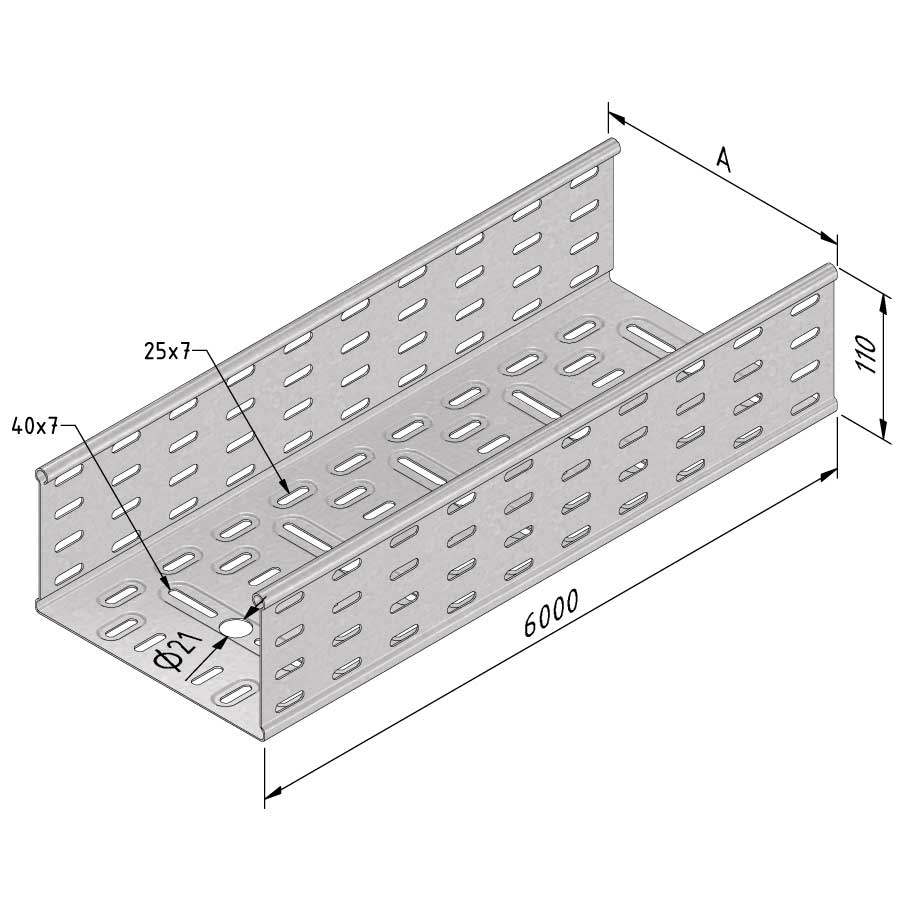
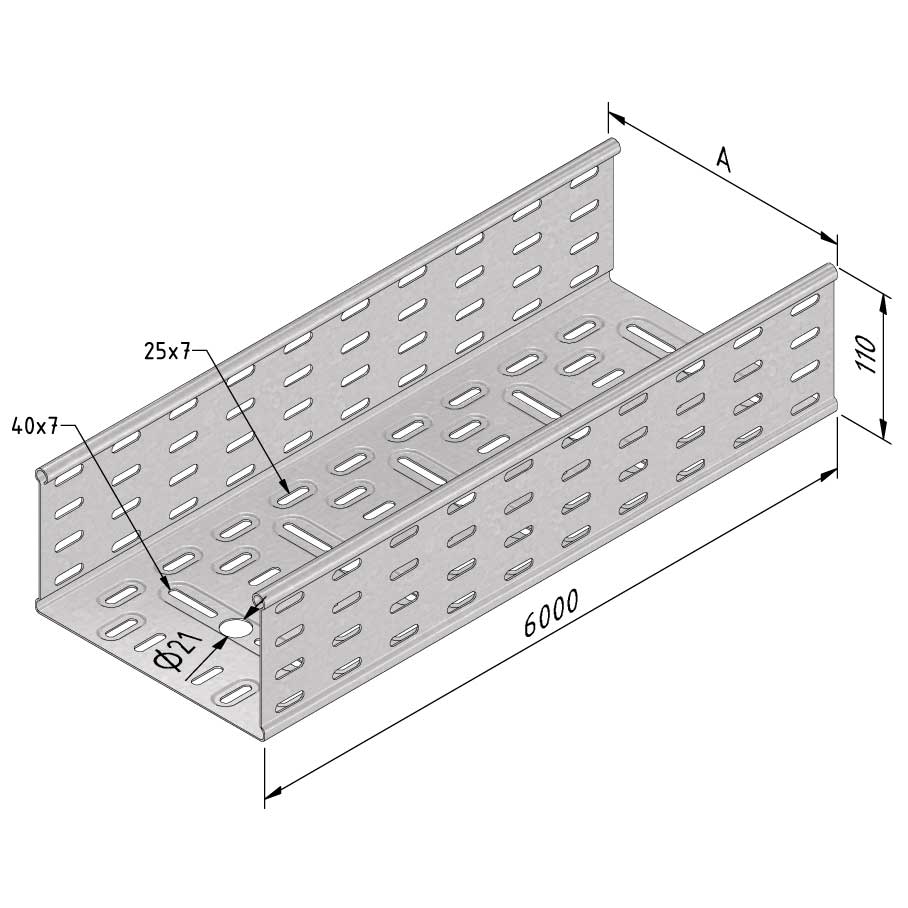
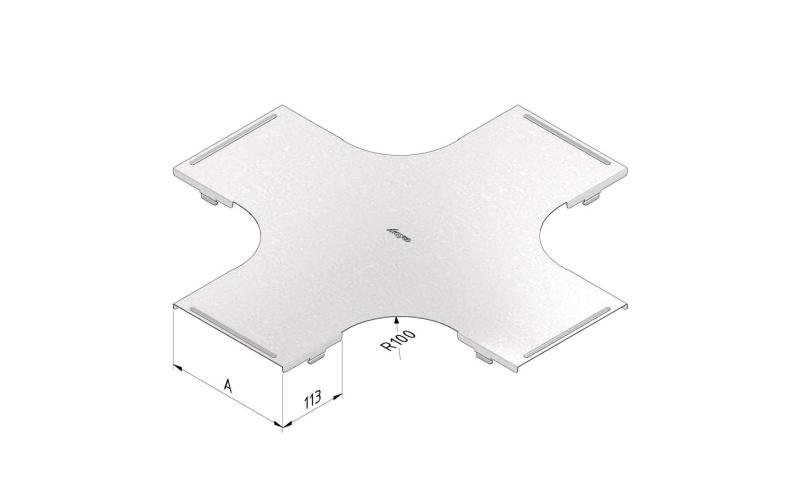
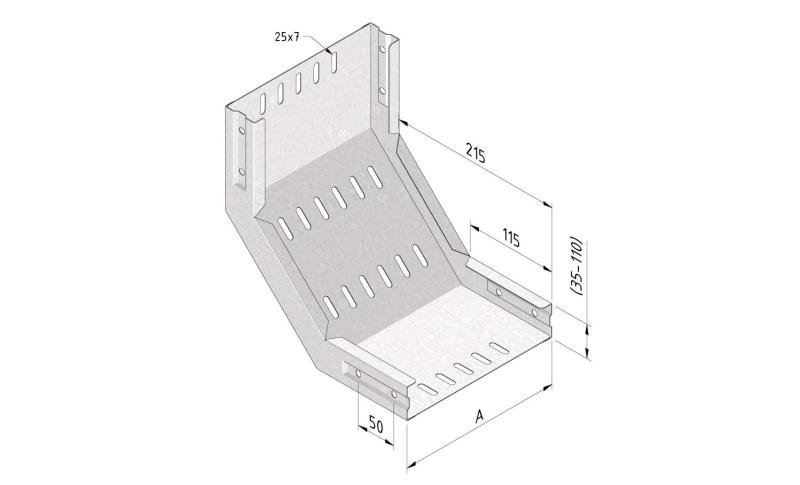
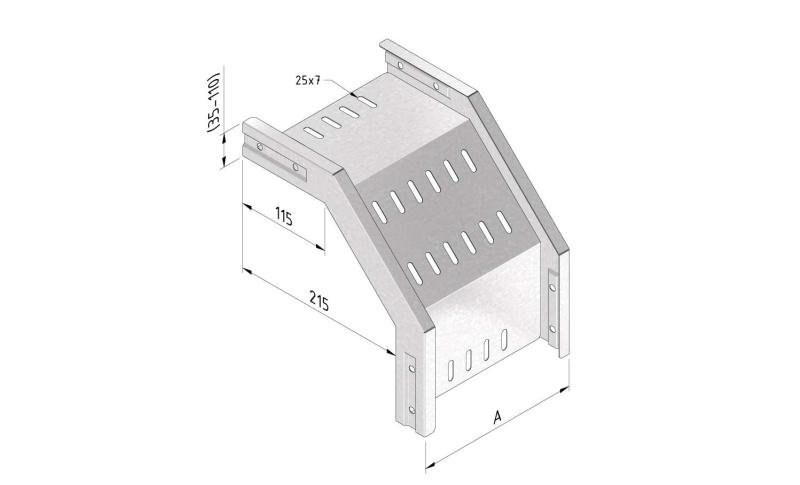
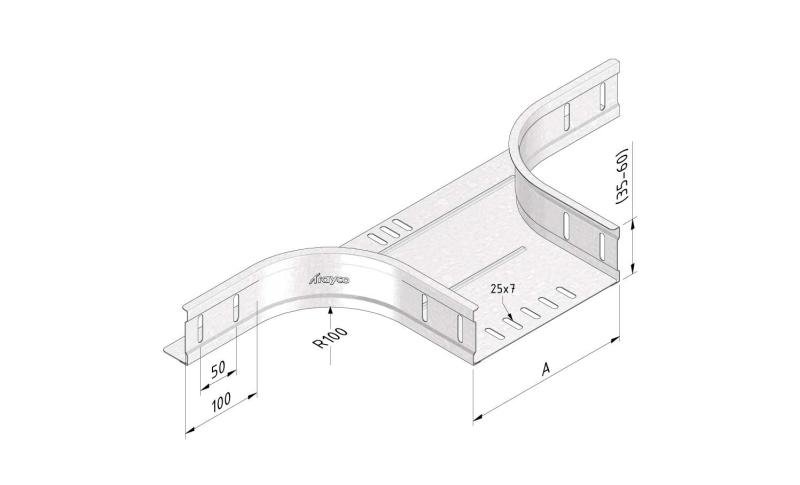
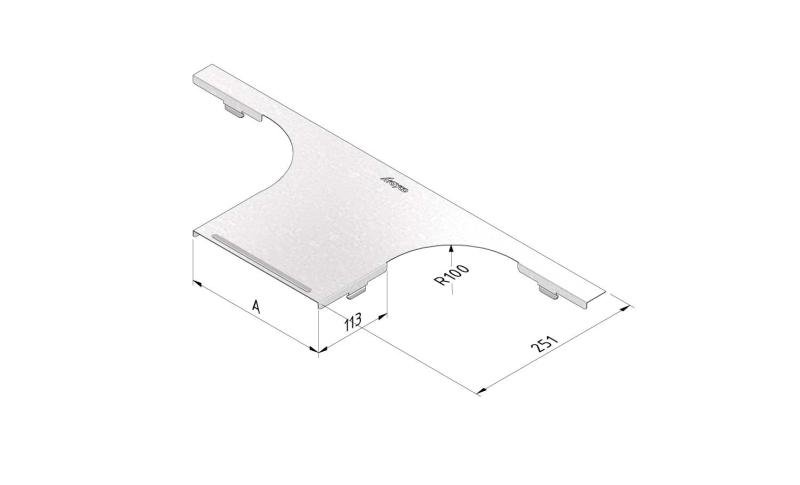
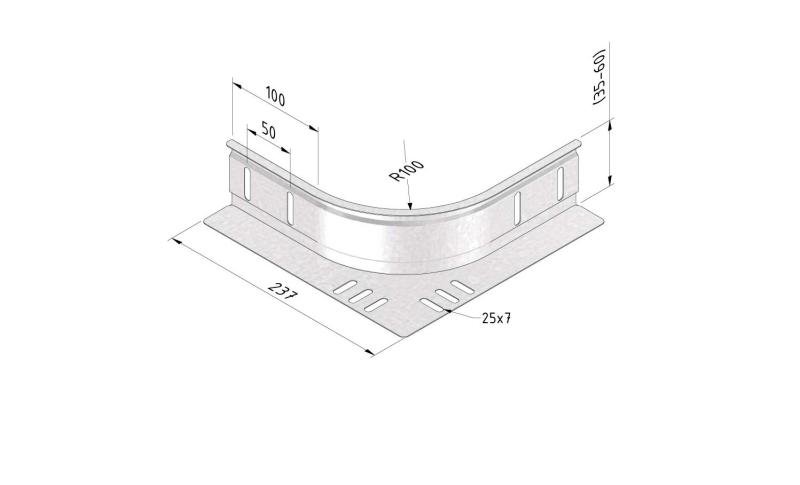
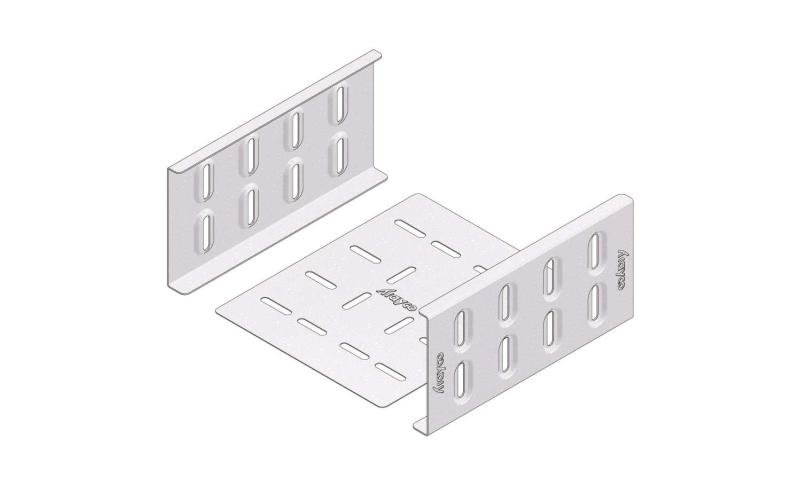
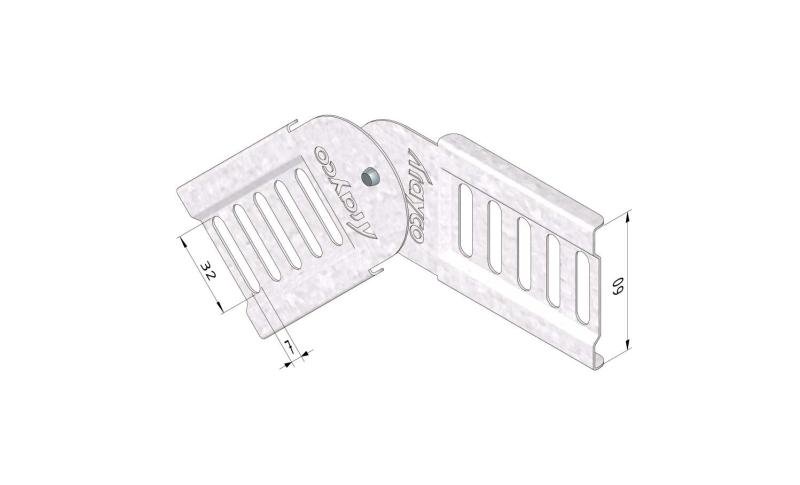
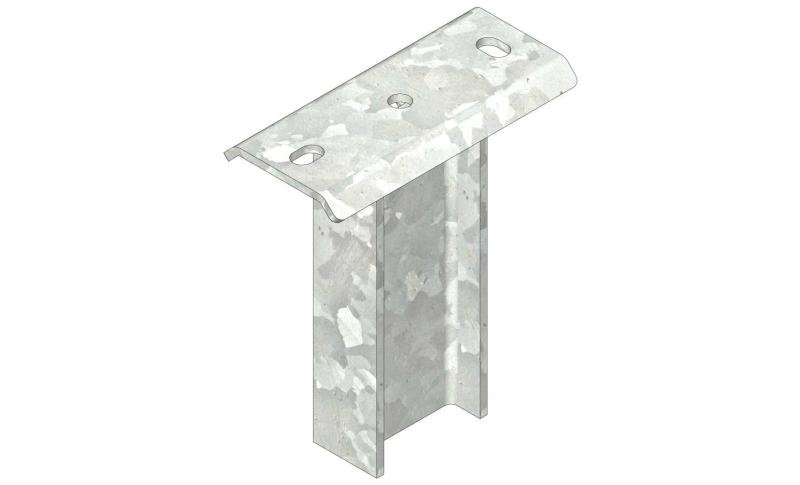
Chemin de câbles perforé
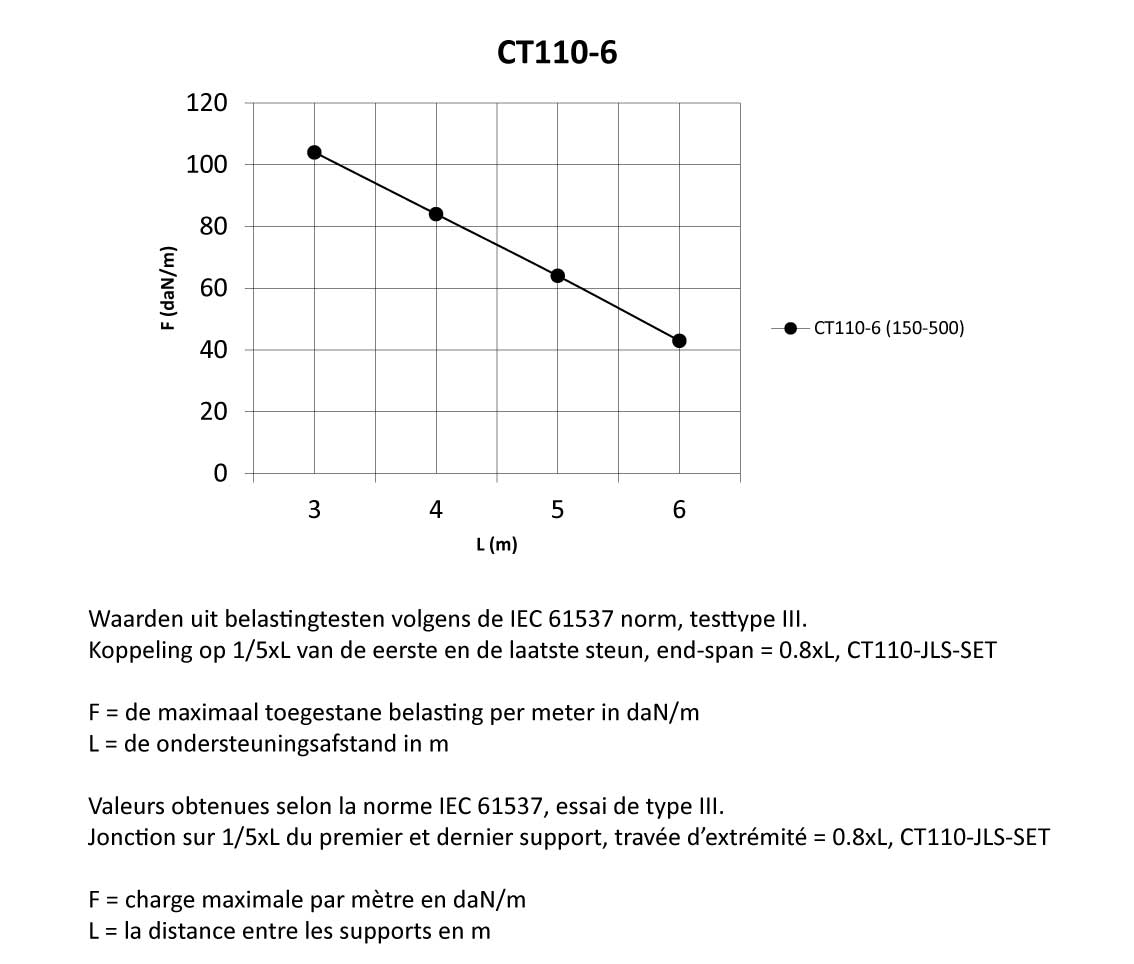
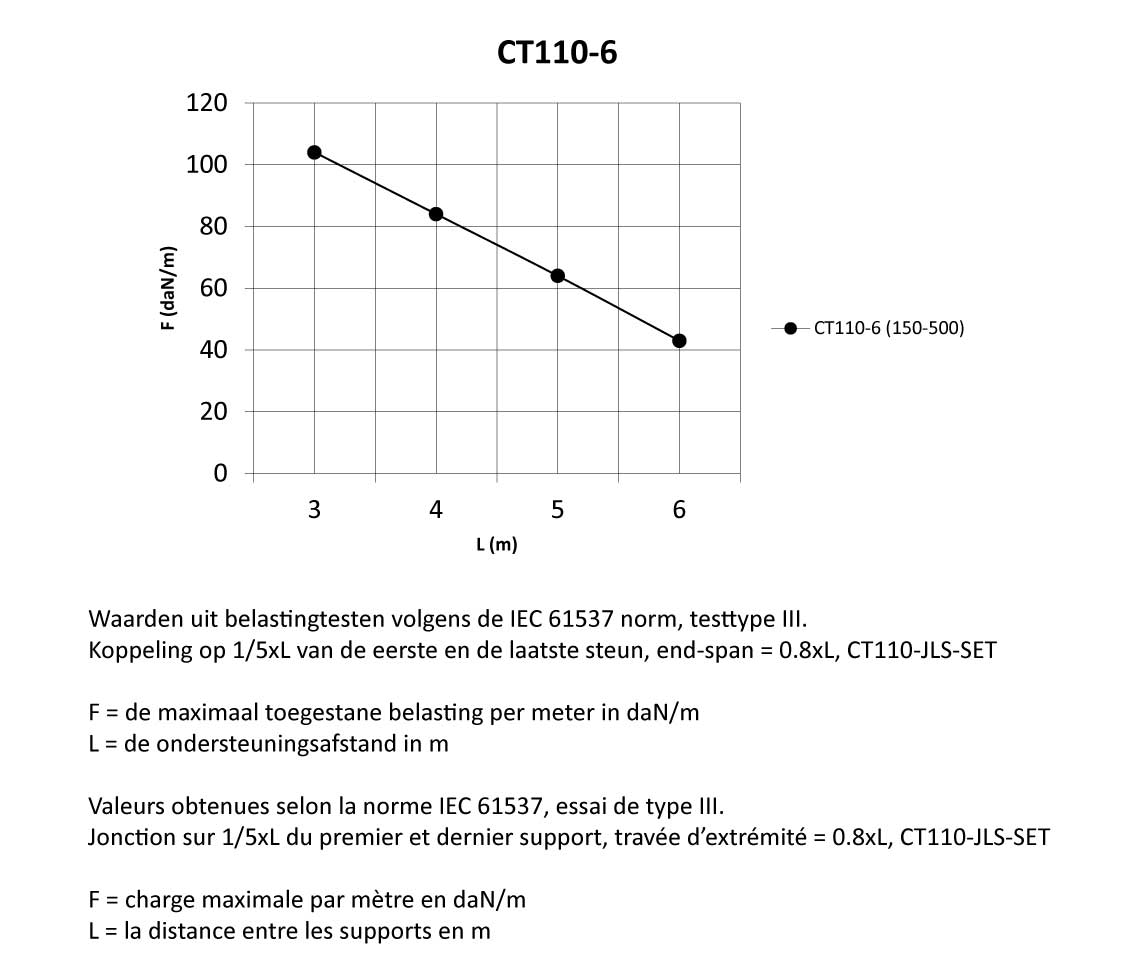
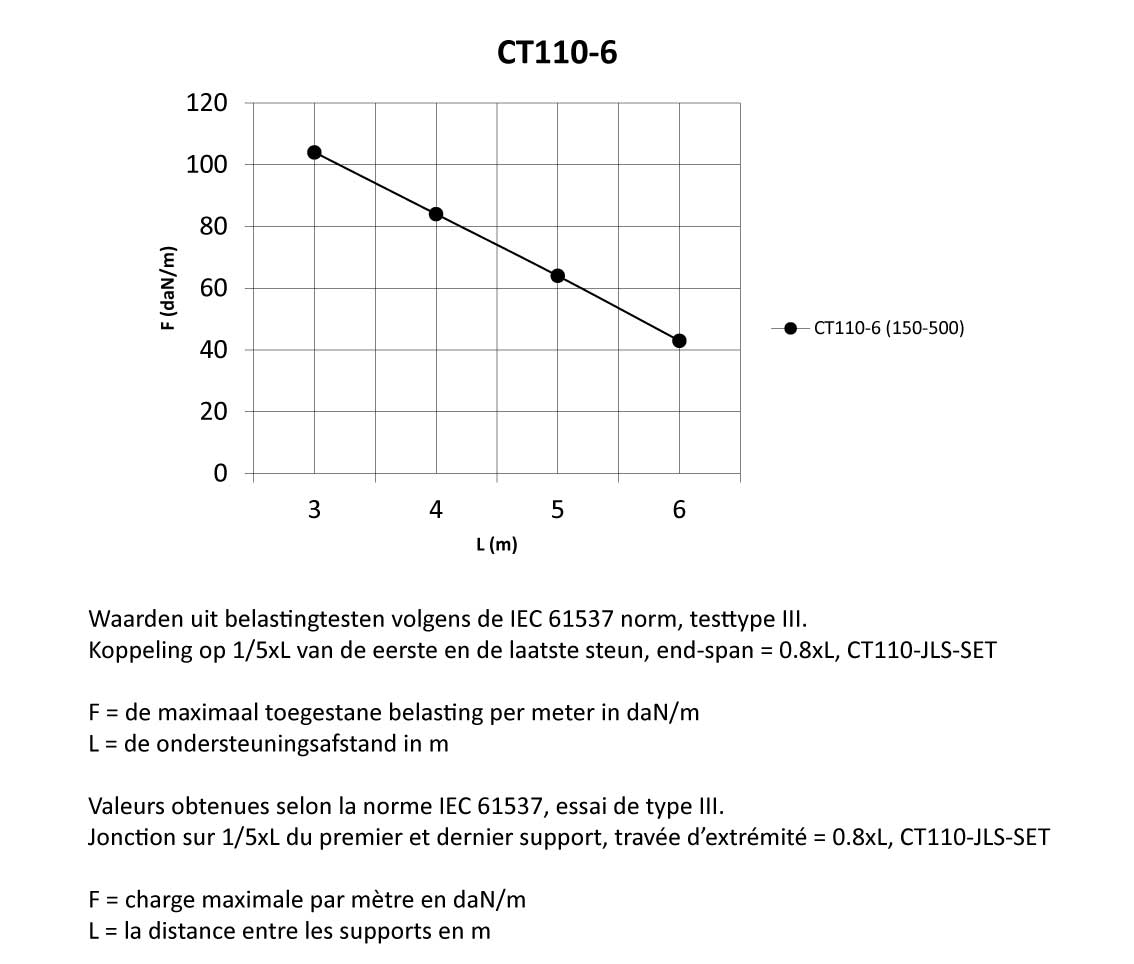
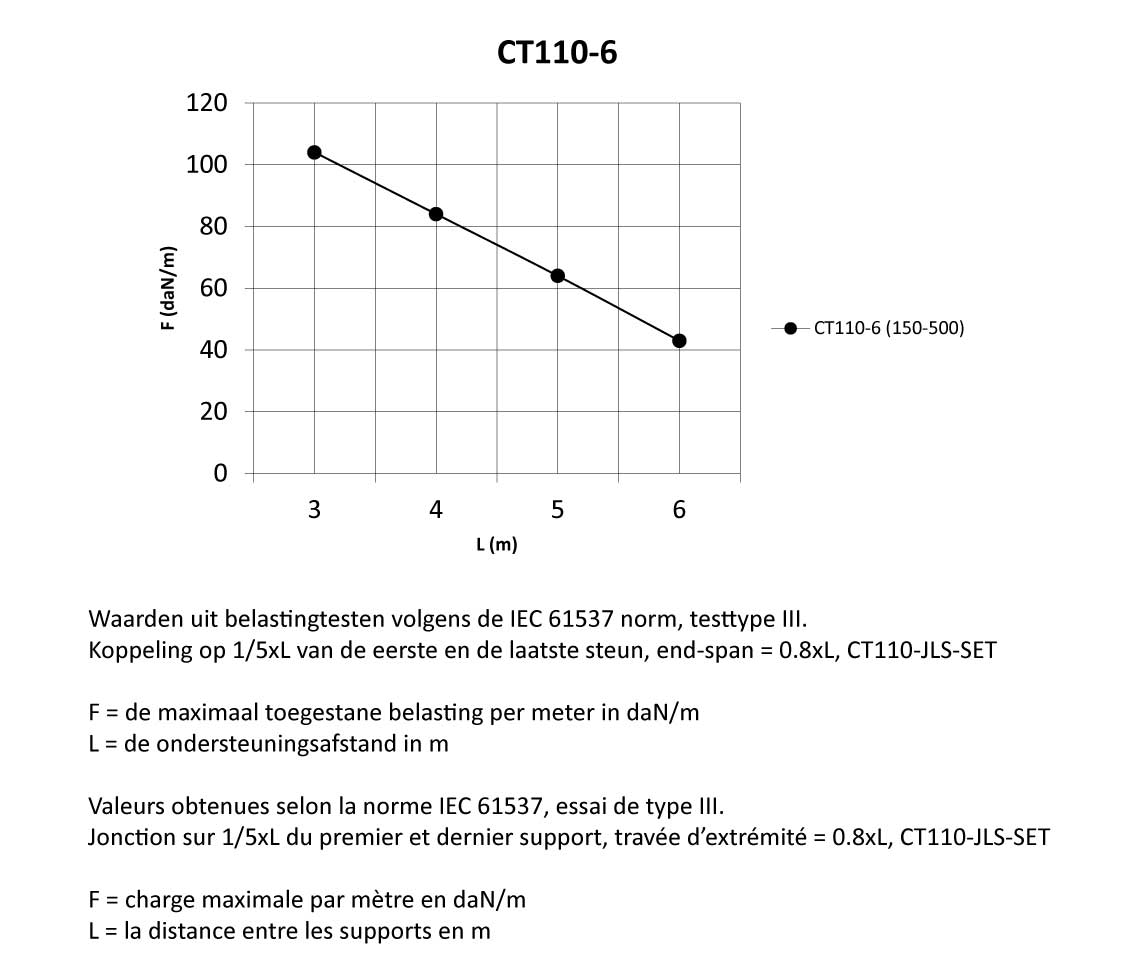
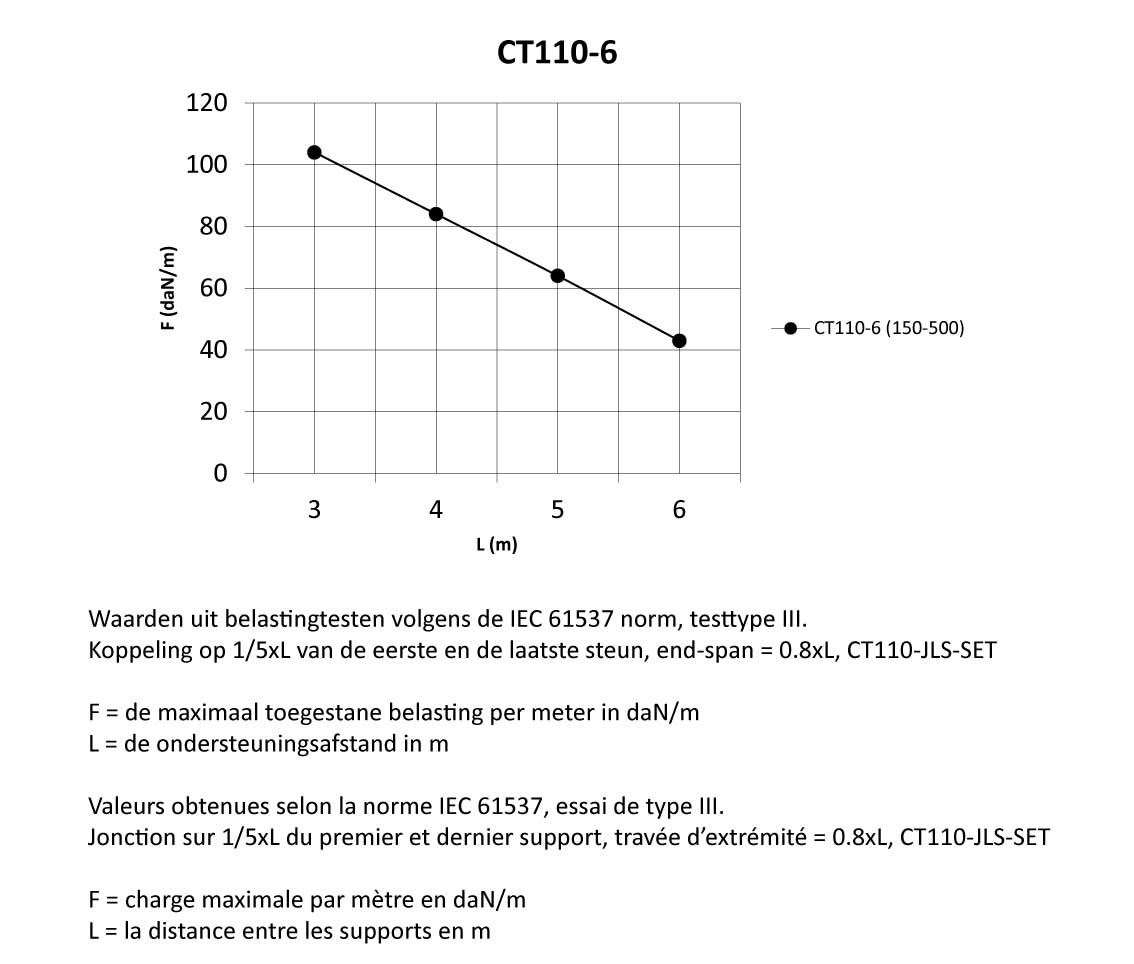
CT110-6

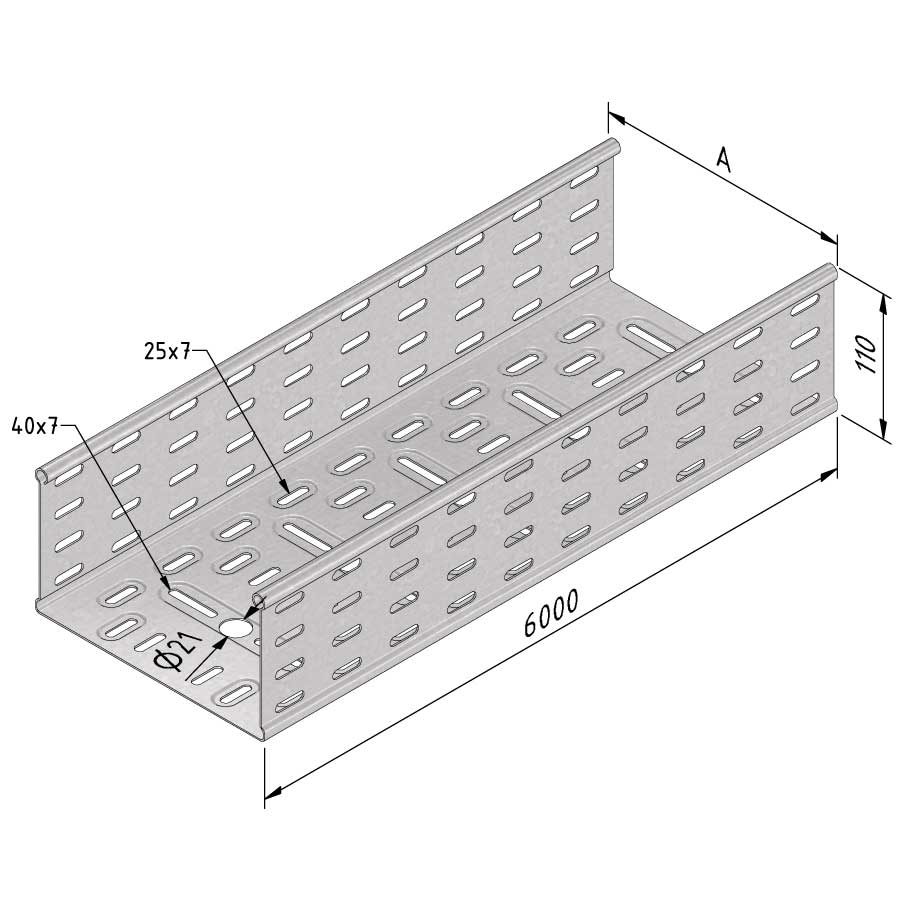

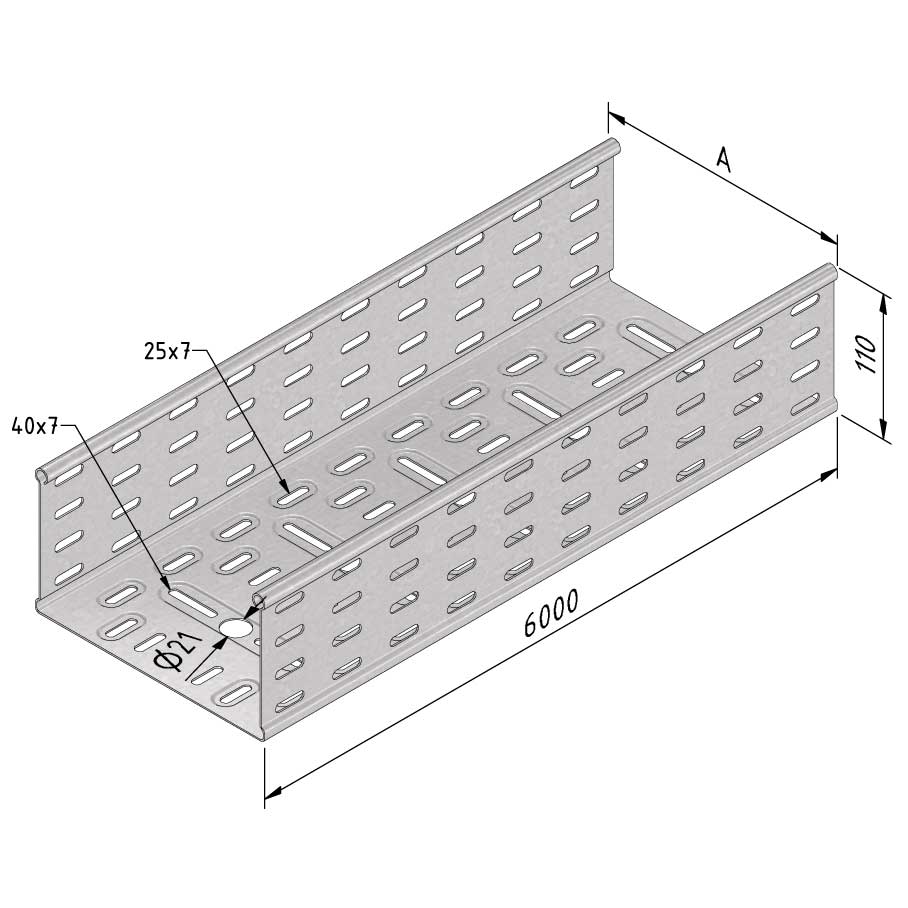
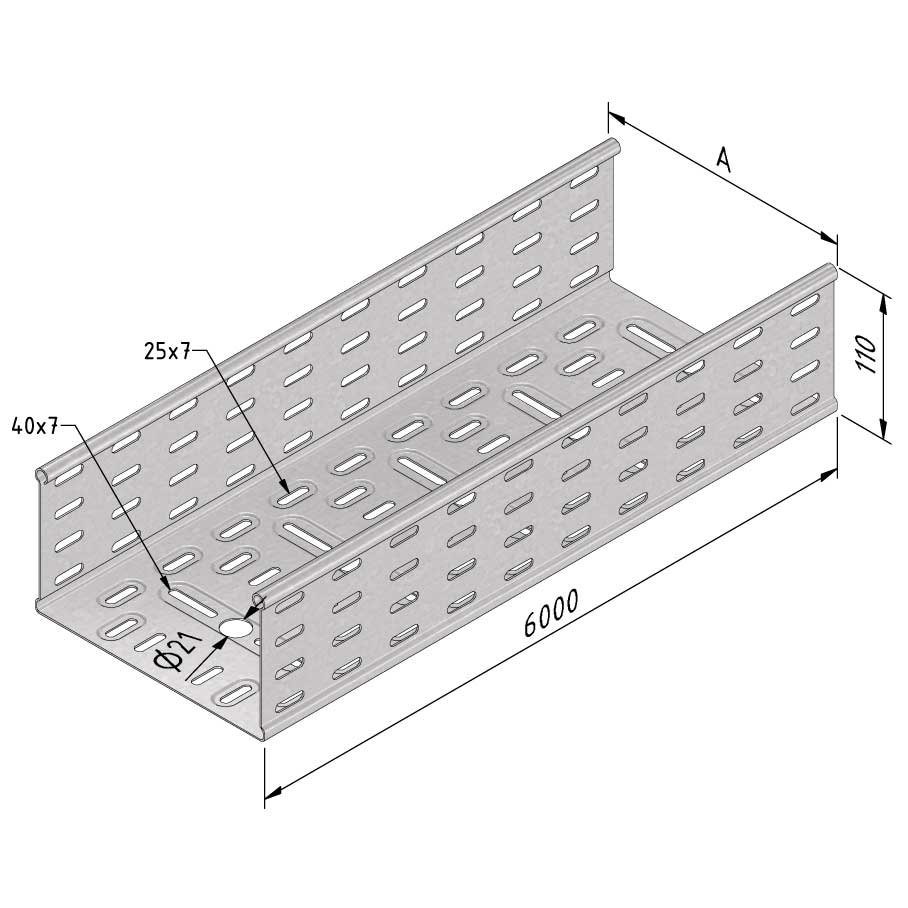
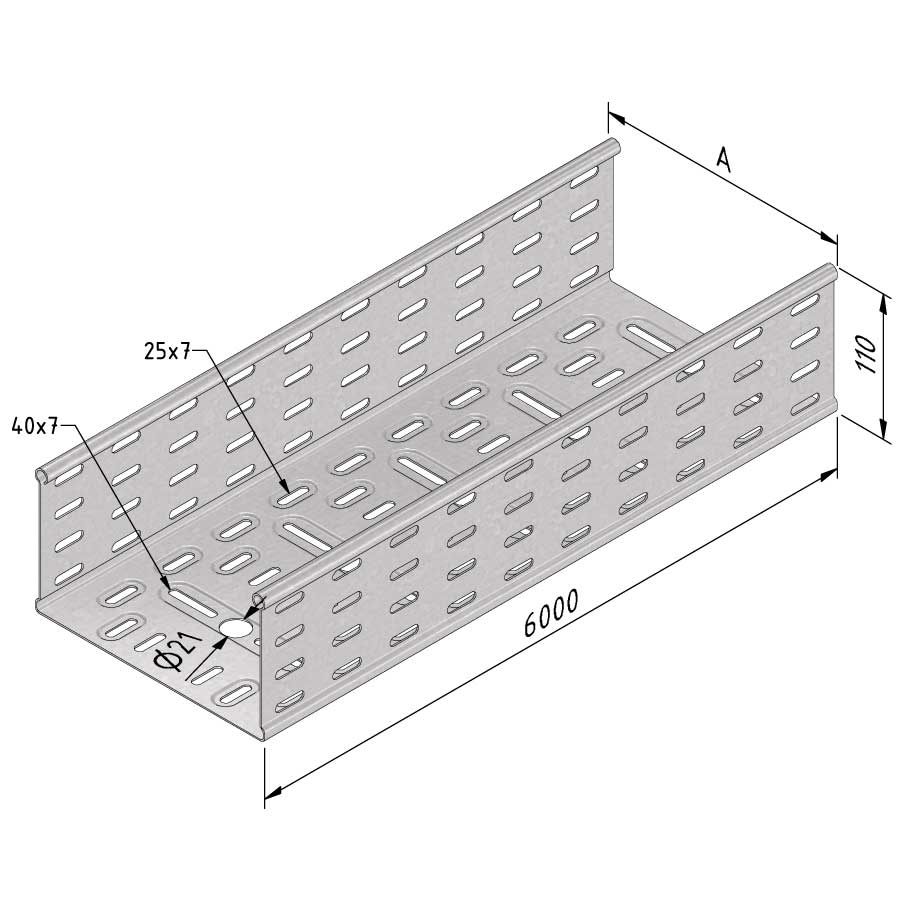
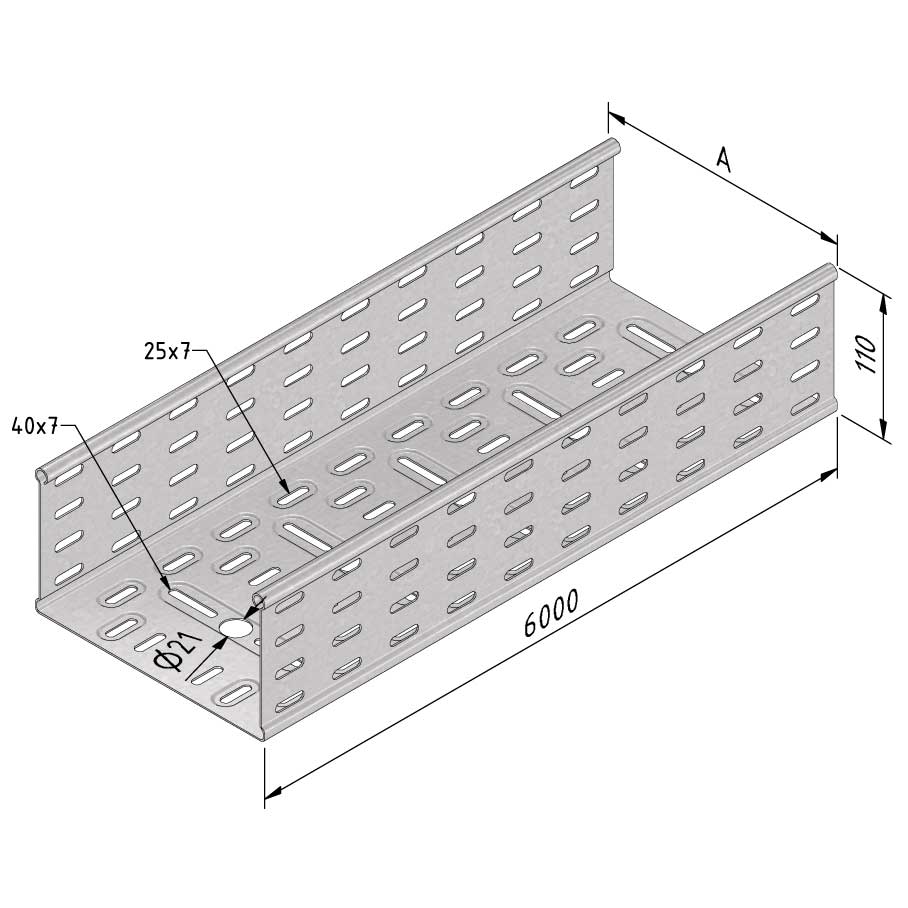
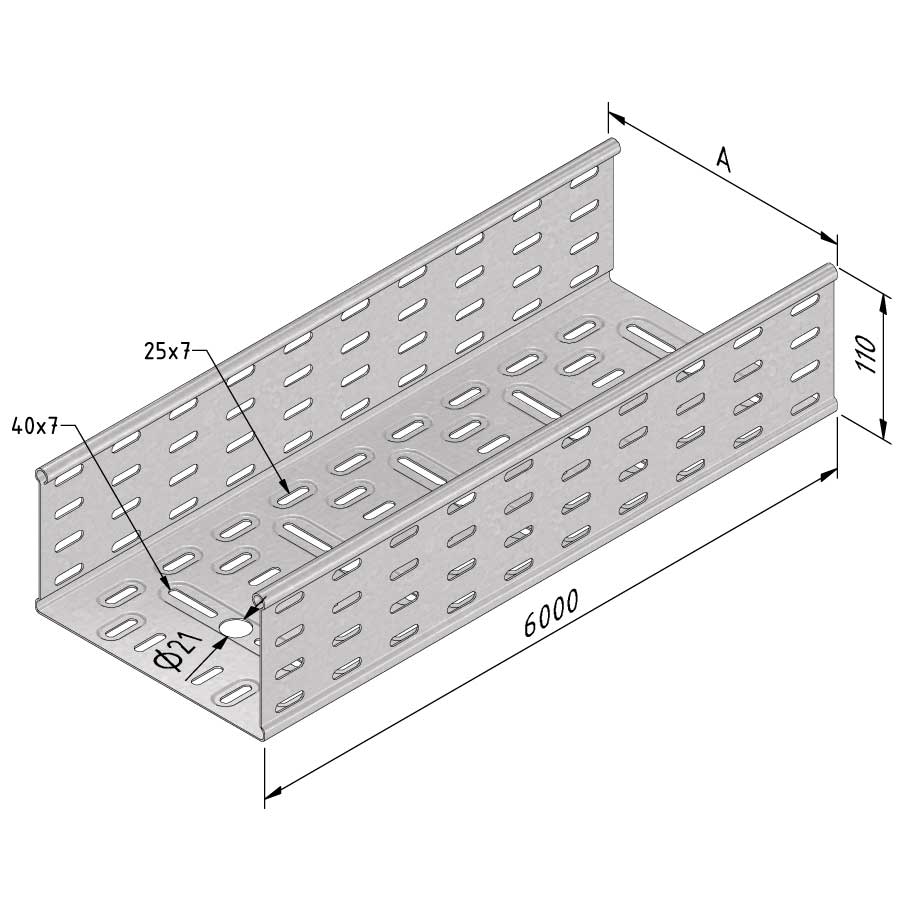
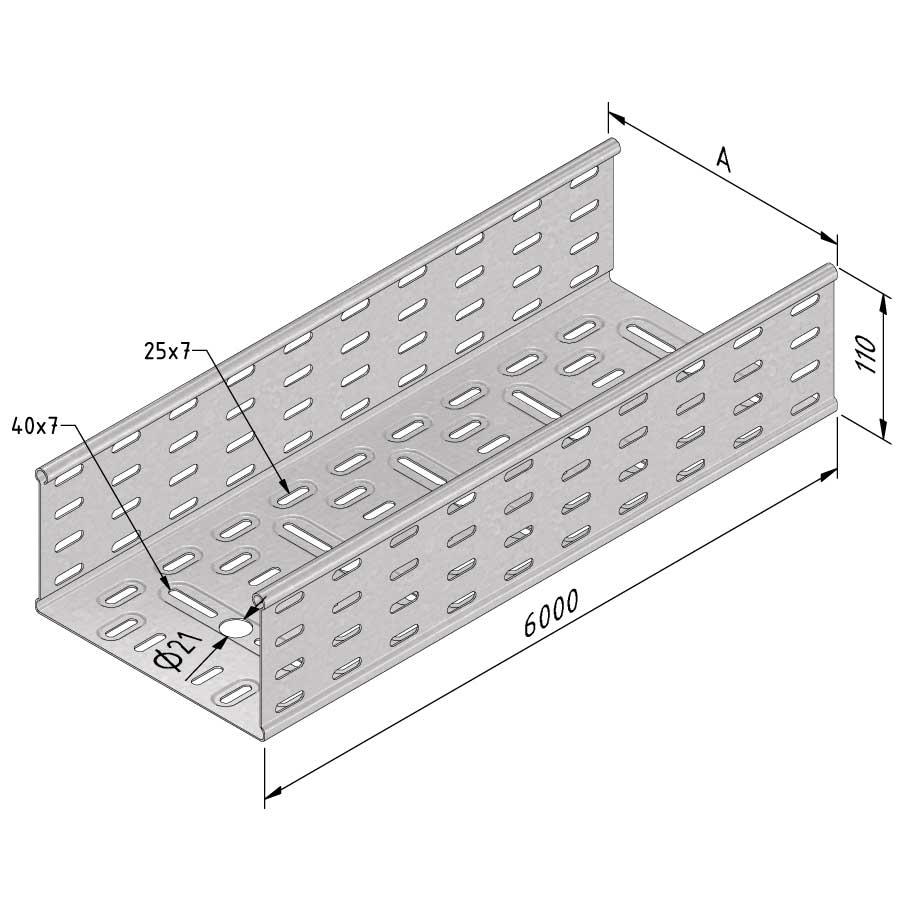
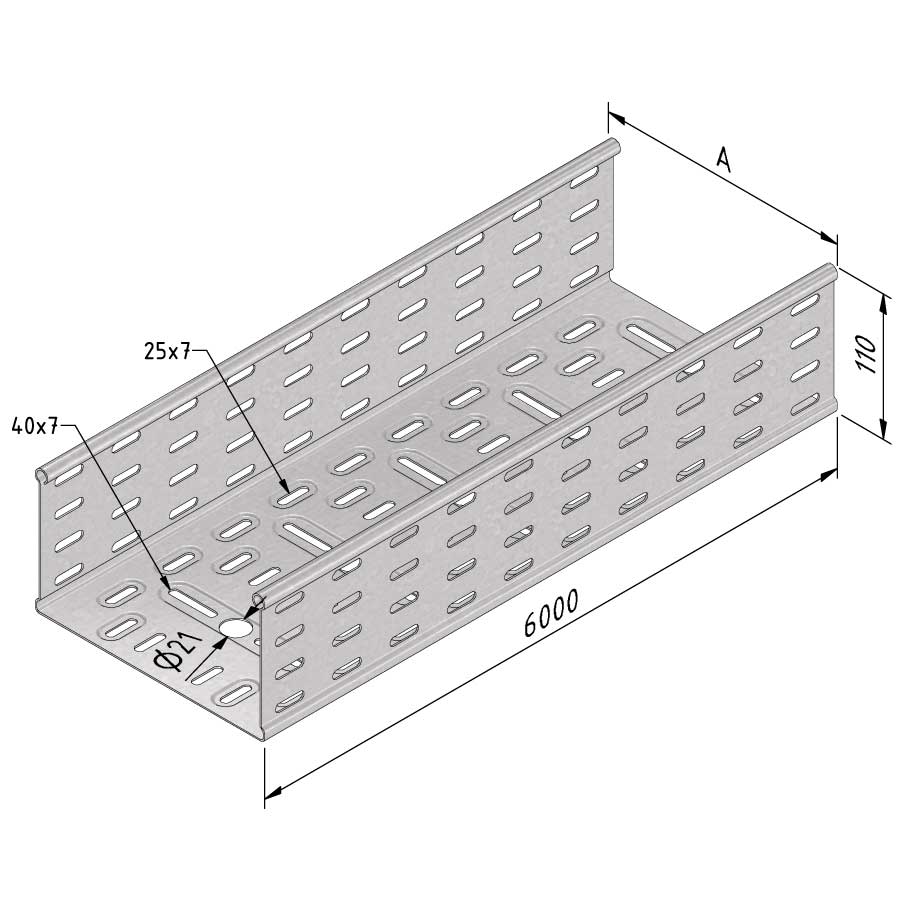
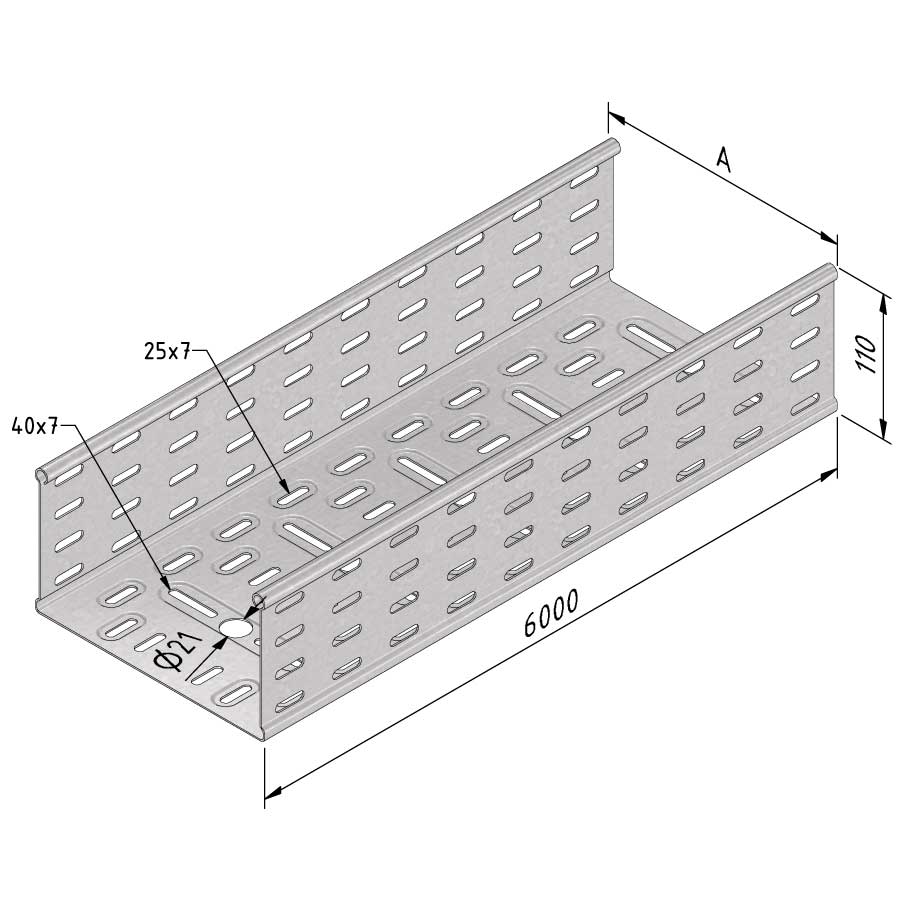
Chemin de câbles perforé
CT110-6
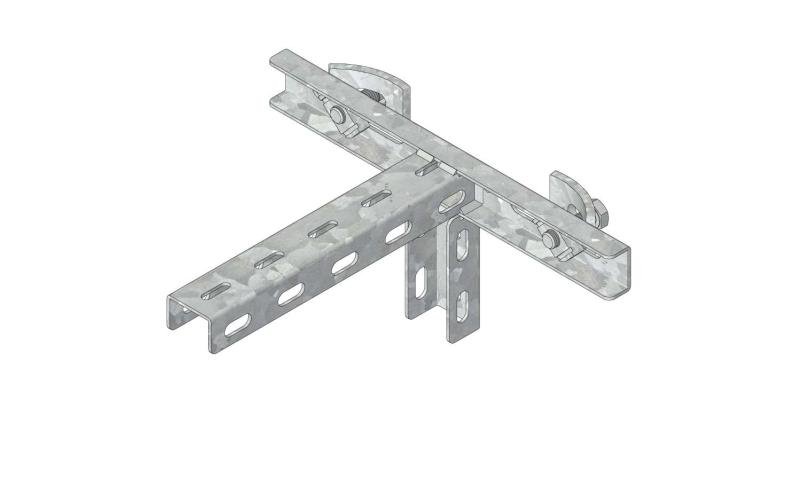
A fixer avec CT110-JLS__ + BN06-10
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Dimension A | Surface utile (cm²) | Emballage | |||
|---|---|---|---|---|---|---|---|---|
|
|
12953 |
CT110-150-10-6PG |
PG
|
150
|
152.7
|
6
|
Default
|
|
|
|
12344 |
CT110-200-12-6PG |
PG
|
200
|
207.3
|
6
|
Default
|
|
|
|
12345 |
CT110-300-12-6PG |
PG
|
300
|
315.68
|
6
|
Default
|
|
|
|
12653 |
CT110-400-12-6PG |
PG
|
400
|
424.33
|
6
|
Default
|
|
|
|
12654 |
CT110-500-12-6PG |
PG
|
500
|
532.98
|
6
|
Default
|
|
|
|
13032 |
CT110-150-10-6DG |
DG
|
150
|
152.7
|
6
|
|
|
|
|
12655 |
CT110-200-12-6DG |
DG
|
200
|
207.3
|
6
|
|
|
|
|
12656 |
CT110-300-12-6DG |
DG
|
300
|
315.68
|
6
|
|
|
|
|
12657 |
CT110-400-12-6DG |
DG
|
400
|
424.33
|
6
|
|
|
|
|
12658 |
CT110-500-12-6DG |
DG
|
500
|
532.98
|
6
|
|
|
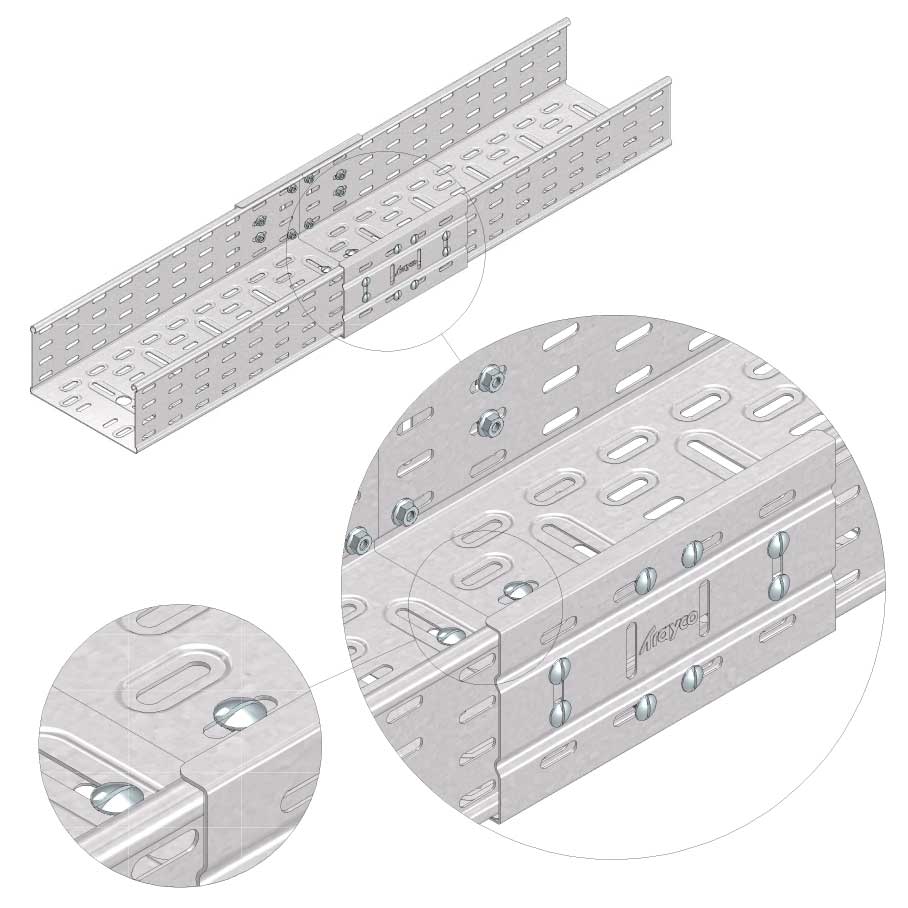

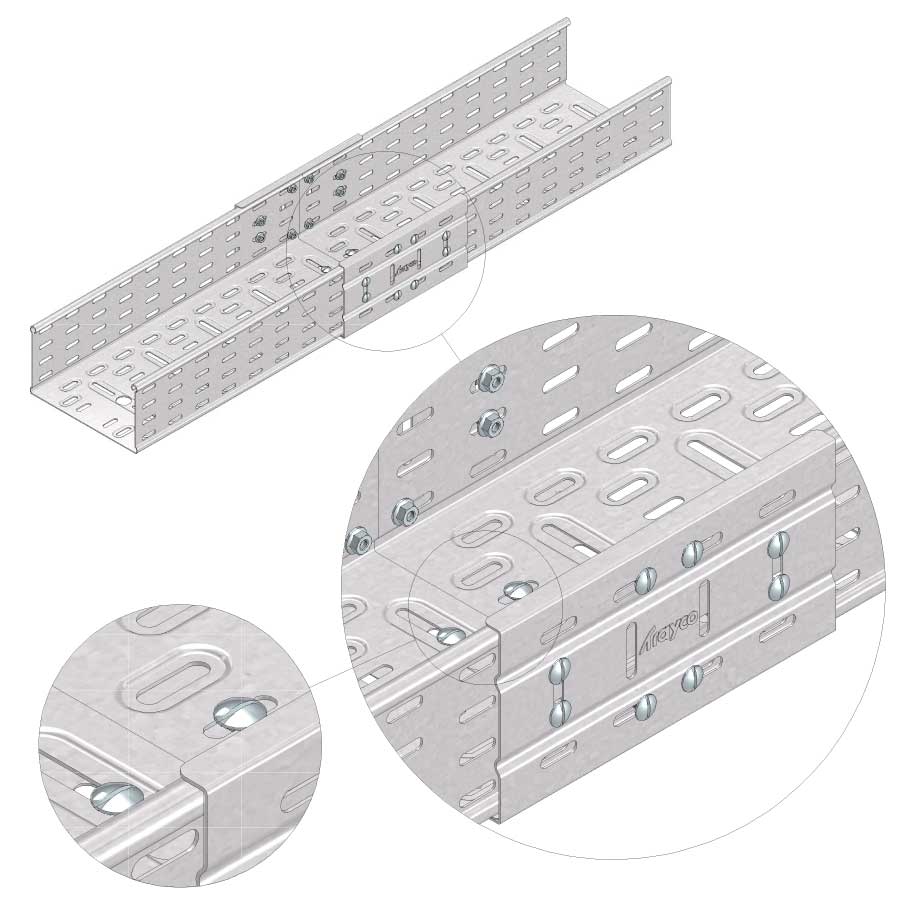

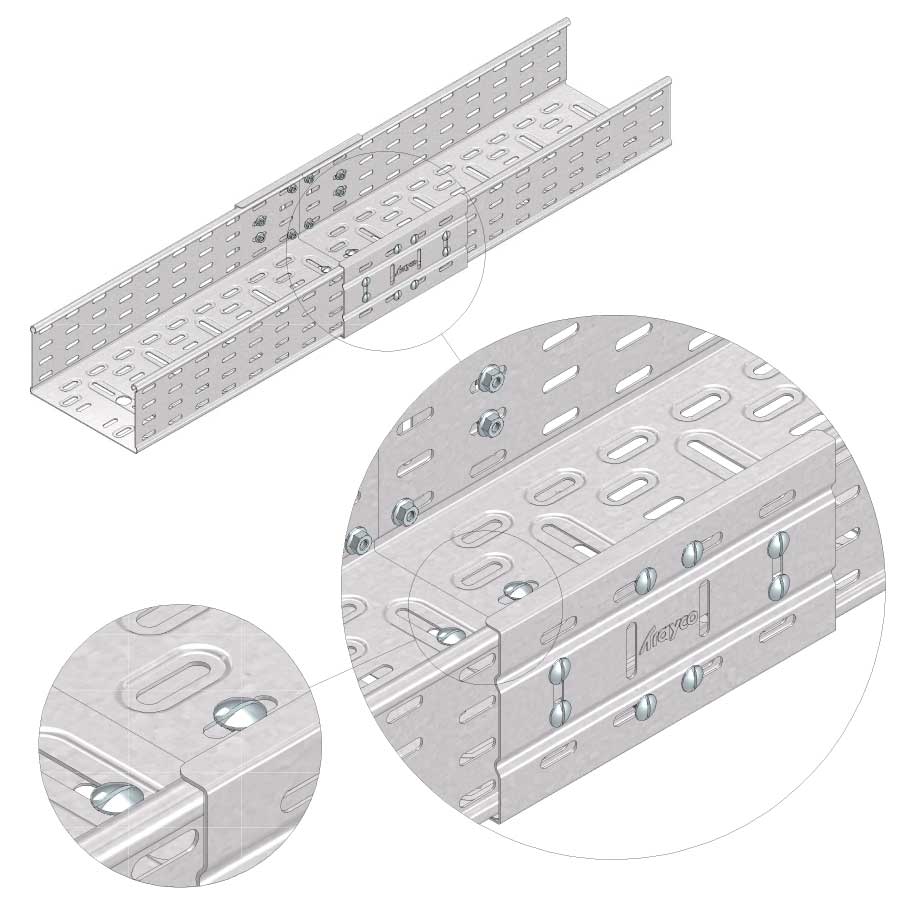

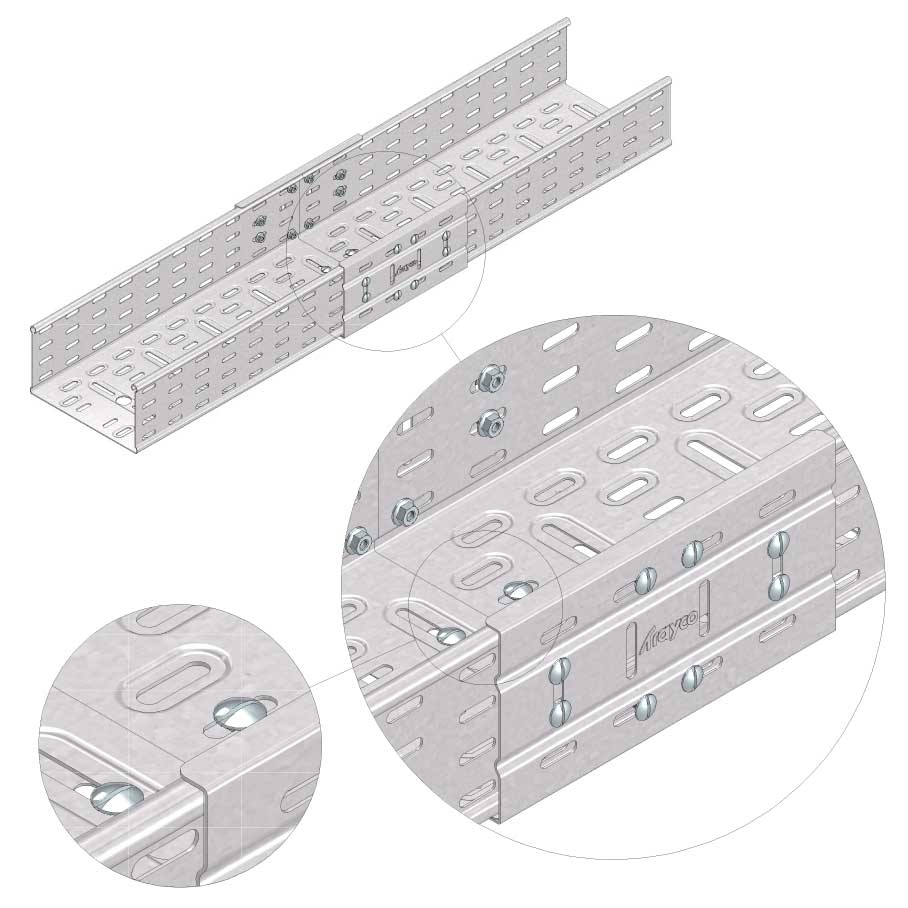
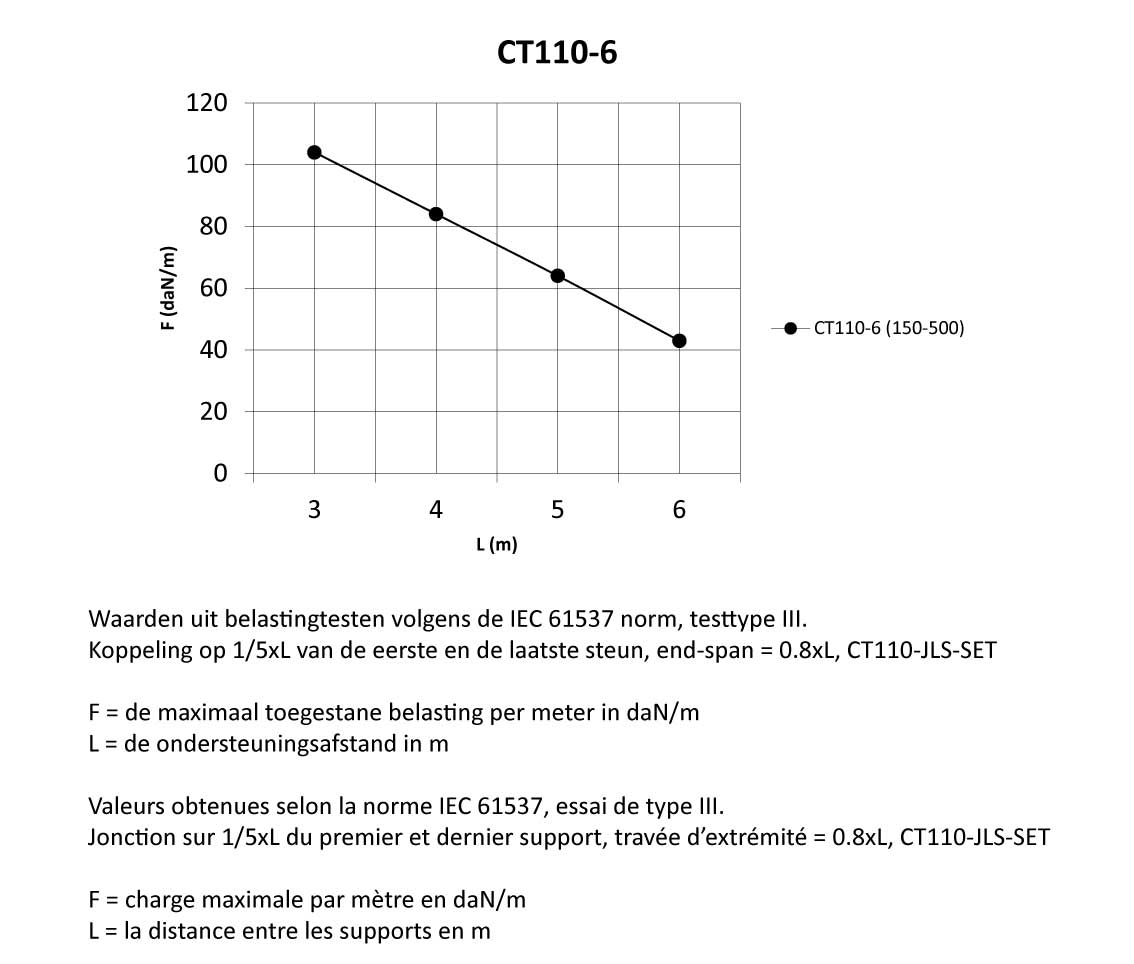

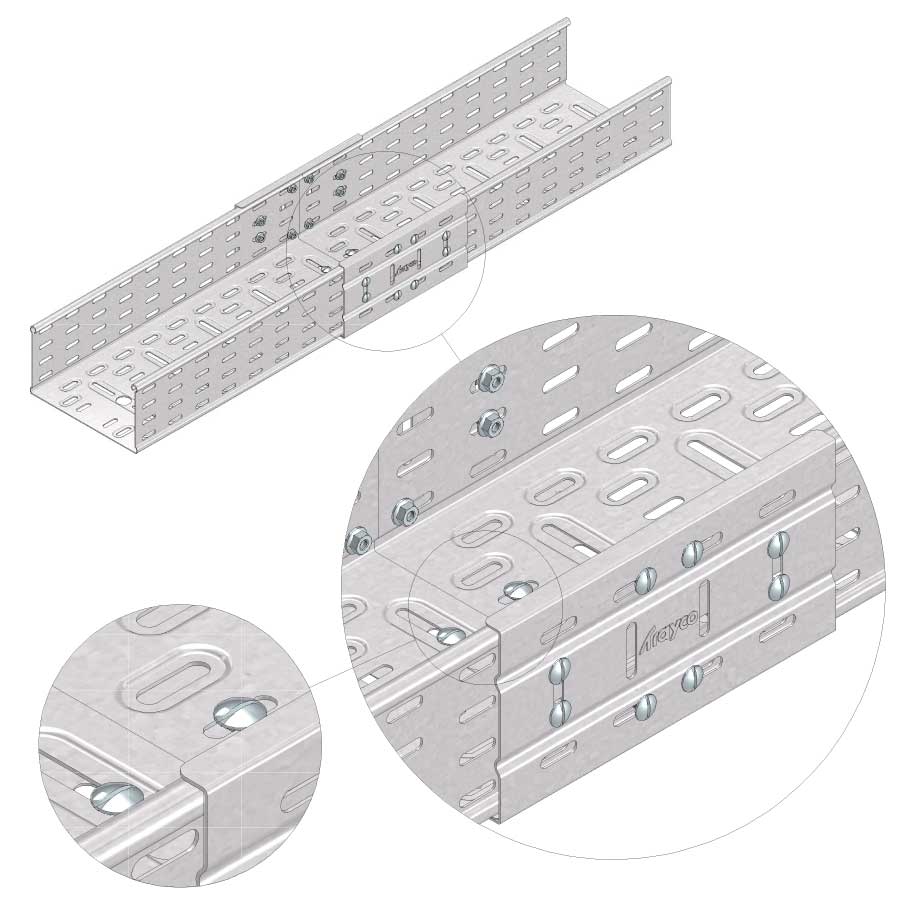
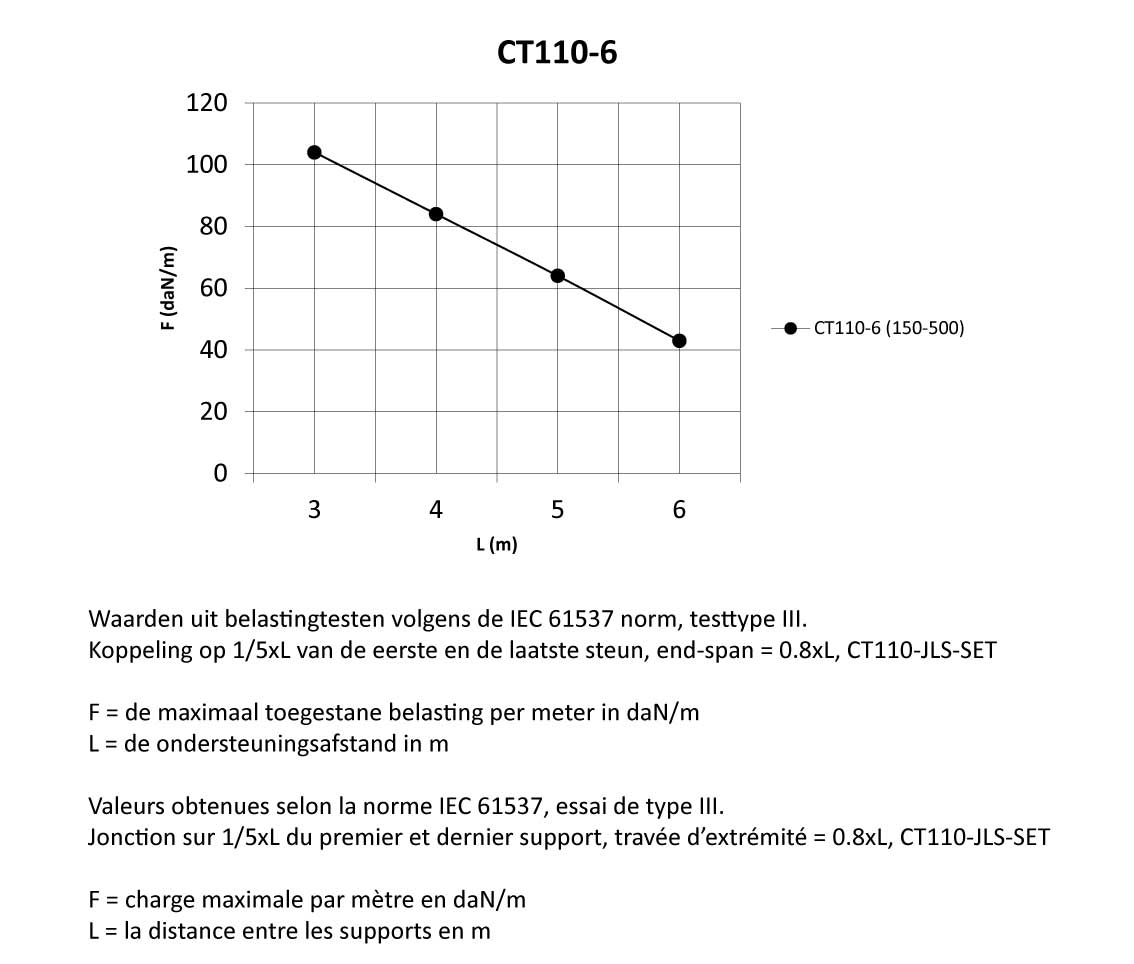

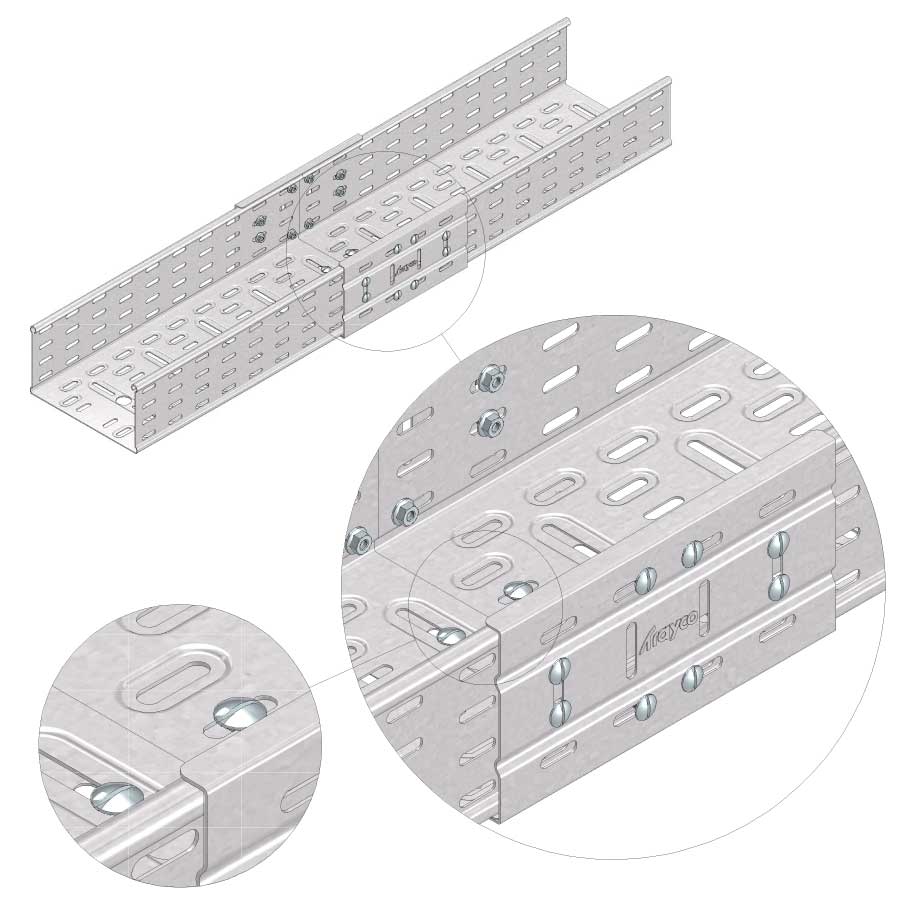

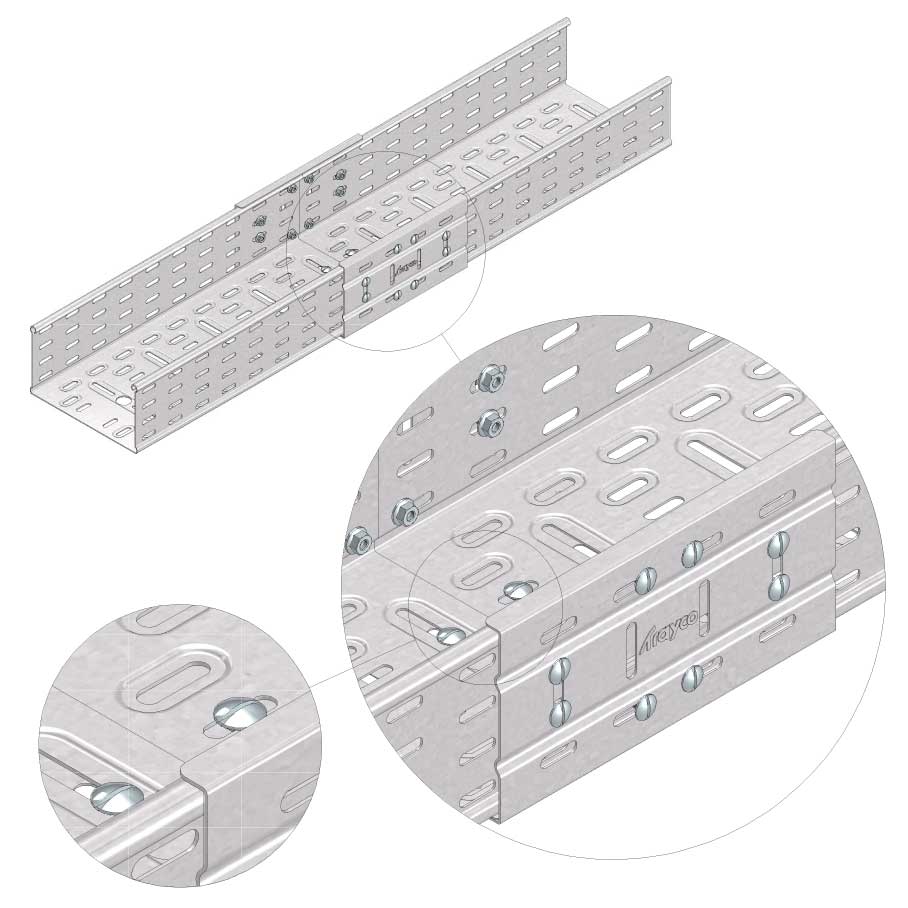

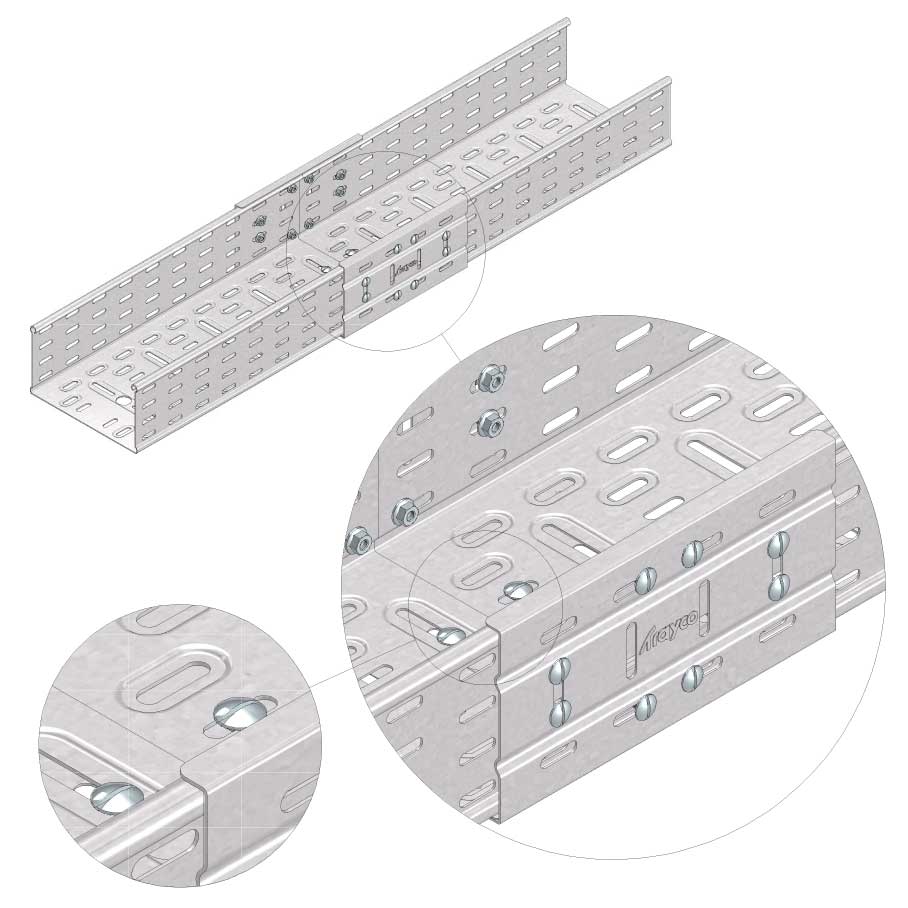
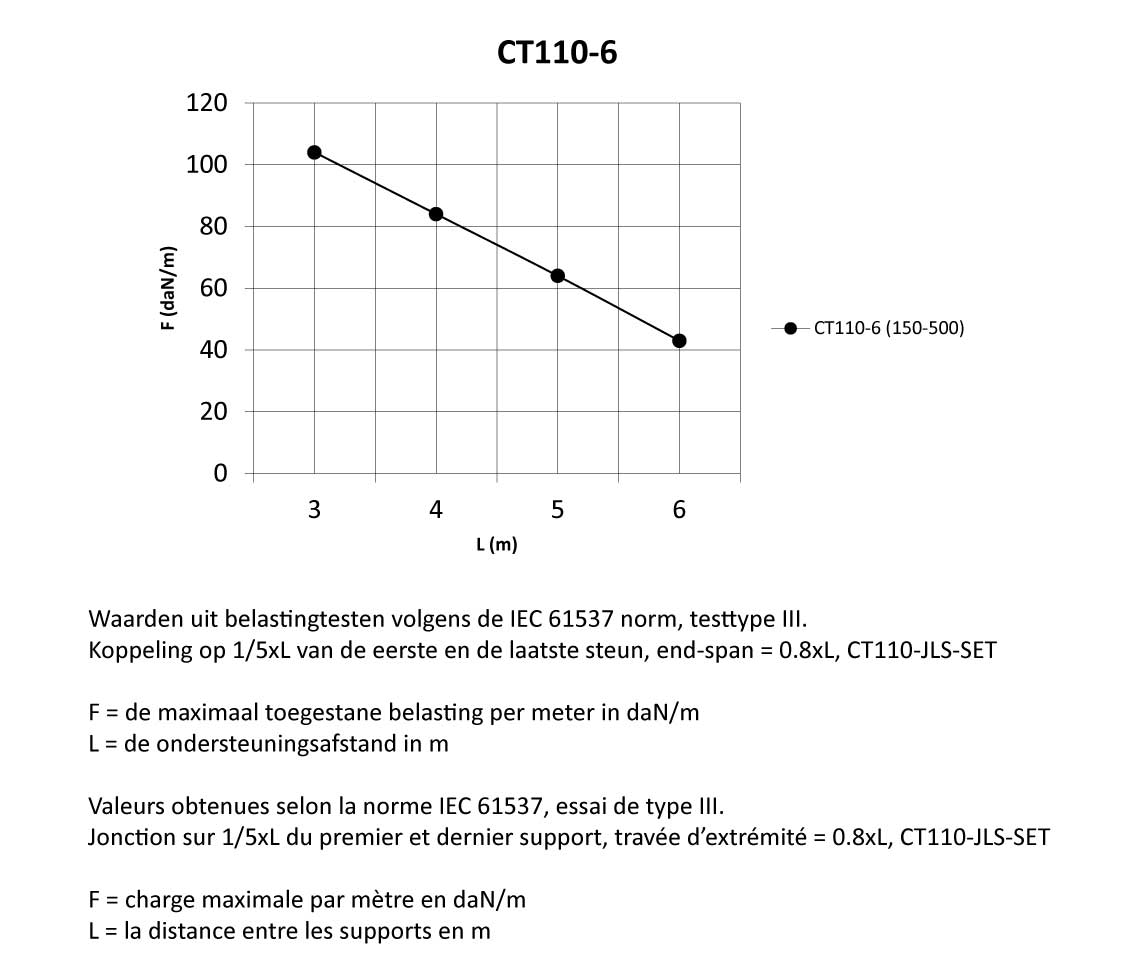

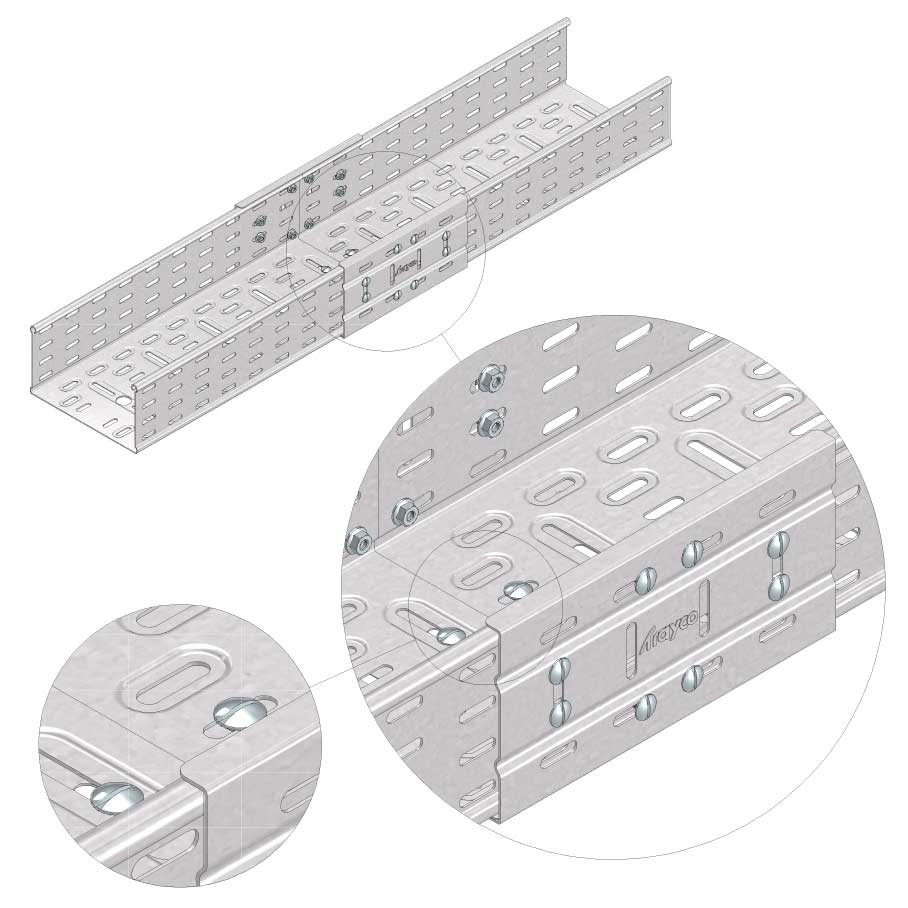
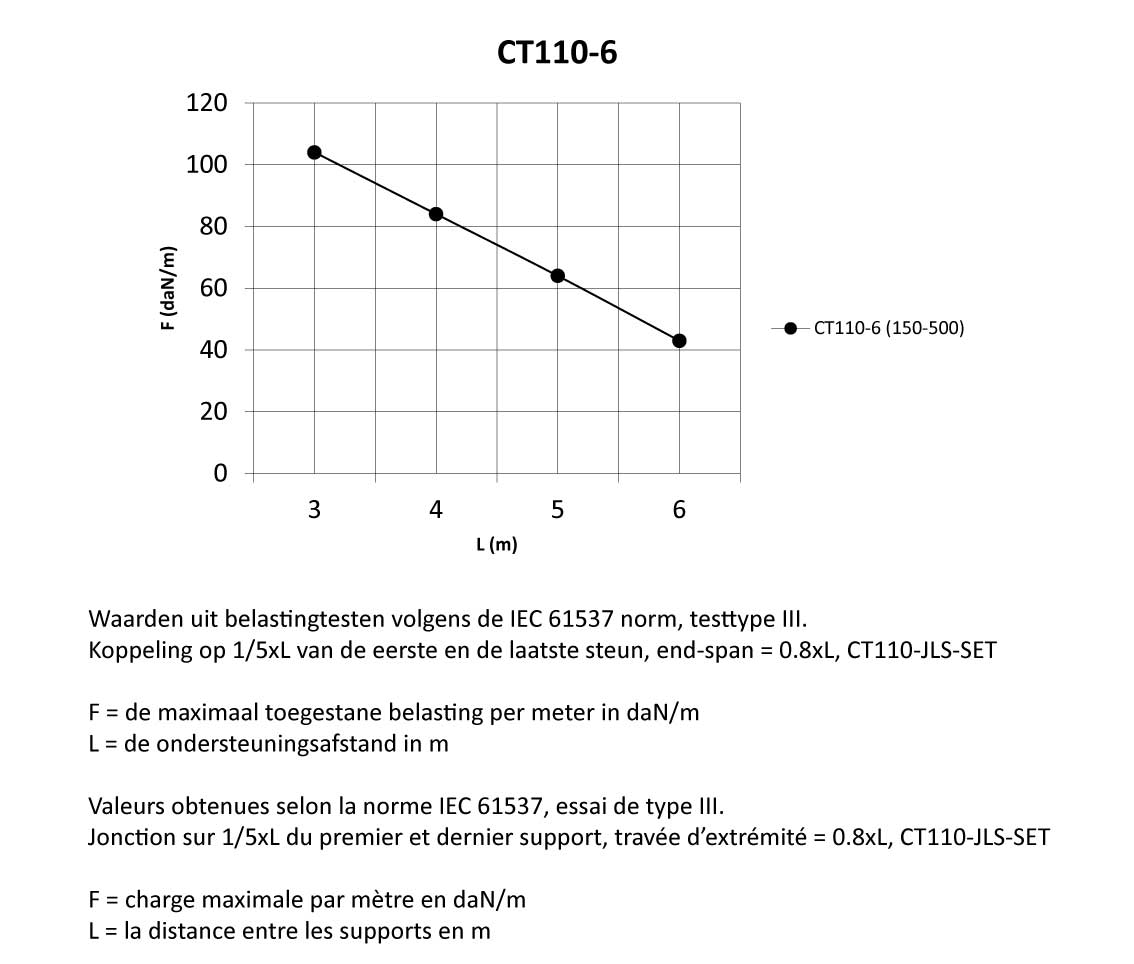

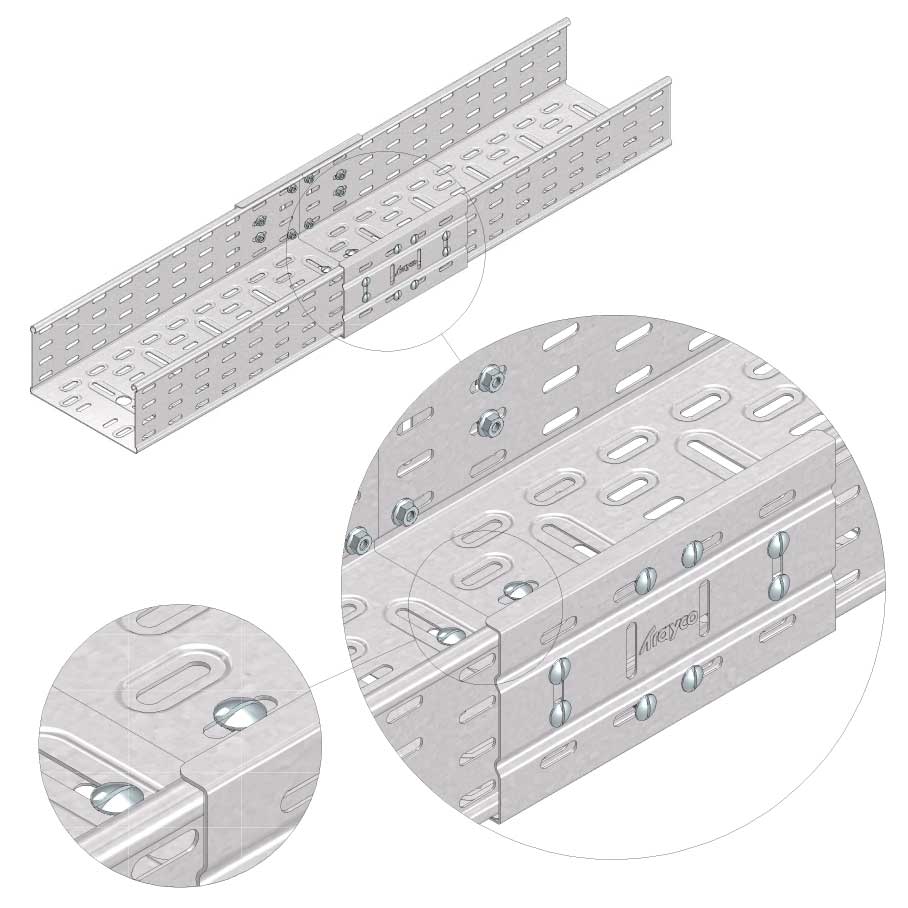
Assemblée
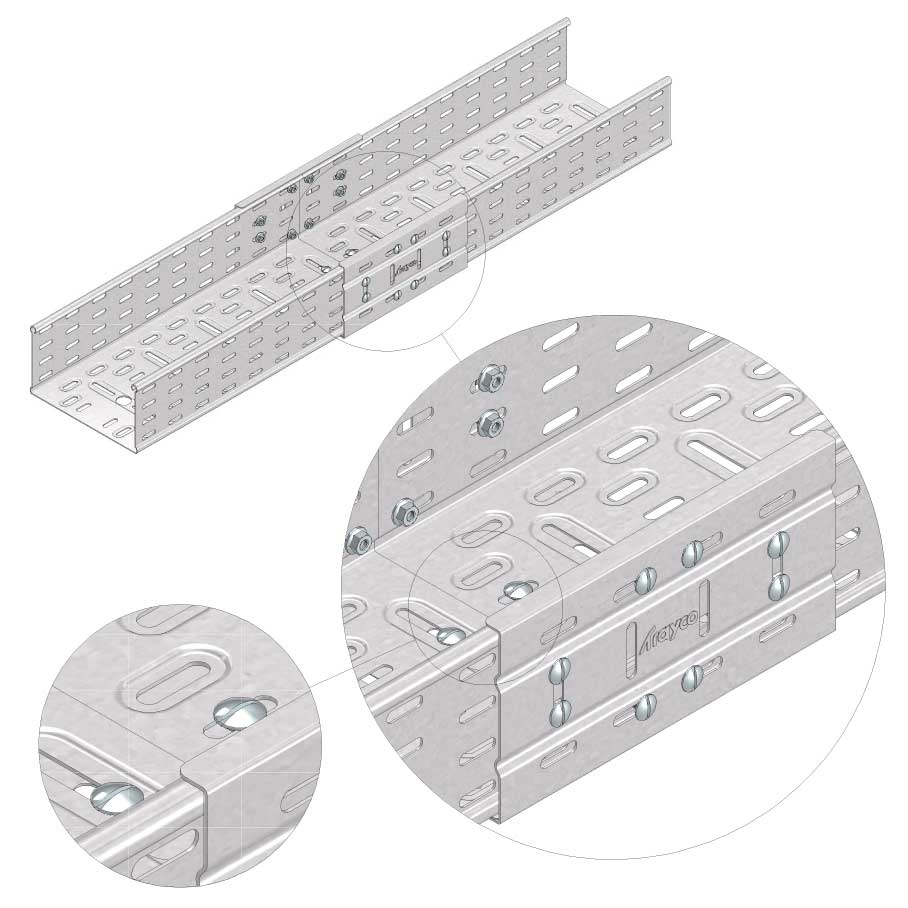
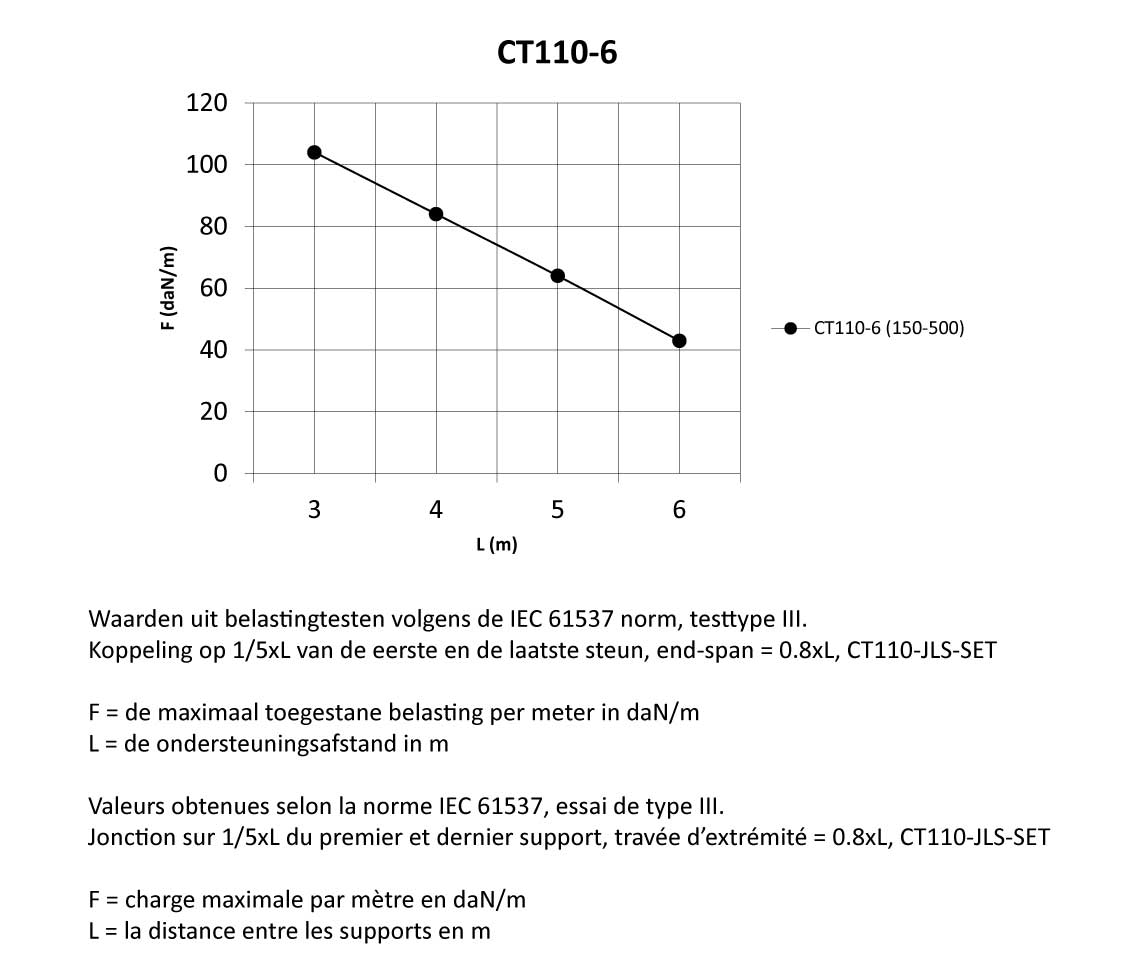
Diagramme de charge
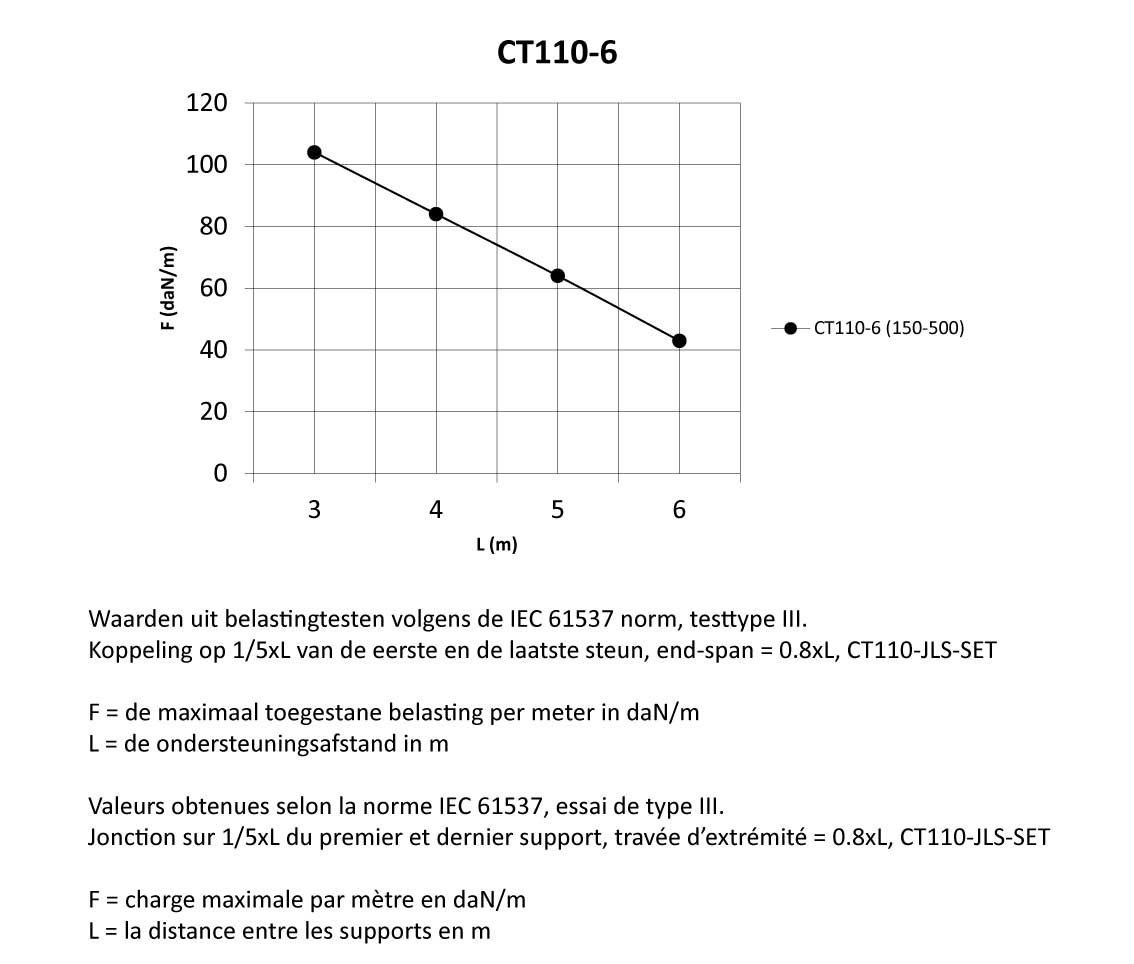

























{kind=link}