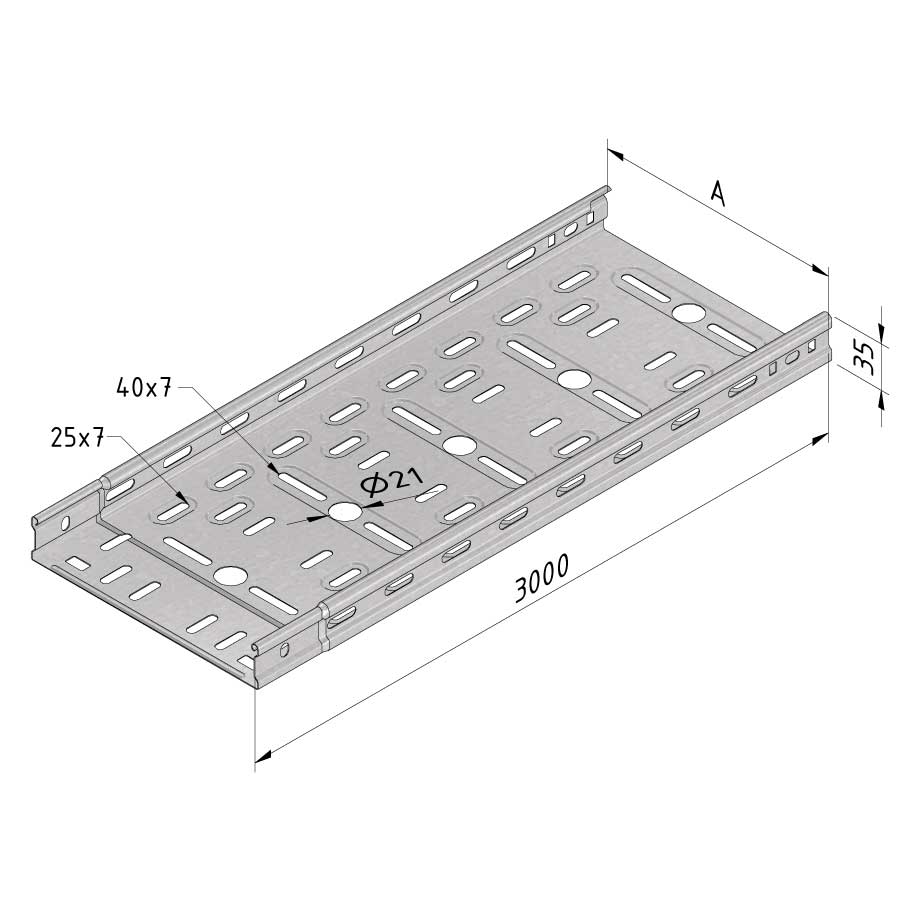
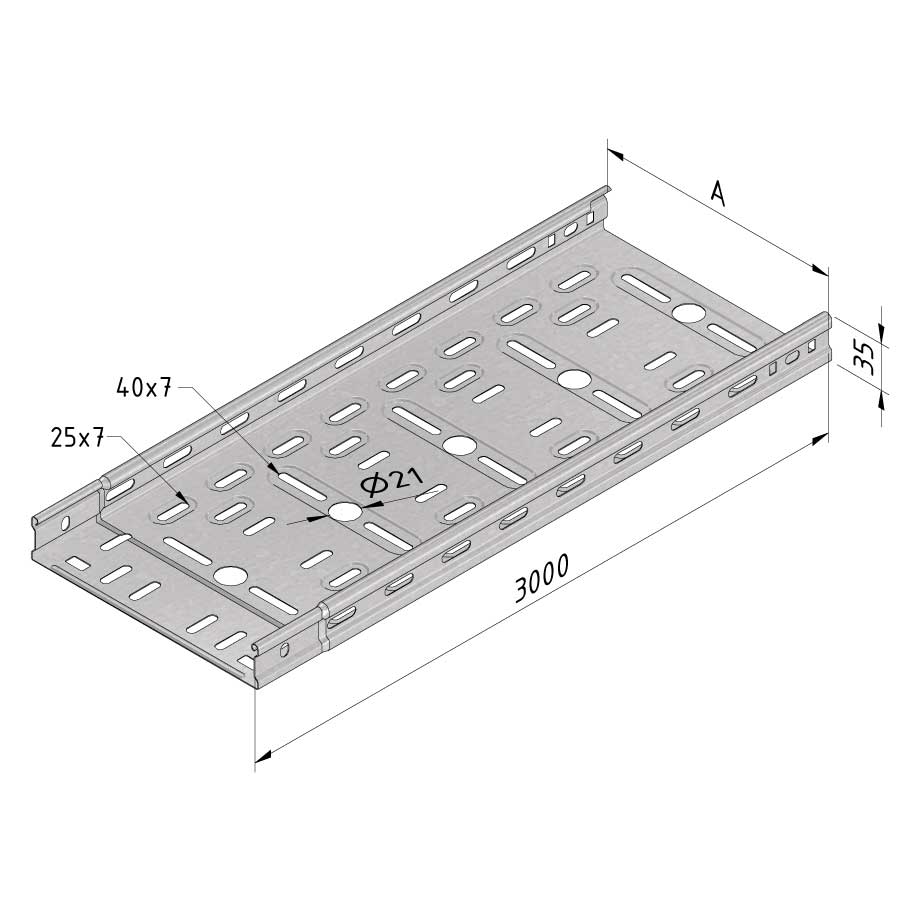
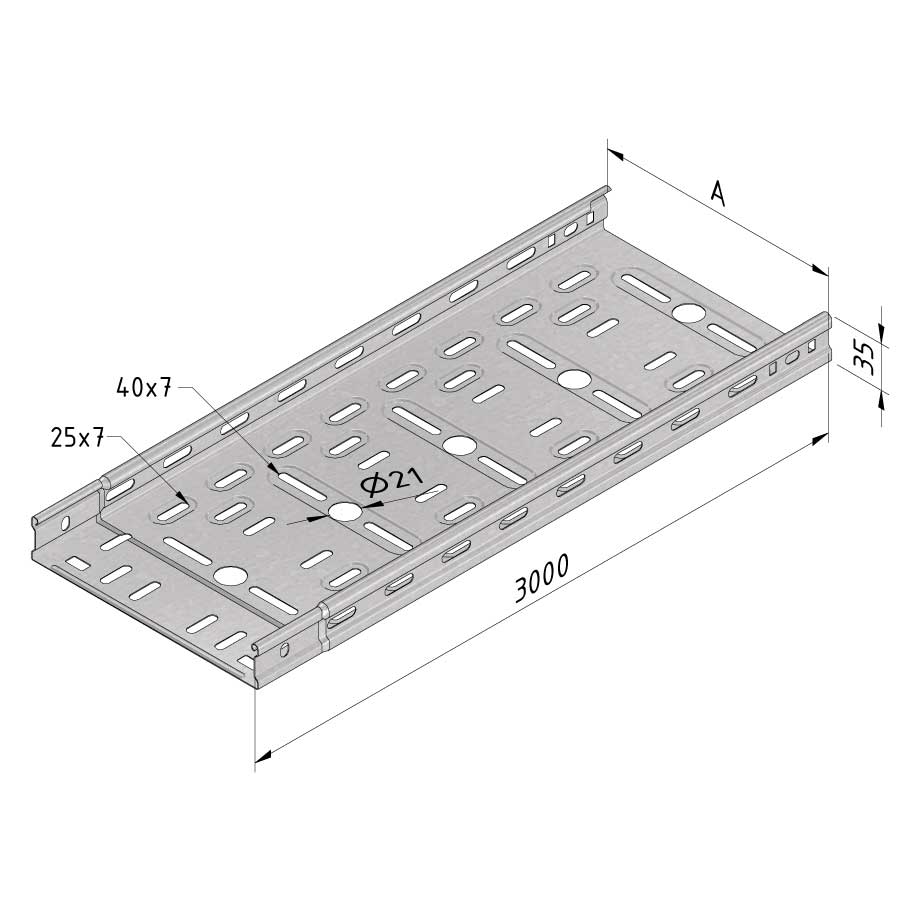
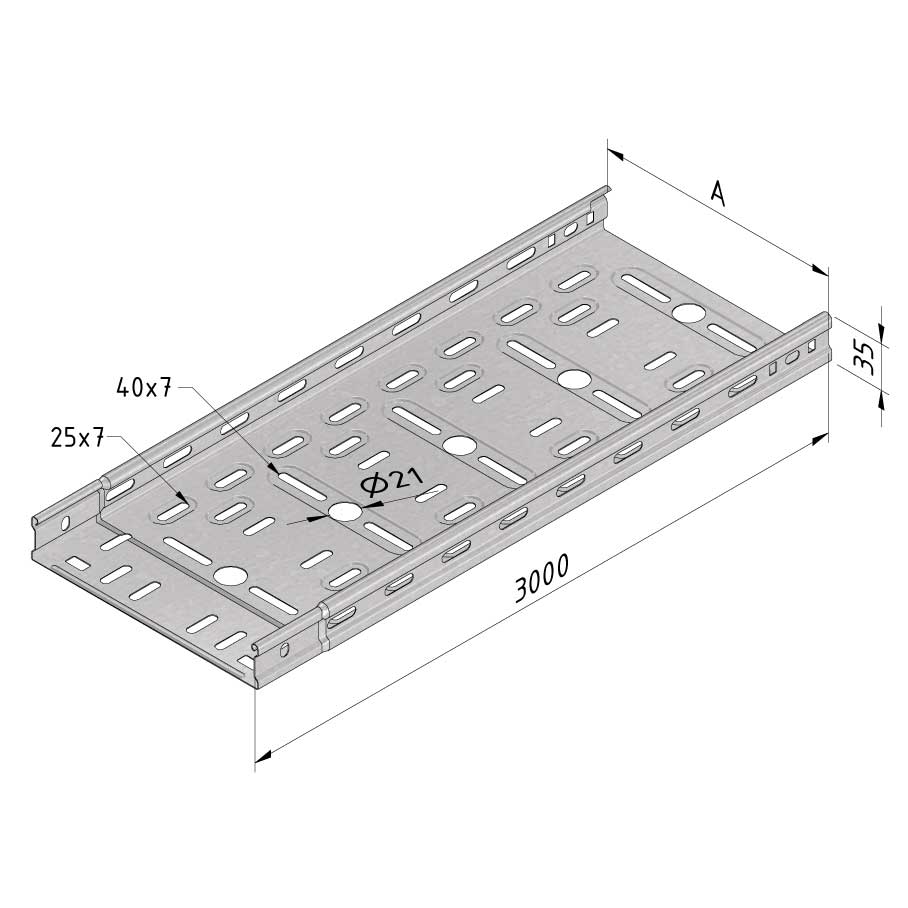
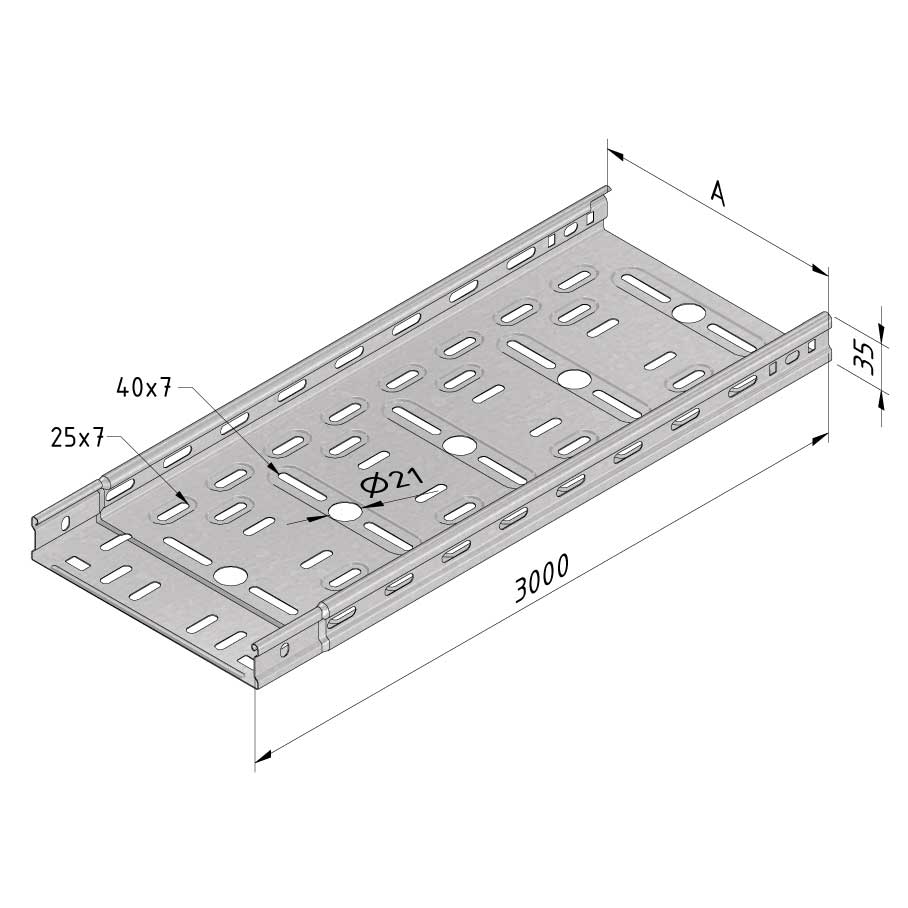
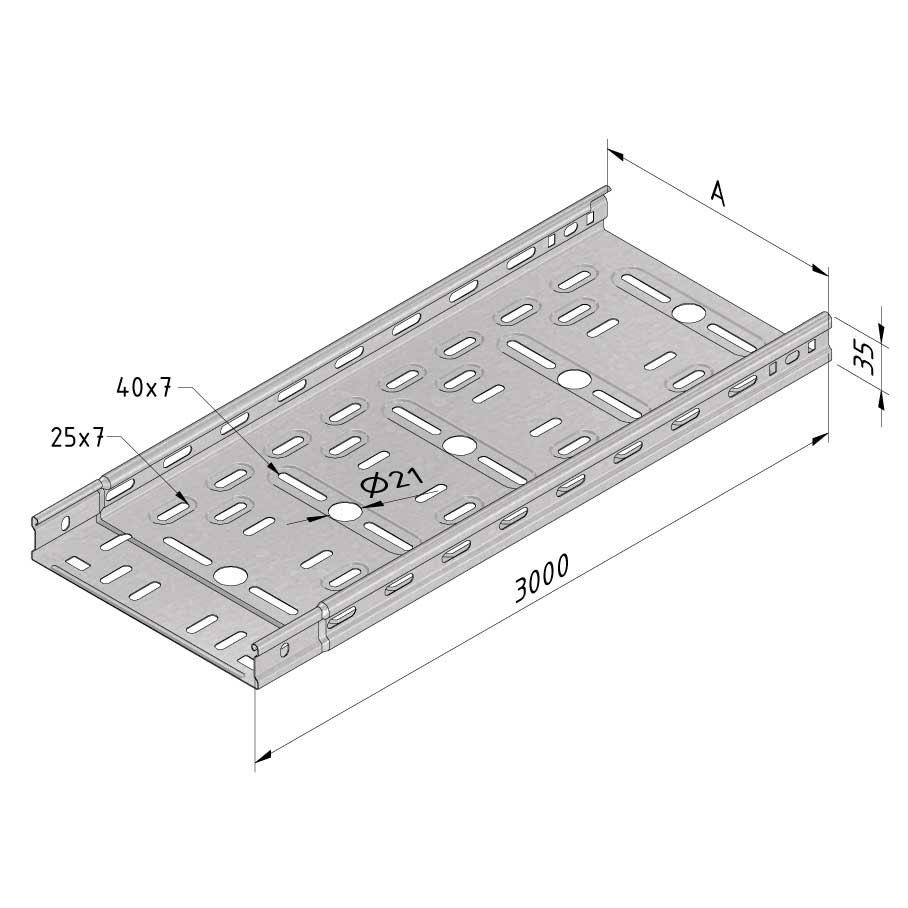
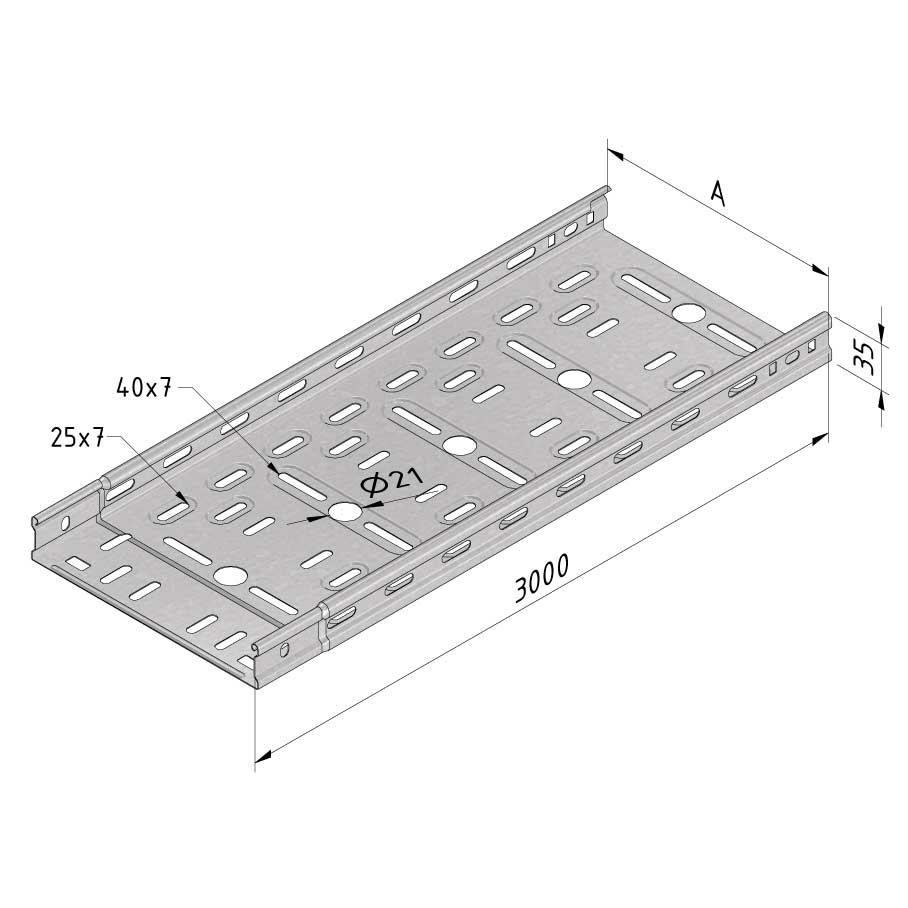
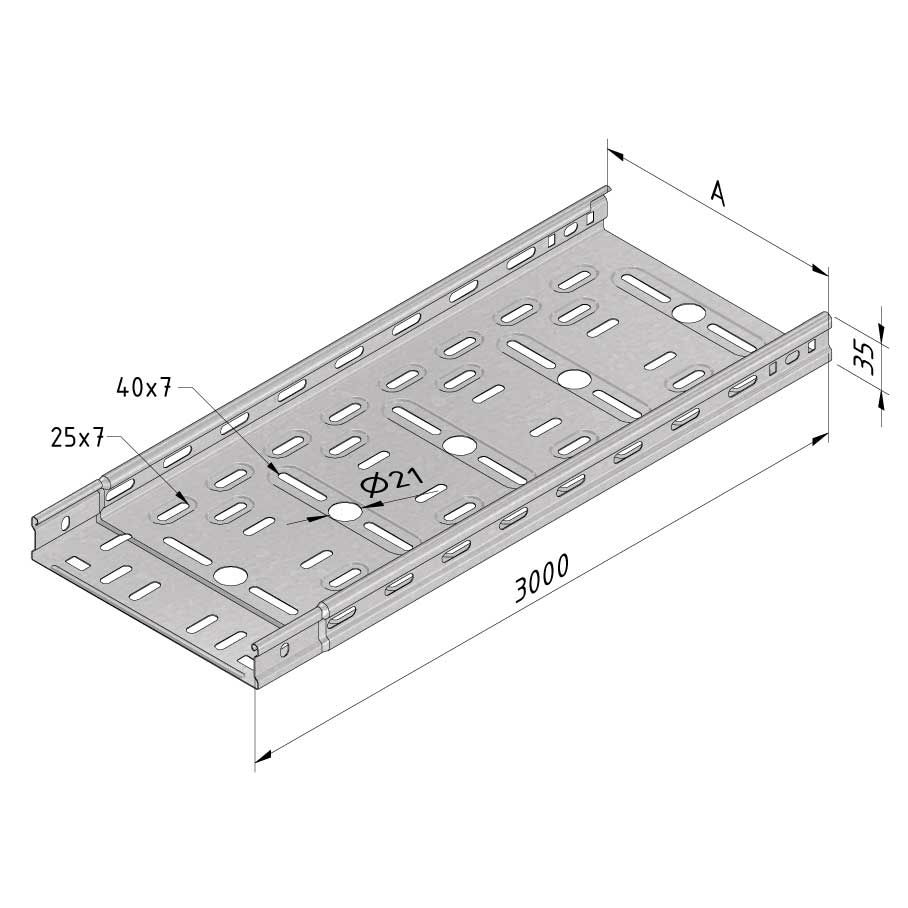
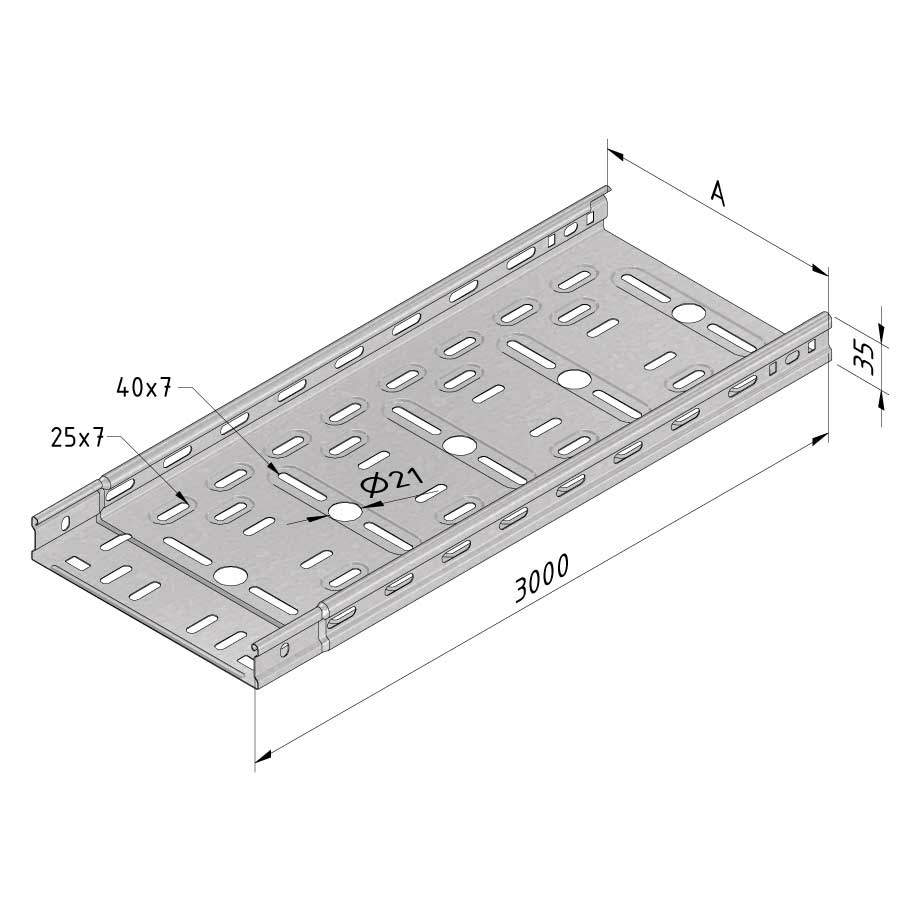
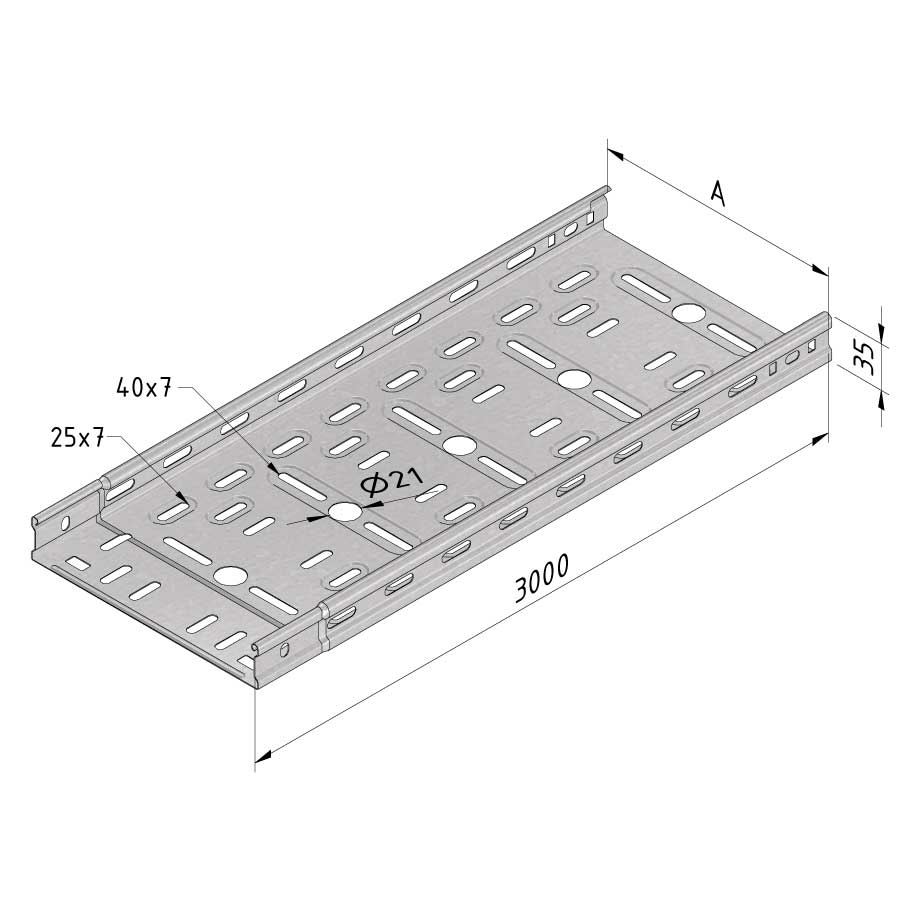
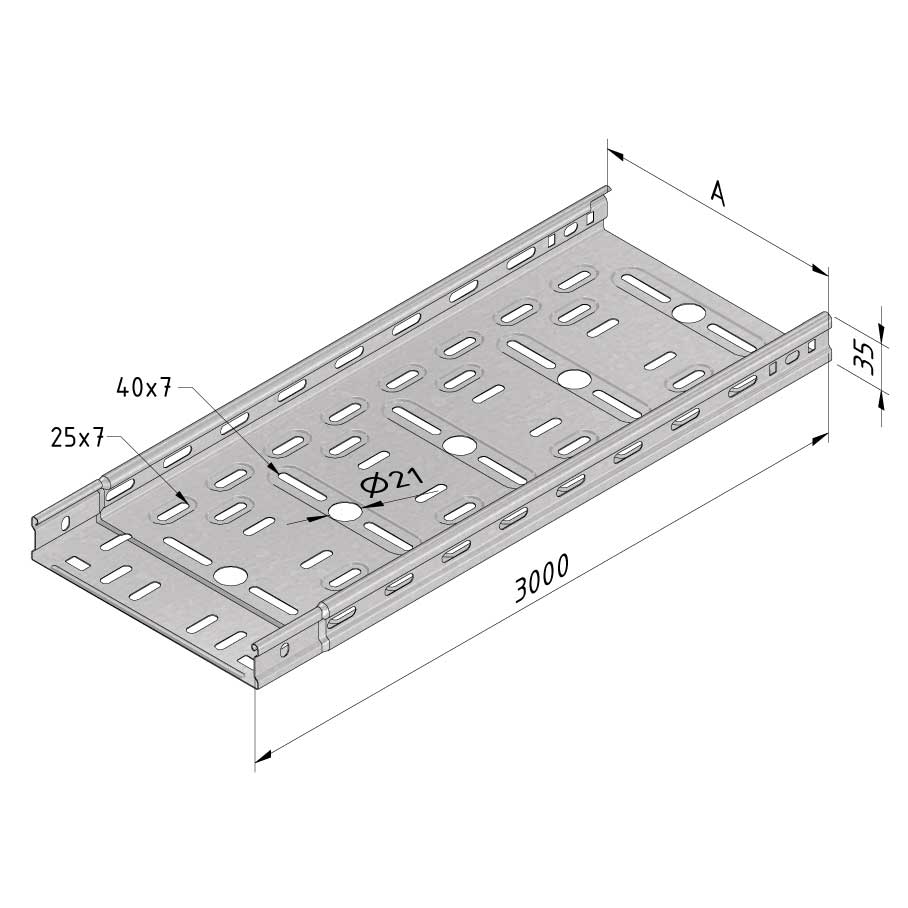
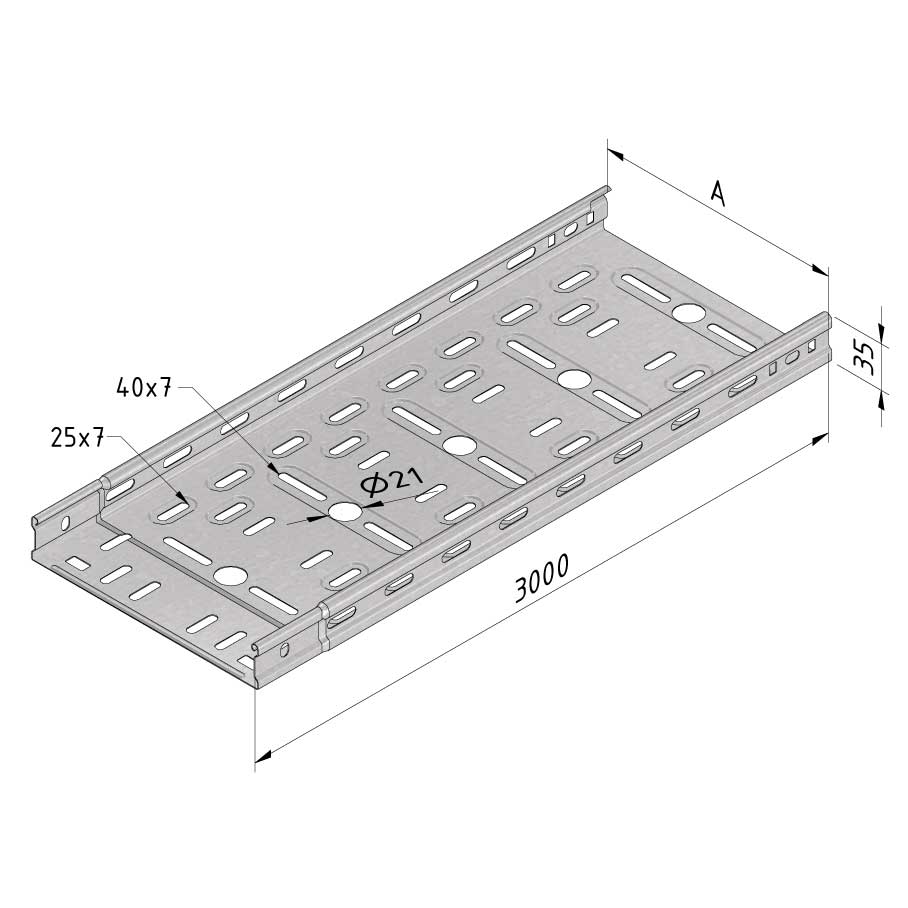
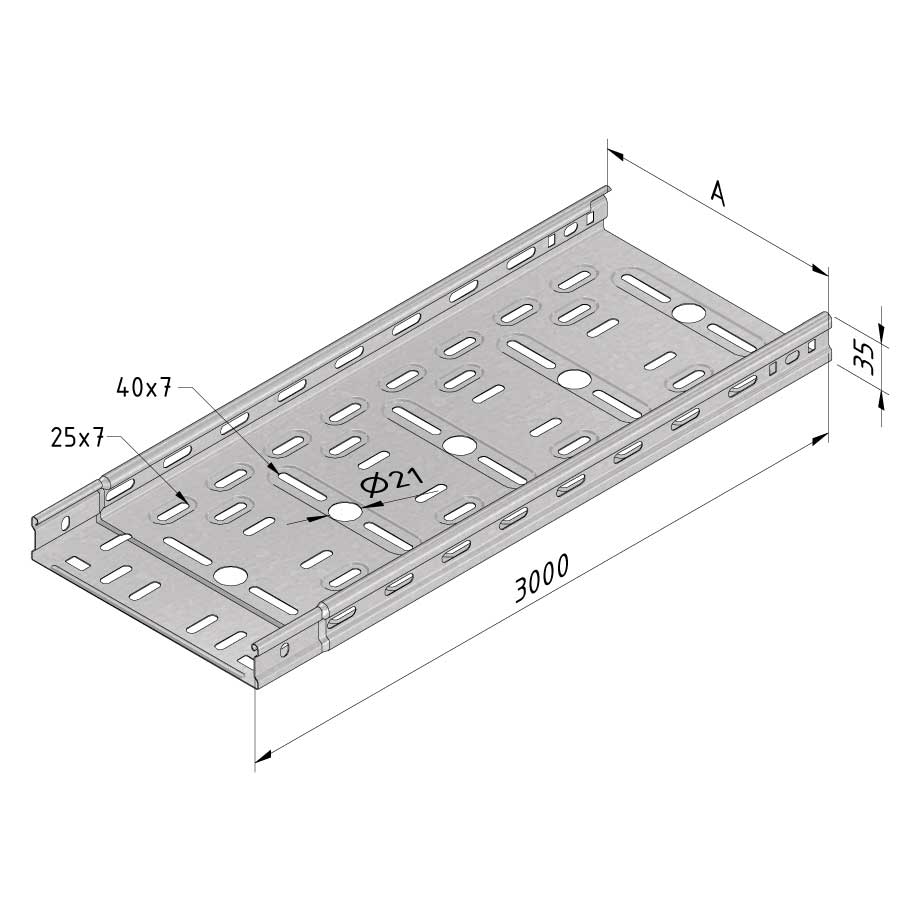
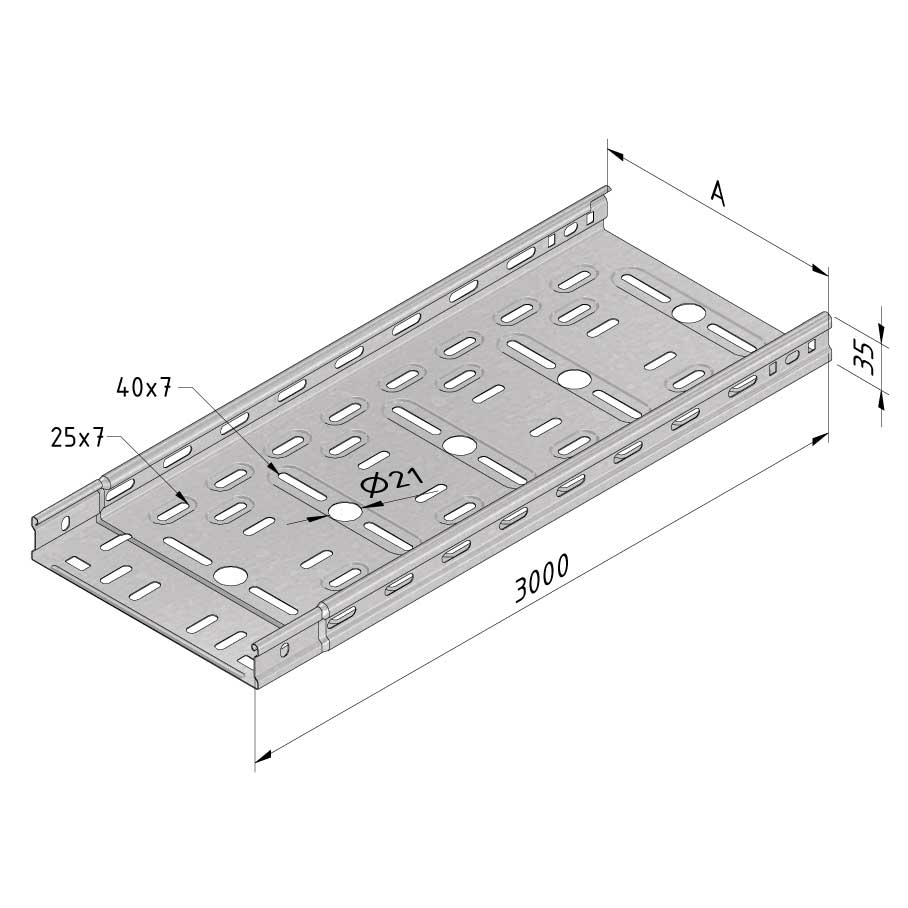
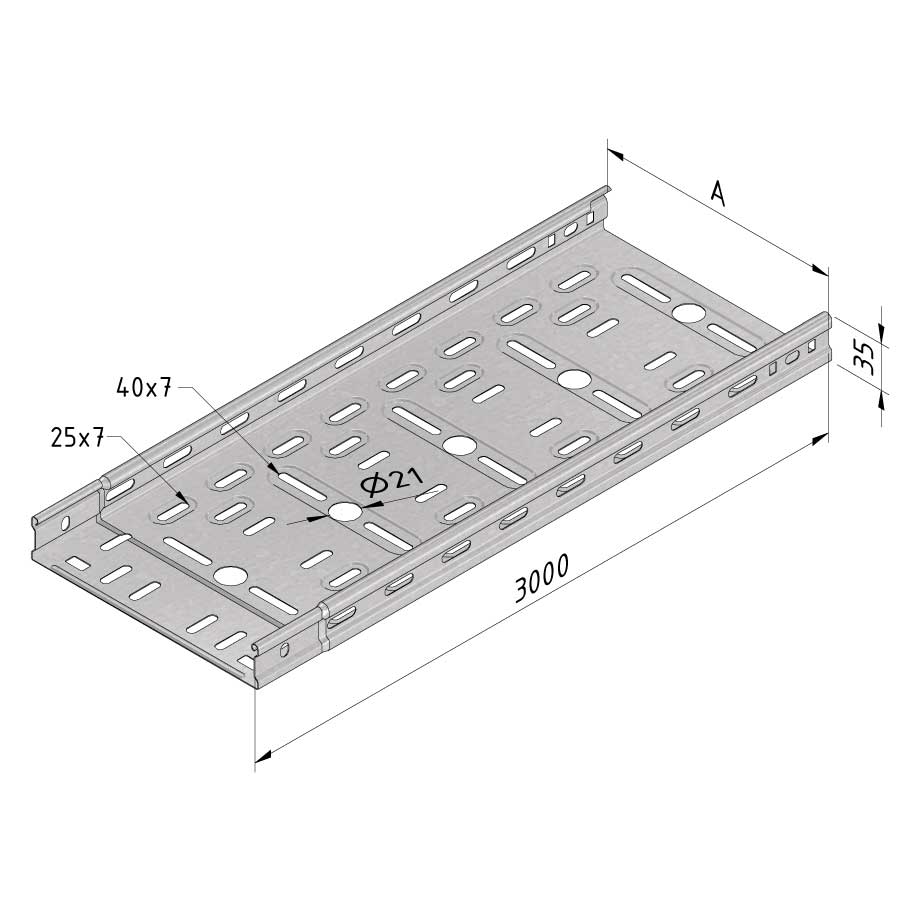
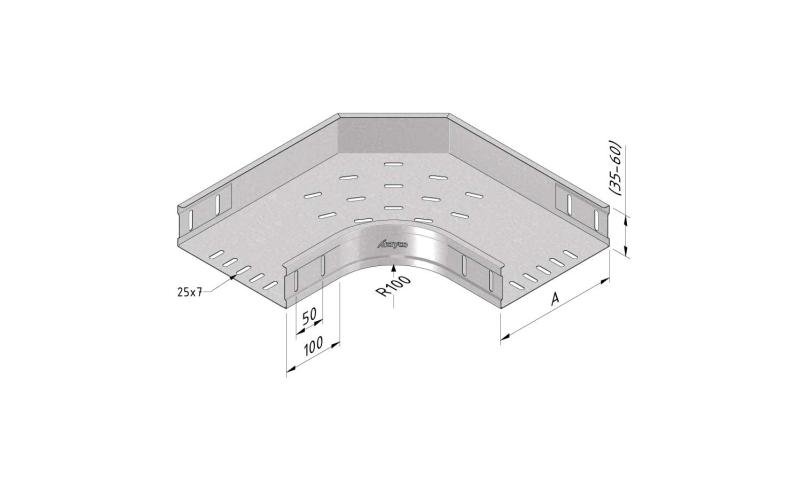
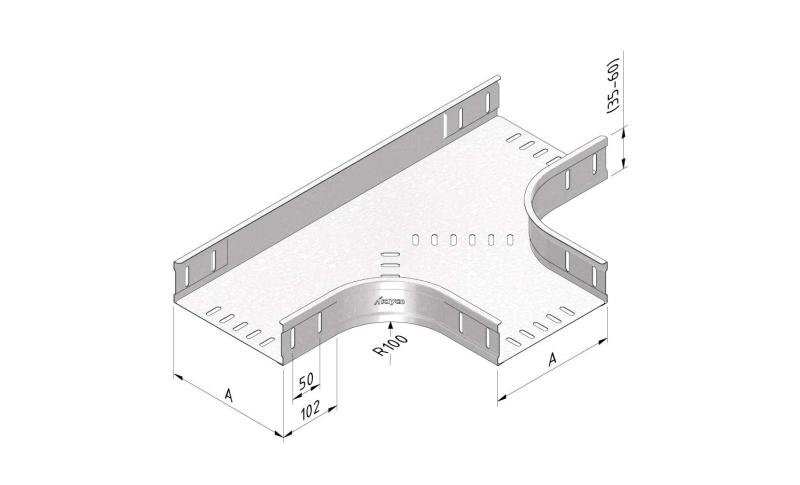
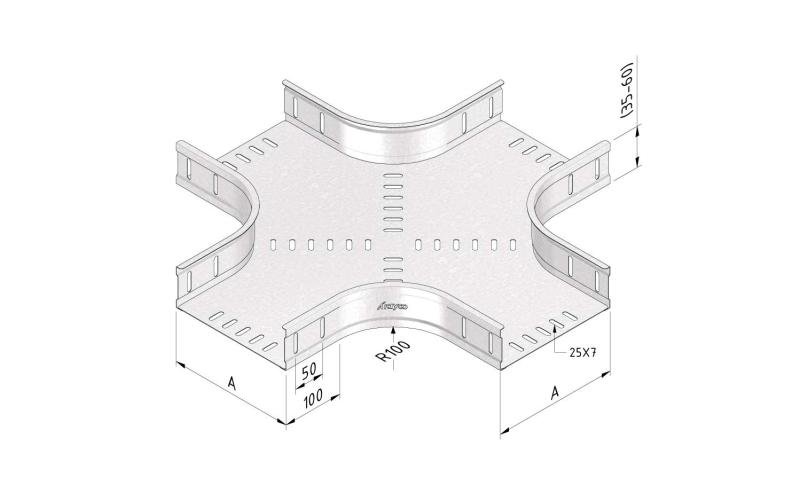
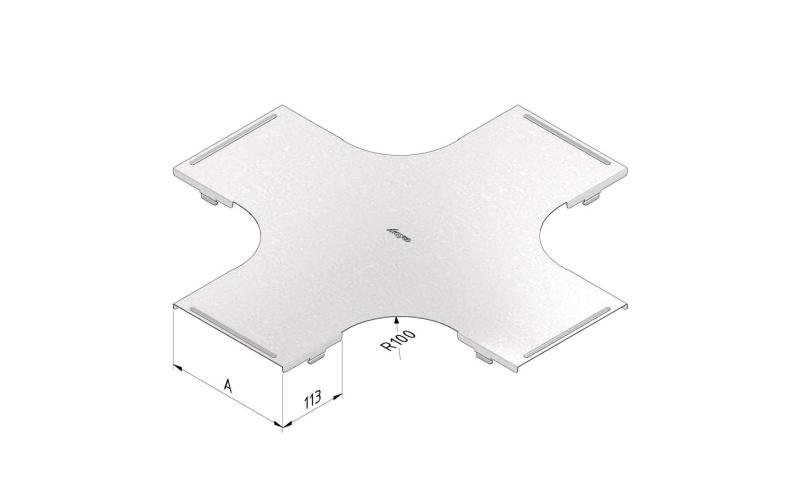
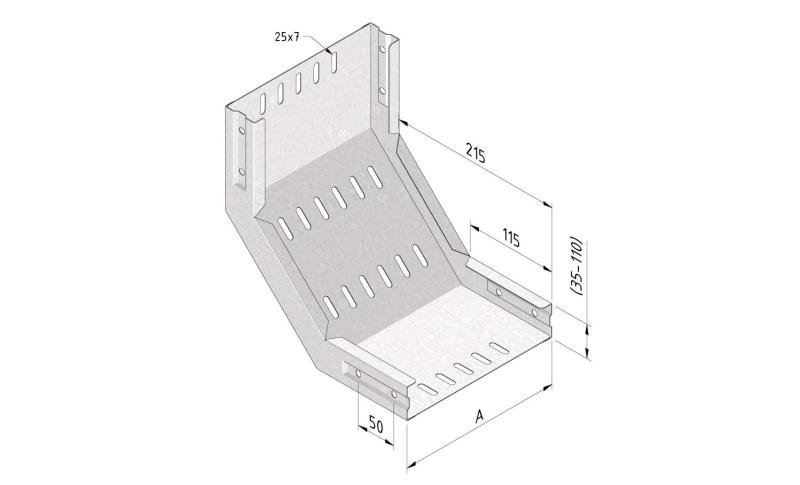
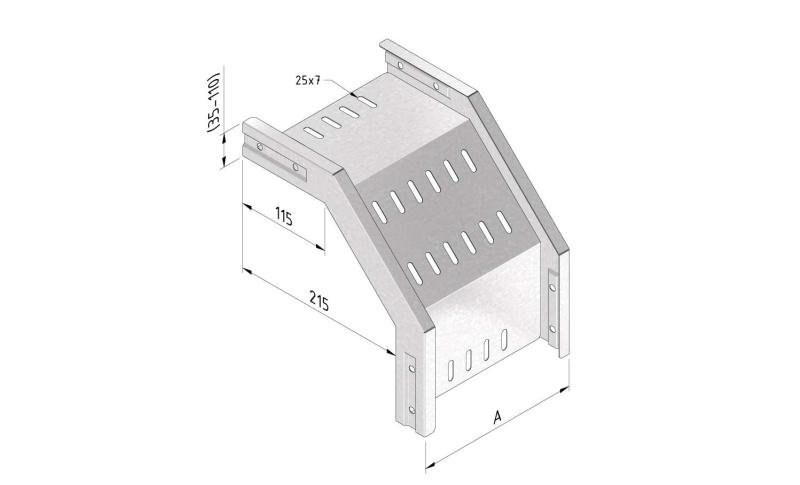
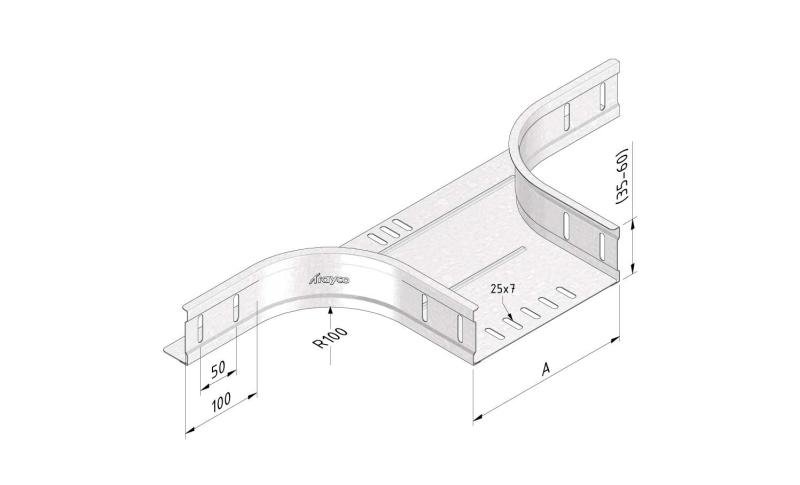
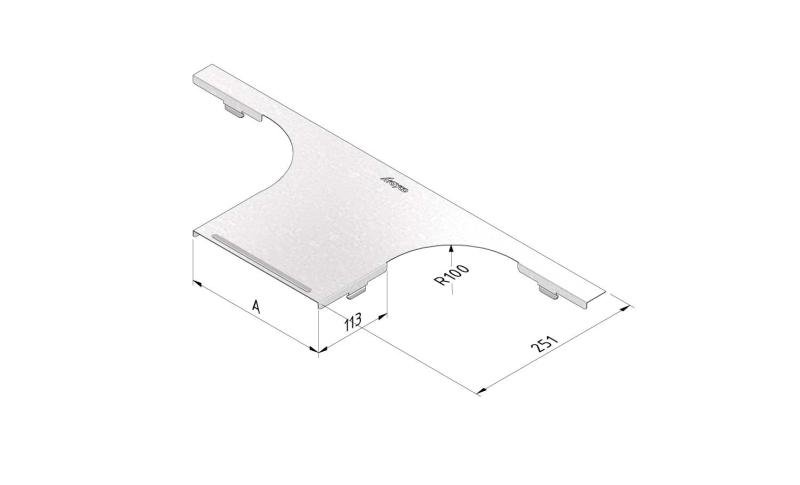
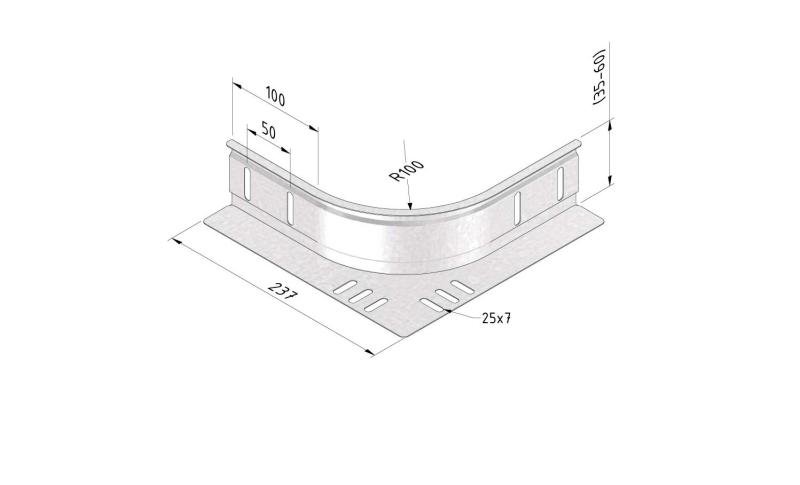
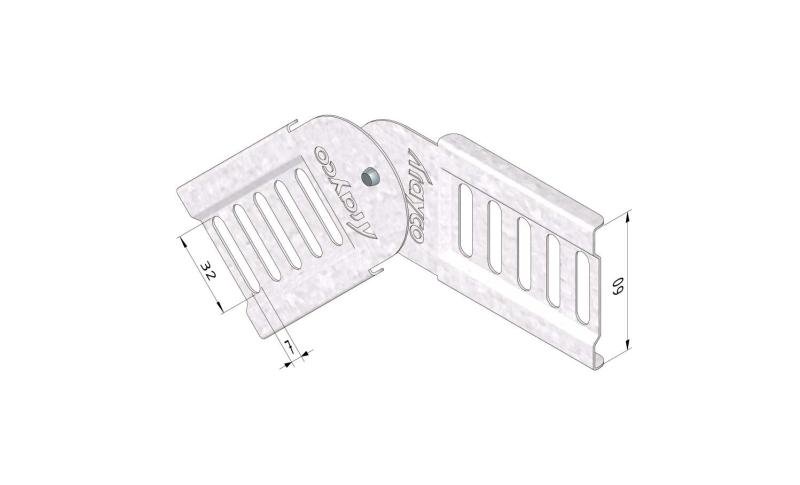
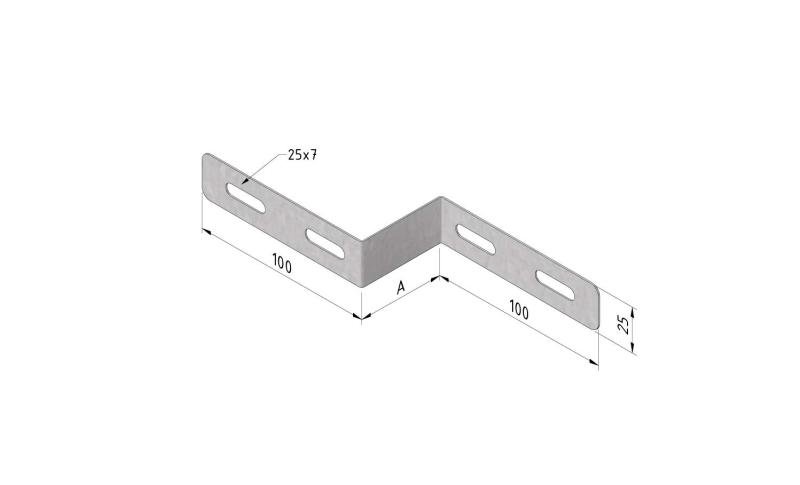
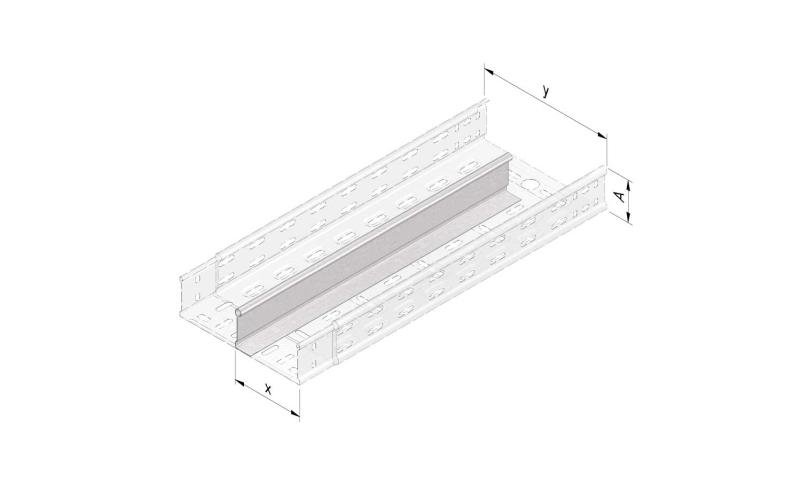
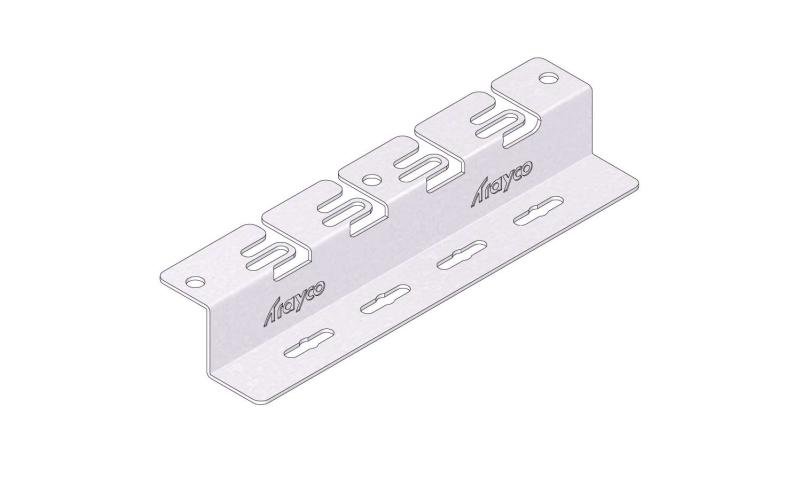
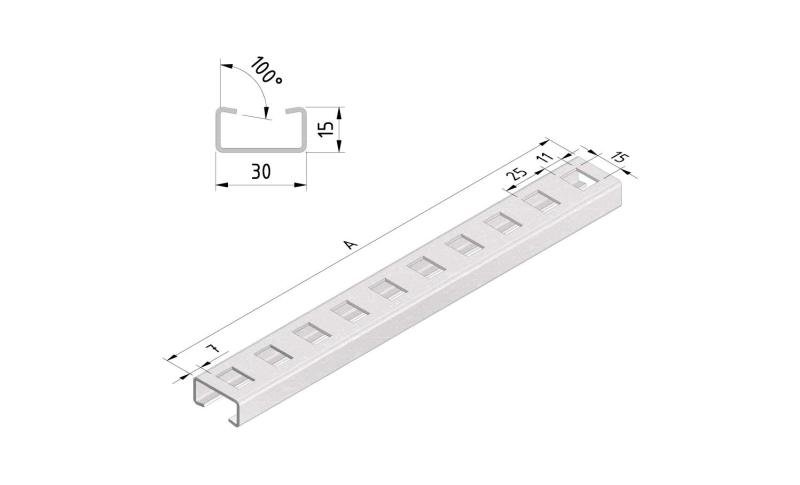
Chemin de câbles emb. léger
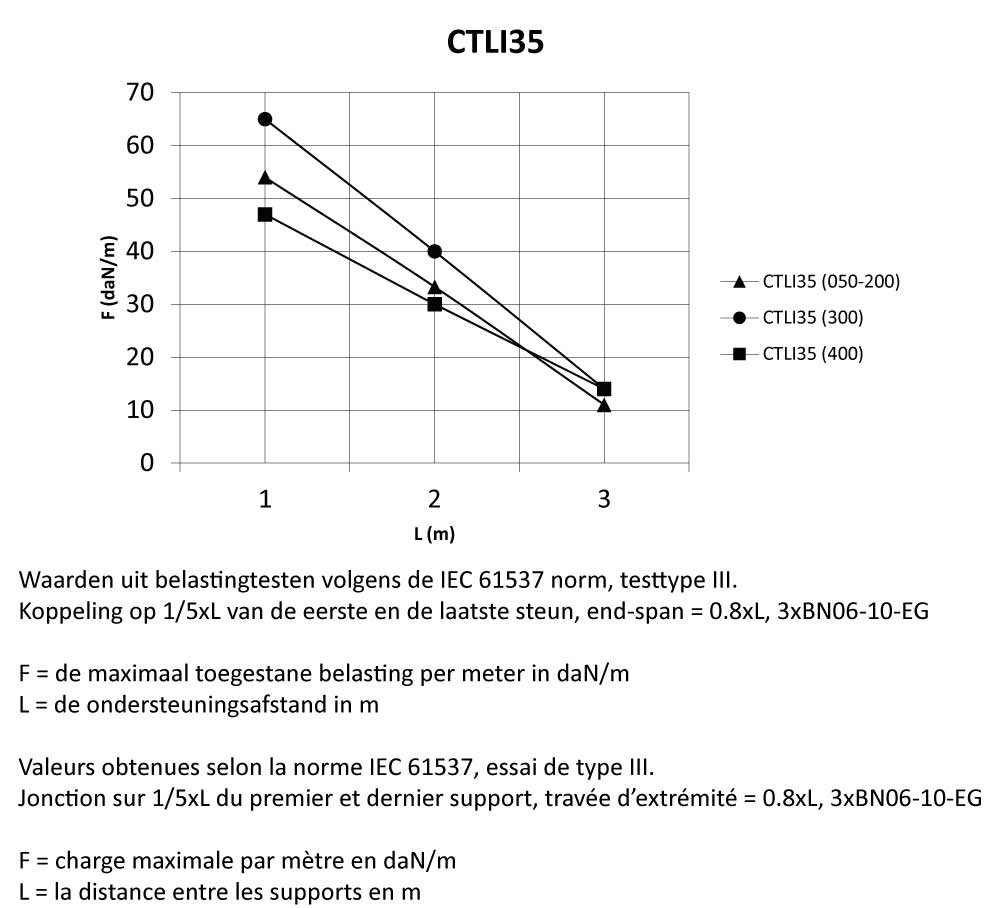
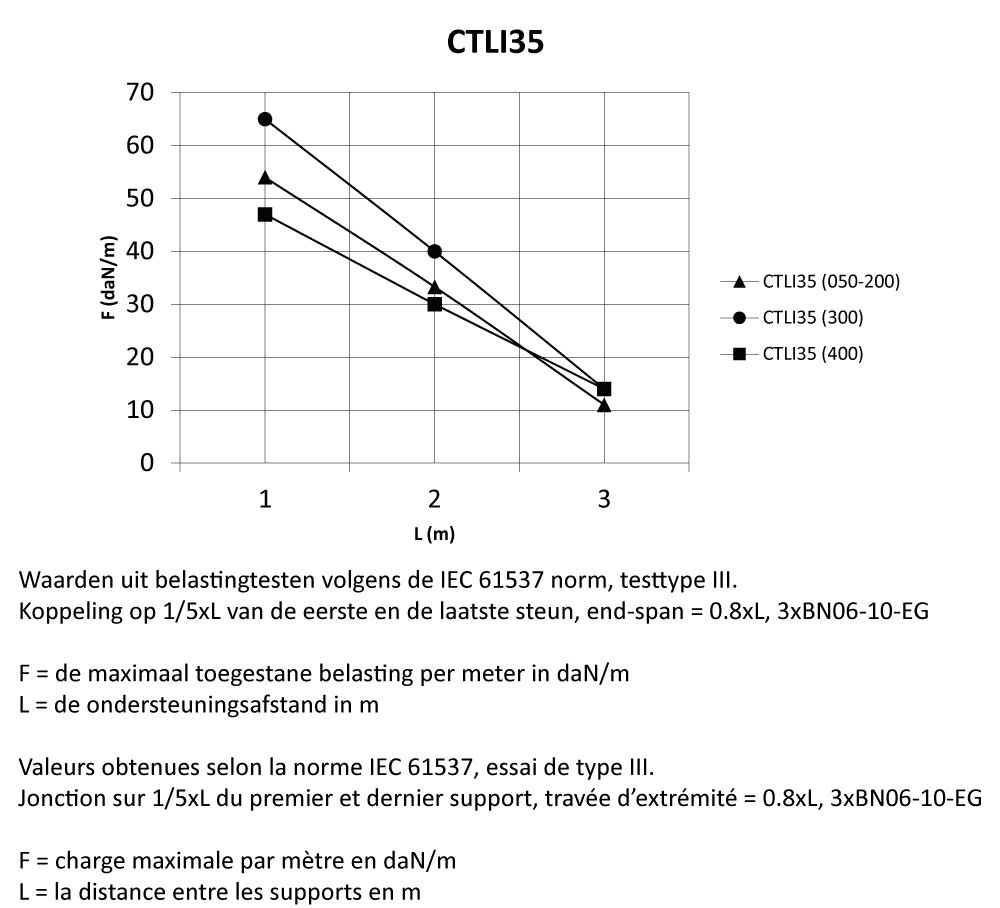
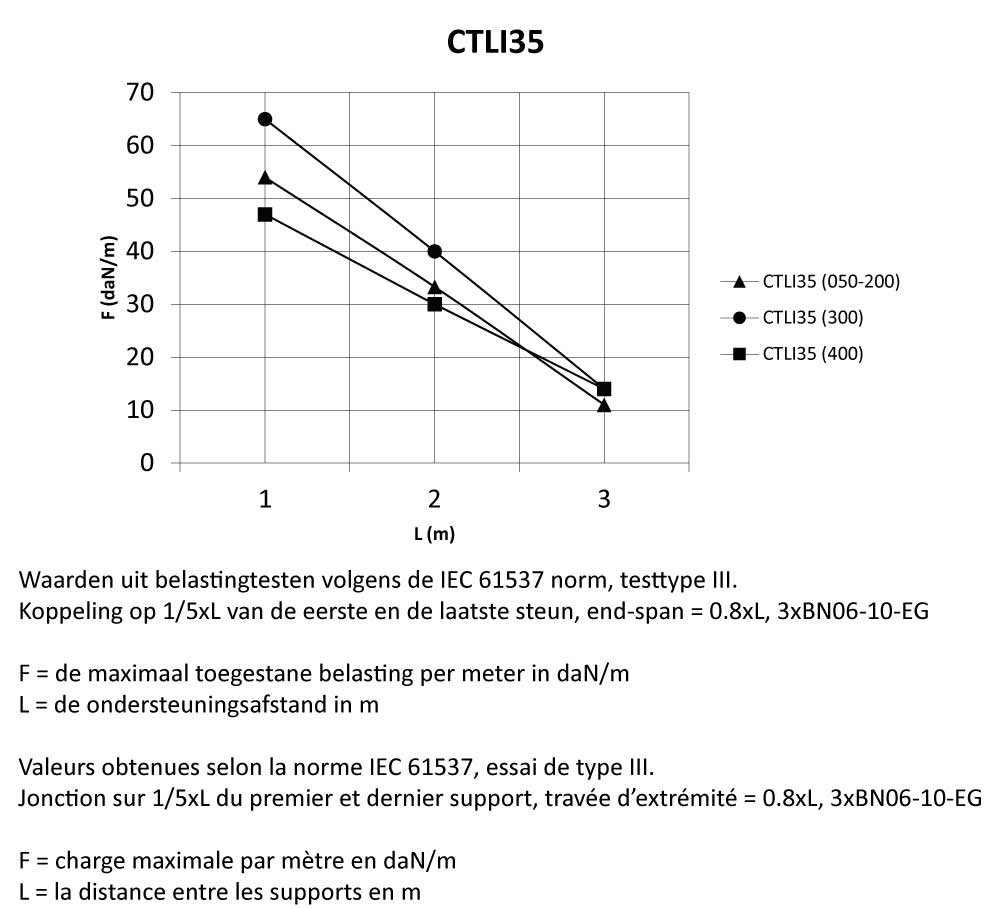
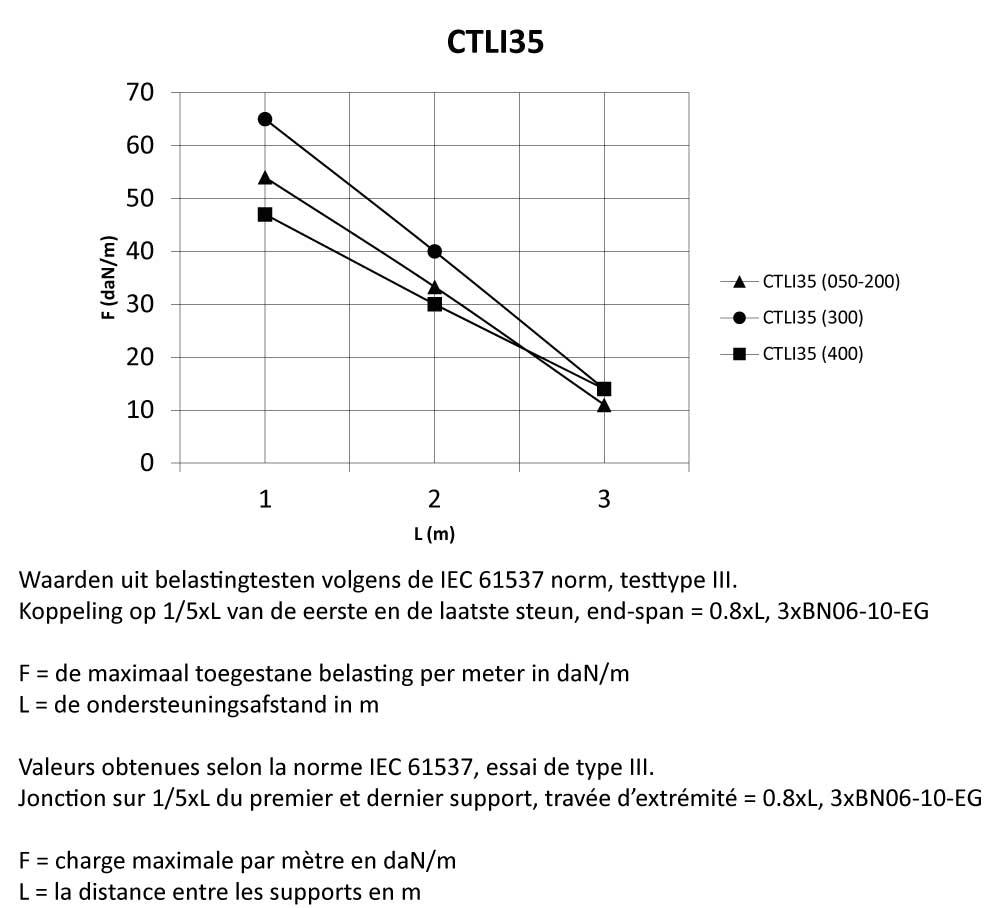
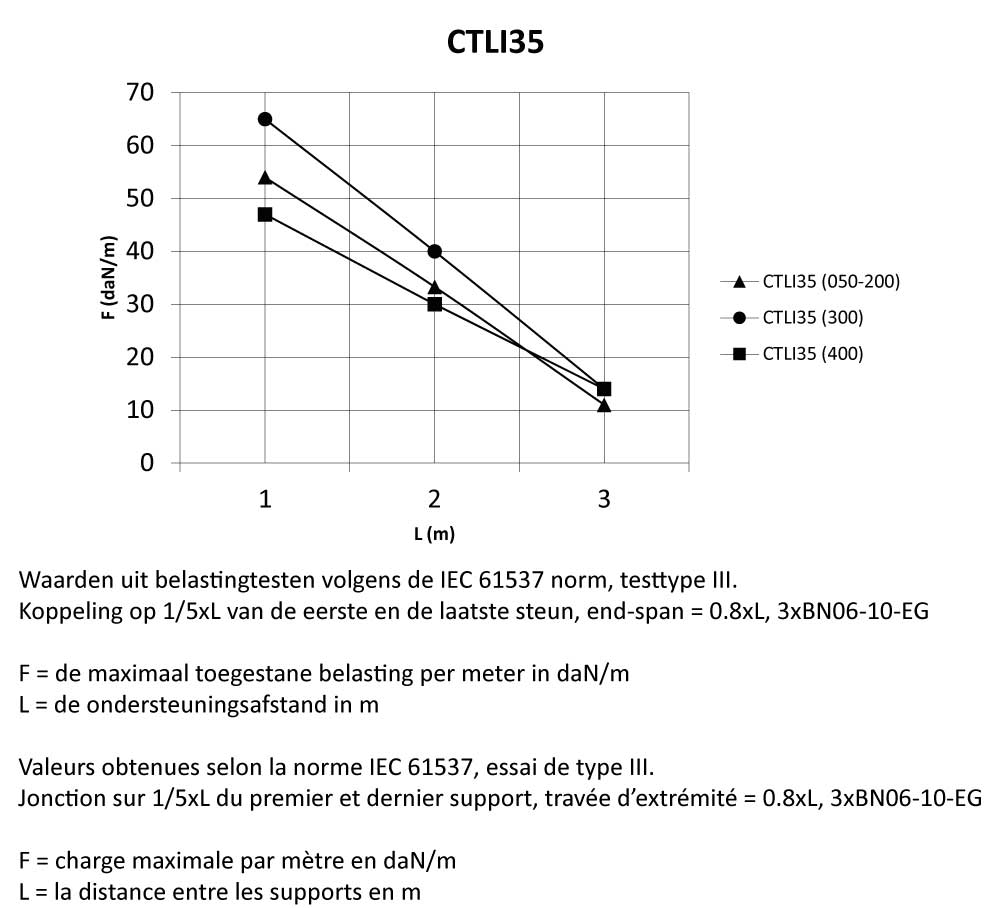
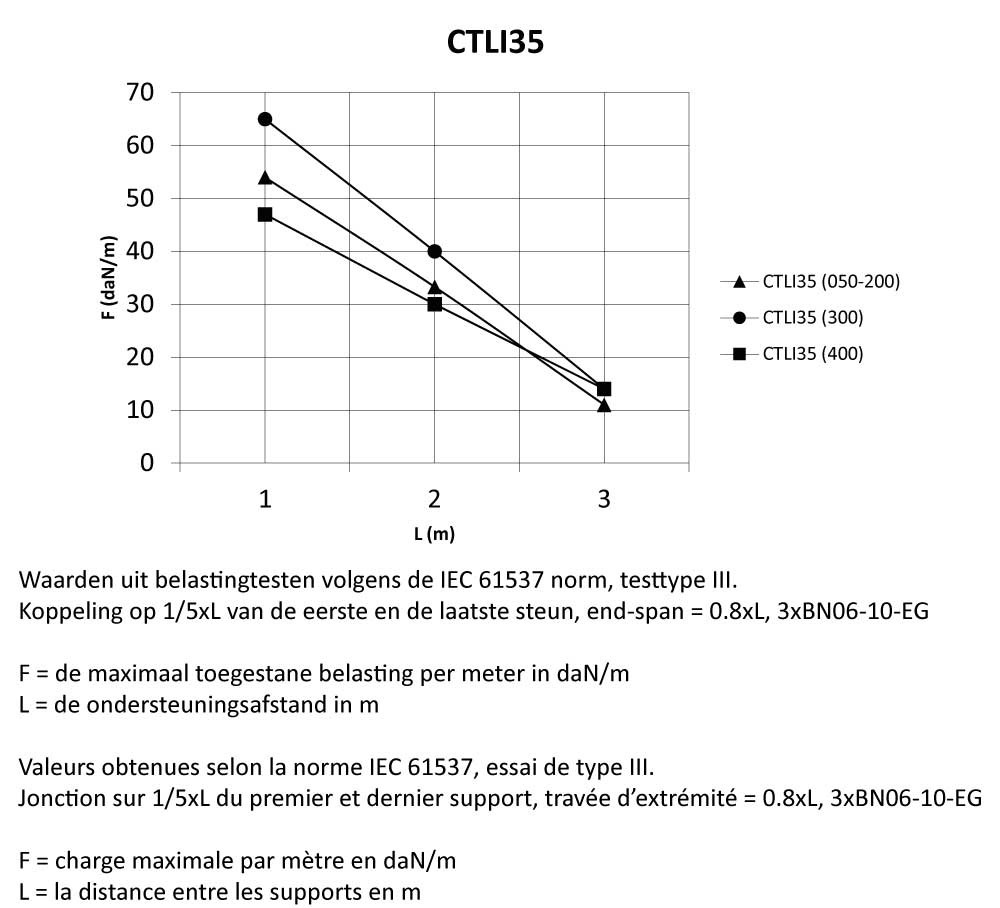
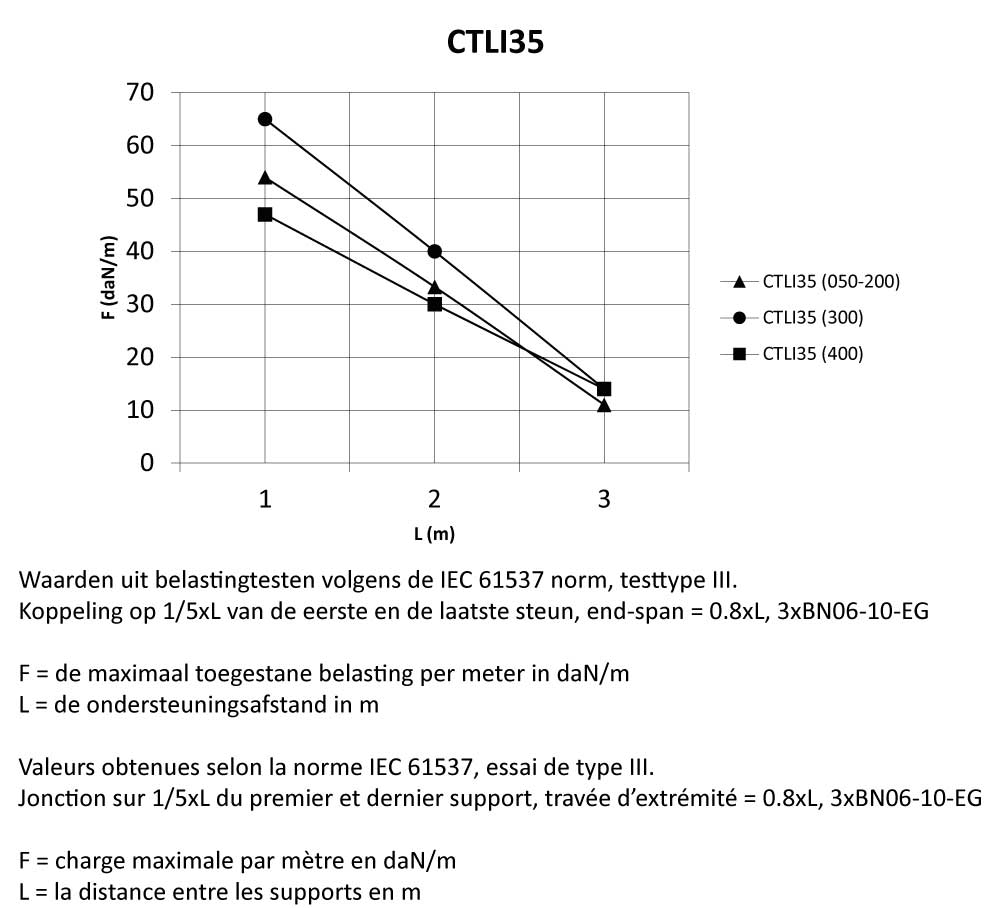
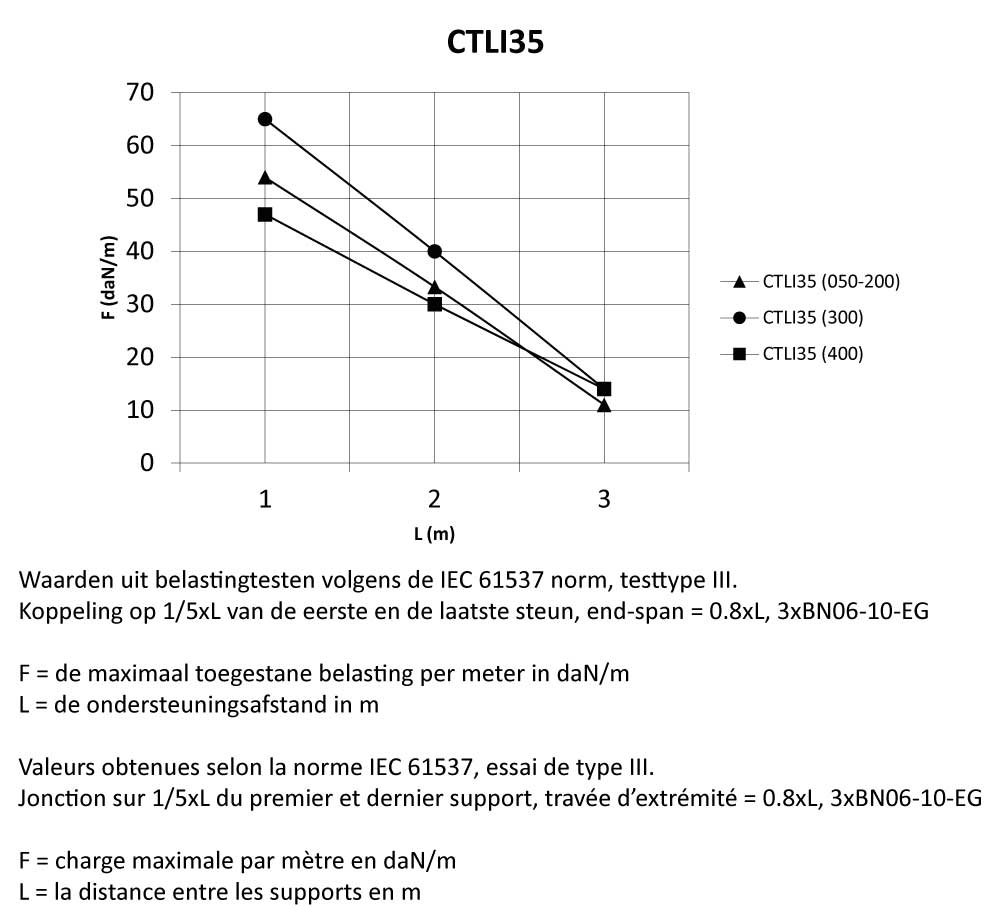
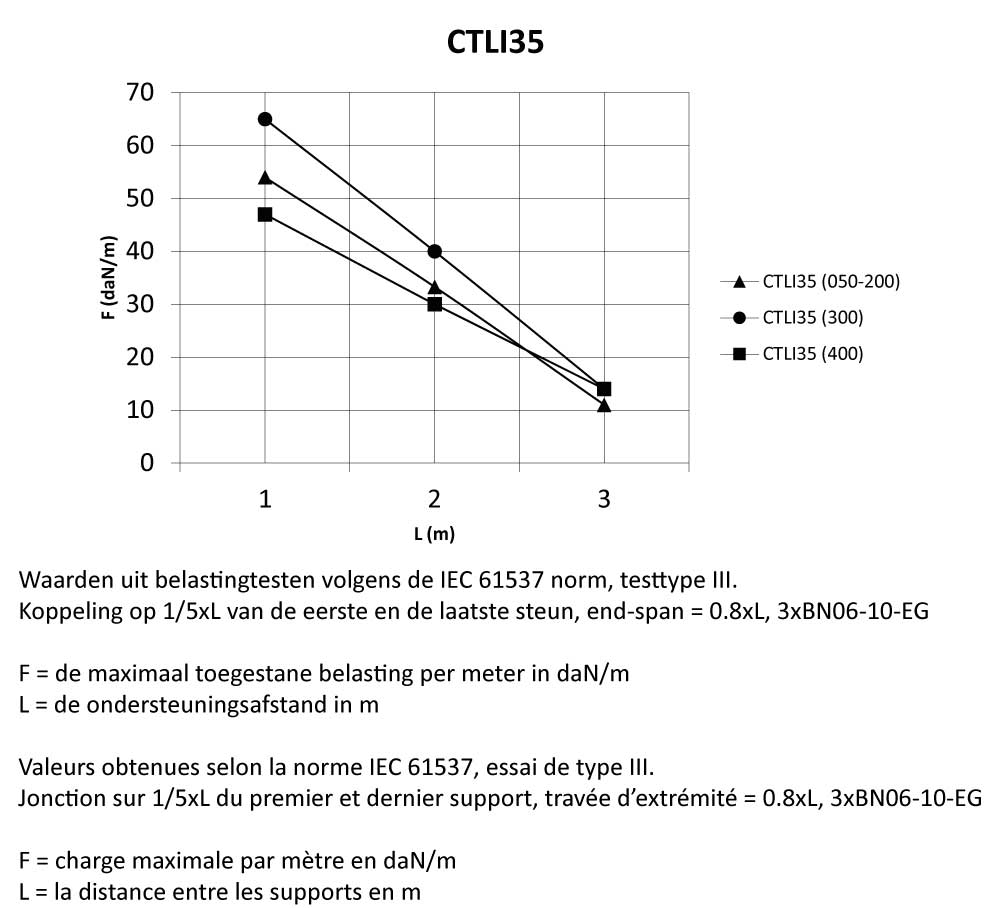
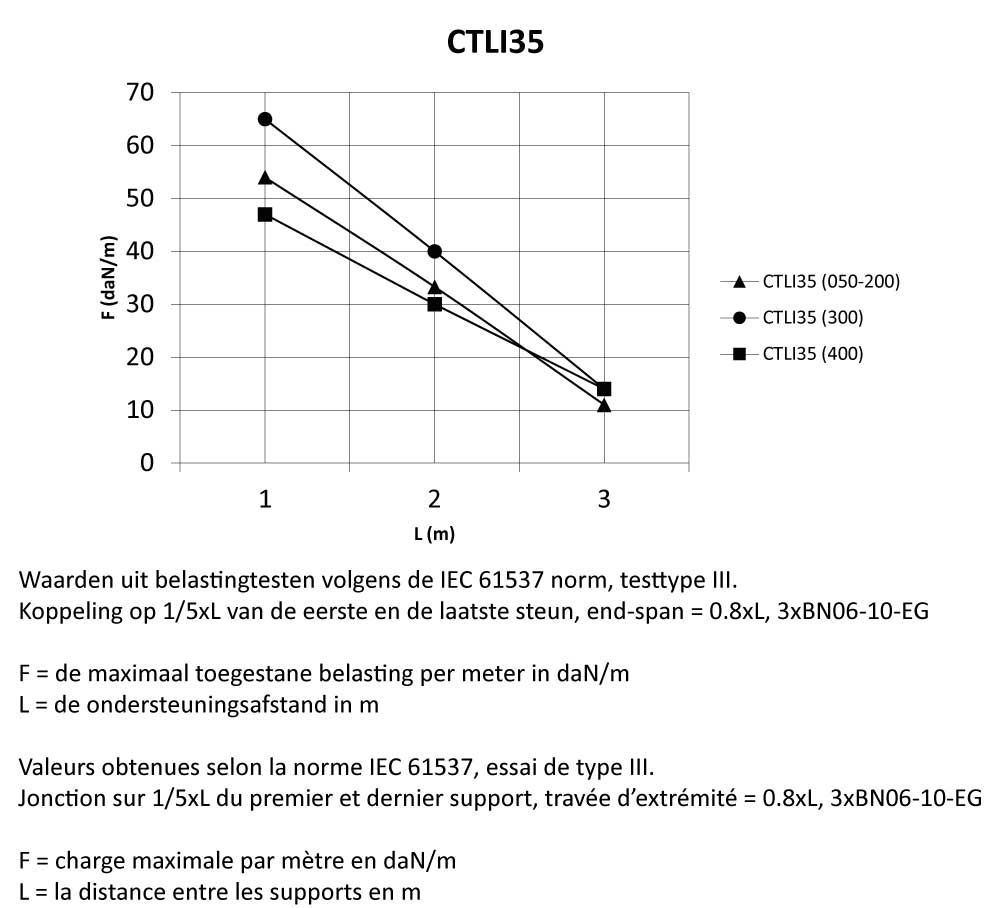
CTLI35



Chemin de câbles emb. léger
CTLI35
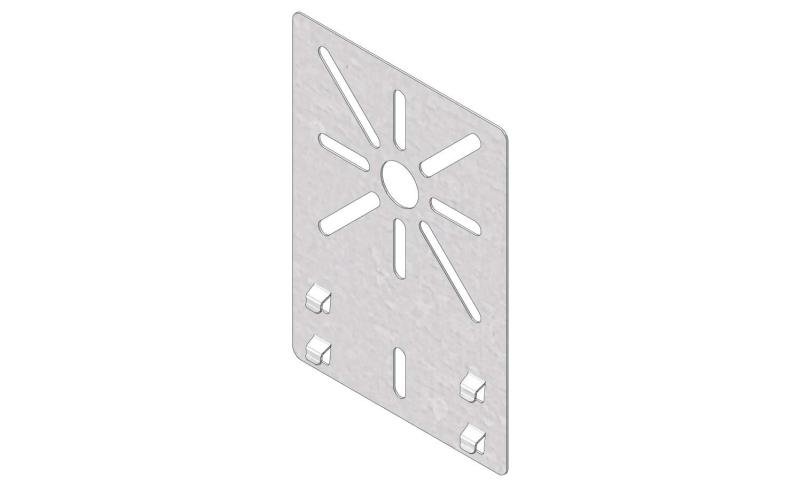
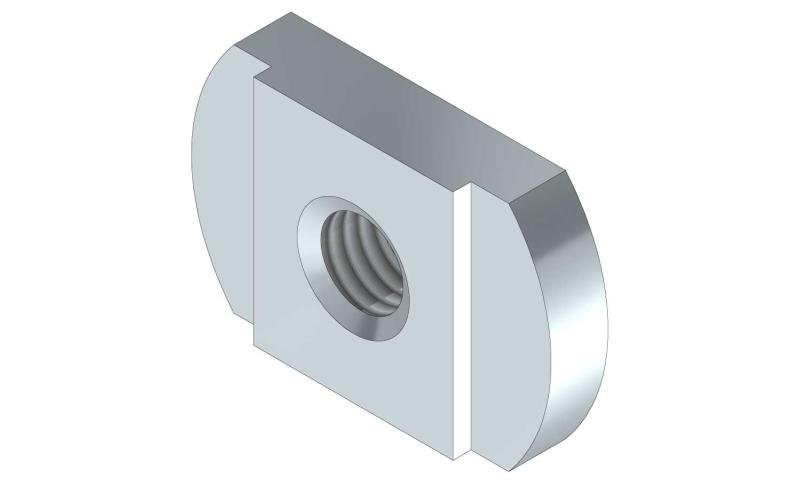
A fixer avec BN06-10
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Dimension A | Surface utile (cm²) | Emballage | |||
|---|---|---|---|---|---|---|---|---|
|
|
13818 |
CTLI35-050-3PG |
PG
|
50
|
13.08
|
3
|
Default
|
|
|
|
13819 |
CTLI35-075-3PG |
PG
|
75
|
21.49
|
3
|
Default
|
|
|
|
13820 |
CTLI35-100-3PG |
PG
|
100
|
29.9
|
3
|
Default
|
|
|
|
13821 |
CTLI35-150-3PG |
PG
|
150
|
46.73
|
3
|
Default
|
|
|
|
13822 |
CTLI35-200-3PG |
PG
|
200
|
63.55
|
3
|
Default
|
|
|
|
13823 |
CTLI35-300-3PG |
PG
|
300
|
97.2
|
3
|
Default
|
|
|
|
14831 |
CTLI35-400-3PG |
PG
|
400
|
130.85
|
3
|
Default
|
|
|
|
14118 |
CTLI35-050-3DG |
DG
|
50
|
13.08
|
3
|
|
|
|
|
14120 |
CTLI35-075-3DG |
DG
|
75
|
21.49
|
3
|
|
|
|
|
14122 |
CTLI35-100-3DG |
DG
|
100
|
29.9
|
3
|
|
|
|
|
14124 |
CTLI35-150-3DG |
DG
|
150
|
46.73
|
3
|
|
|
|
|
14126 |
CTLI35-200-3DG |
DG
|
200
|
63.55
|
3
|
|
|
|
|
14128 |
CTLI35-300-3DG |
DG
|
300
|
97.2
|
3
|
|
|
|
|
14832 |
CTLI35-400-3DG |
DG
|
400
|
130.85
|
3
|
|
|
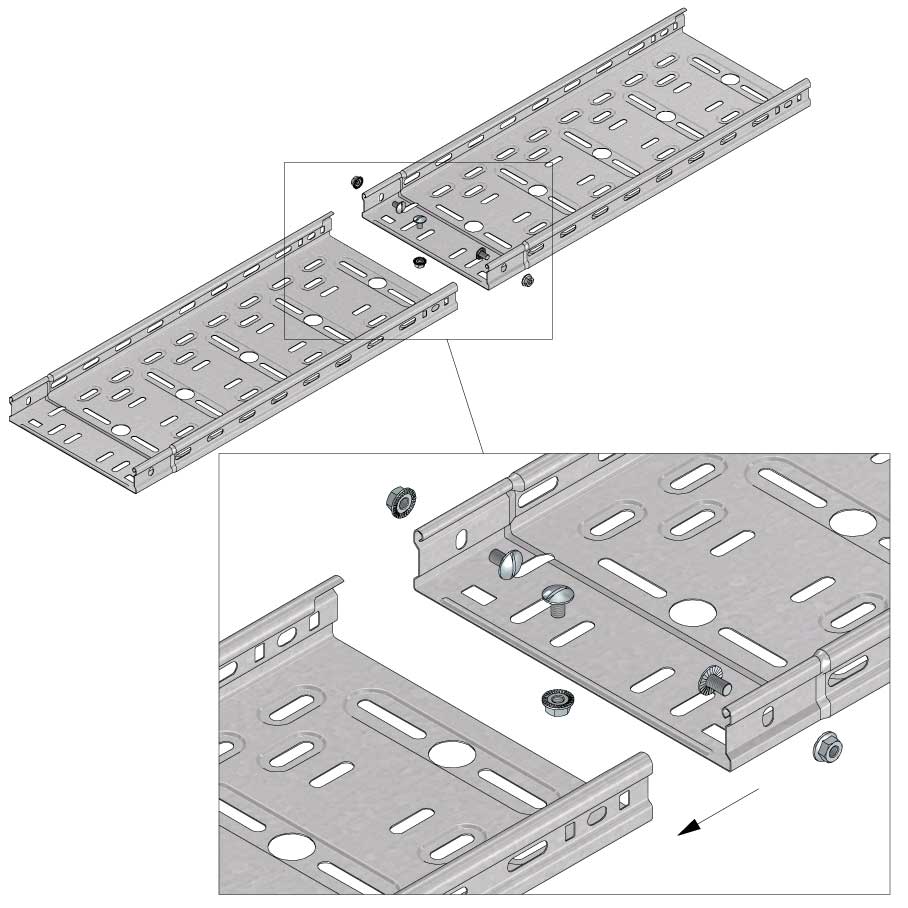


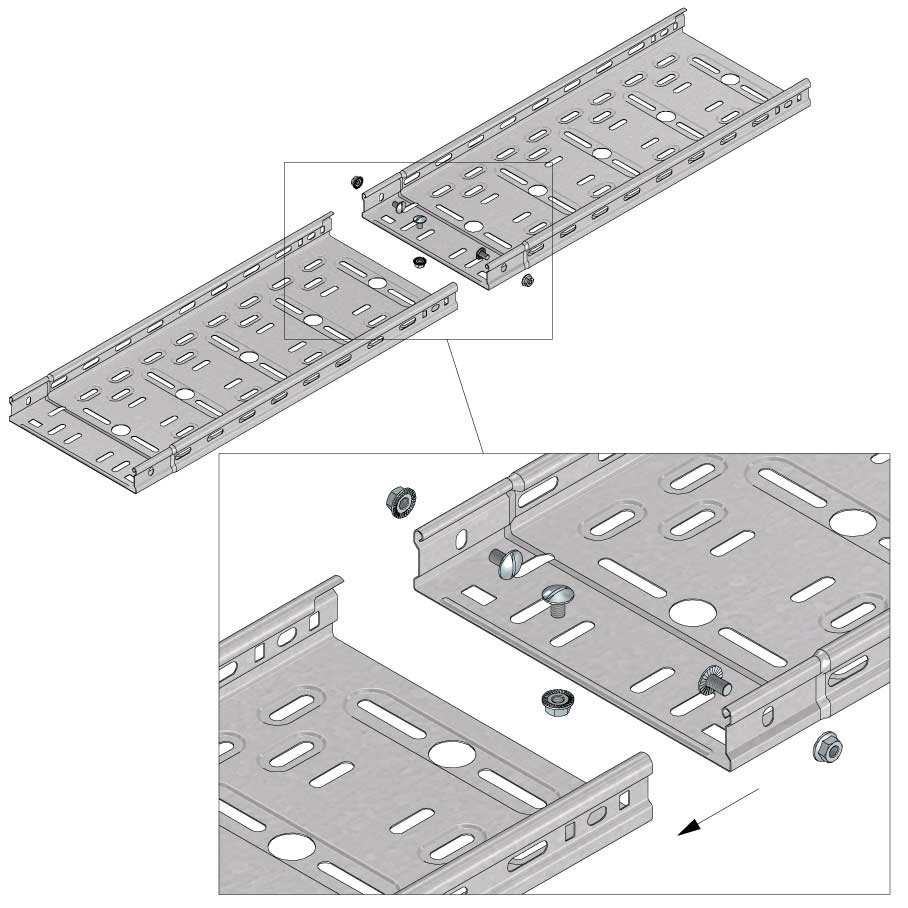


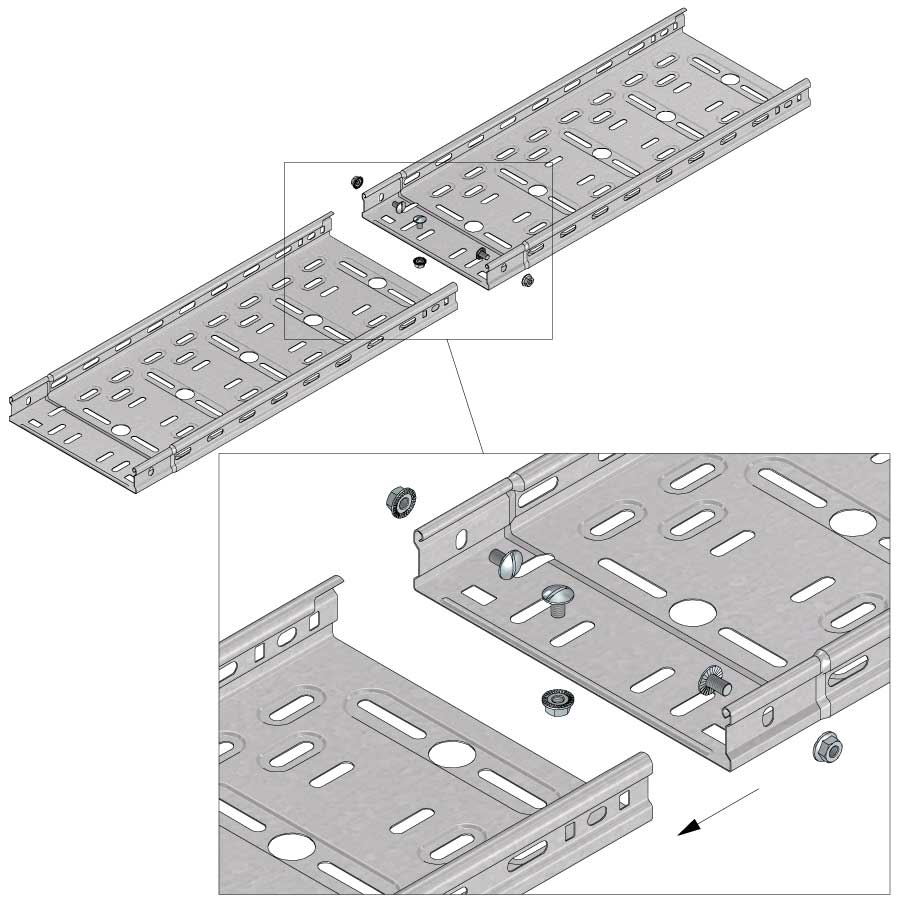


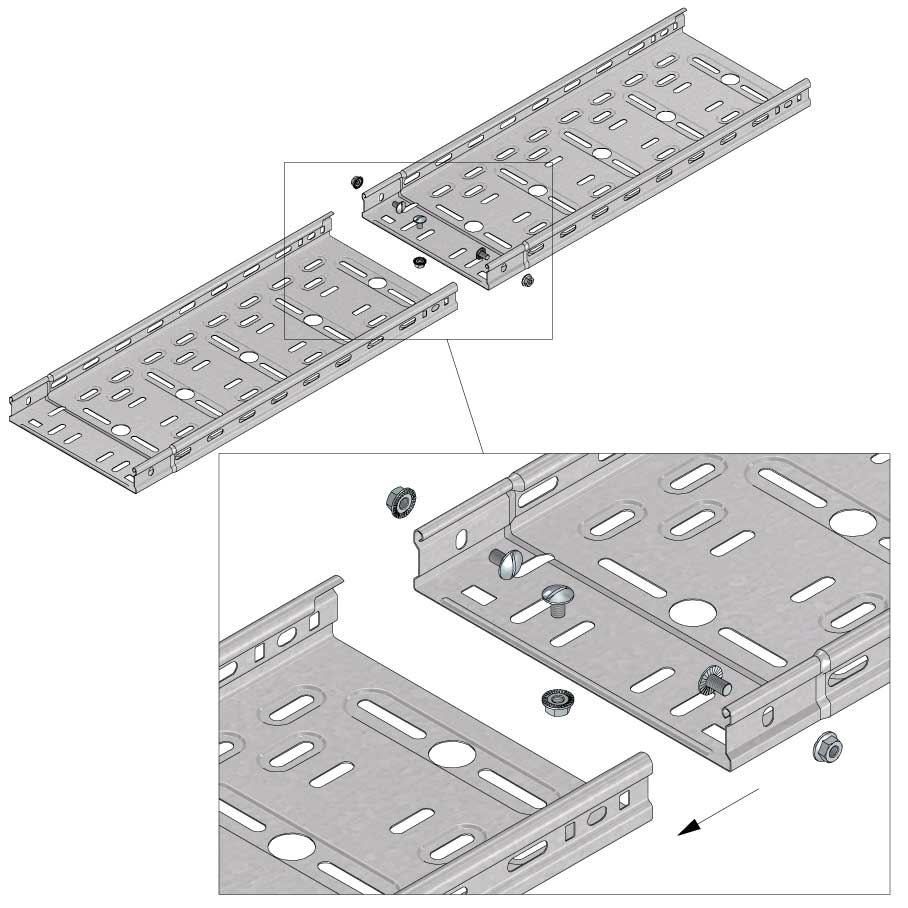


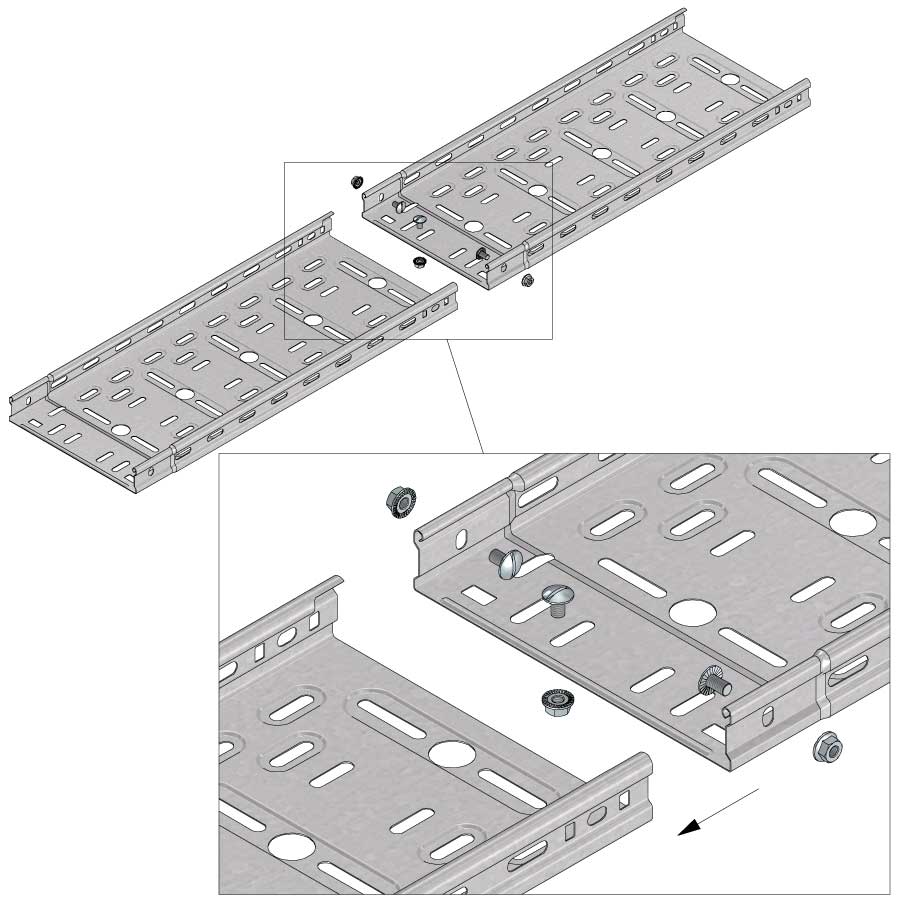


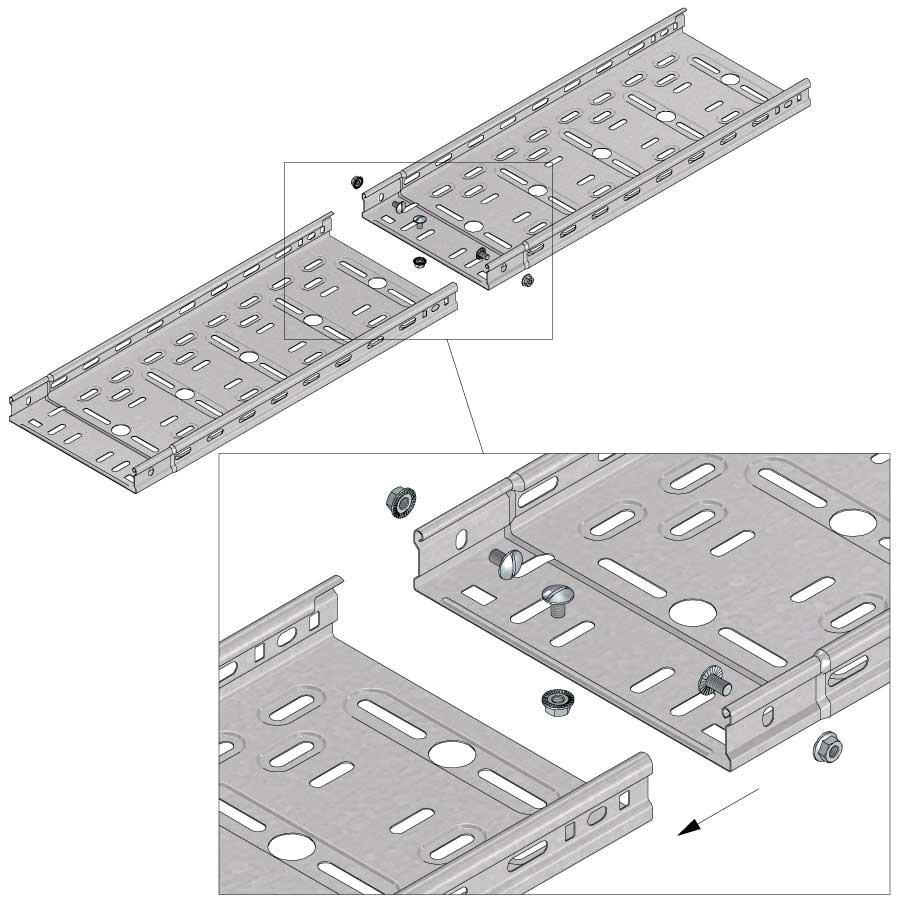


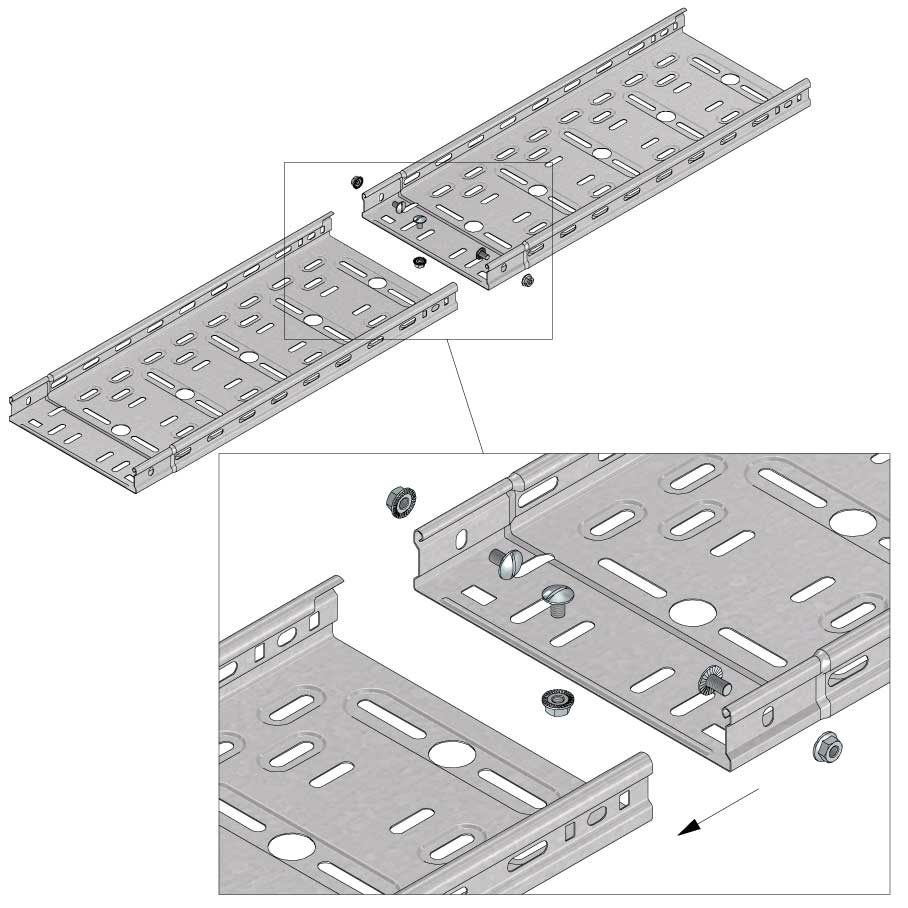


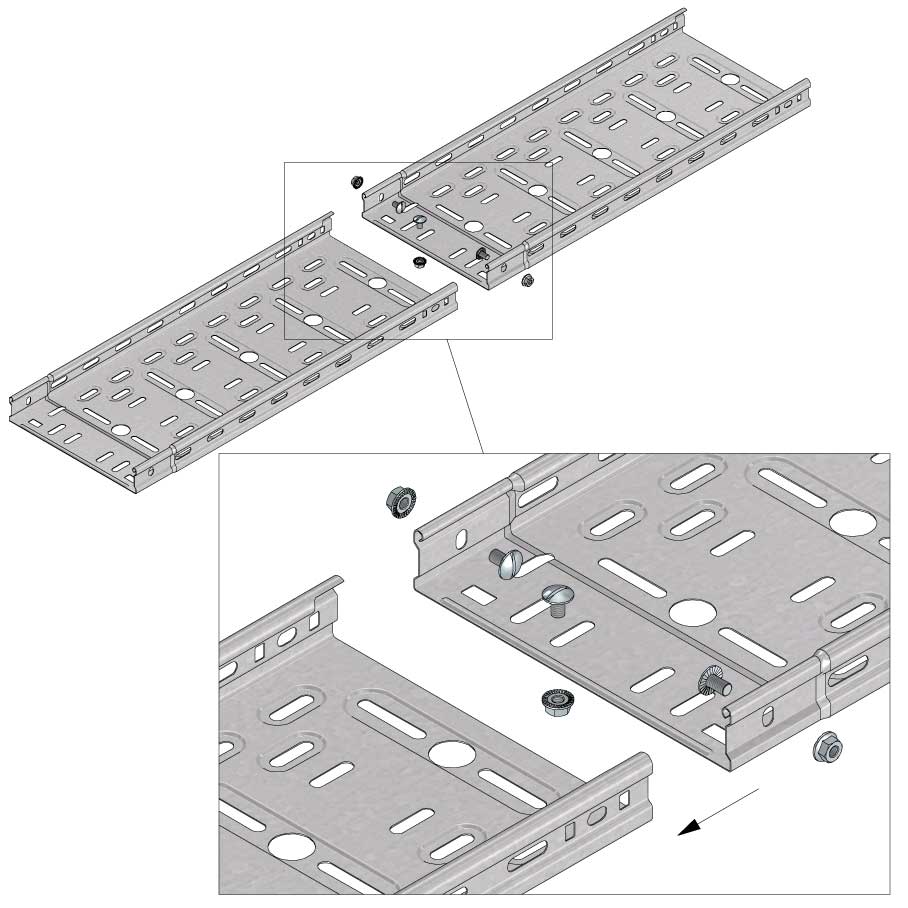


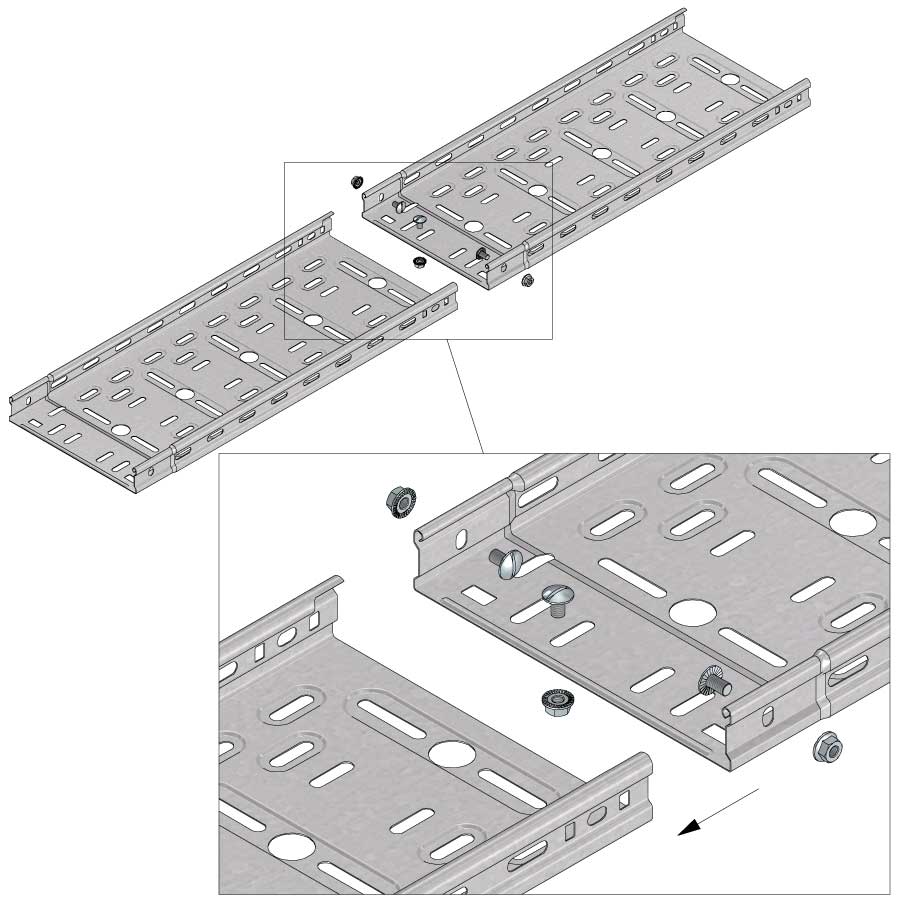


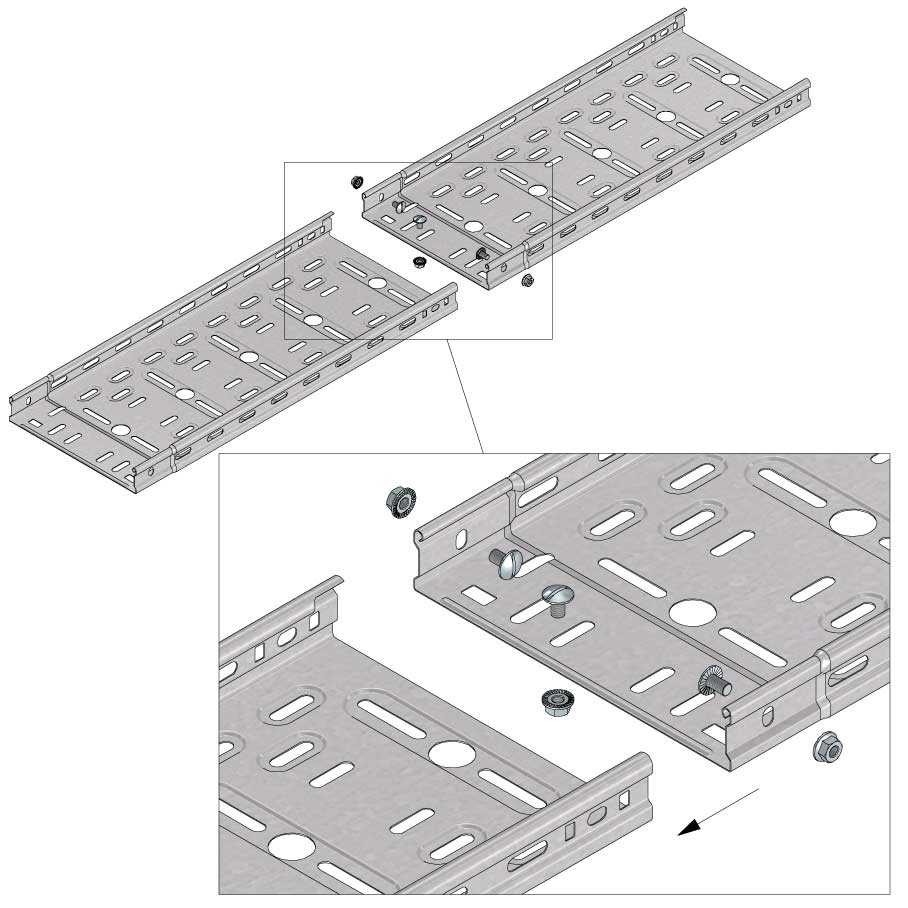


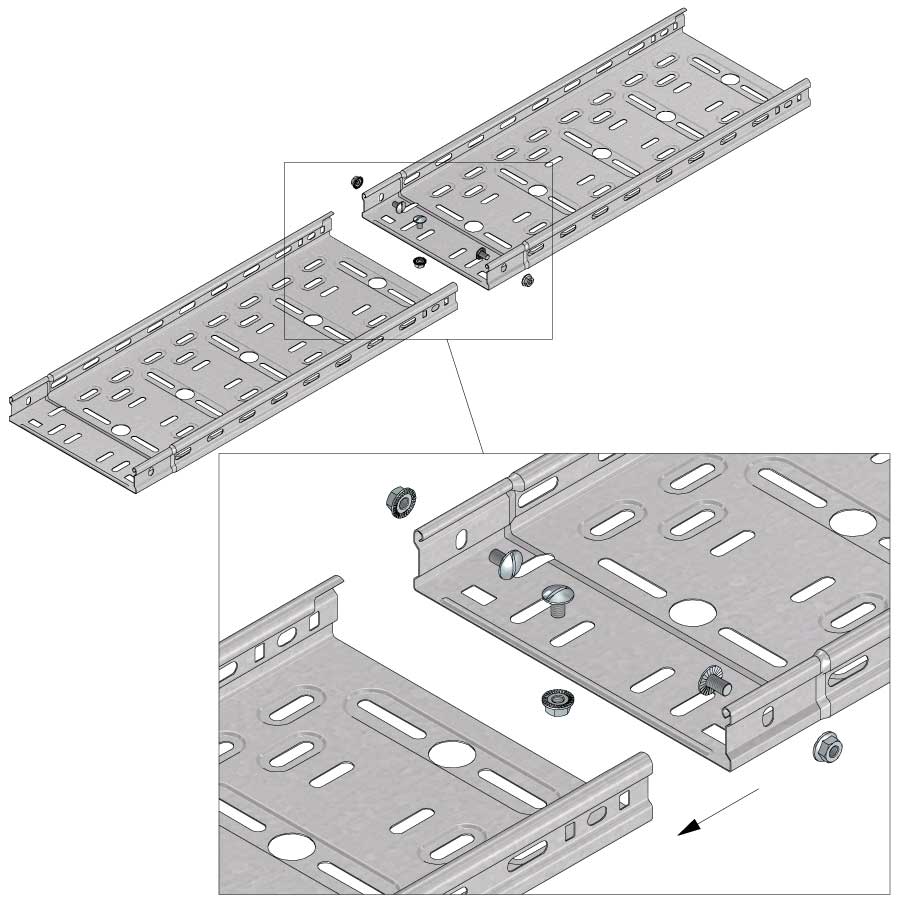


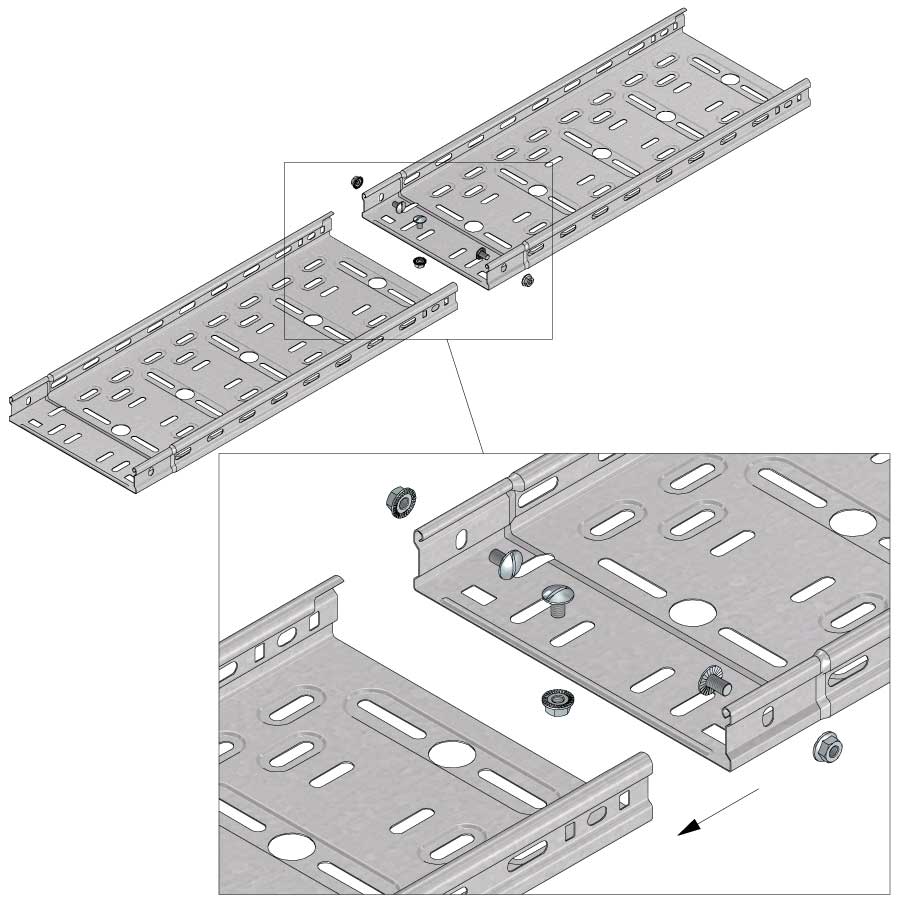


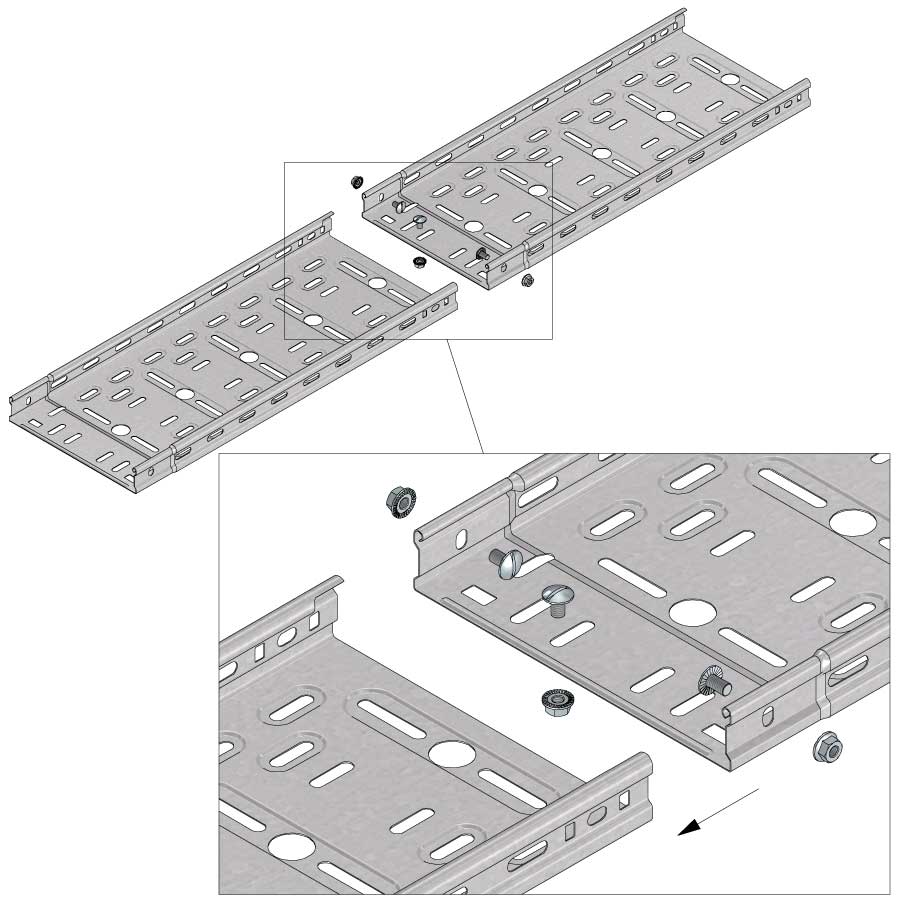


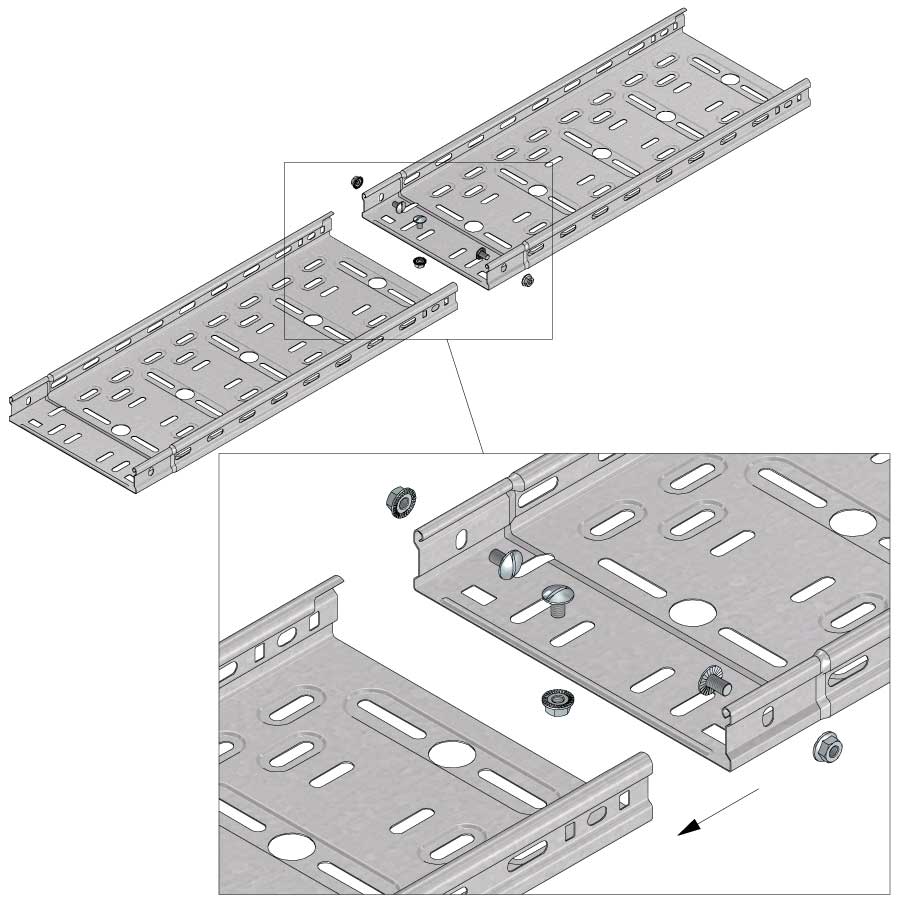
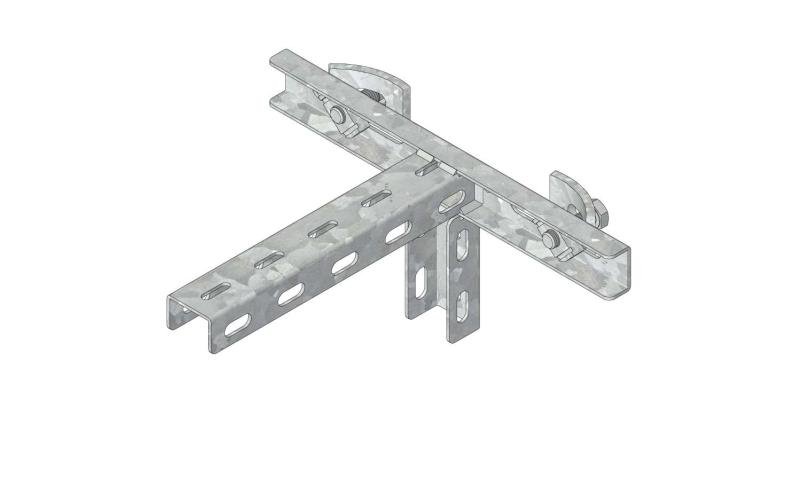
Assemblée
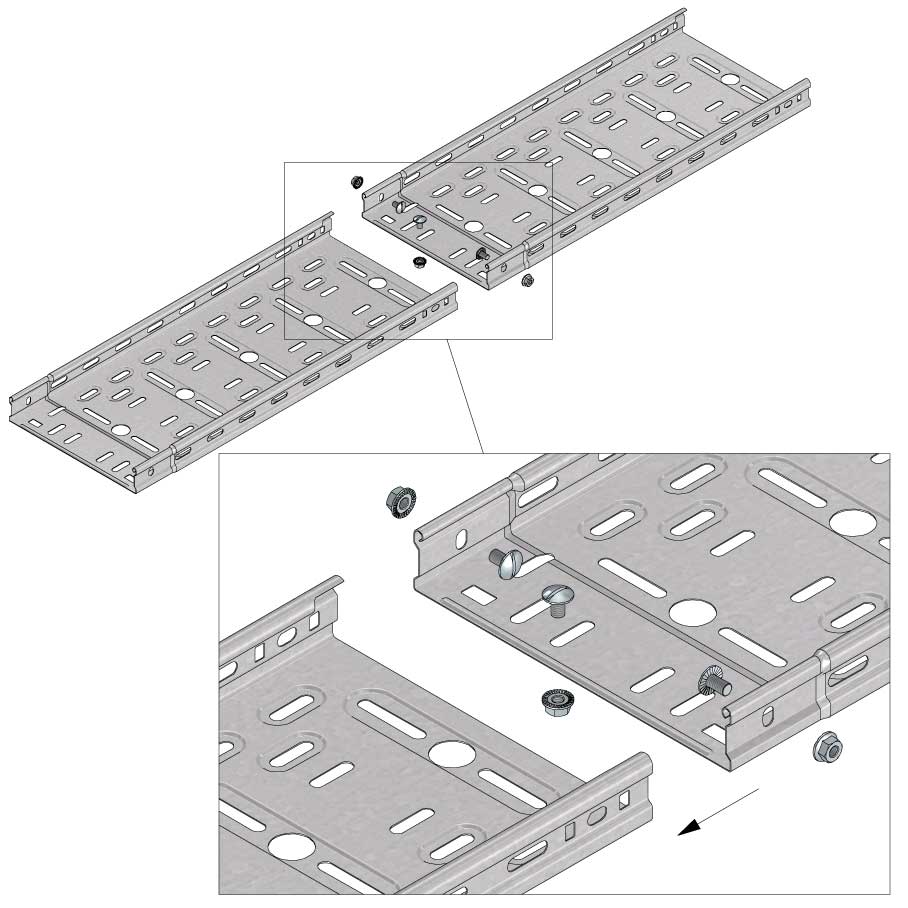
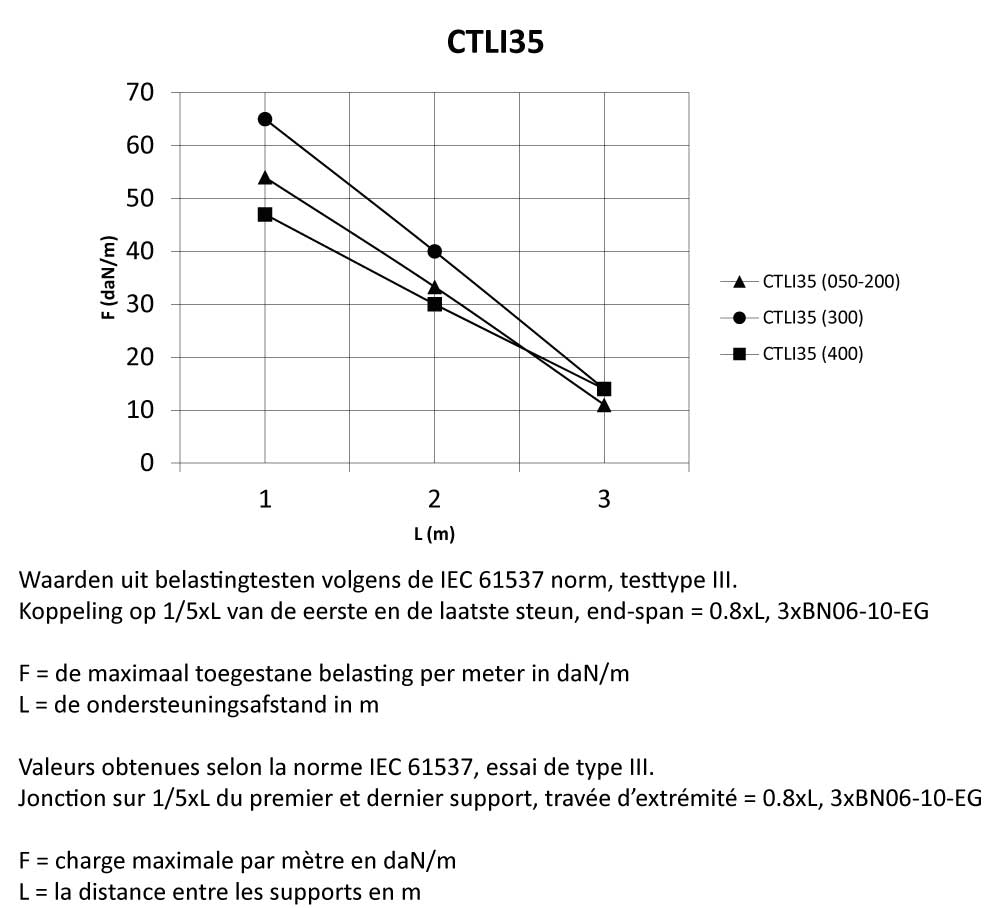
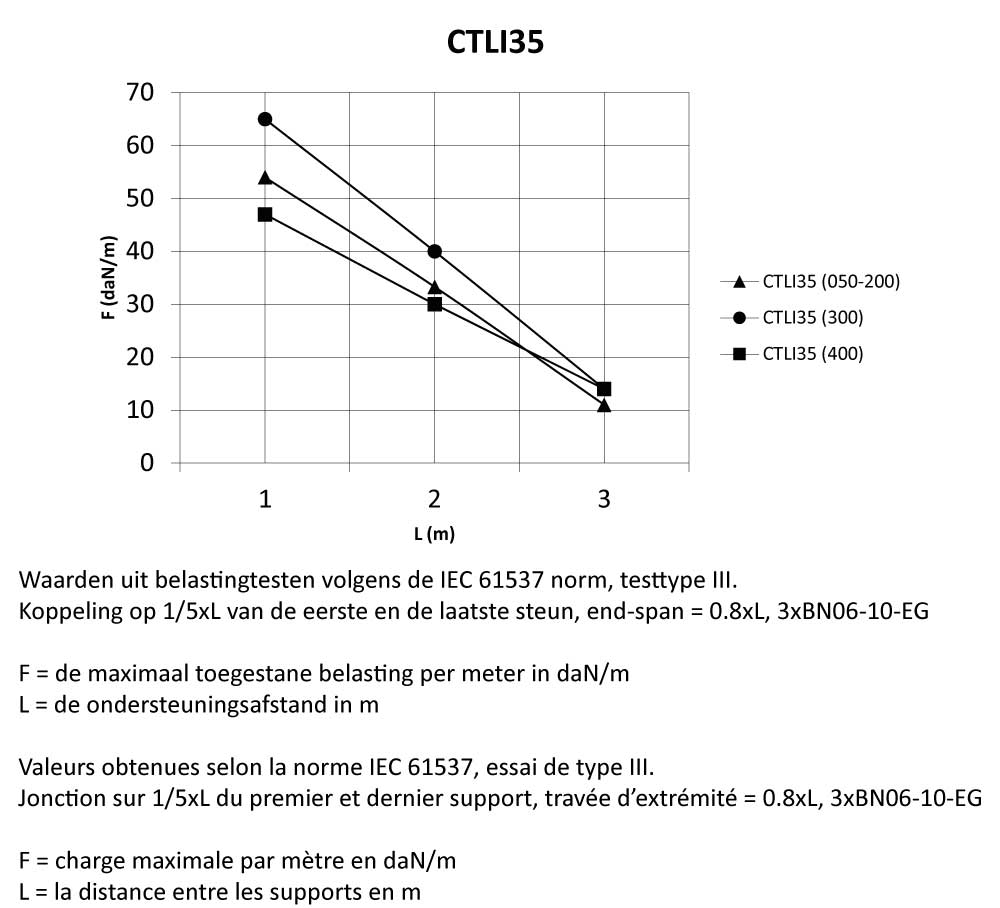
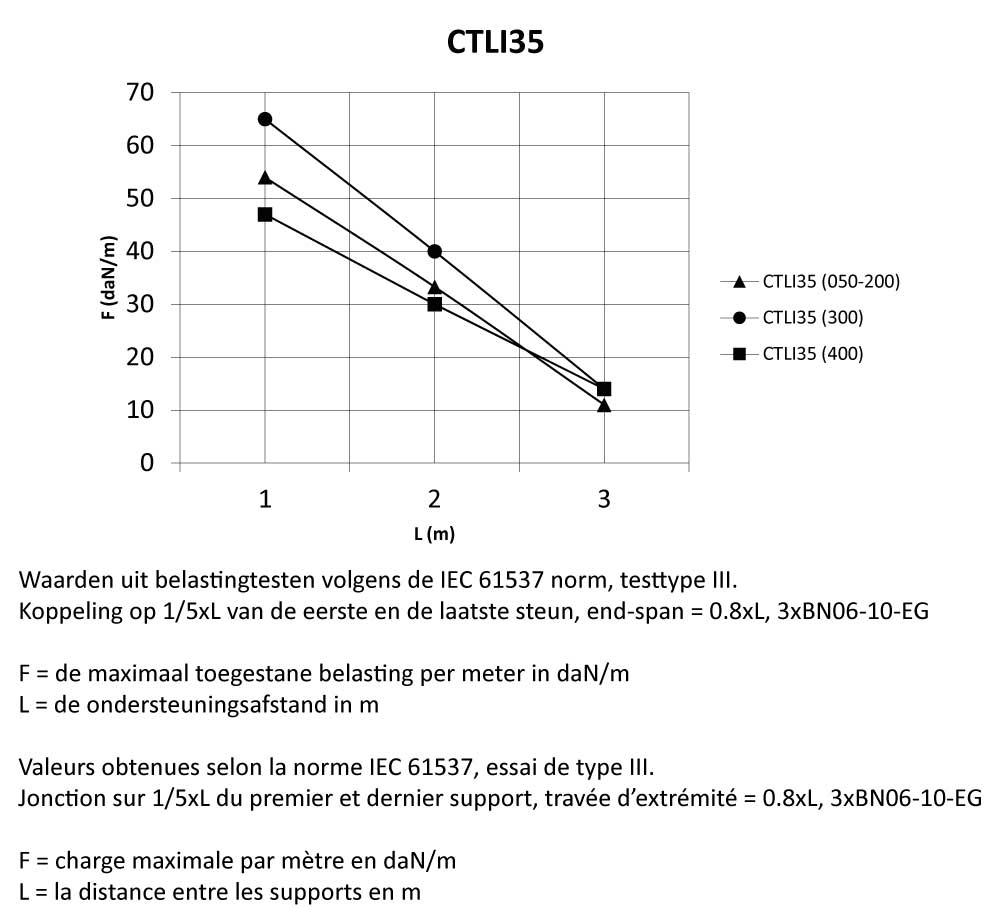
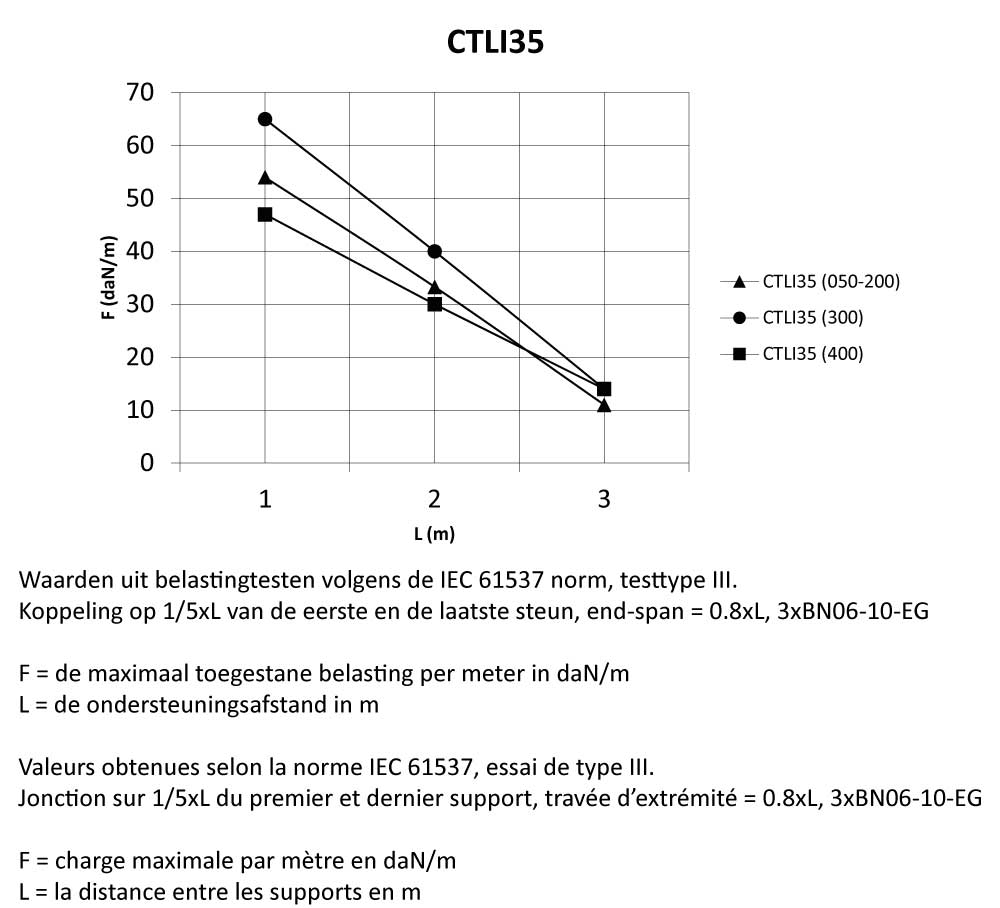
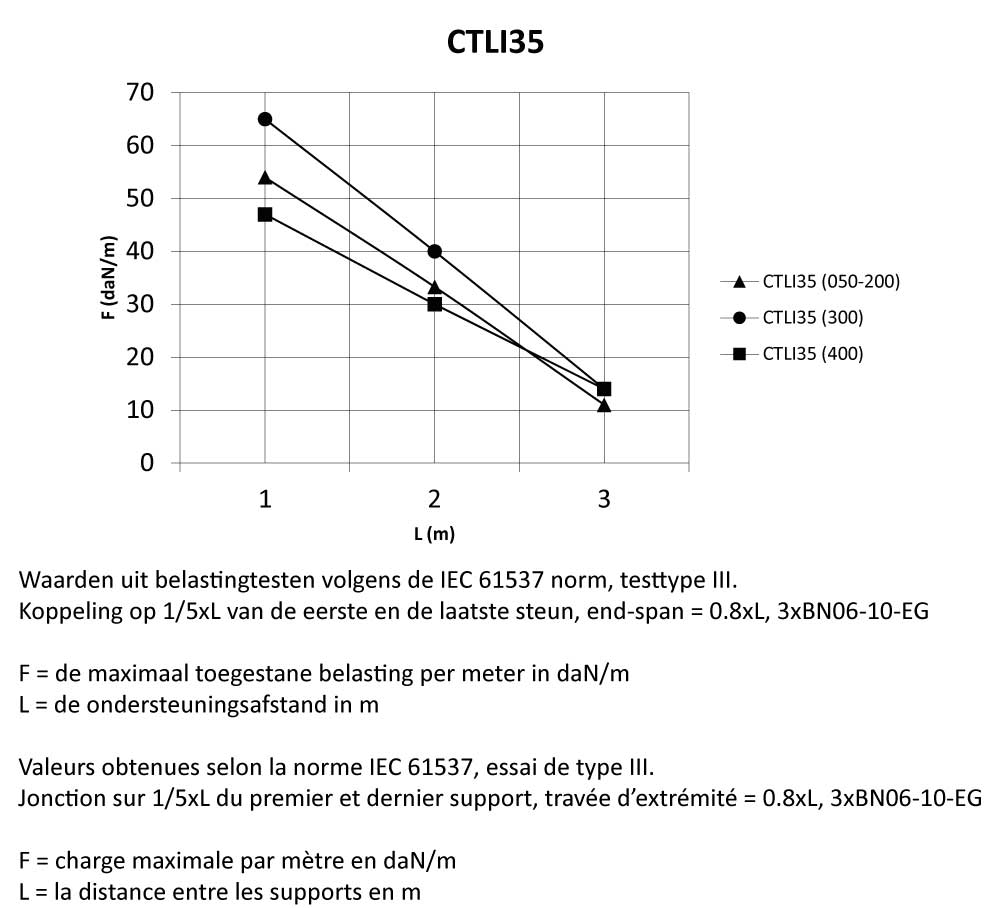
Diagramme de charge



































{kind=link}