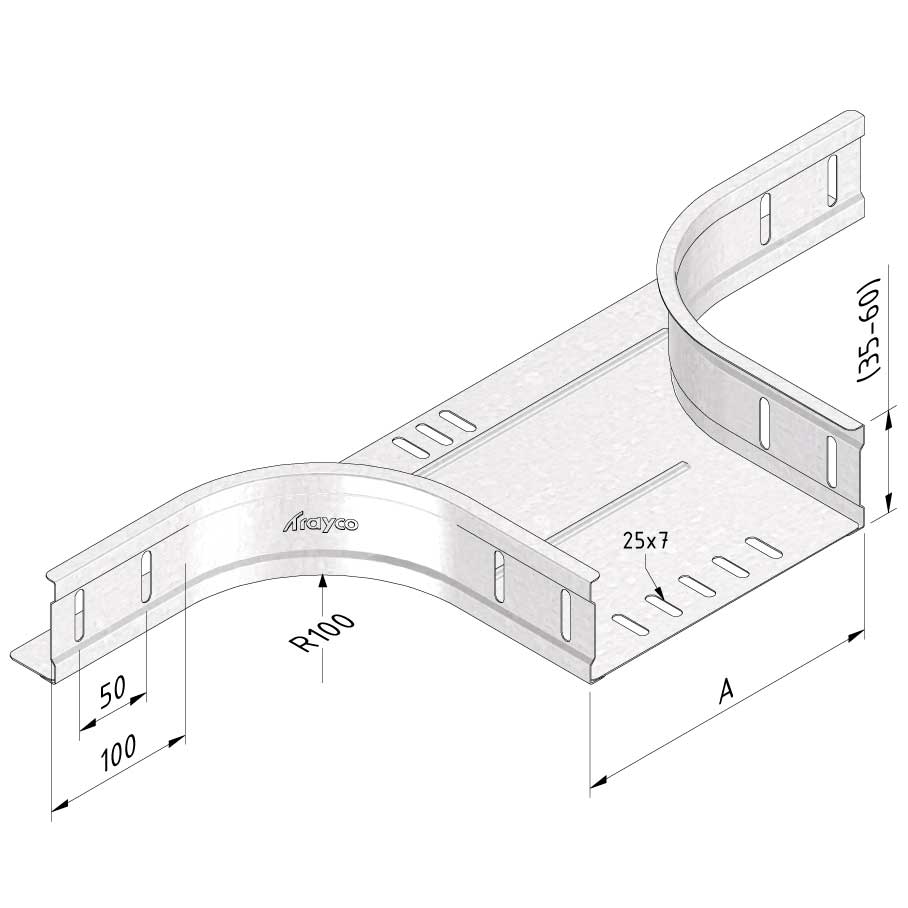
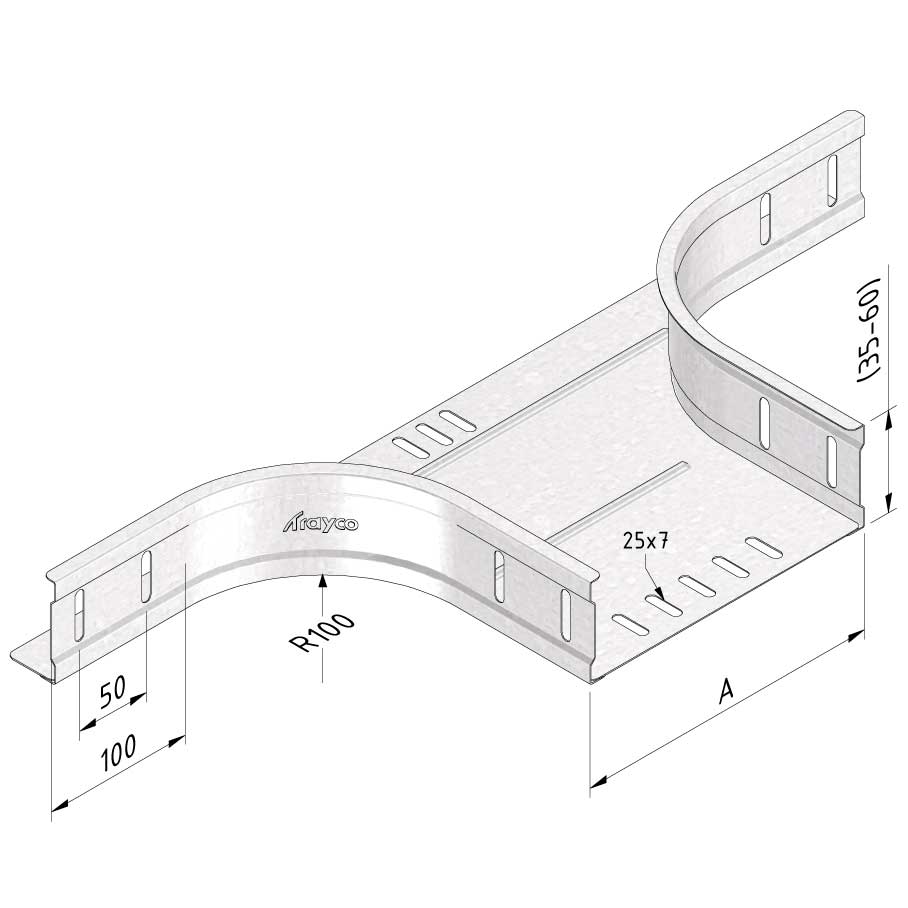
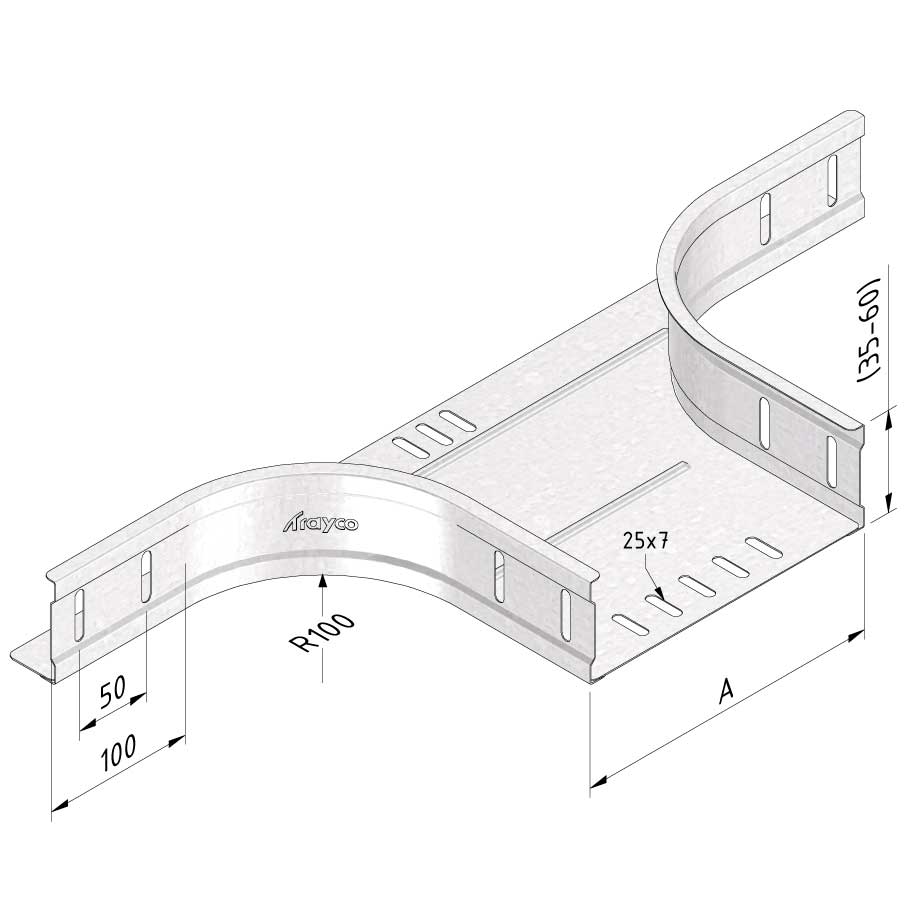
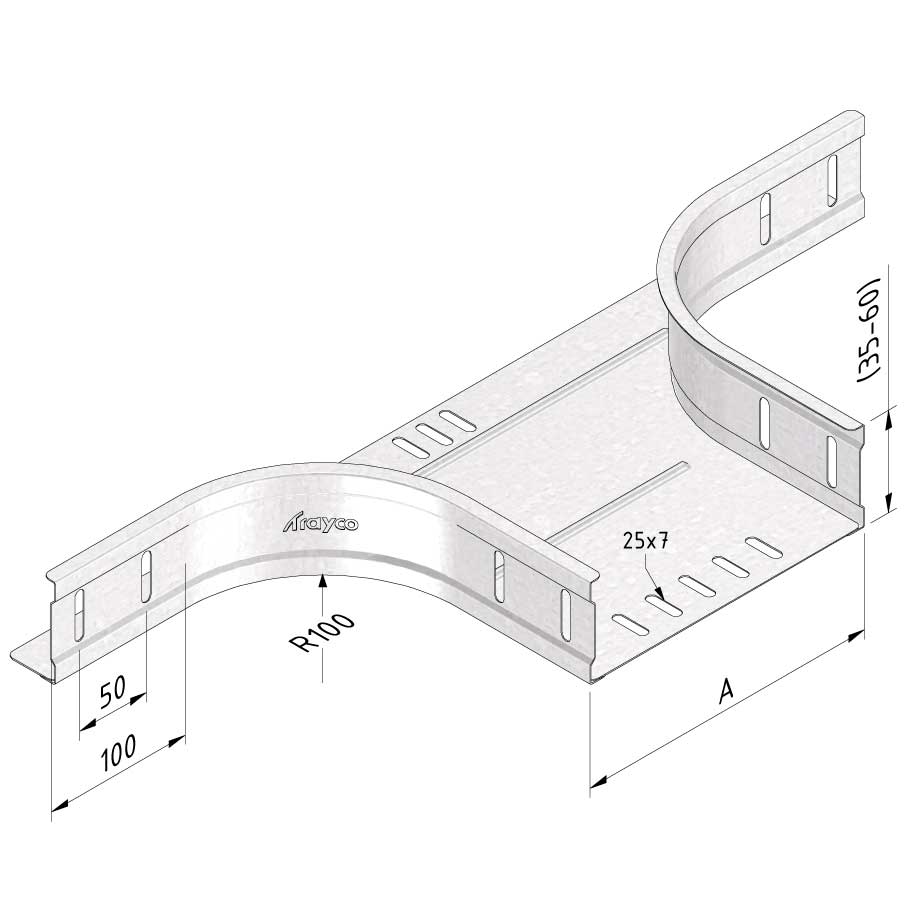
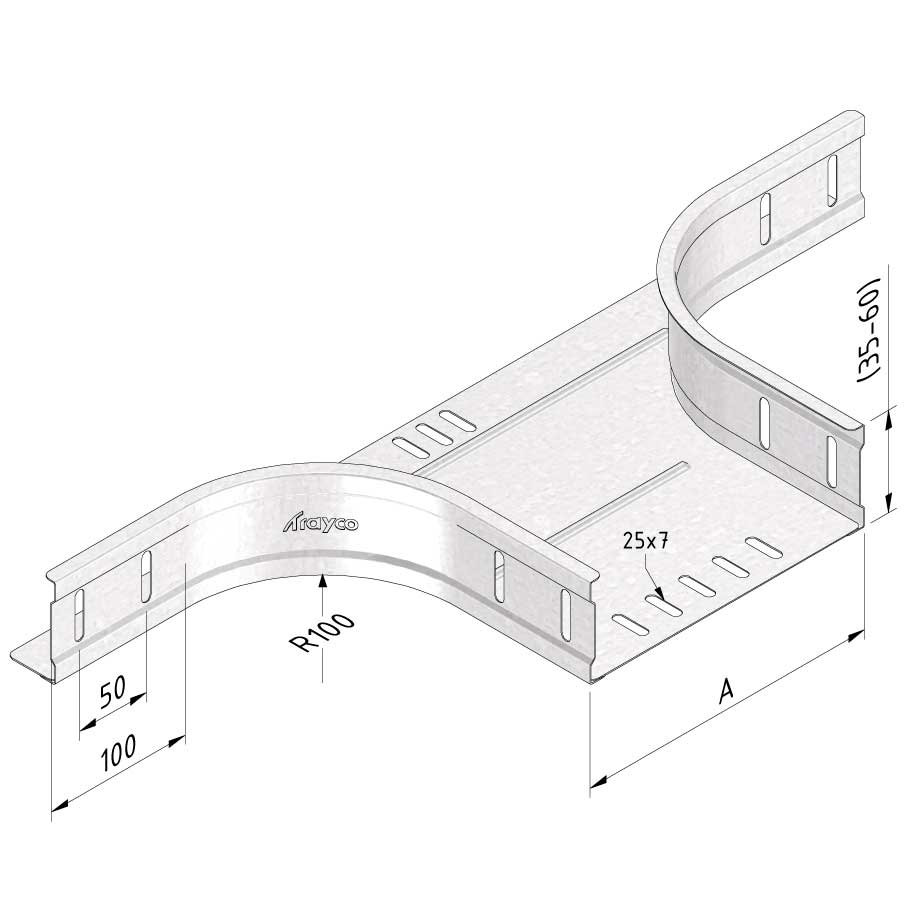
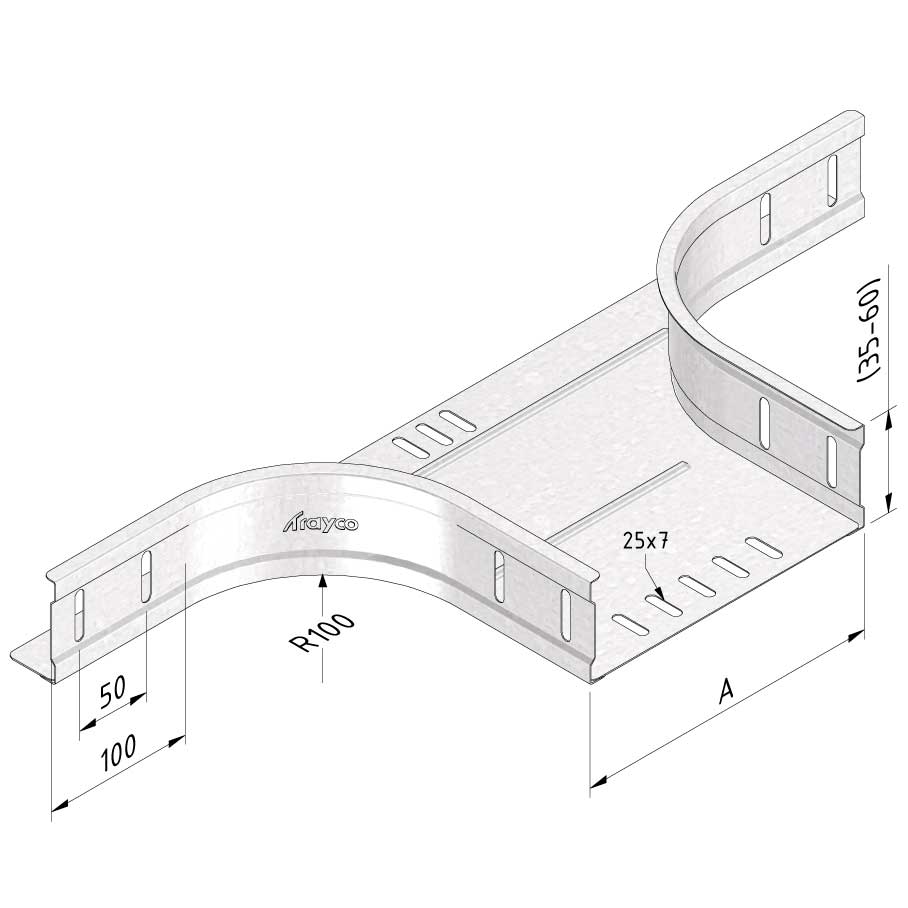
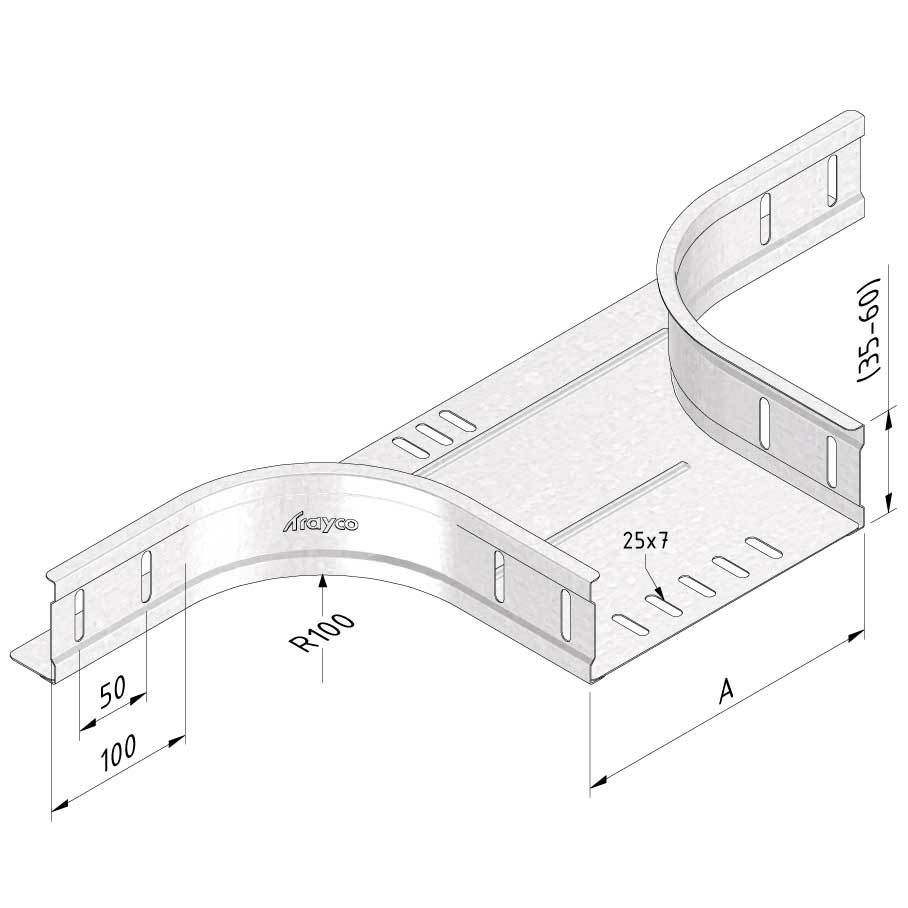
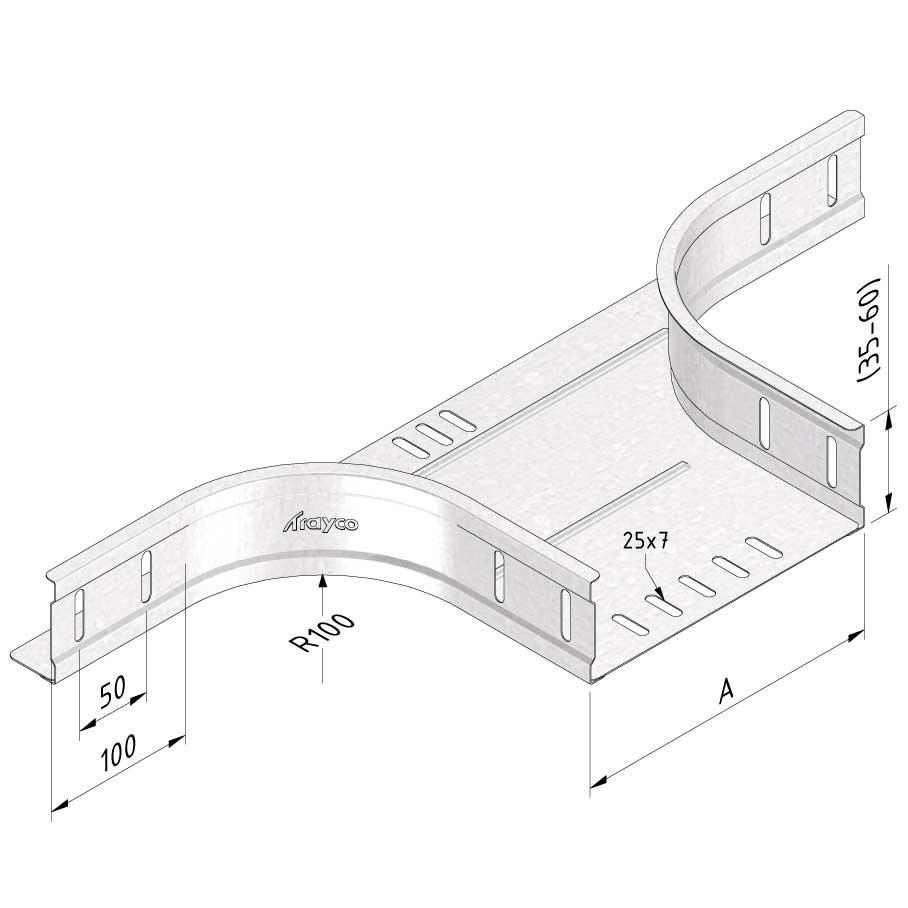
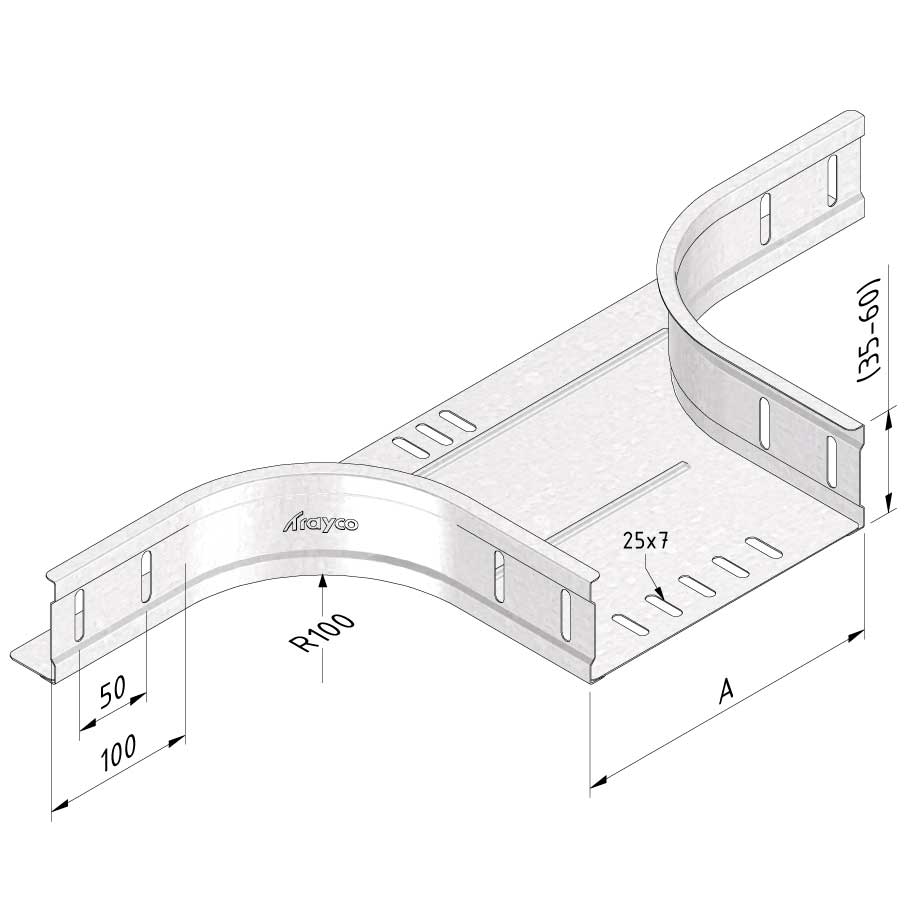
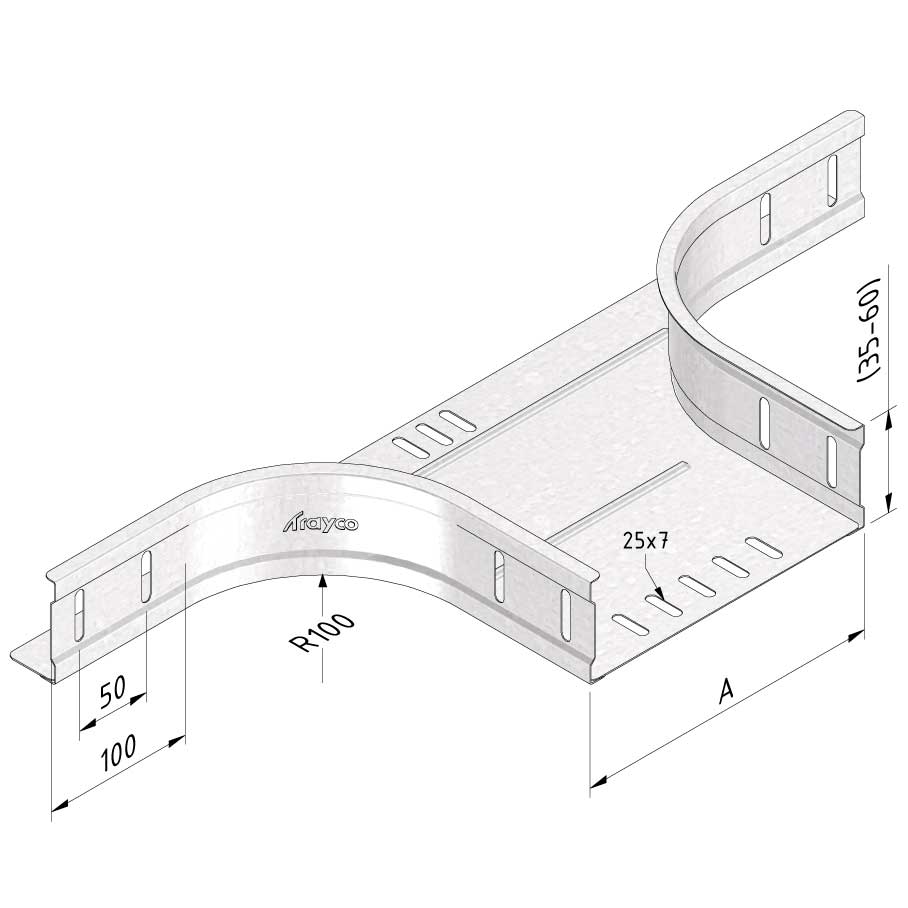
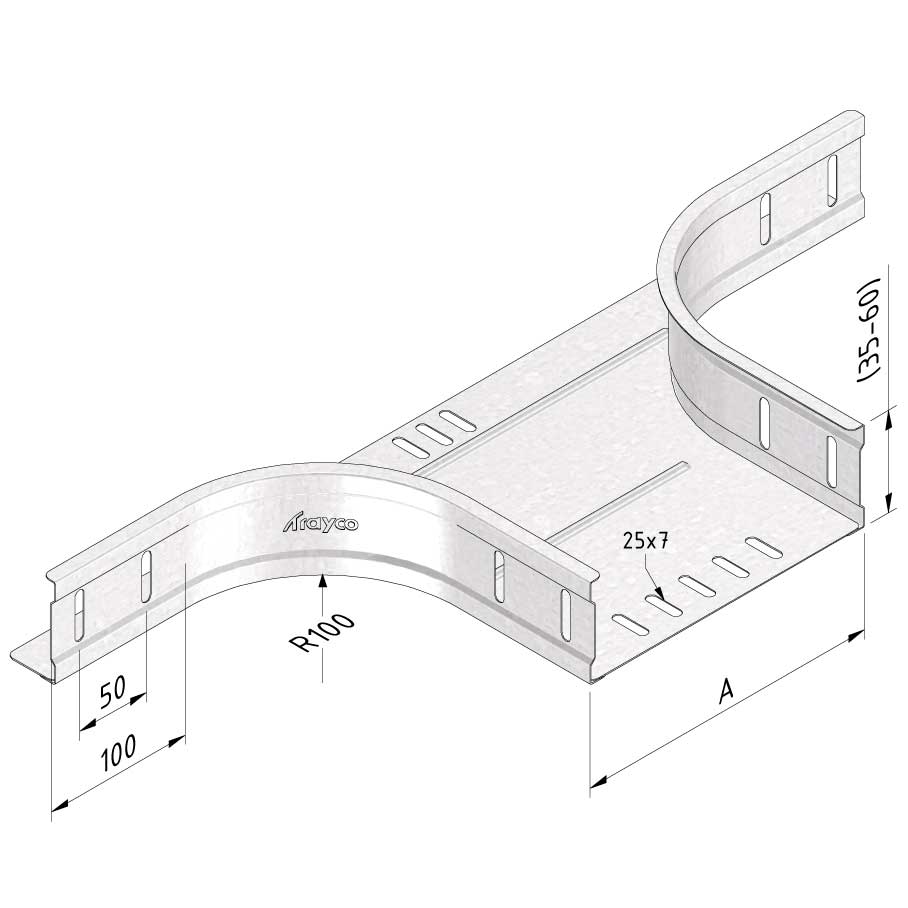
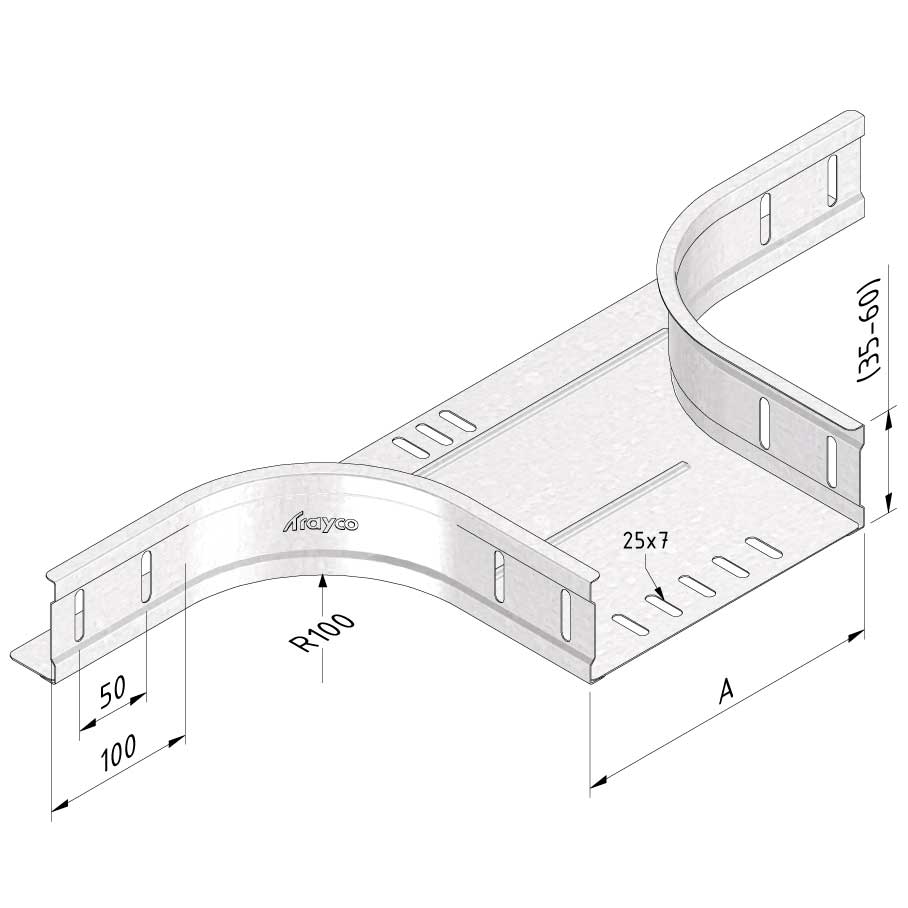
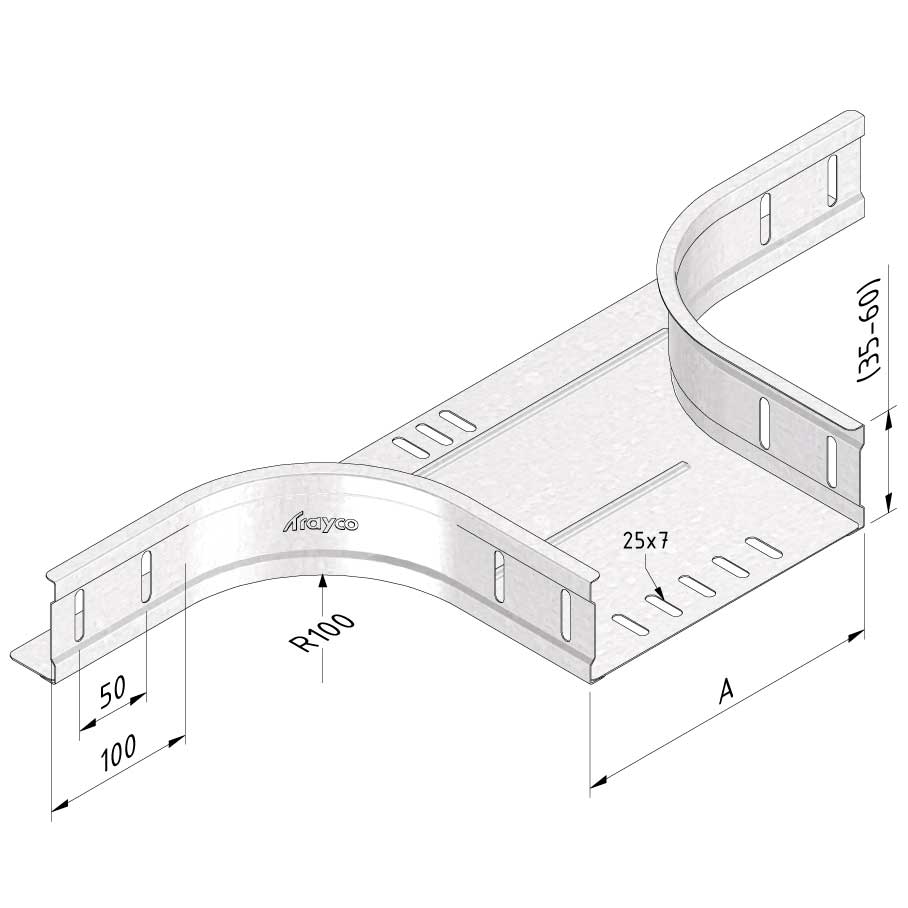
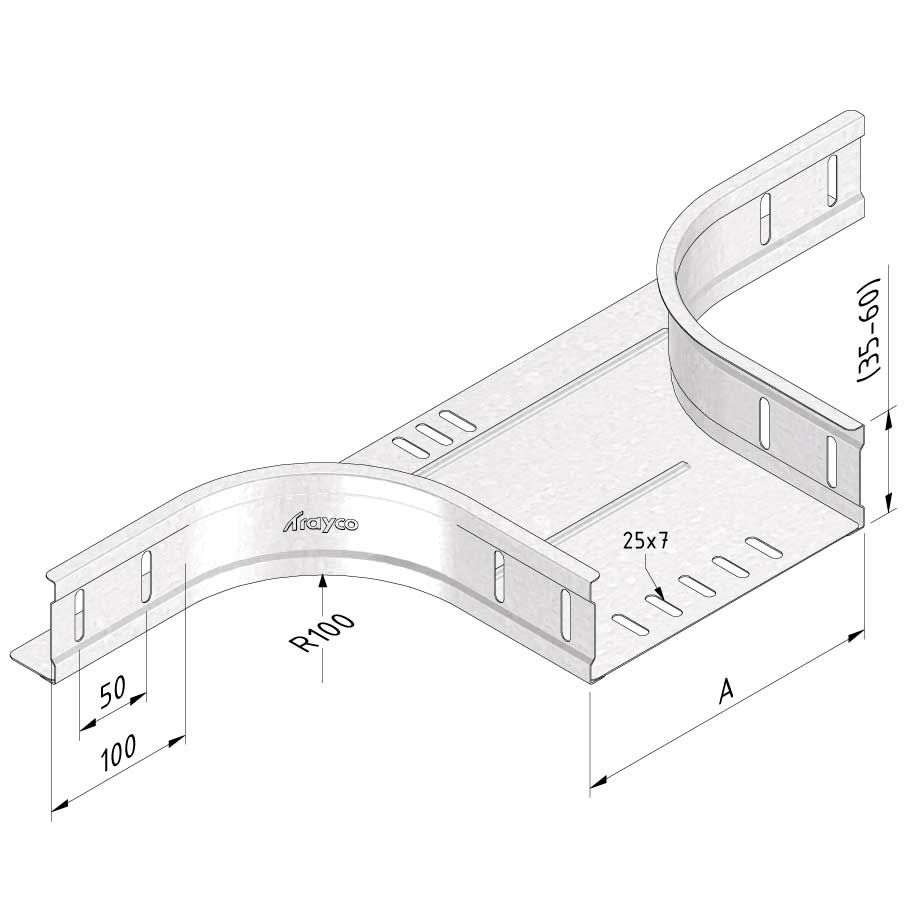
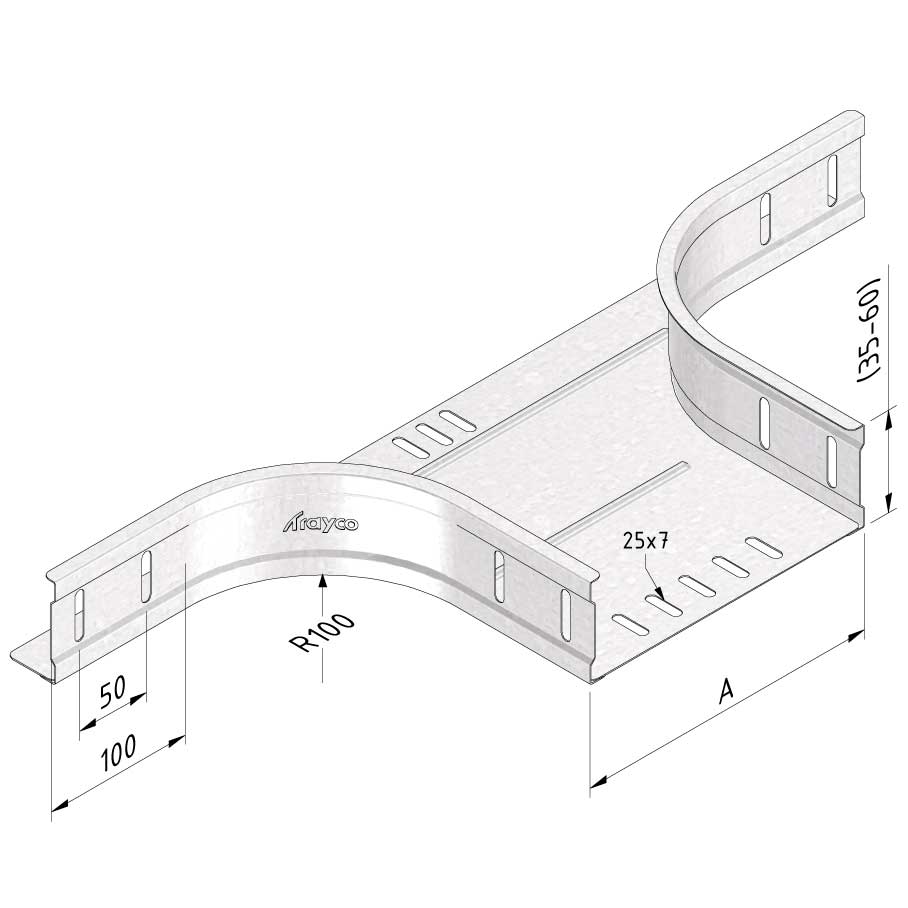
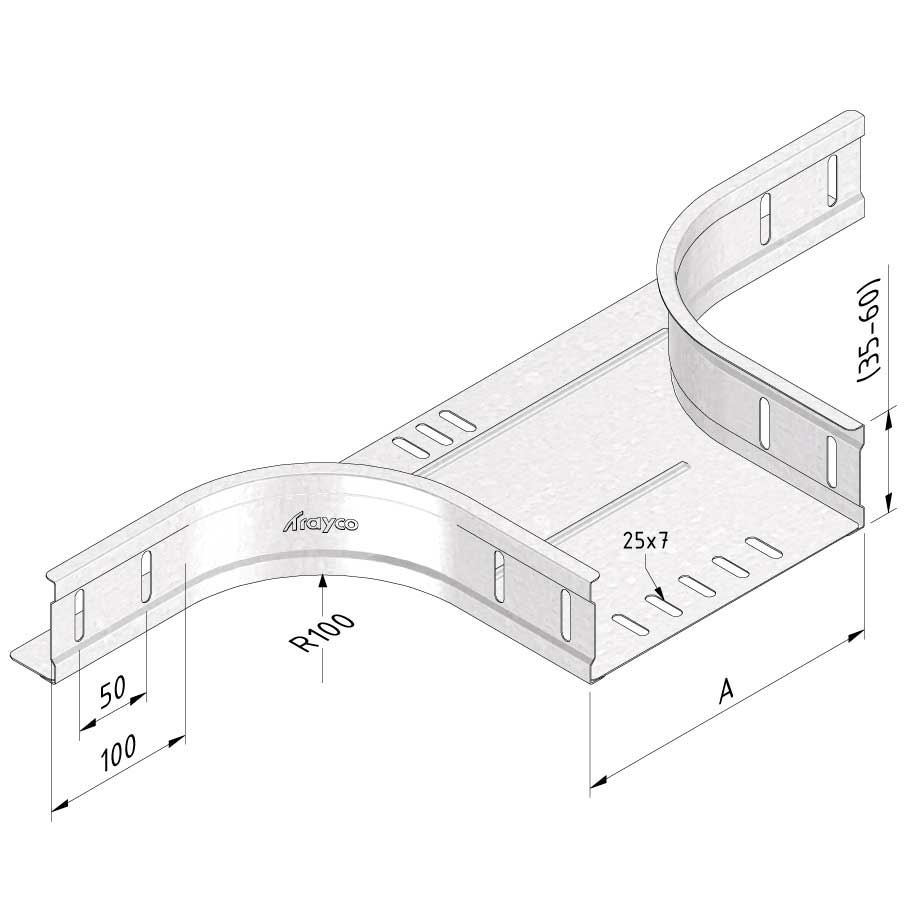
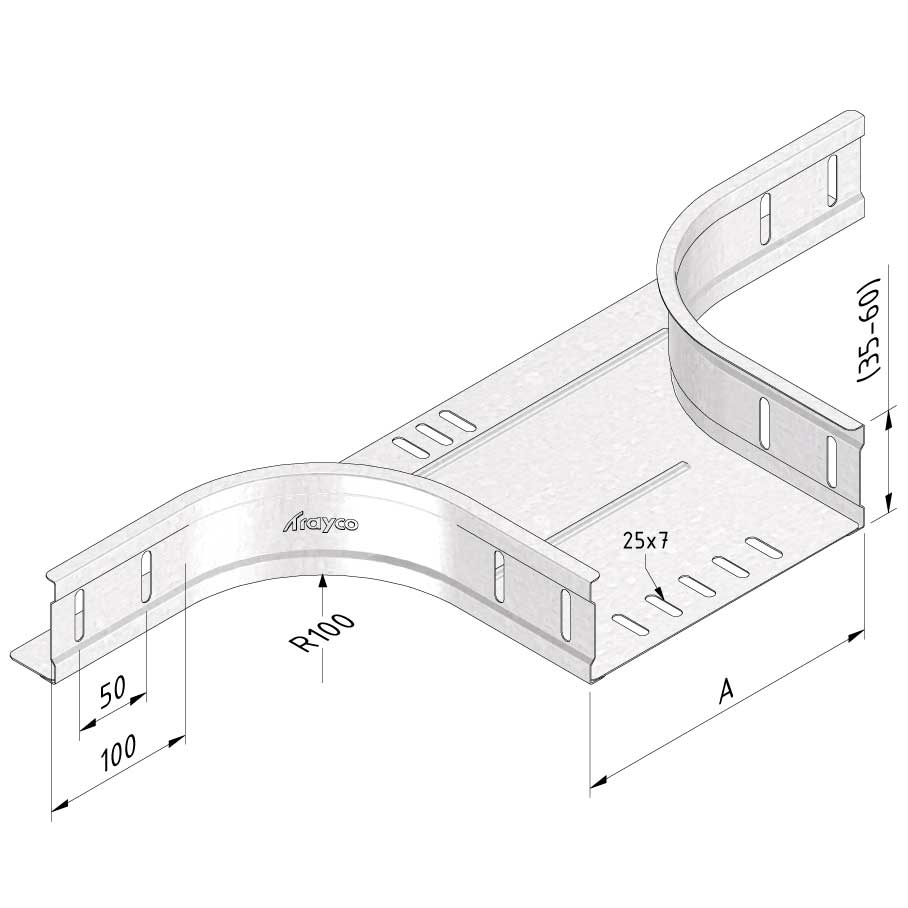
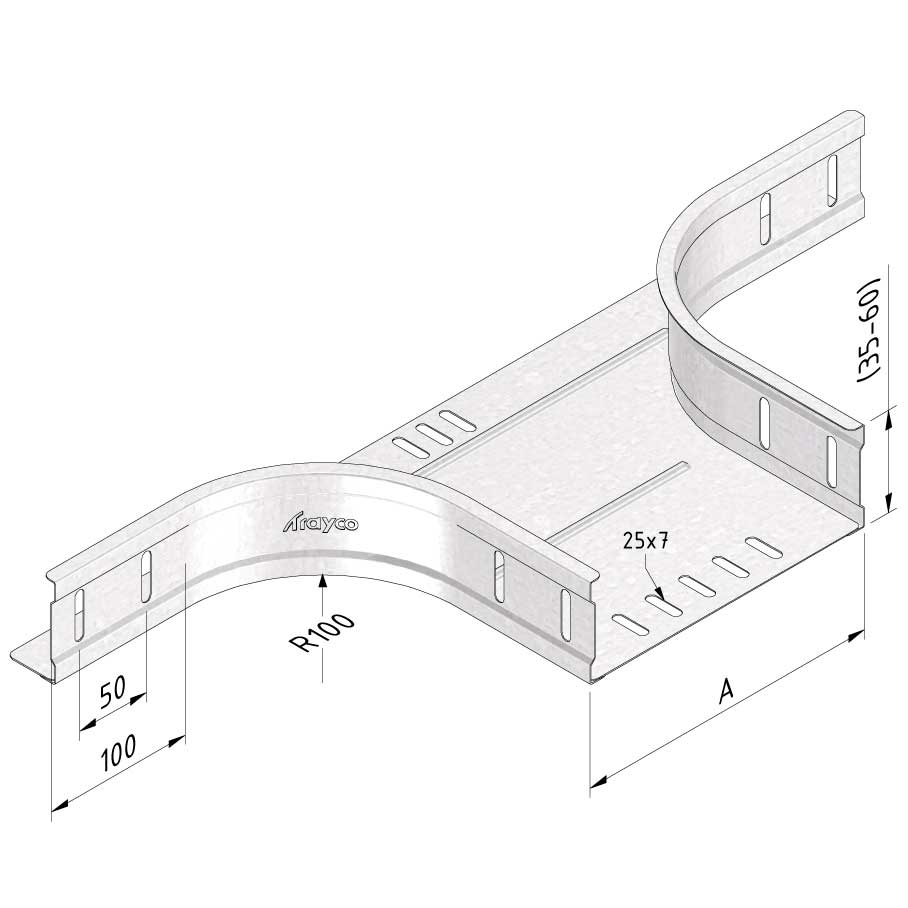
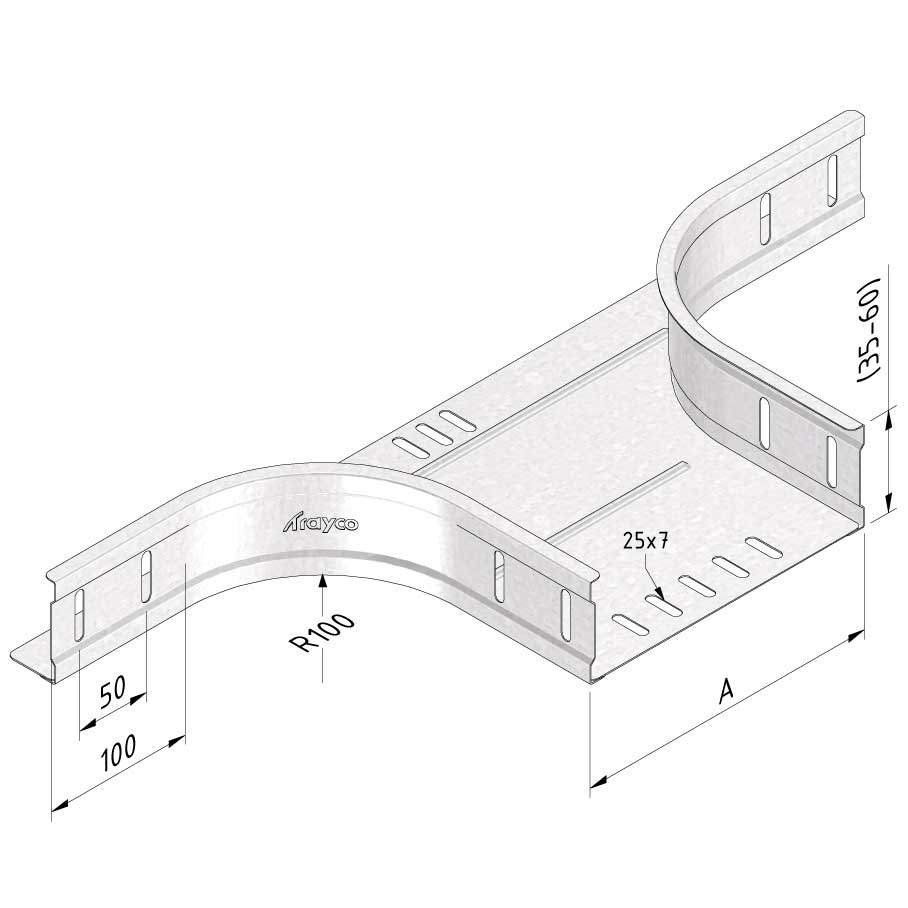
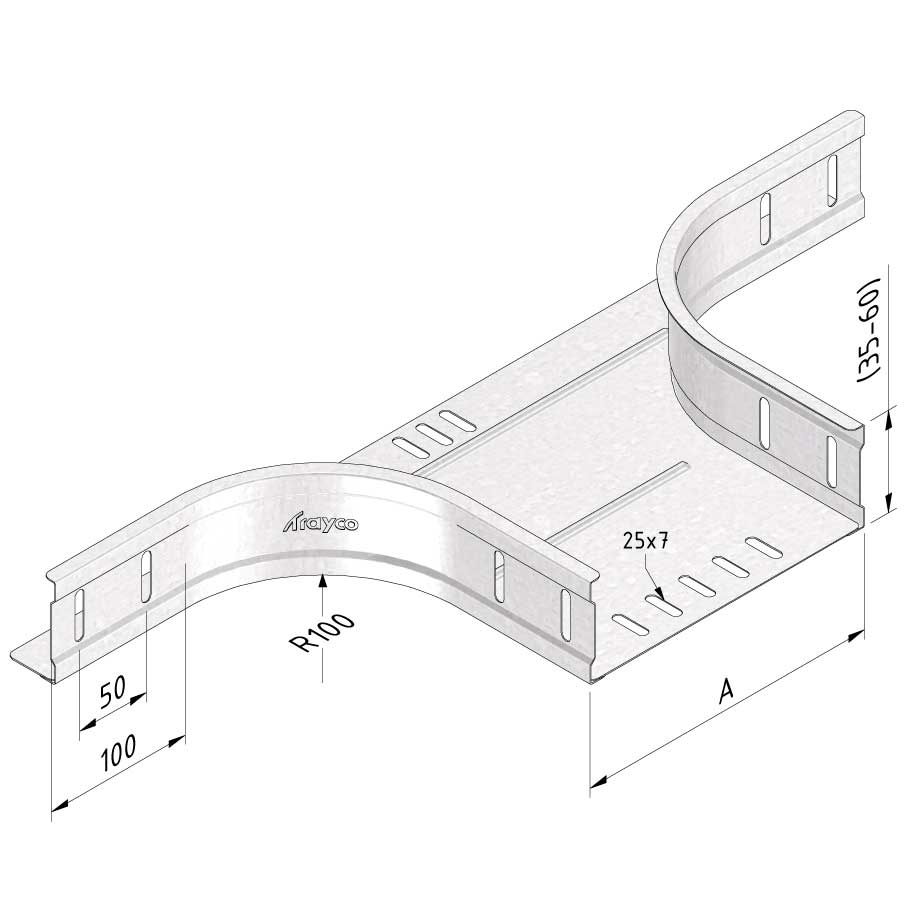
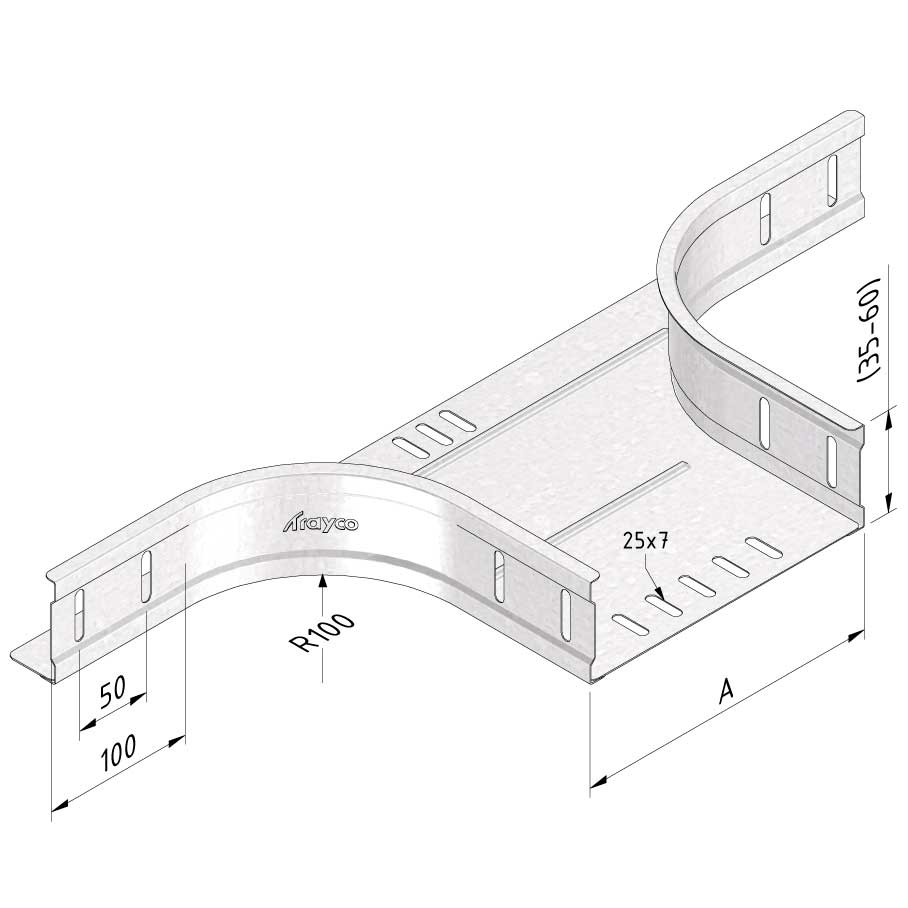
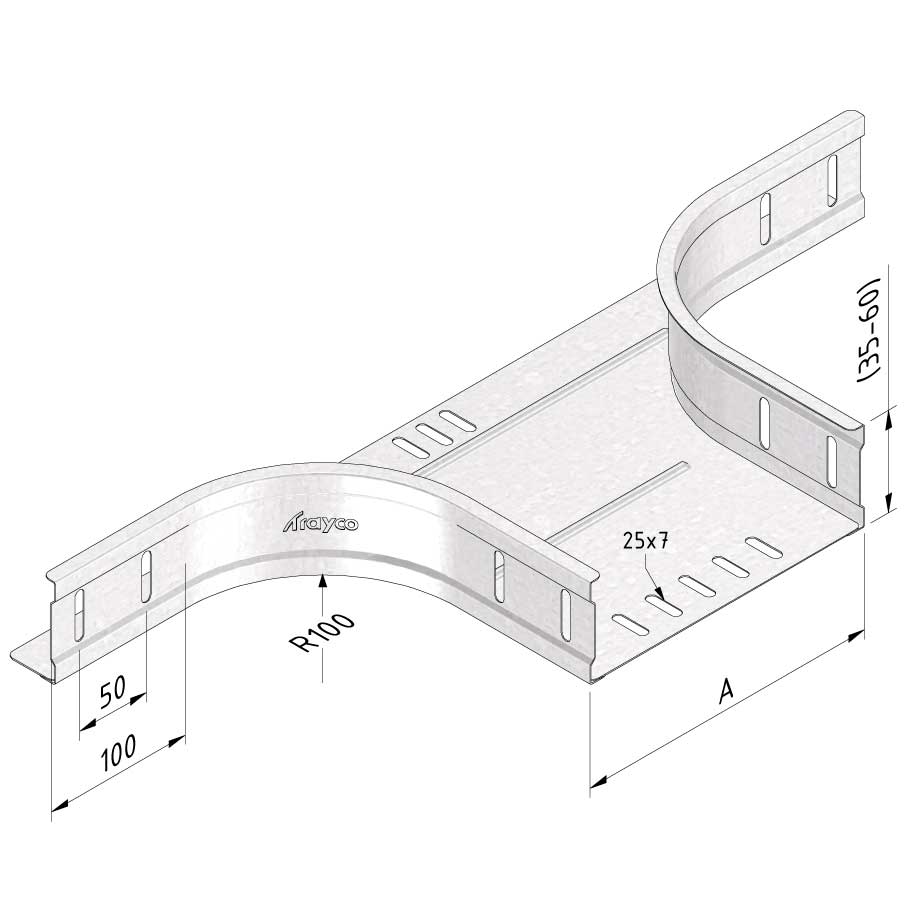
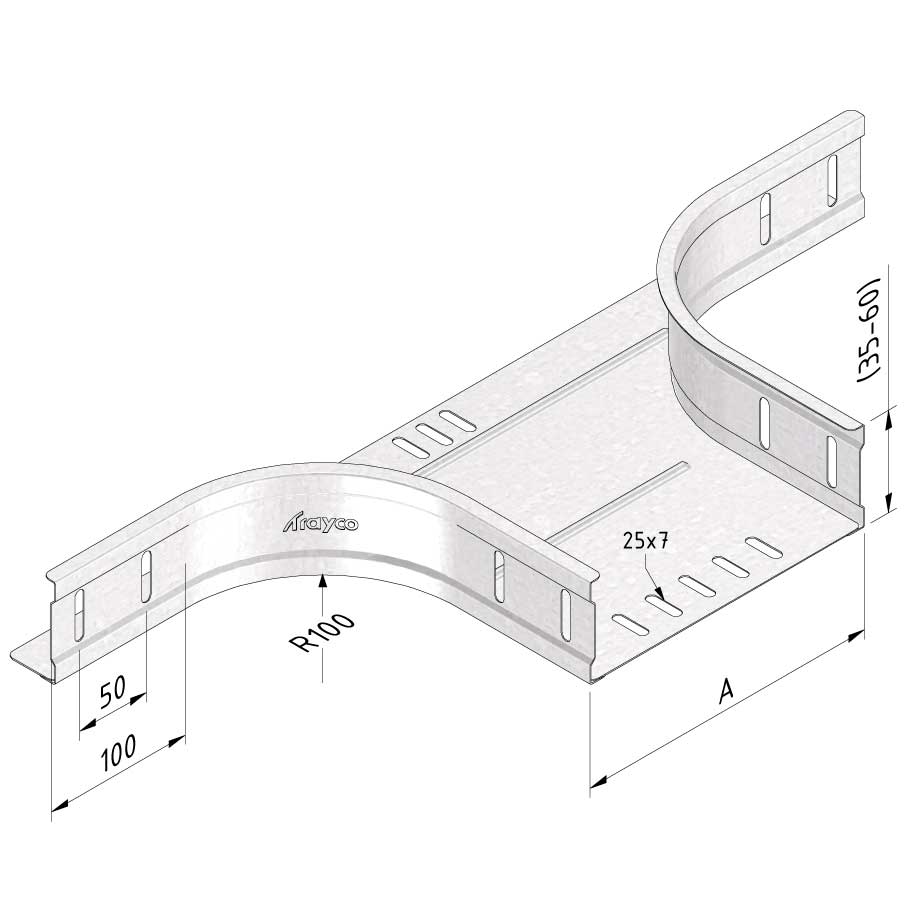
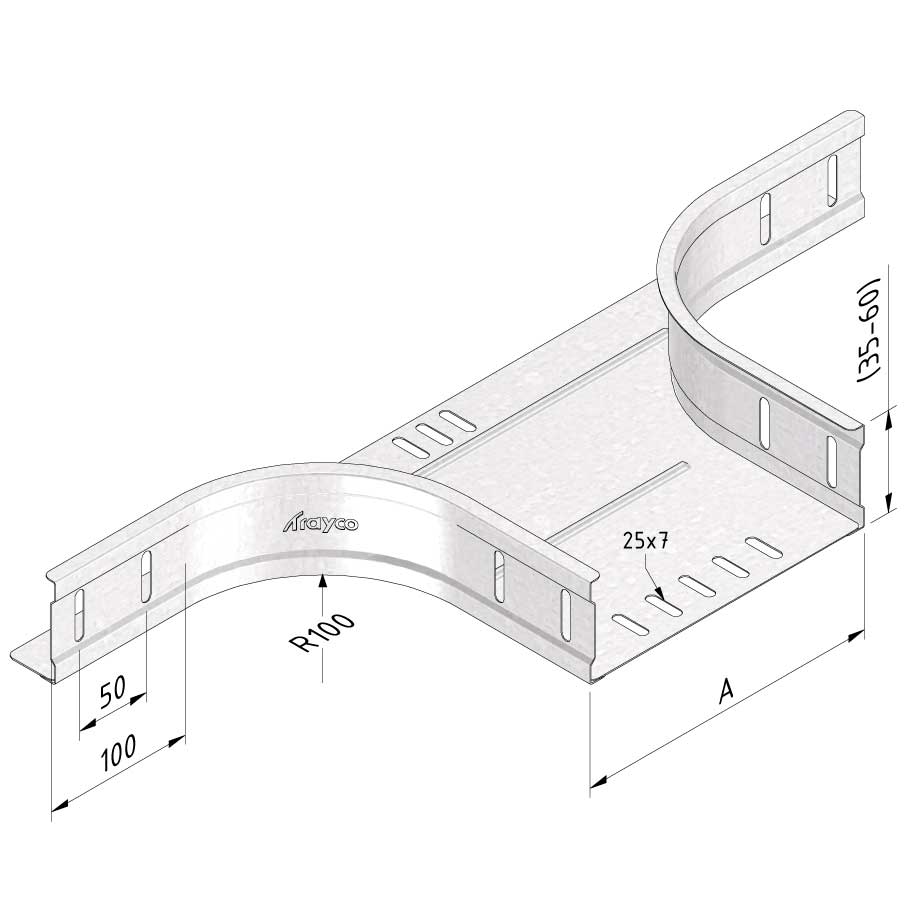
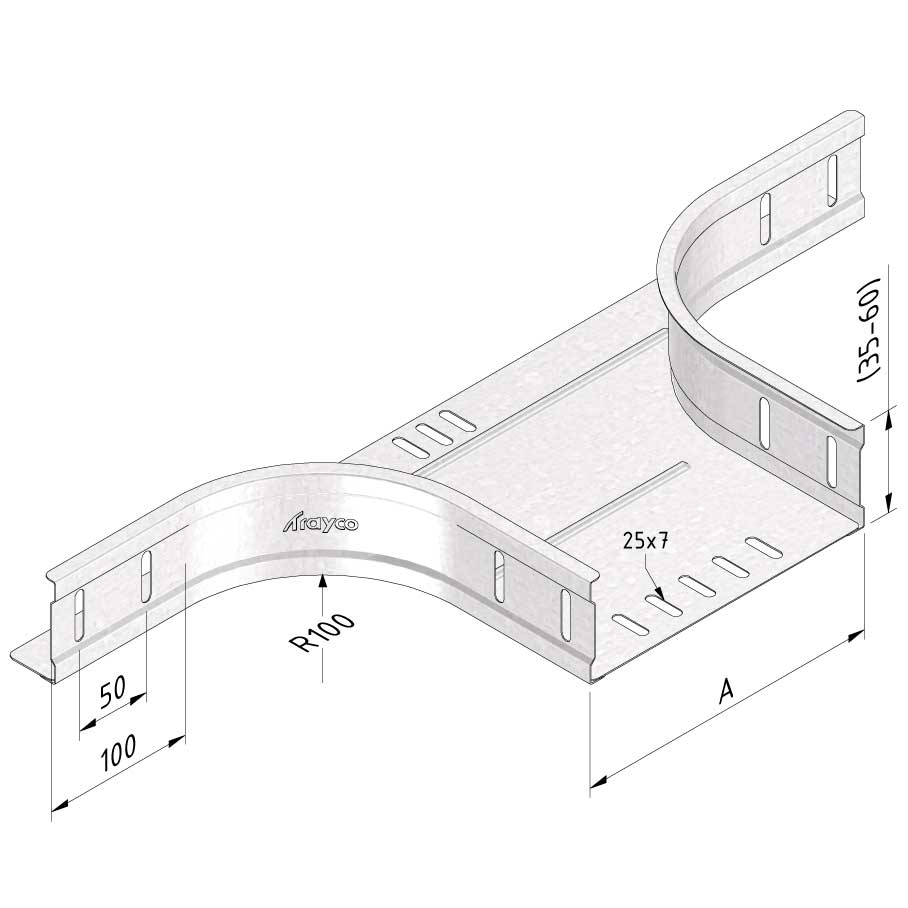
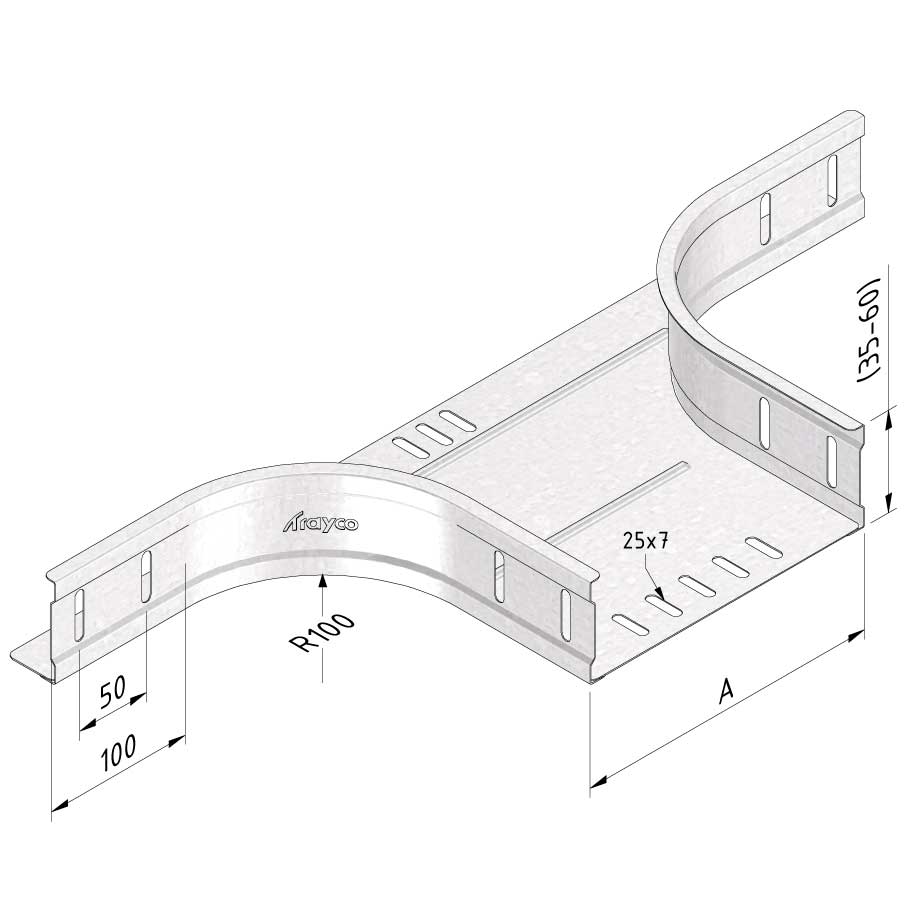
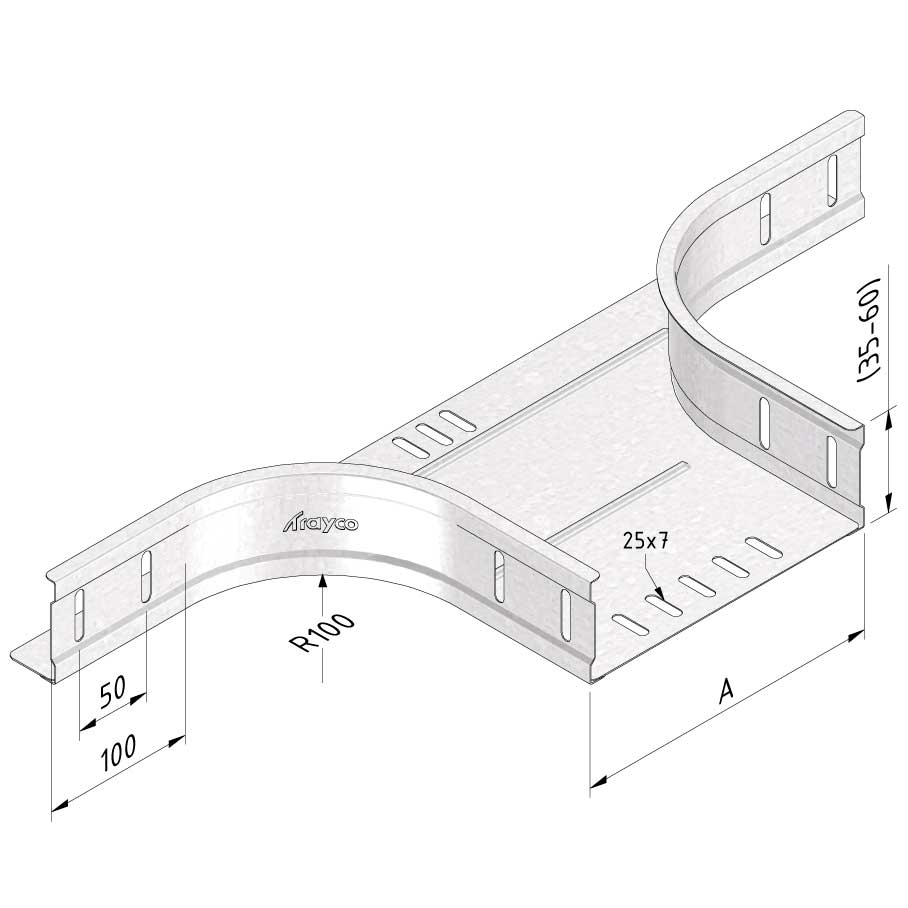
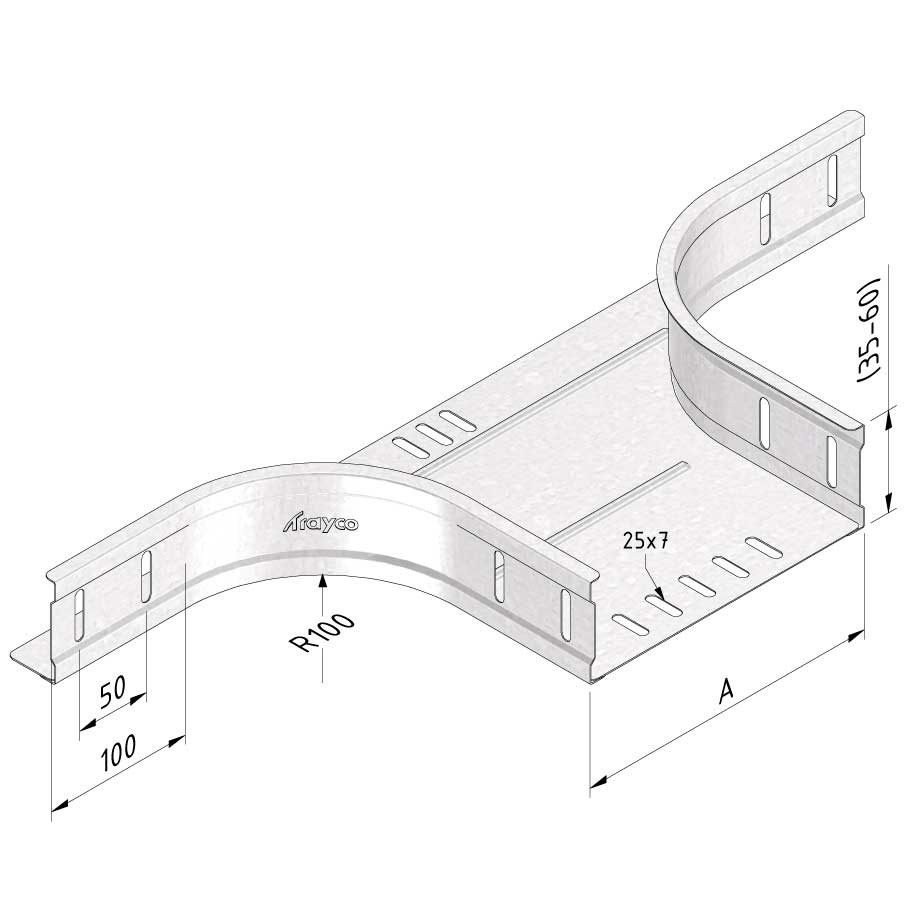
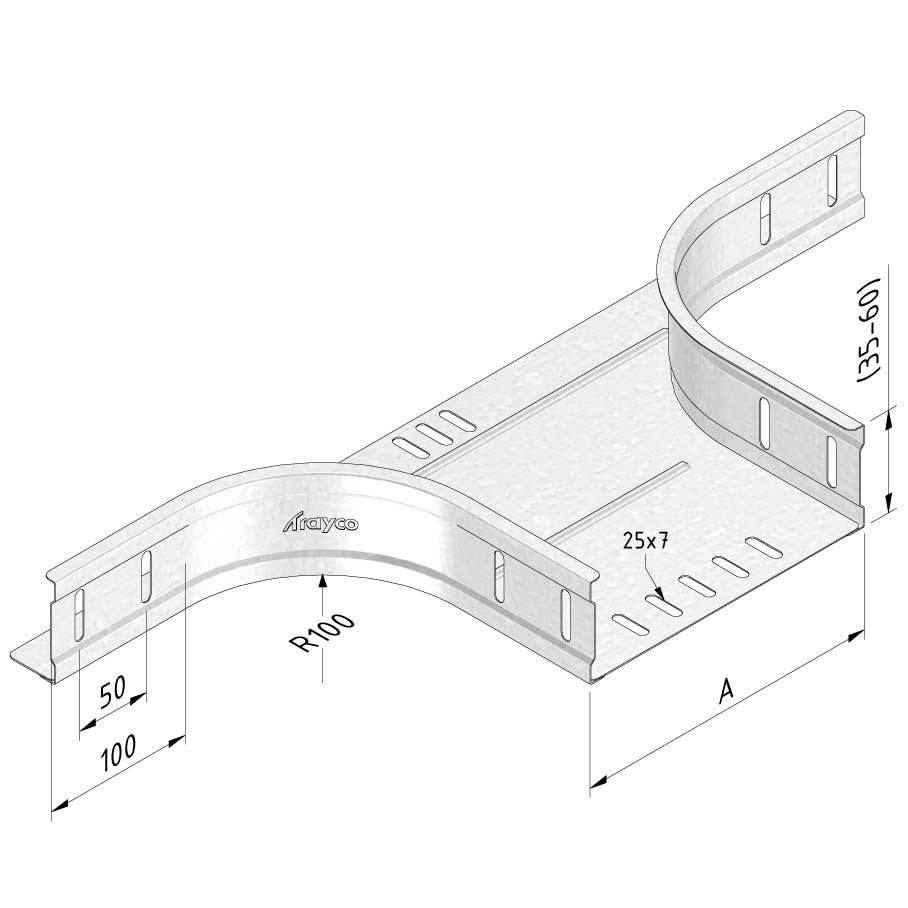
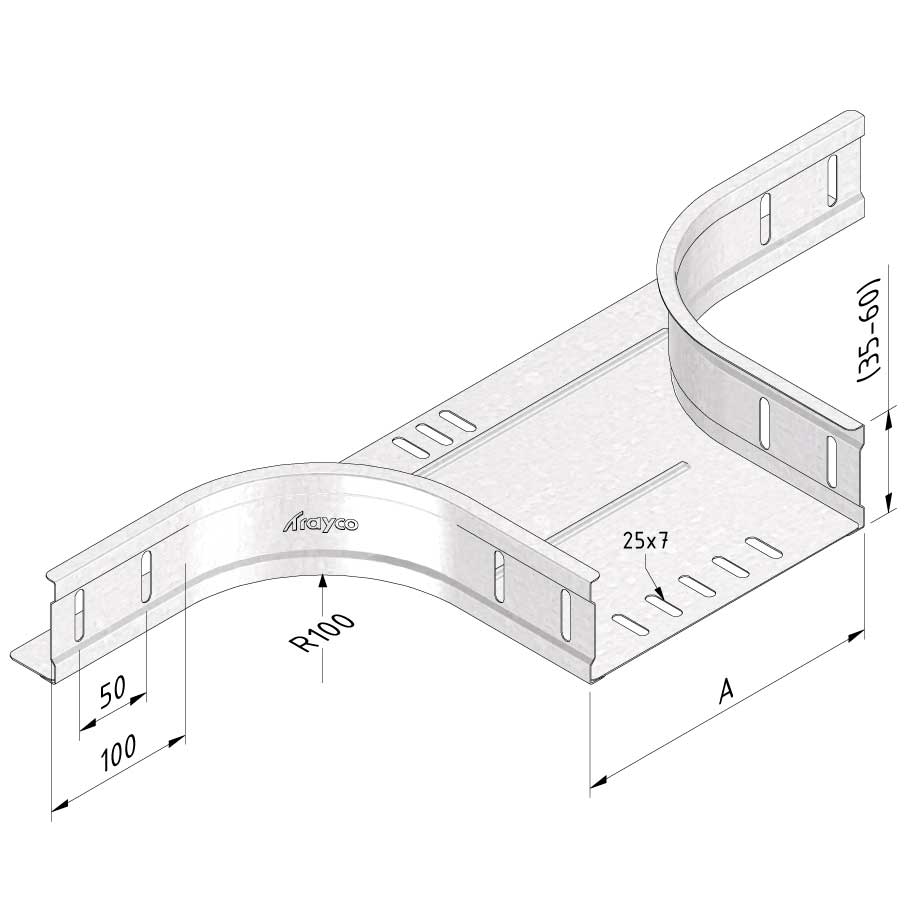
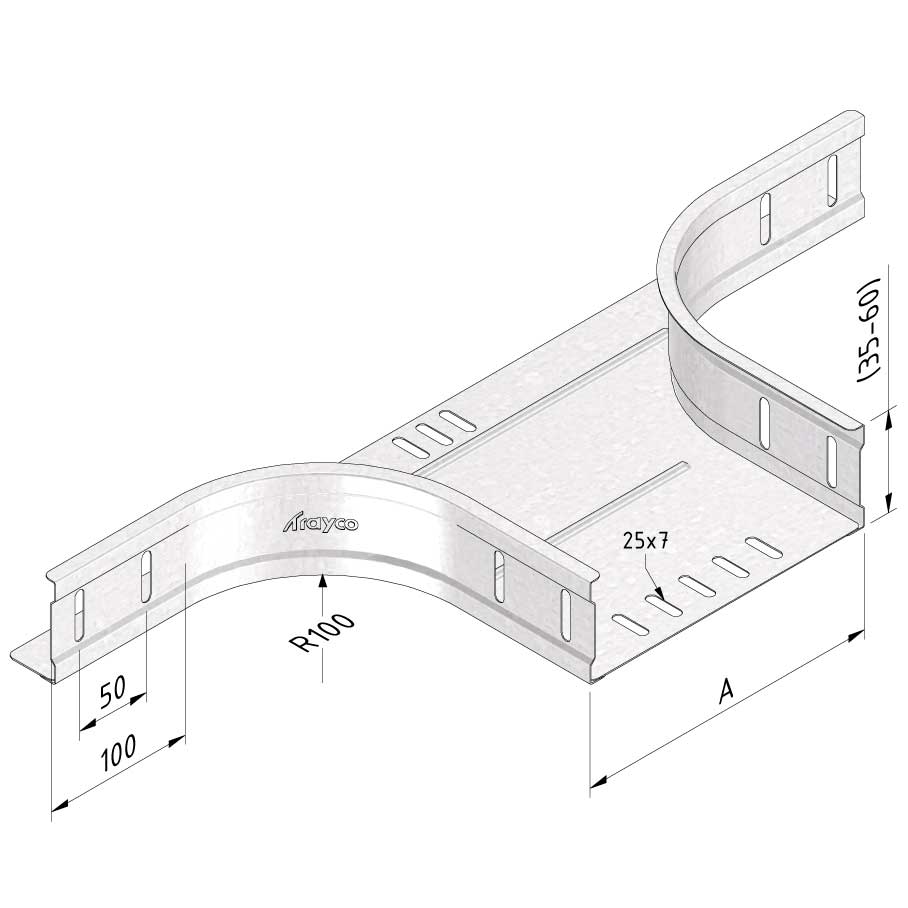
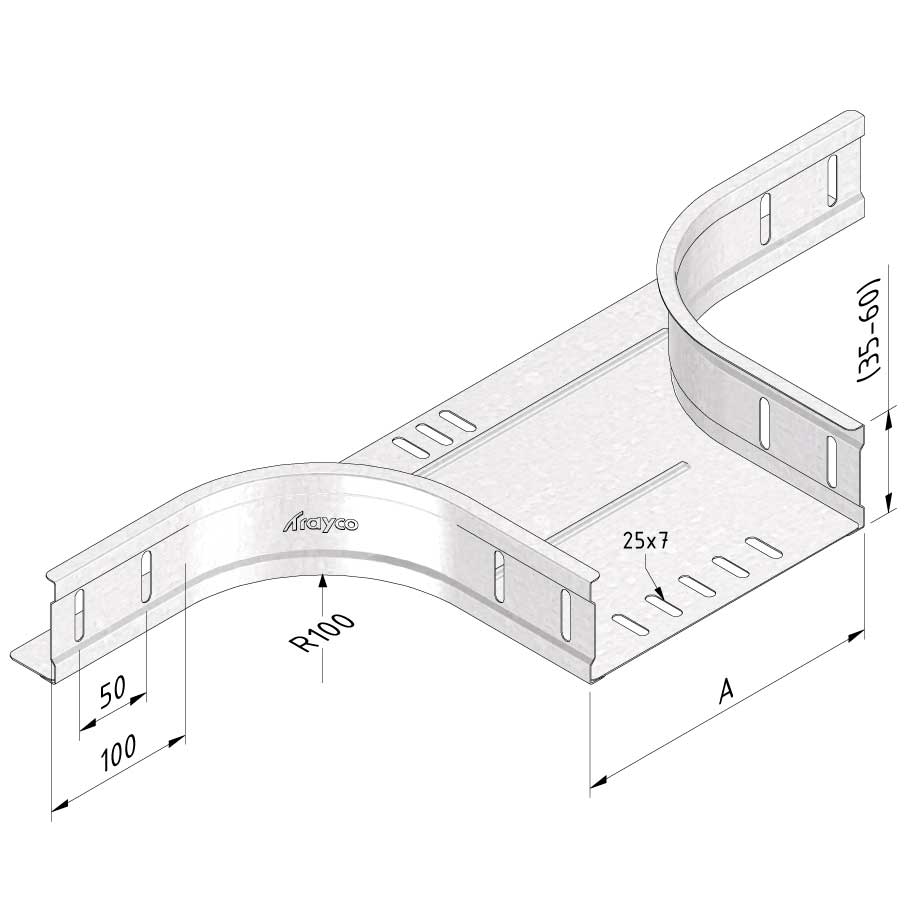
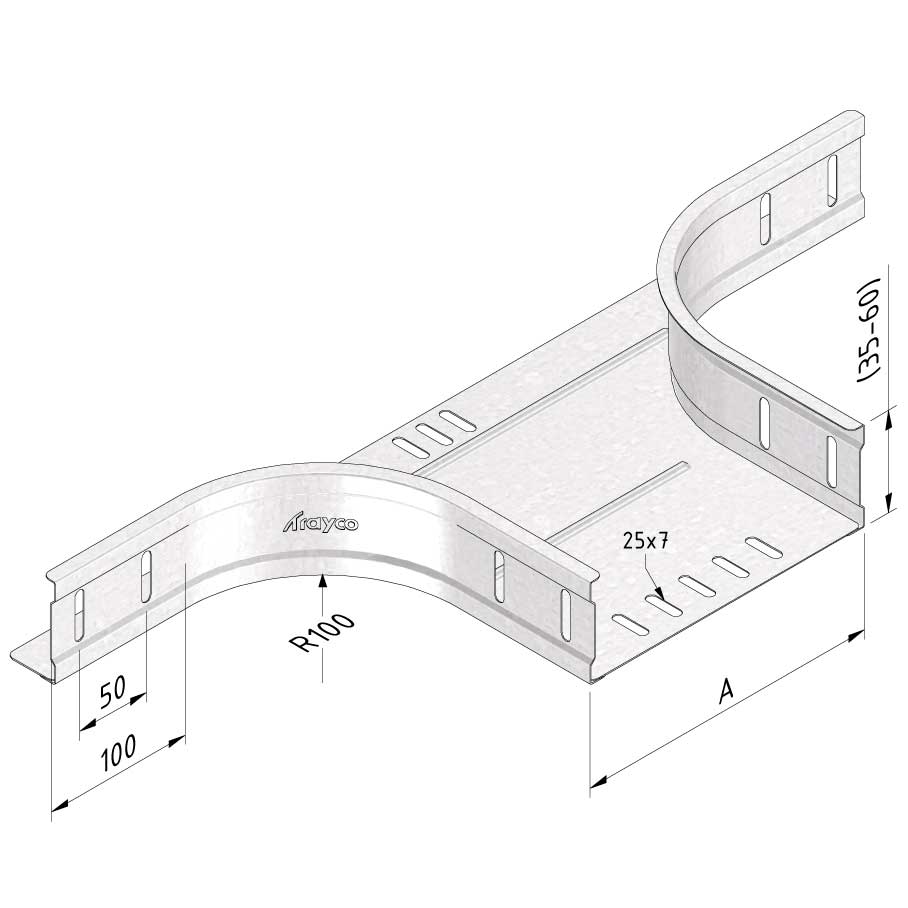
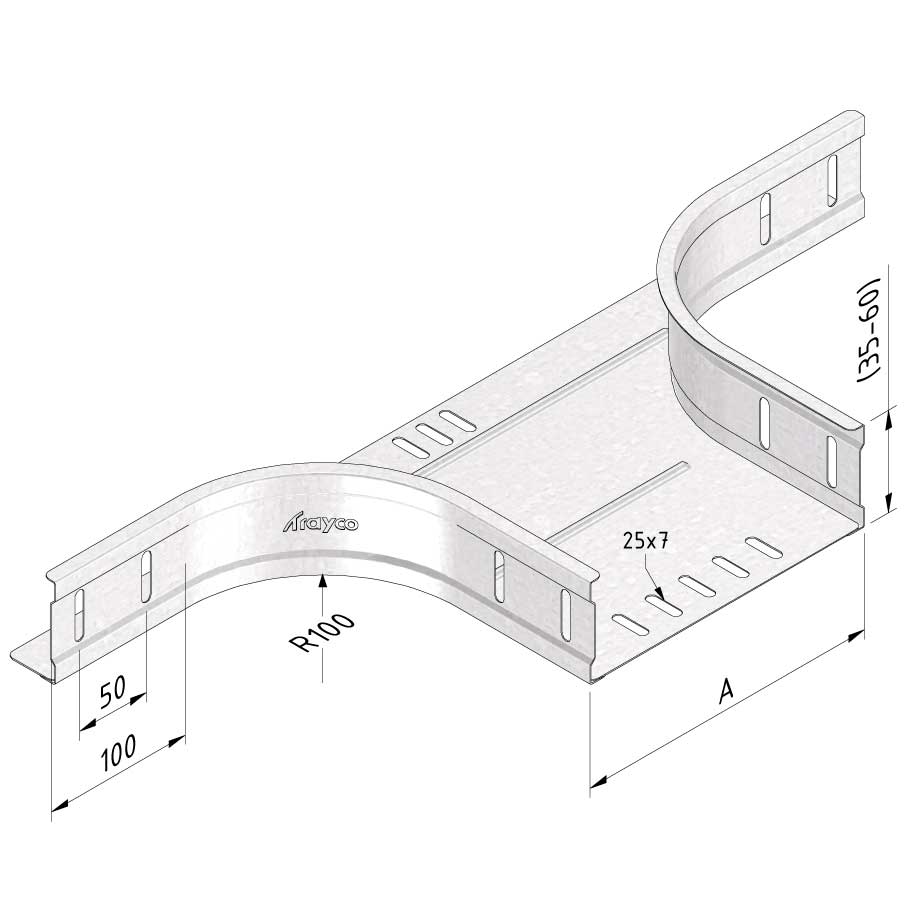
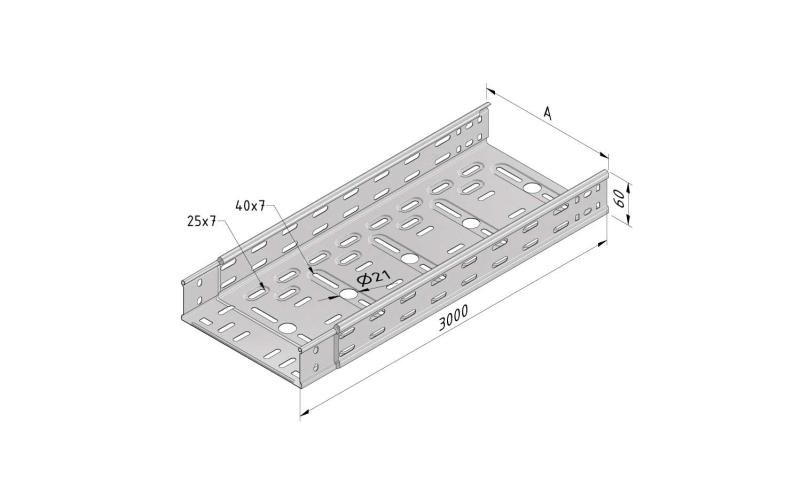
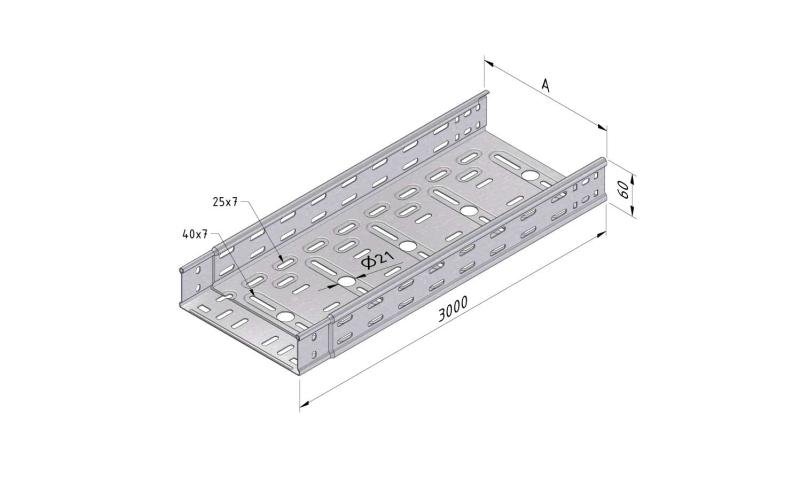
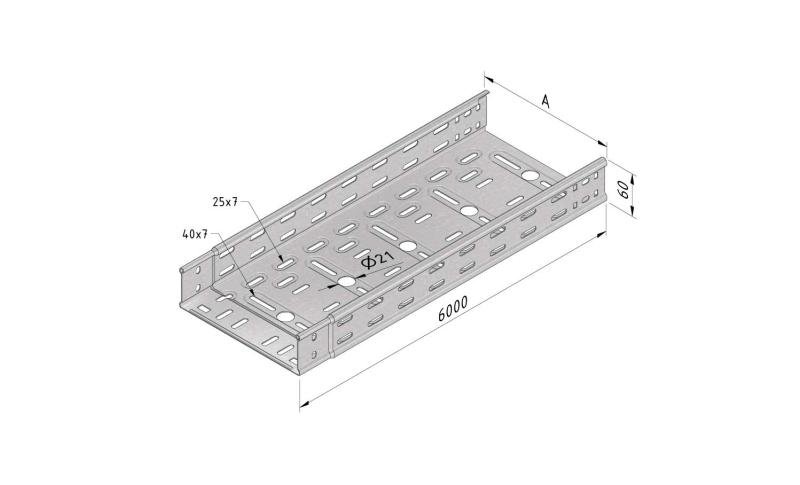
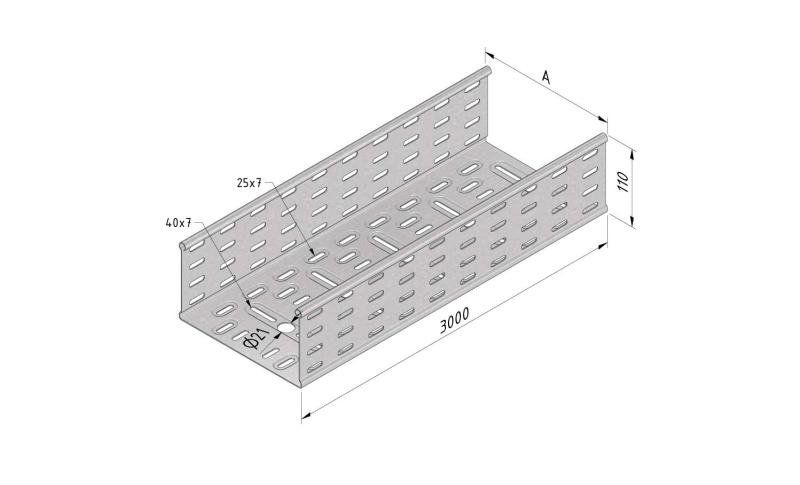
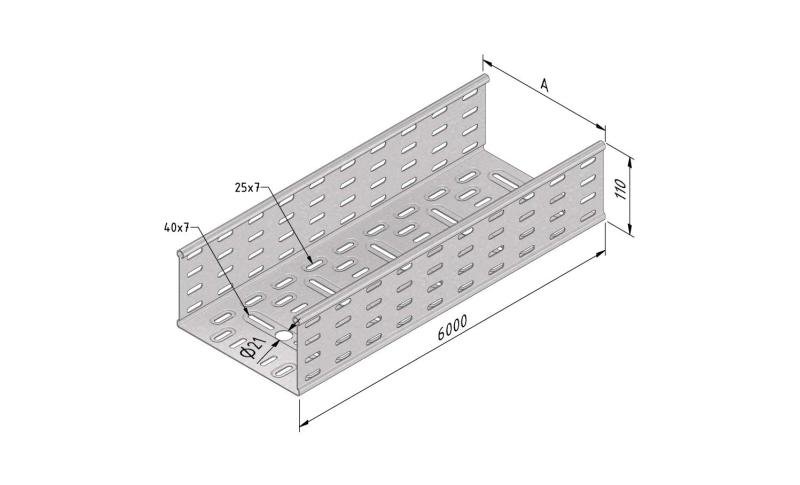
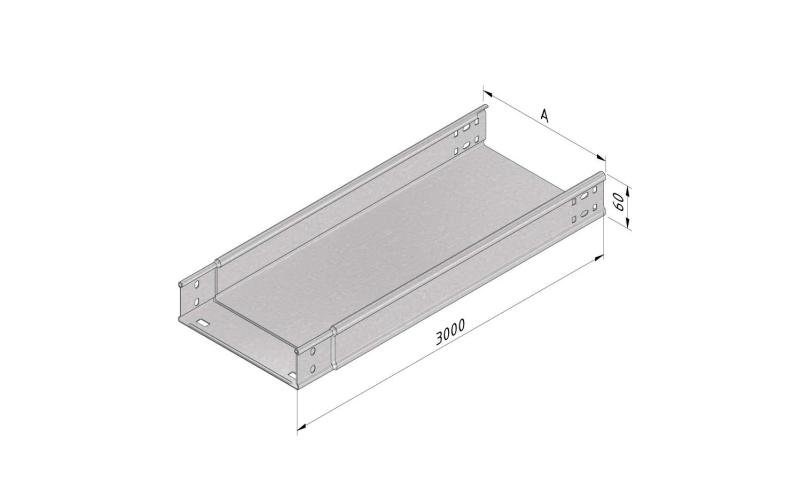
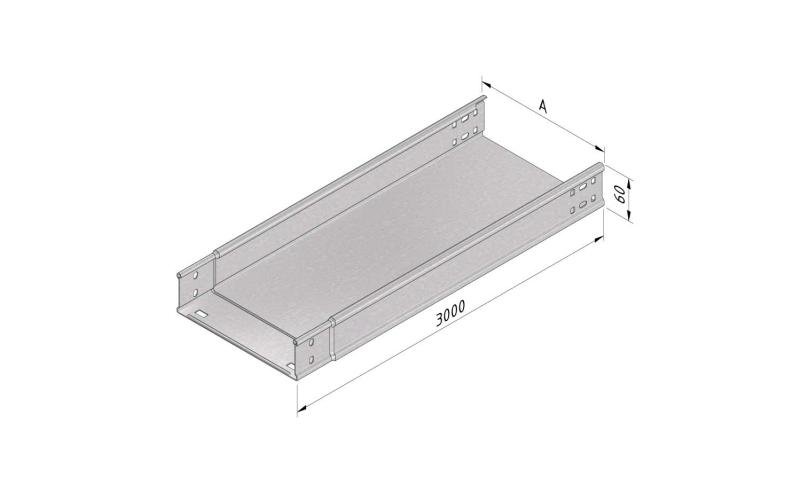
Chemin de câbles dérivation
CT-BR-_





Chemin de câbles dérivation
CT-BR-_
A fixer avec BN06-10
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Dimension A | Emballage | |||
|---|---|---|---|---|---|---|---|
|
|
12130 |
CT35-BR-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
12131 |
CT35-BR-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
12132 |
CT35-BR-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
12133 |
CT35-BR-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
12134 |
CT35-BR-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
12135 |
CT35-BR-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
16337 |
CT35-BR-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
12180 |
CT35-BR-050-DG |
DG
|
50
|
1
|
|
|
|
|
12181 |
CT35-BR-075-DG |
DG
|
75
|
1
|
|
|
|
|
12182 |
CT35-BR-100-DG |
DG
|
100
|
1
|
|
|
|
|
12183 |
CT35-BR-150-DG |
DG
|
150
|
1
|
|
|
|
|
12184 |
CT35-BR-200-DG |
DG
|
200
|
1
|
|
|
|
|
12185 |
CT35-BR-300-DG |
DG
|
300
|
1
|
|
|
|
|
16338 |
CT35-BR-400-DG |
DG
|
400
|
1
|
|
|
|
|
10080 |
CT60-BR-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
10081 |
CT60-BR-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
10082 |
CT60-BR-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
10083 |
CT60-BR-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
10084 |
CT60-BR-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
10085 |
CT60-BR-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
10086 |
CT60-BR-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
10087 |
CT60-BR-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
10088 |
CT60-BR-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
19804 |
CT60-BR-050-UG |
UG
|
50
|
1
|
Default
|
|
|
|
19805 |
CT60-BR-075-UG |
UG
|
75
|
1
|
Default
|
|
|
|
19806 |
CT60-BR-100-UG |
UG
|
100
|
1
|
Default
|
|
|
|
19807 |
CT60-BR-150-UG |
UG
|
150
|
1
|
Default
|
|
|
|
19808 |
CT60-BR-200-UG |
UG
|
200
|
1
|
Default
|
|
|
|
19809 |
CT60-BR-300-UG |
UG
|
300
|
1
|
Default
|
|
|
|
19810 |
CT60-BR-400-UG |
UG
|
400
|
1
|
Default
|
|
|
|
19811 |
CT60-BR-500-UG |
UG
|
500
|
1
|
Default
|
|
|
|
19812 |
CT60-BR-600-UG |
UG
|
600
|
1
|
Default
|
|
|
|
11951 |
CT110-BR-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
11952 |
CT110-BR-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
11953 |
CT110-BR-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
11954 |
CT110-BR-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
11955 |
CT110-BR-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
12040 |
CT110-BR-150-DG |
DG
|
150
|
1
|
|
|
|
|
12041 |
CT110-BR-200-DG |
DG
|
200
|
1
|
|
|
|
|
12042 |
CT110-BR-300-DG |
DG
|
300
|
1
|
|
|
|
|
12043 |
CT110-BR-400-DG |
DG
|
400
|
1
|
|
|
|
|
12044 |
CT110-BR-500-DG |
DG
|
500
|
1
|
|
|





































































































































{kind=link}