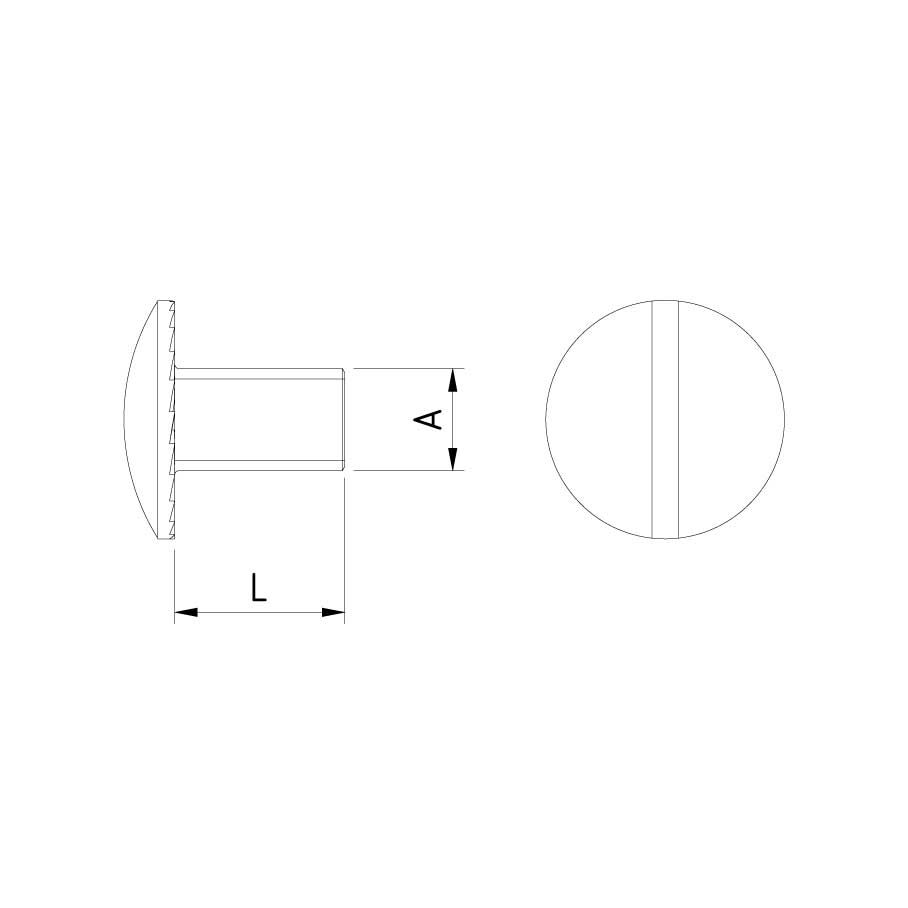
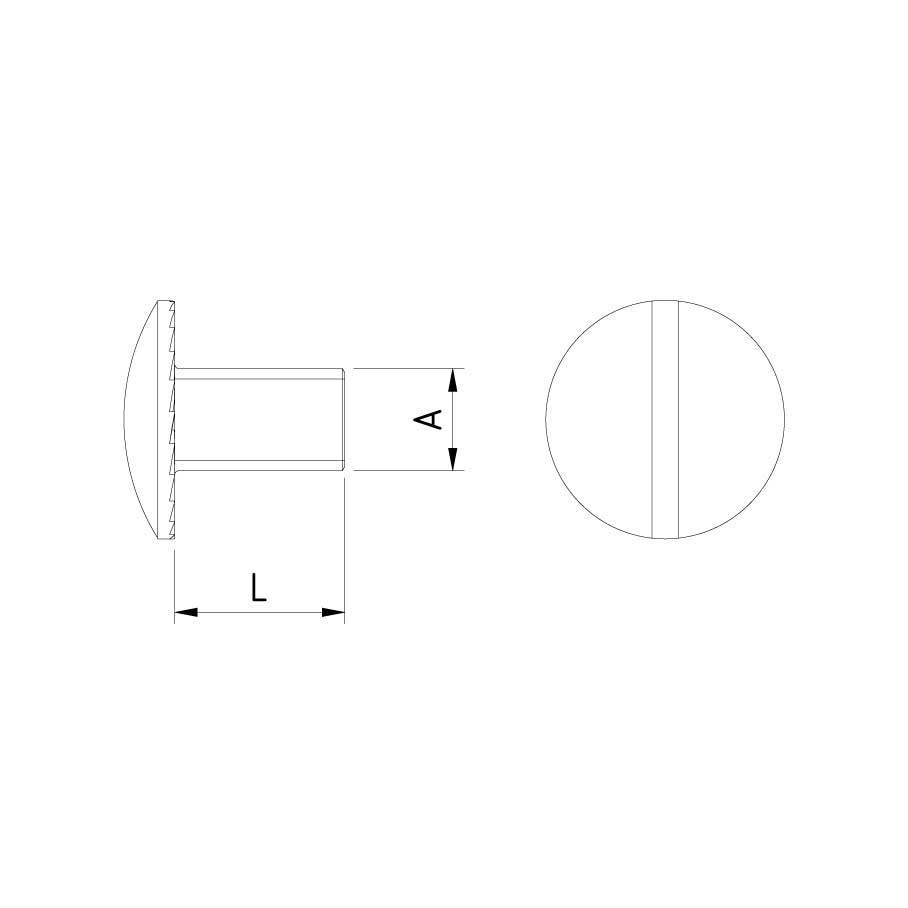
Boulon à tête ronde
RHB

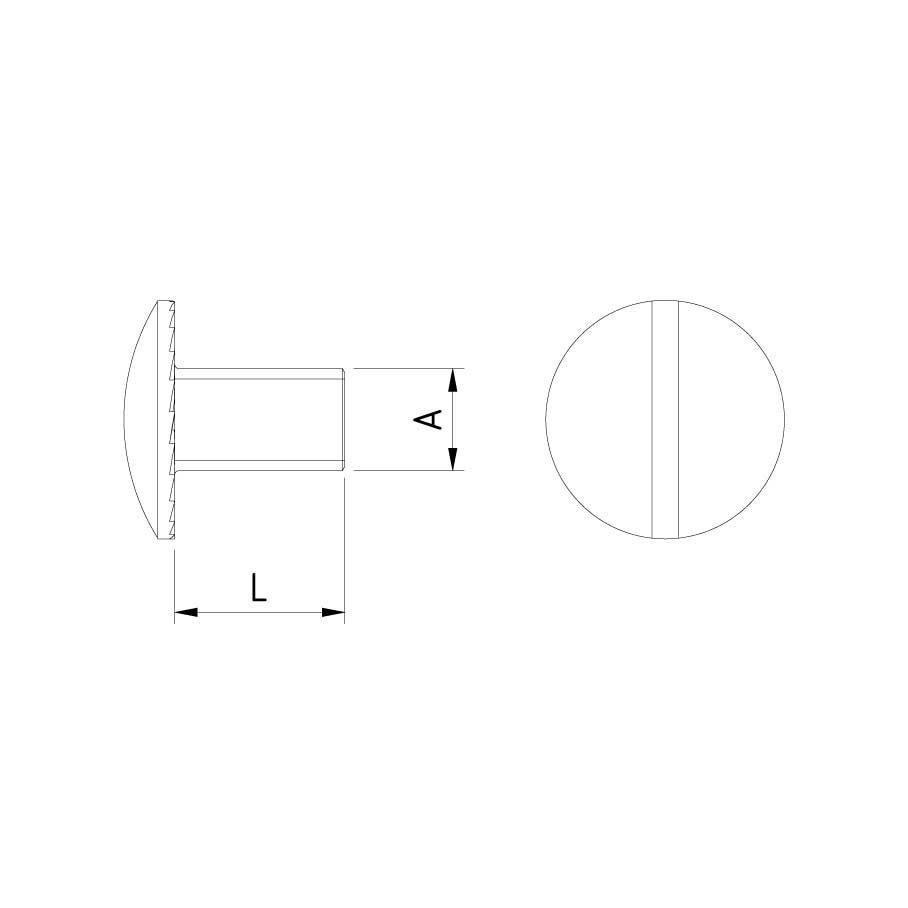
Boulon à tête ronde
RHB
| SKU | Code de l'article | Exécution | Emballage | |||
|---|---|---|---|---|---|---|
|
|
10326 |
RHB06-10-EG |
EG
|
200
|
Default
|
|
|
|
14499 |
RHB06-20-EG |
EG
|
200
|
Default
|
|
|
|
18084 |
RHB08-16-EG |
EG
|
200
|
Default
|
|
|
|
10559 |
RHB06-10-DG |
DG
|
200
|
Default
|
|
|
|
12294 |
RHB06-20-DG |
DG
|
200
|
Default
|
|
|
|
18085 |
RHB08-16-DG |
DG
|
200
|
Default
|
|









{kind=link}