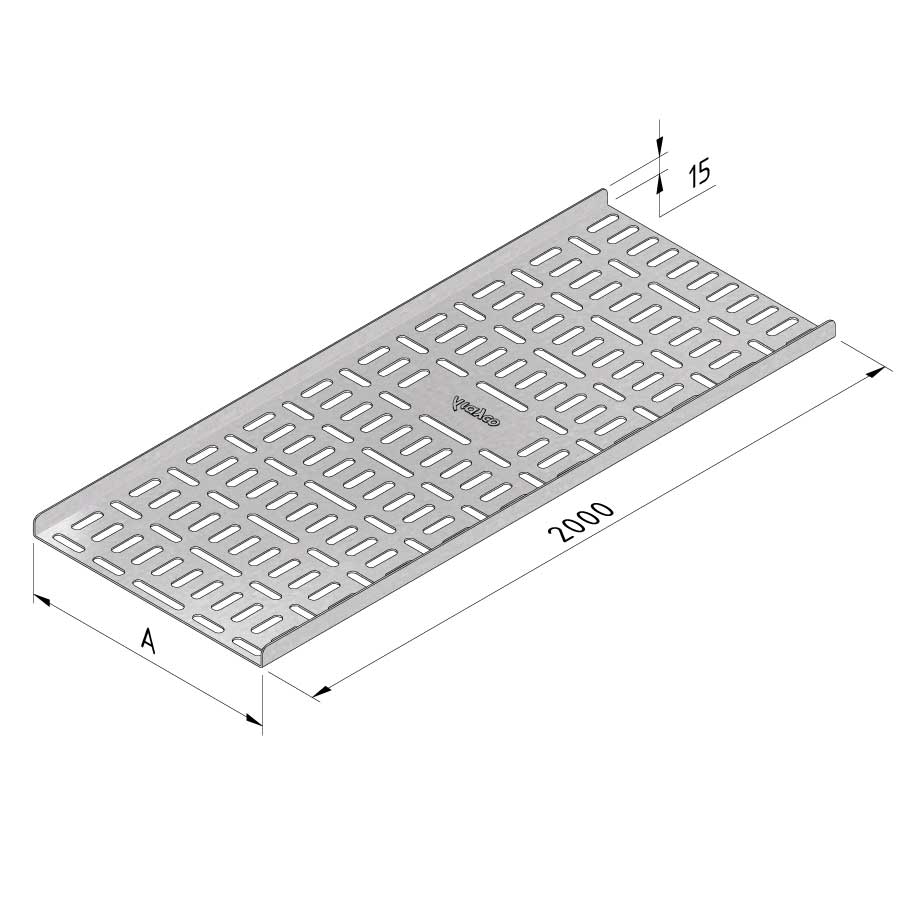
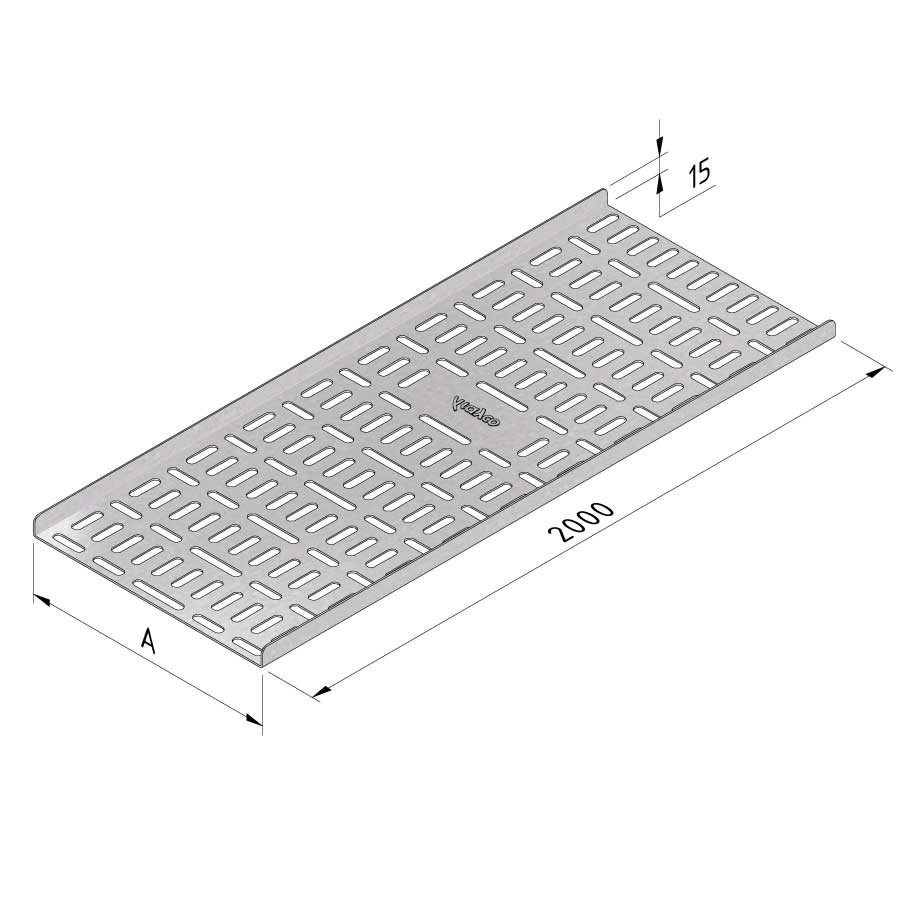
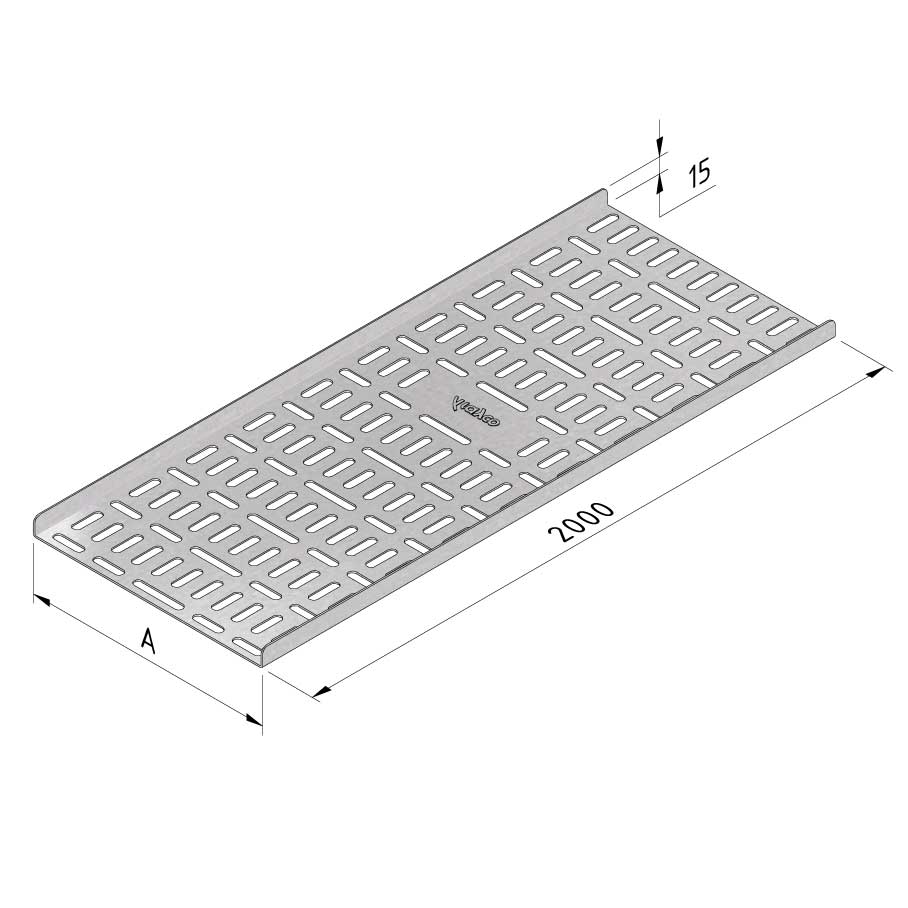
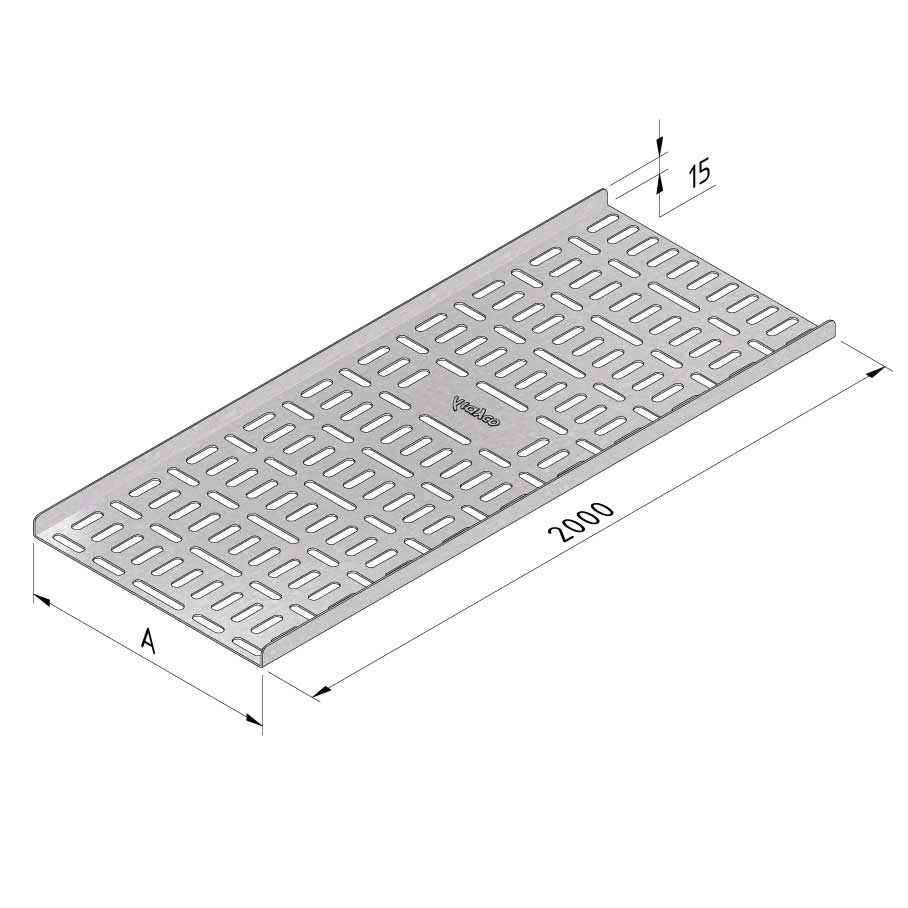
Kabelbaan geperforeerd
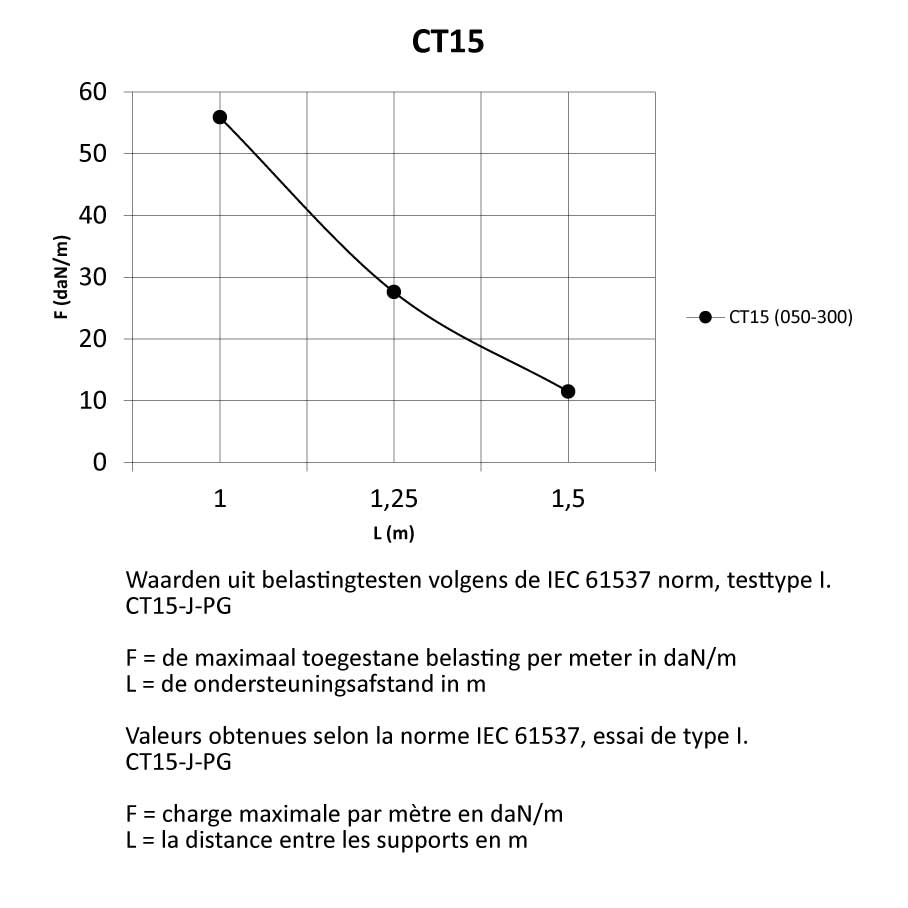
CT15

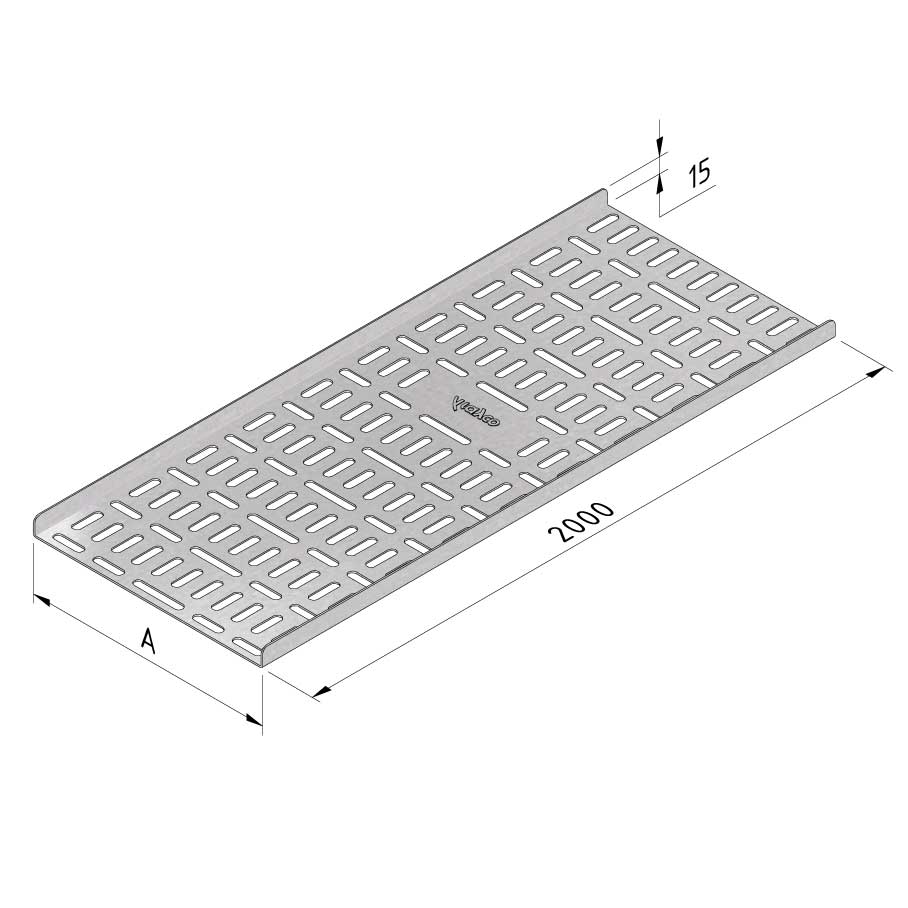
Kabelbaan geperforeerd
CT15
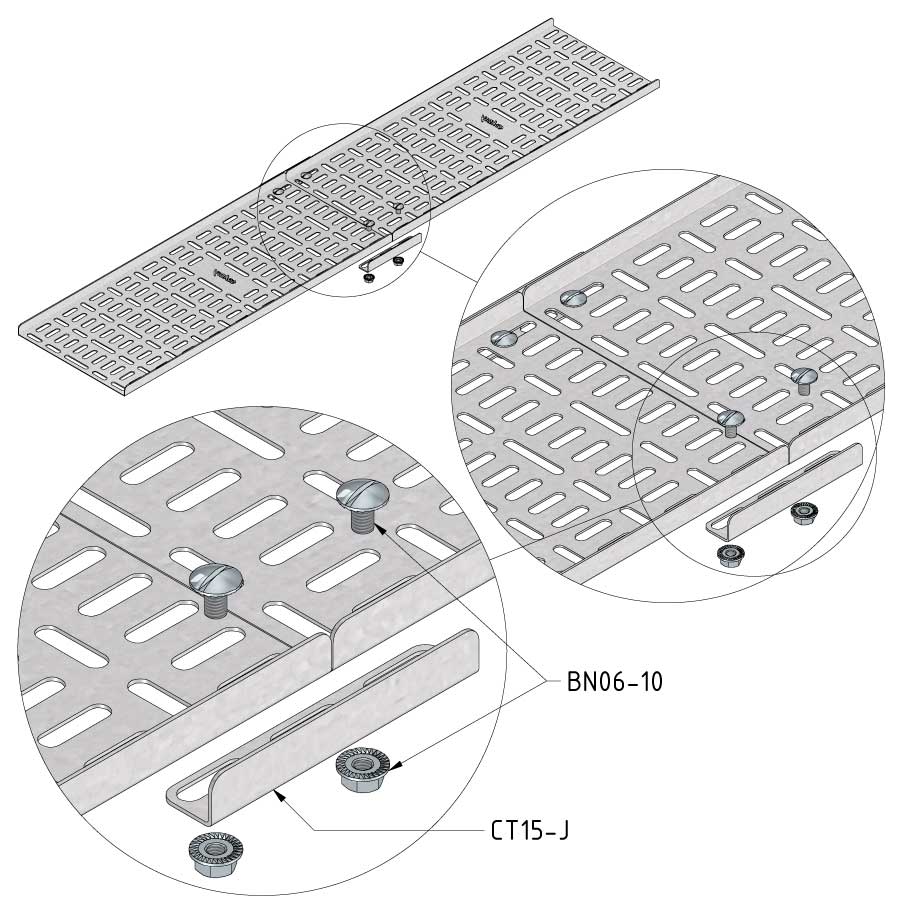
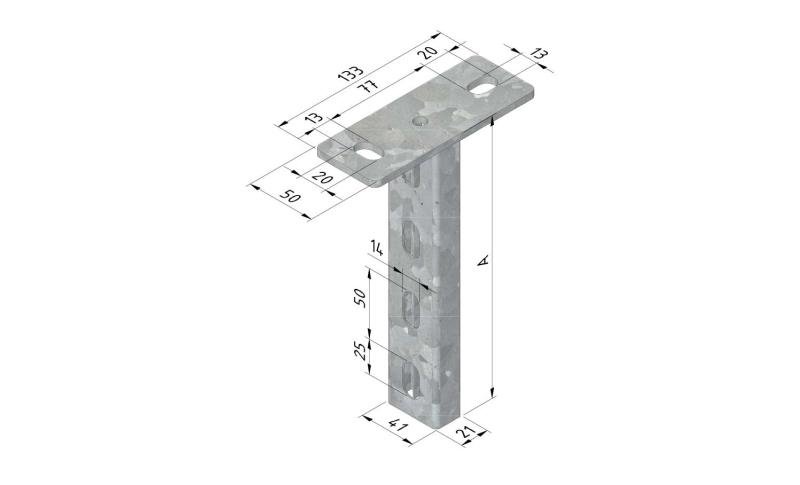
Koppelen met CT15-J + BN06-10
Gelakte uitvoering op aanvraag verkrijgbaar. Het gevraagde RAL kleur wordt gedefinieerd bij uw bestelling.
| SKU | Artikelcode | Uitvoering | Maat A | Nuttige opp (cm²) | Verpakking | |||
|---|---|---|---|---|---|---|---|---|
|
|
10150 |
CT15-050-12-2PG |
PG
|
50
|
6.53
|
2
|
Standaard
|
|
|
|
10151 |
CT15-100-12-2PG |
PG
|
100
|
13.4
|
2
|
Standaard
|
|
|
|
10152 |
CT15-150-12-2PG |
PG
|
150
|
20.28
|
2
|
Standaard
|
|
|
|
10153 |
CT15-200-12-2PG |
PG
|
200
|
27.15
|
2
|
Standaard
|
|
|
|
10154 |
CT15-300-12-2PG |
PG
|
300
|
40.9
|
2
|
Standaard
|
|
|
|
10469 |
CT15-050-12-2DG |
DG
|
50
|
6.53
|
2
|
|
|
|
|
10470 |
CT15-100-12-2DG |
DG
|
100
|
13.4
|
2
|
|
|
|
|
10471 |
CT15-150-12-2DG |
DG
|
150
|
20.28
|
2
|
|
|
|
|
10472 |
CT15-200-12-2DG |
DG
|
200
|
27.15
|
2
|
|
|
|
|
10473 |
CT15-300-12-2DG |
DG
|
300
|
40.9
|
2
|
|
|
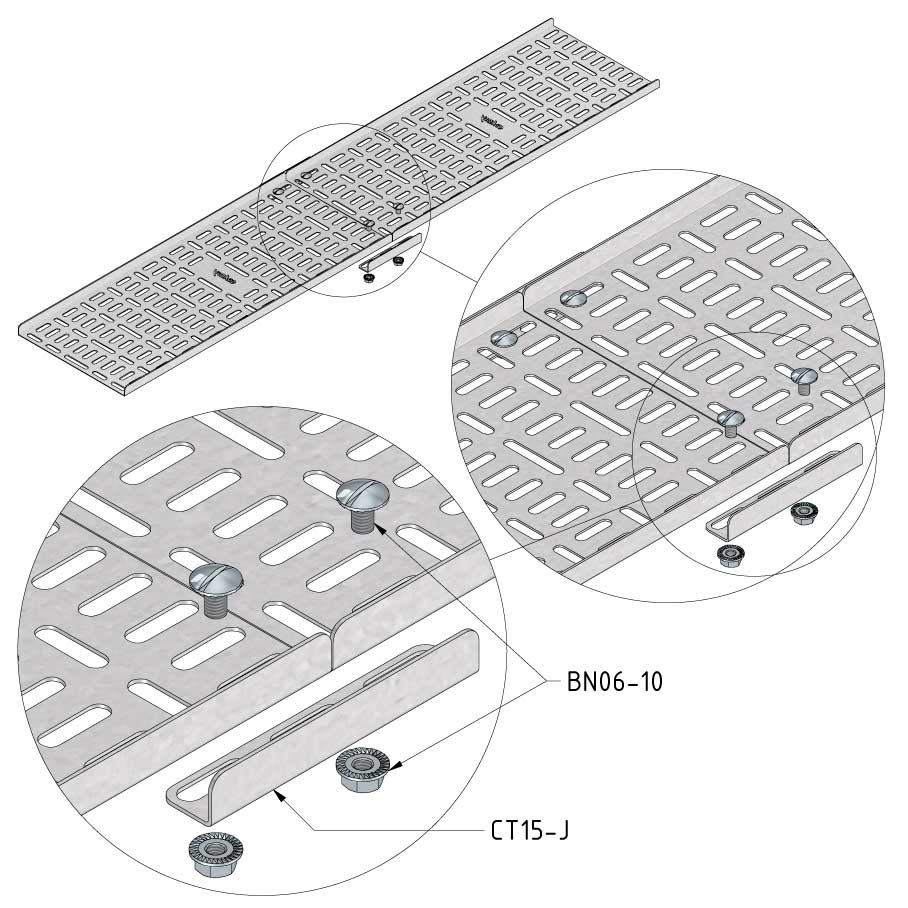
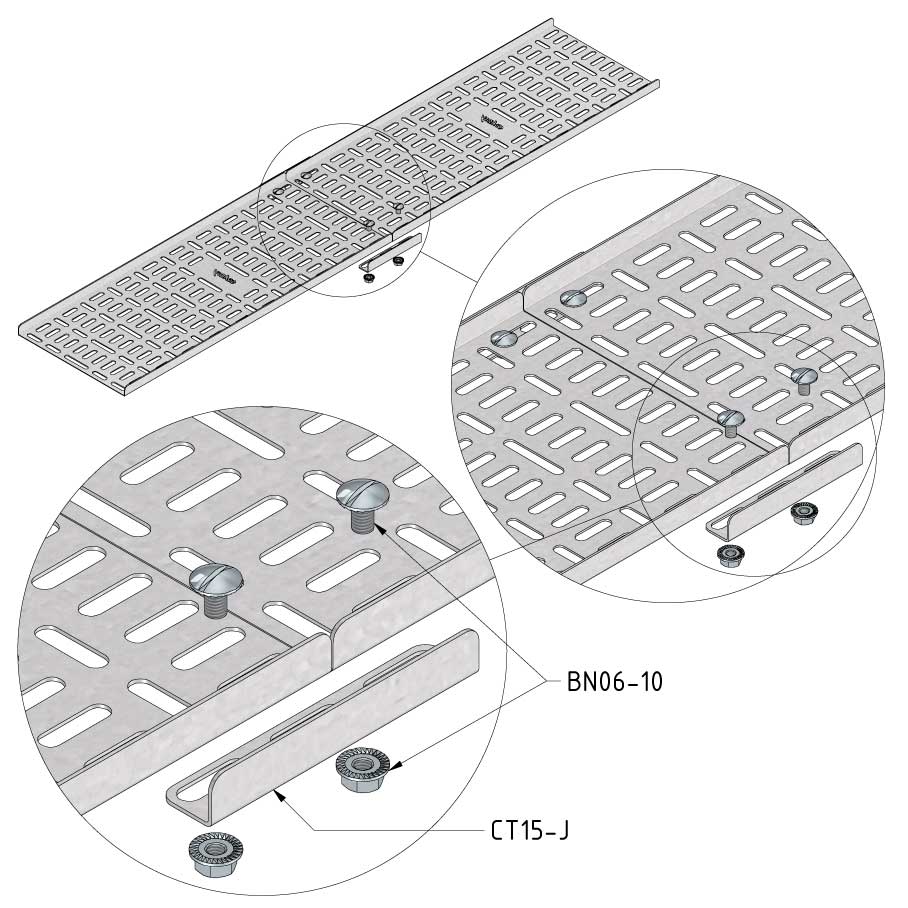
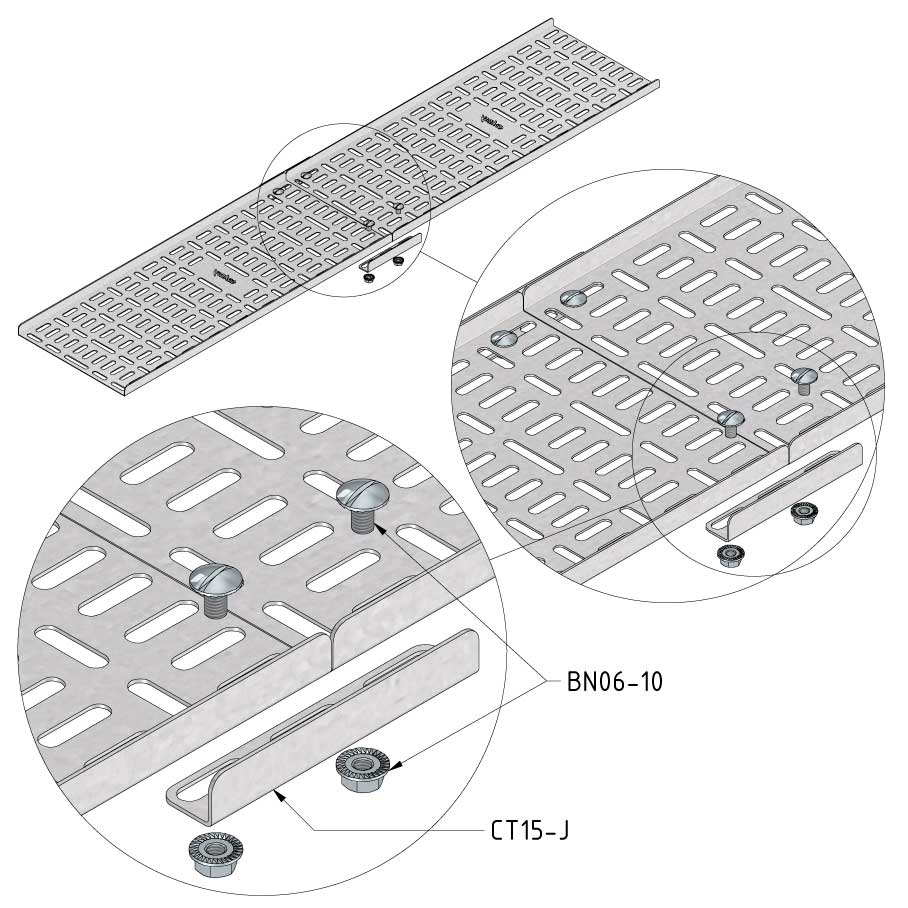
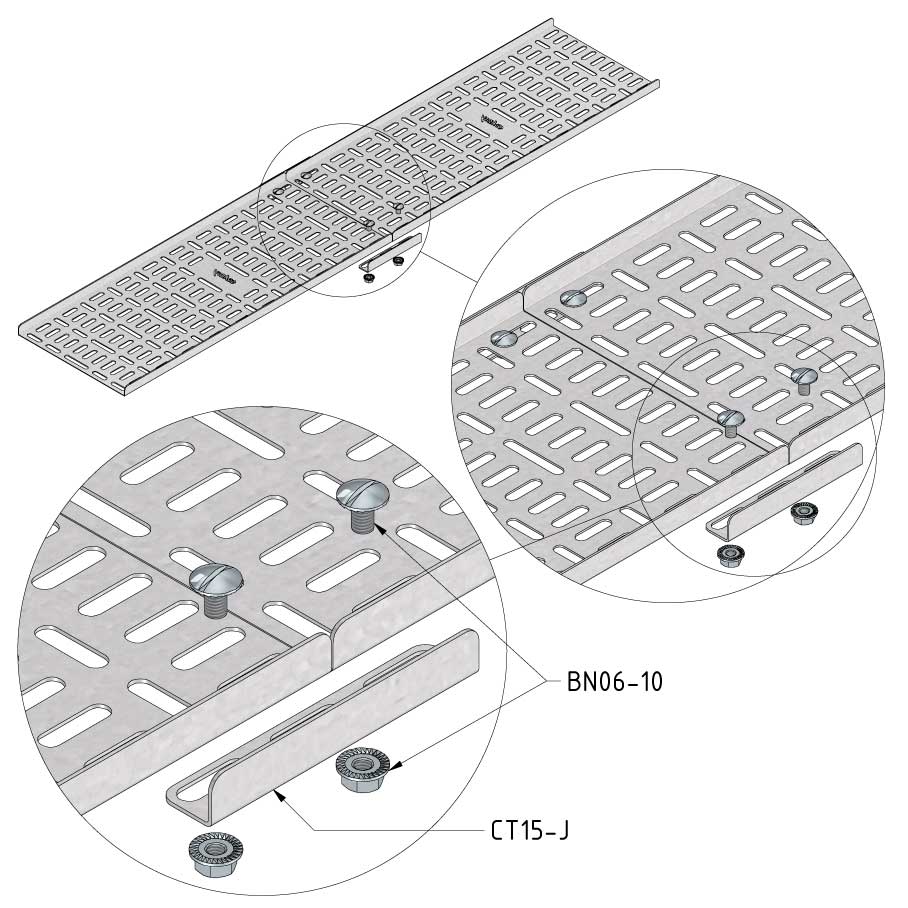
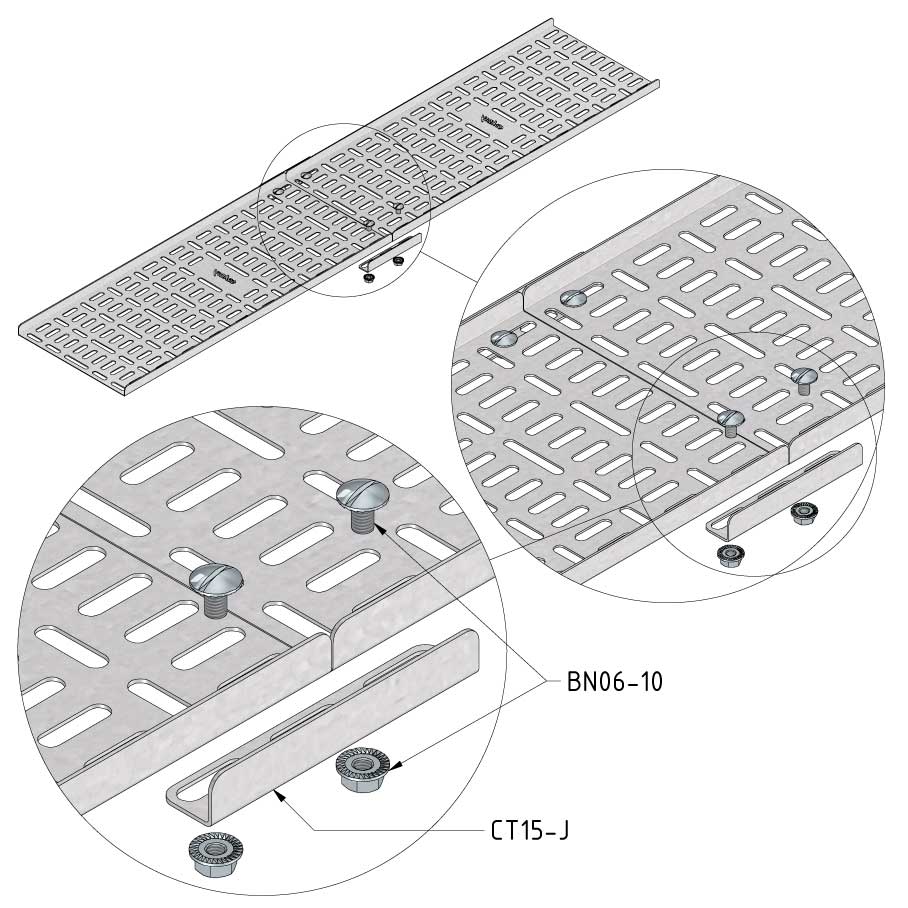
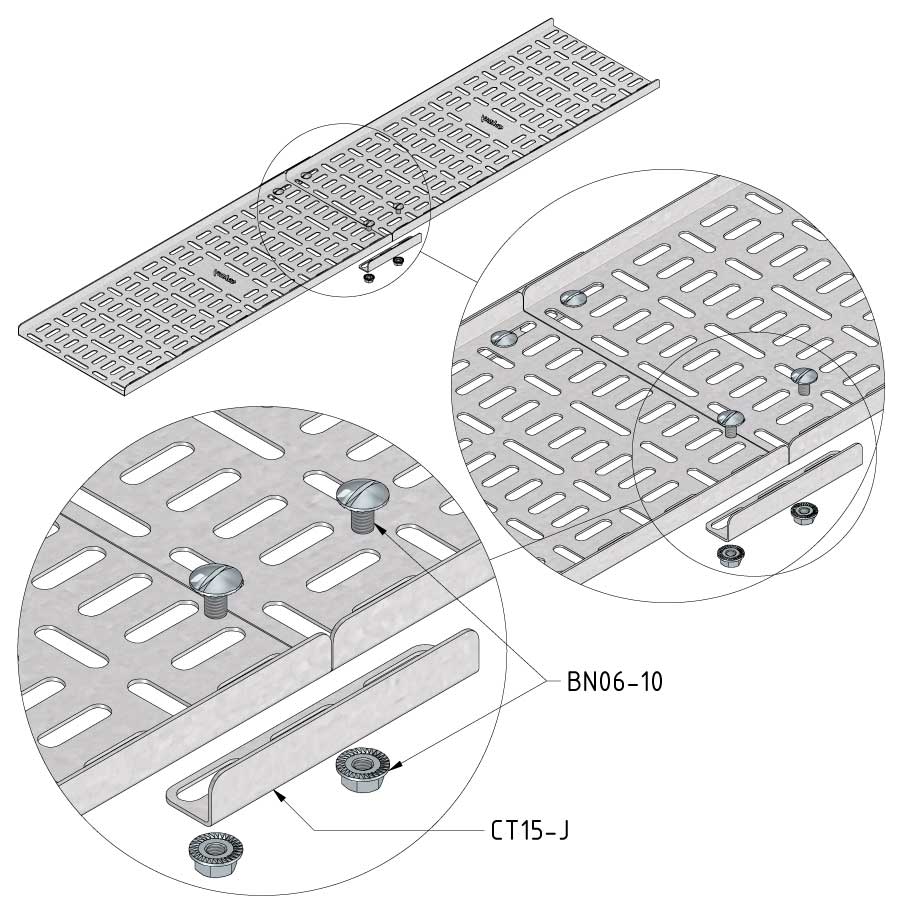
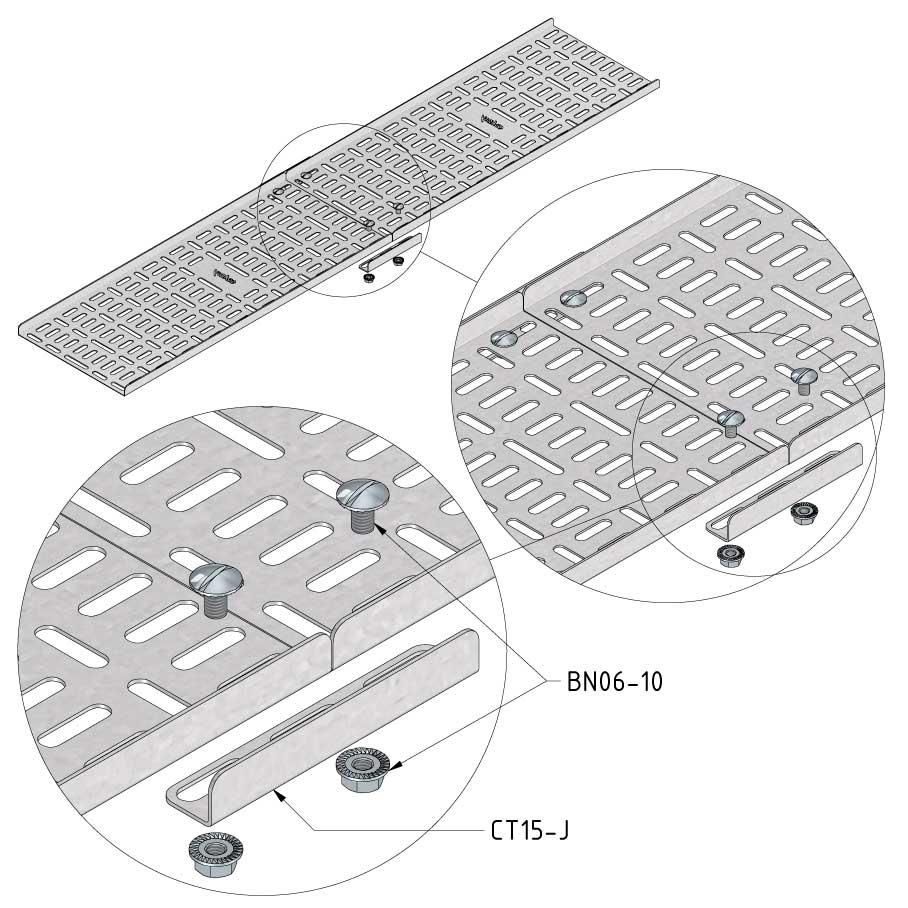
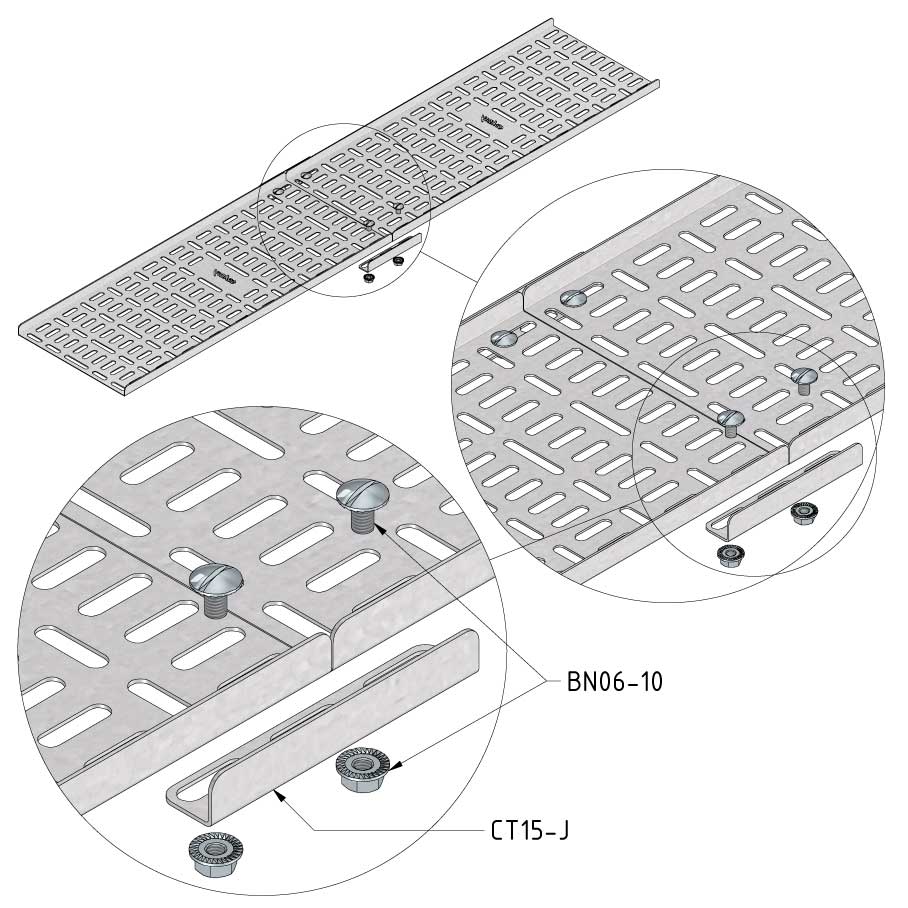
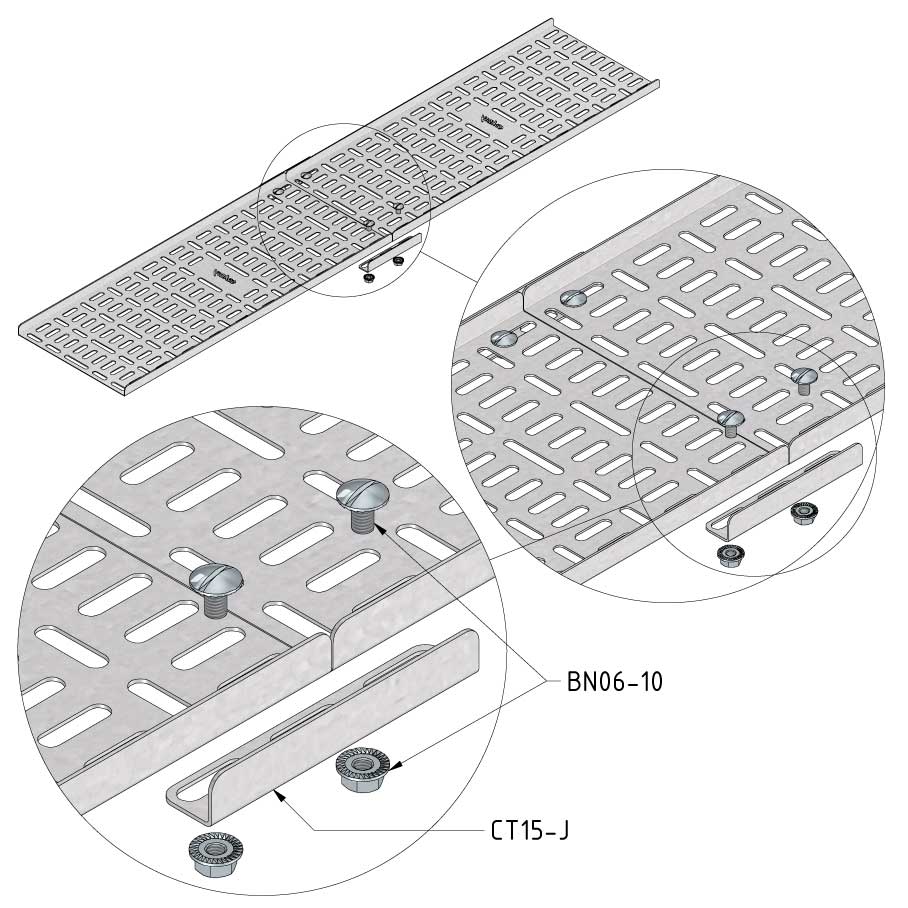
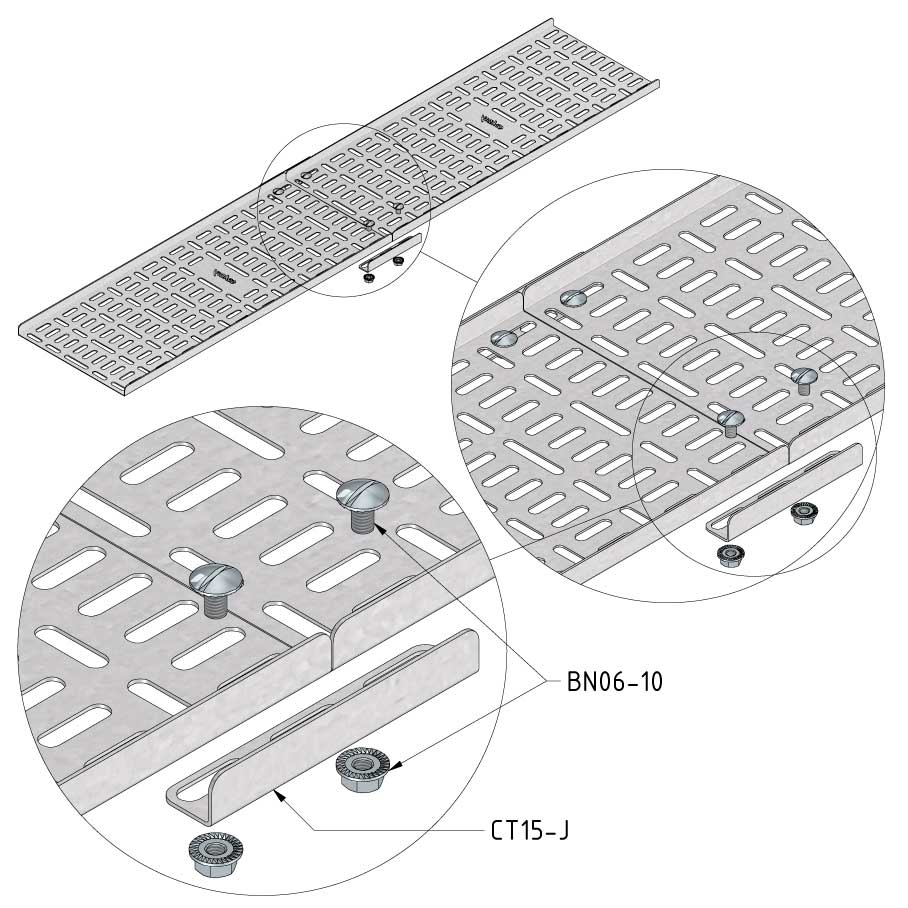
Montage
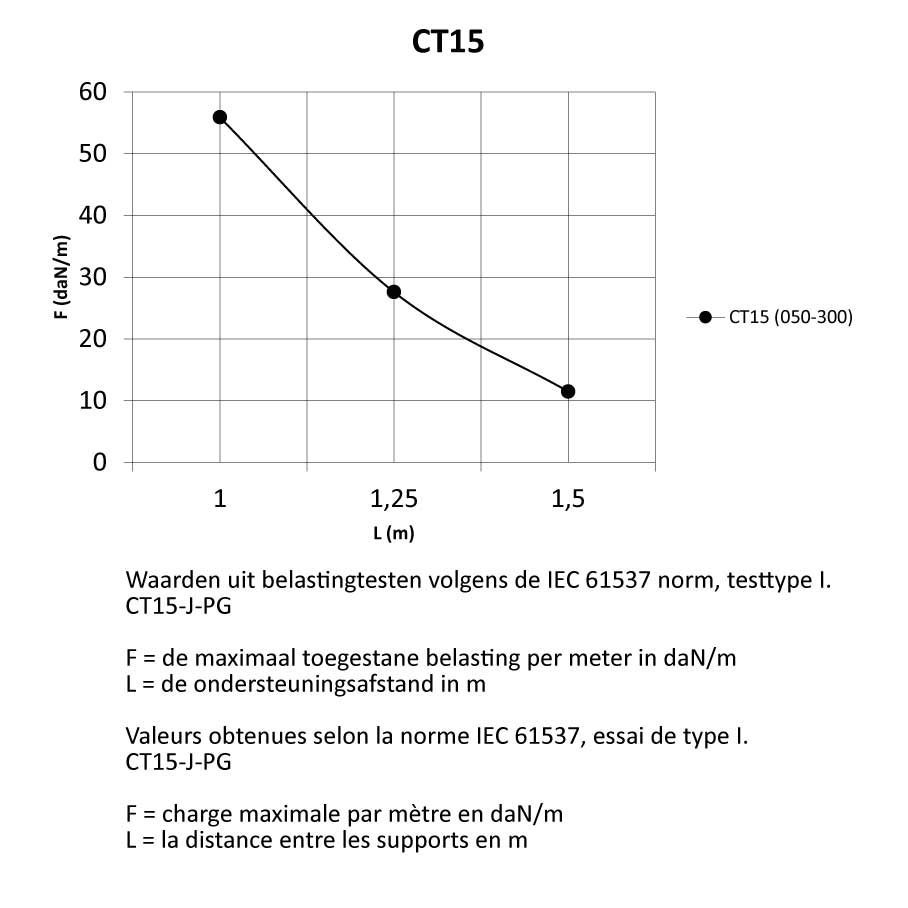
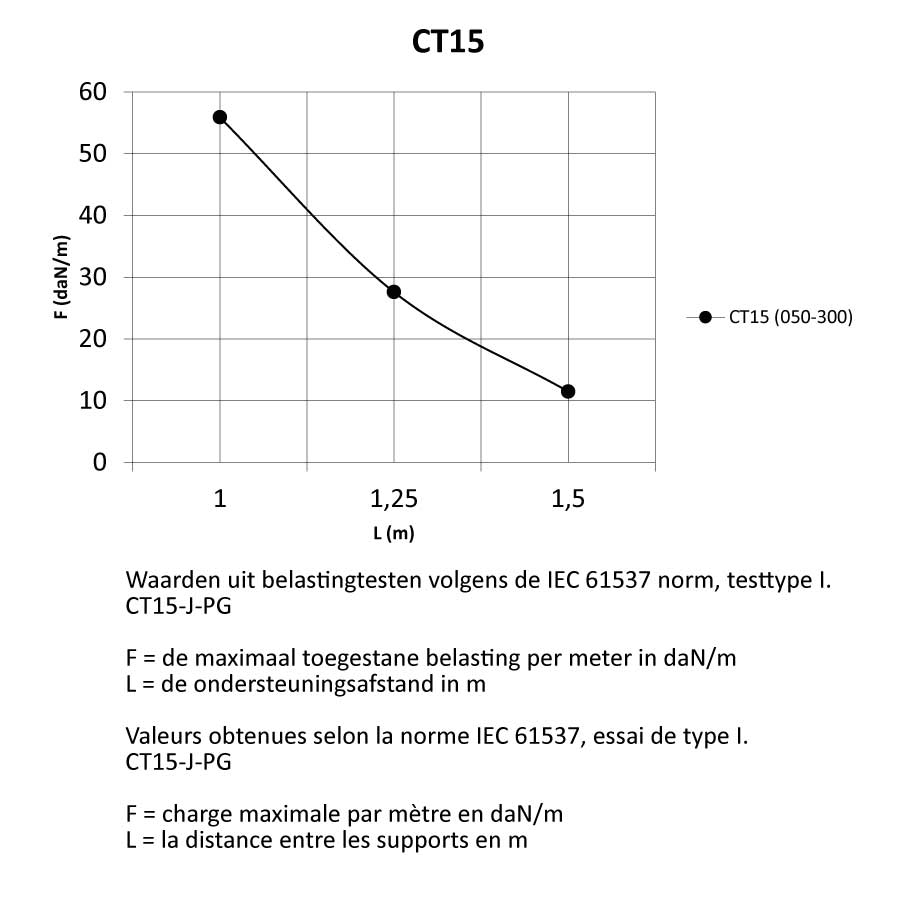
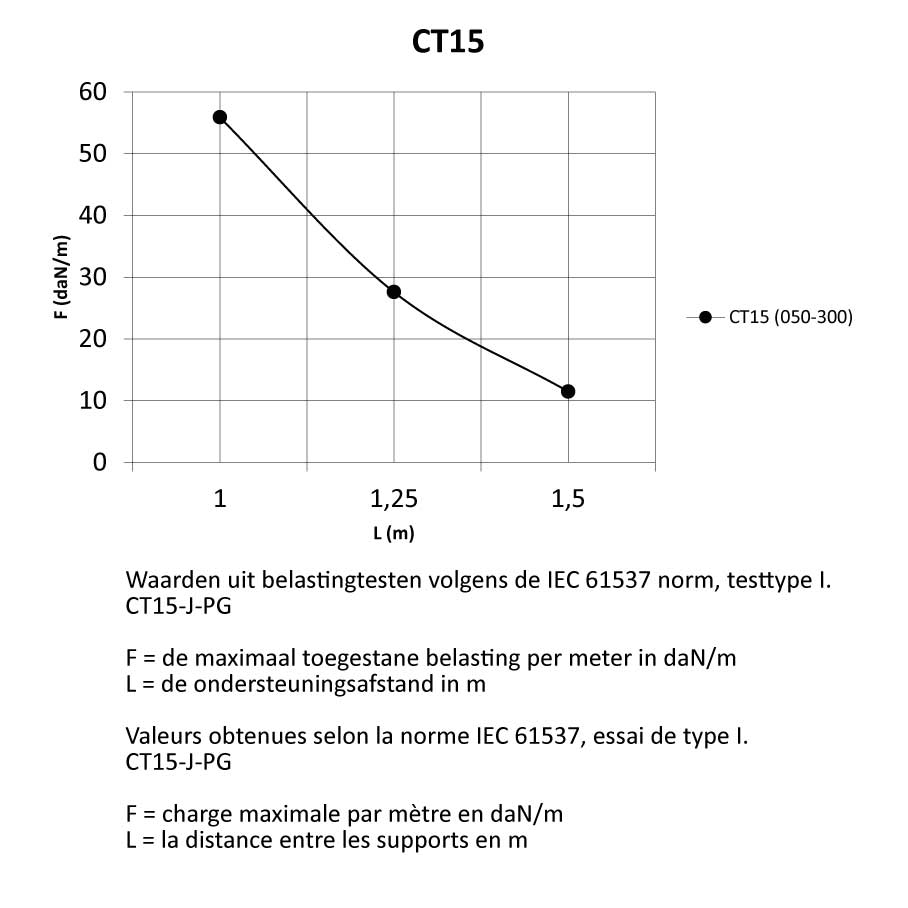
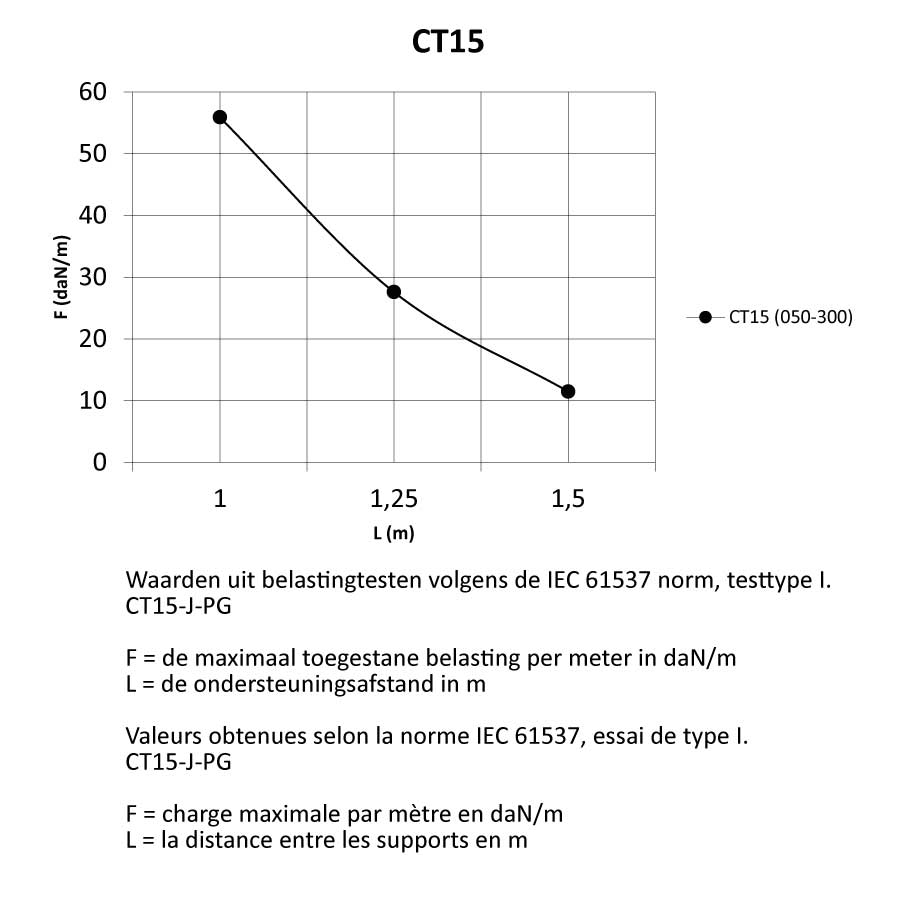
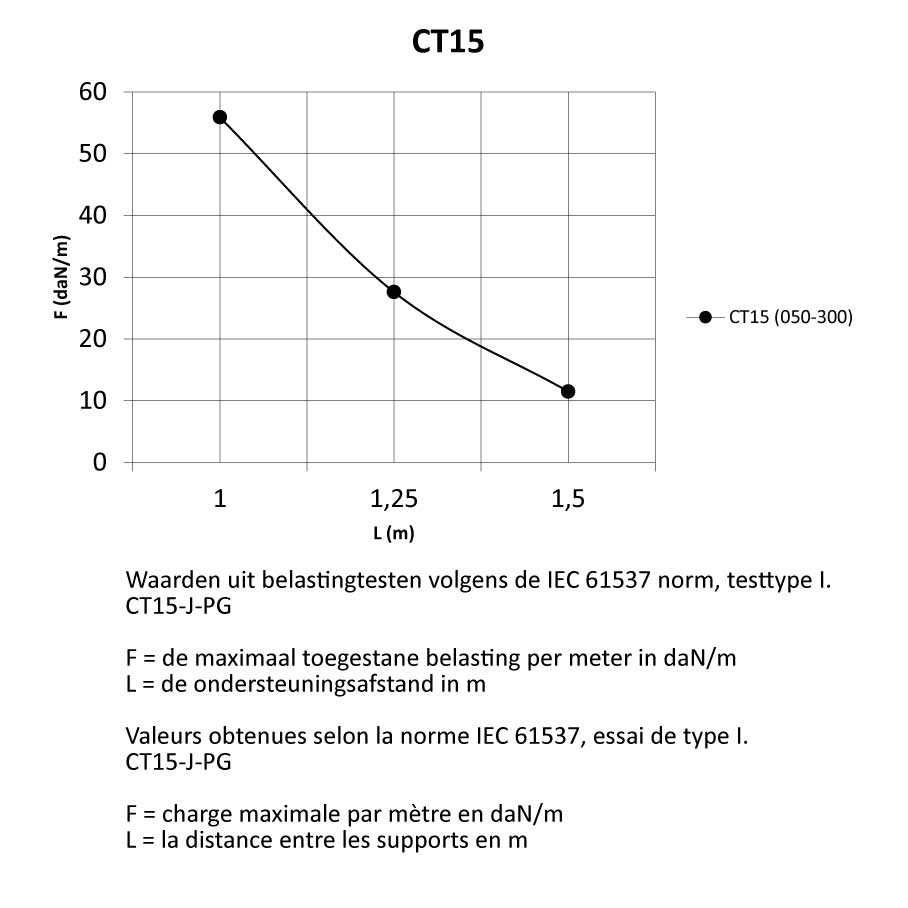
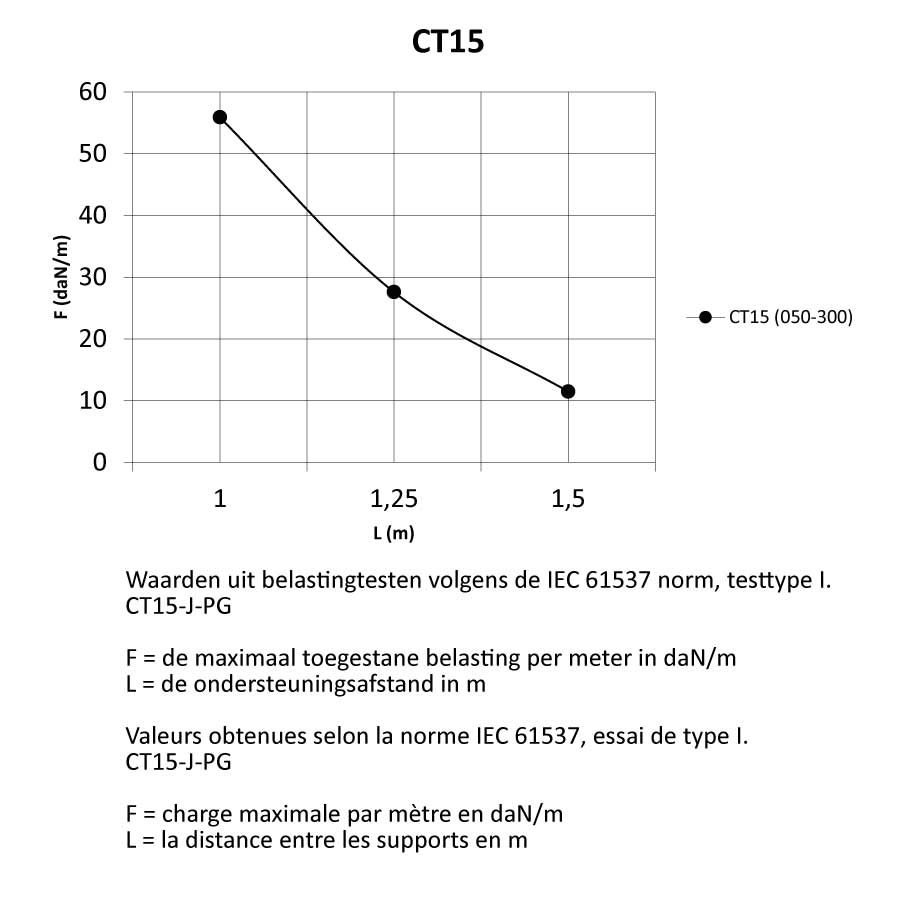
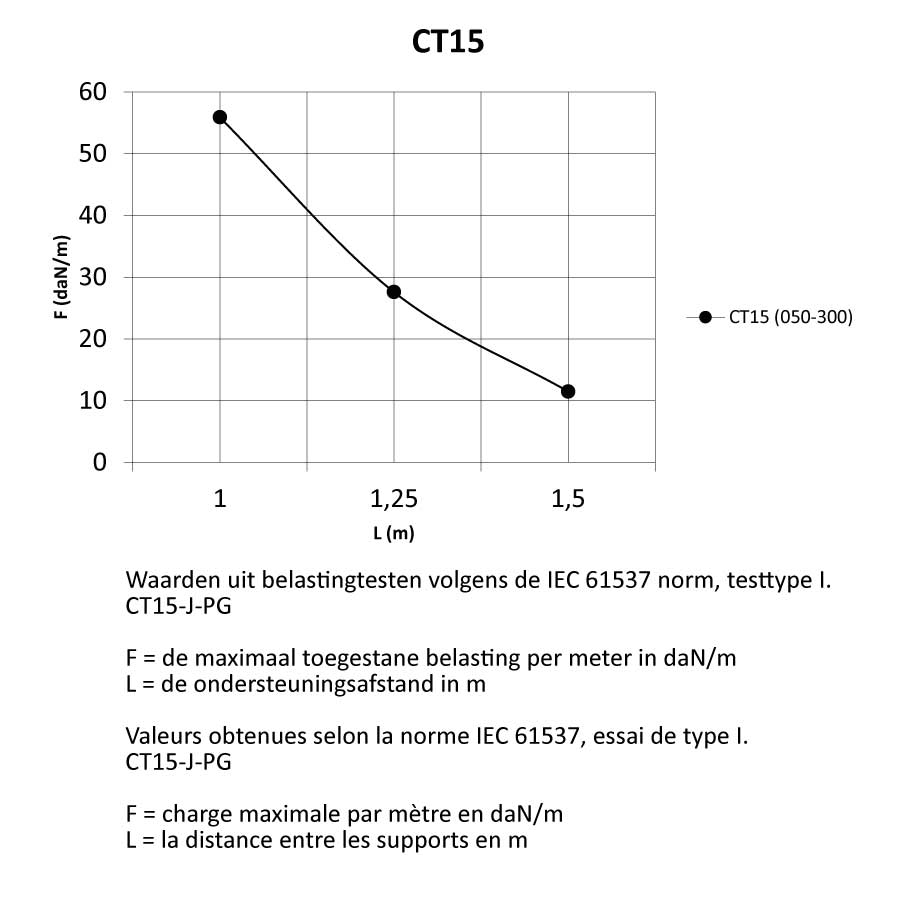
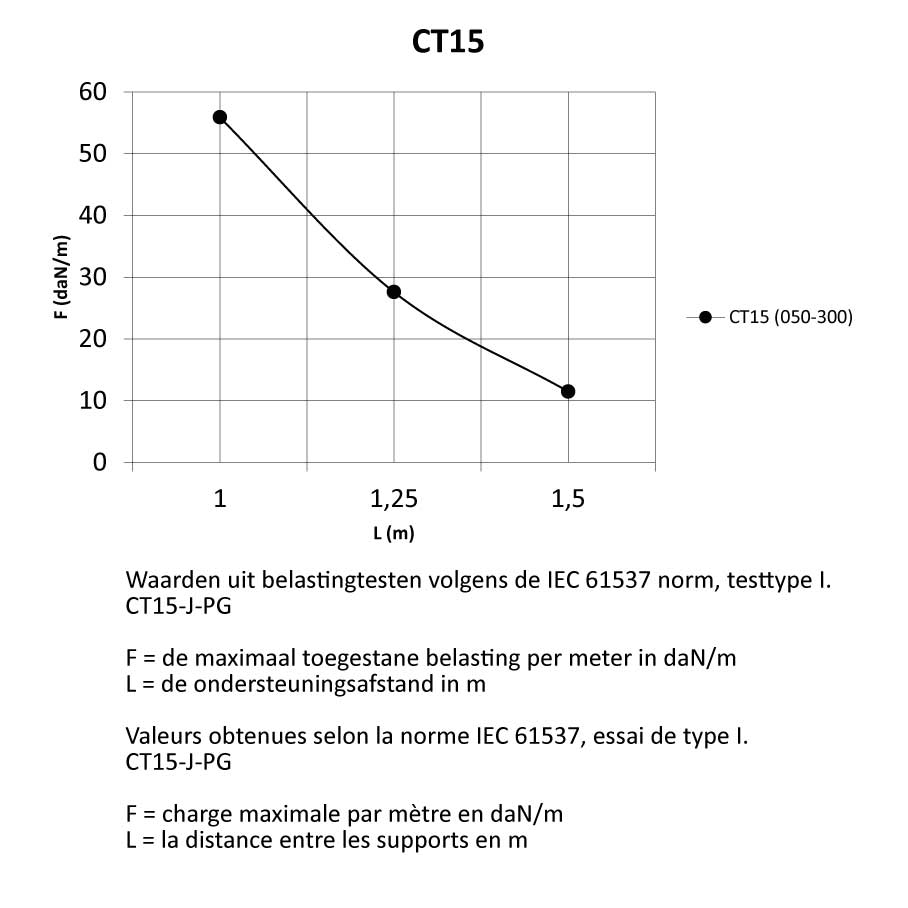
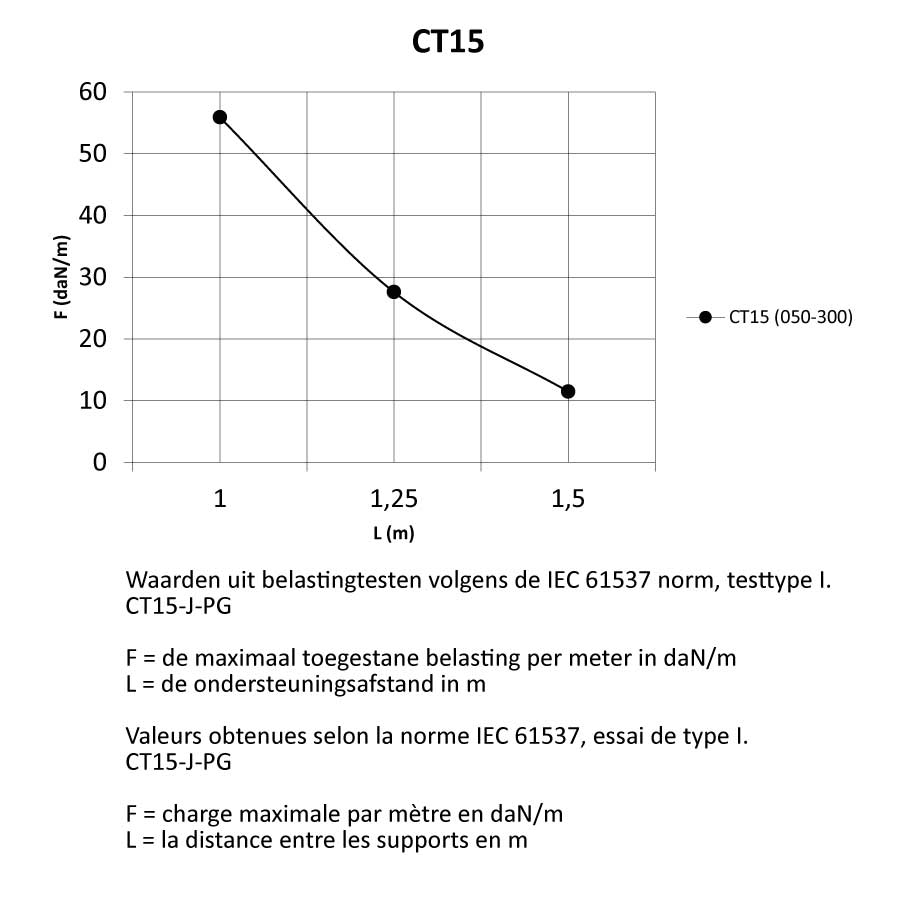
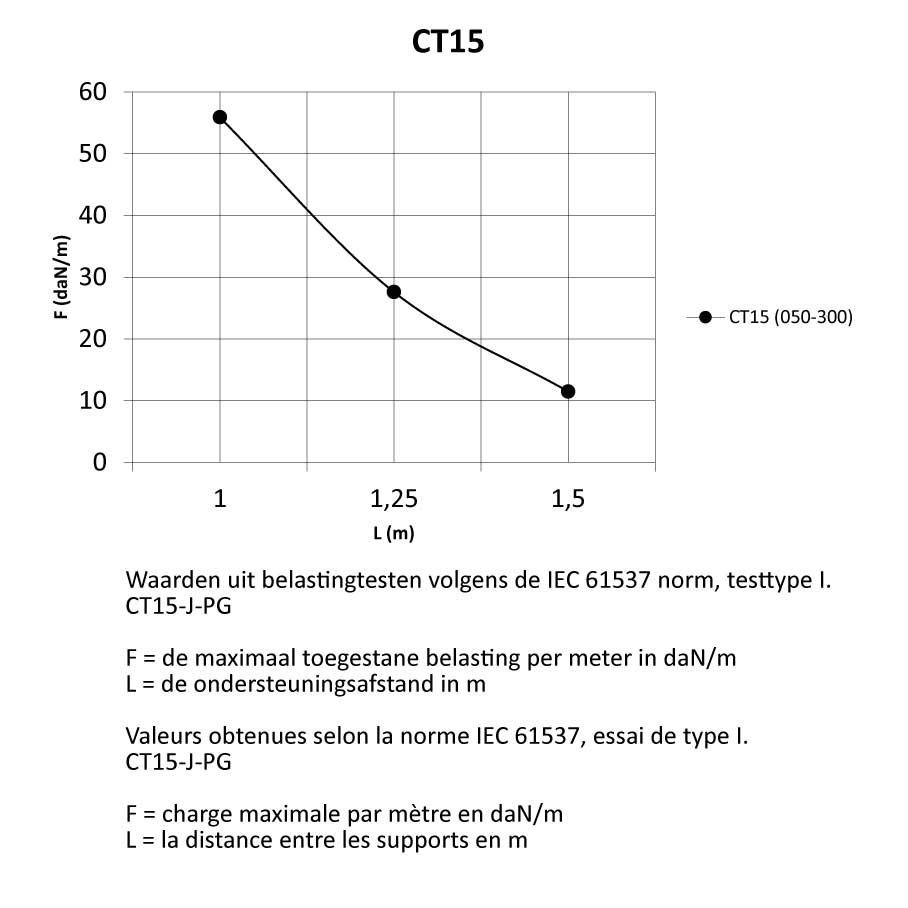
Belastingsdiagram




{kind=link}