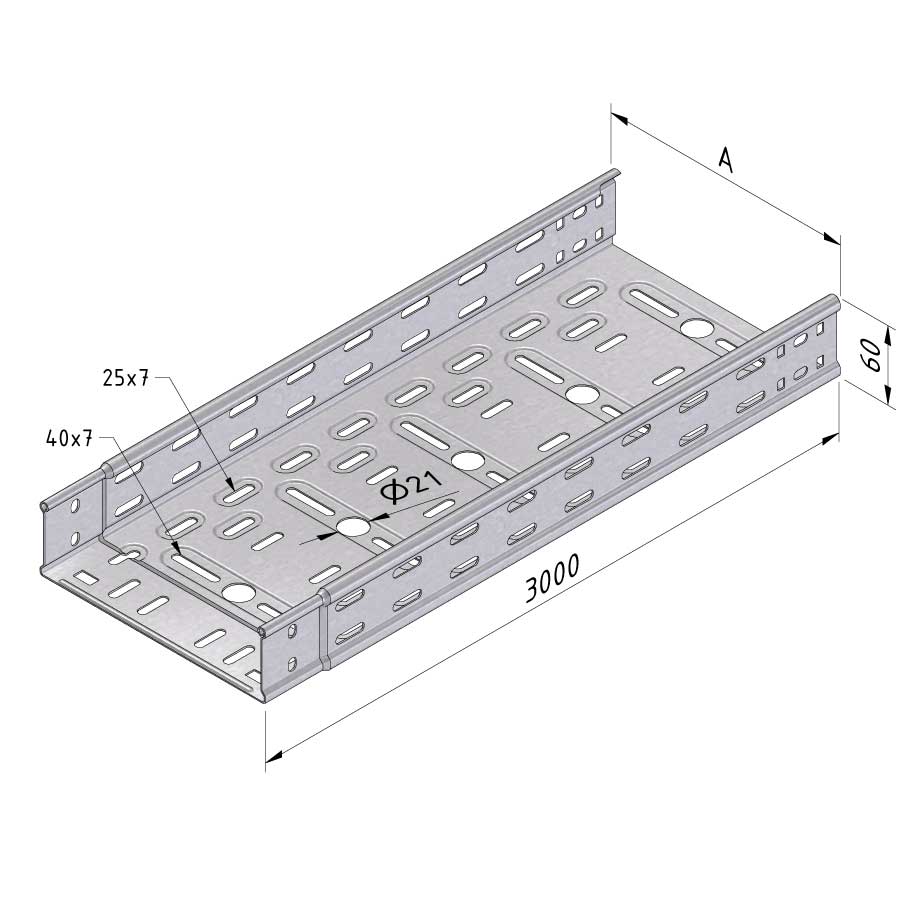
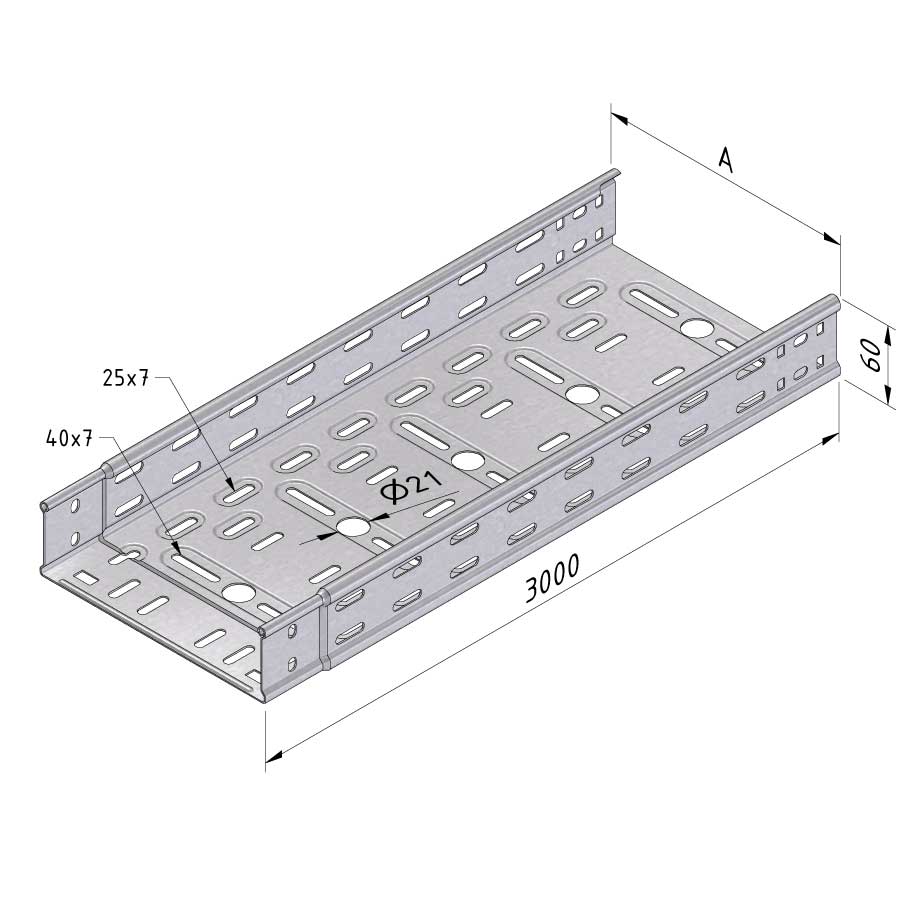
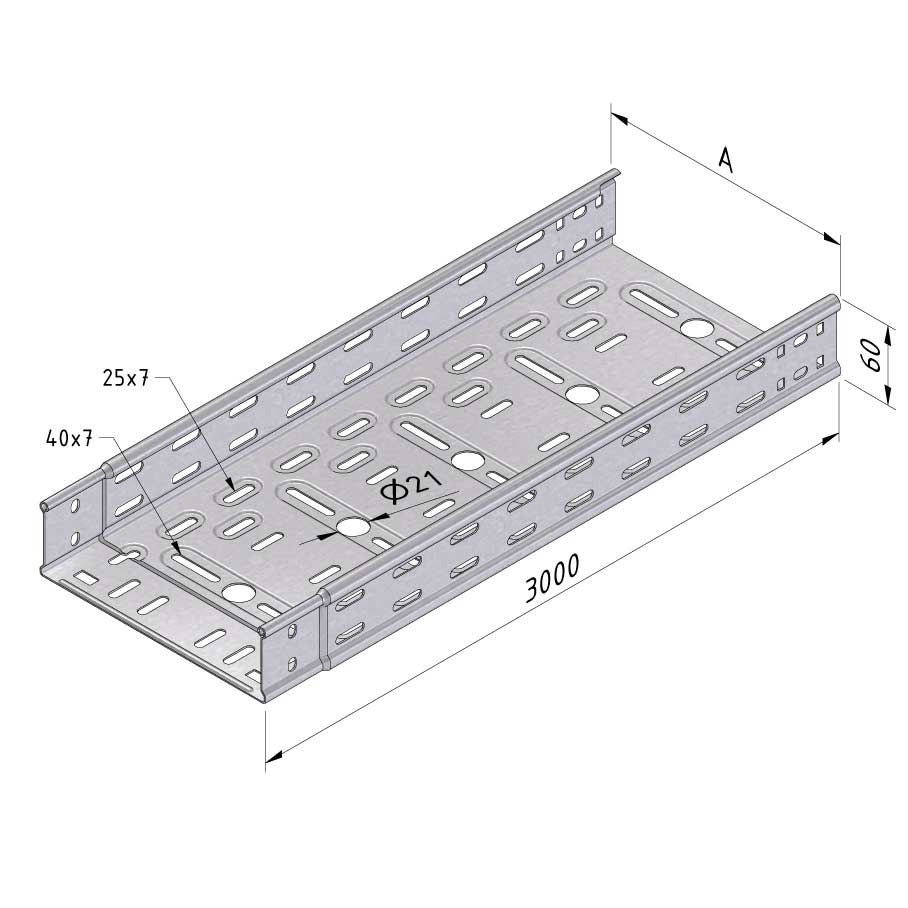
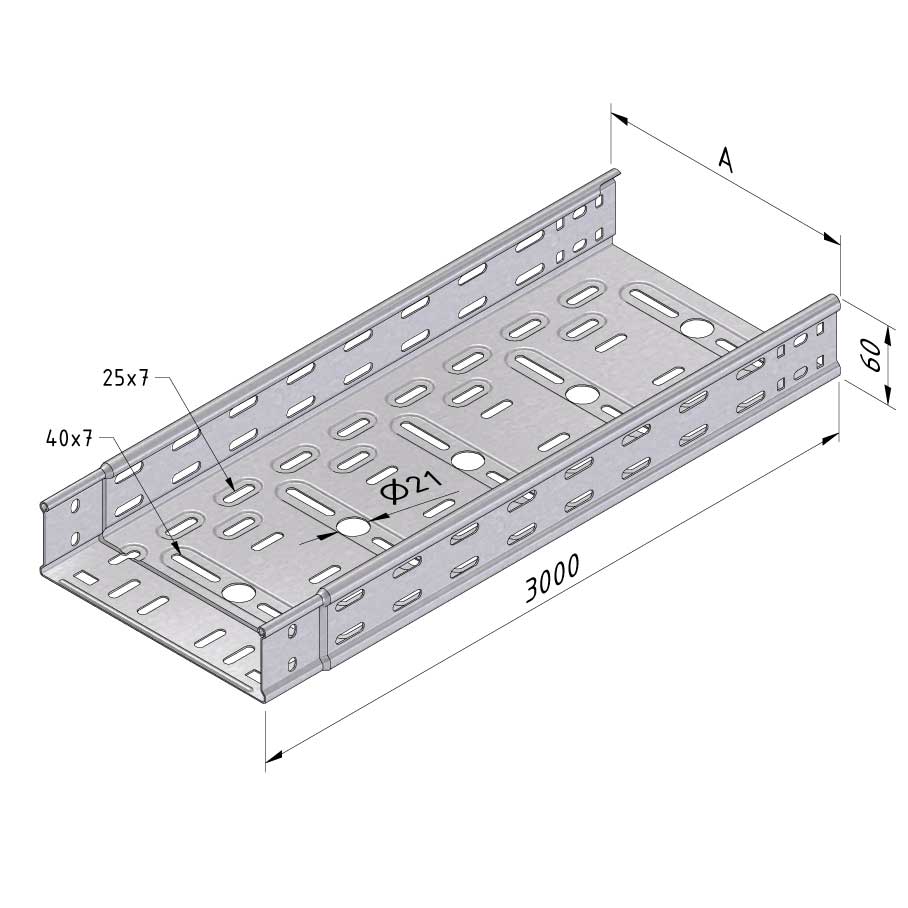
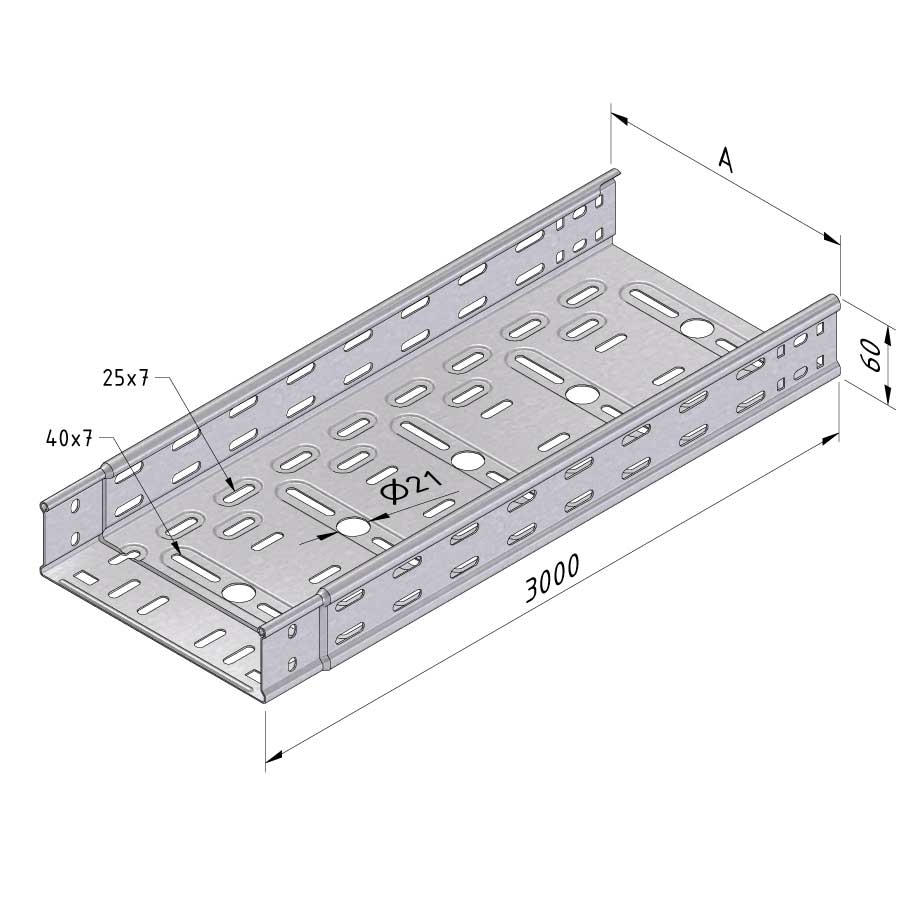
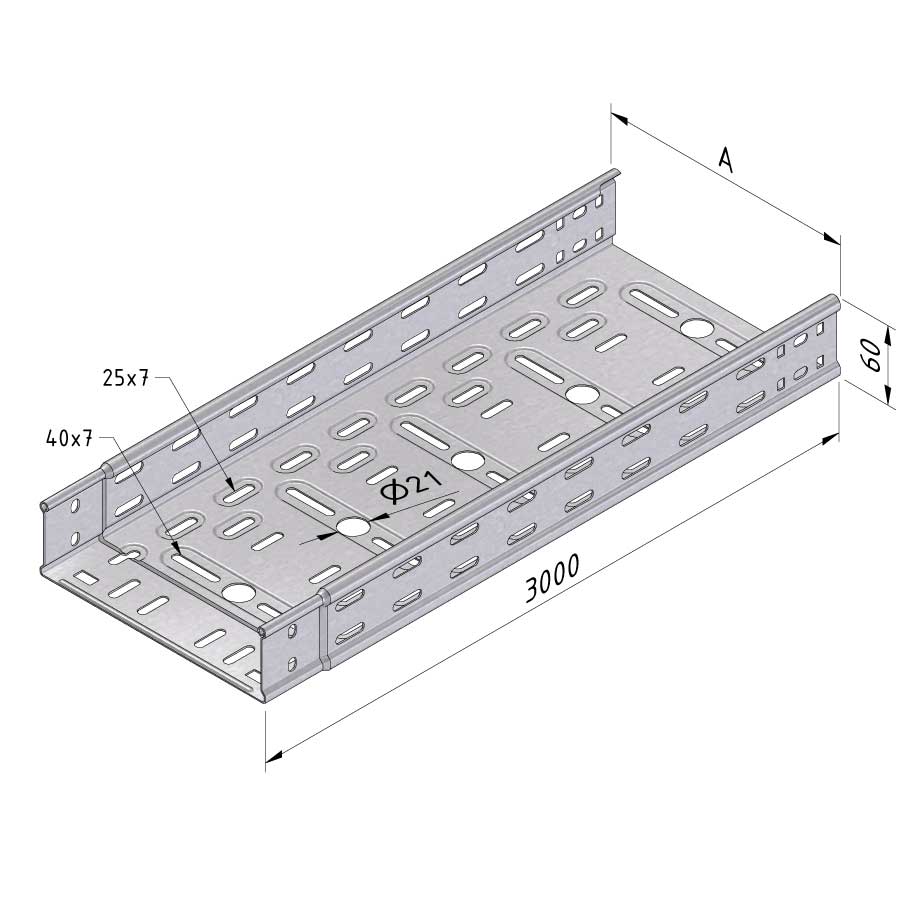
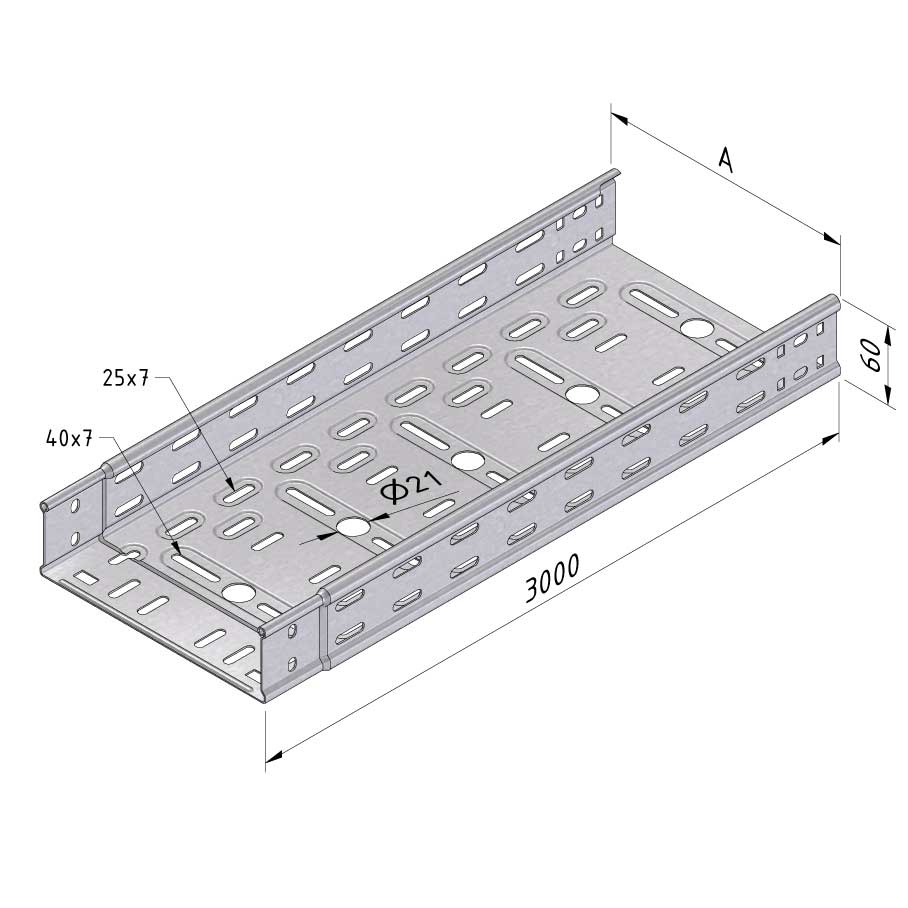
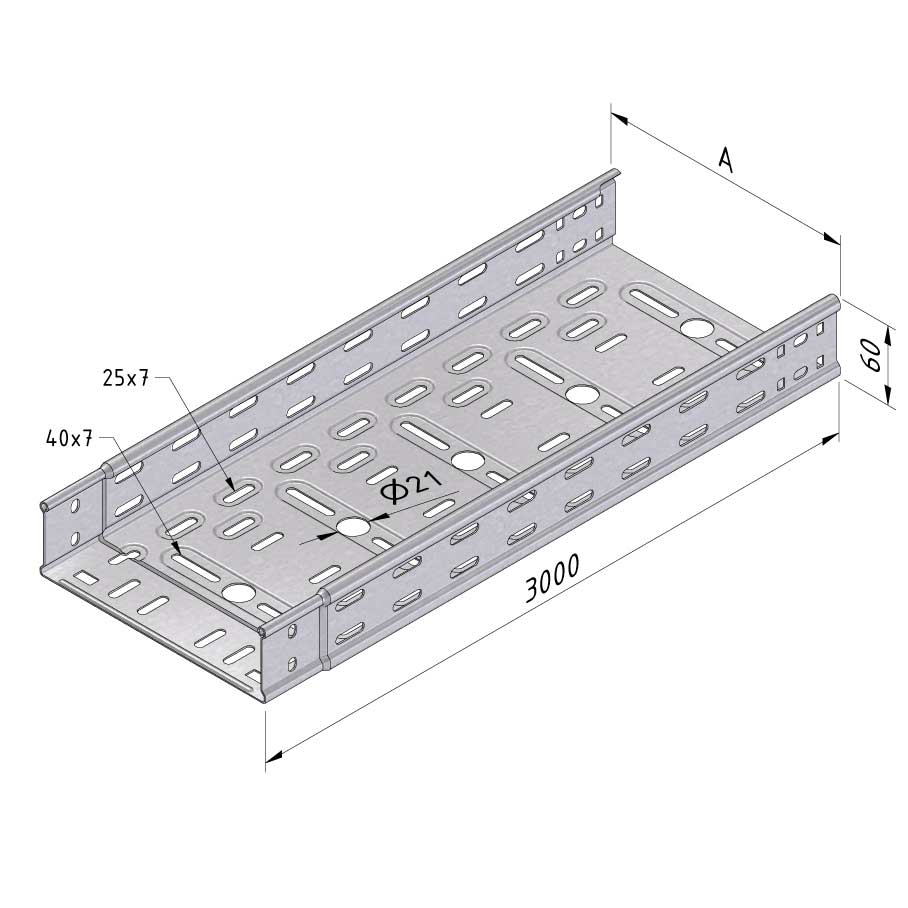
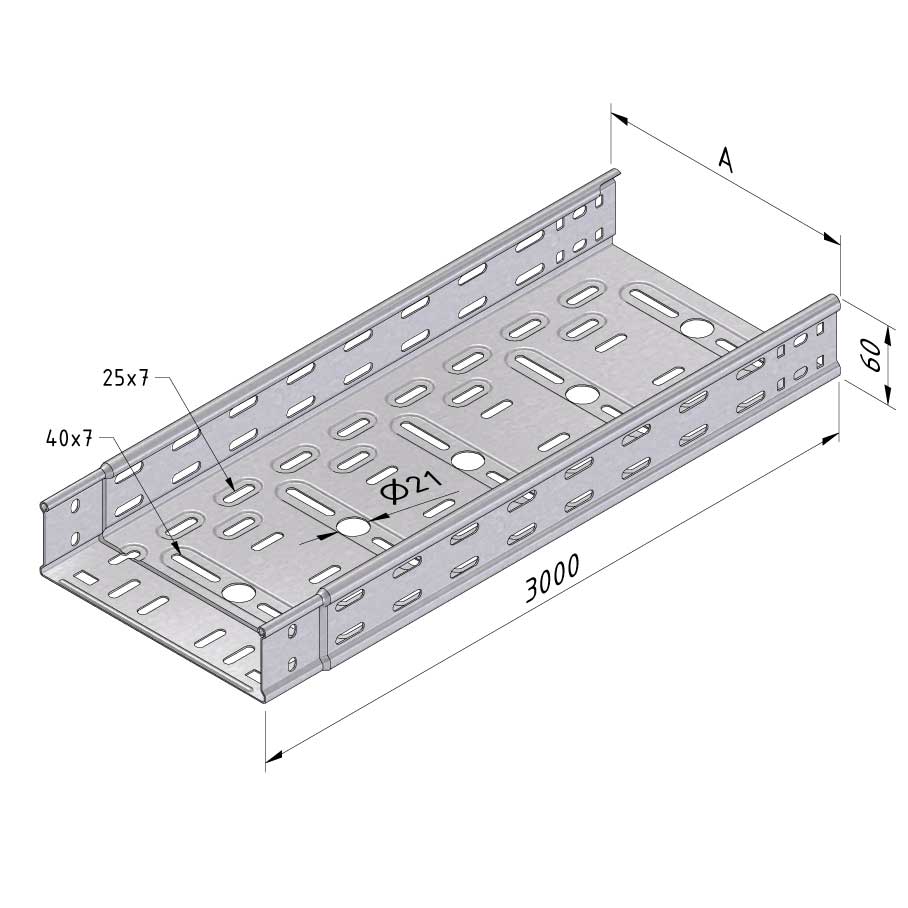
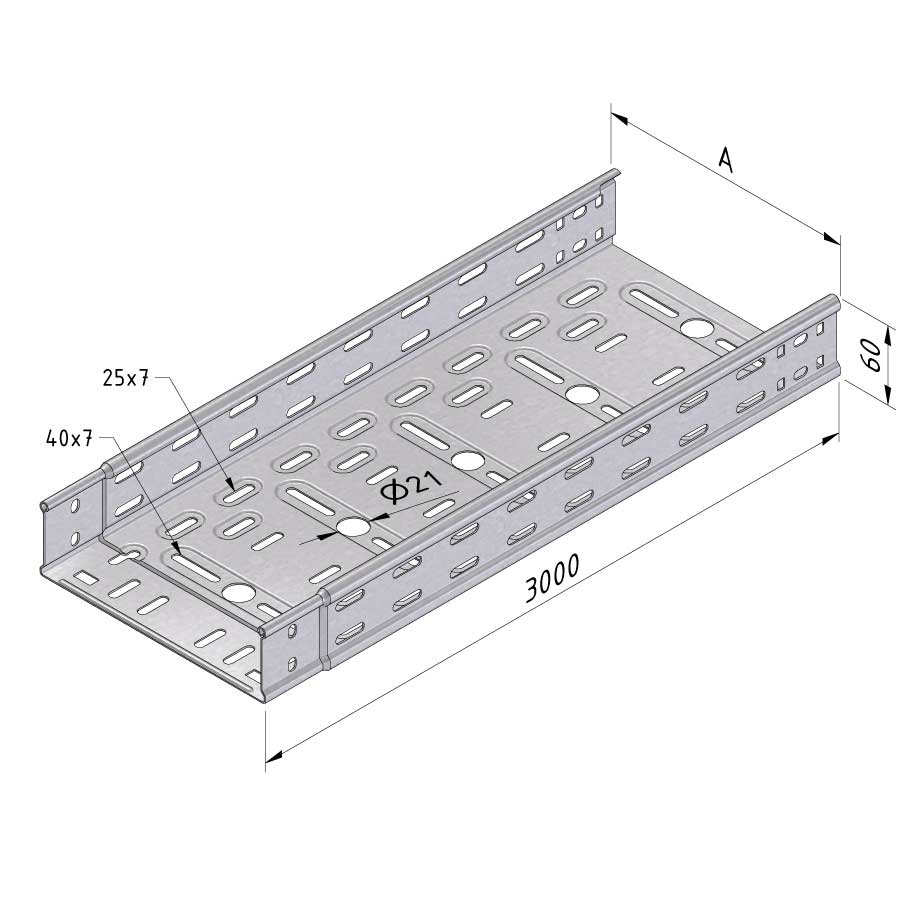
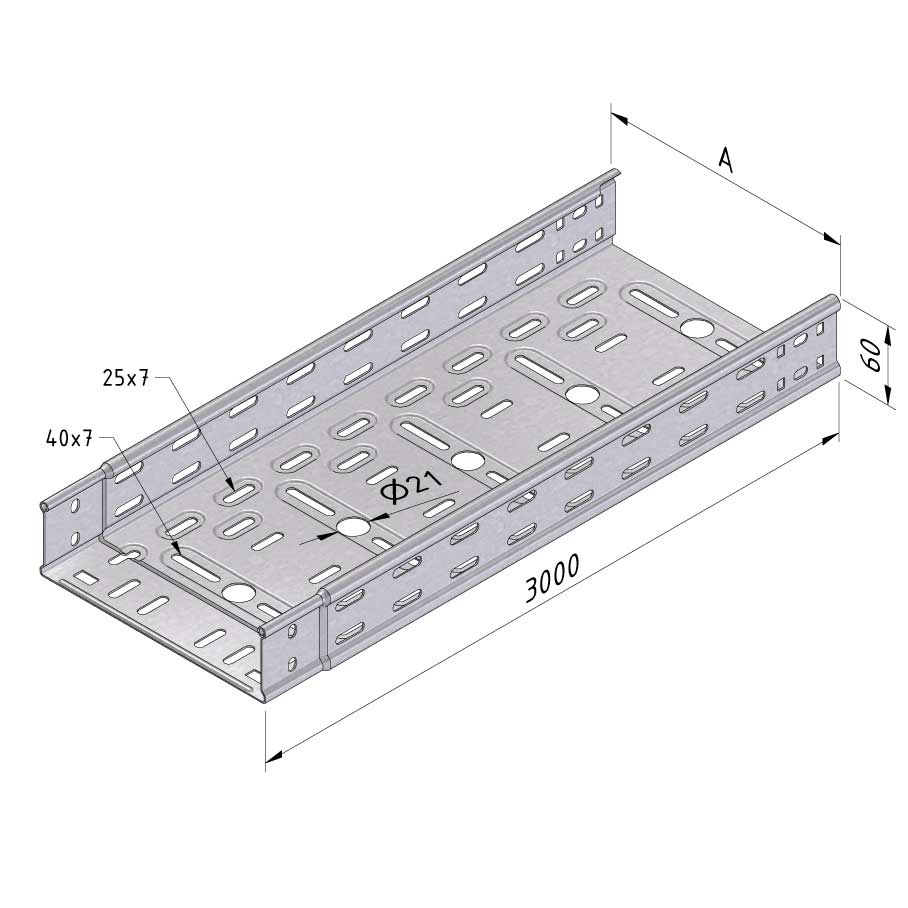
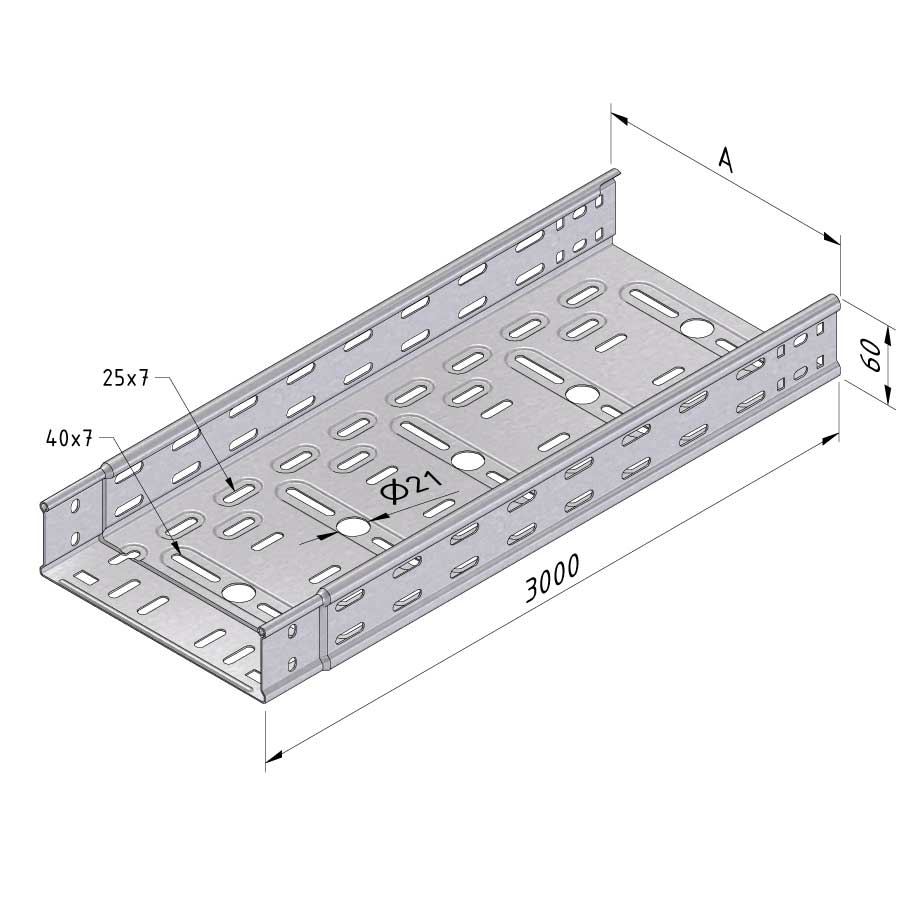
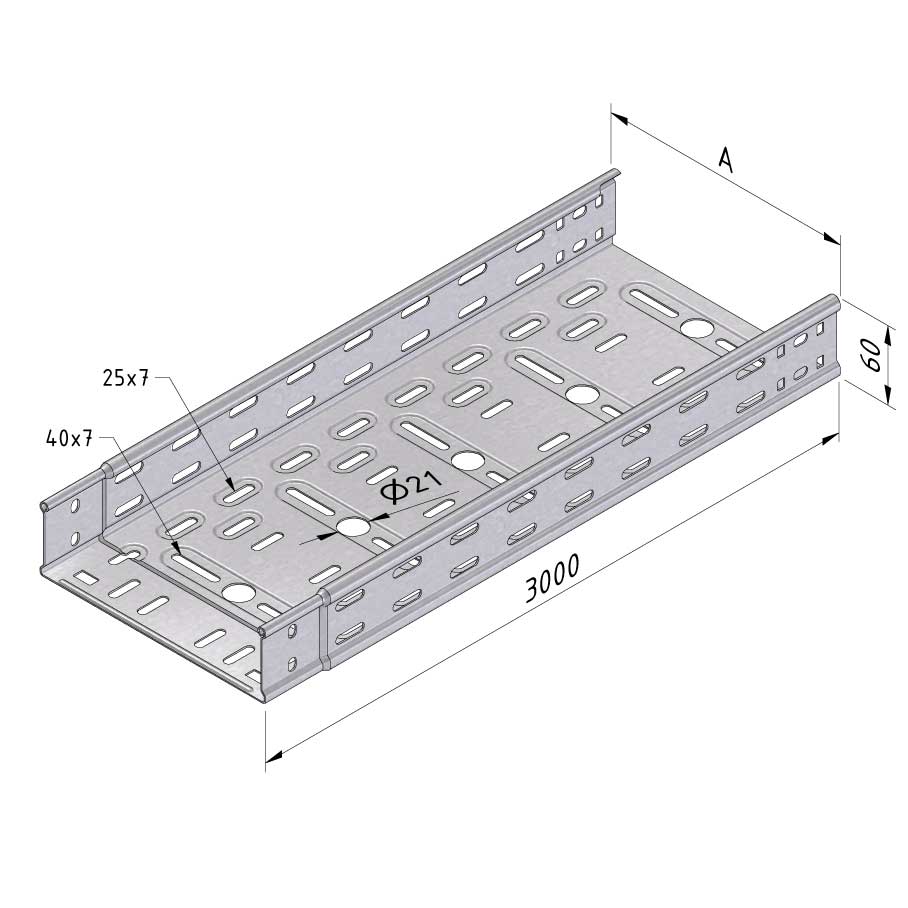
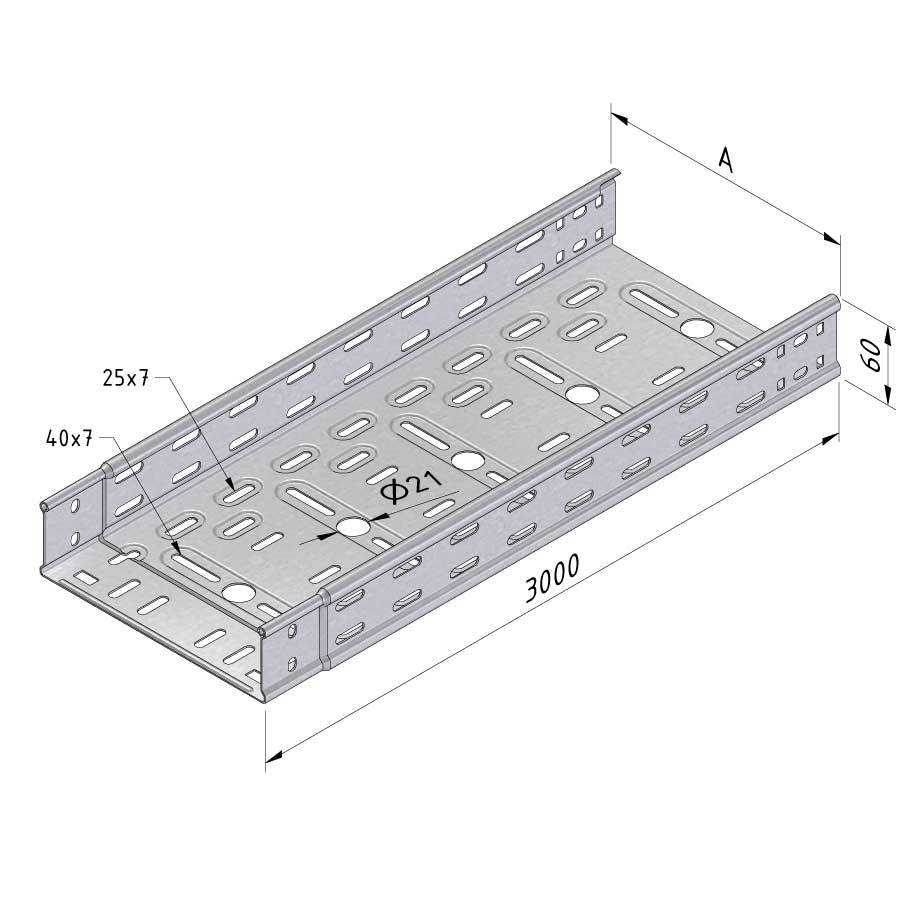
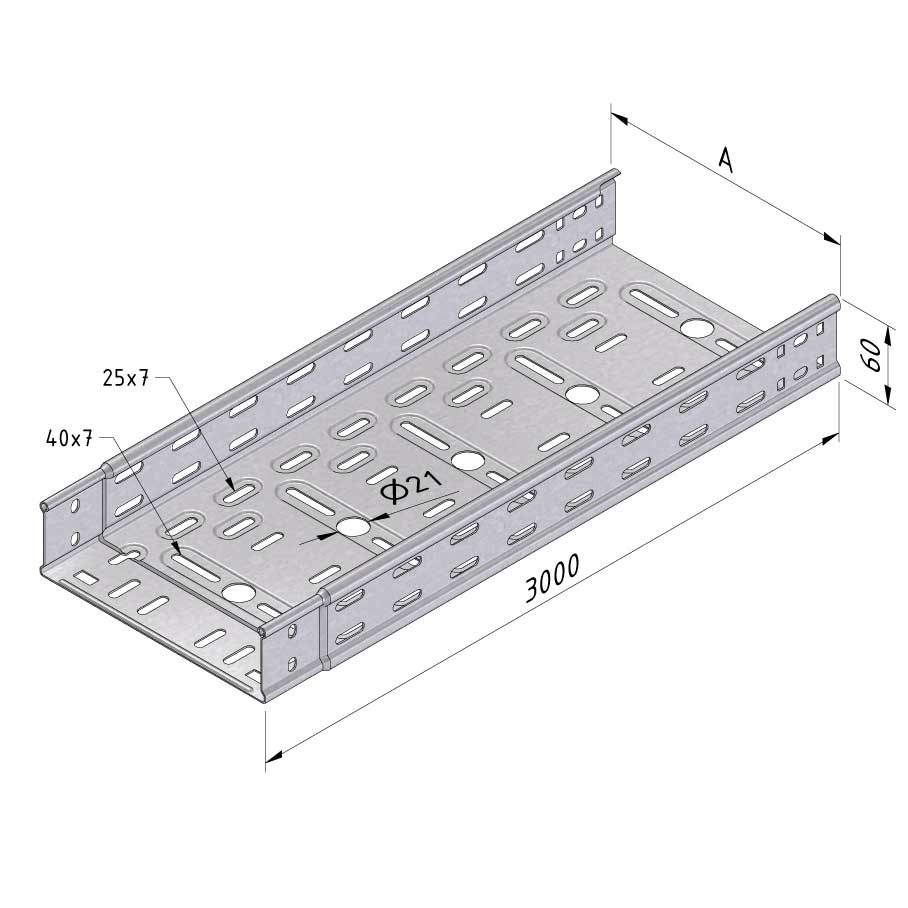
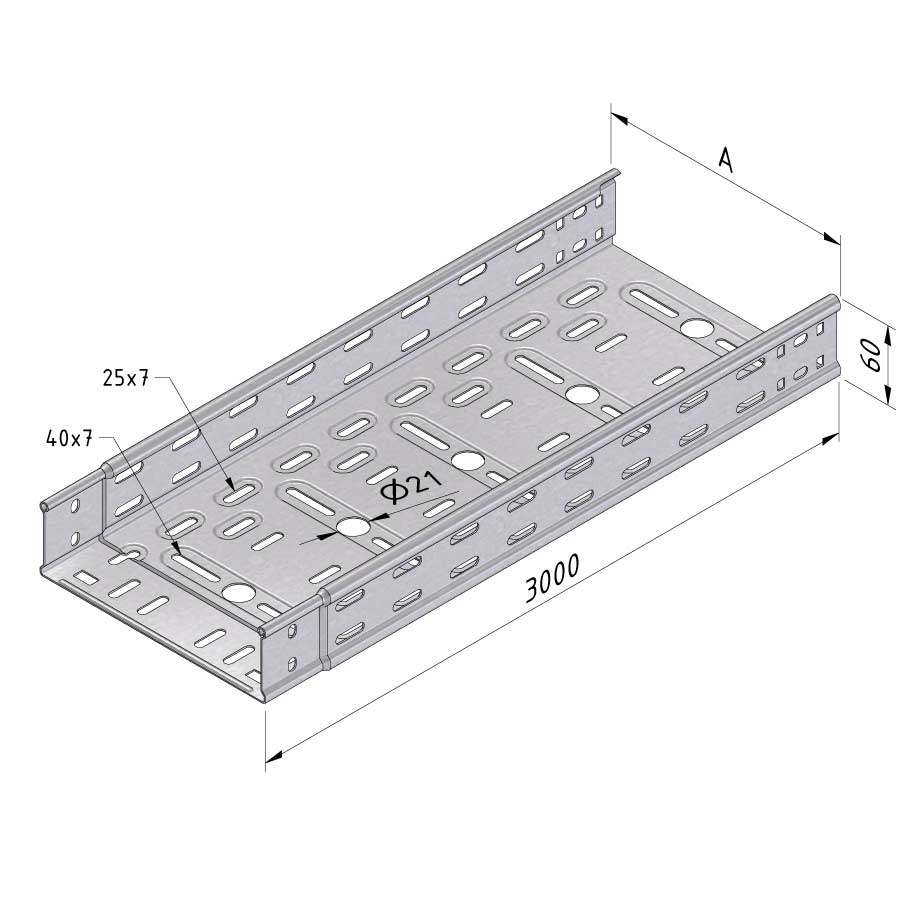
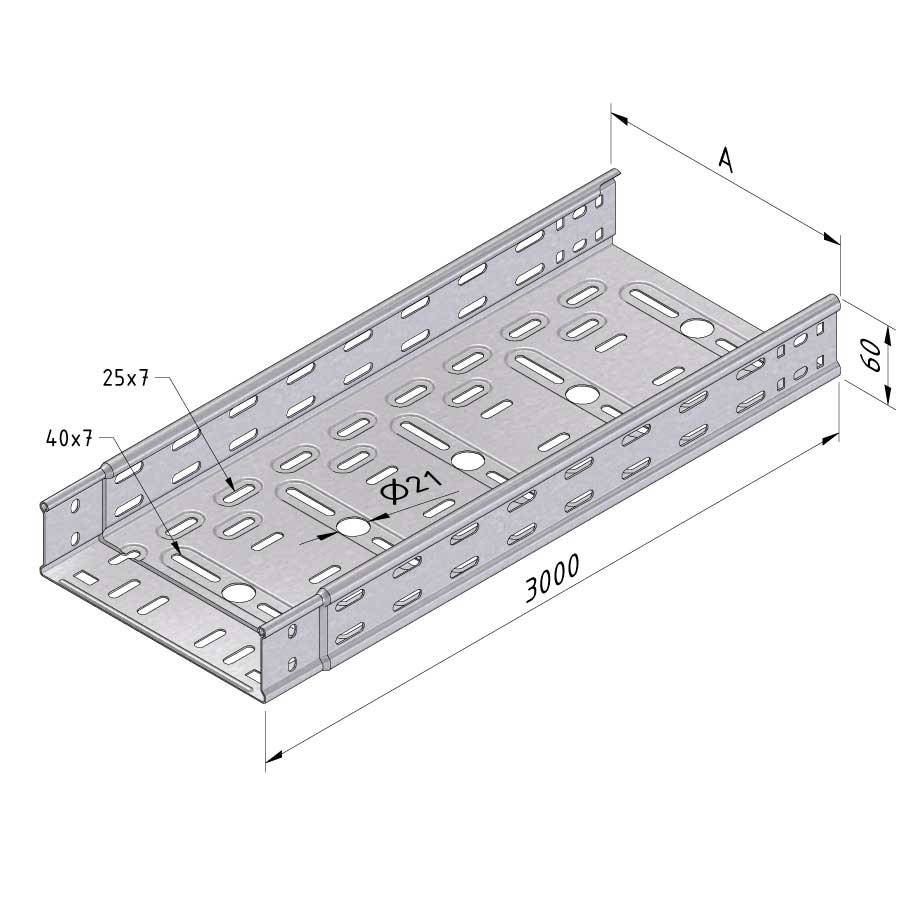
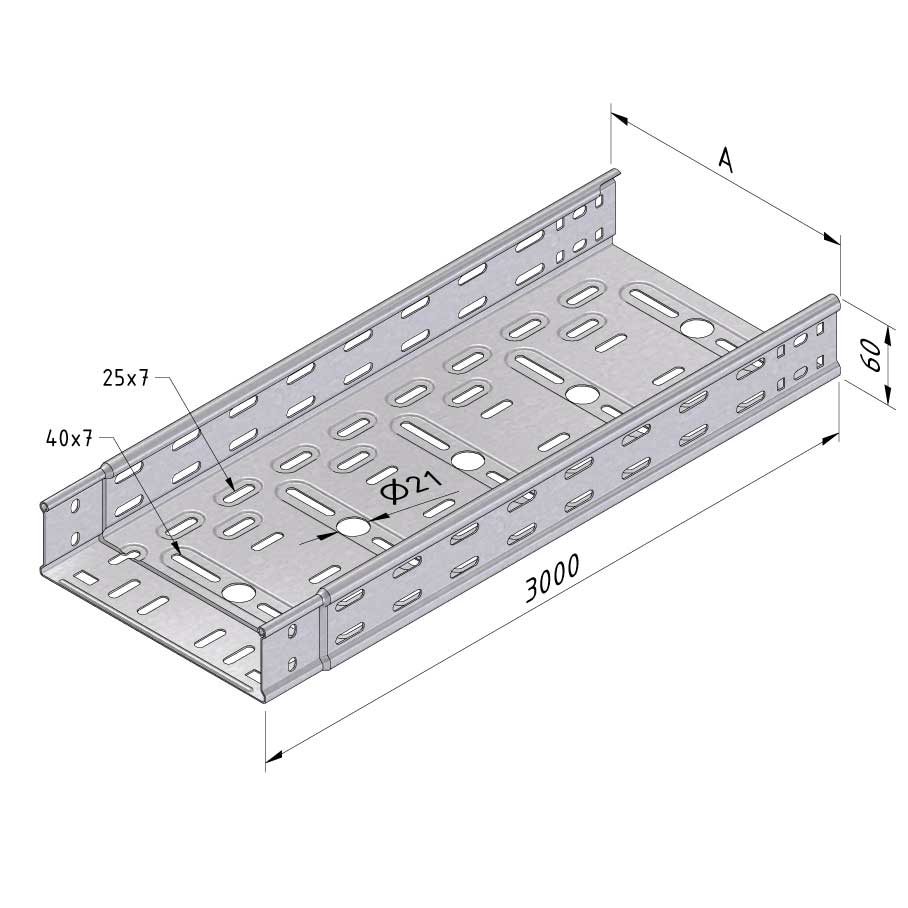
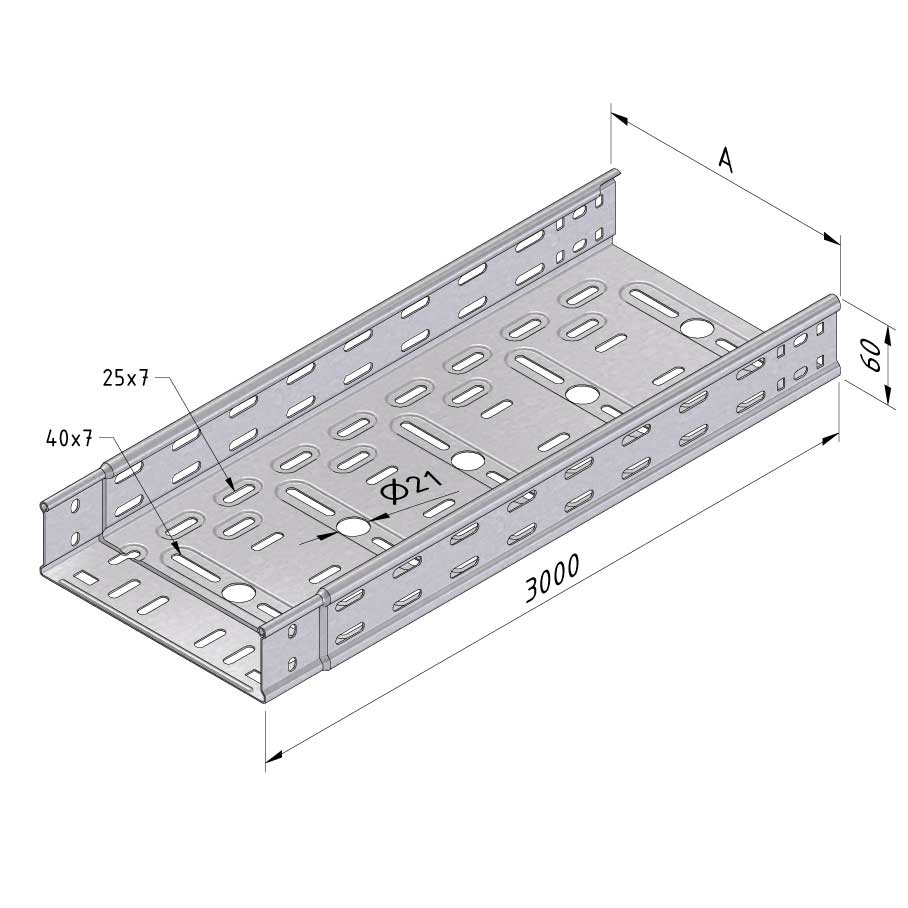
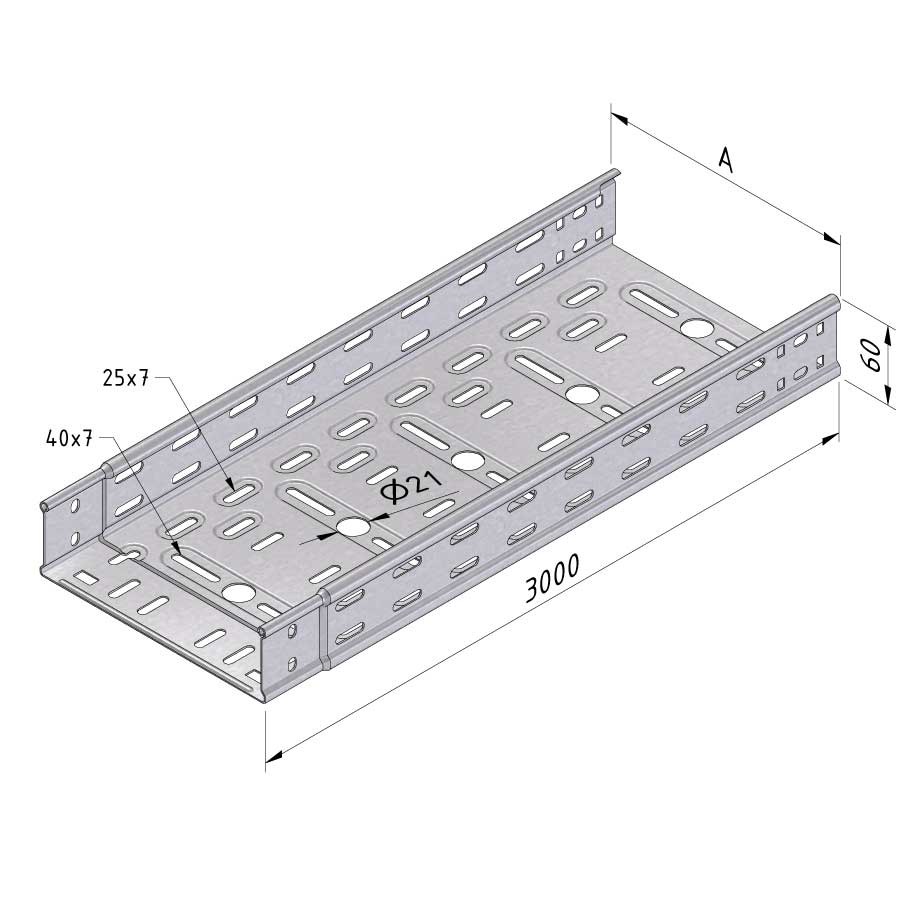
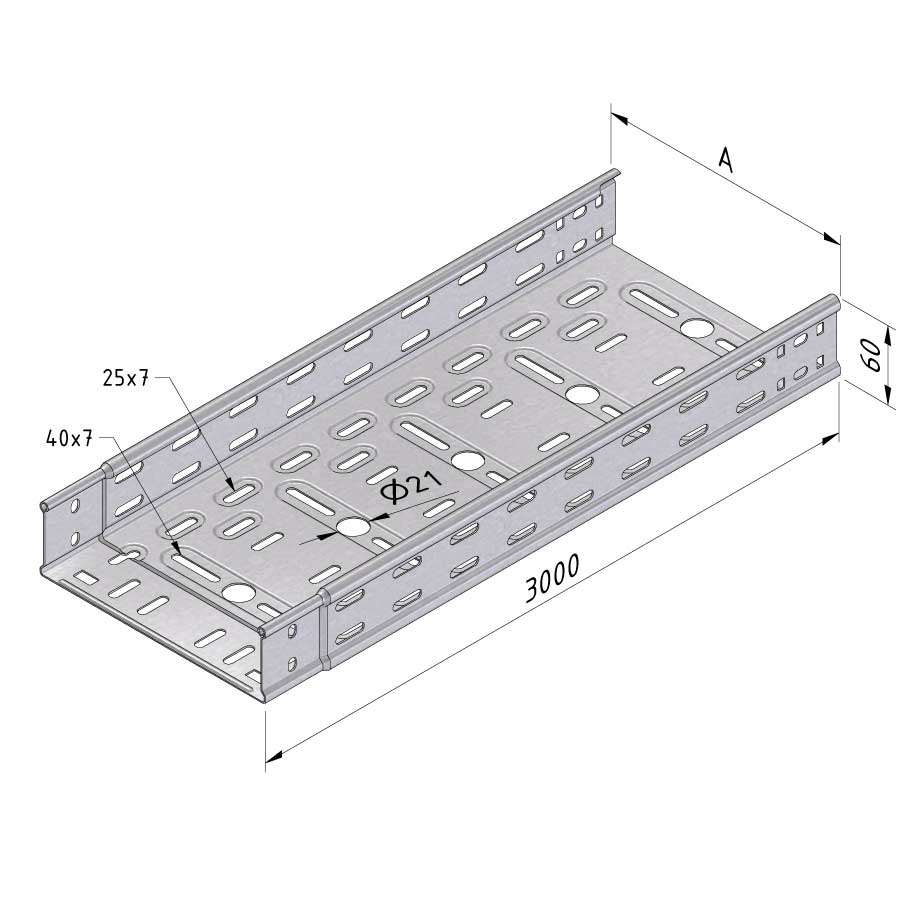
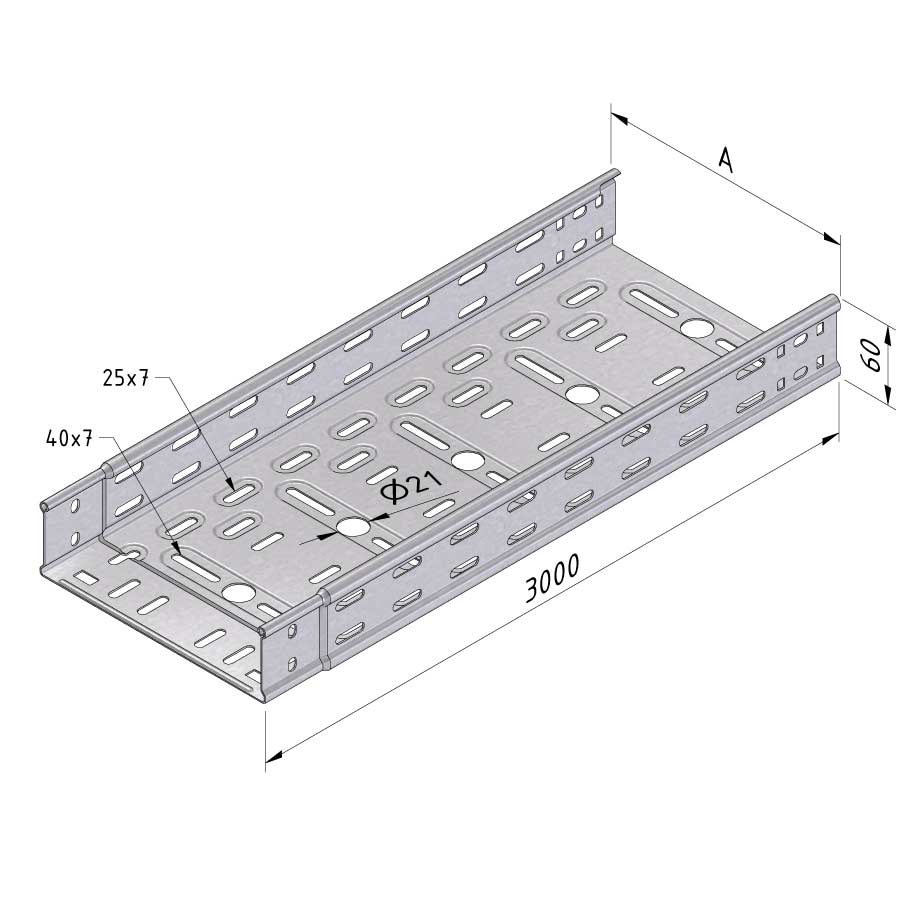
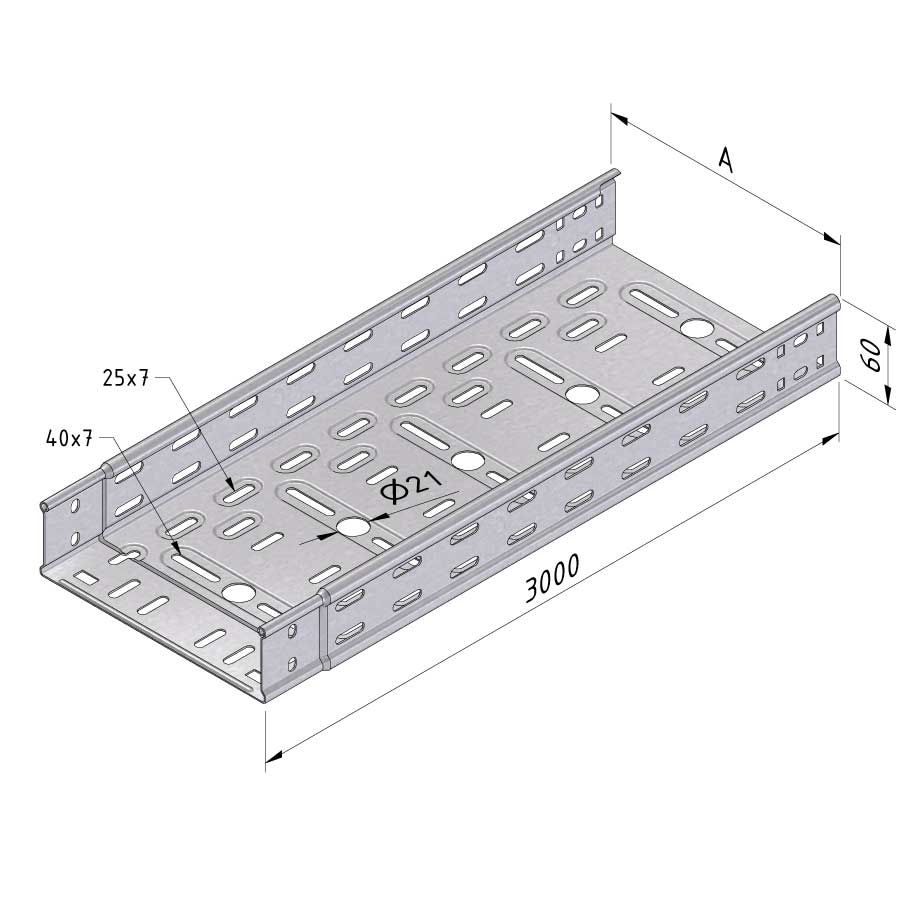
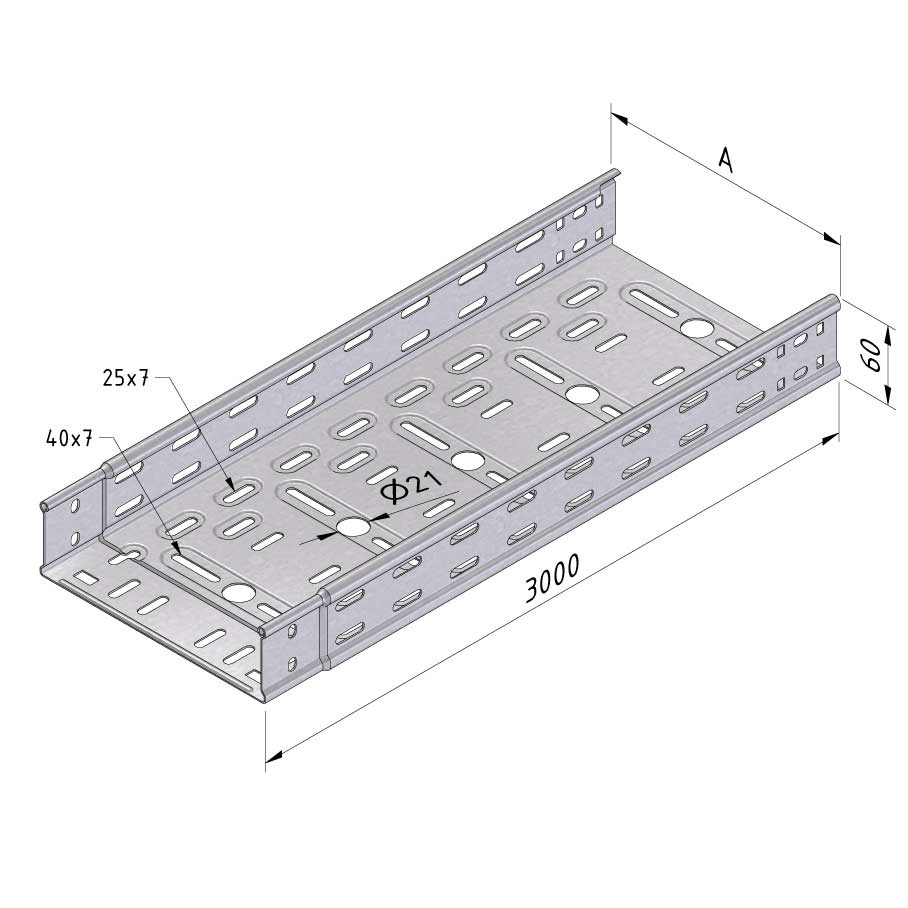
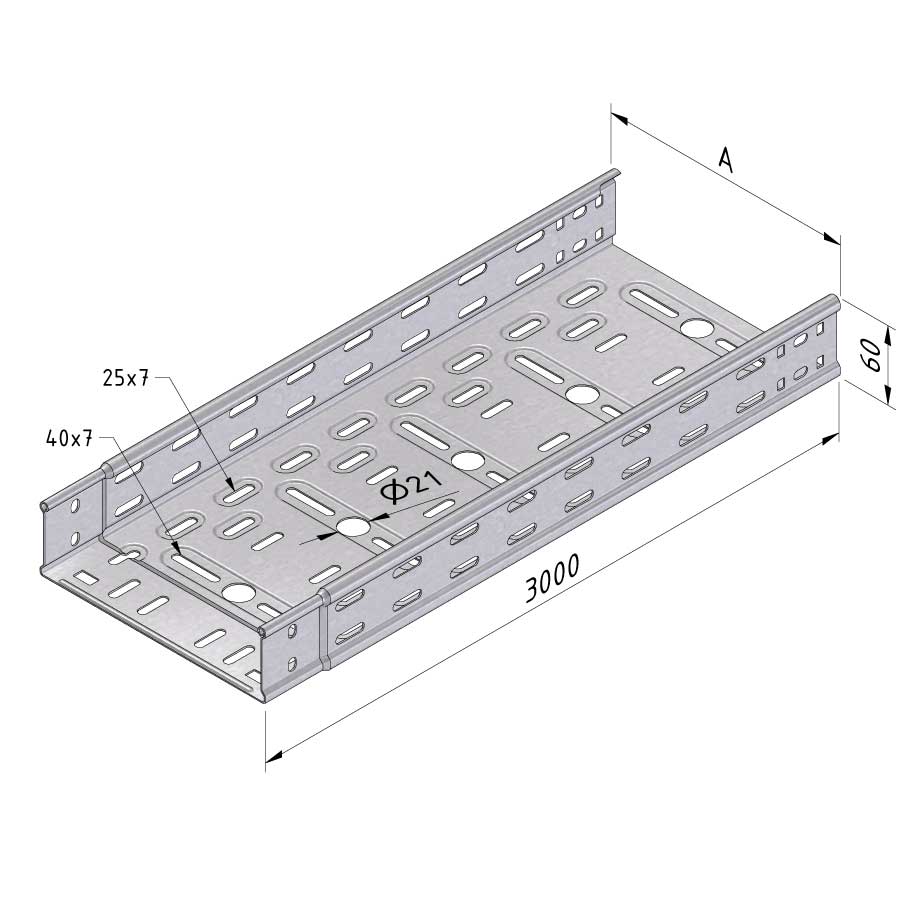
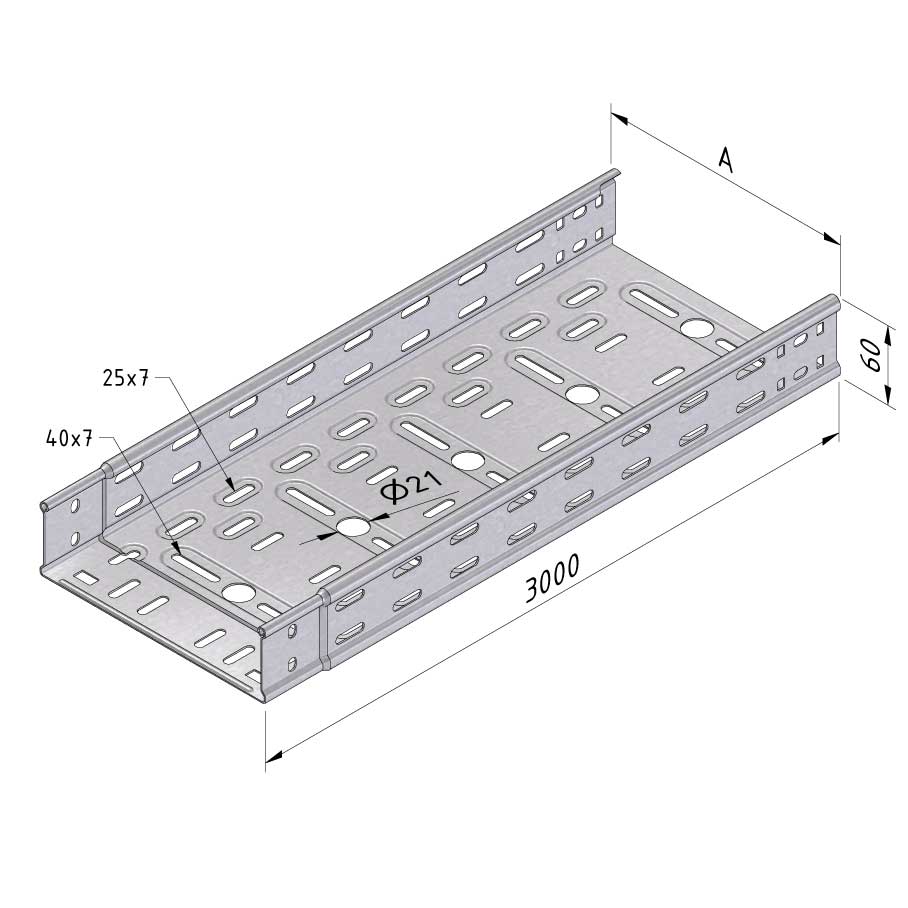
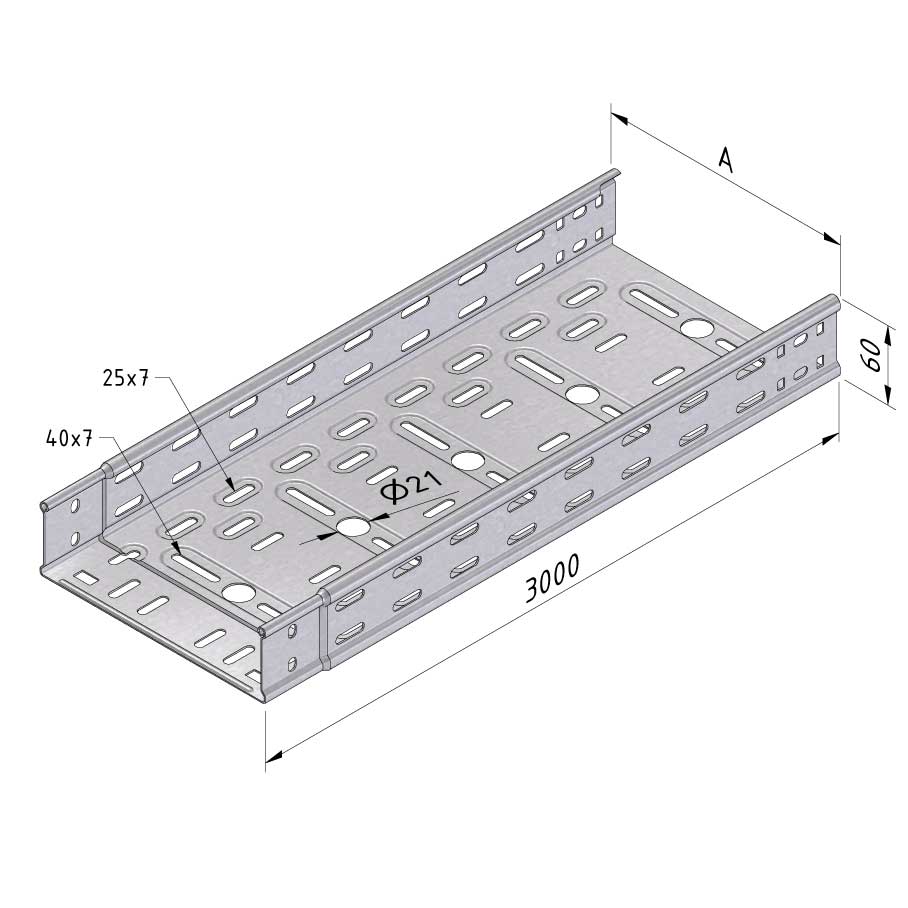
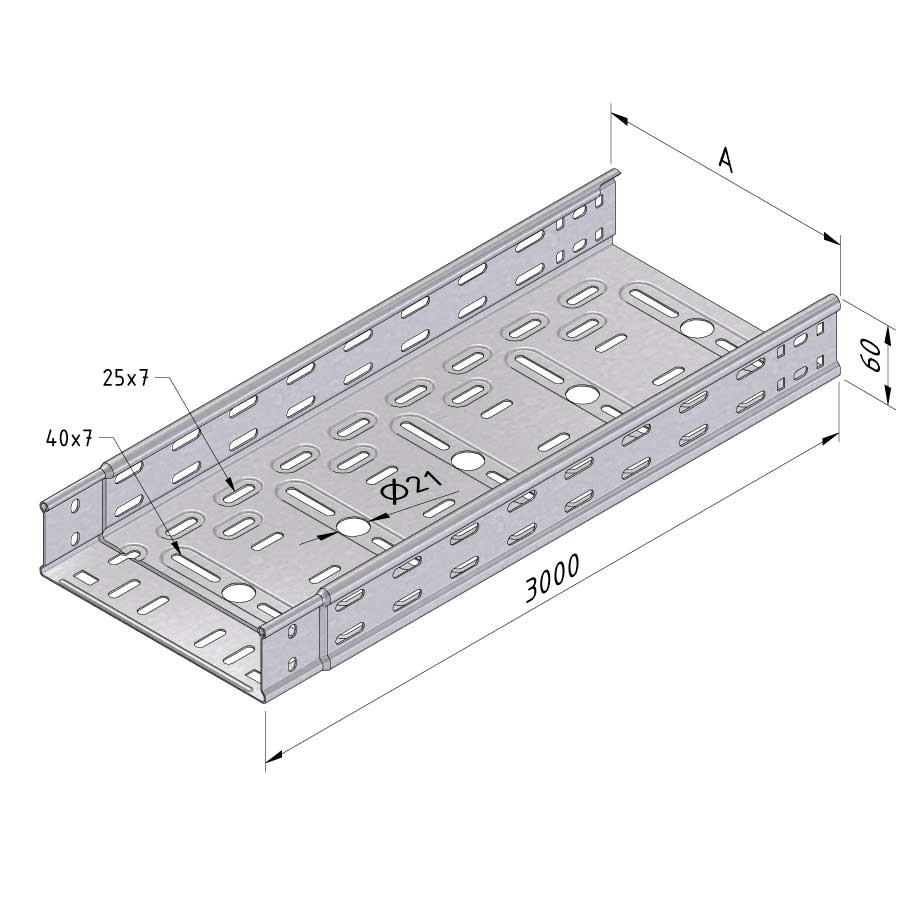
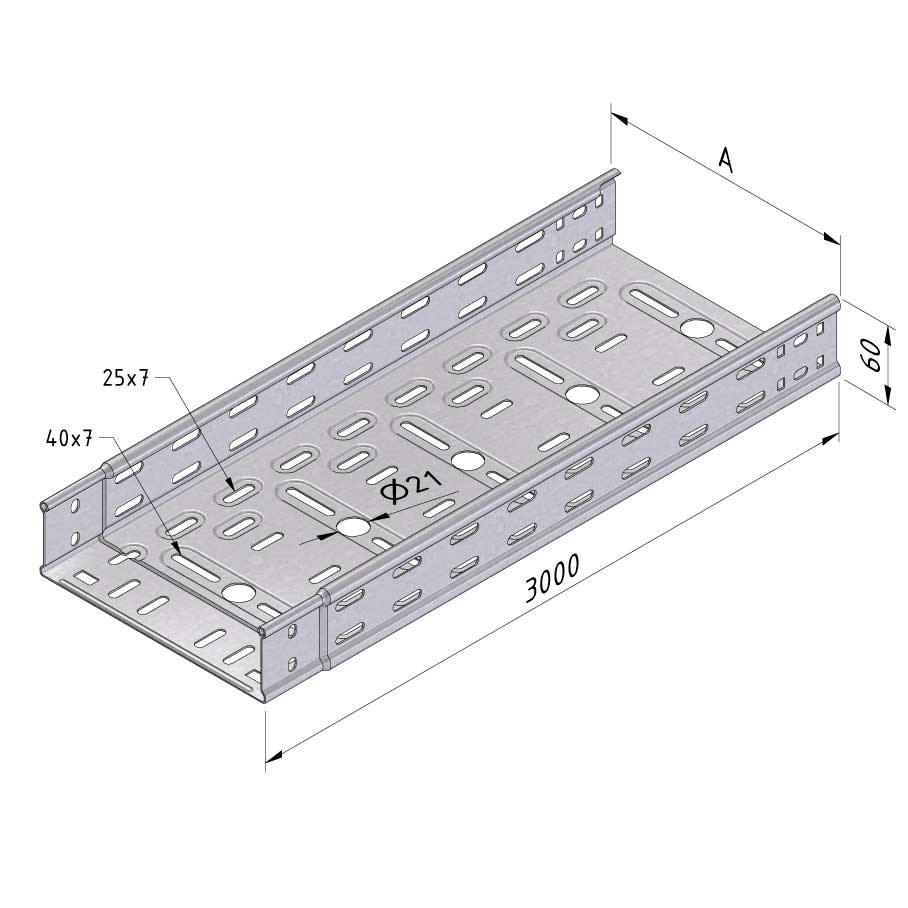
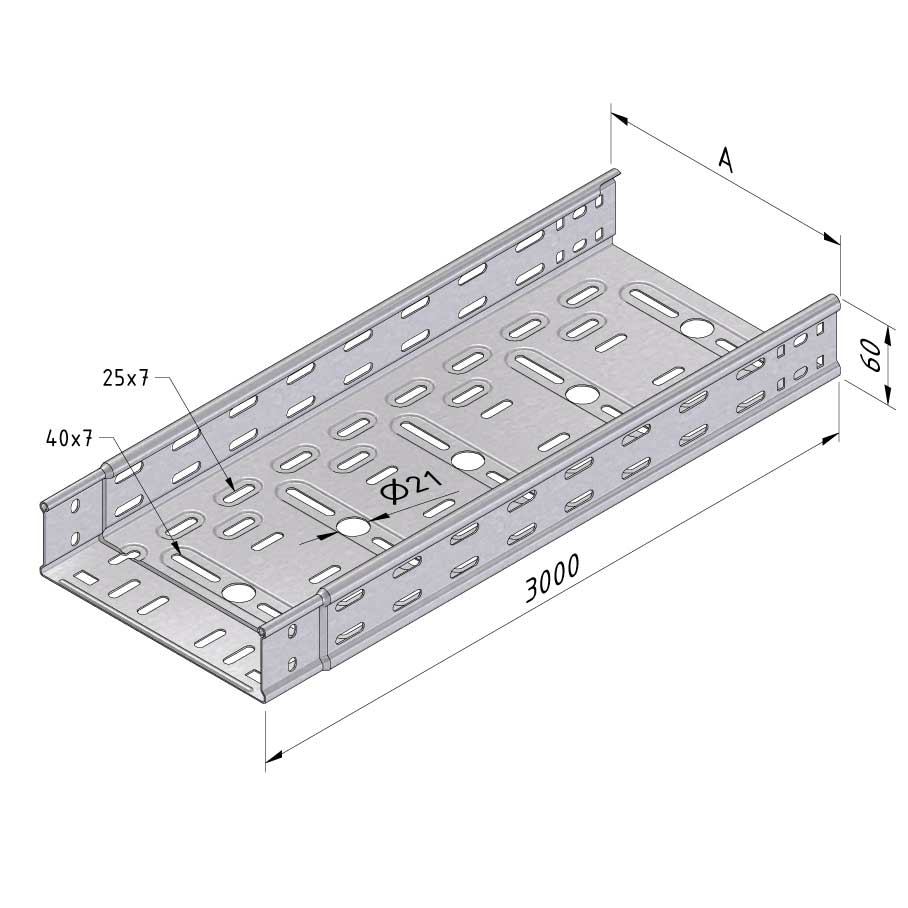
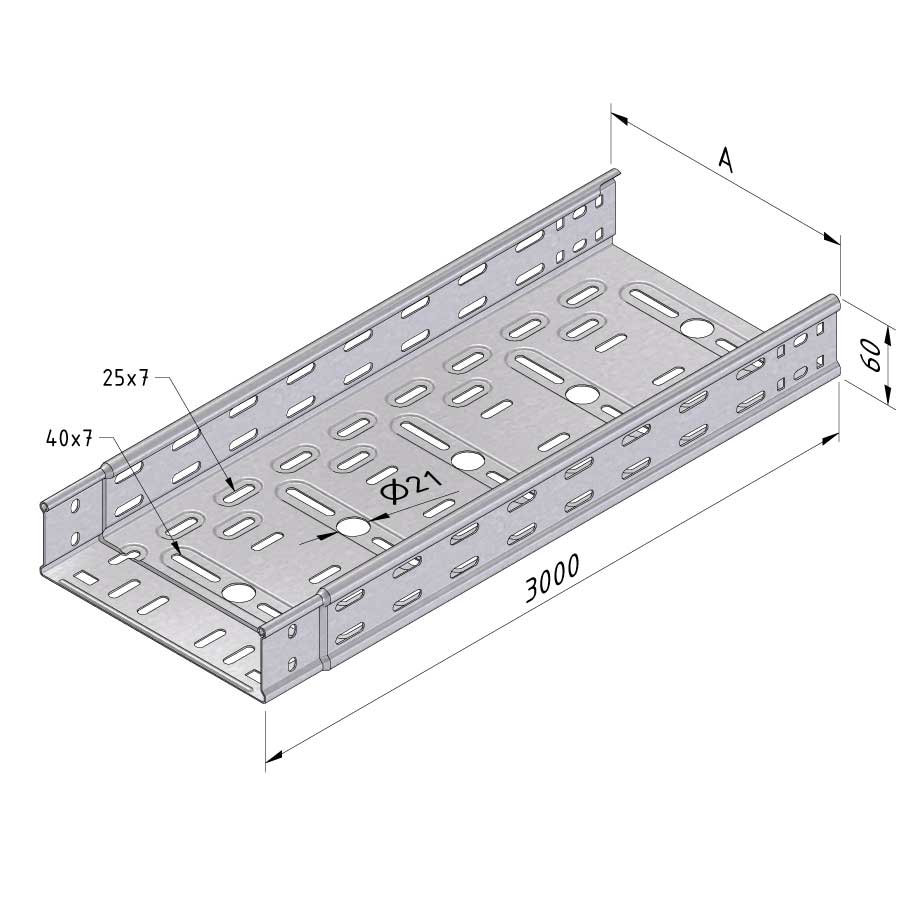
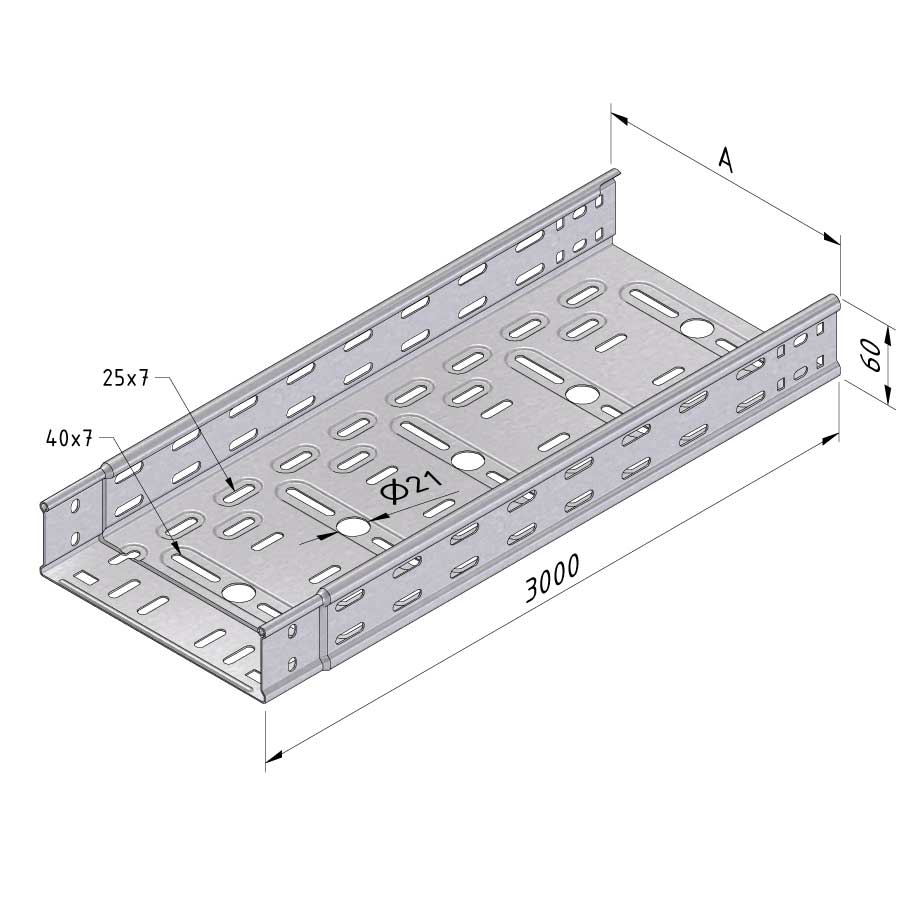
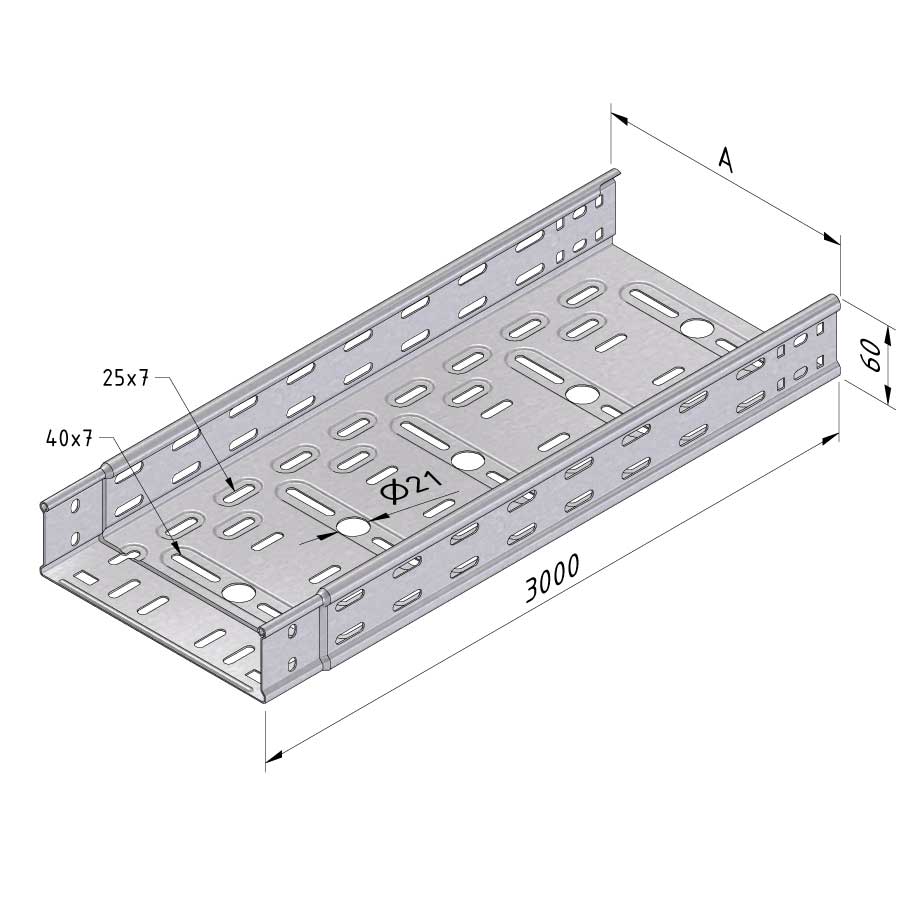
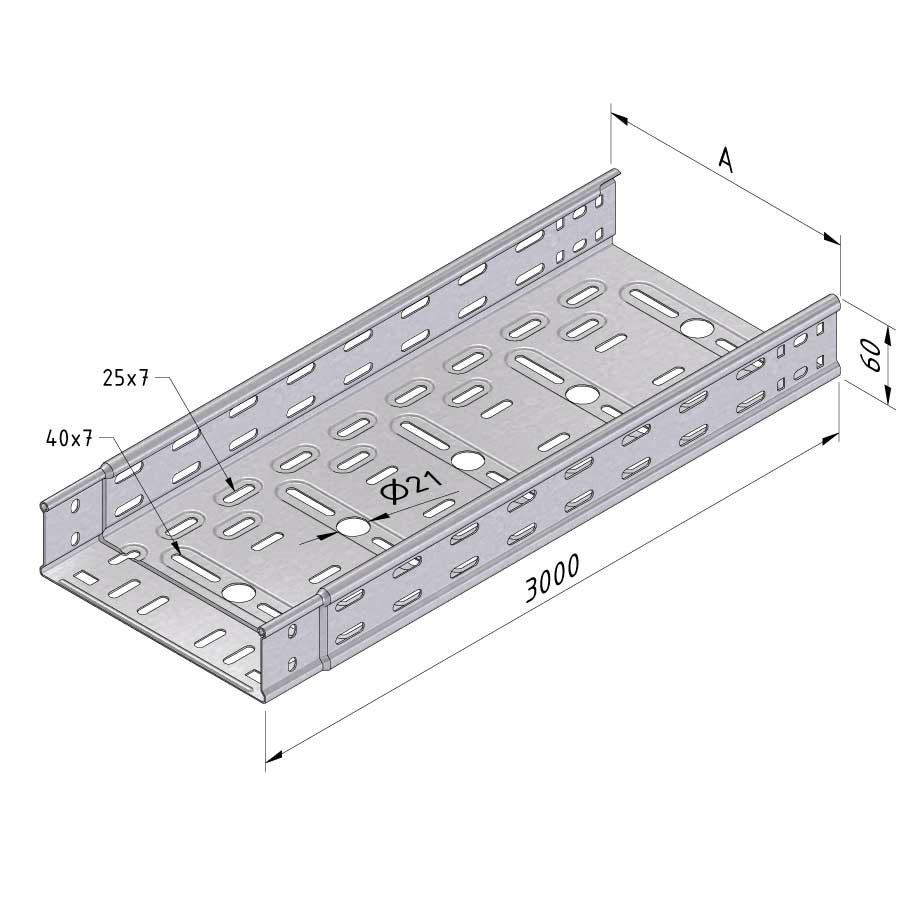
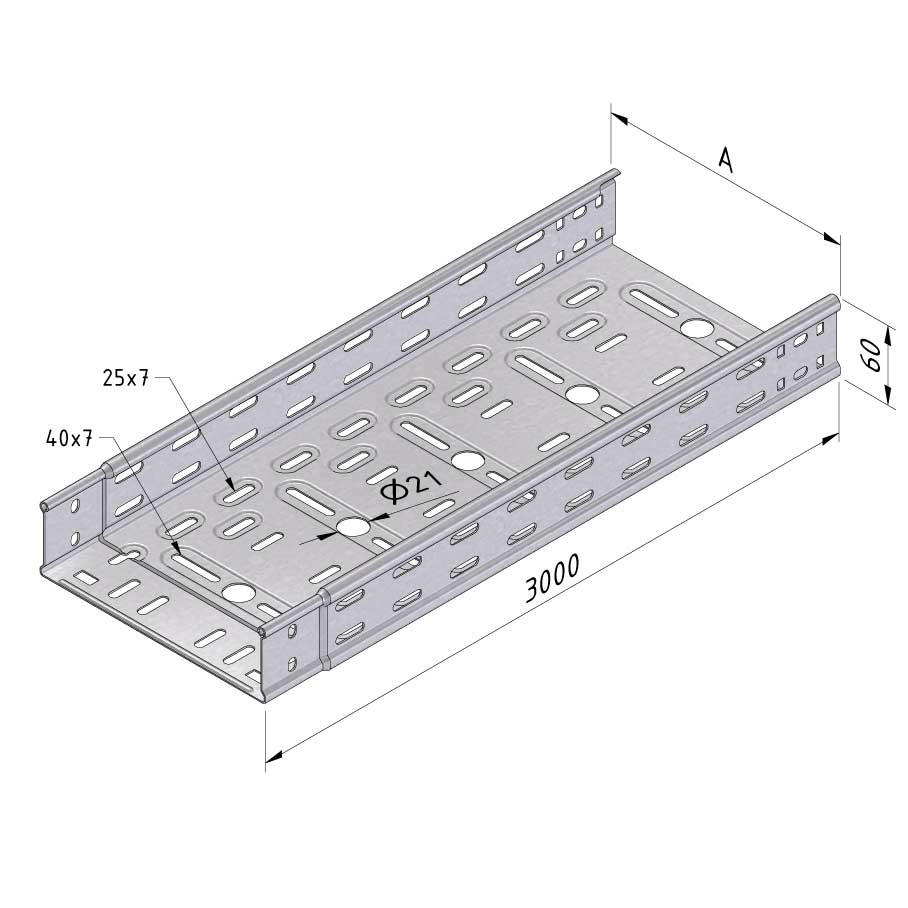
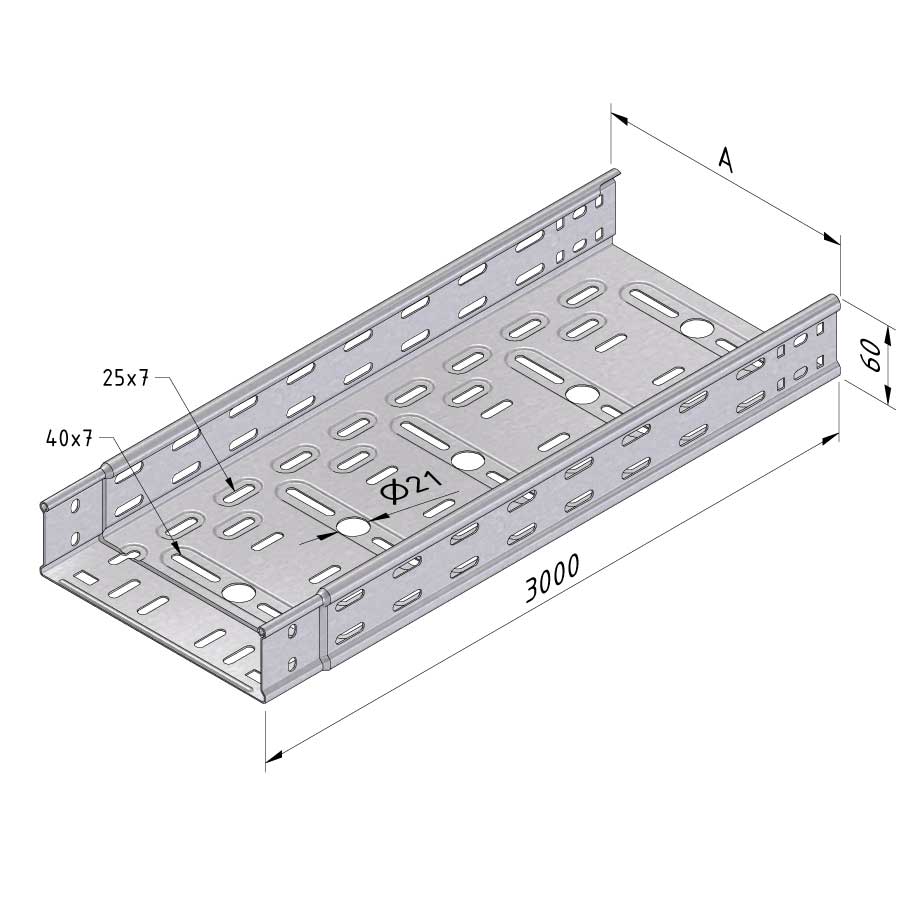
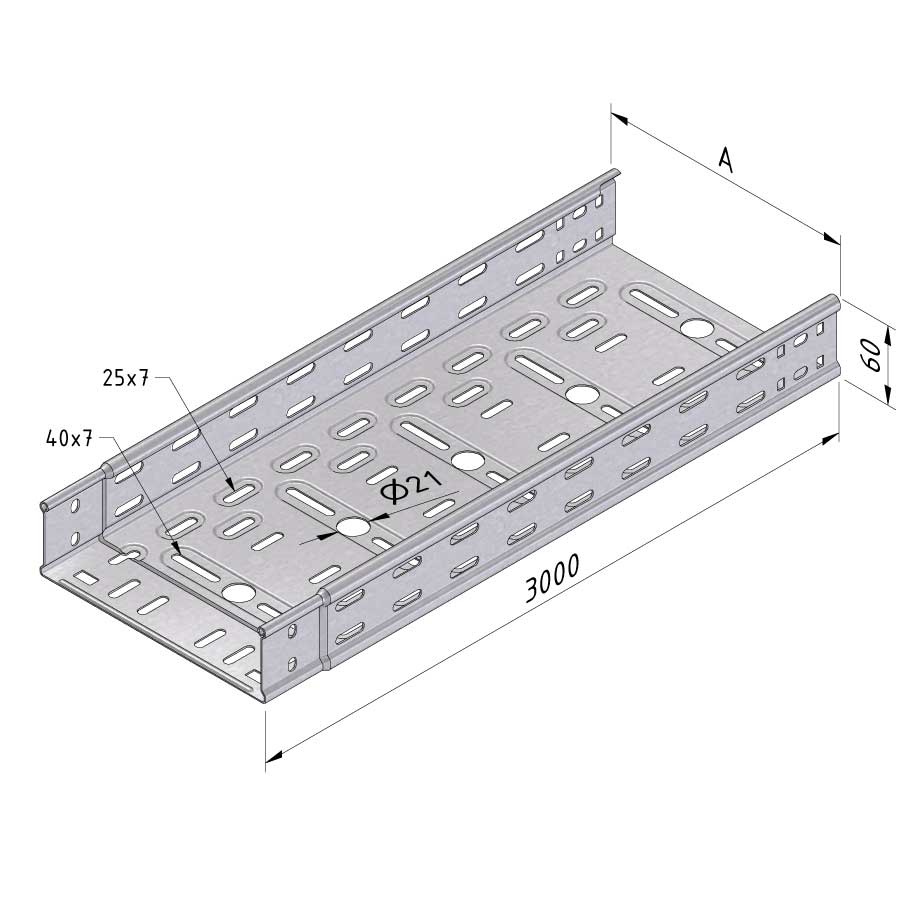
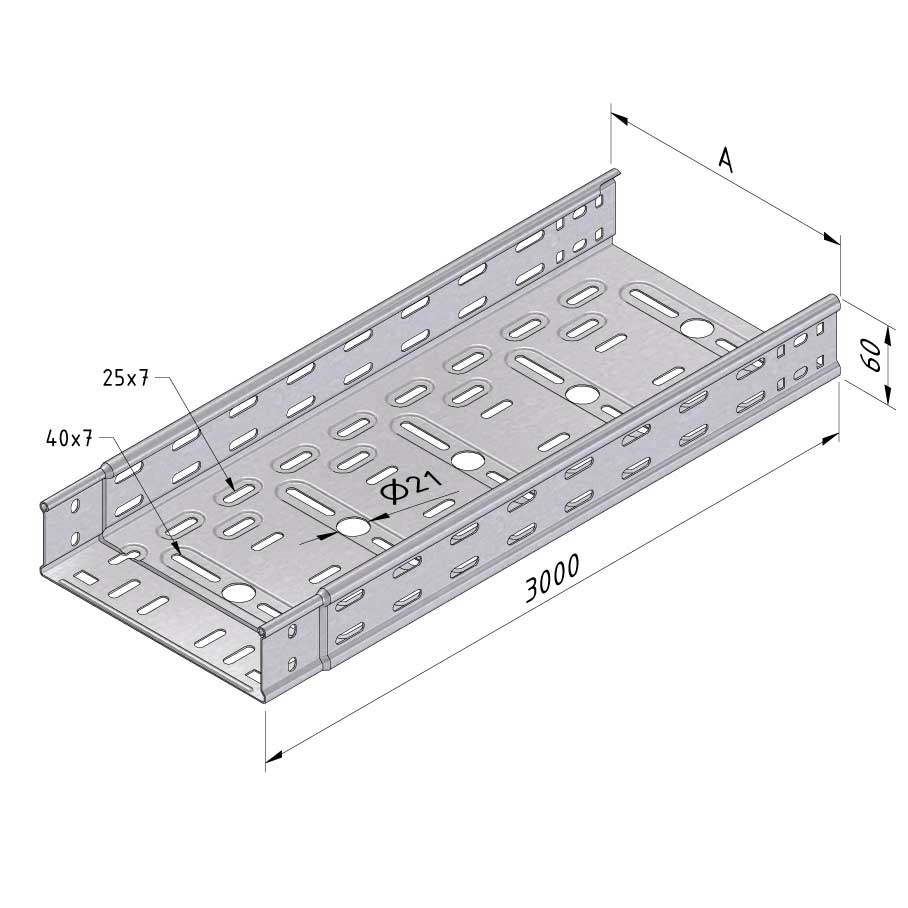
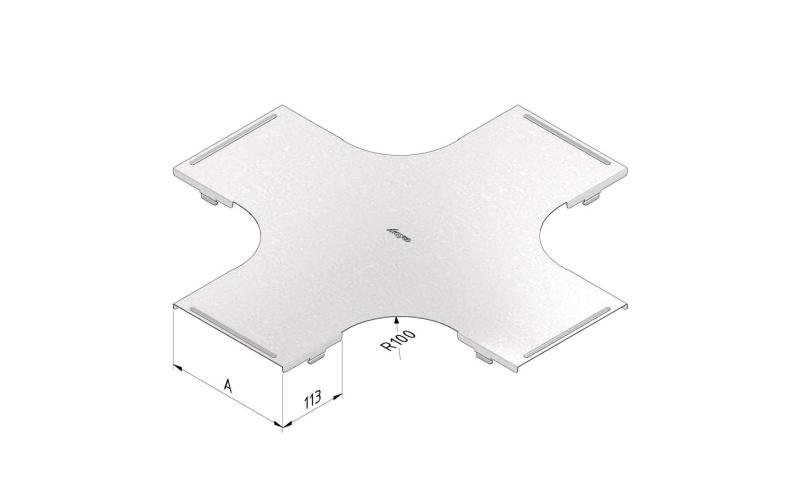
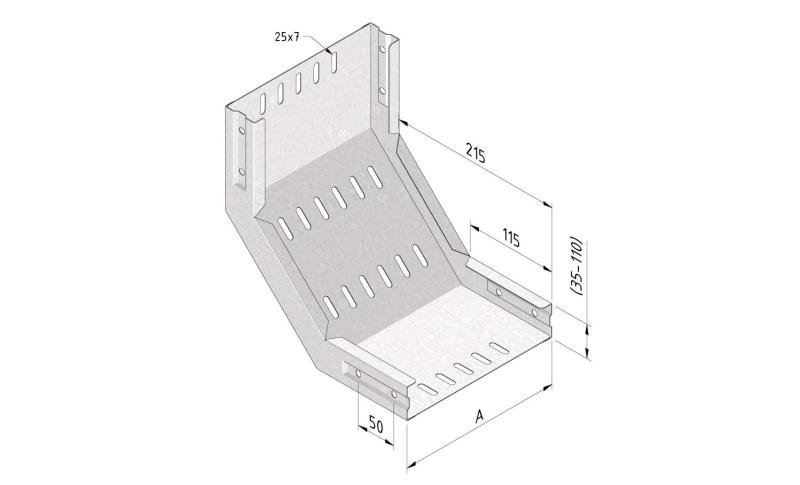
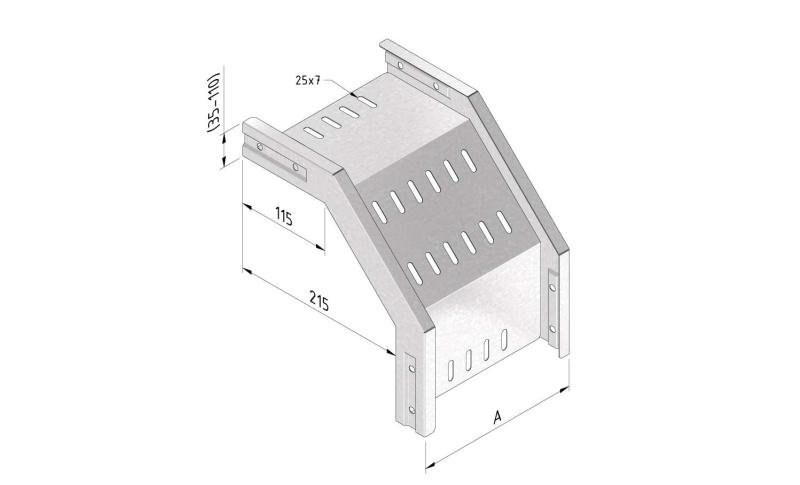
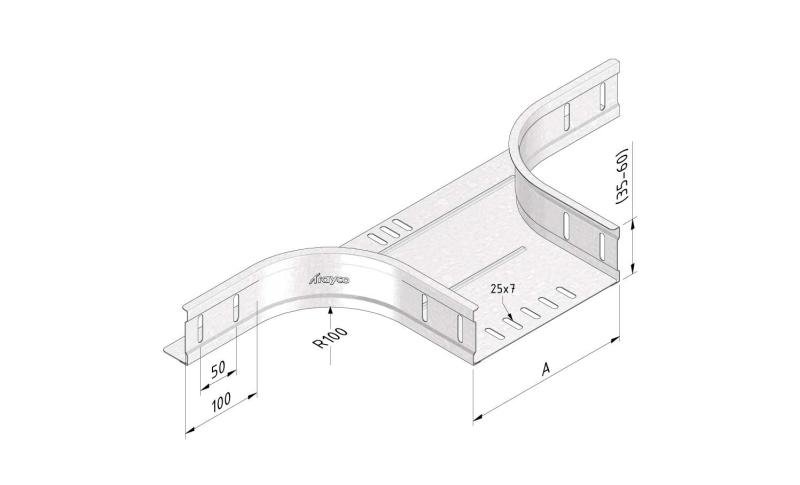
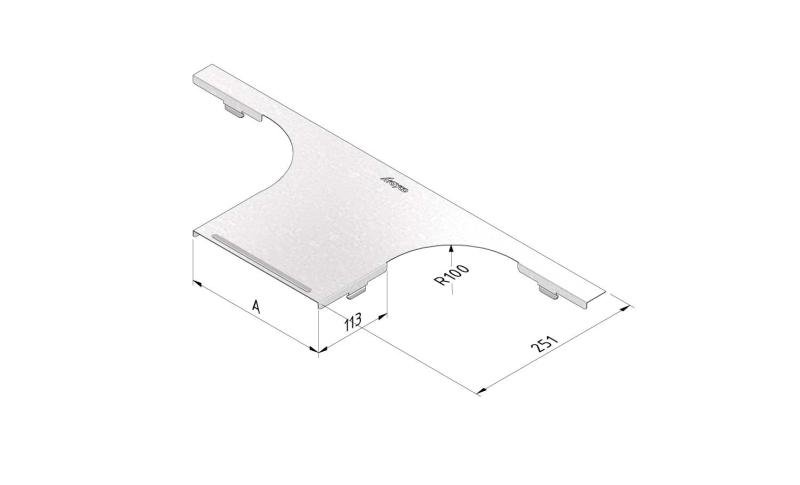
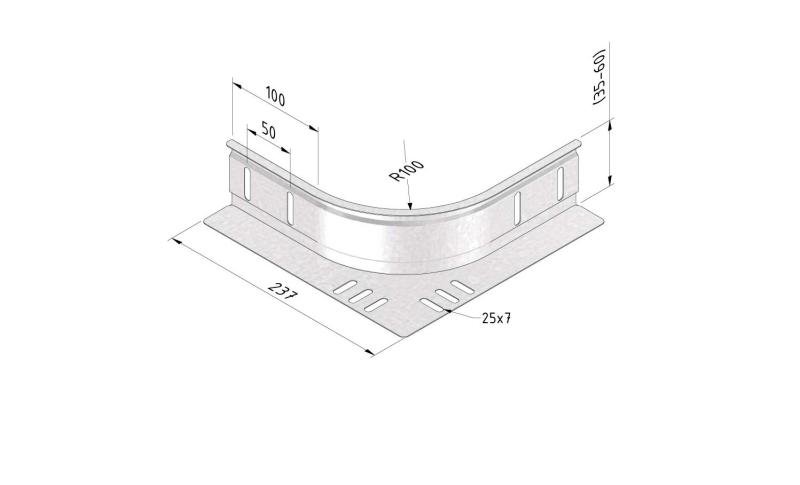
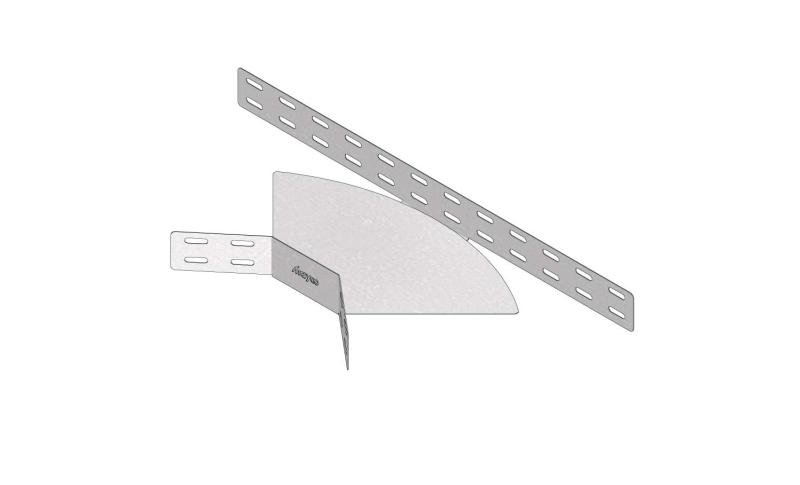
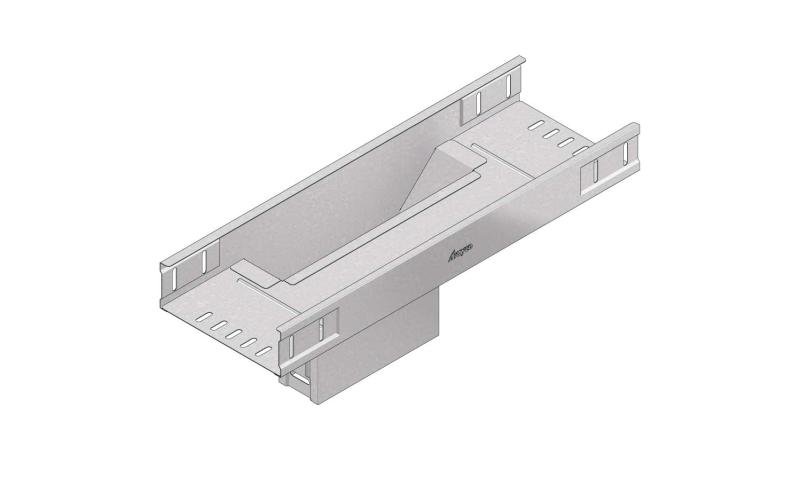
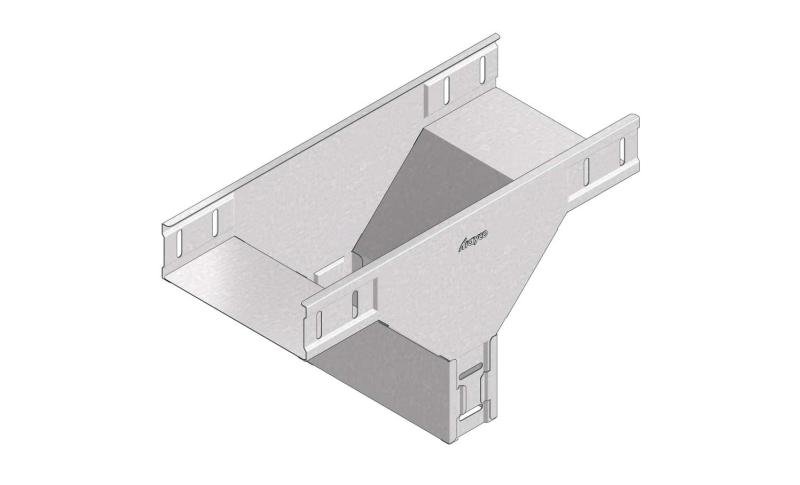
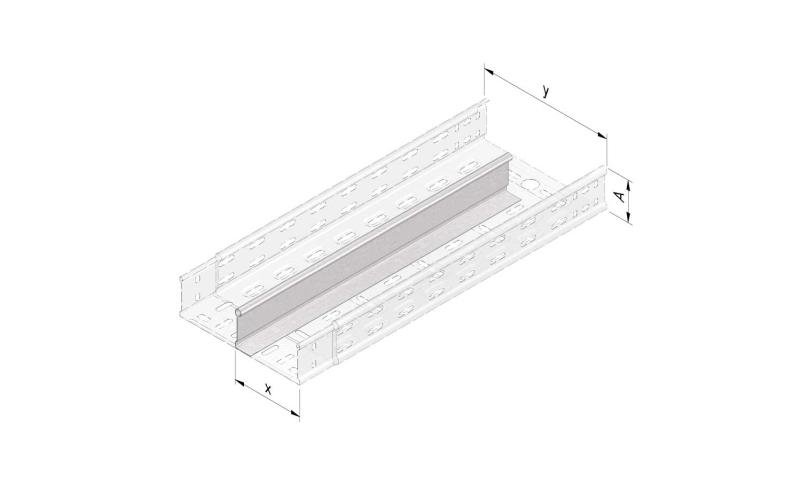
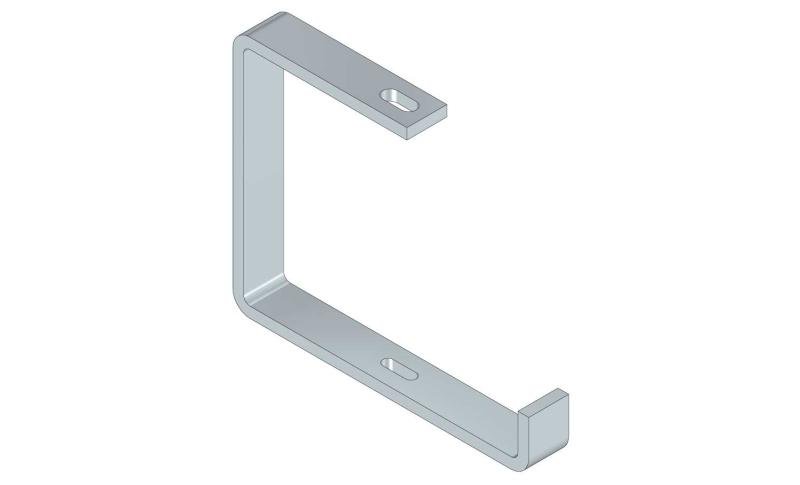
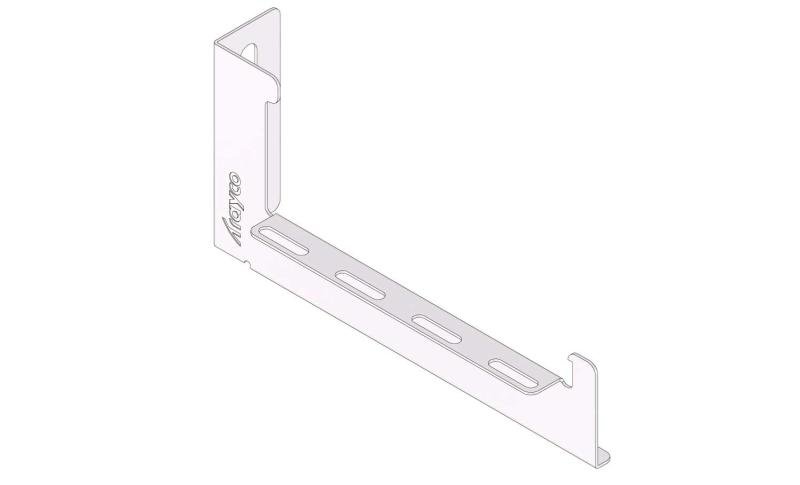
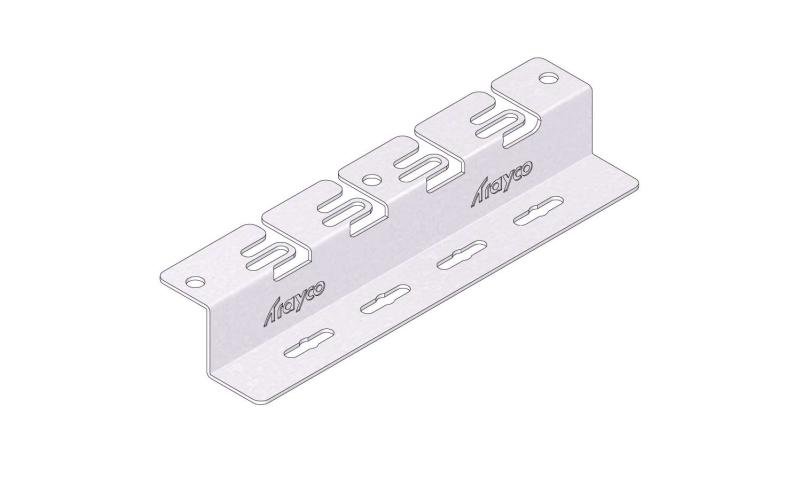
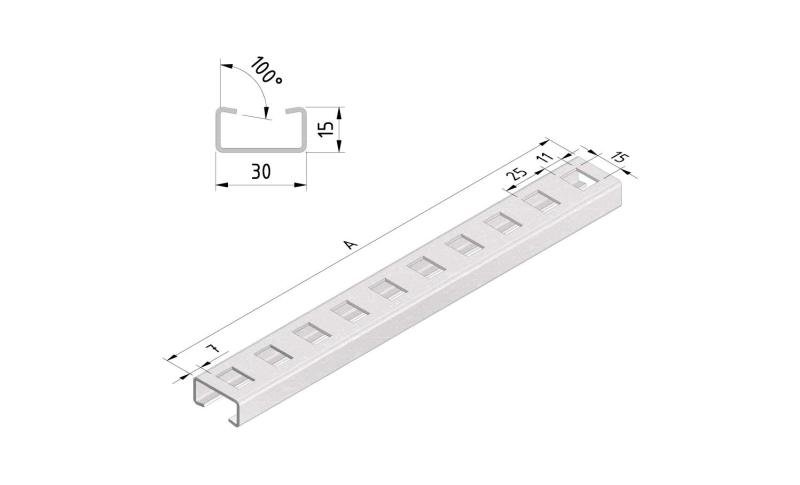
Chemin de câbles emboîtable
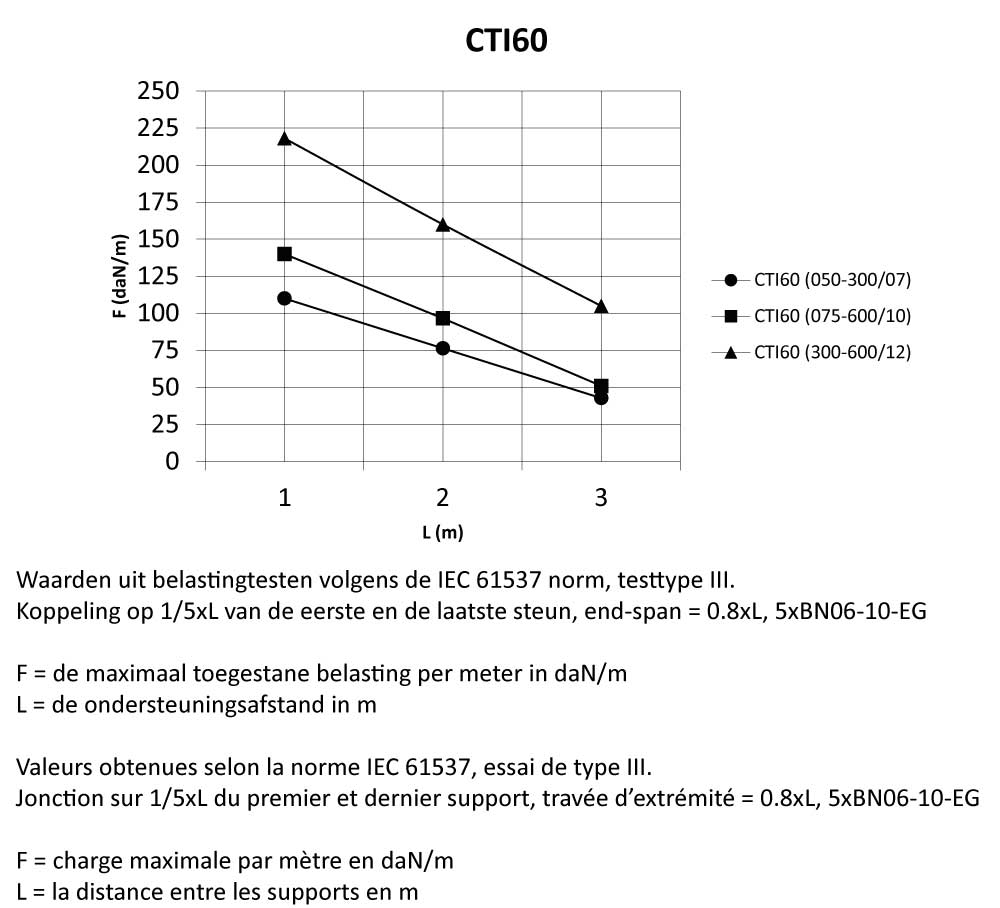
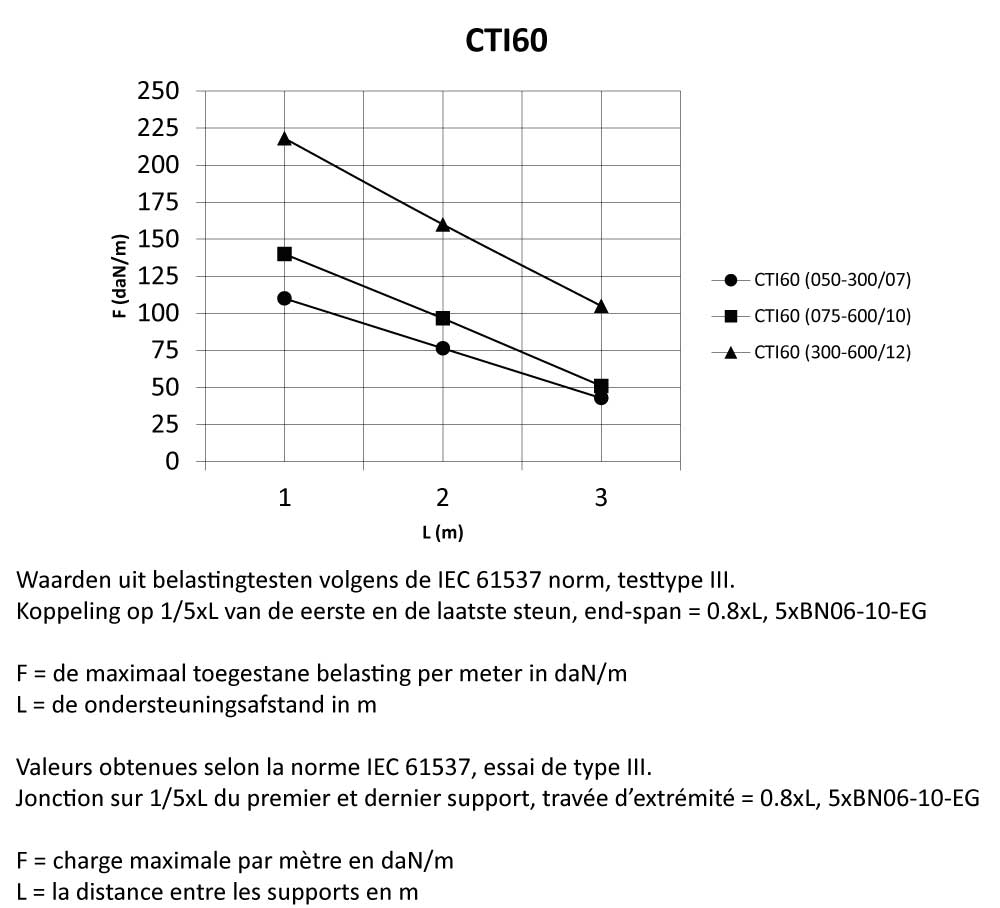
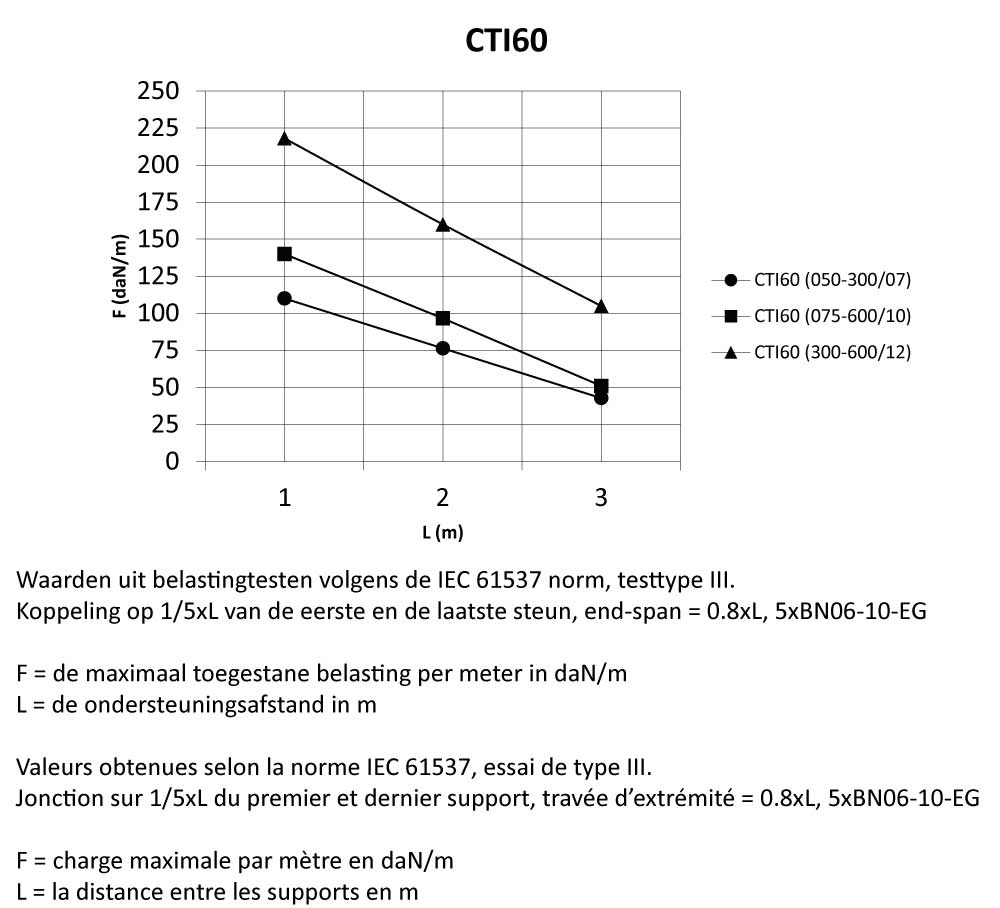
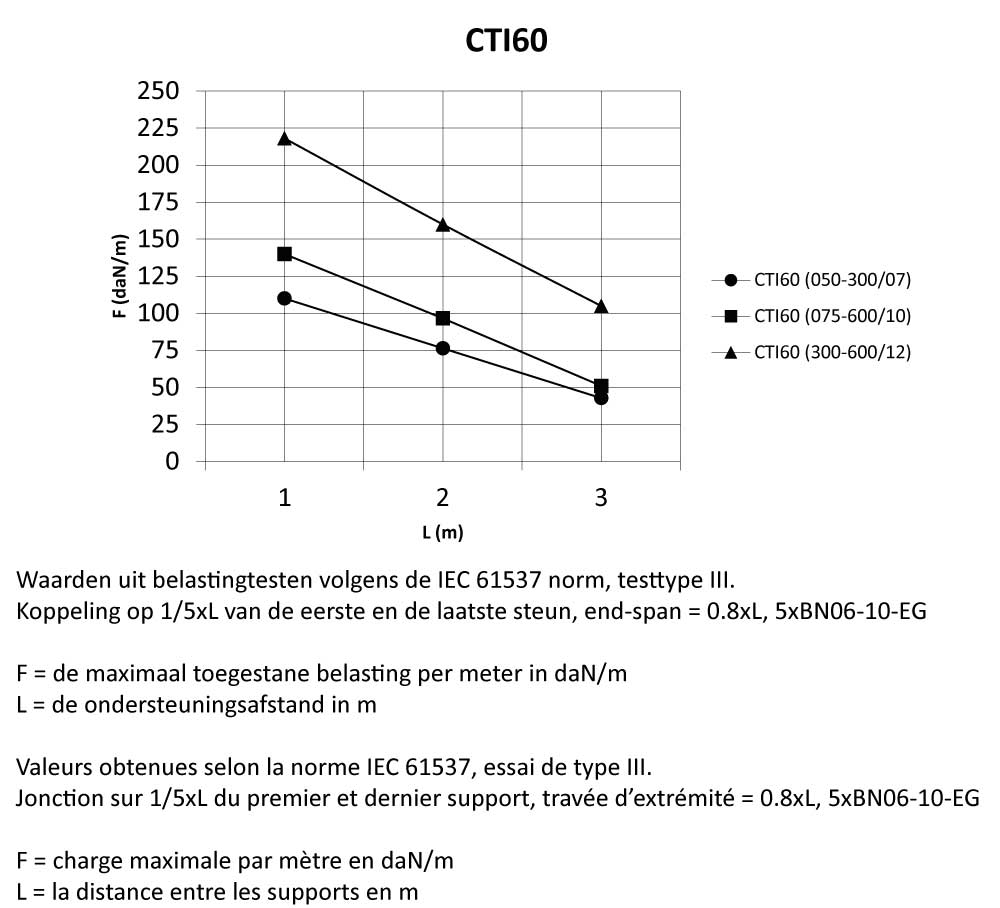
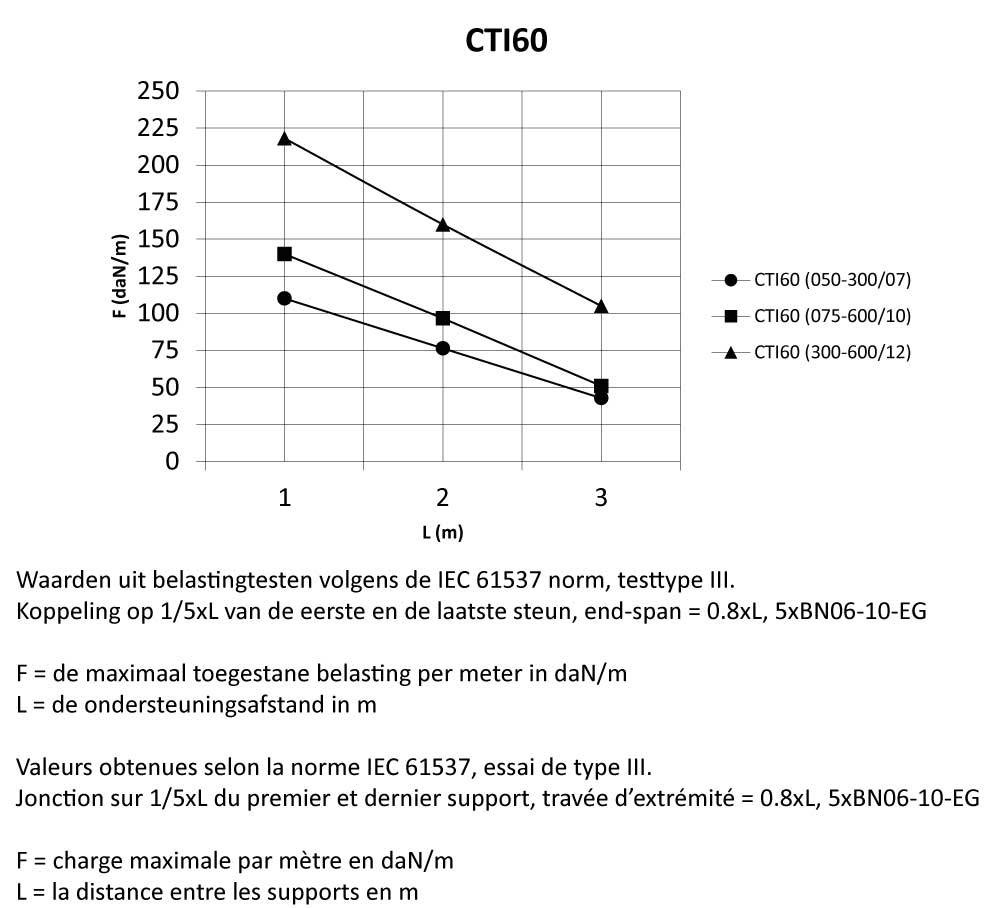
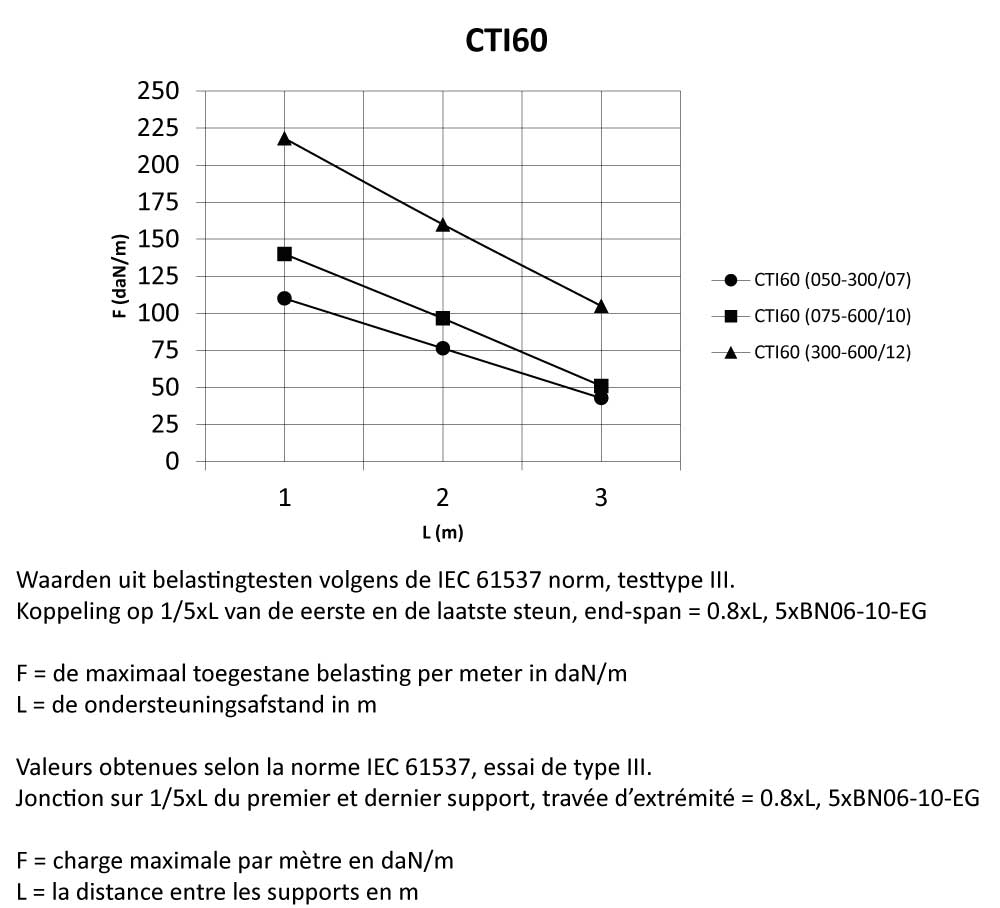
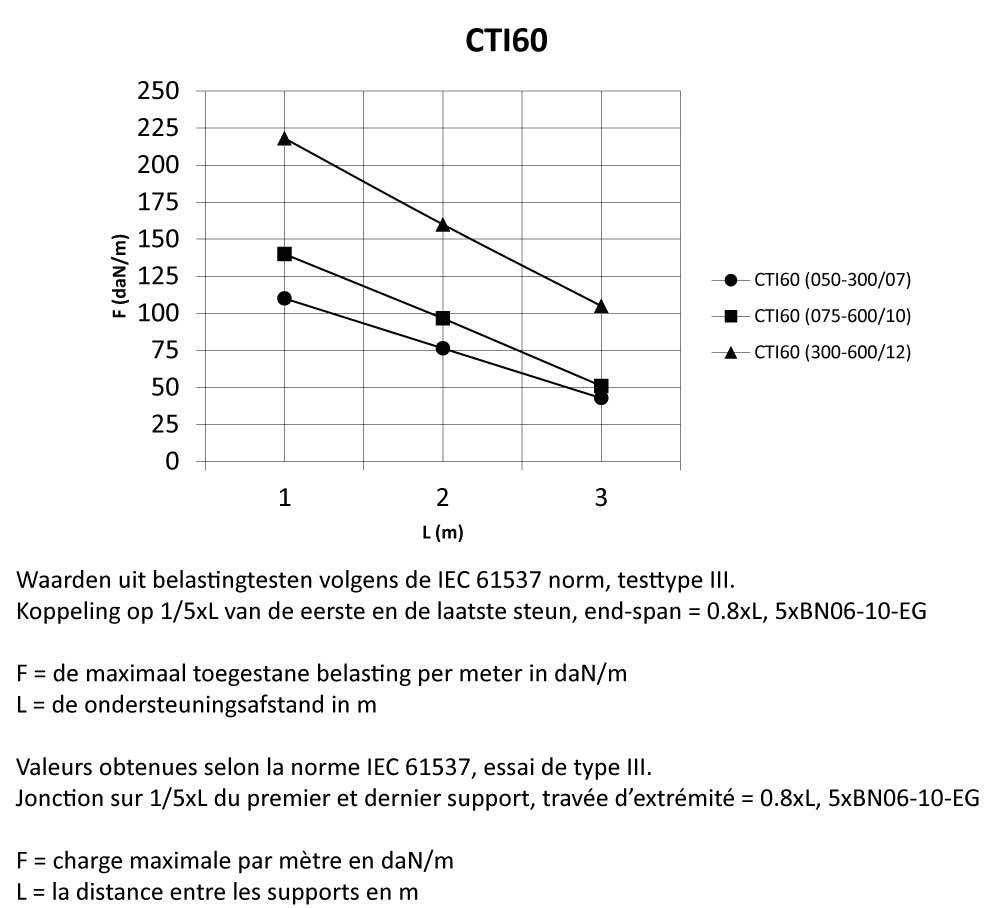
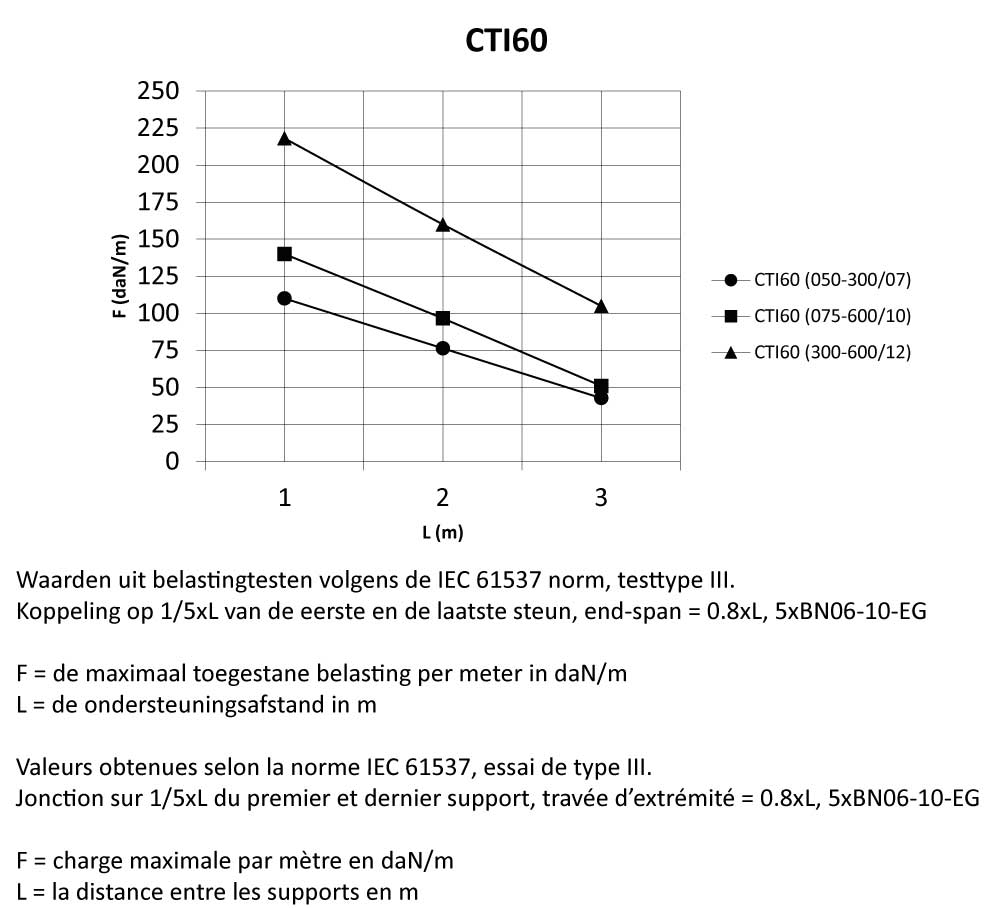
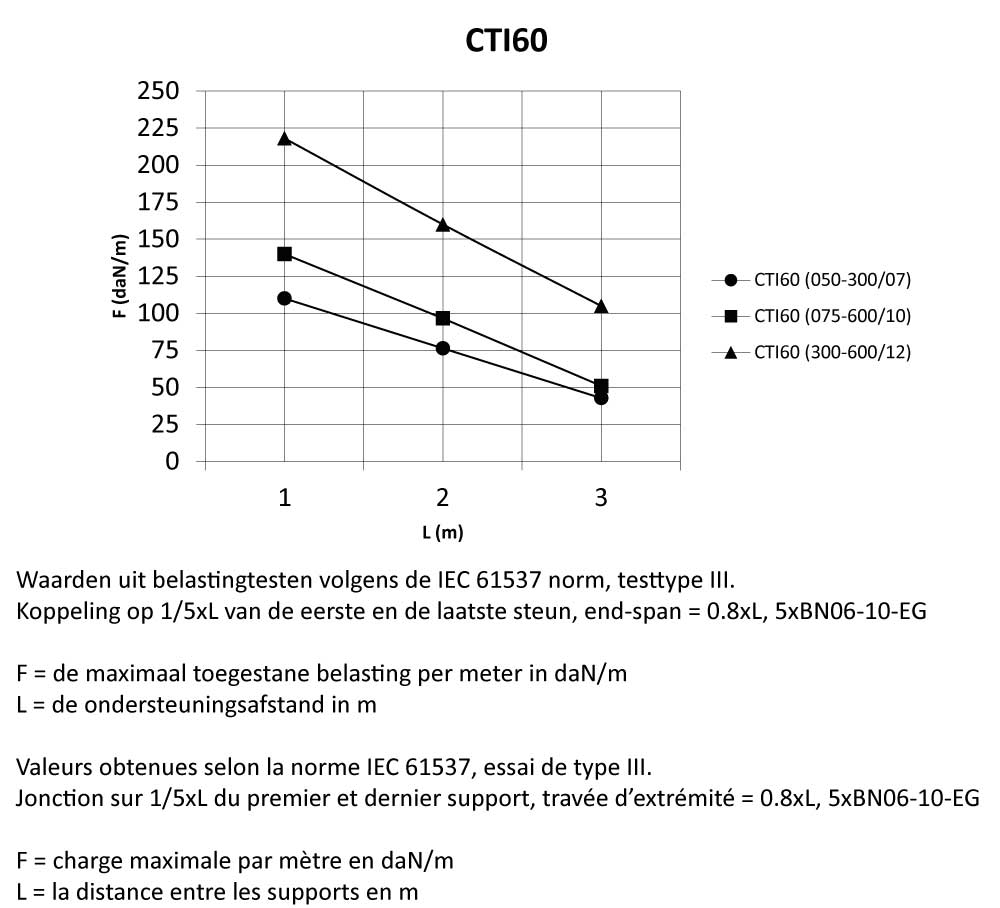
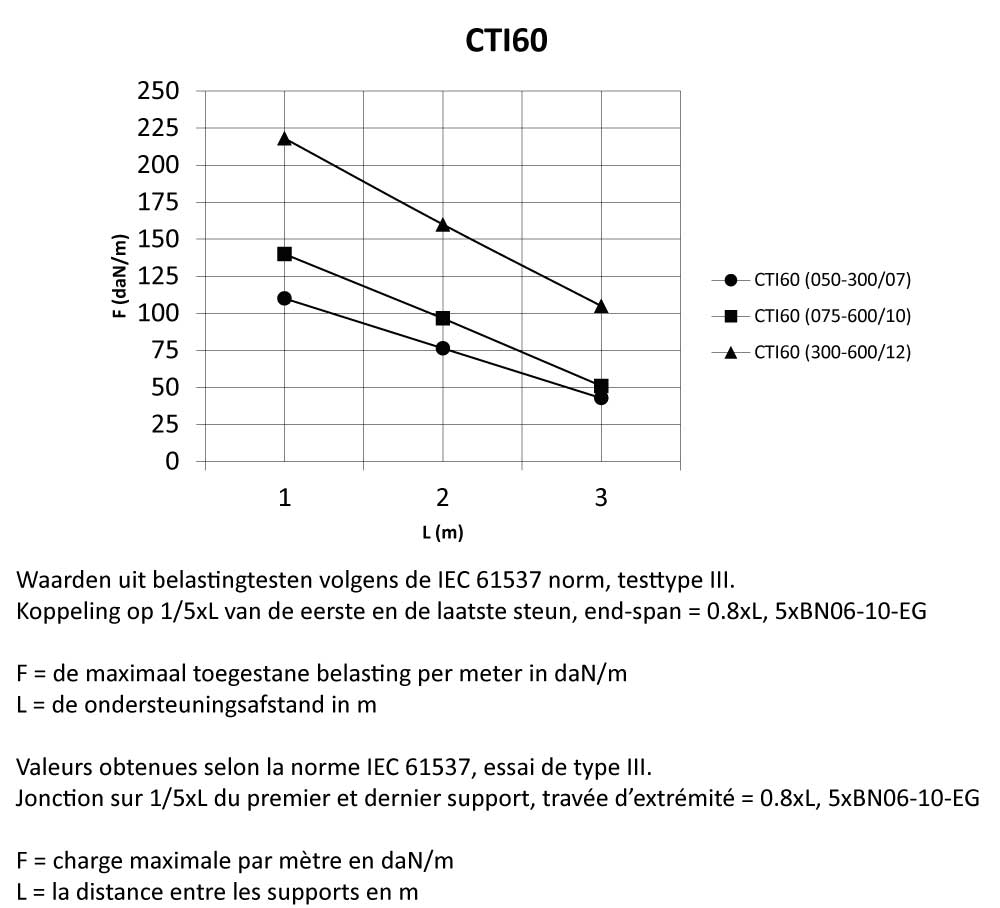
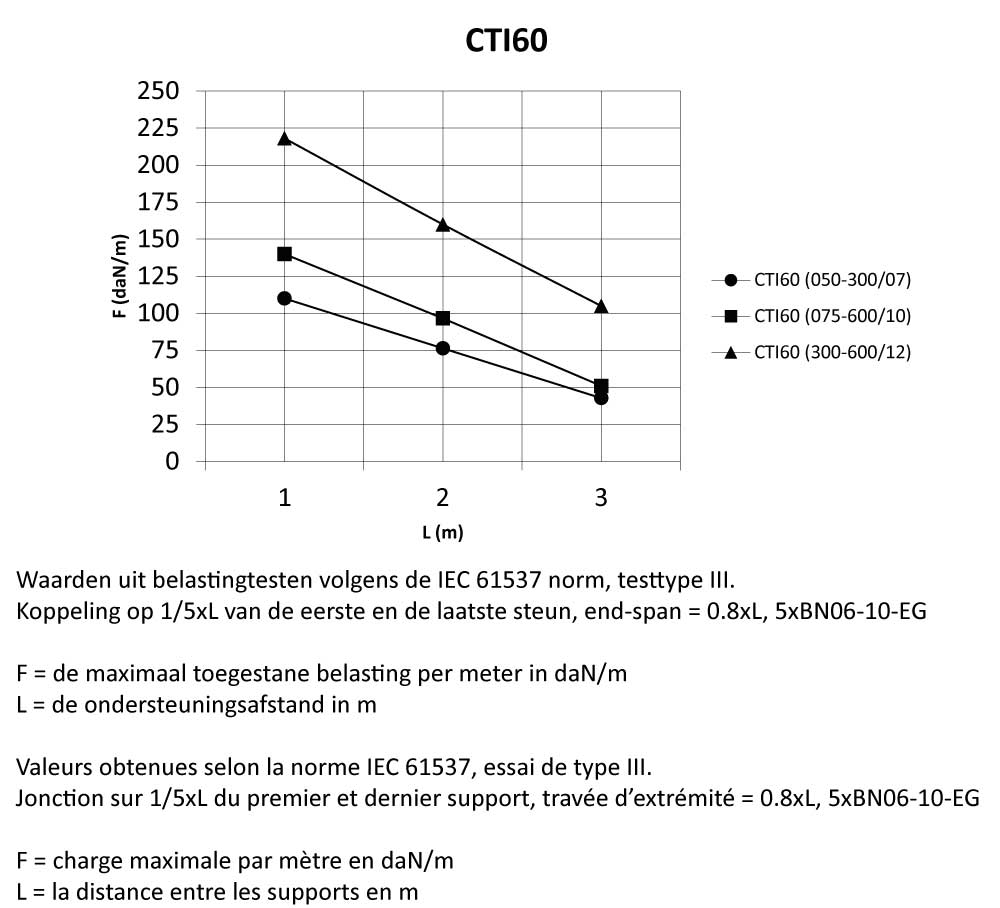
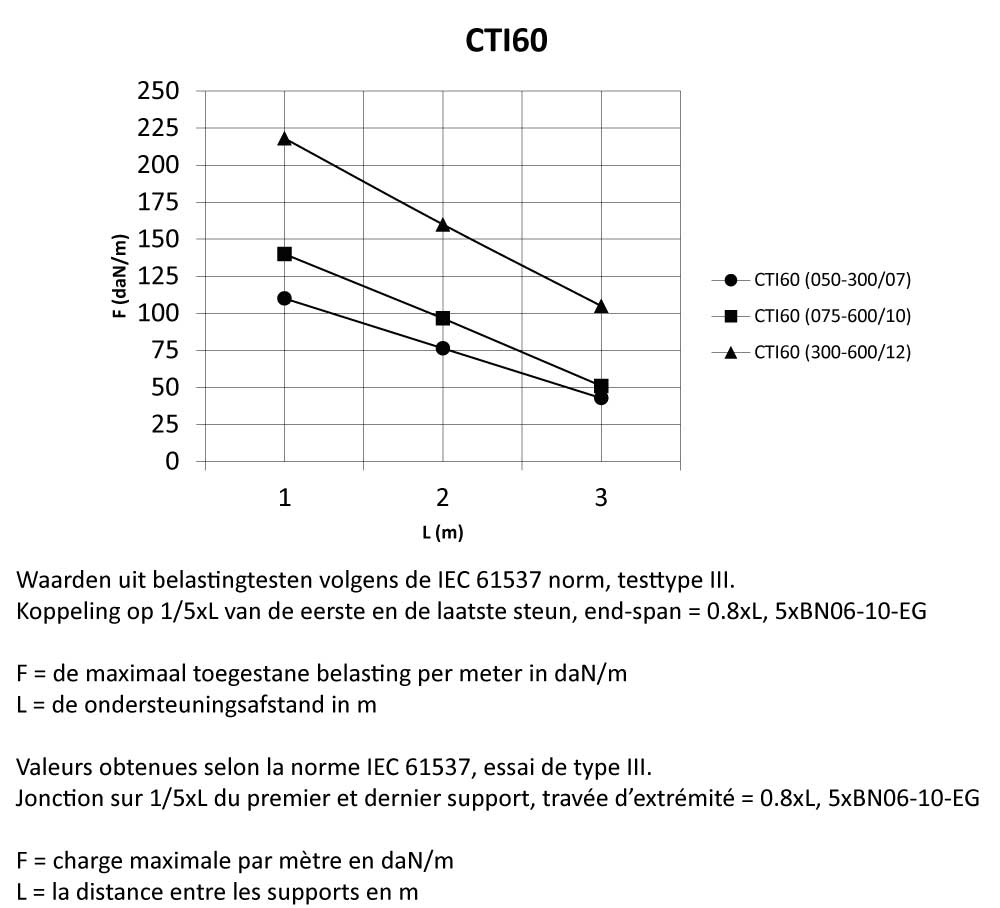
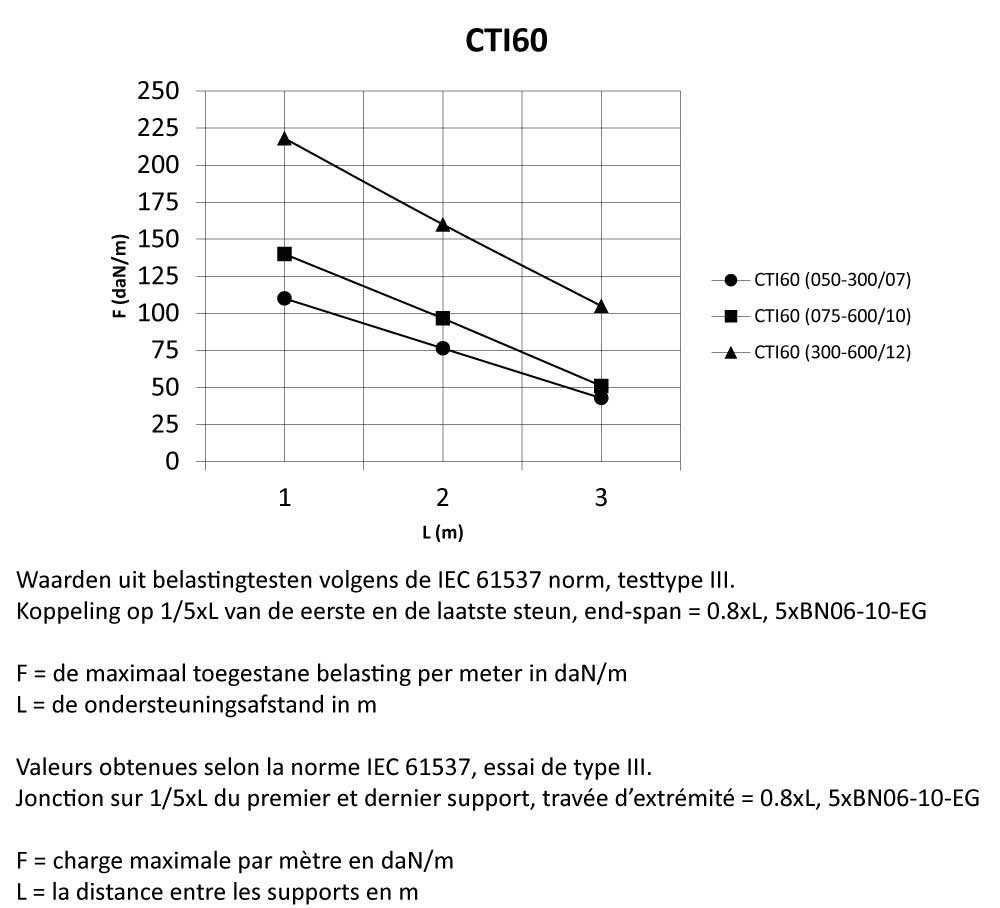
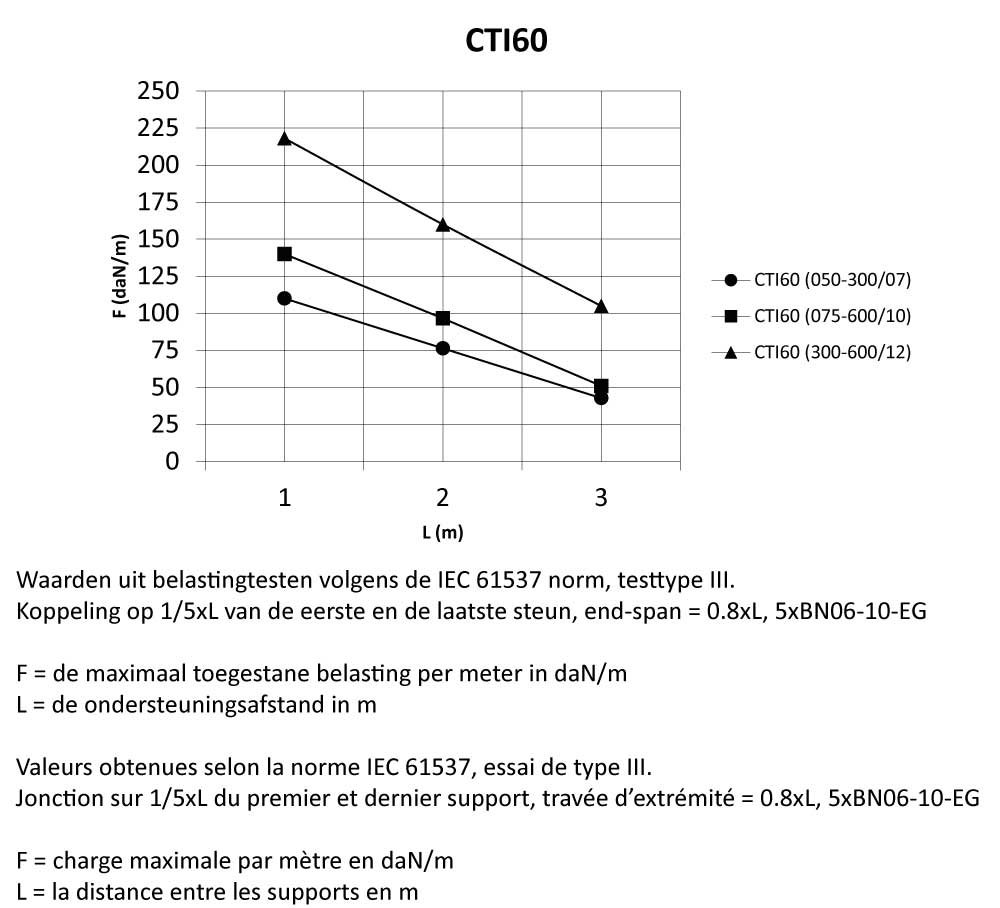
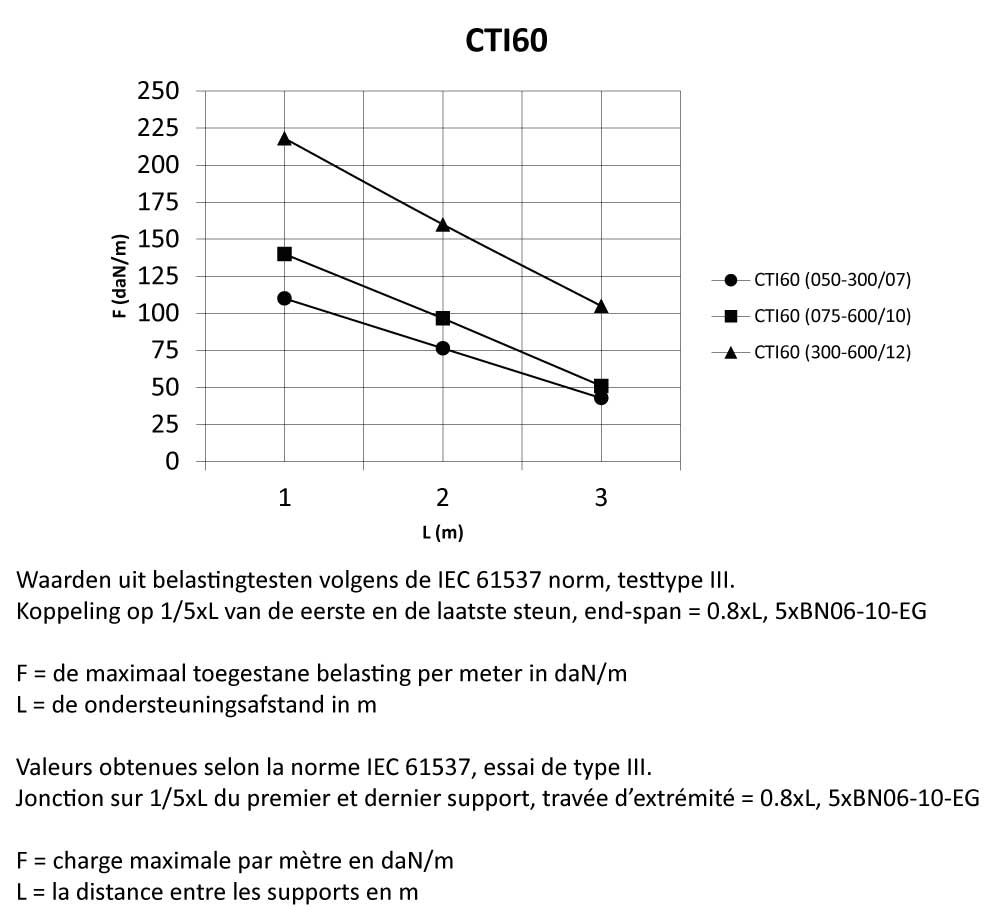
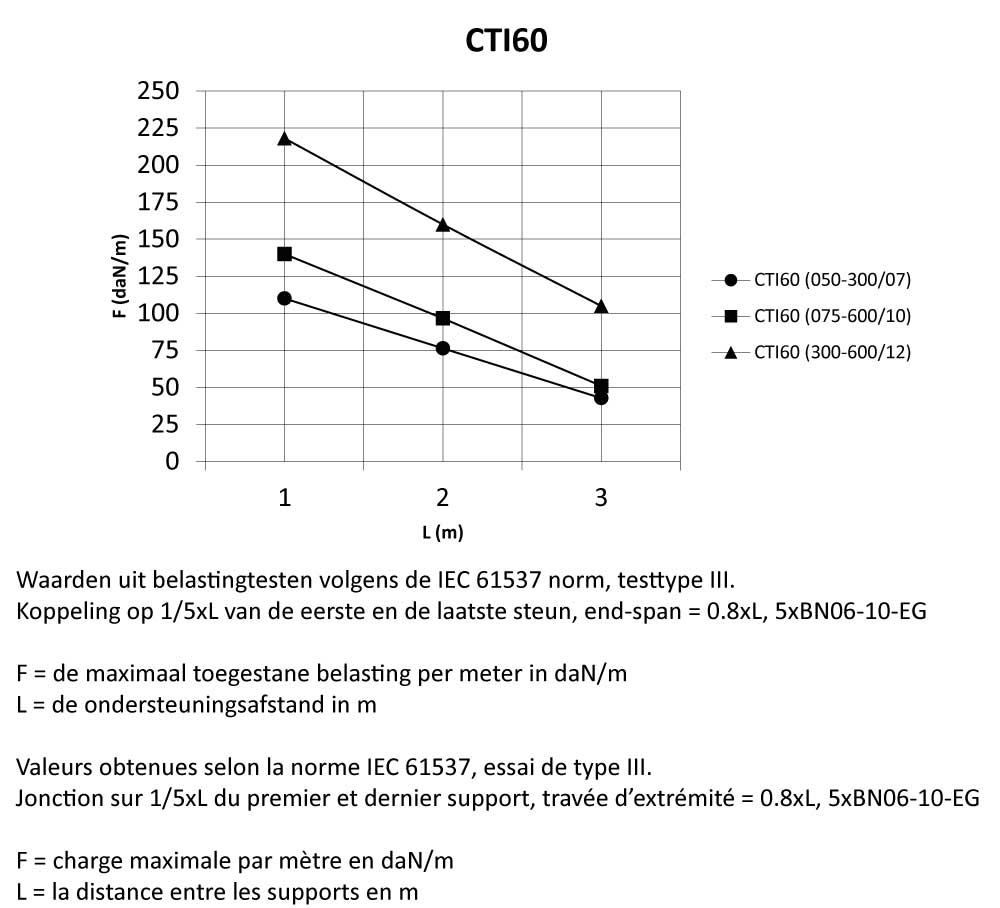
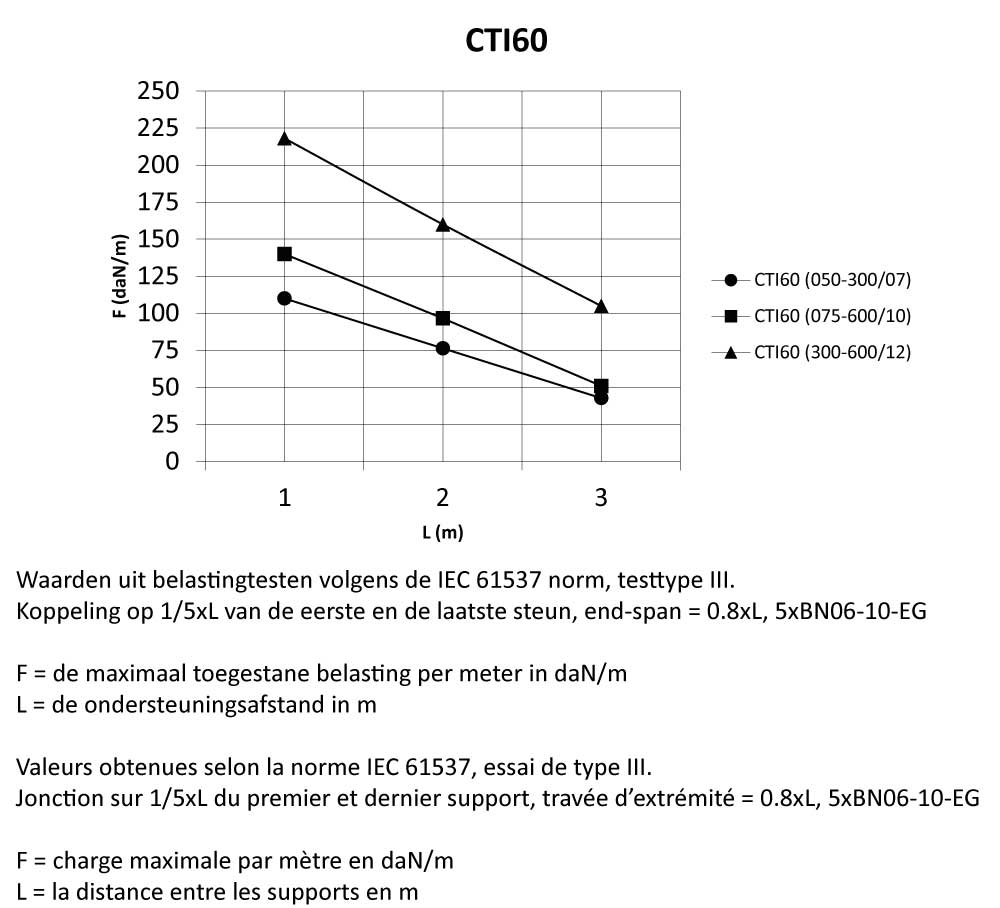
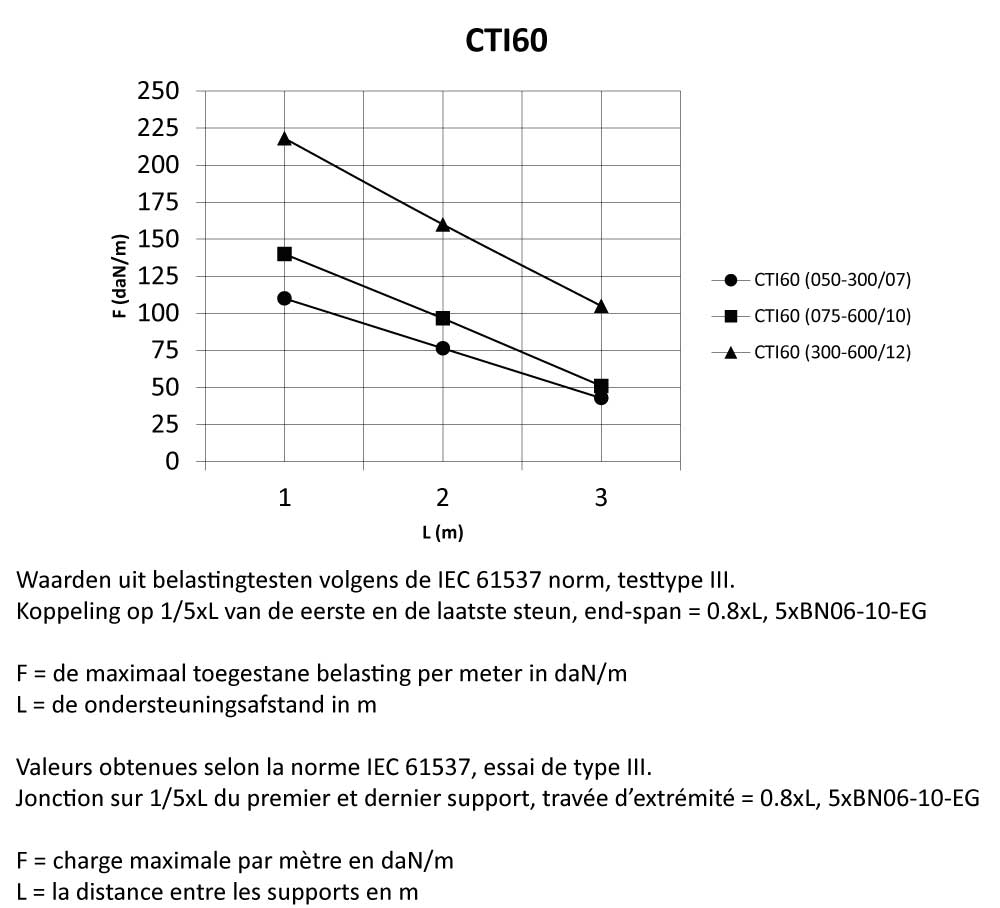
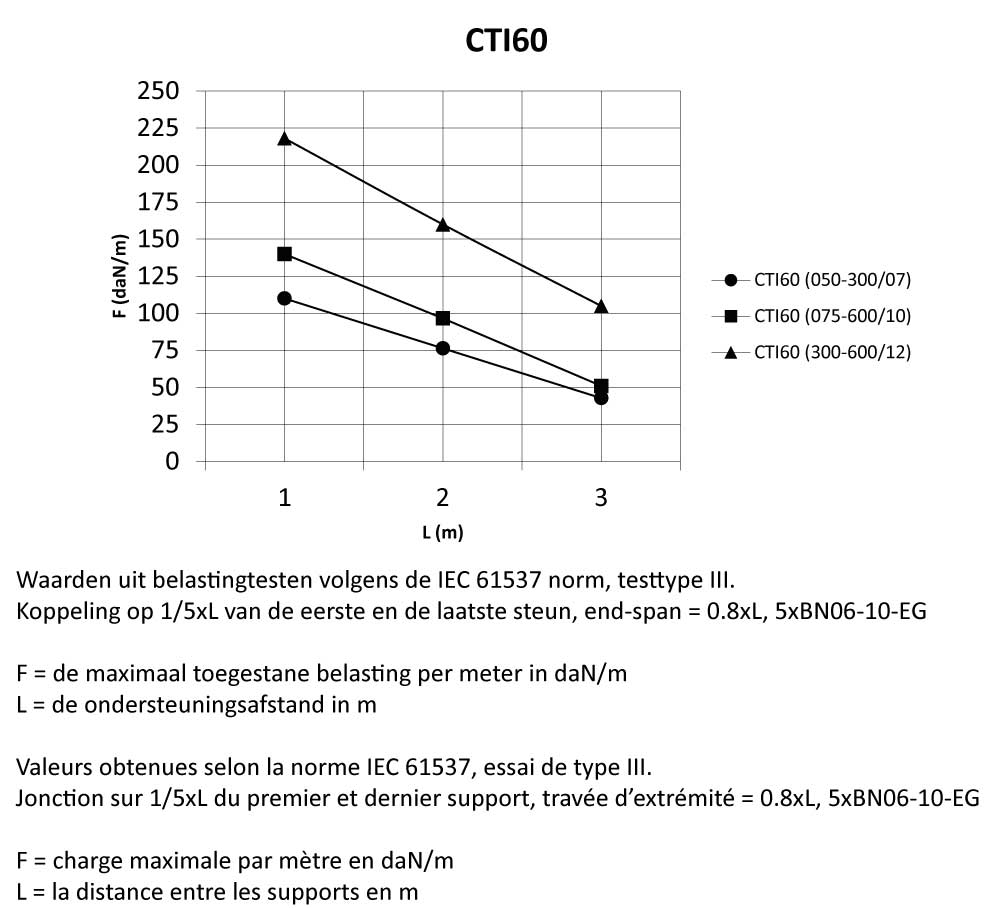
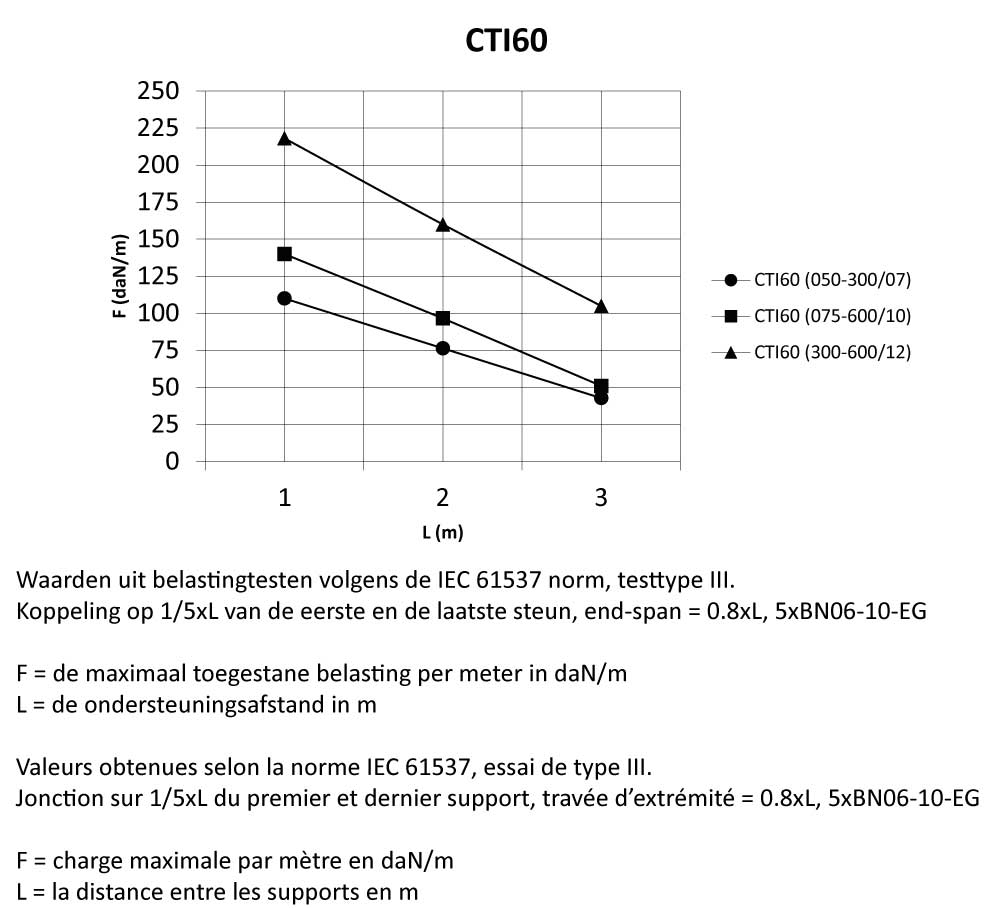
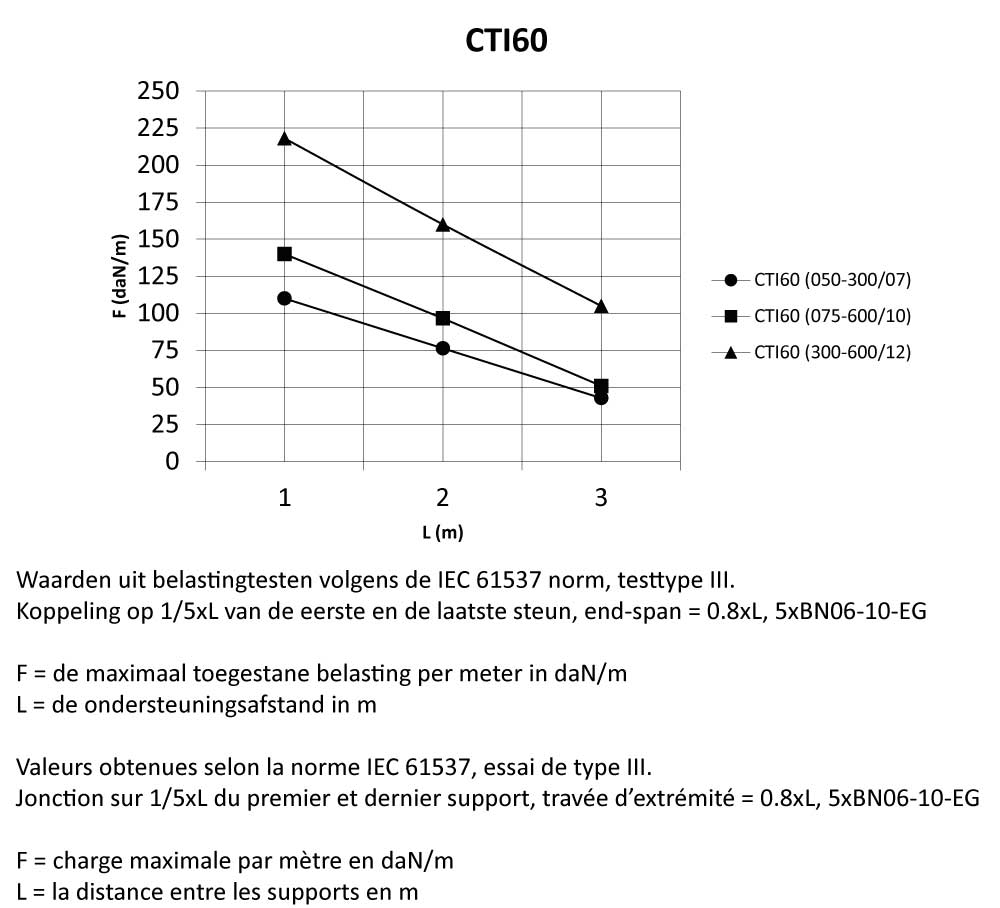
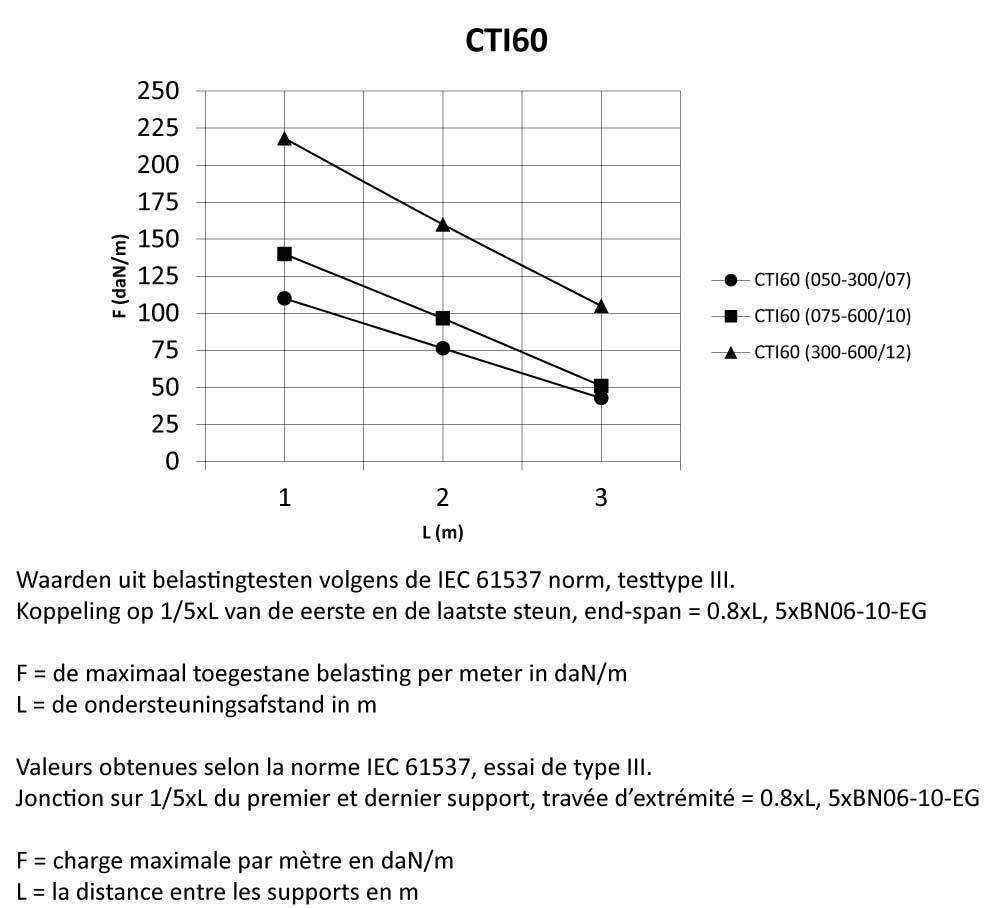
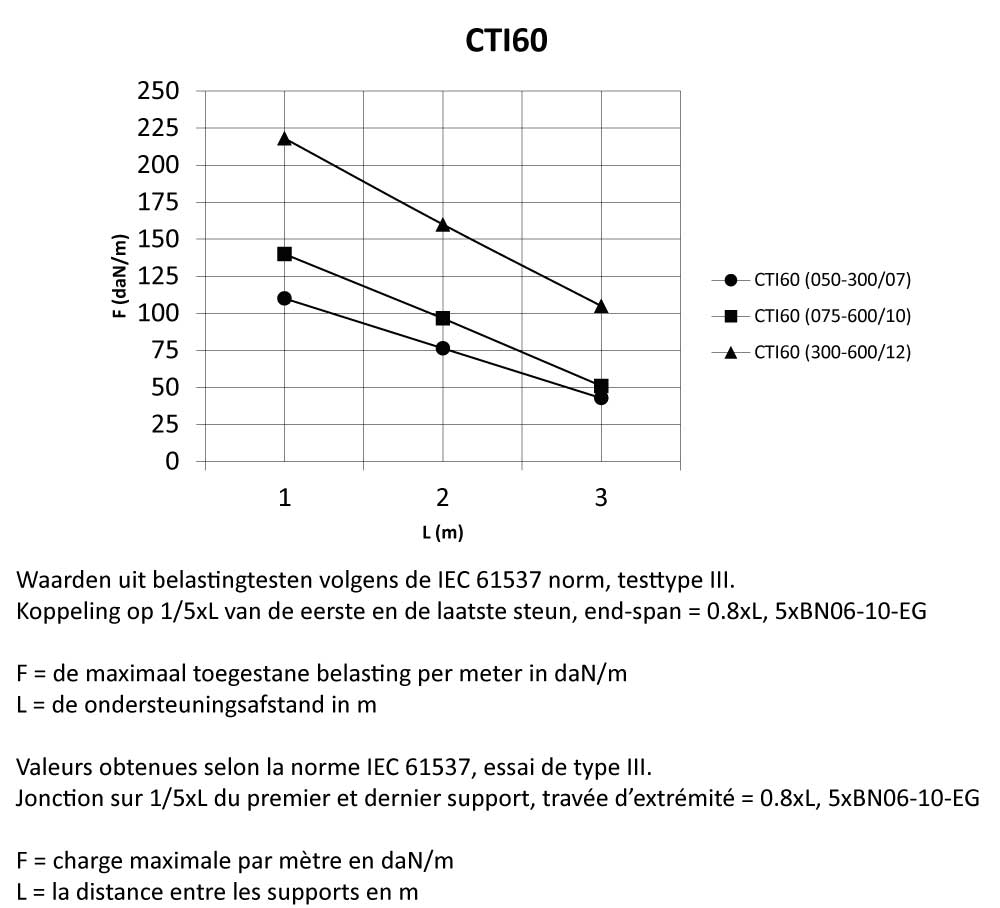
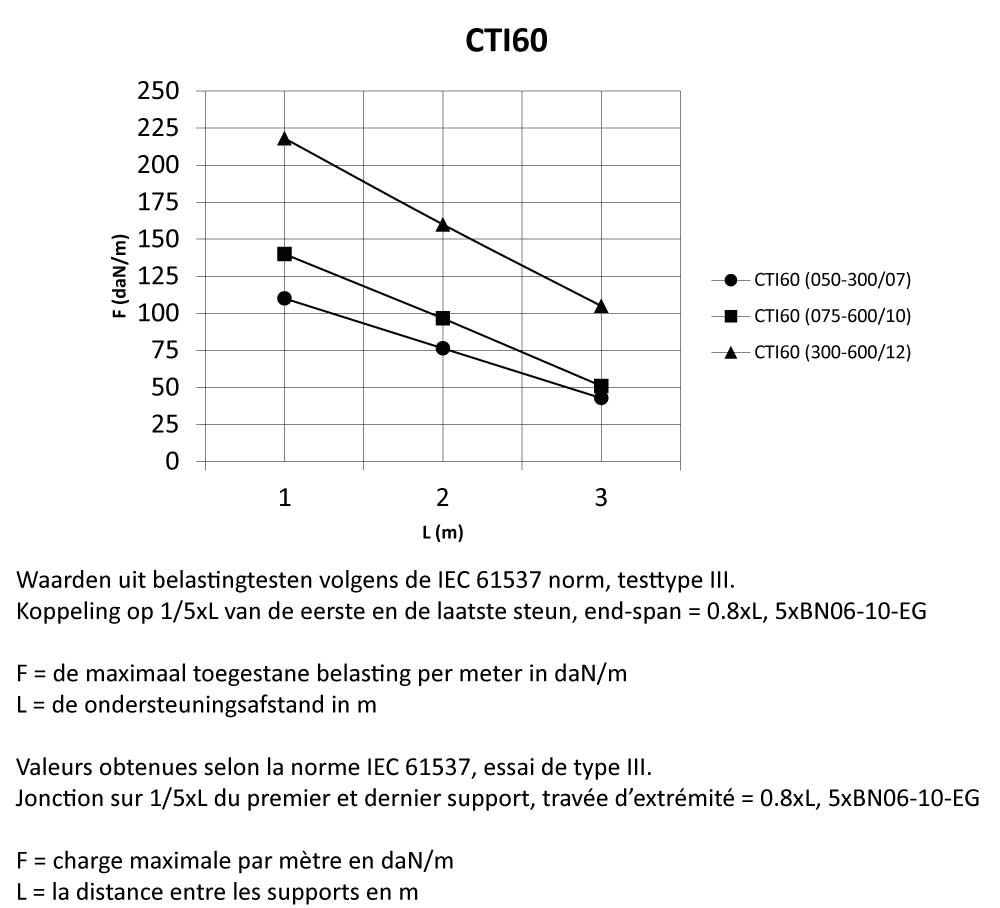
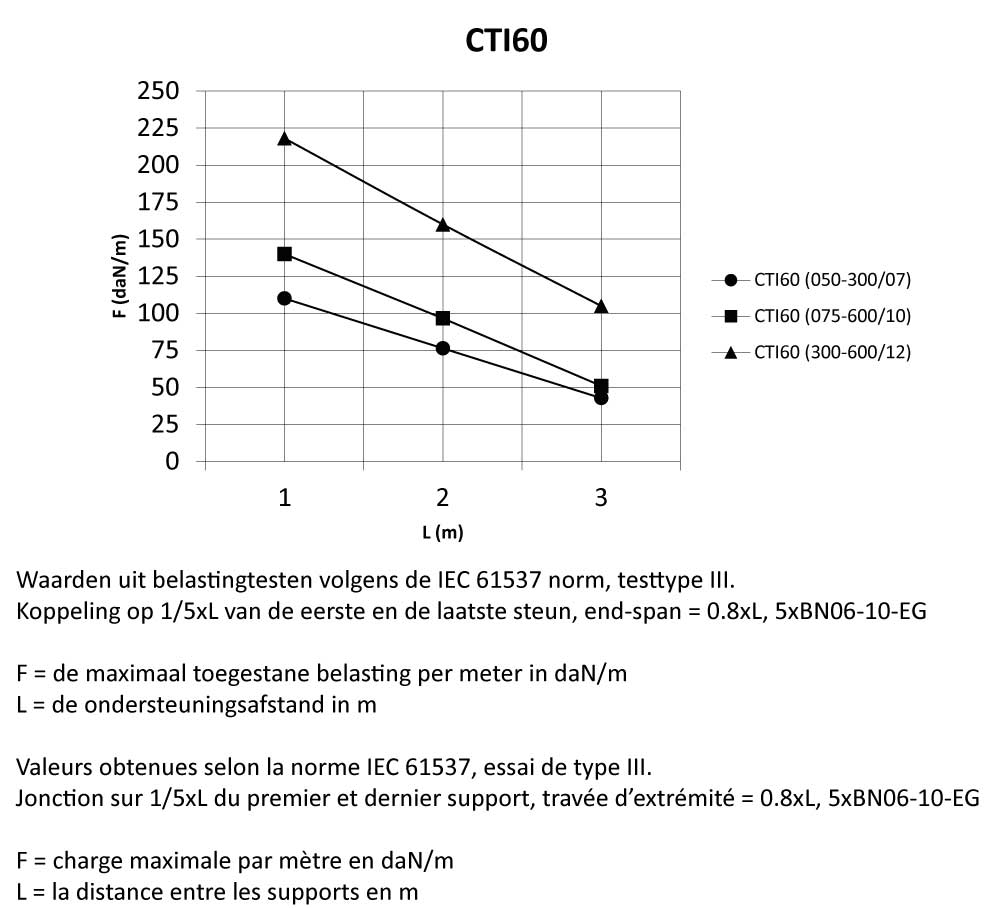
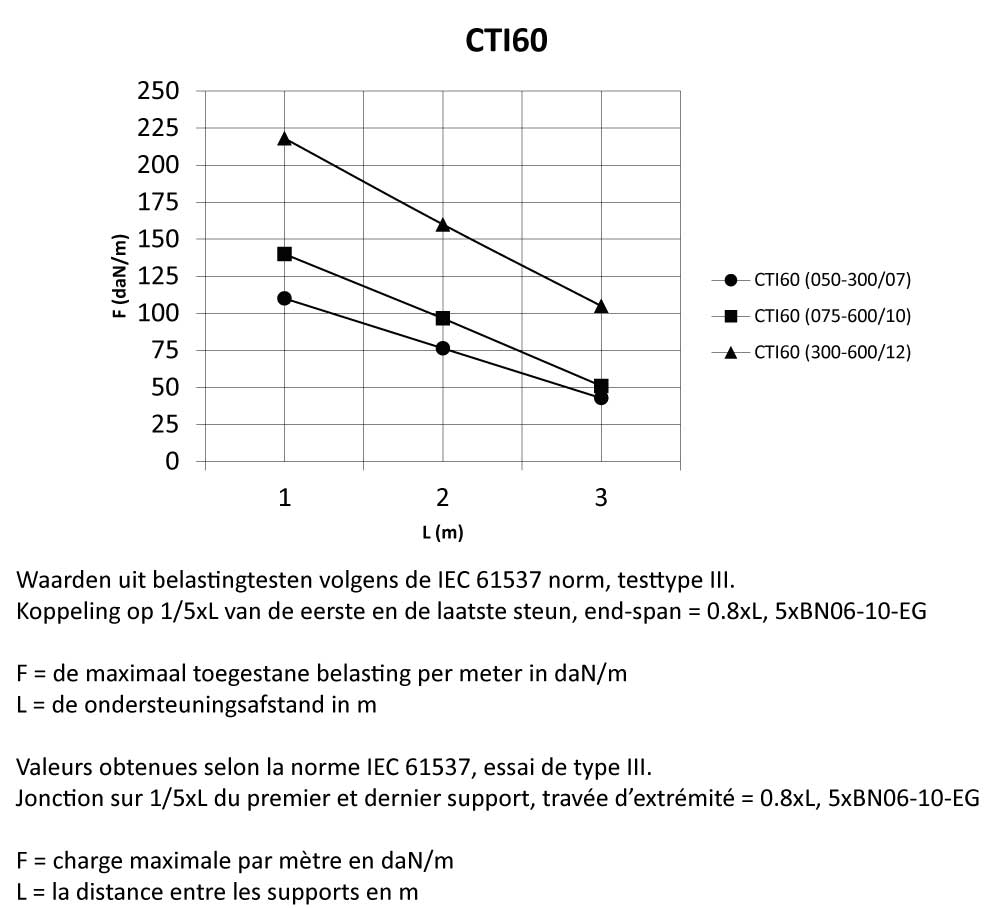
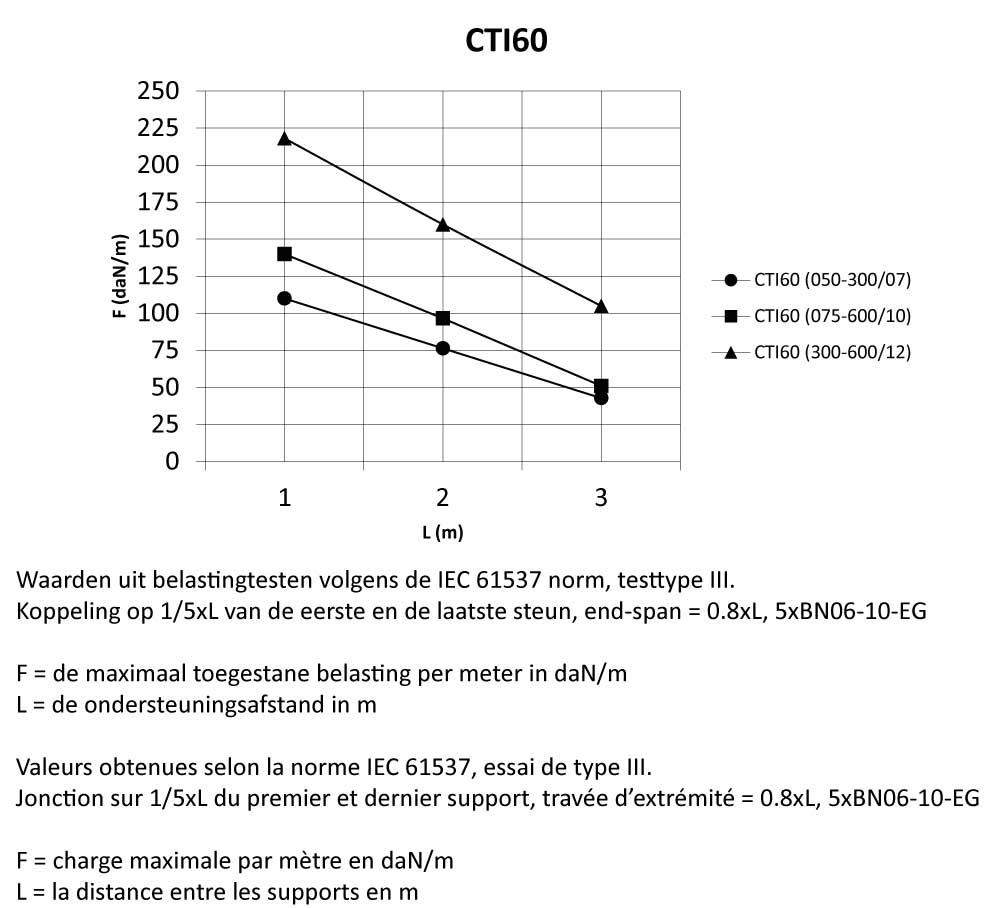
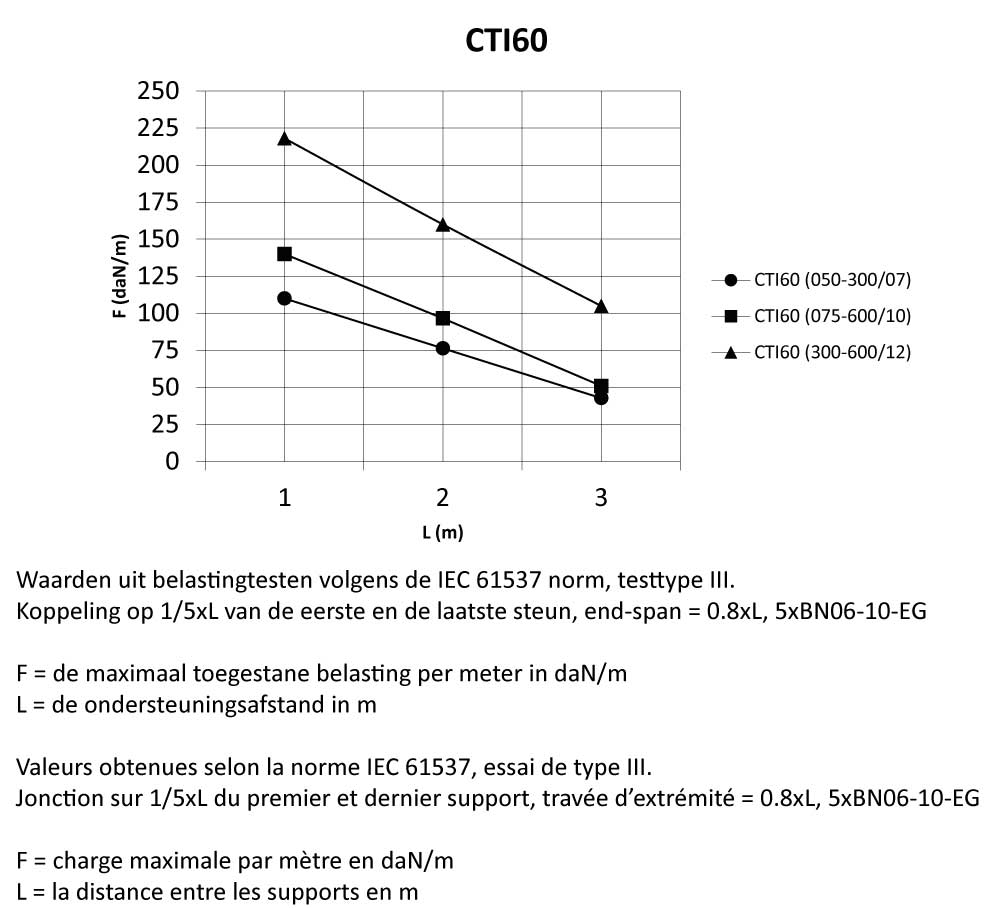
CTI60


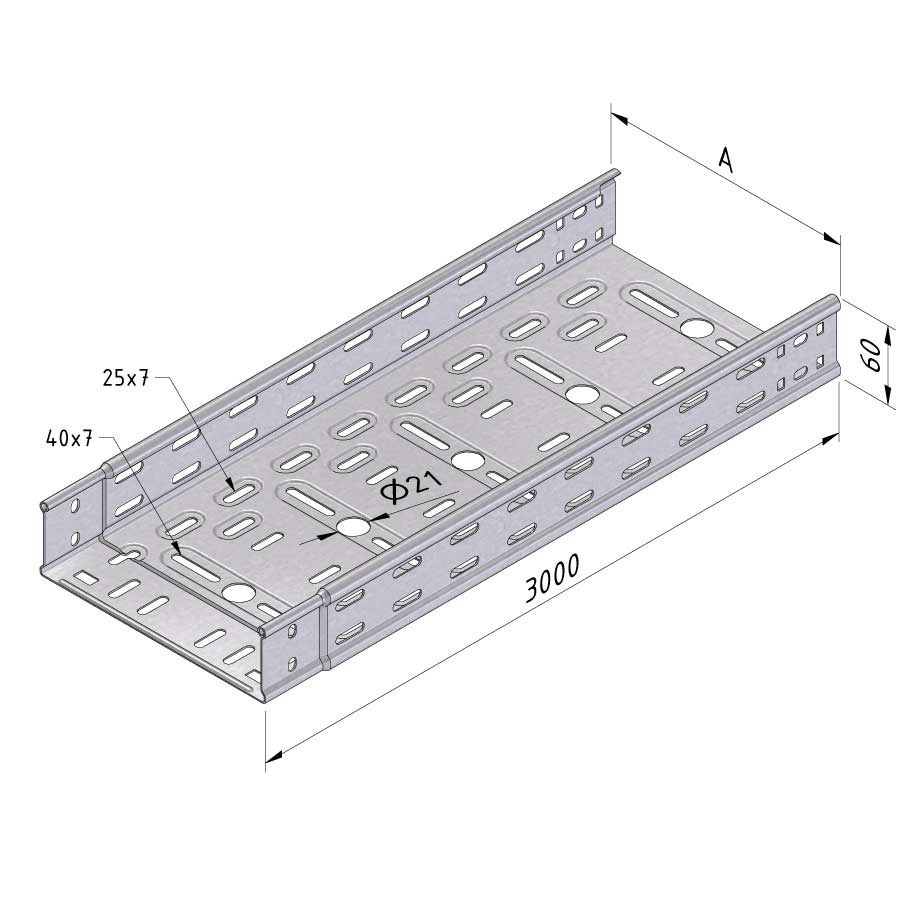

Chemin de câbles emboîtable
CTI60
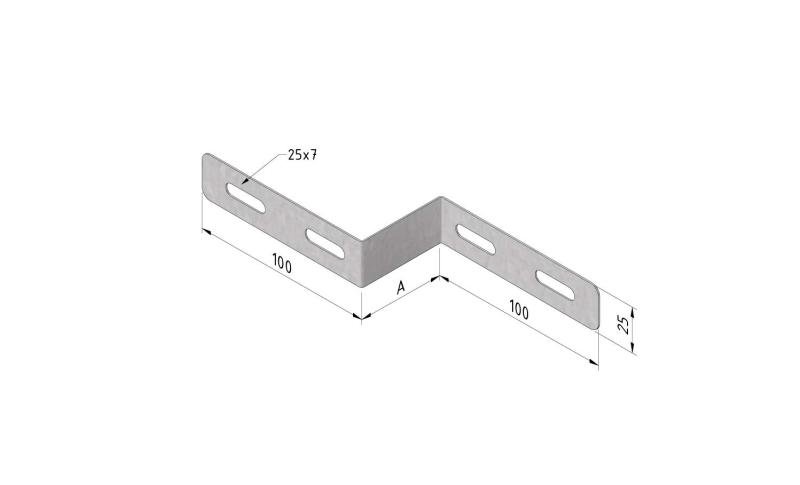
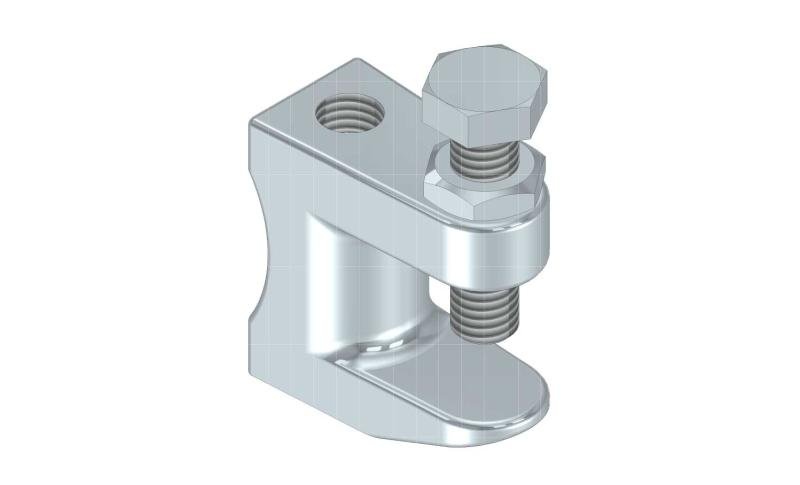
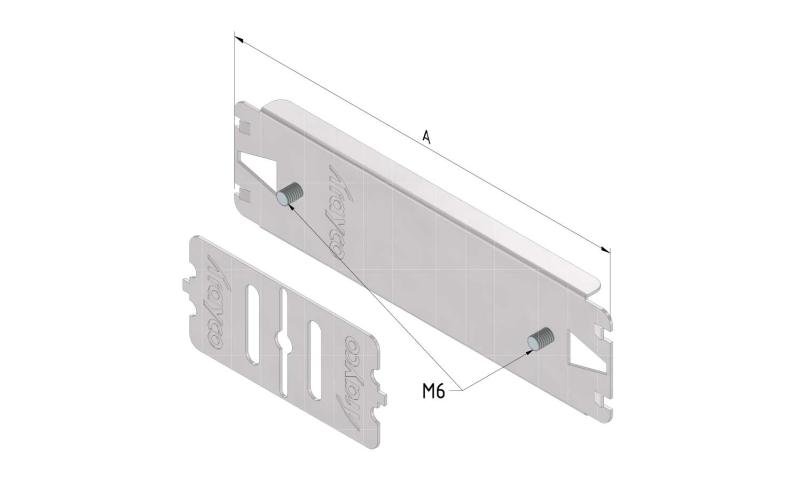
A fixer avec BN06-10
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Dimension A | Surface utile (cm²) | Emballage | |||
|---|---|---|---|---|---|---|---|---|
|
|
10926 |
CTI60-050-07-3PG |
PG
|
50
|
23.4
|
3
|
Default
|
|
|
|
10909 |
CTI60-075-07-3PG |
PG
|
75
|
38.07
|
3
|
Default
|
|
|
|
10137 |
CTI60-075-10-3PG |
PG
|
75
|
38.07
|
3
|
Default
|
|
|
|
10910 |
CTI60-100-07-3PG |
PG
|
100
|
52.73
|
3
|
Default
|
|
|
|
10138 |
CTI60-100-10-3PG |
PG
|
100
|
52.73
|
3
|
Default
|
|
|
|
11513 |
CTI60-150-07-3PG |
PG
|
150
|
82.05
|
3
|
Default
|
|
|
|
10139 |
CTI60-150-10-3PG |
PG
|
150
|
82.05
|
3
|
Default
|
|
|
|
10911 |
CTI60-200-07-3PG |
PG
|
200
|
111.38
|
3
|
Default
|
|
|
|
10140 |
CTI60-200-10-3PG |
PG
|
200
|
111.38
|
3
|
Default
|
|
|
|
10912 |
CTI60-300-07-3PG |
PG
|
300
|
170.03
|
3
|
Default
|
|
|
|
10141 |
CTI60-300-10-3PG |
PG
|
300
|
170.03
|
3
|
Default
|
|
|
|
14513 |
CTI60-300-12-3PG |
PG
|
300
|
170.03
|
3
|
Default
|
|
|
|
10131 |
CTI60-400-10-3PG |
PG
|
400
|
228.68
|
3
|
Default
|
|
|
|
14903 |
CTI60-400-12-3PG |
PG
|
400
|
228.68
|
3
|
Default
|
|
|
|
13331 |
CTI60-500-10-3PG |
PG
|
500
|
287.33
|
3
|
Default
|
|
|
|
14904 |
CTI60-500-12-3PG |
PG
|
500
|
287.33
|
3
|
Default
|
|
|
|
13268 |
CTI60-600-10-3PG |
PG
|
600
|
345.98
|
3
|
Default
|
|
|
|
14623 |
CTI60-600-12-3PG |
PG
|
600
|
345.98
|
3
|
Default
|
|
|
|
10932 |
CTI60-050-07-3DG |
DG
|
50
|
23.4
|
3
|
|
|
|
|
10943 |
CTI60-075-07-3DG |
DG
|
75
|
38.07
|
3
|
|
|
|
|
10459 |
CTI60-075-10-3DG |
DG
|
75
|
38.07
|
3
|
|
|
|
|
10944 |
CTI60-100-07-3DG |
DG
|
100
|
52.73
|
3
|
|
|
|
|
10460 |
CTI60-100-10-3DG |
DG
|
100
|
52.73
|
3
|
|
|
|
|
11514 |
CTI60-150-07-3DG |
DG
|
150
|
82.05
|
3
|
|
|
|
|
10461 |
CTI60-150-10-3DG |
DG
|
150
|
82.05
|
3
|
|
|
|
|
10945 |
CTI60-200-07-3DG |
DG
|
200
|
111.38
|
3
|
|
|
|
|
10462 |
CTI60-200-10-3DG |
DG
|
200
|
111.38
|
3
|
|
|
|
|
10946 |
CTI60-300-07-3DG |
DG
|
300
|
170.03
|
3
|
|
|
|
|
10463 |
CTI60-300-10-3DG |
DG
|
300
|
170.03
|
3
|
|
|
|
|
14905 |
CTI60-300-12-3DG |
DG
|
300
|
170.03
|
3
|
|
|
|
|
10453 |
CTI60-400-10-3DG |
DG
|
400
|
228.68
|
3
|
|
|
|
|
14906 |
CTI60-400-12-3DG |
DG
|
400
|
228.68
|
3
|
|
|
|
|
13460 |
CTI60-500-10-3DG |
DG
|
500
|
287.33
|
3
|
|
|
|
|
14907 |
CTI60-500-12-3DG |
DG
|
500
|
287.33
|
3
|
|
|
|
|
13474 |
CTI60-600-10-3DG |
DG
|
600
|
345.98
|
3
|
|
|
|
|
14908 |
CTI60-600-12-3DG |
DG
|
600
|
345.98
|
3
|
|
|
|
|
19399 |
CTI60-500-10-3UG |
UG
|
500
|
287.33
|
3
|
|
|
|
|
19400 |
CTI60-600-10-3UG |
UG
|
600
|
345.98
|
3
|
|
|
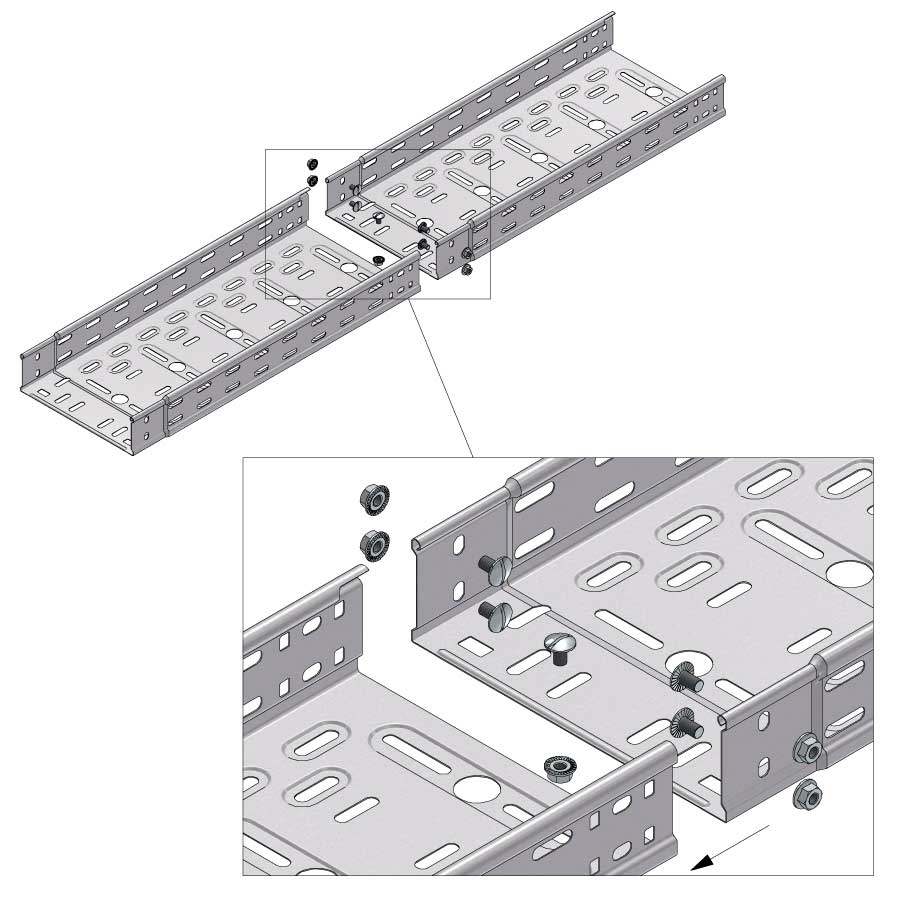


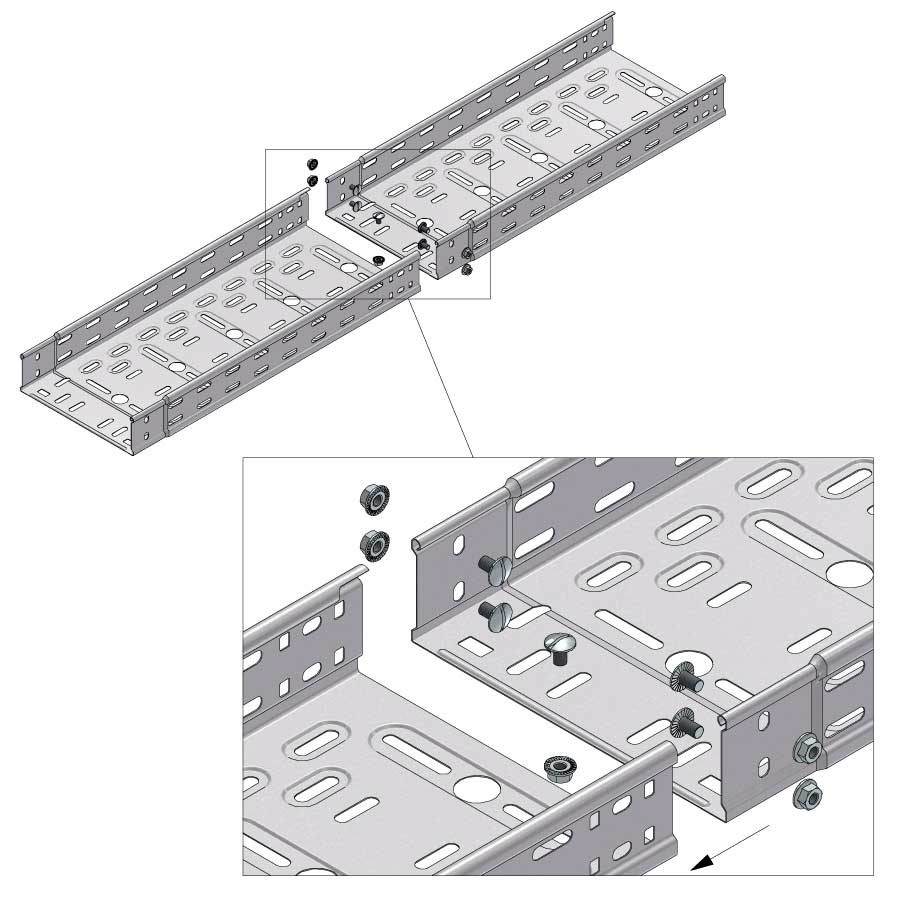


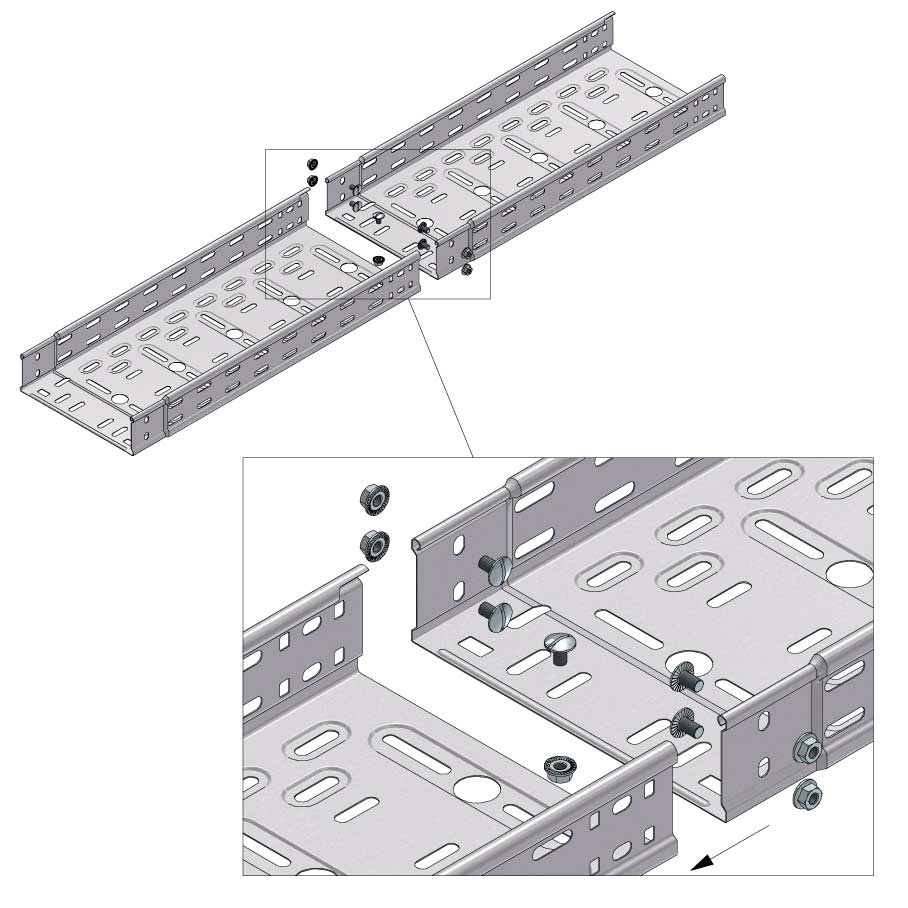


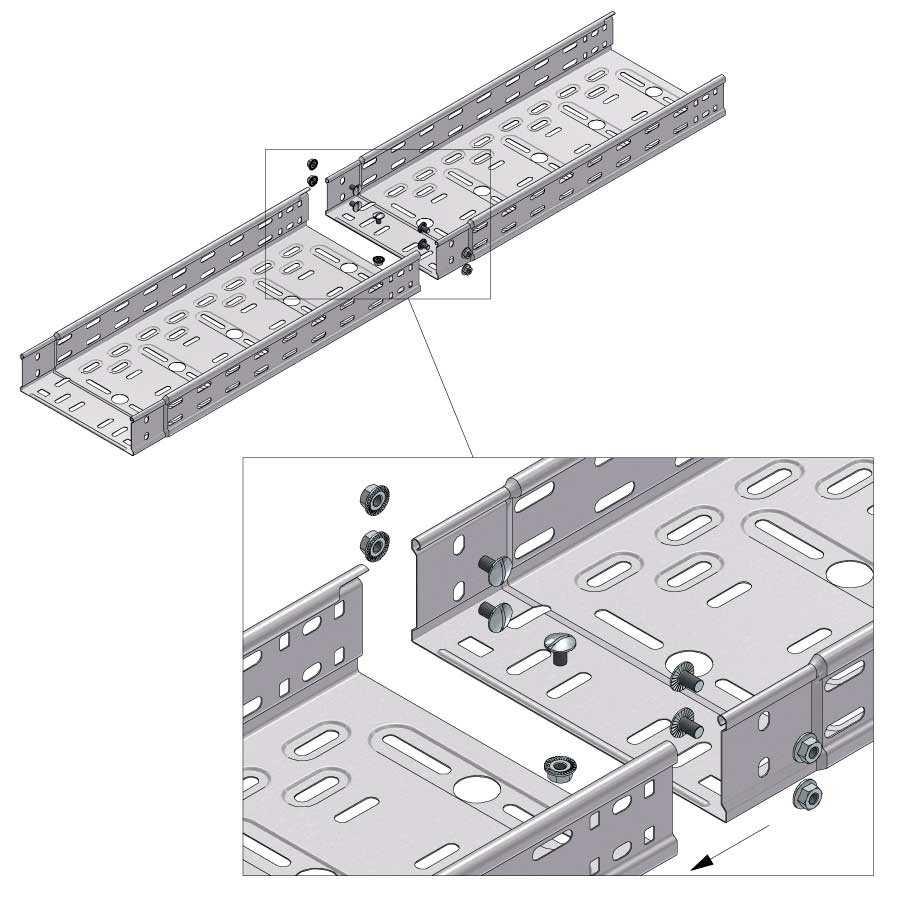


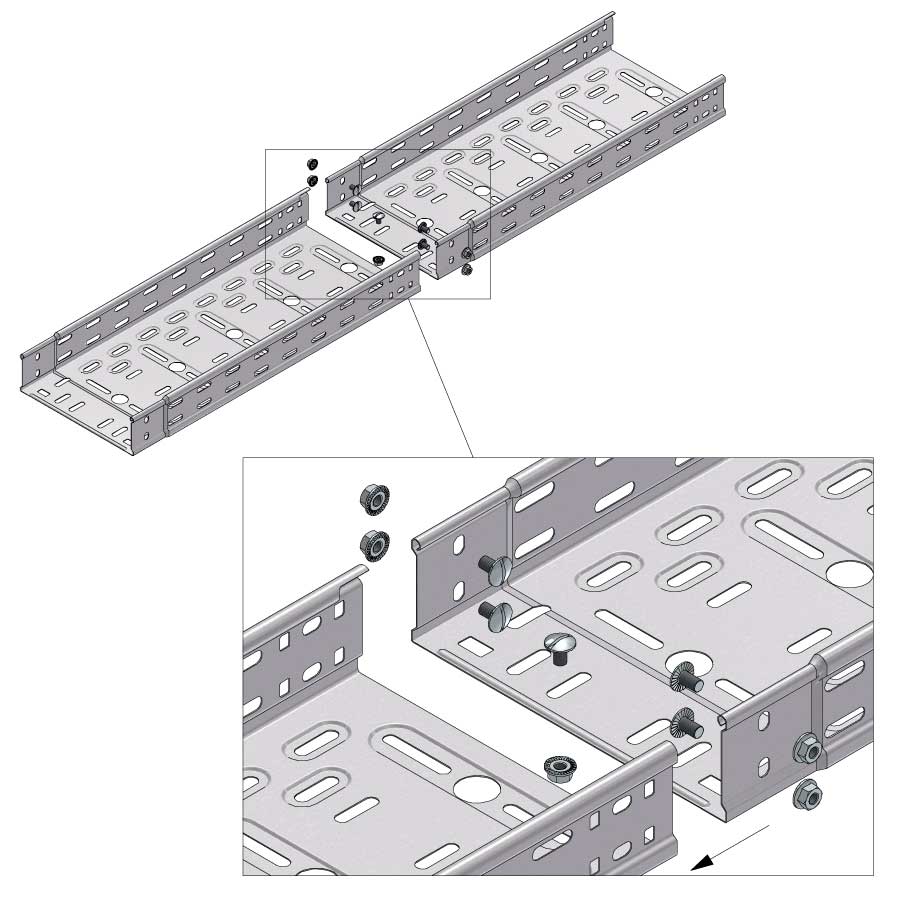


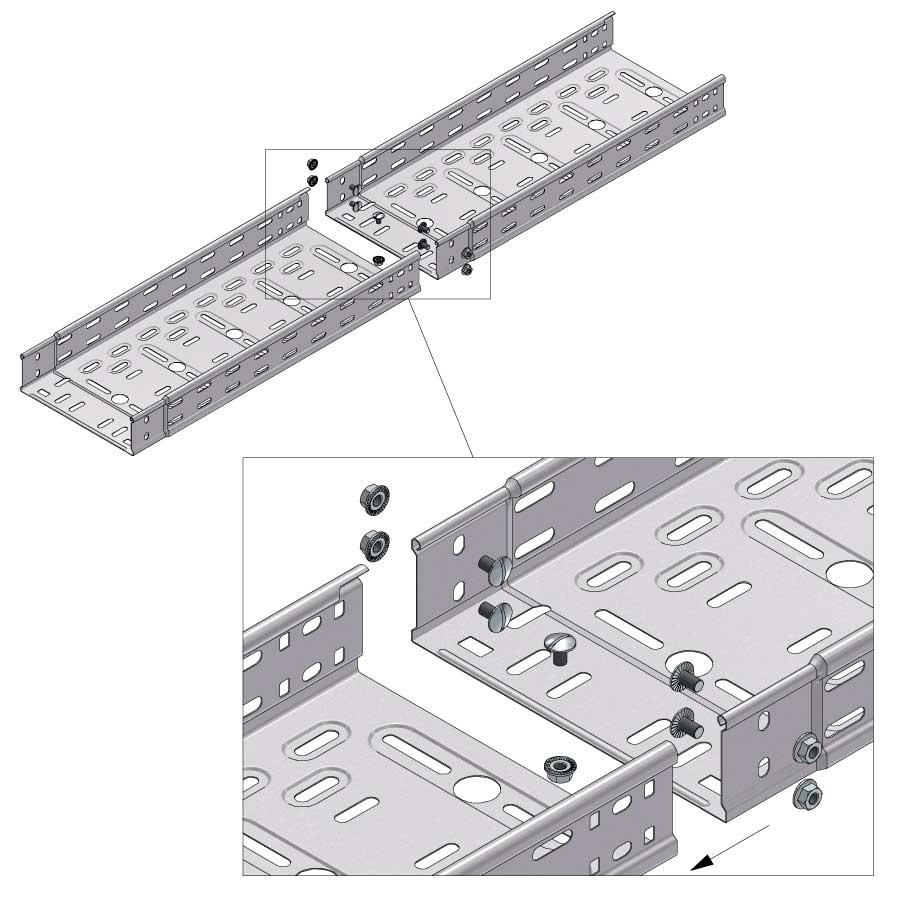


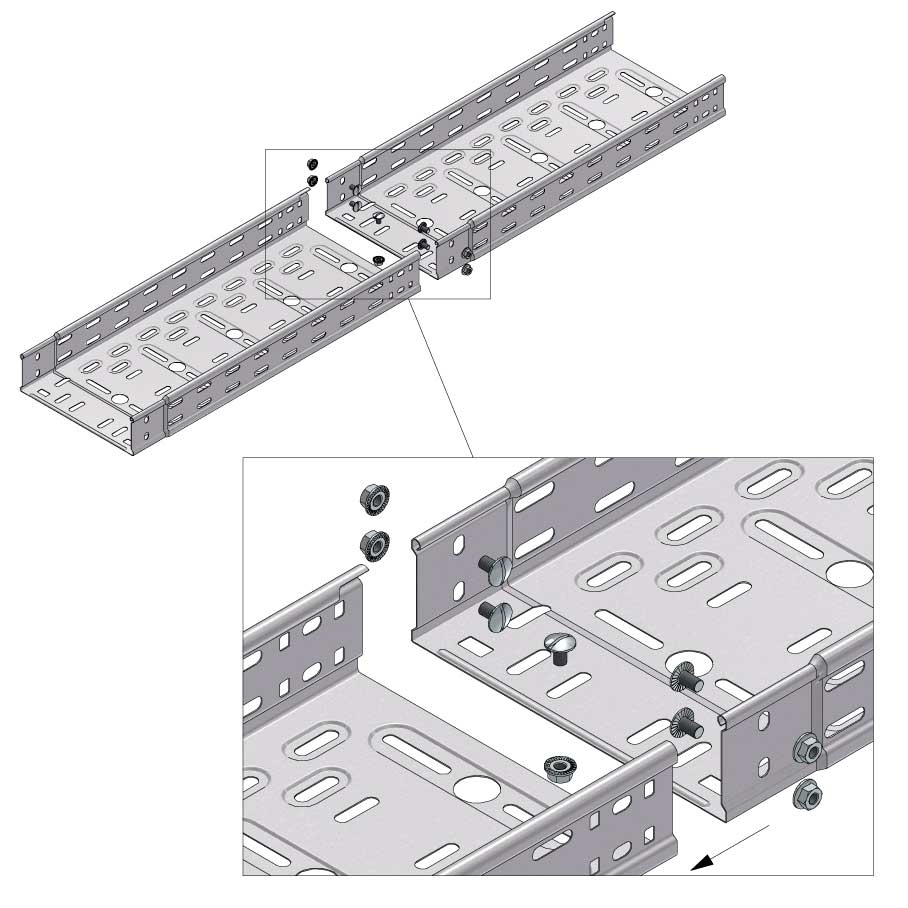


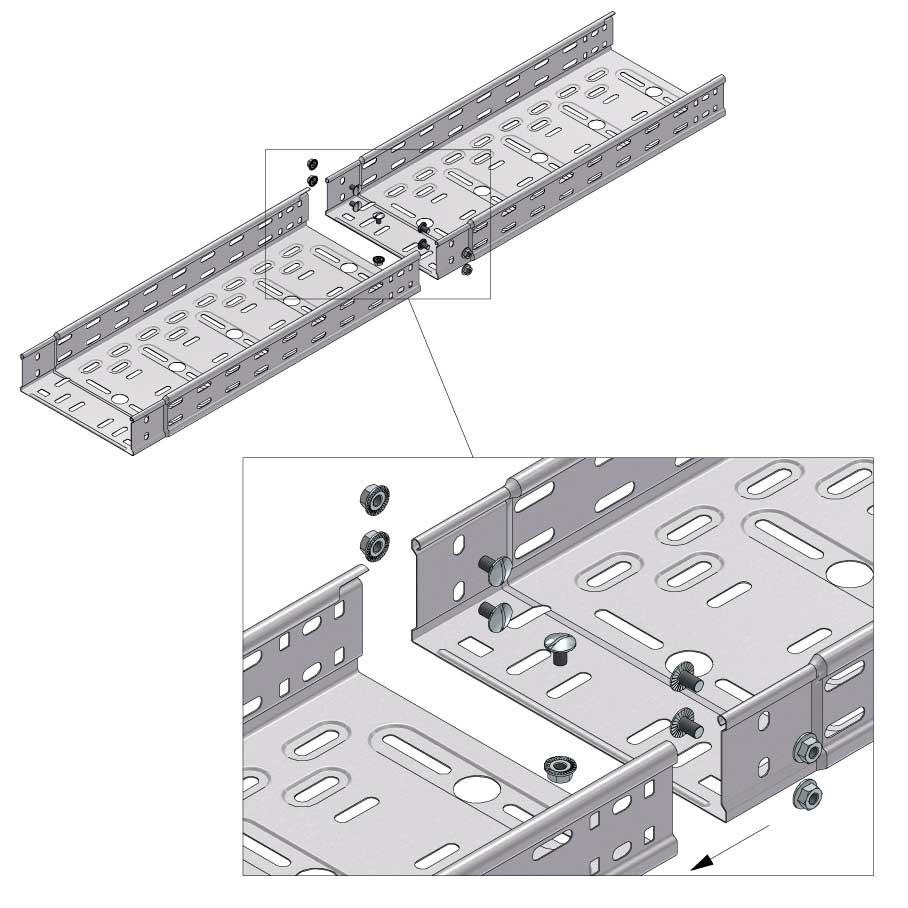


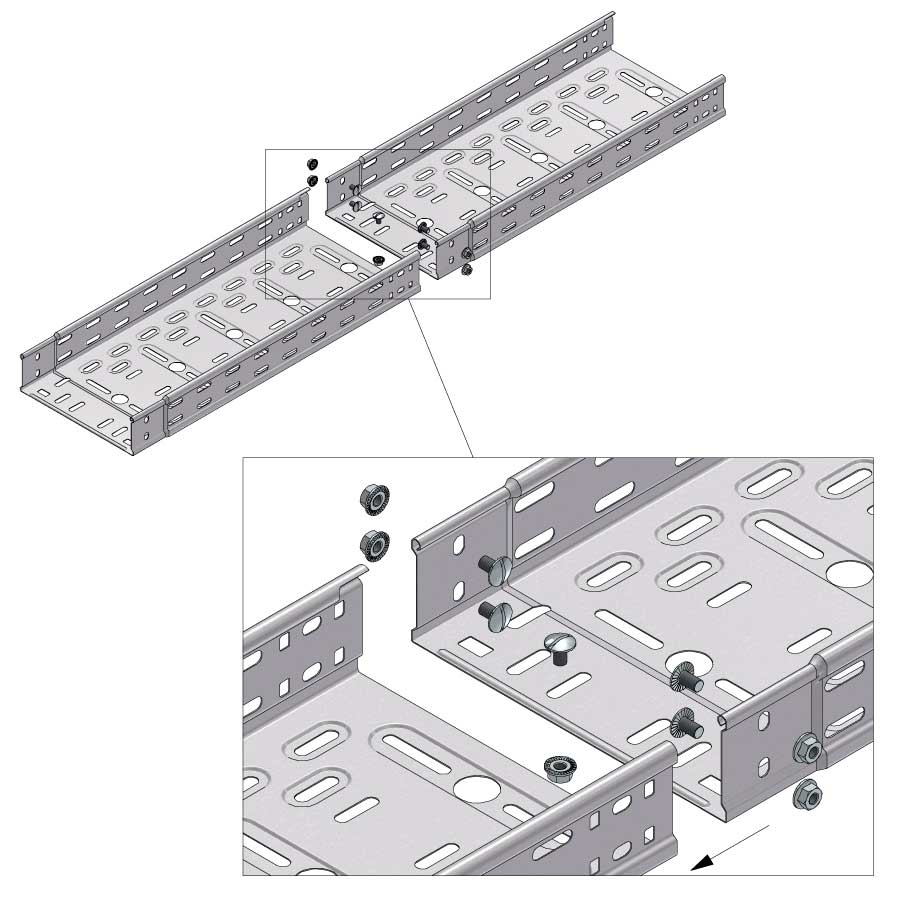


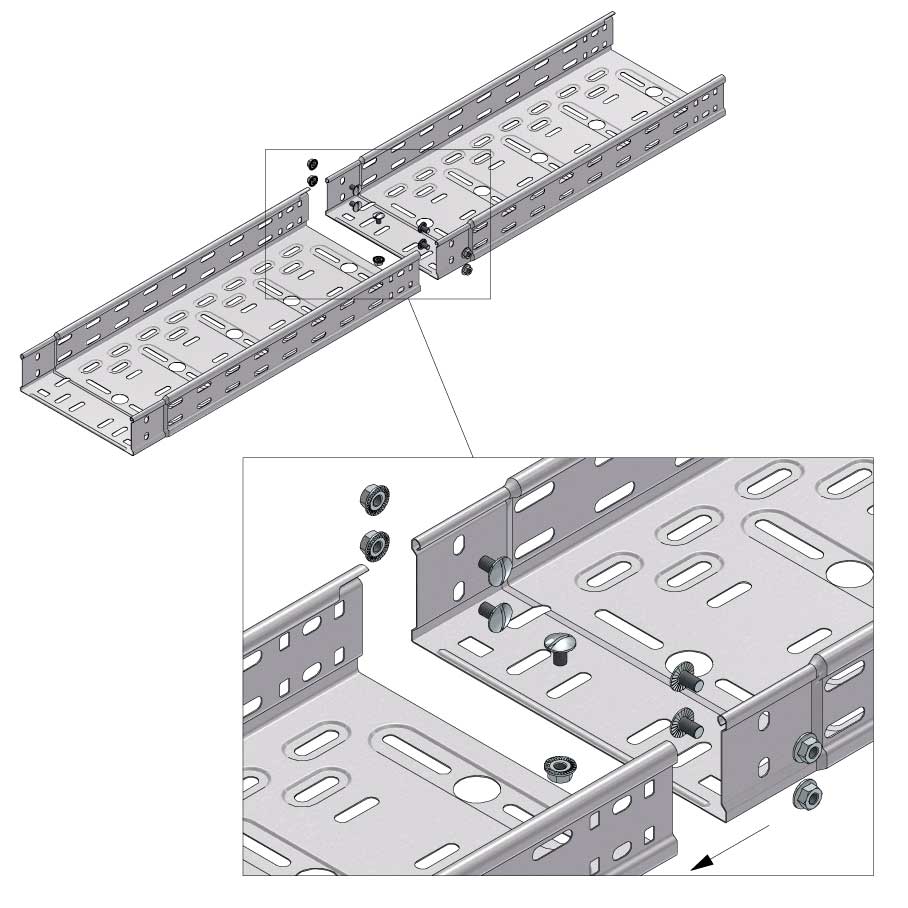


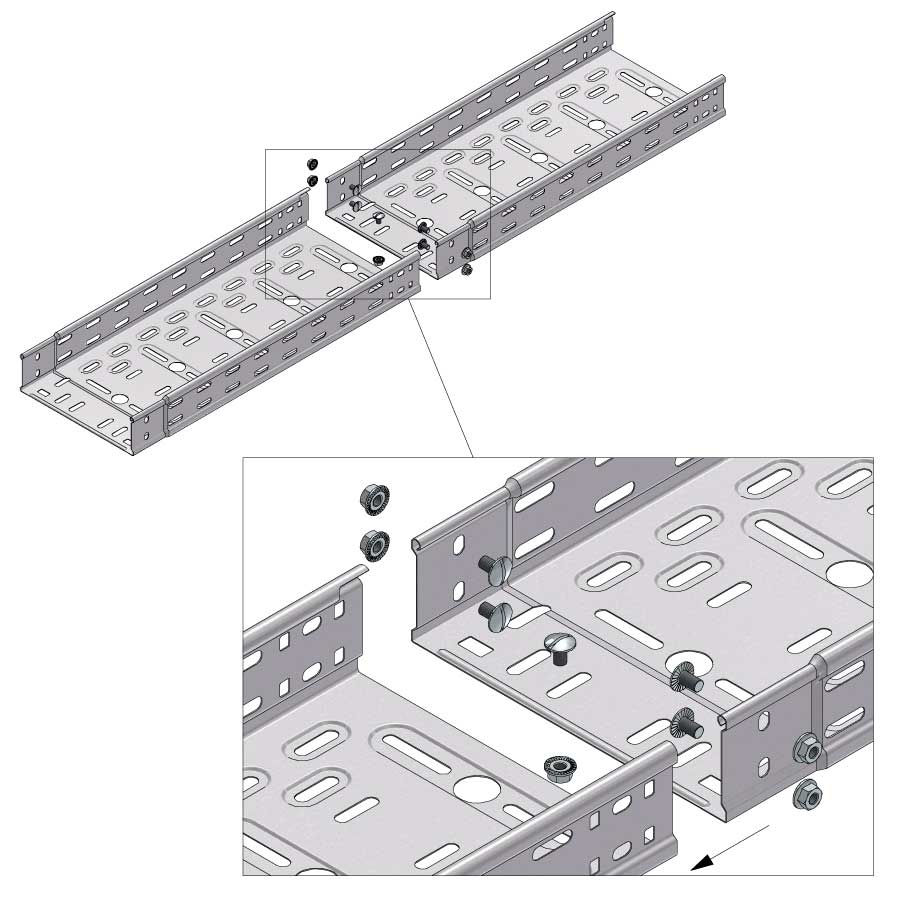


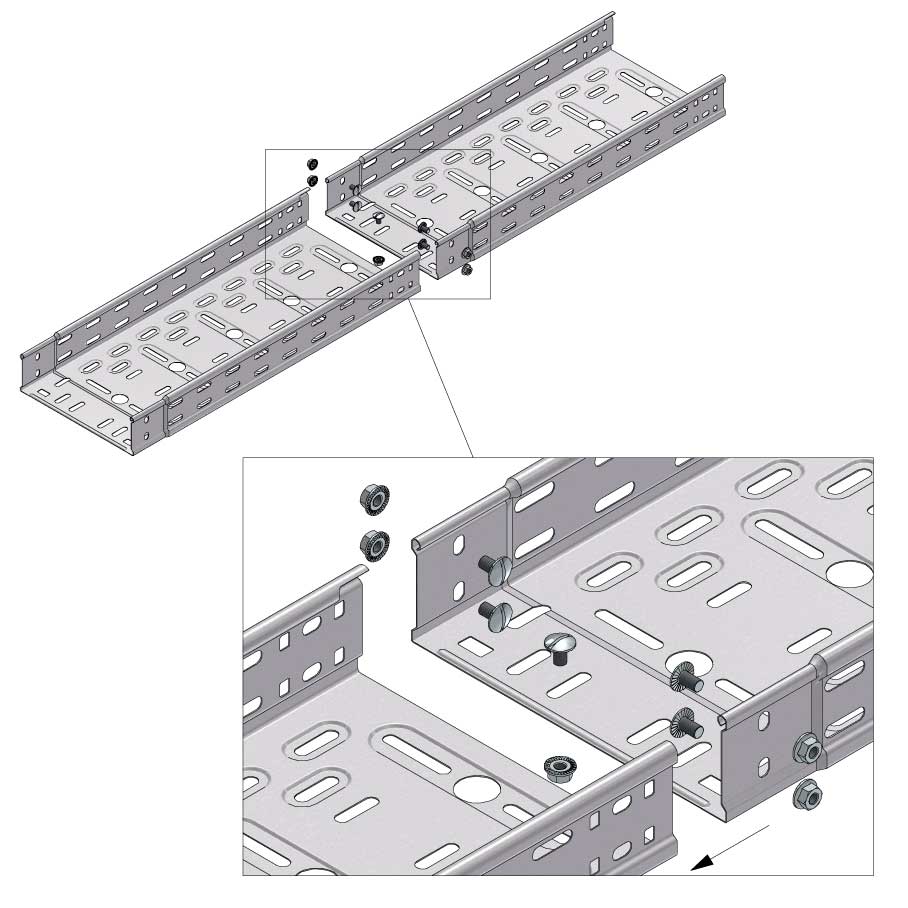


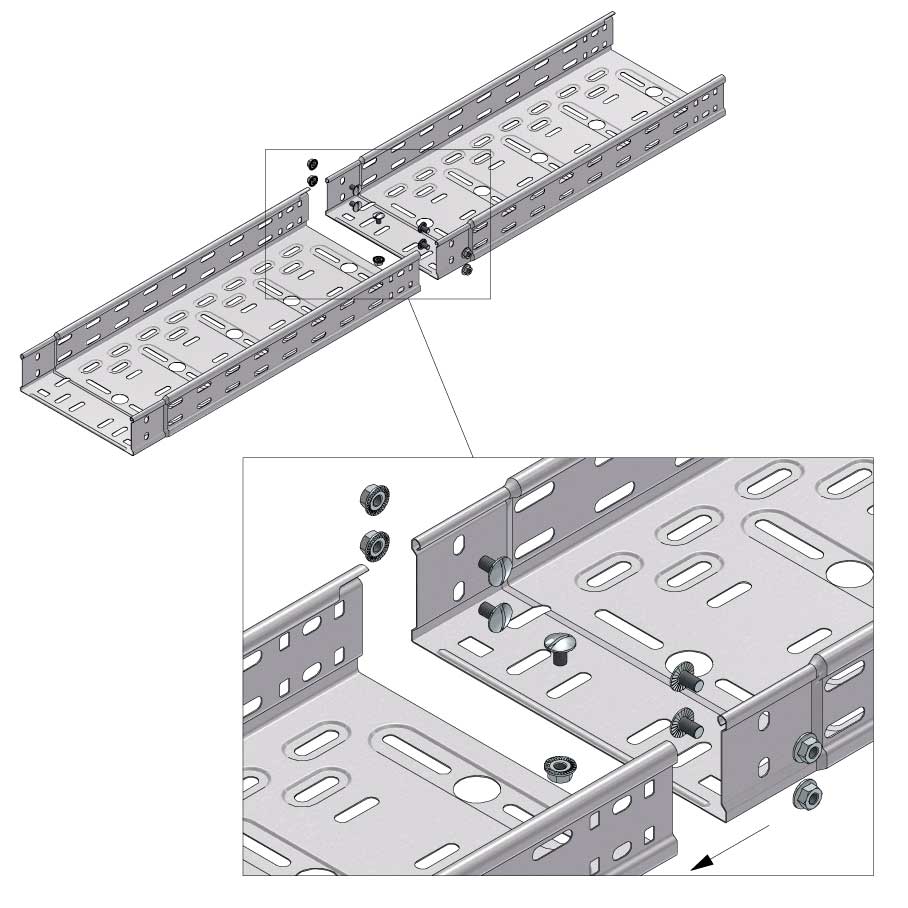


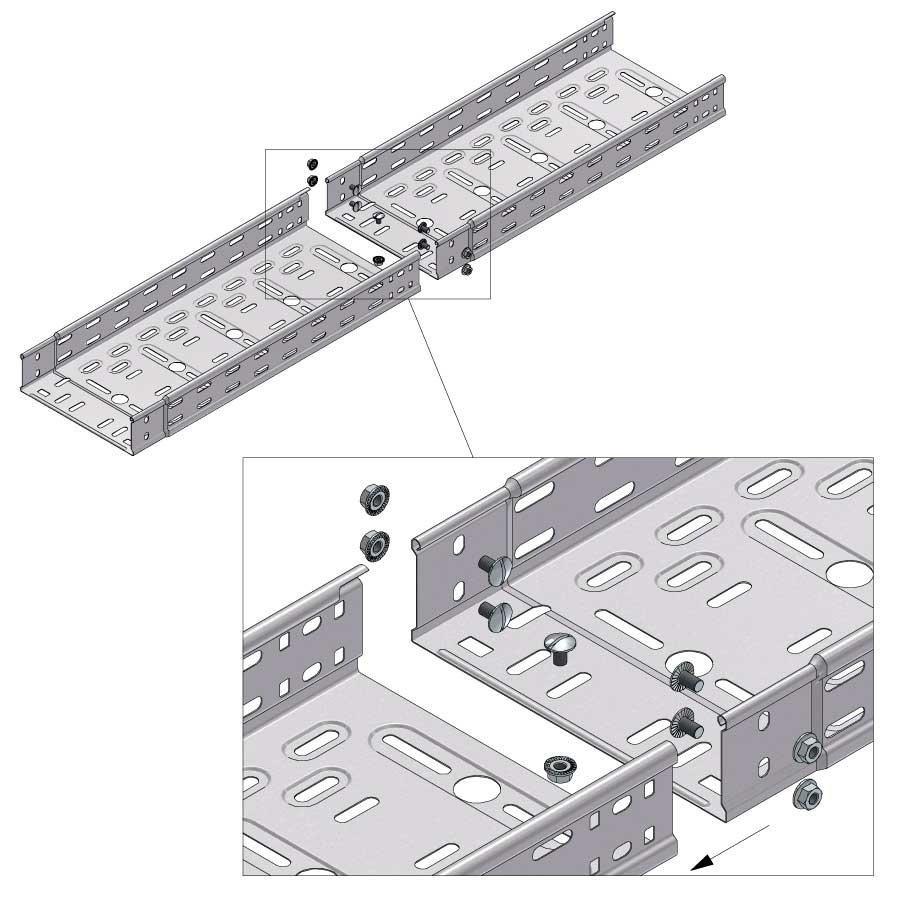


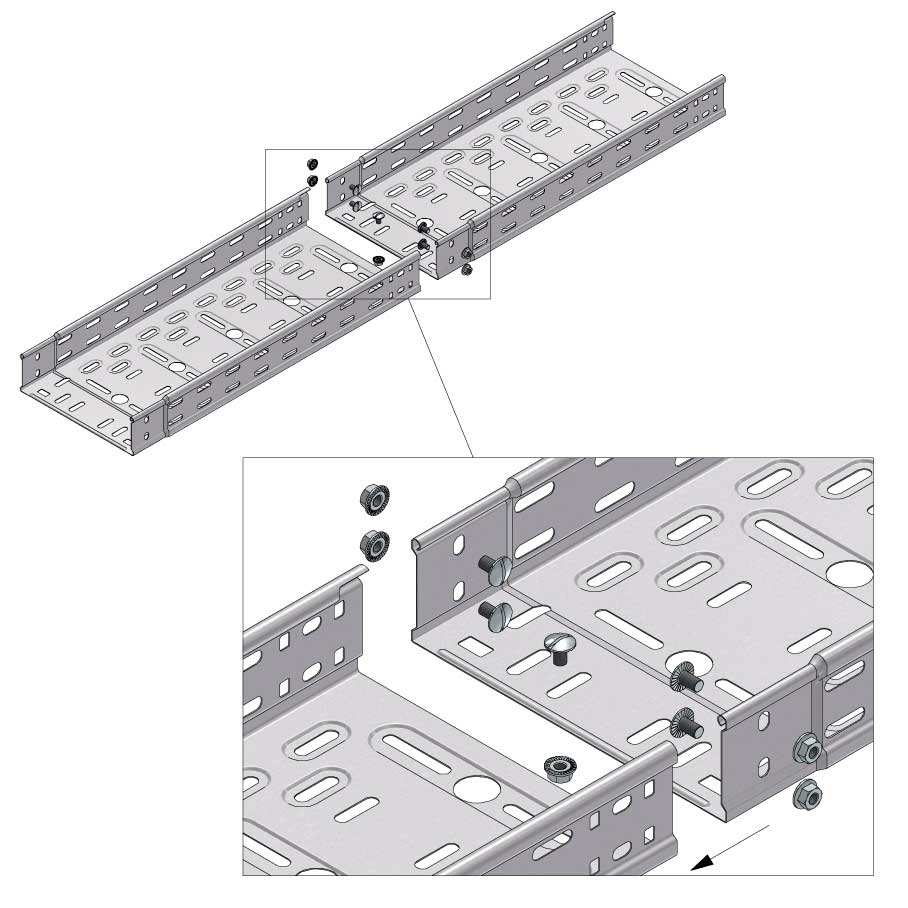


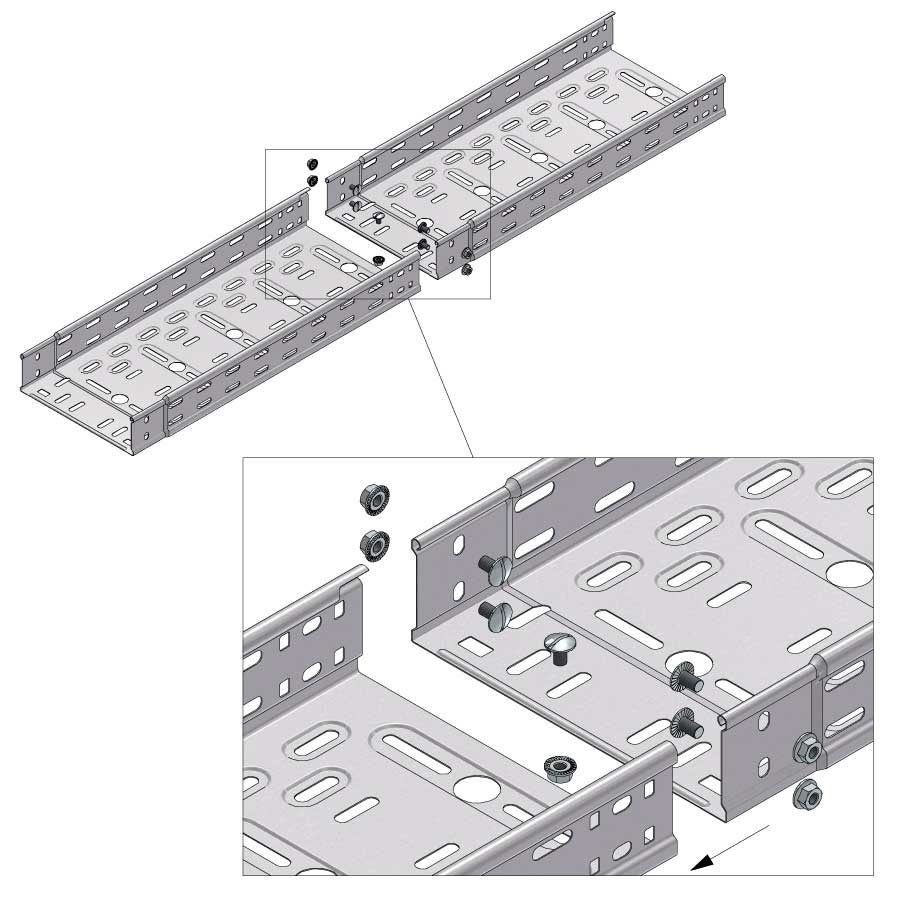


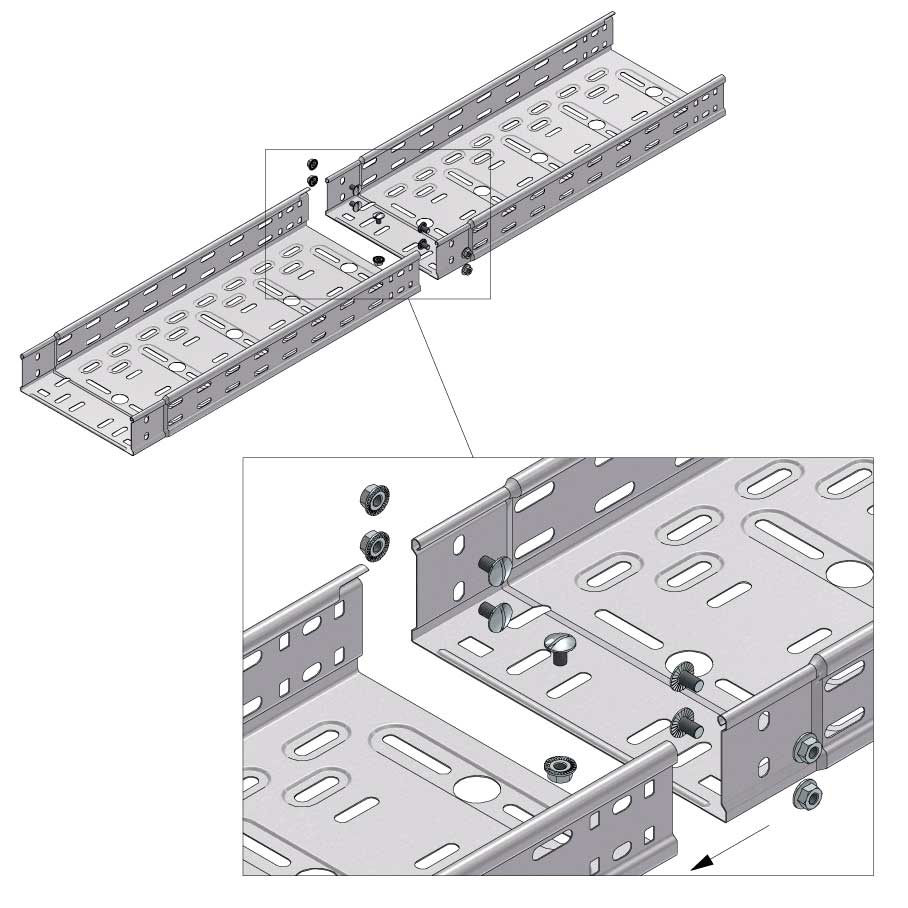


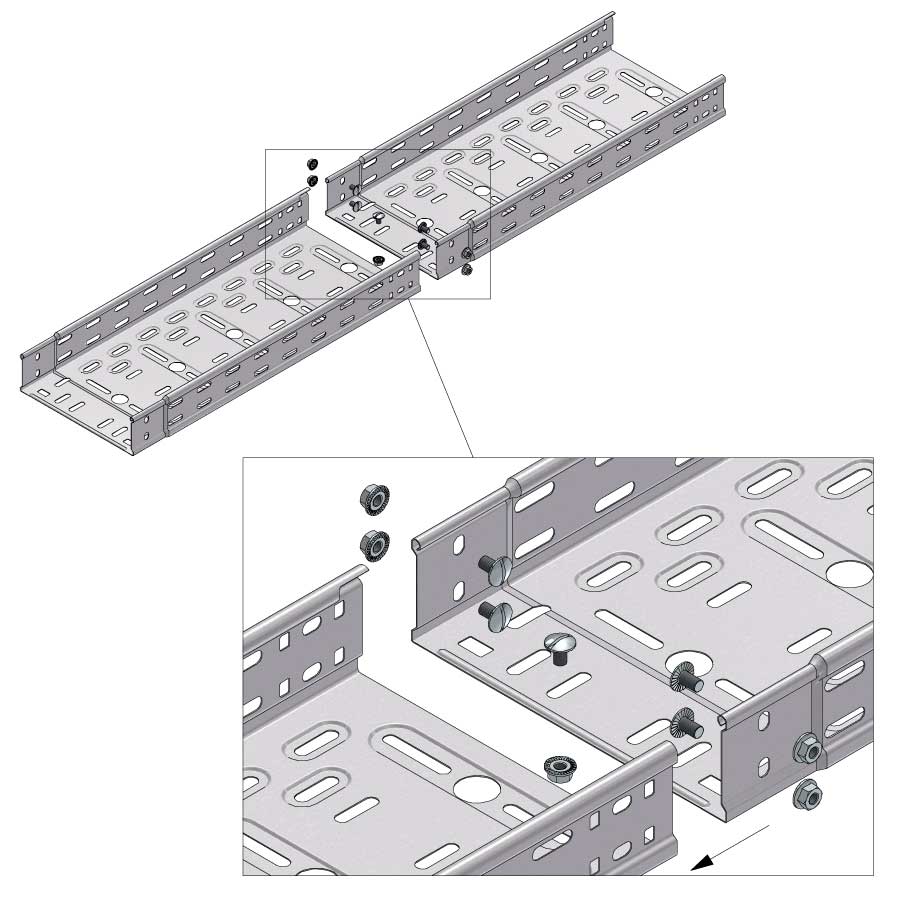


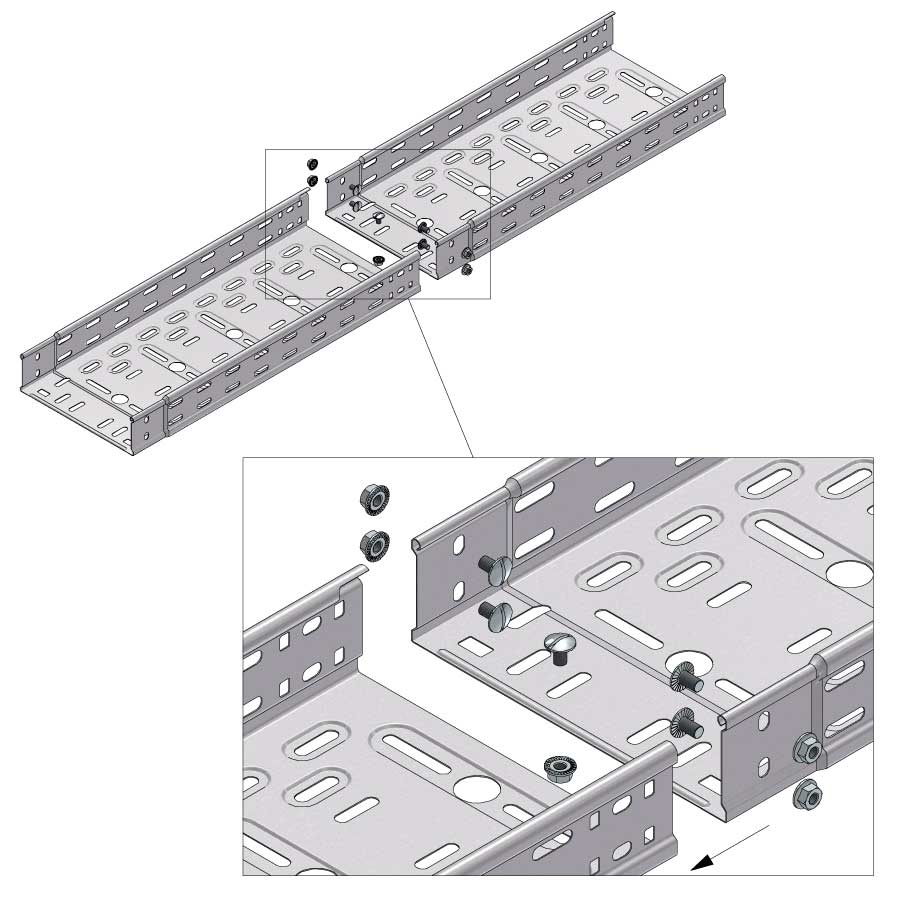


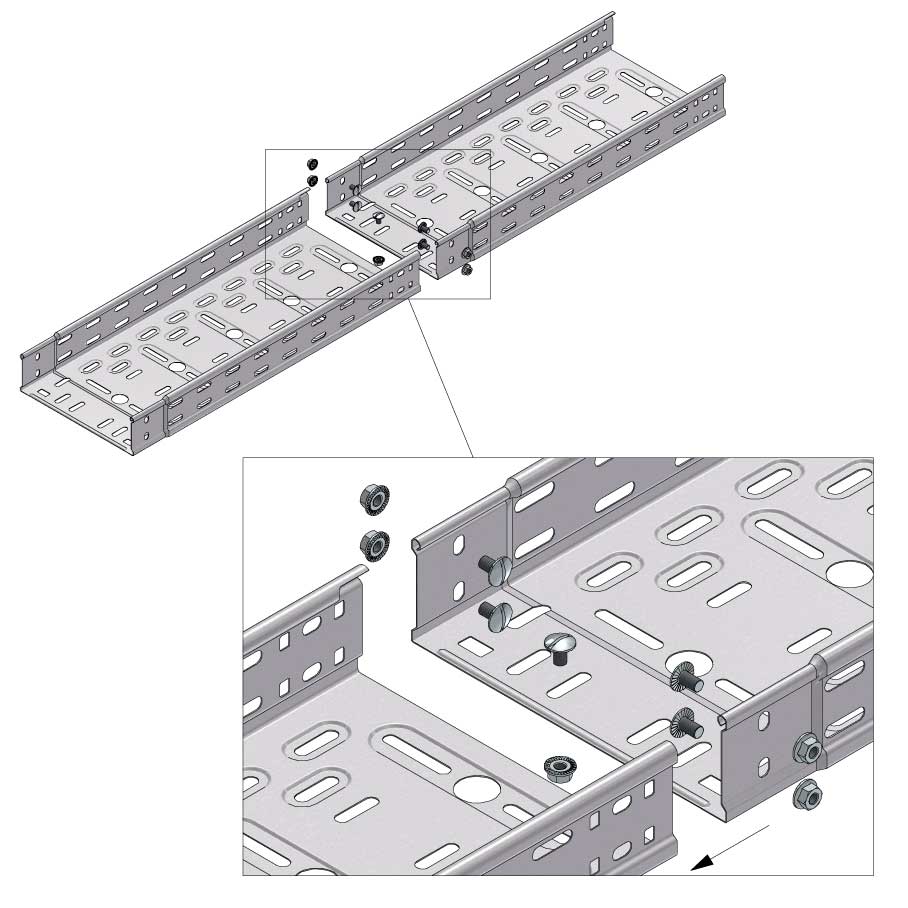


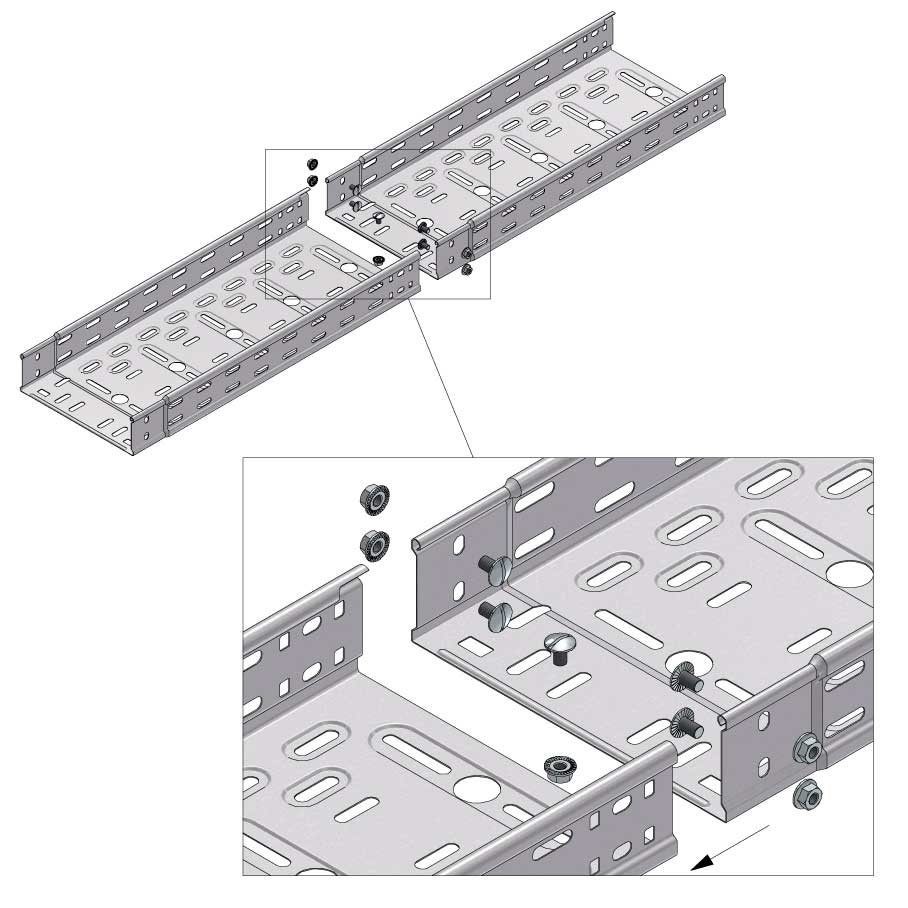


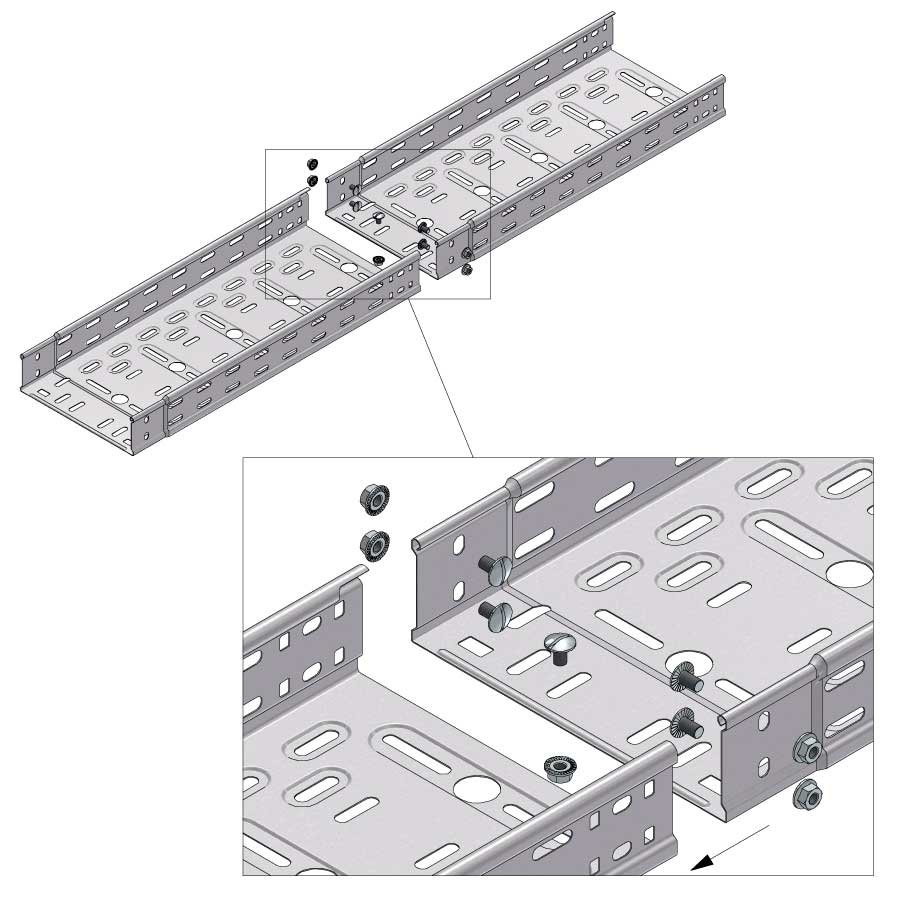


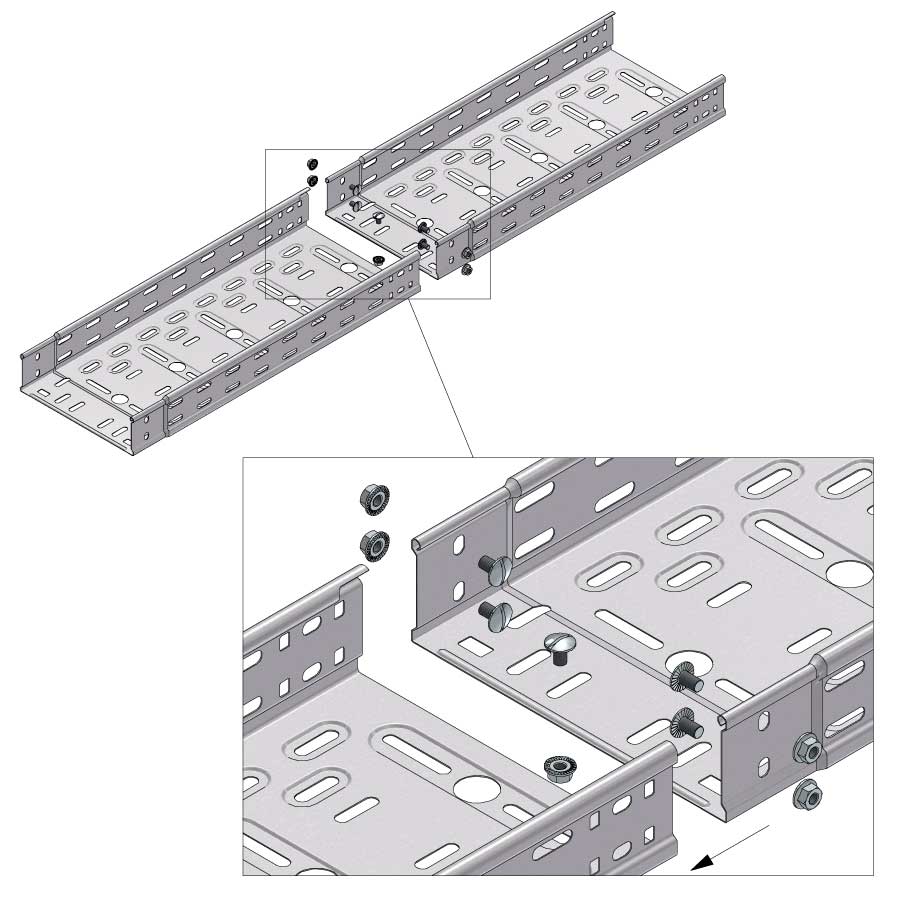


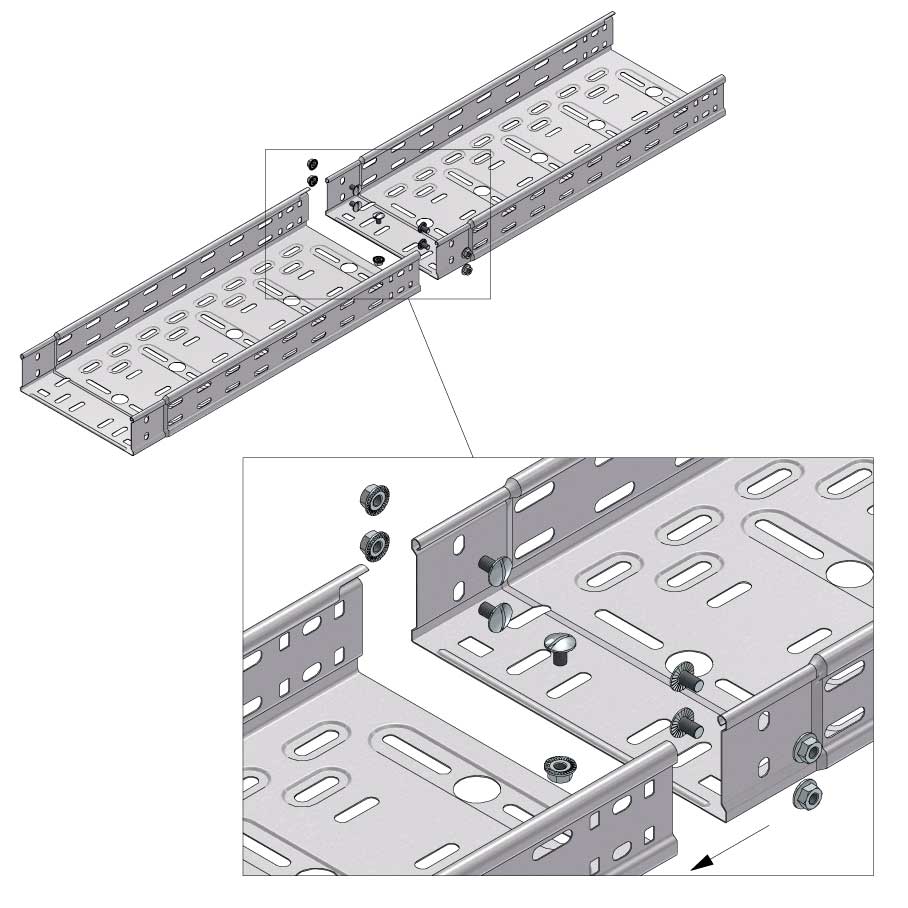


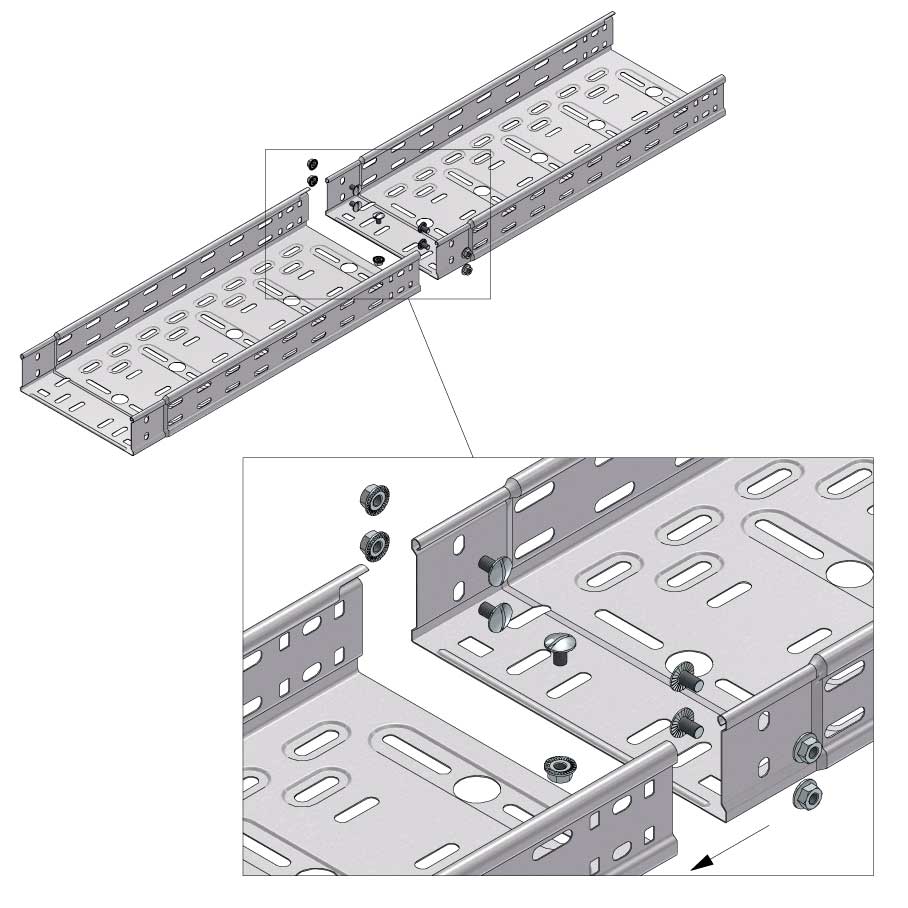


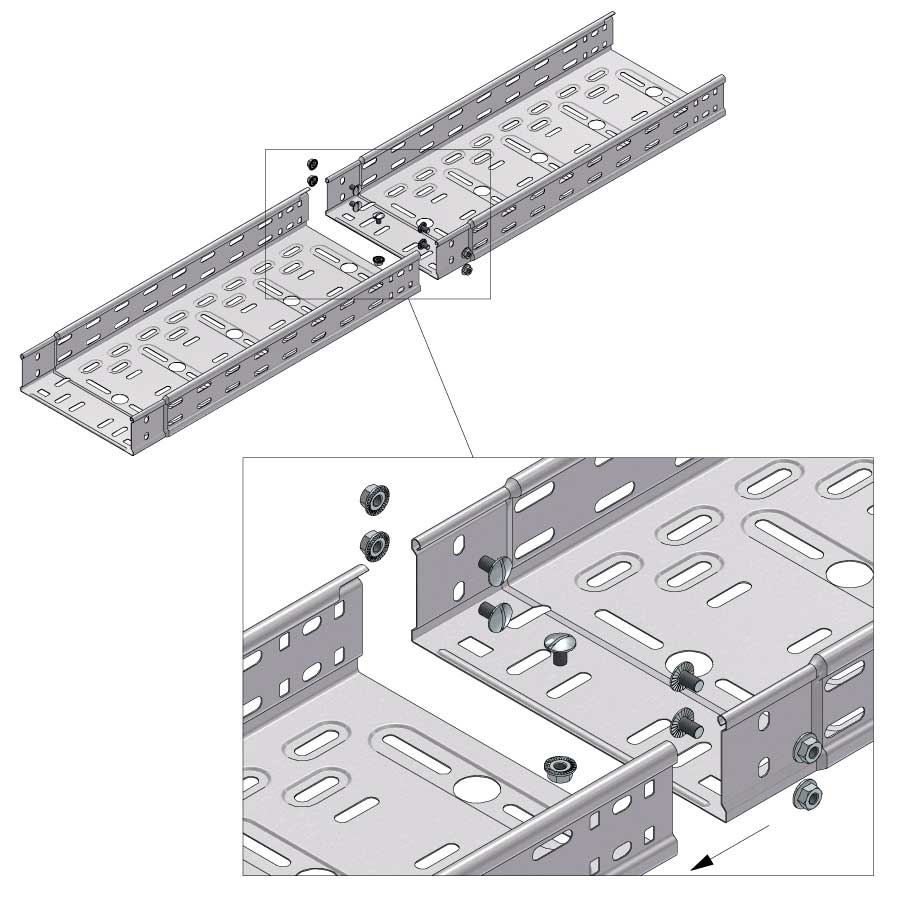


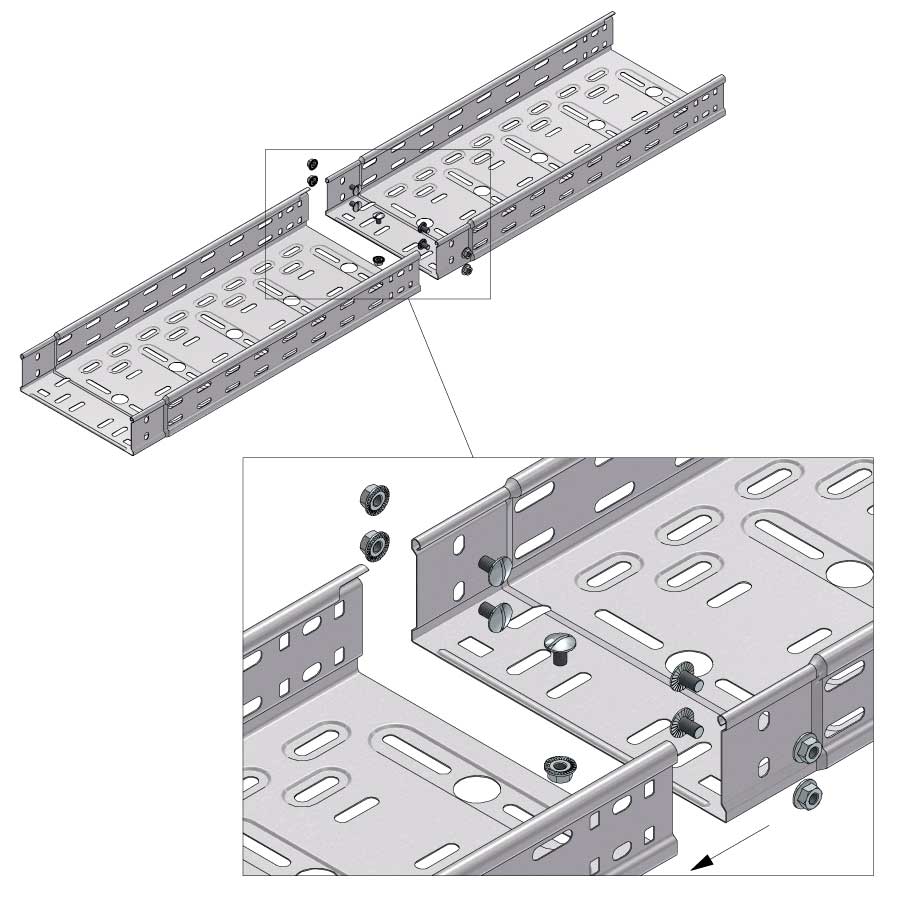


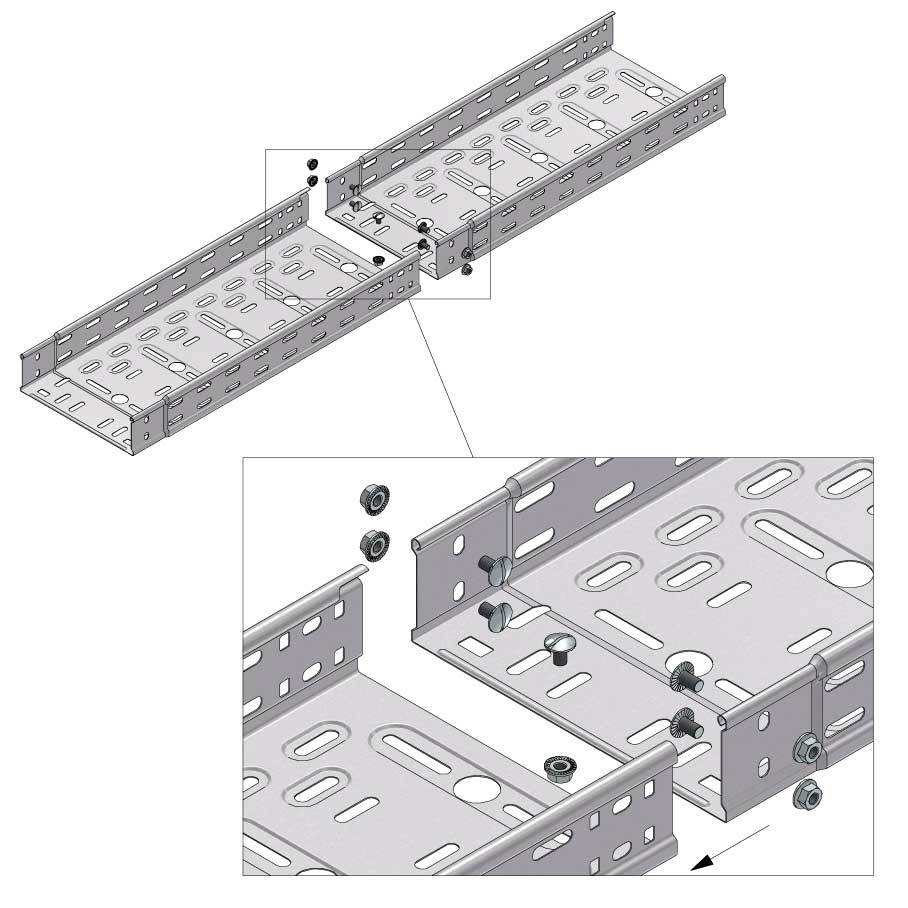


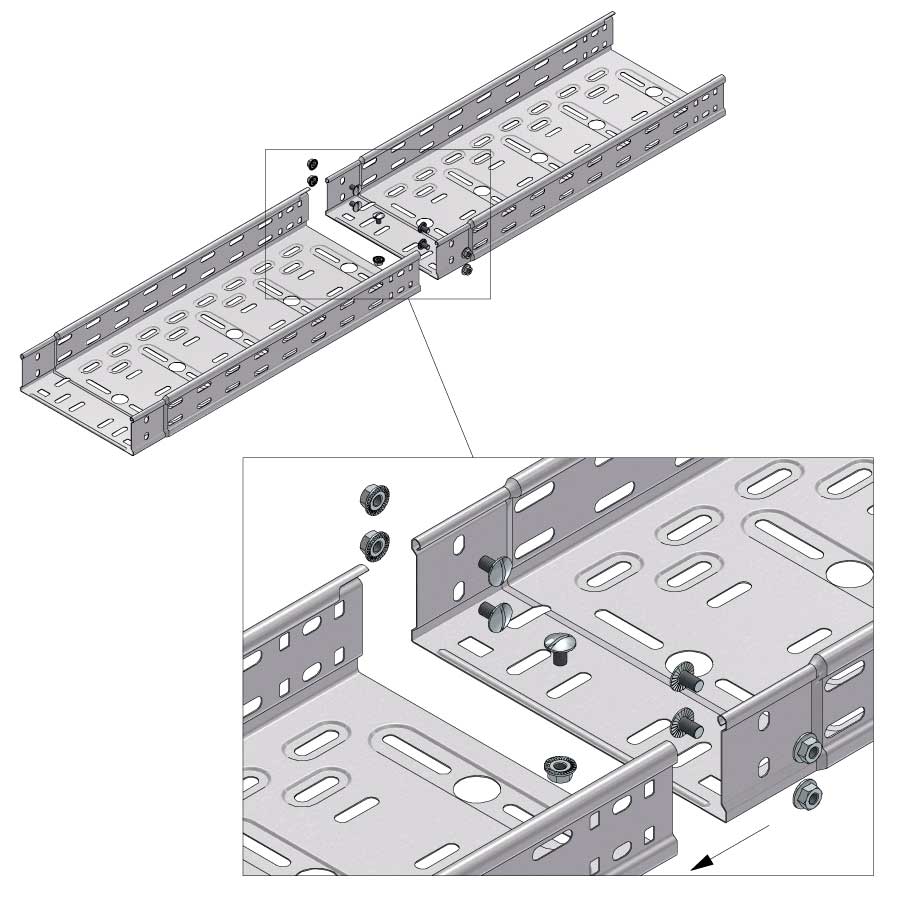


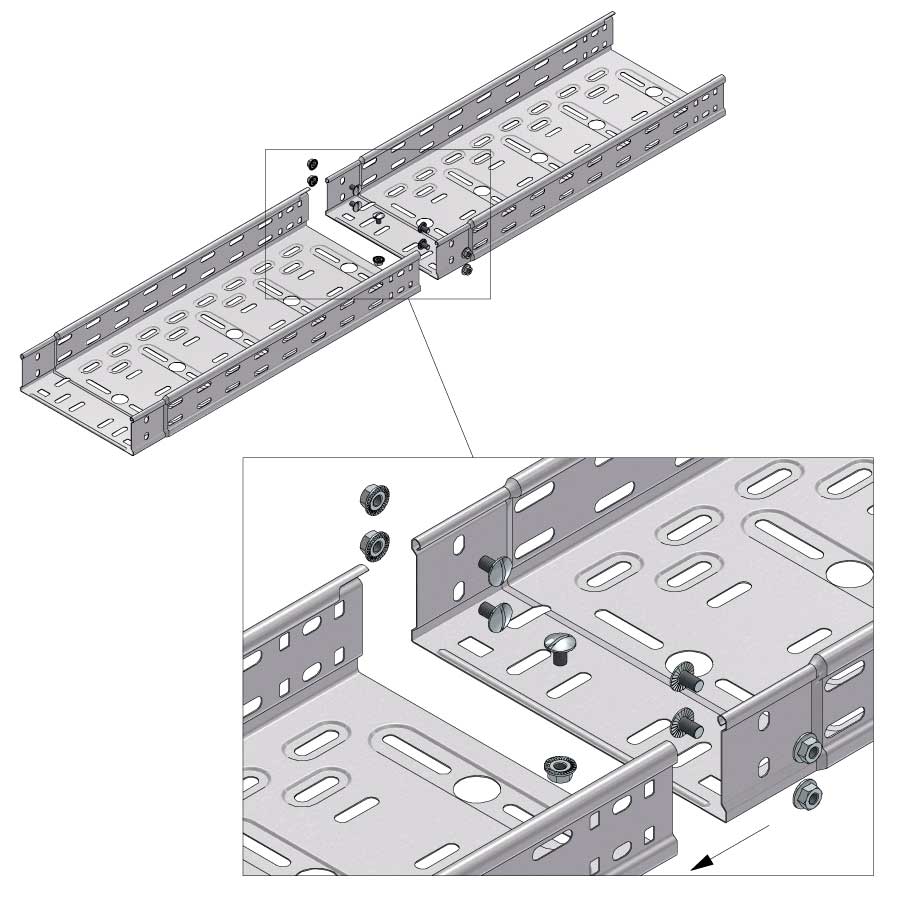


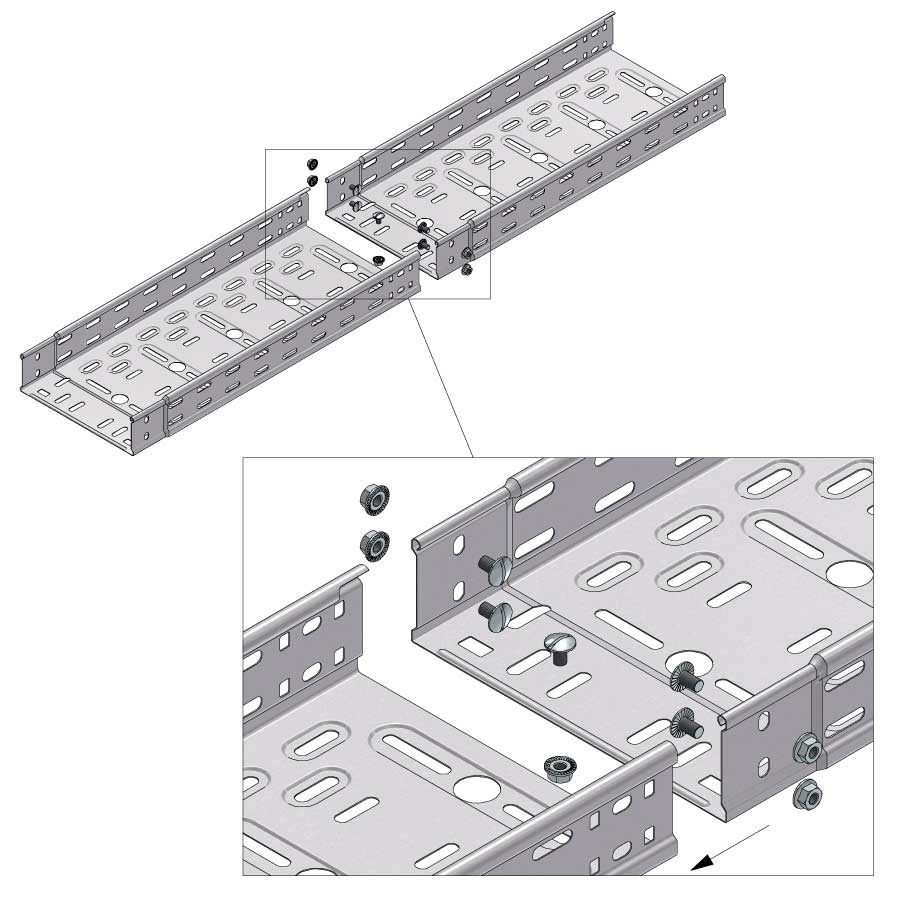


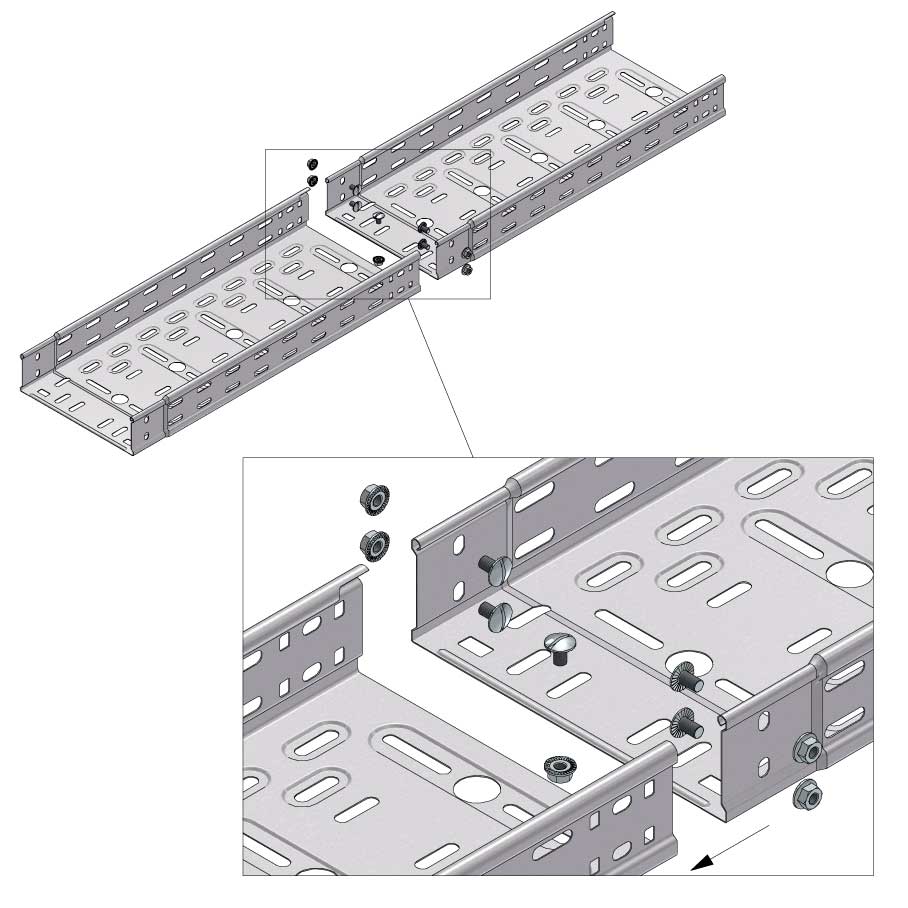


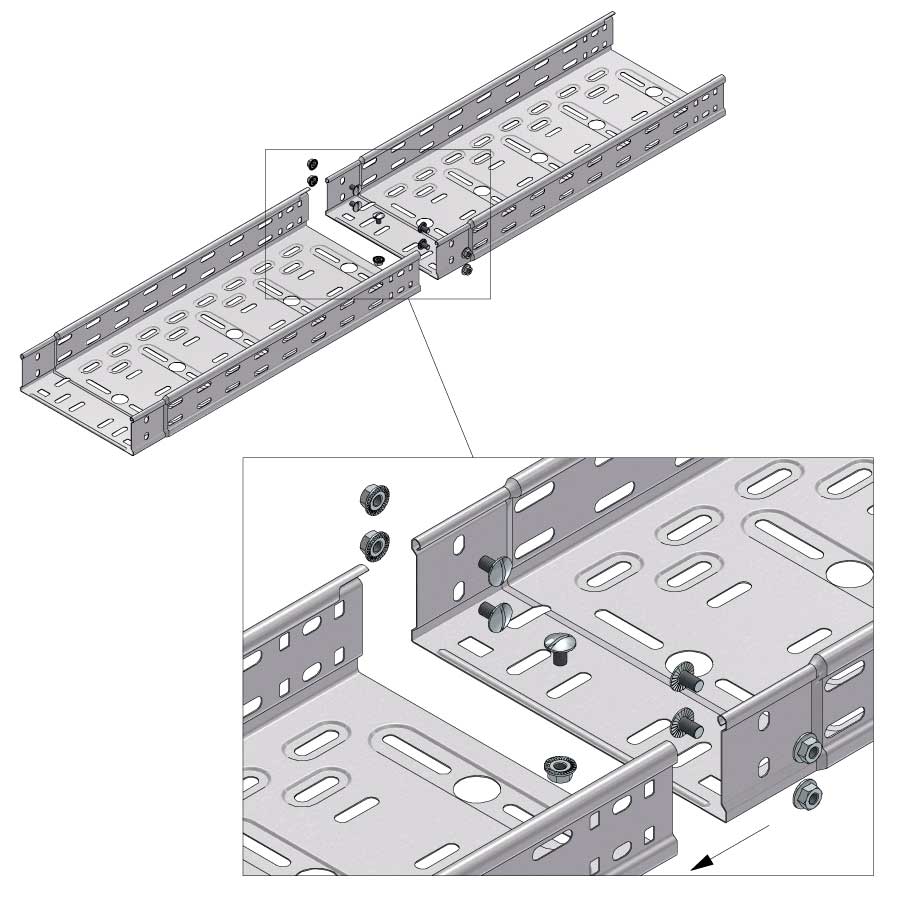


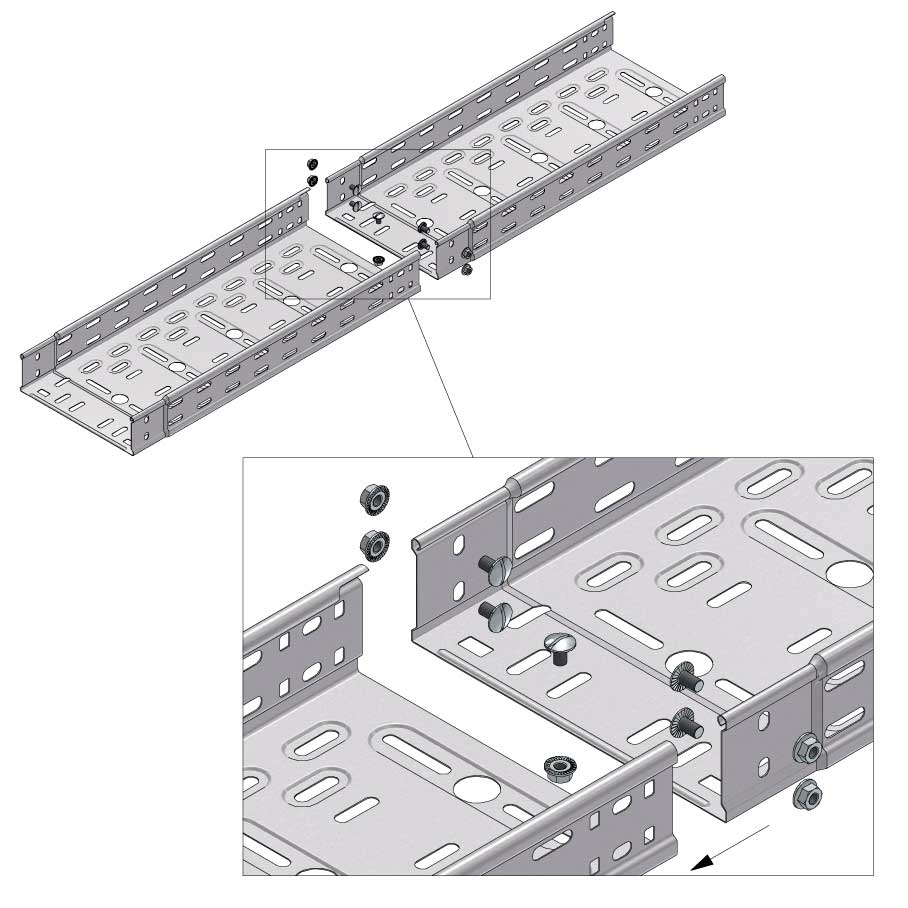


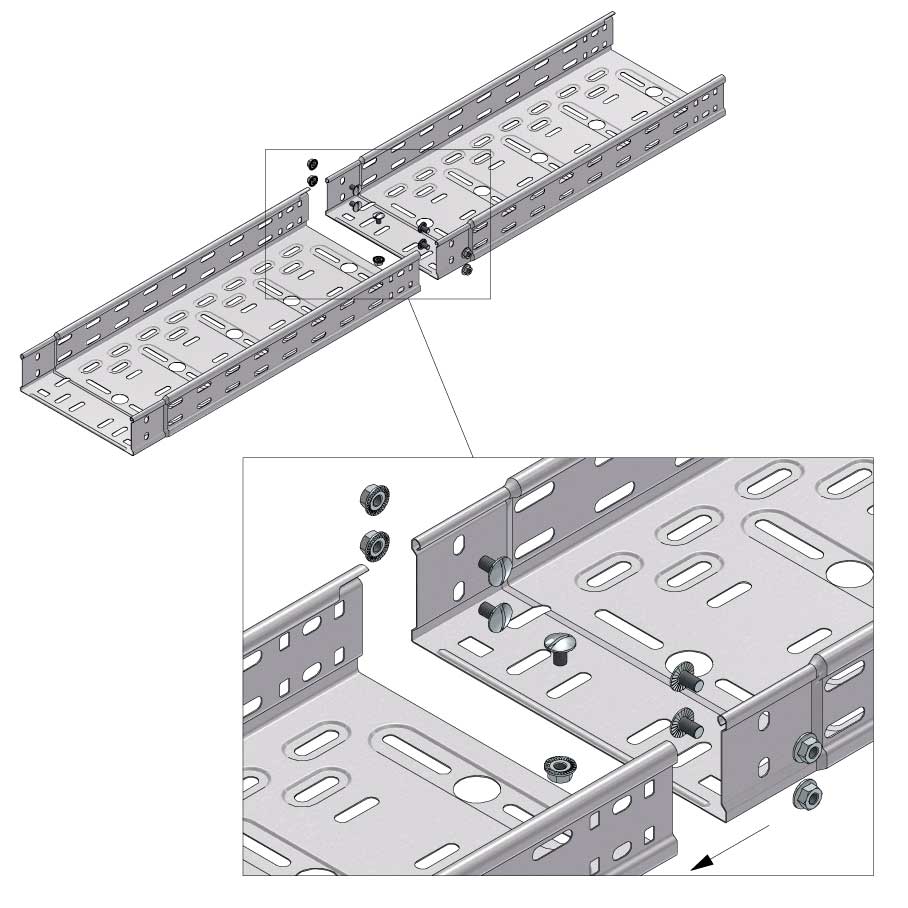


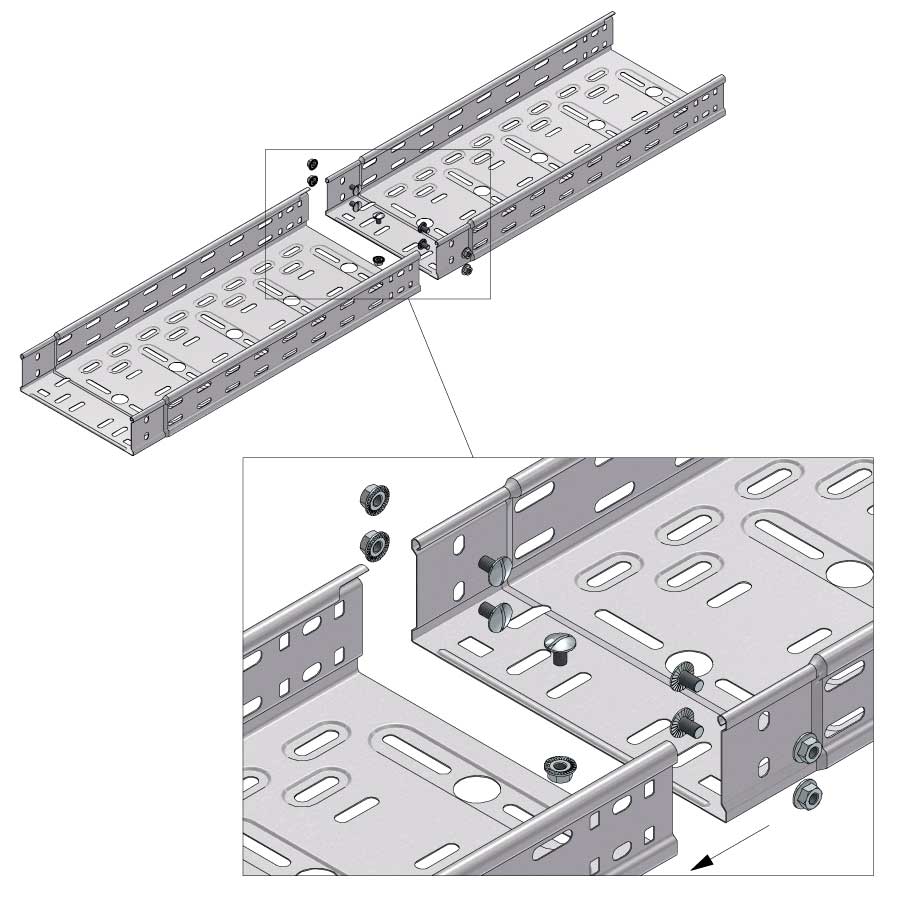


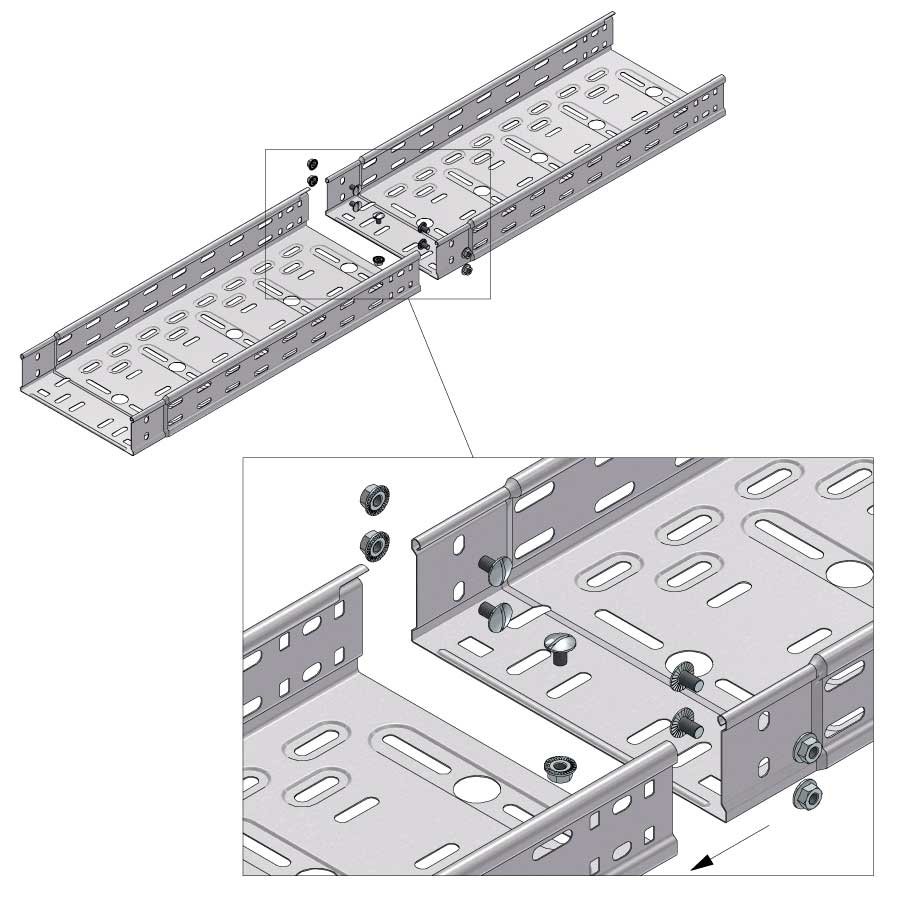


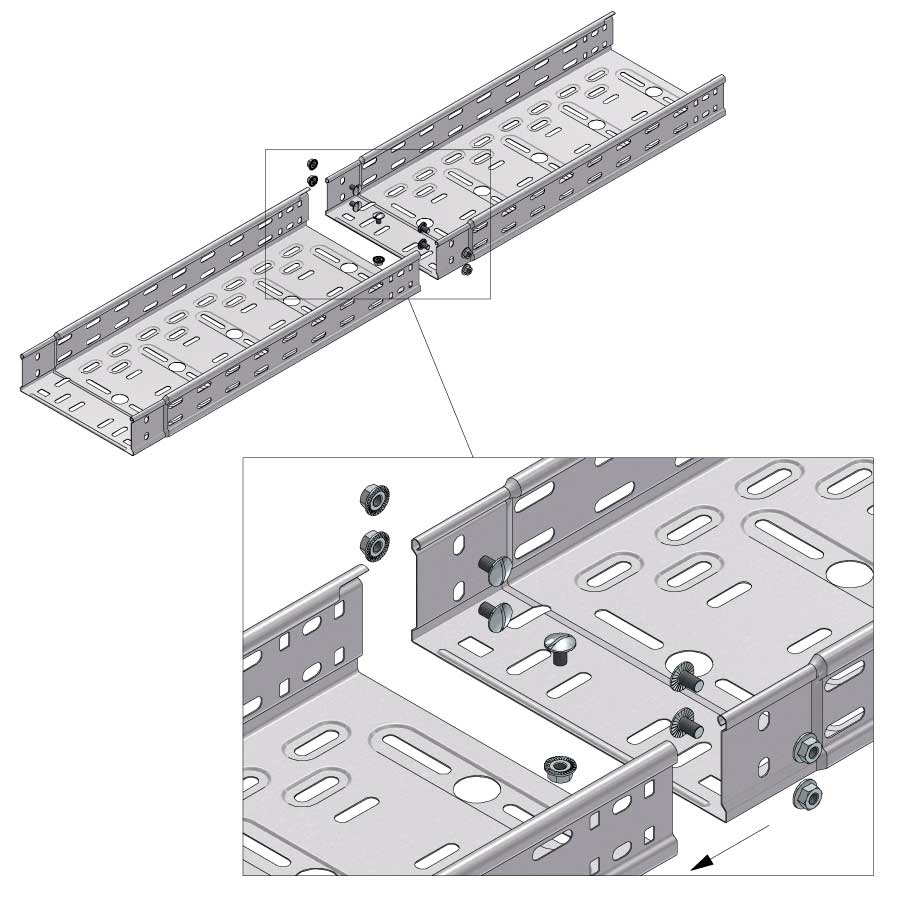
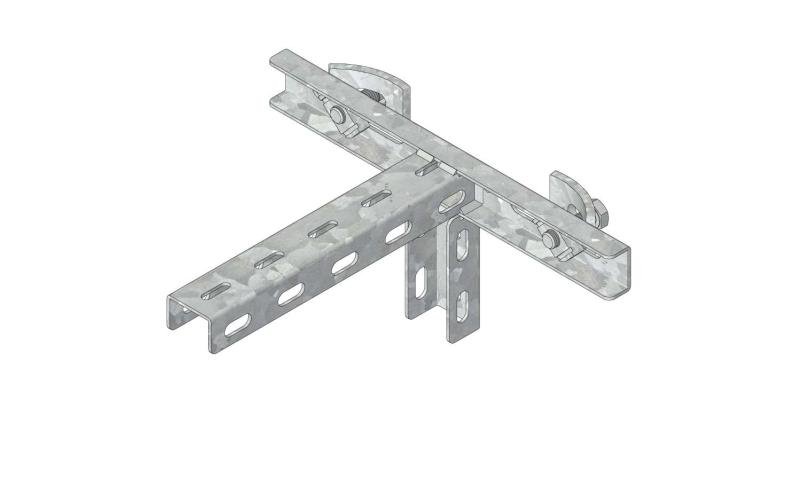
Assemblée
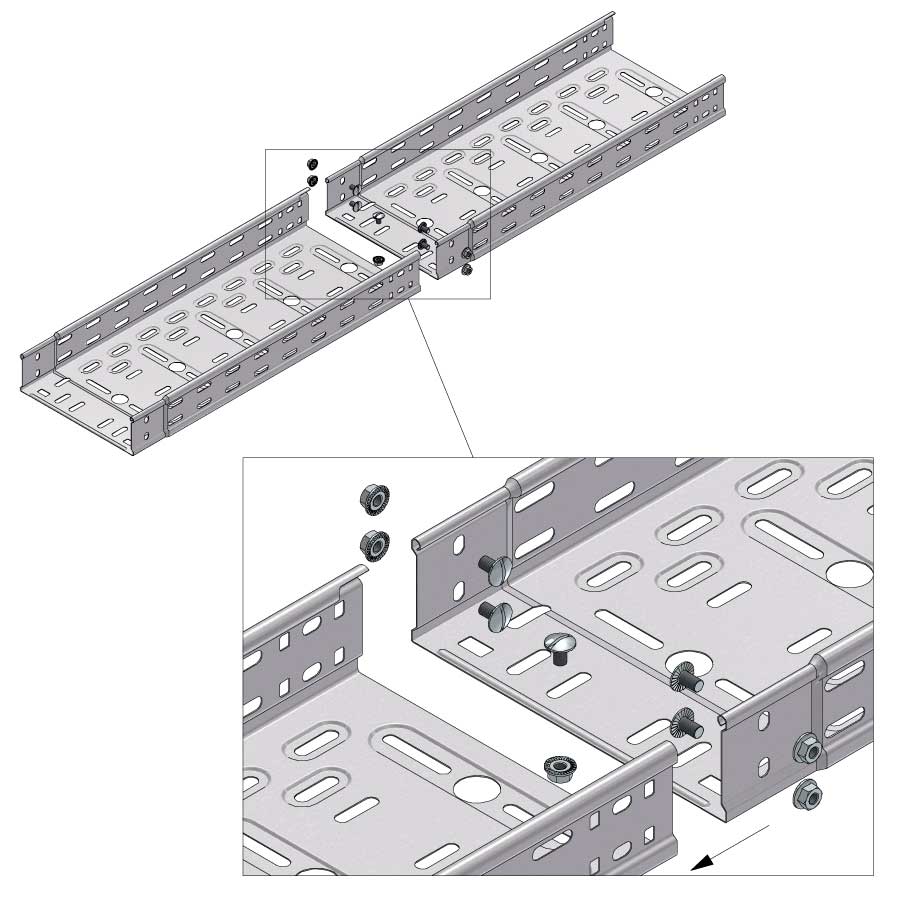
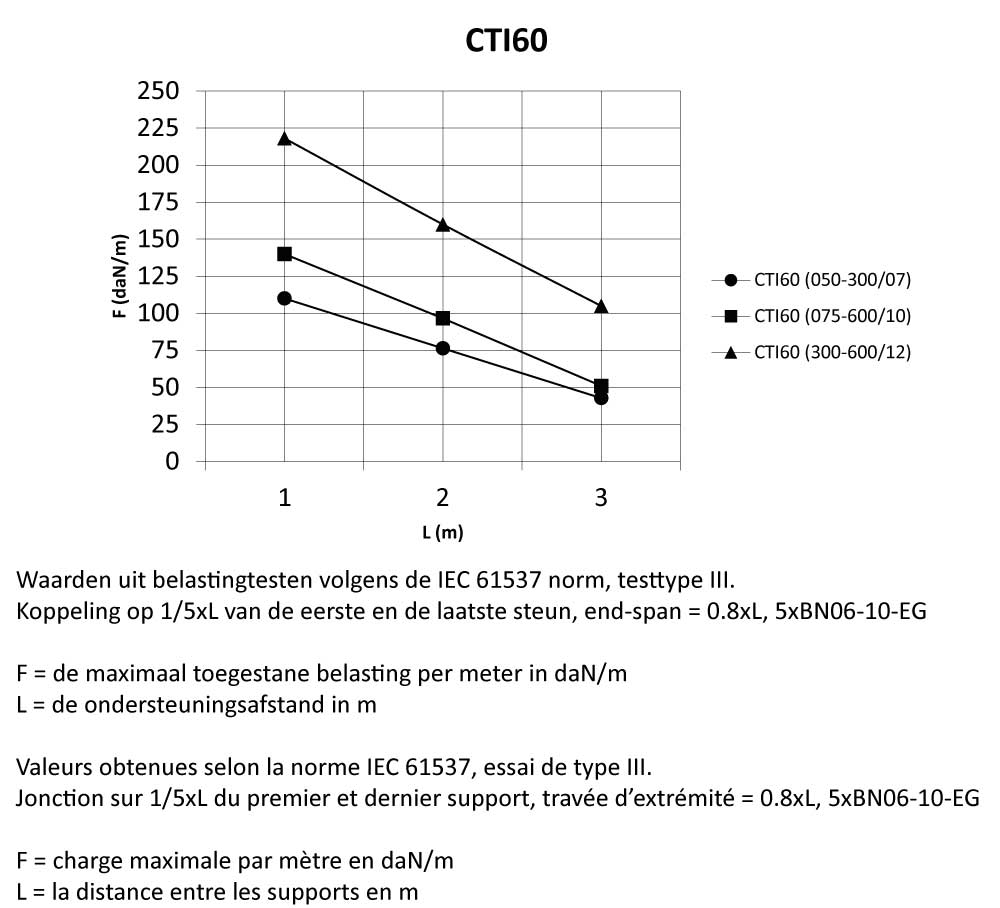
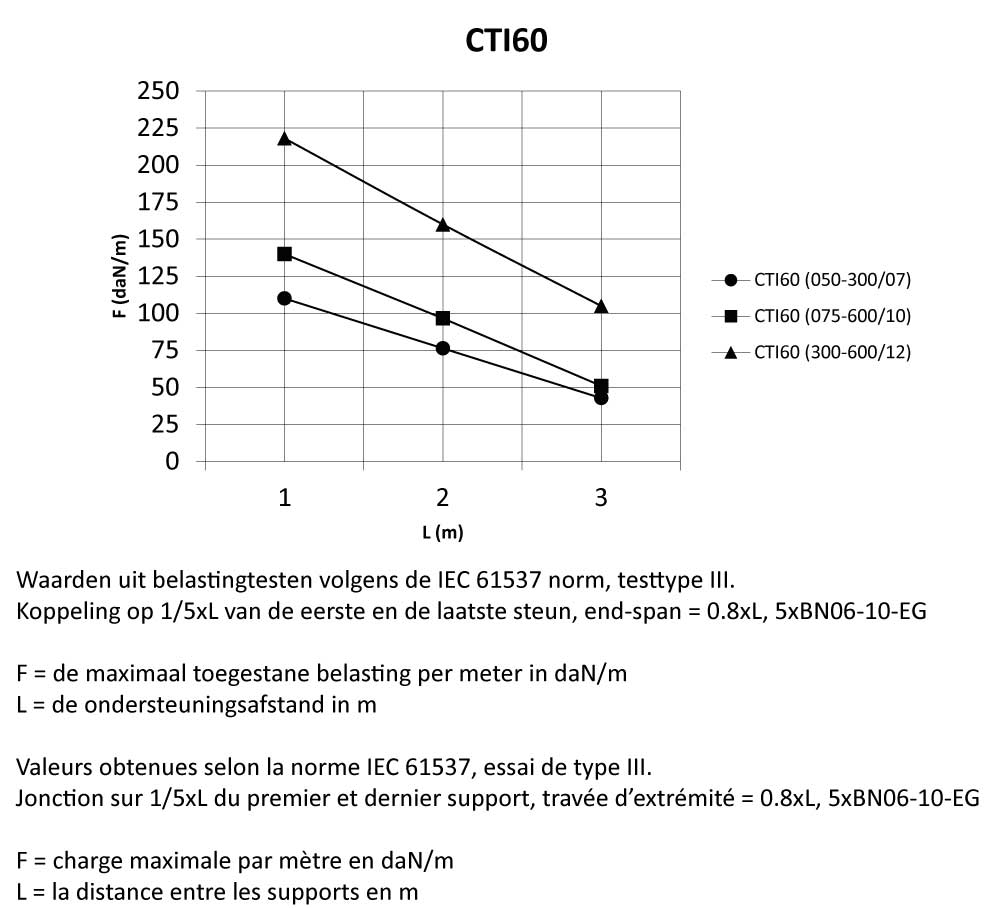
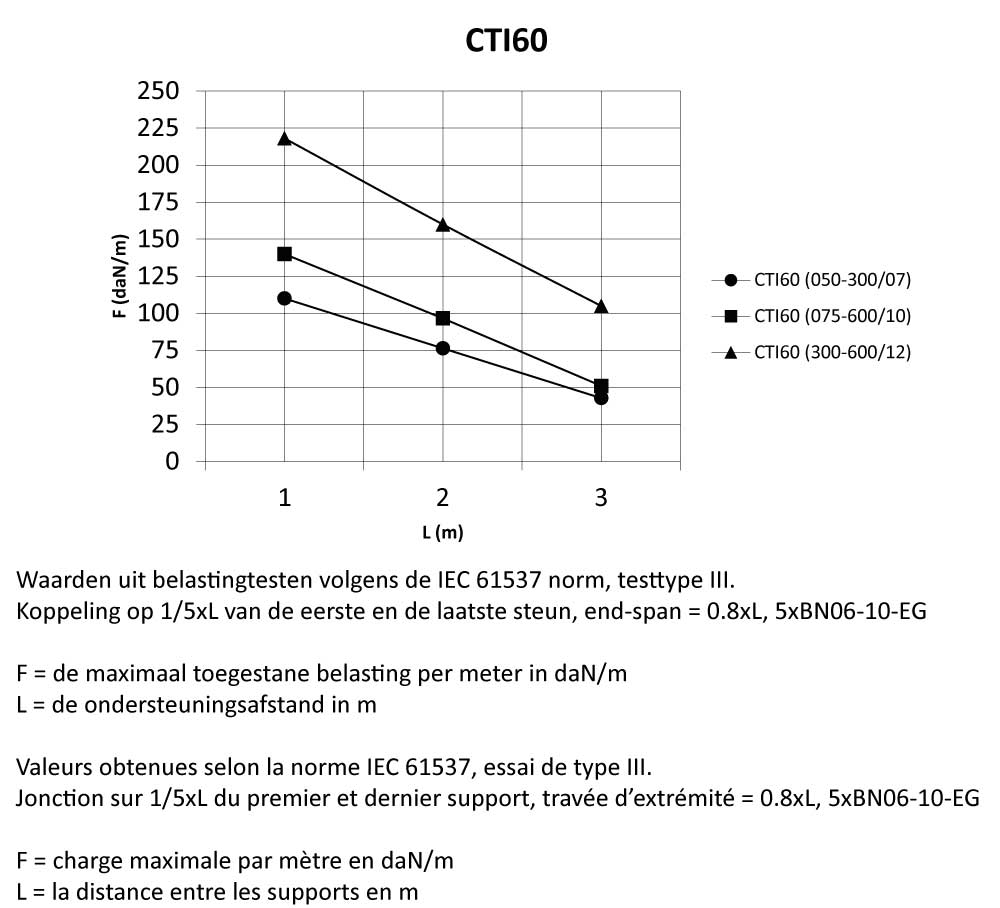
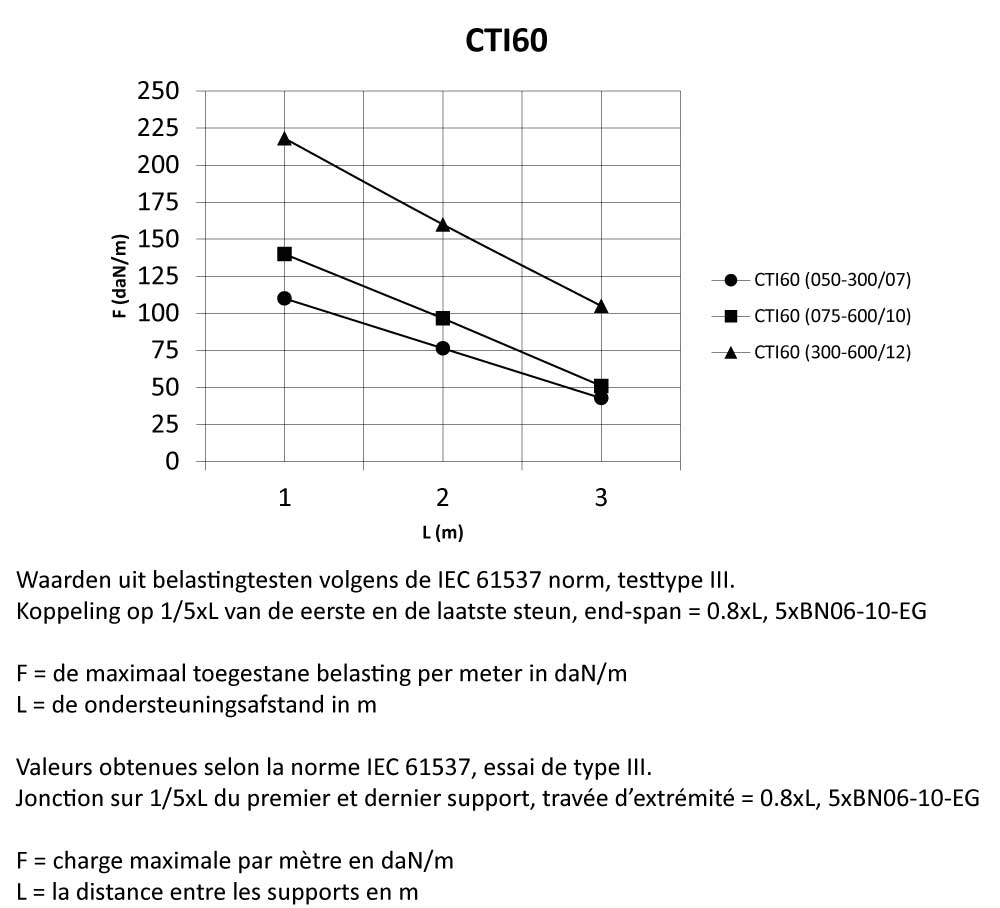
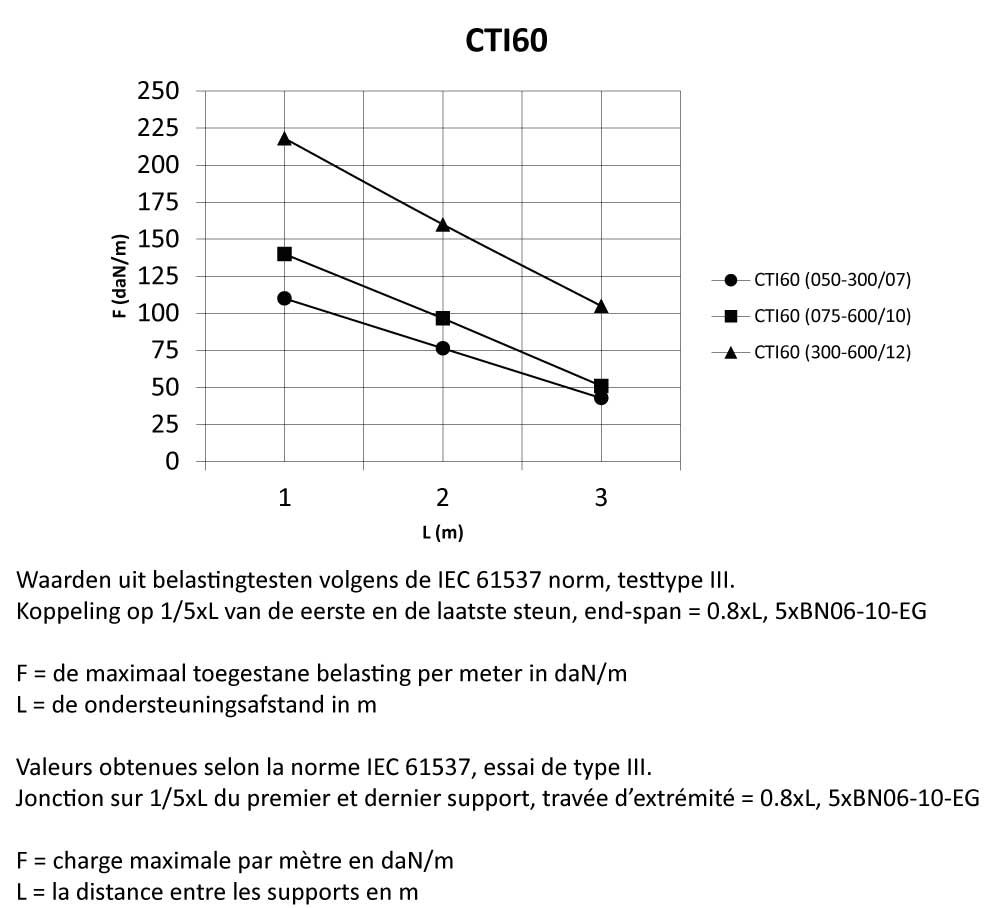
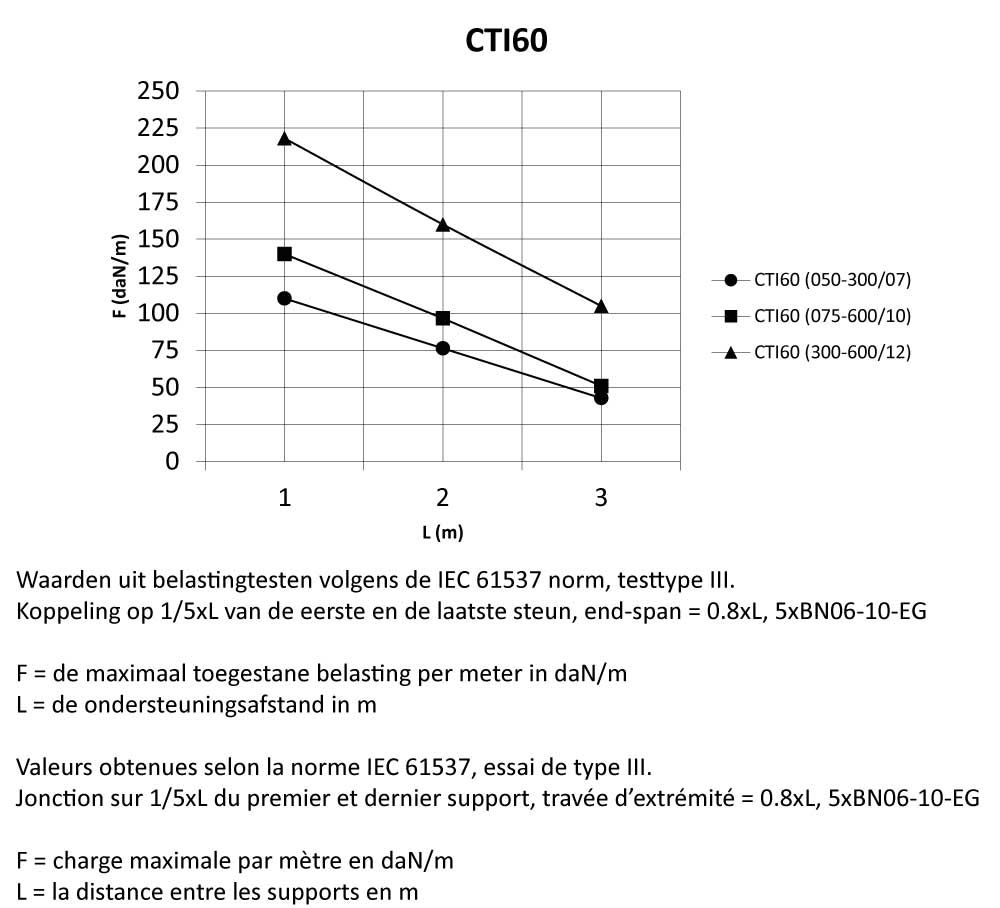
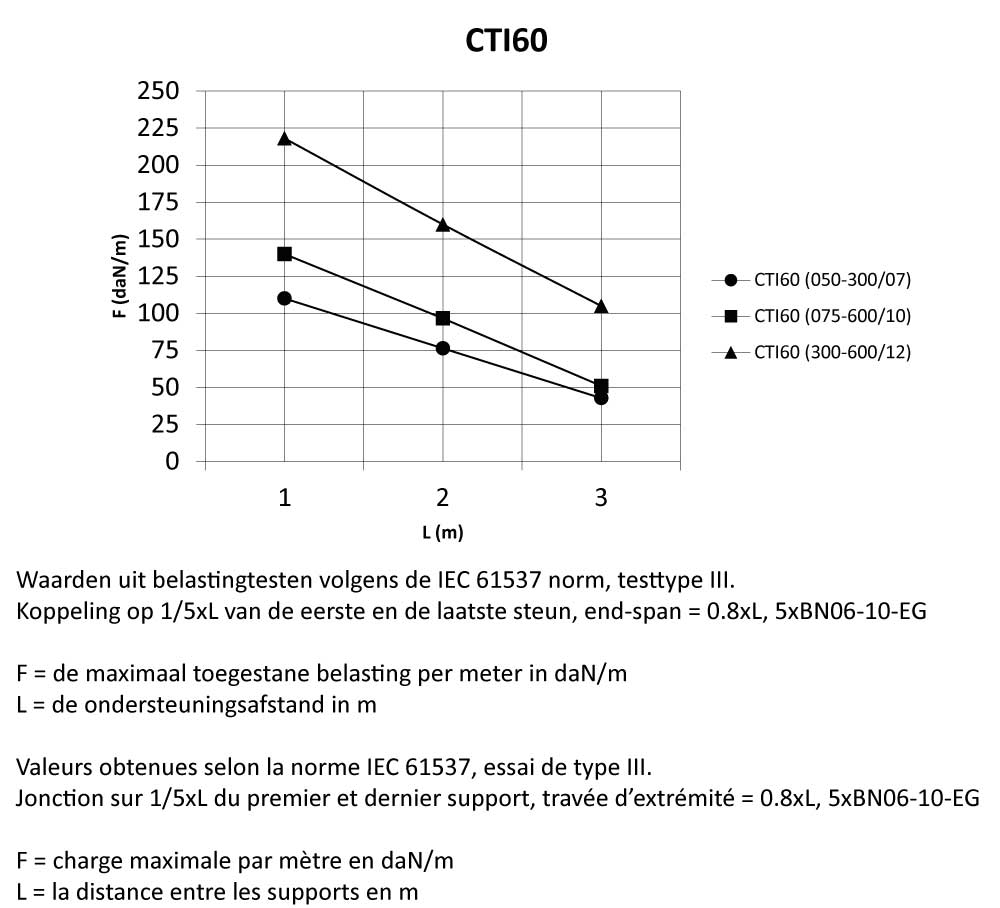
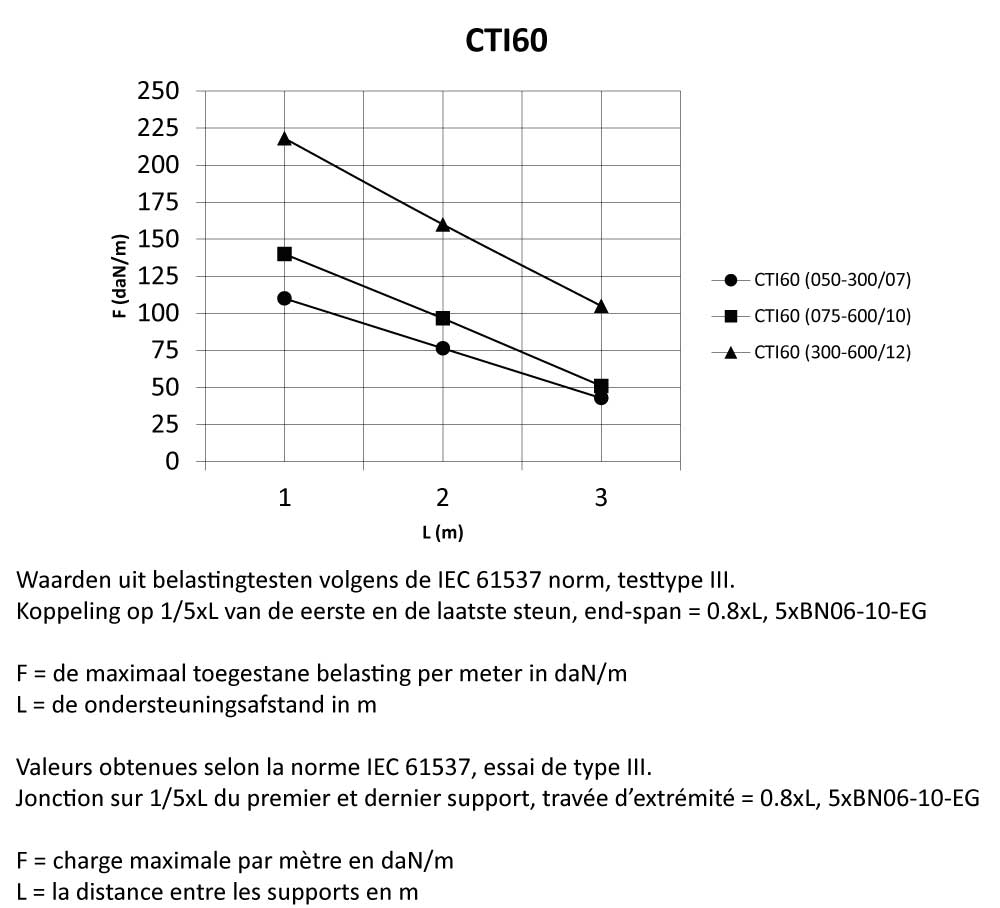
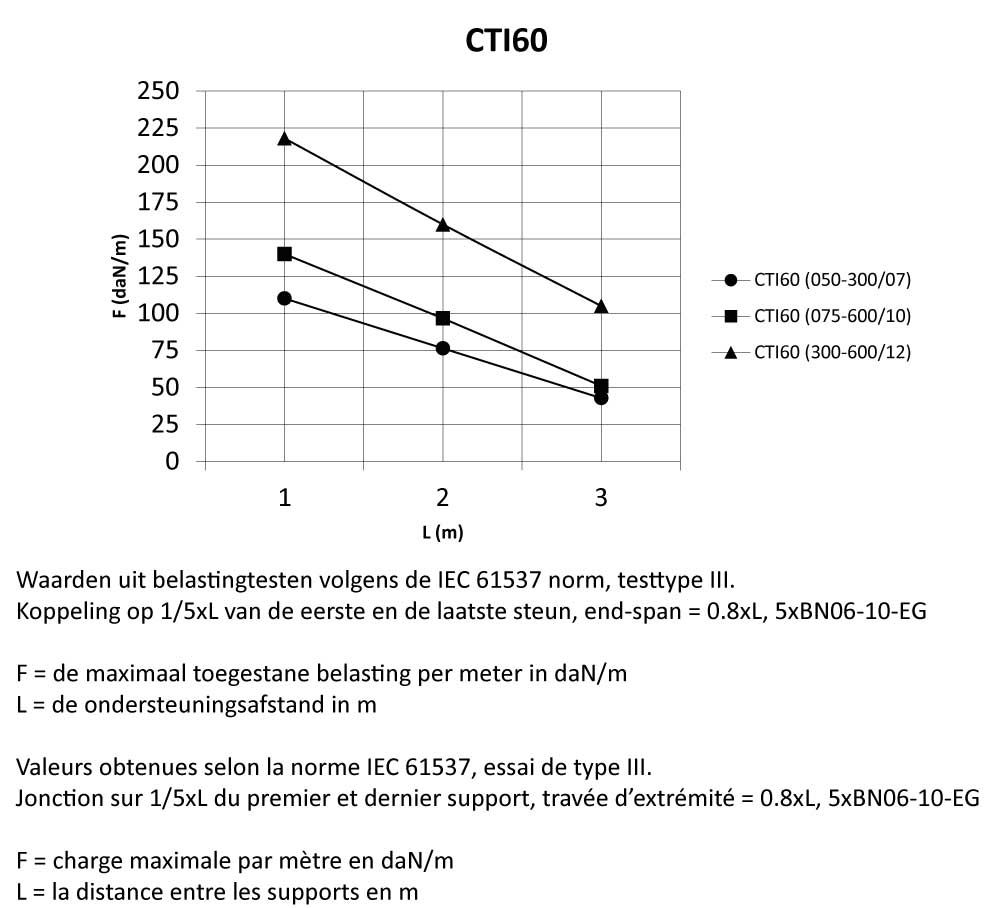
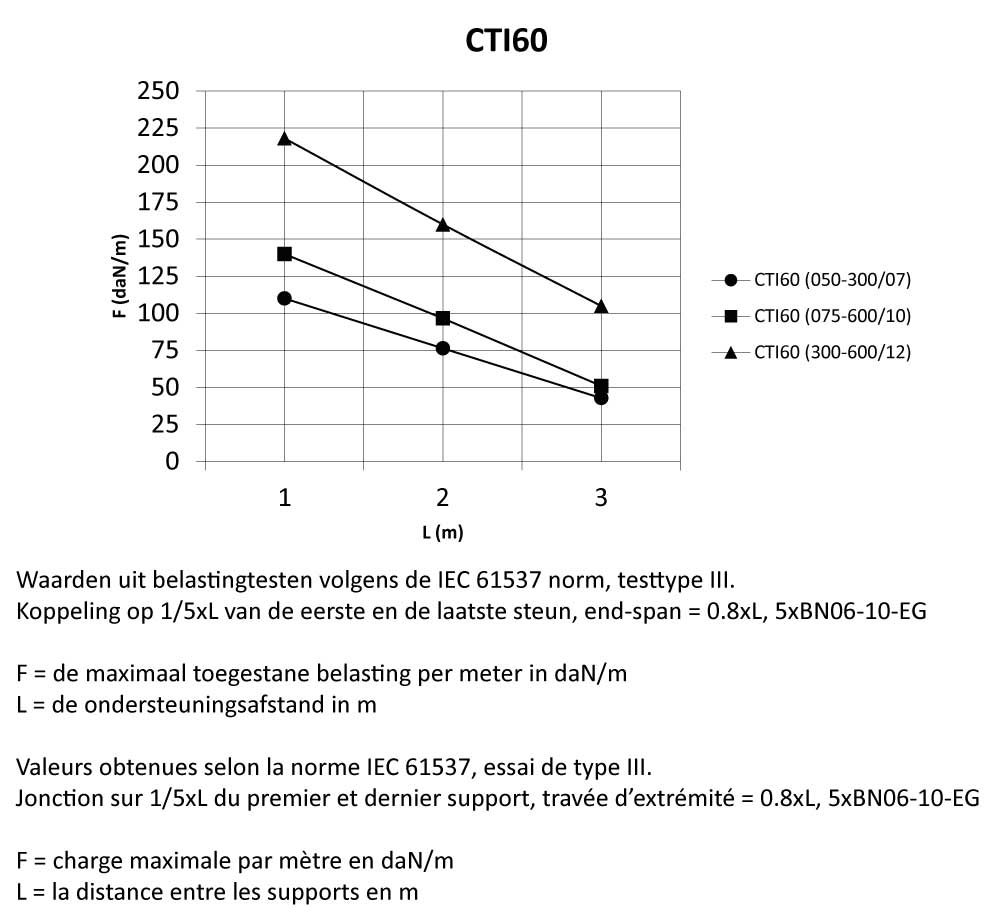
Diagramme de charge
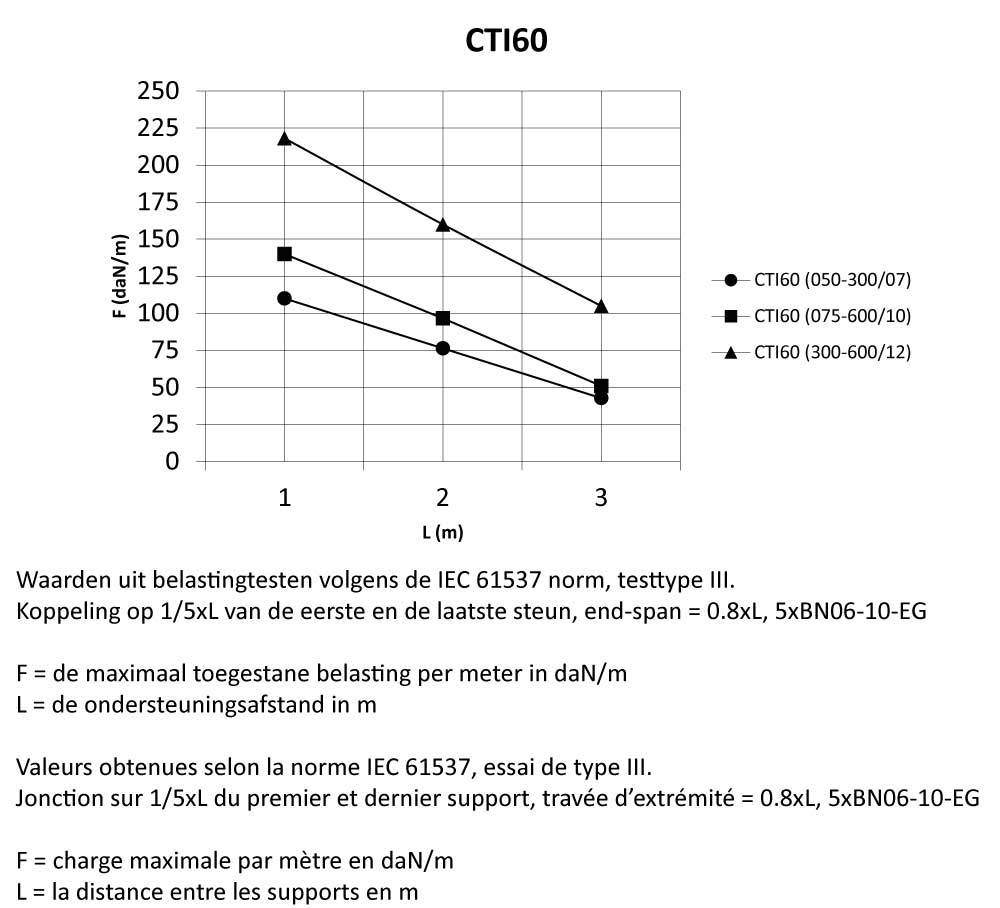








































{kind=link}