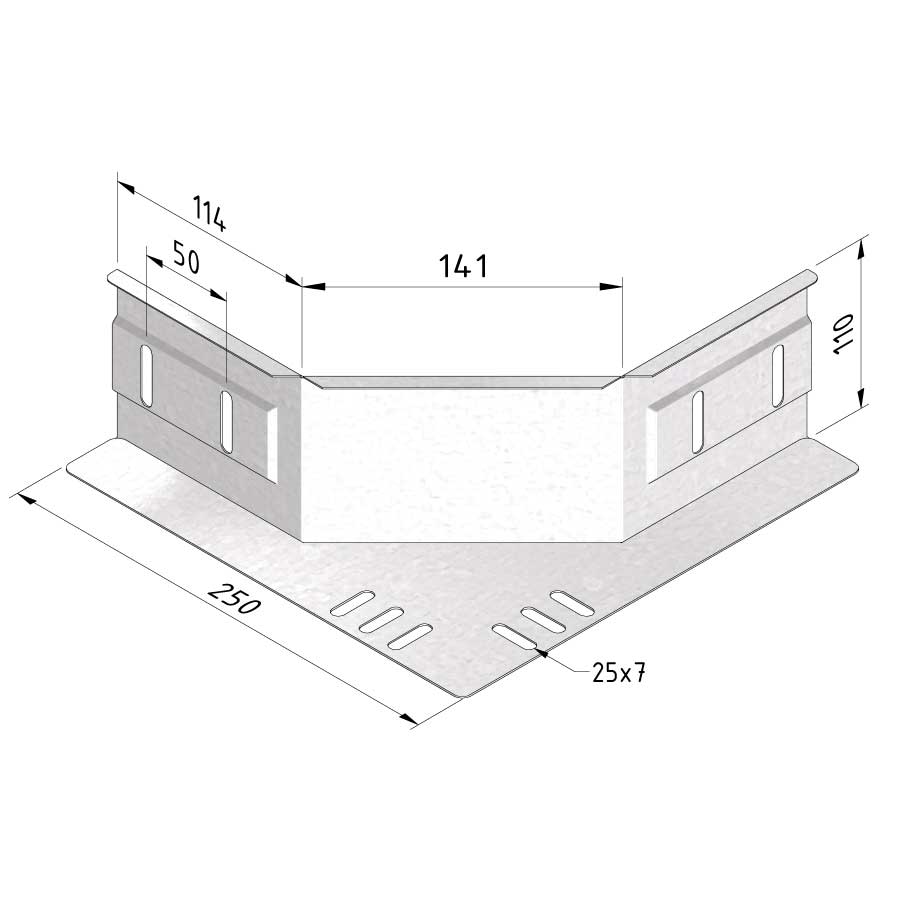
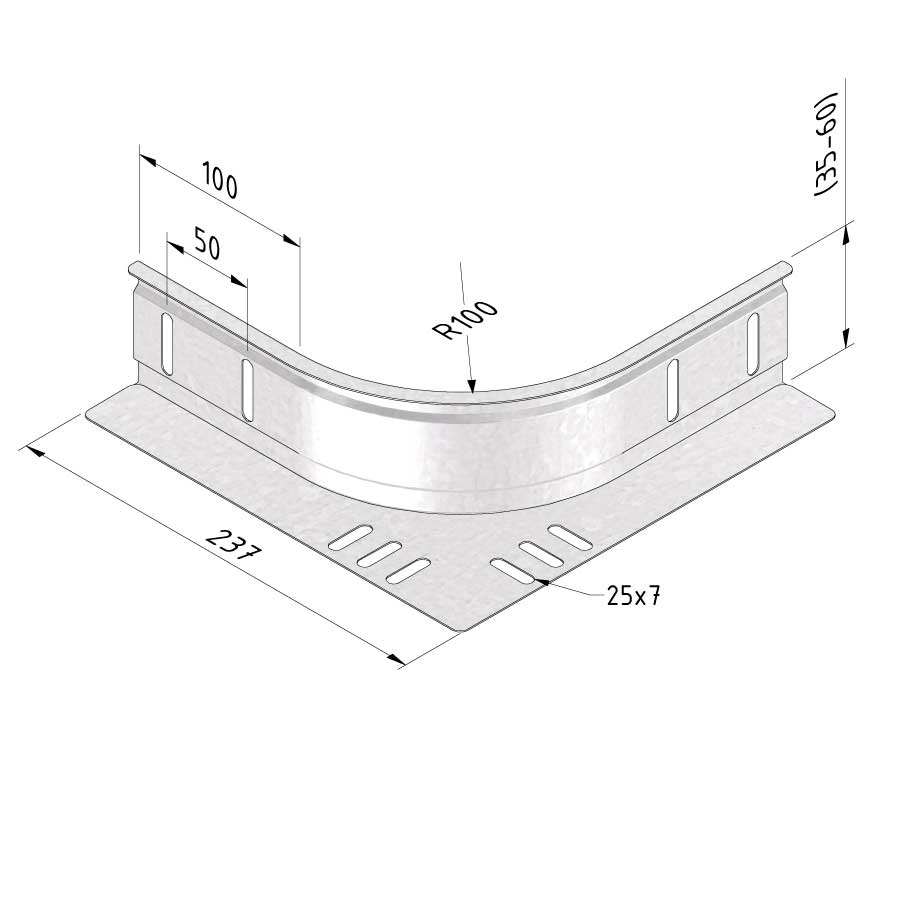
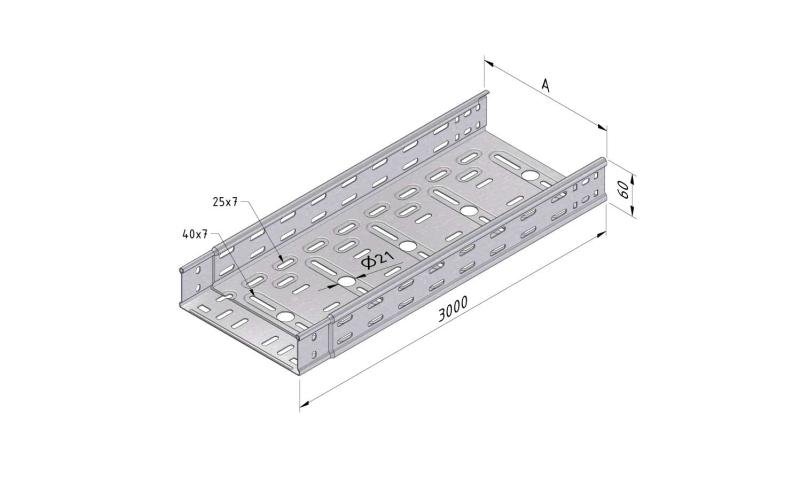
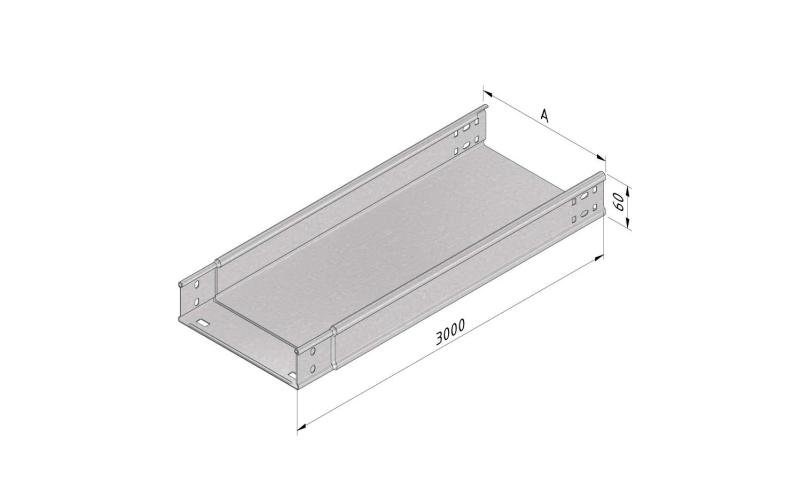
Pièce de dérivation
CT-BR



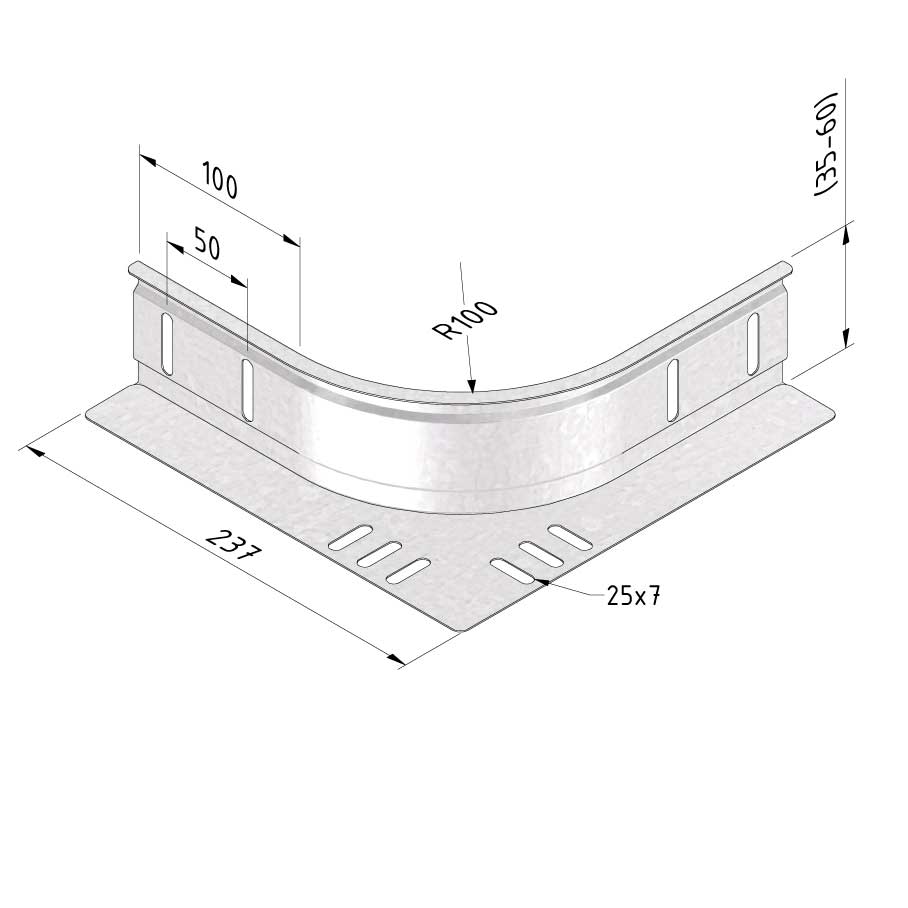

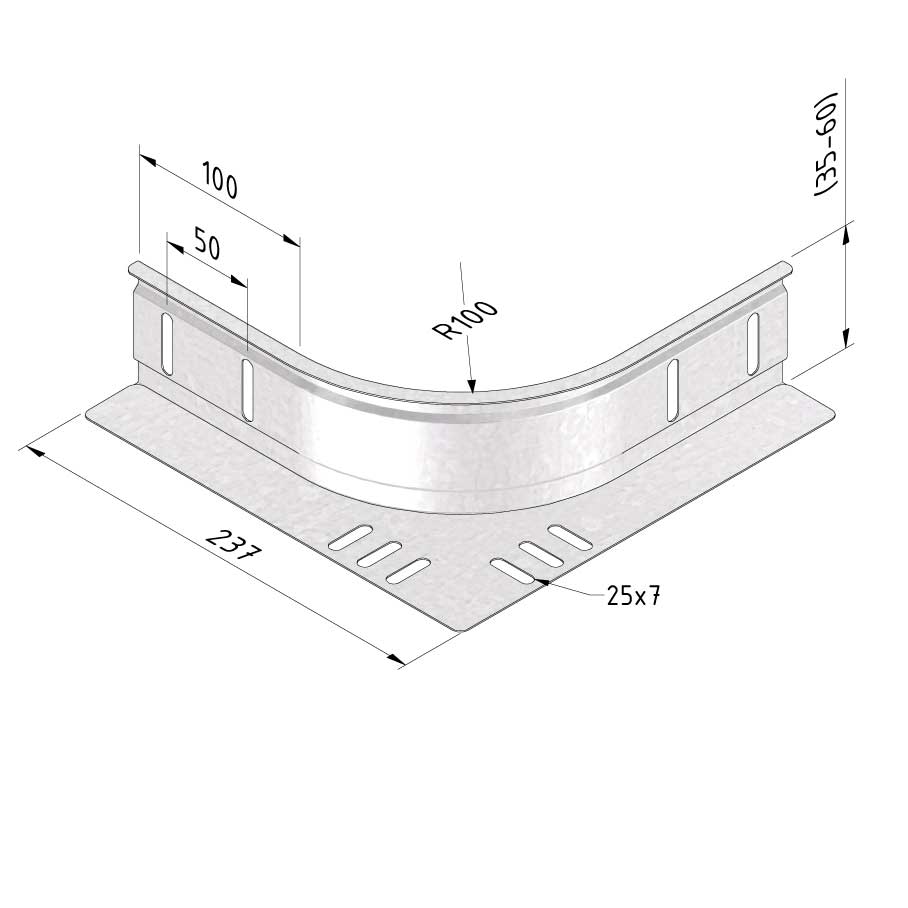
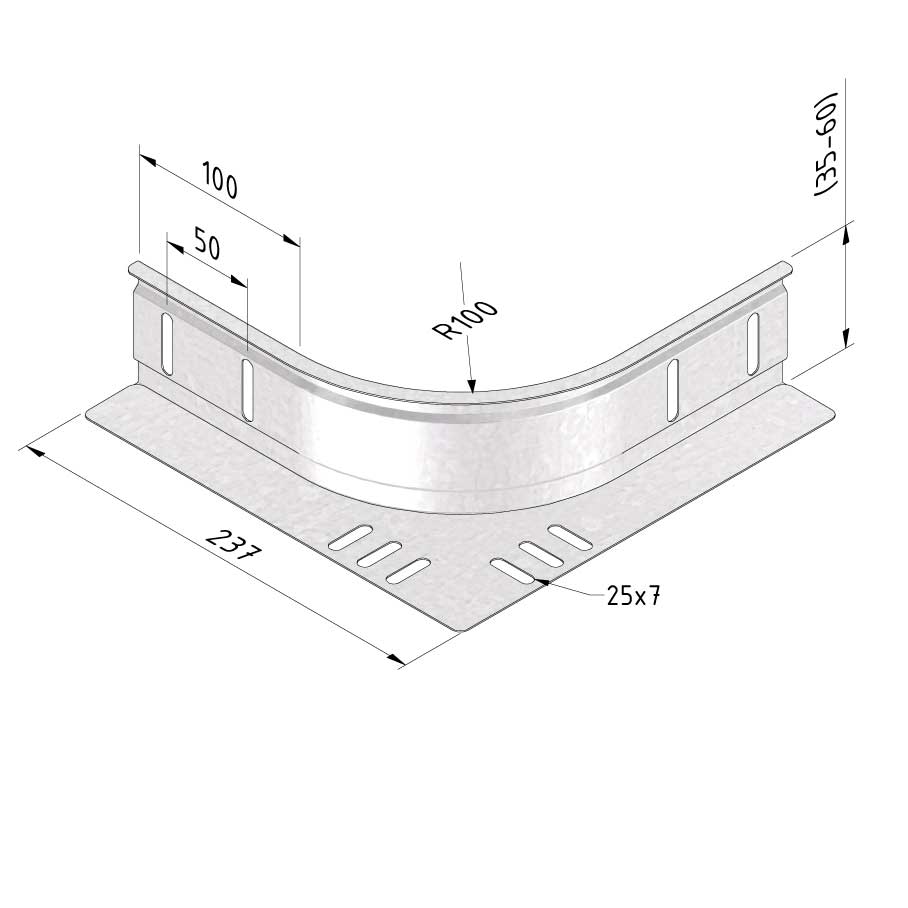
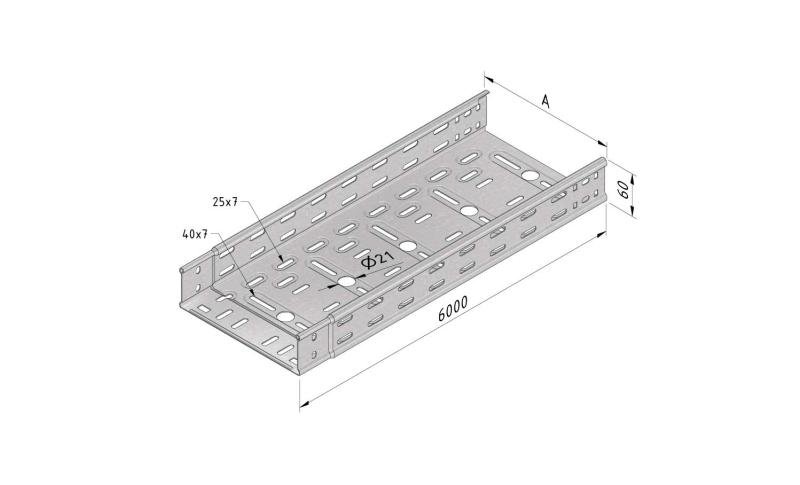
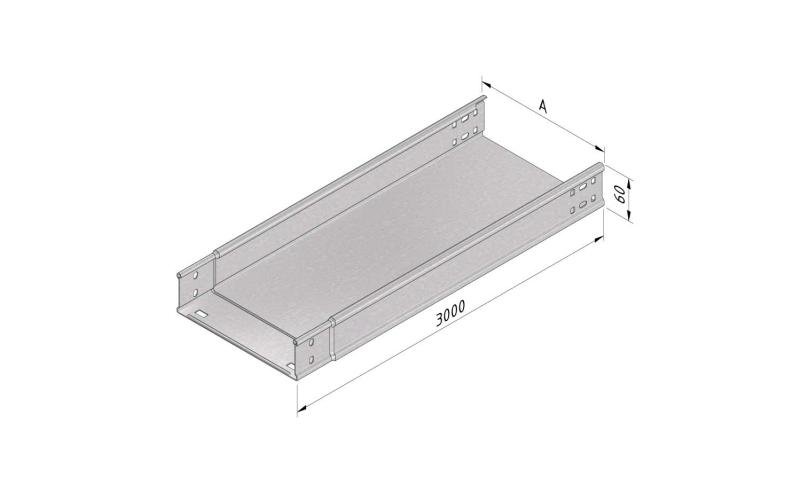
Pièce de dérivation
CT-BR
A fixer avec BN06-10
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Emballage | |||
|---|---|---|---|---|---|---|
|
|
10079 |
CT35-BR-PG |
PG
|
1
|
Default
|
|
|
|
10403 |
CT35-BR-DG |
DG
|
1
|
|
|
|
|
10089 |
CT60-BR-PG |
PG
|
1
|
Default
|
|
|
|
19813 |
CT60-BR-UG |
UG
|
1
|
Default
|
|
|
|
11956 |
CT110-BR-PG |
PG
|
1
|
Default
|
|
|
|
12045 |
CT110-BR-DG |
DG
|
1
|
|
|



















{kind=link}