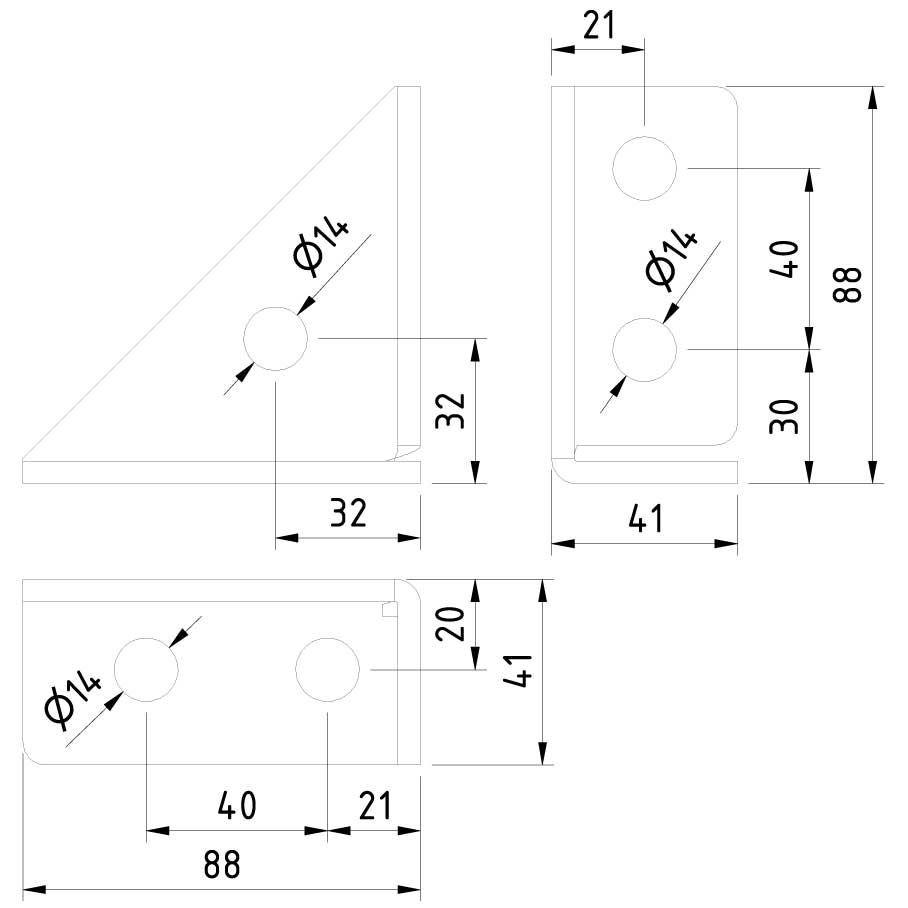
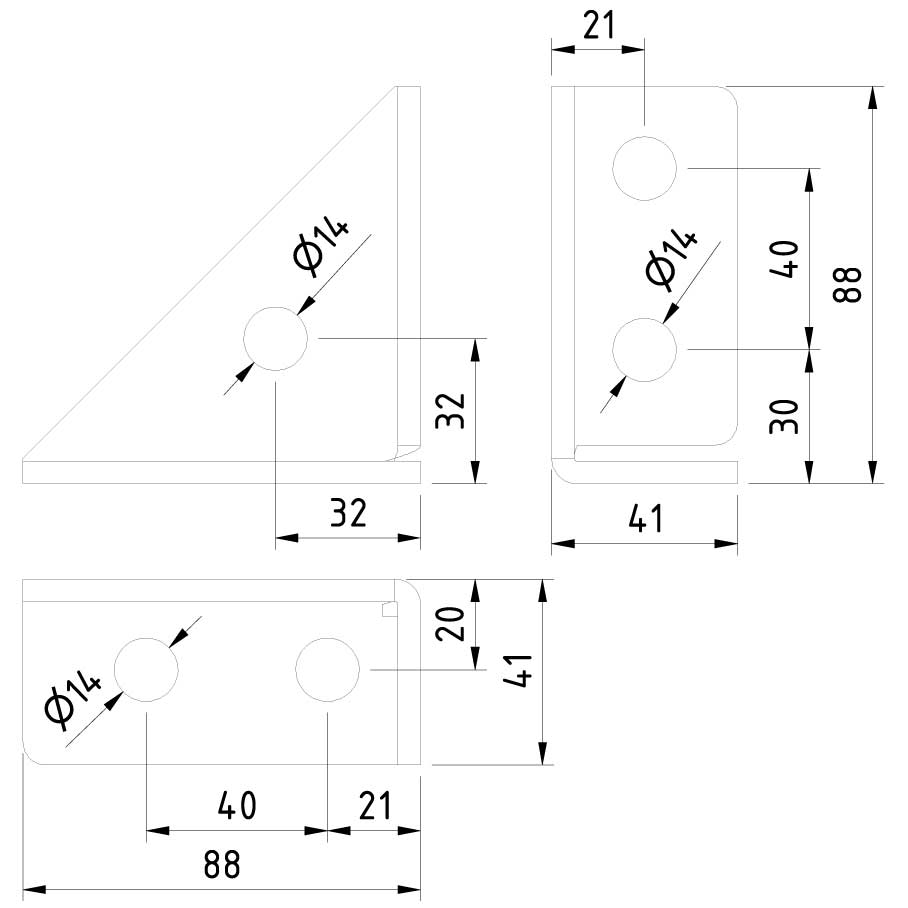
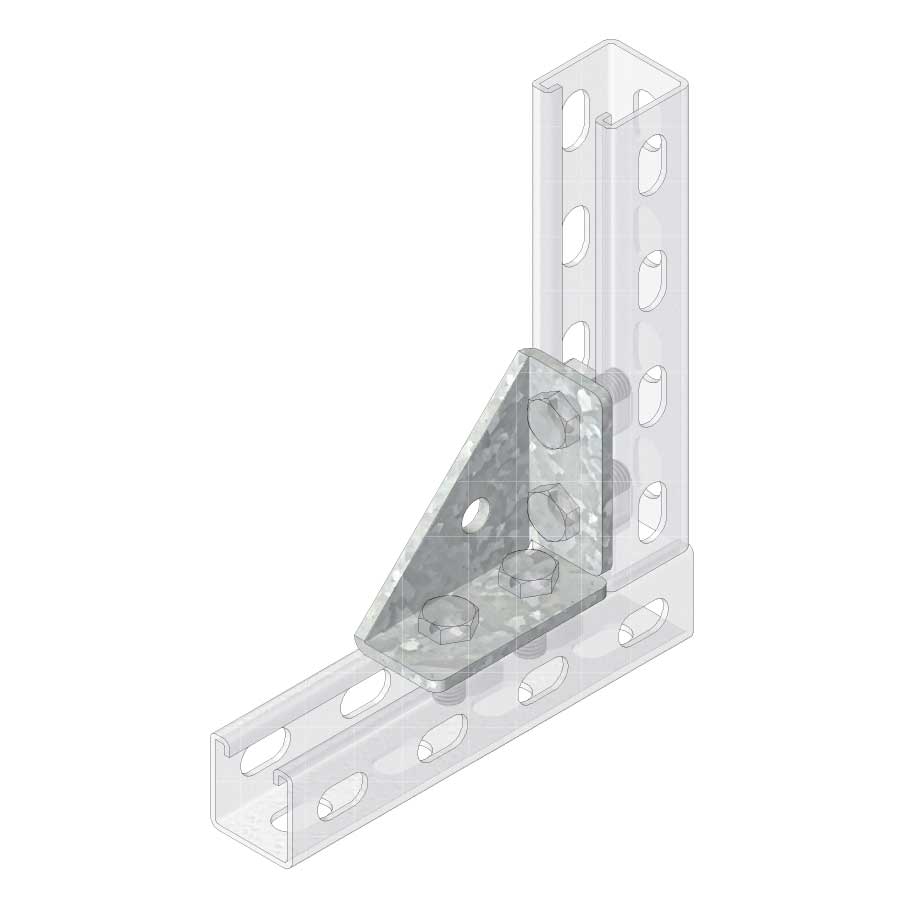
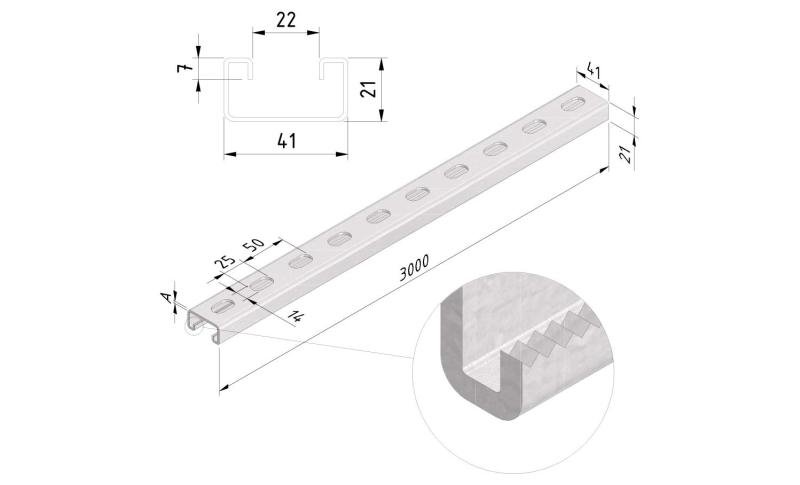
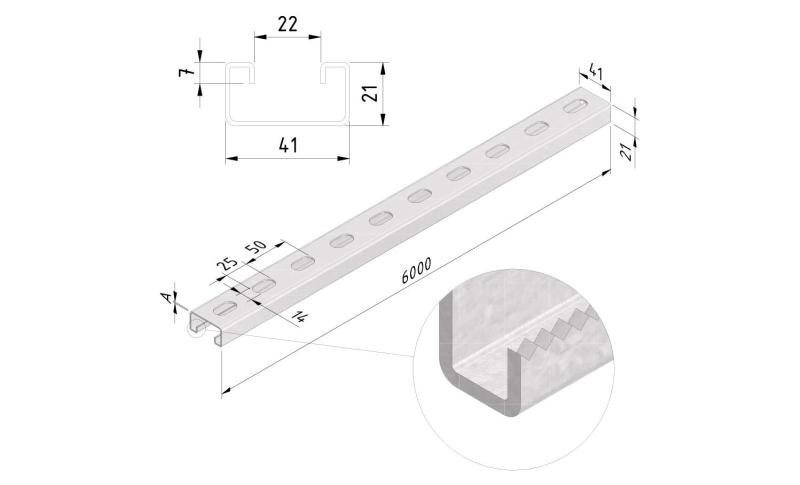
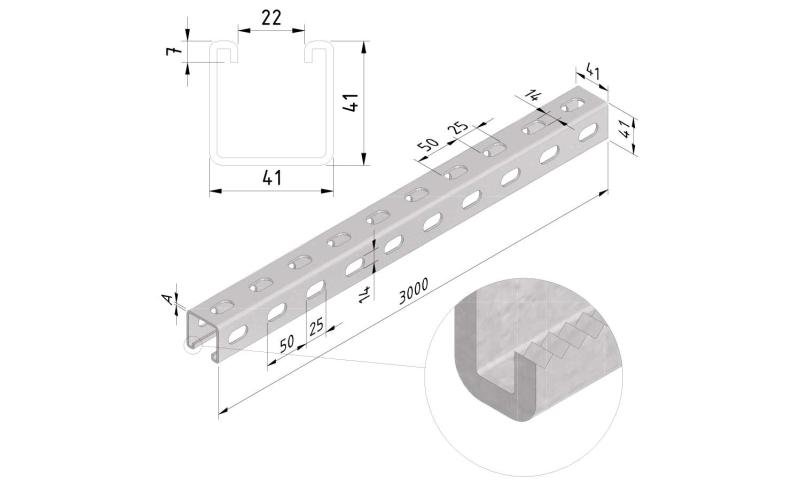
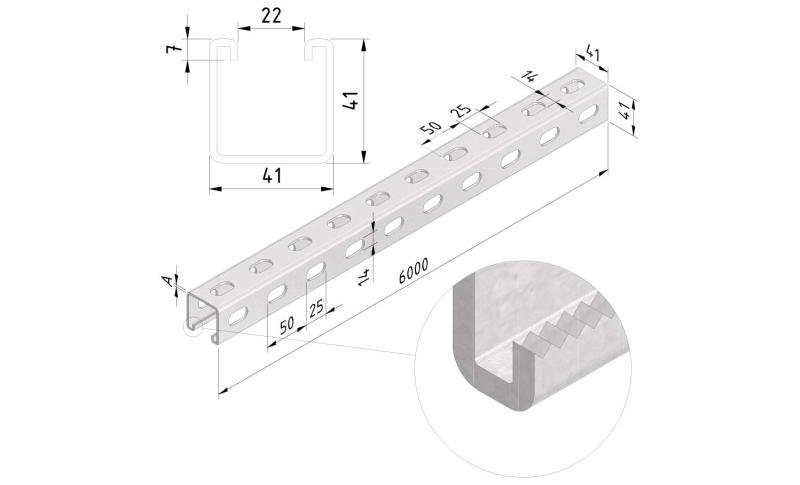
Pièce de fixation
CP-L-4A90

Pièce de fixation
CP-L-4A90
A fixer avec HB12 + SLN41-12
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Emballage | |||
|---|---|---|---|---|---|---|
|
|
13810 |
CP-L-4A90-DG |
DG
|
25
|
Default
|
|

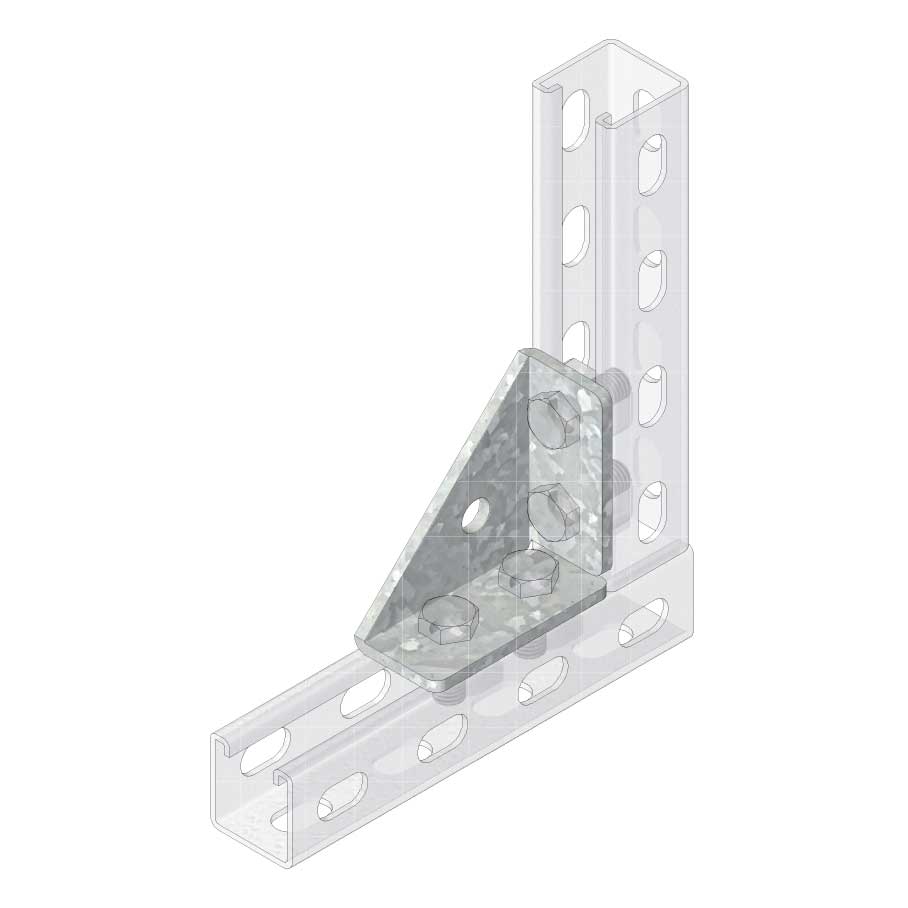
Assemblée





{kind=link}