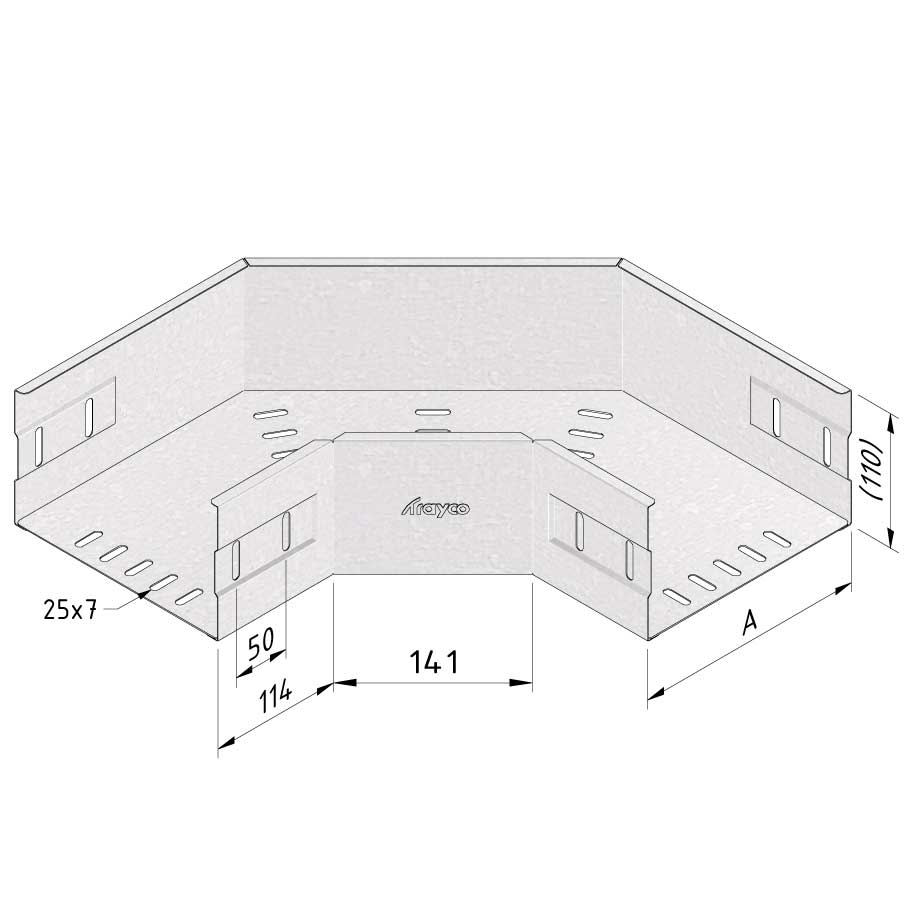
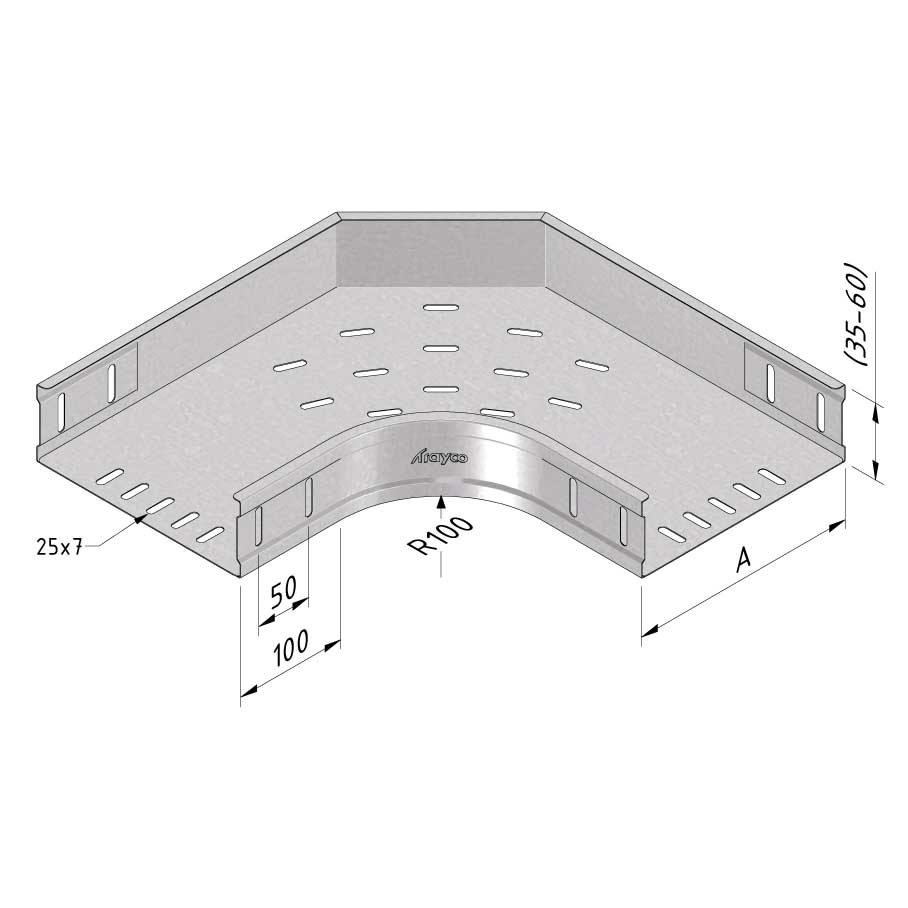
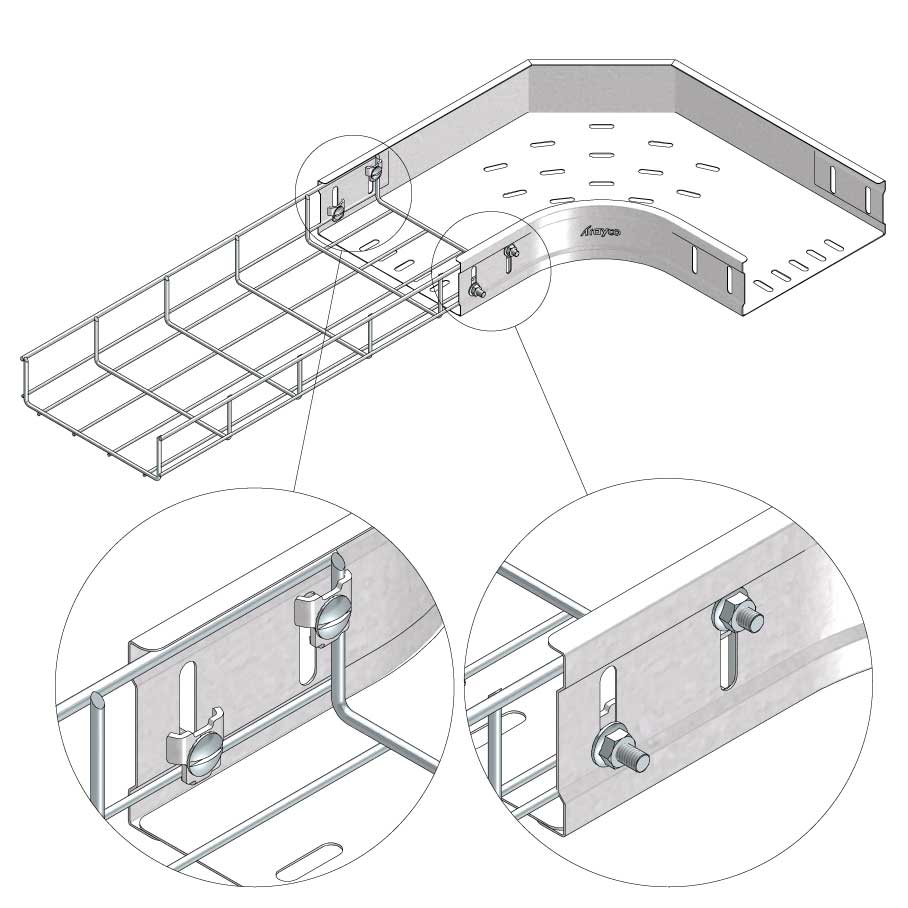
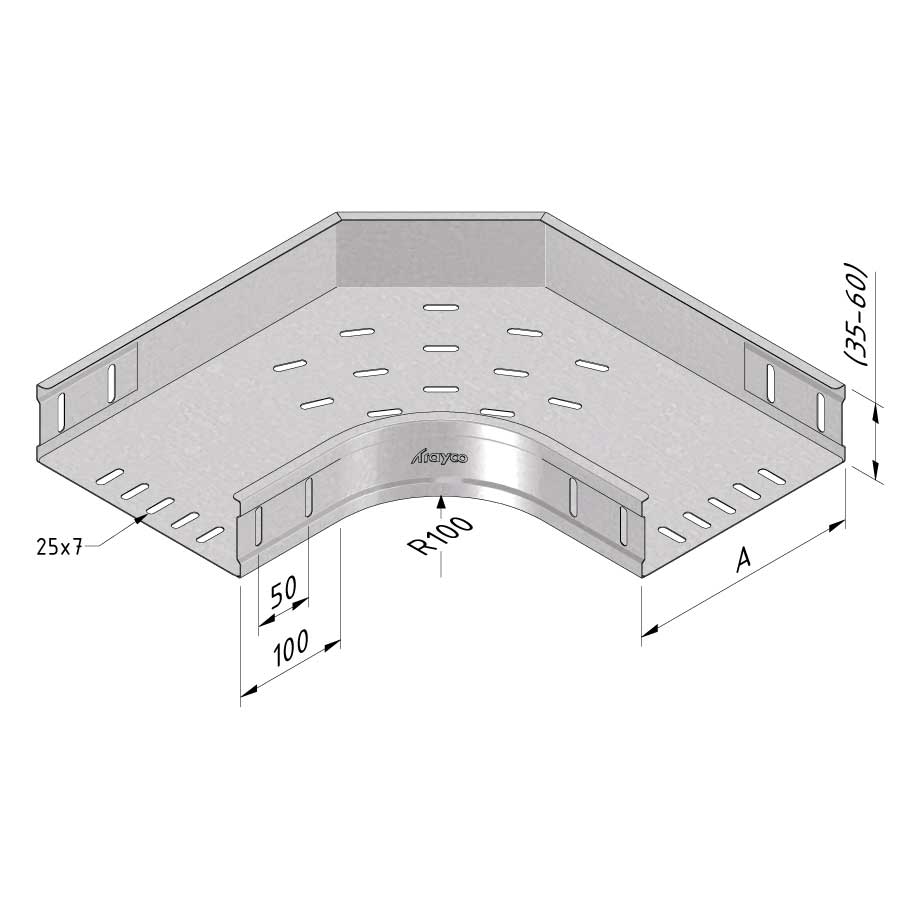
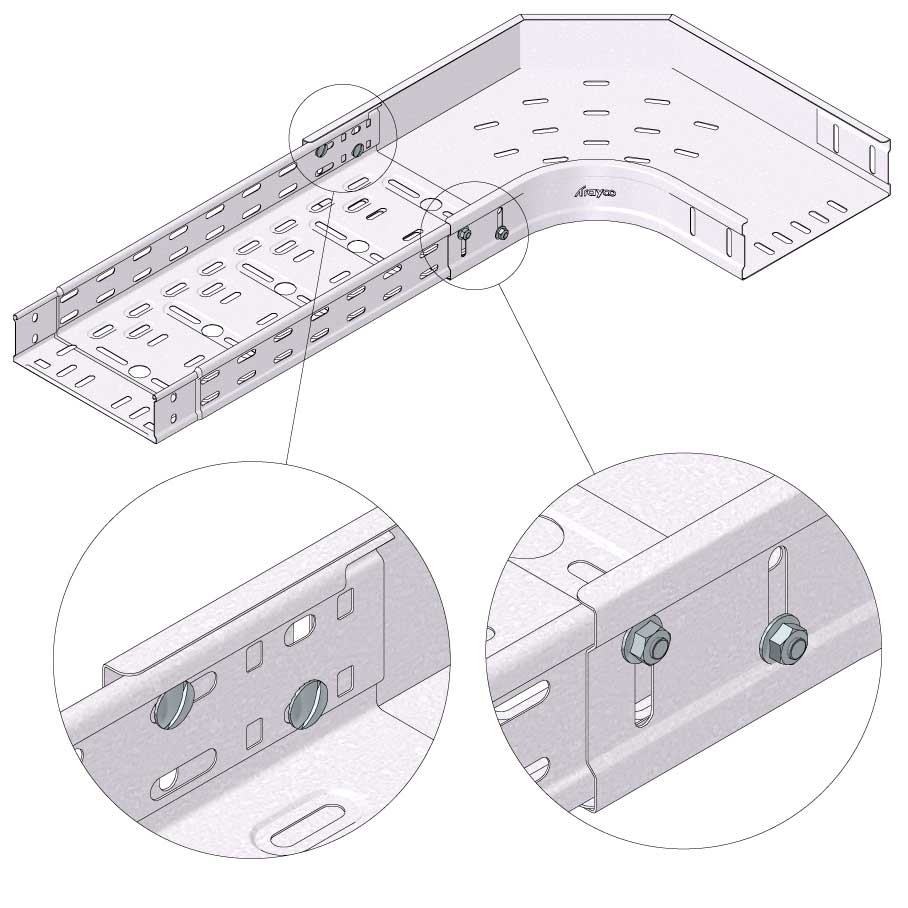
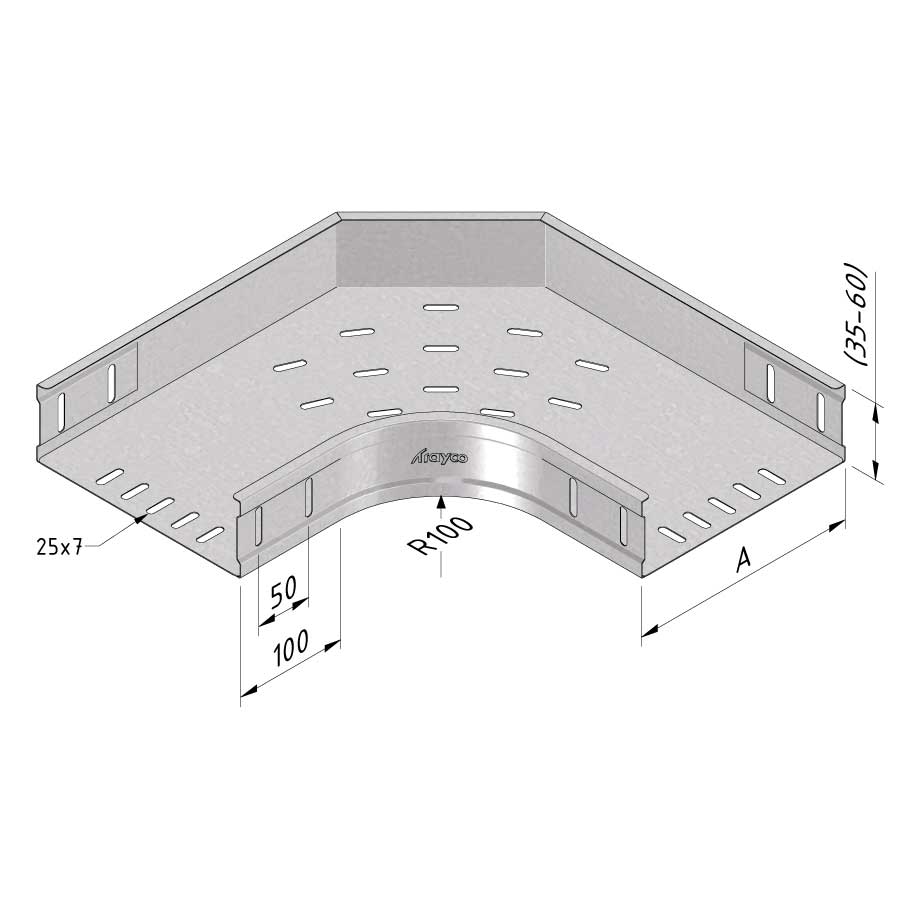
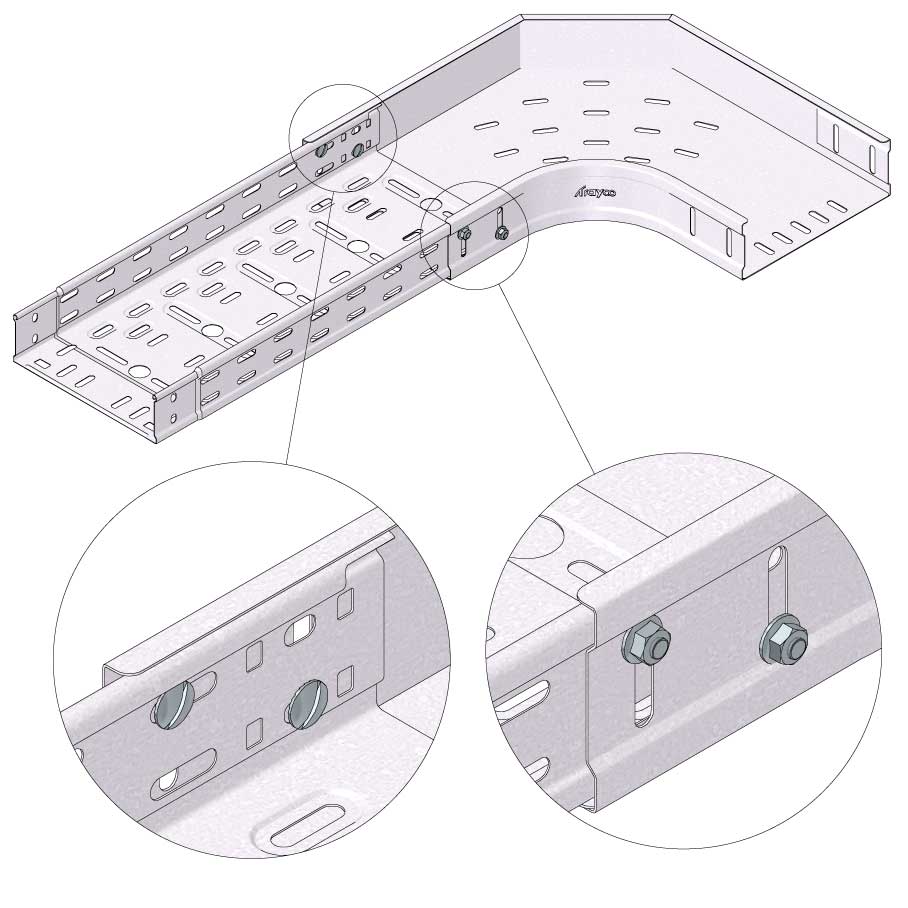
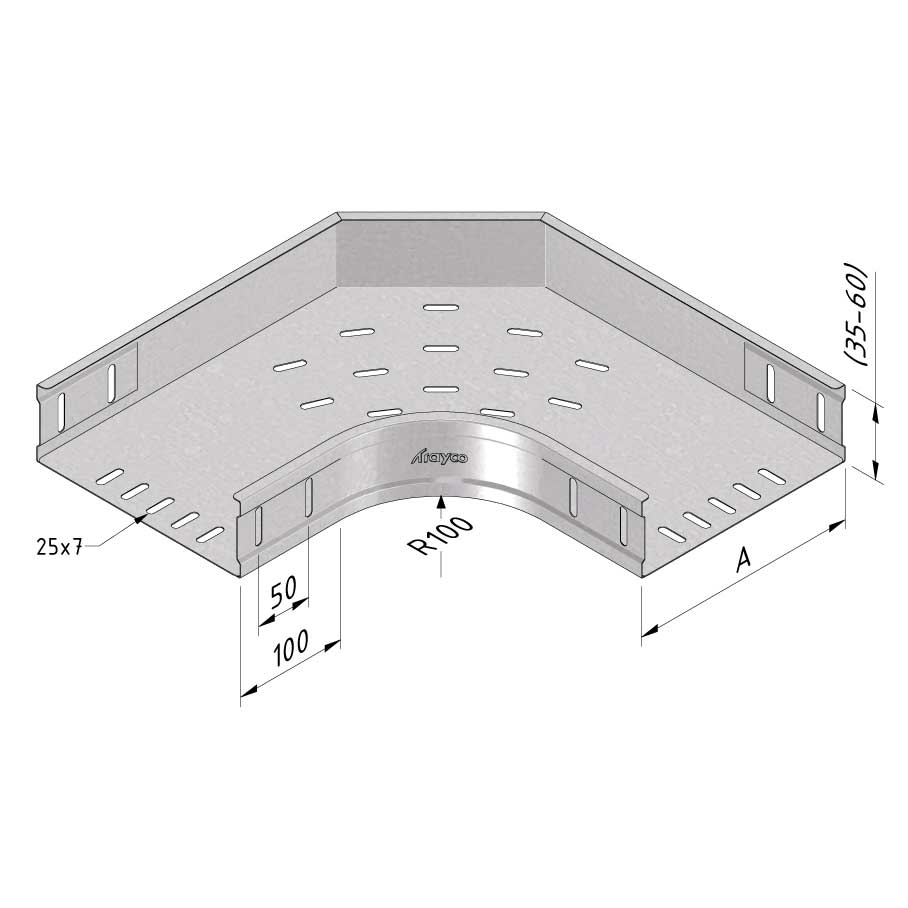
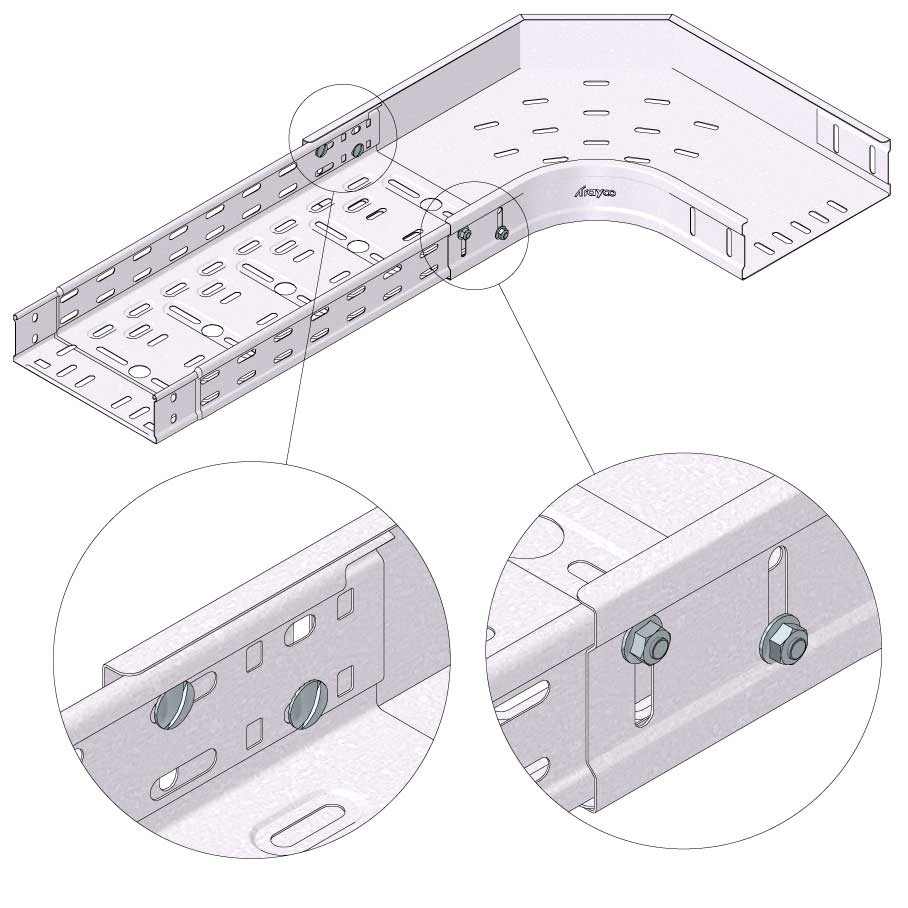
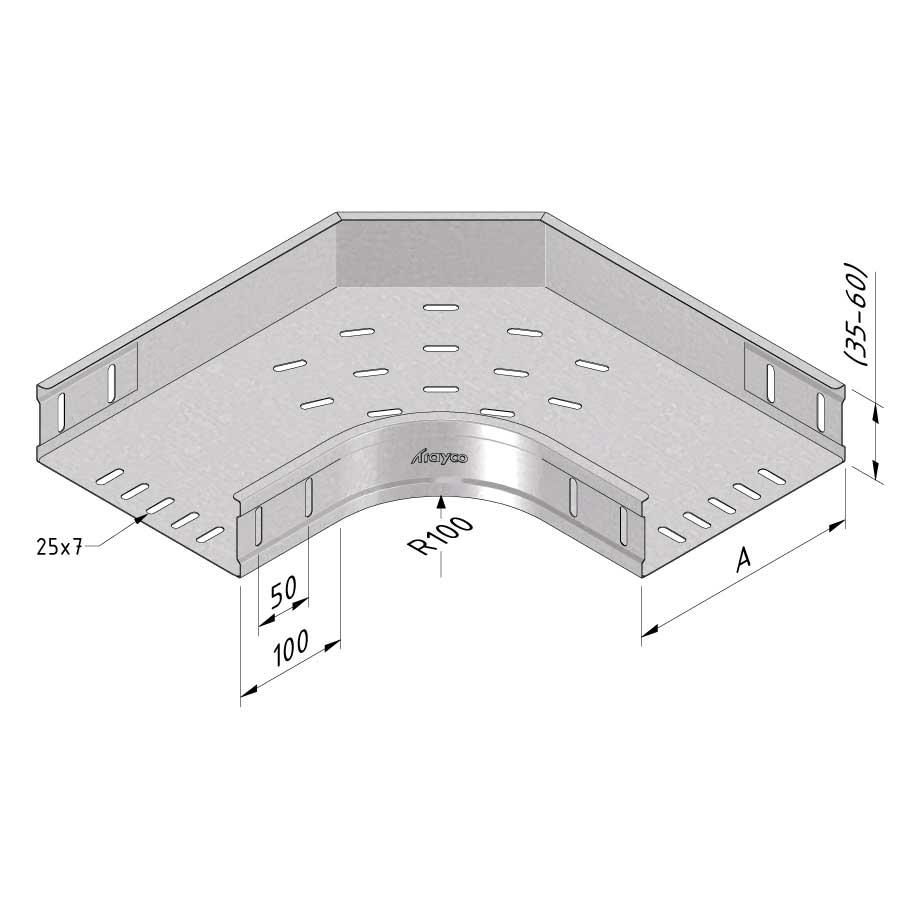
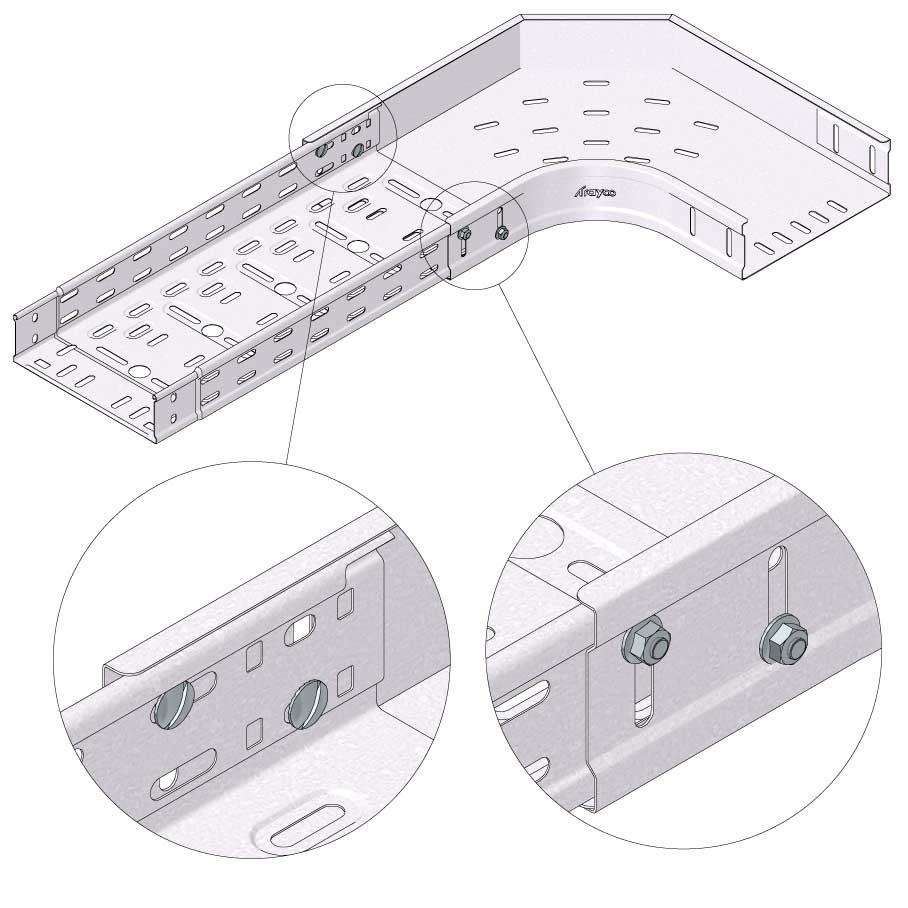
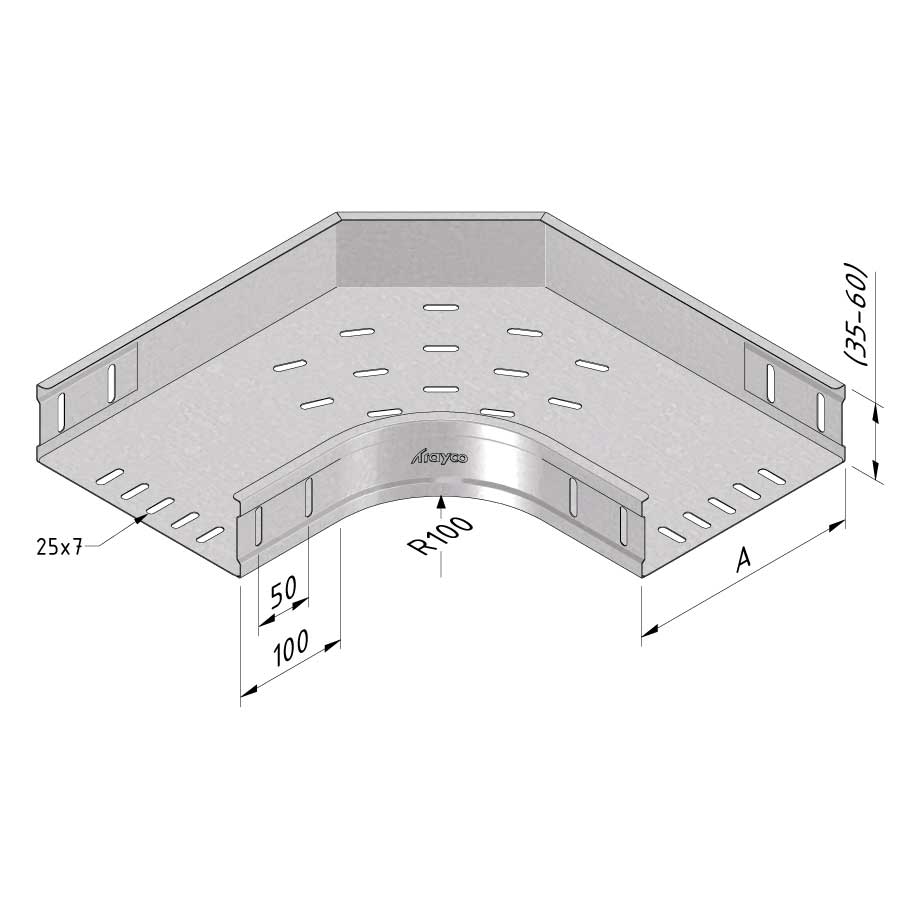
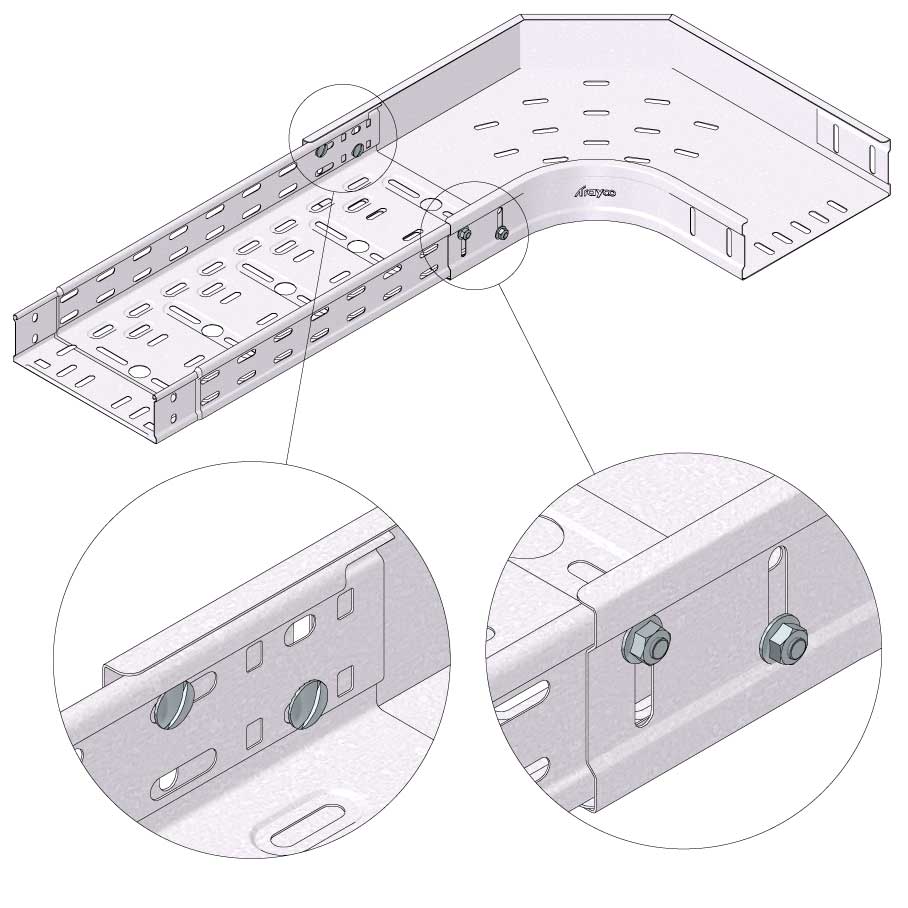
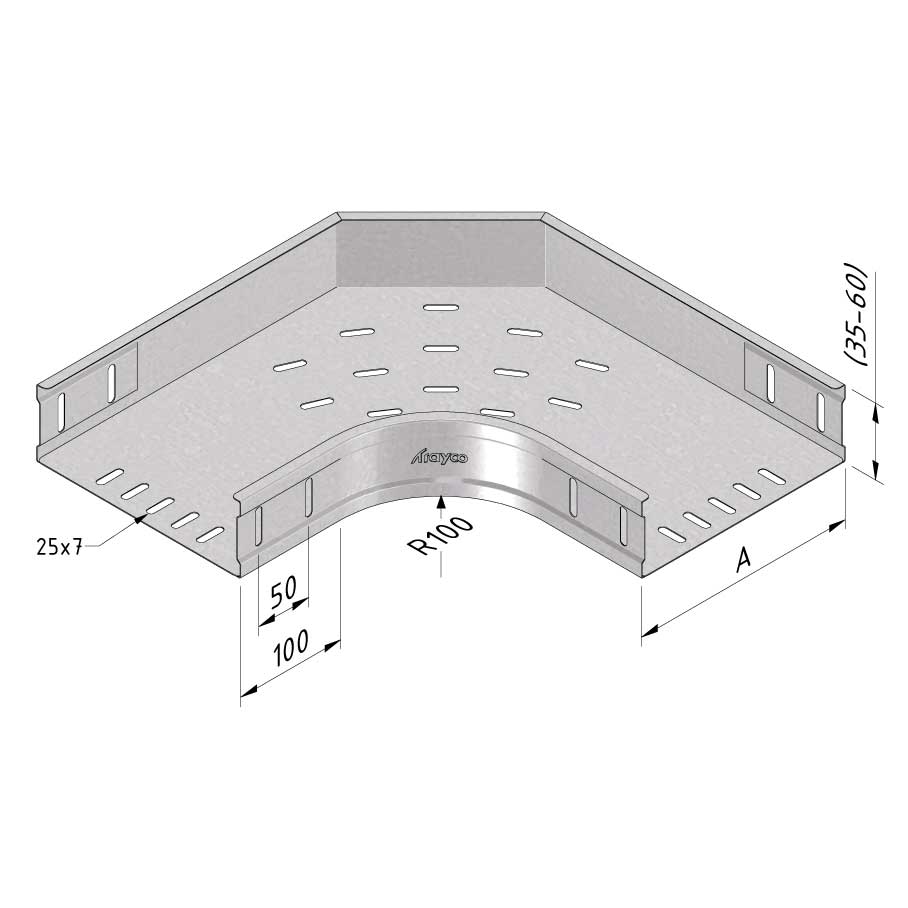
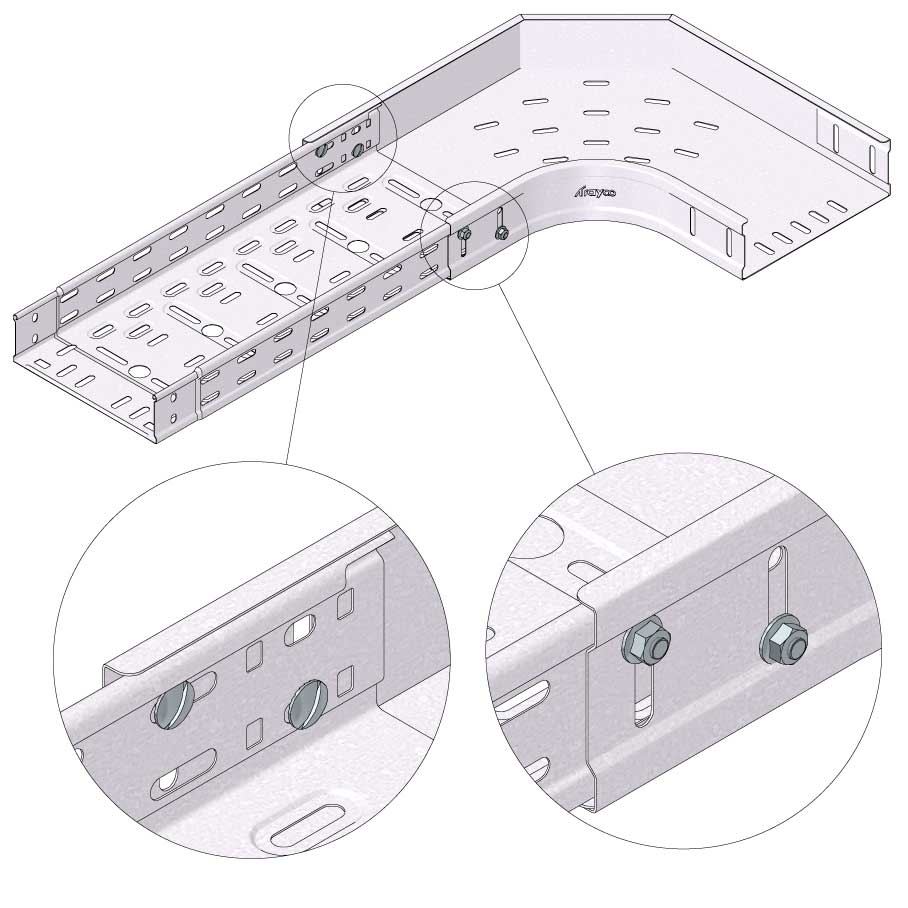
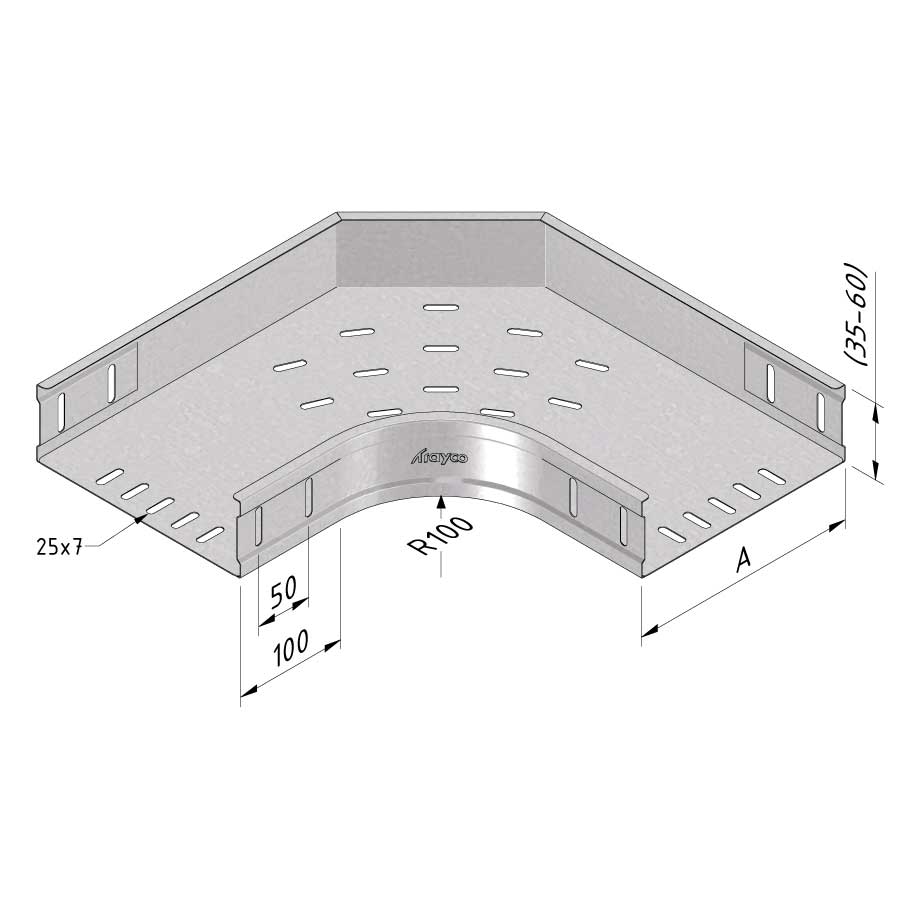
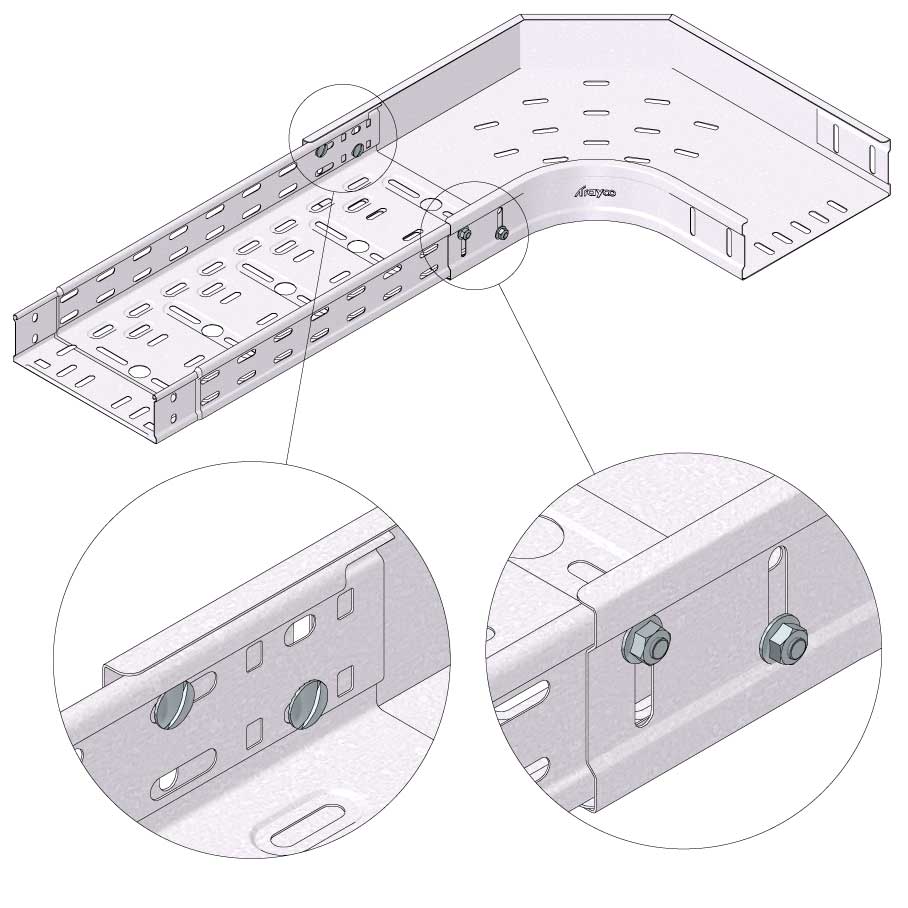
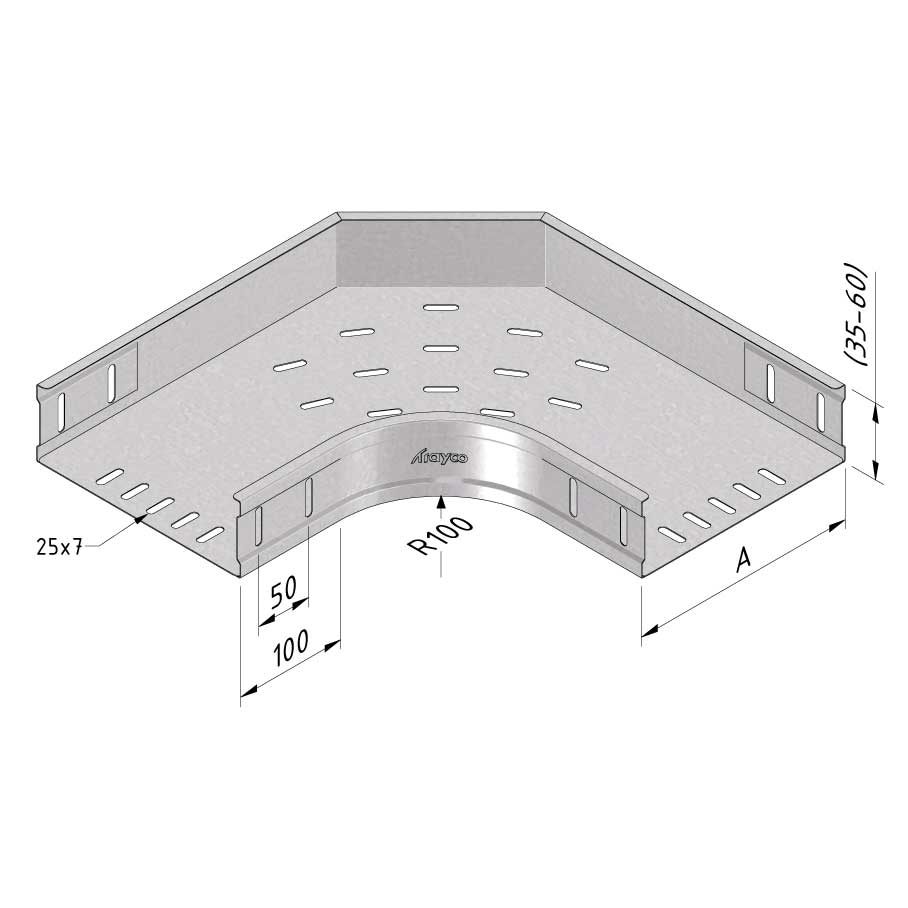
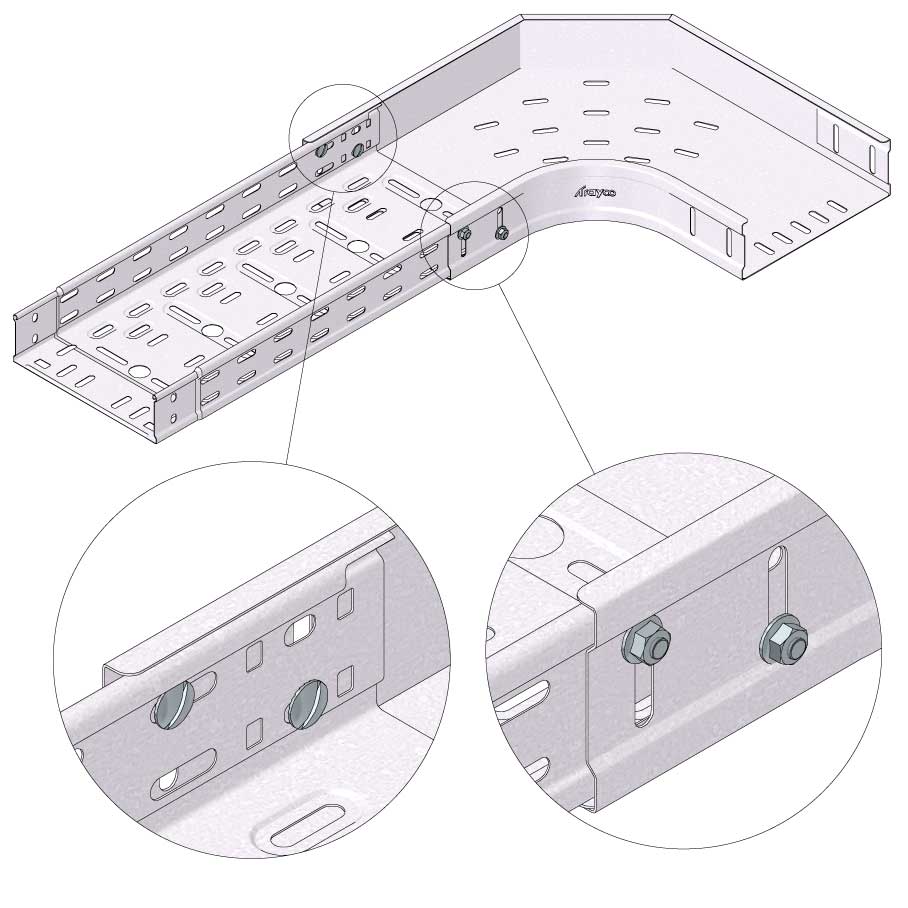
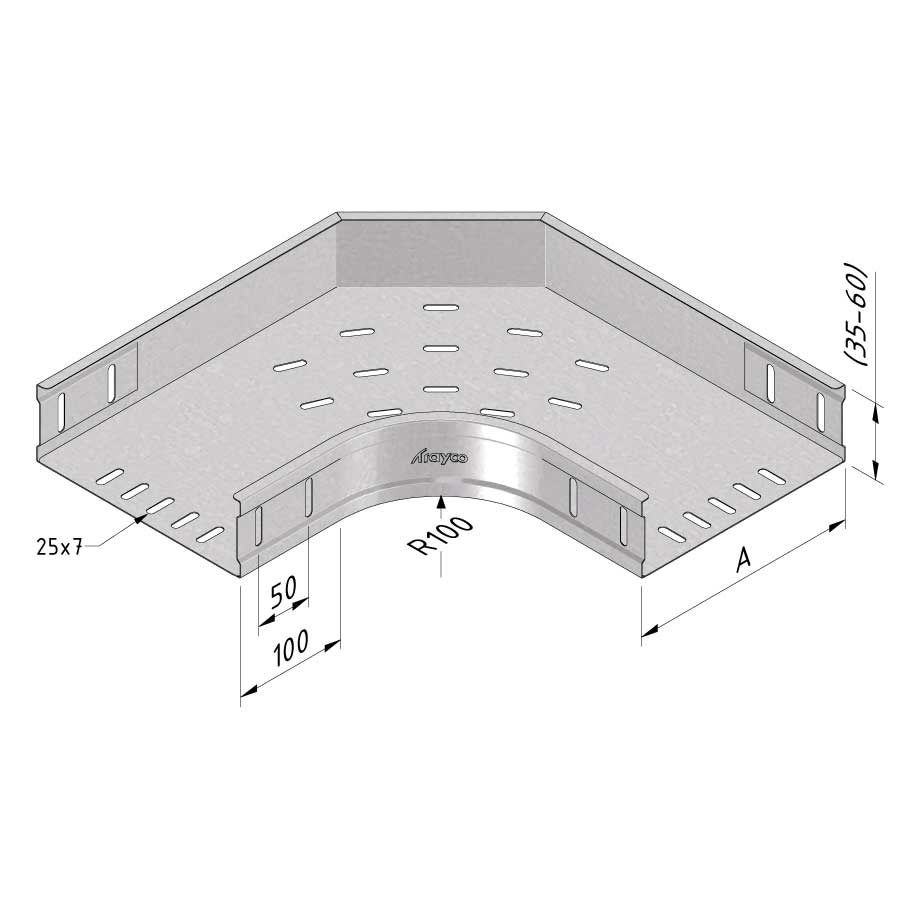
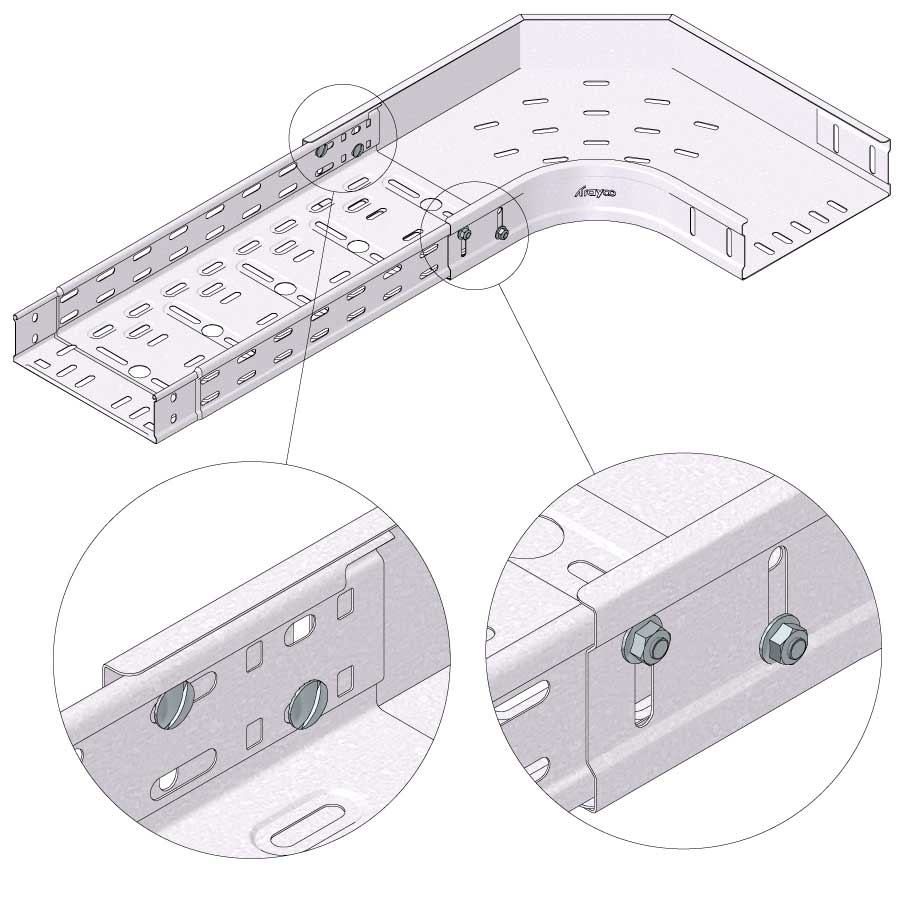
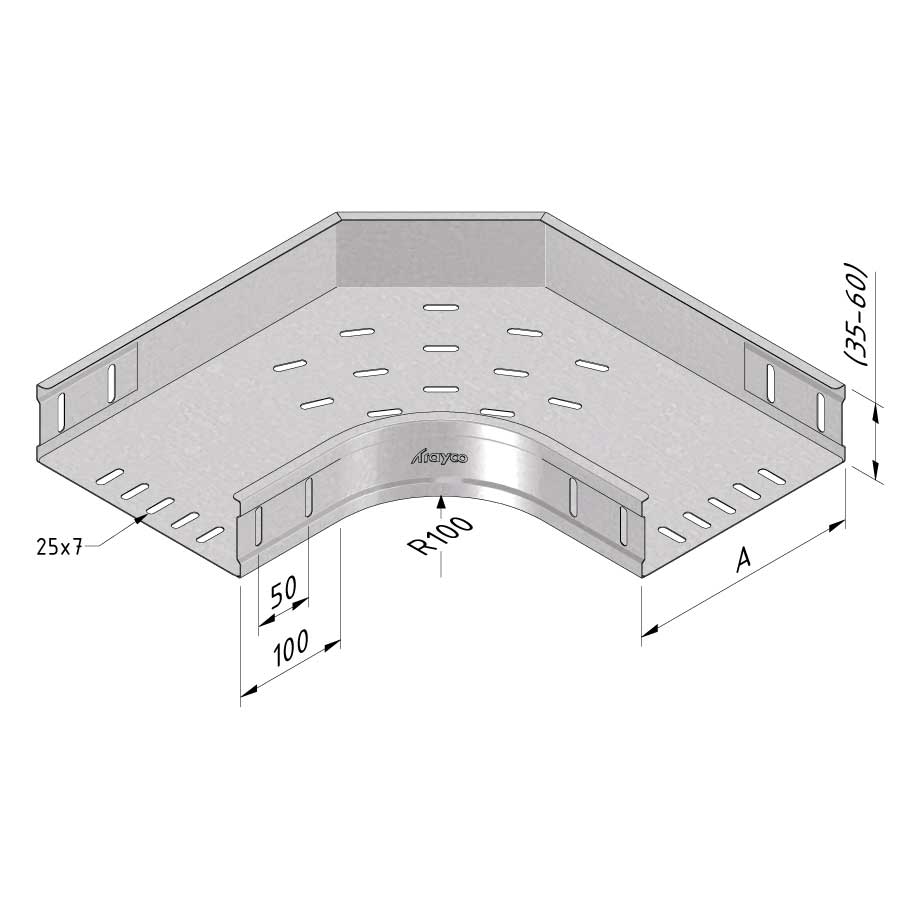
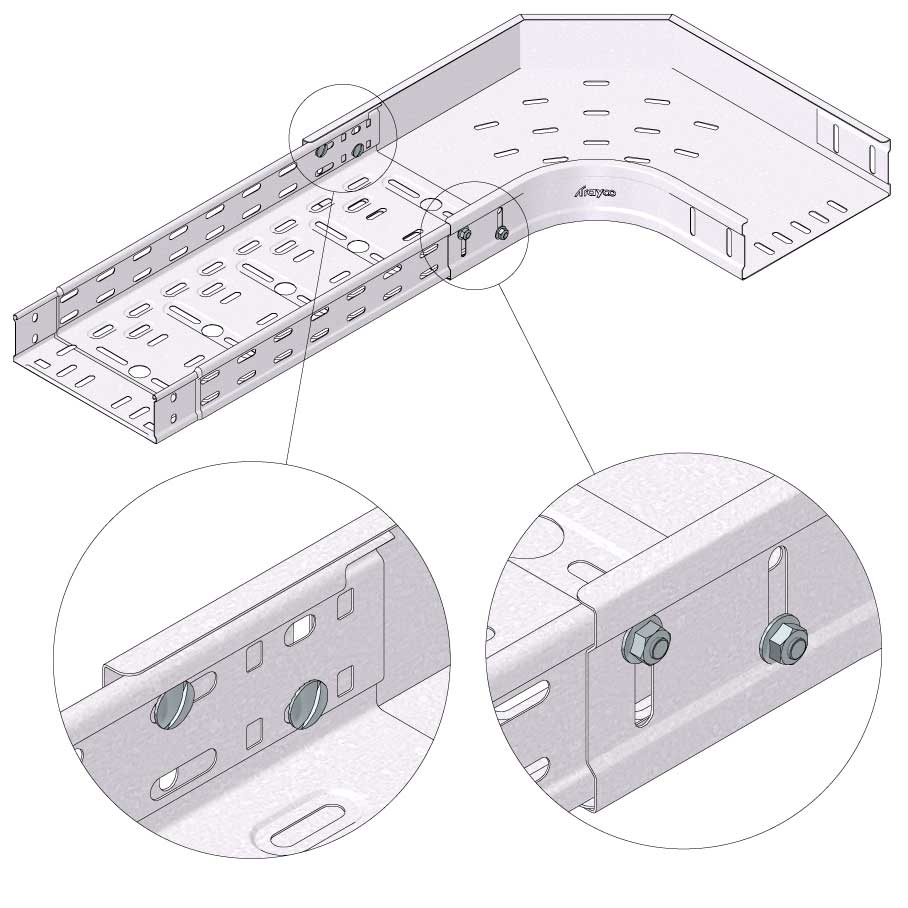
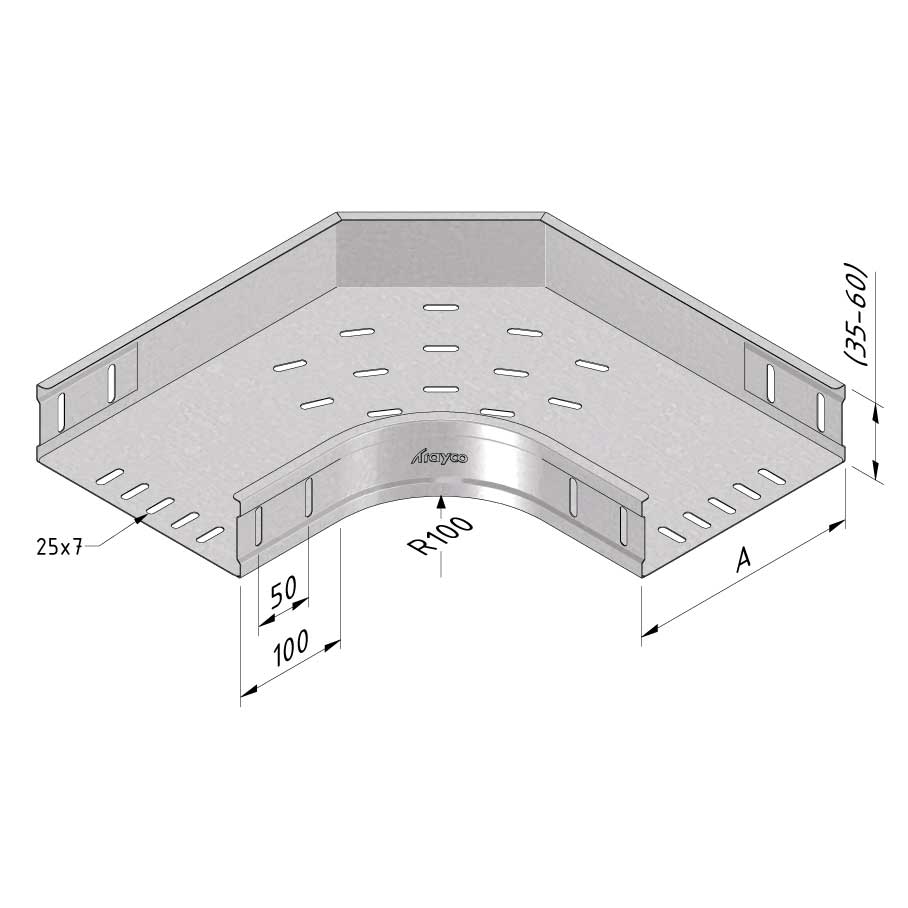
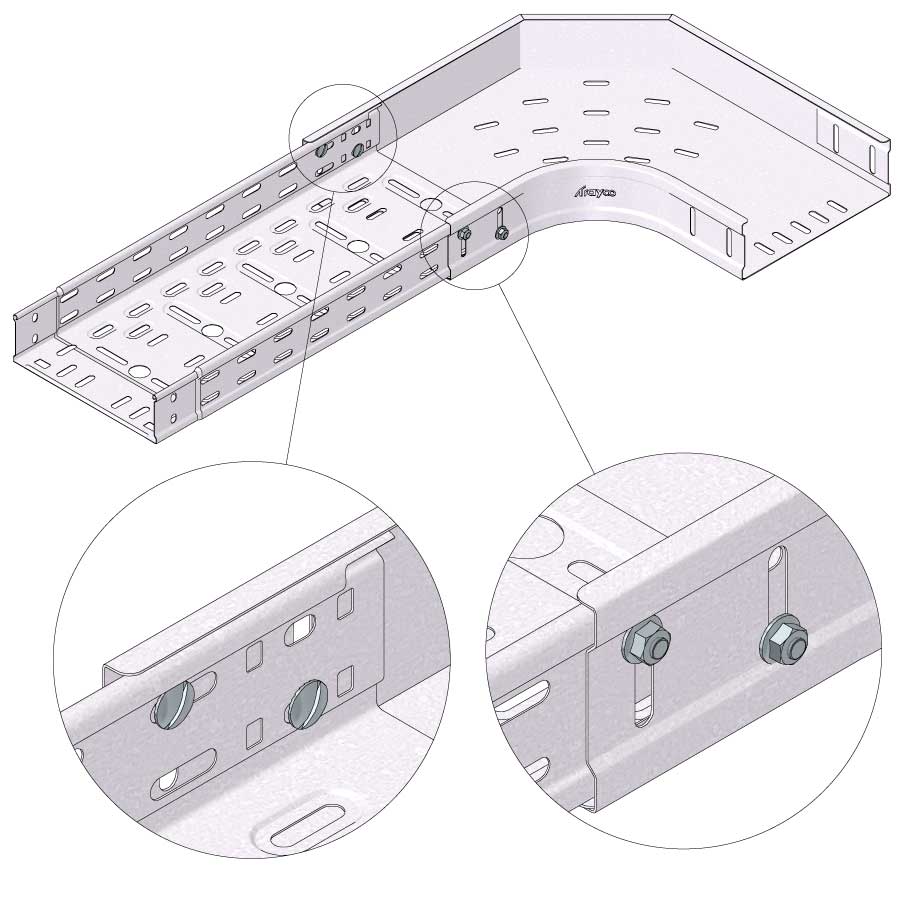
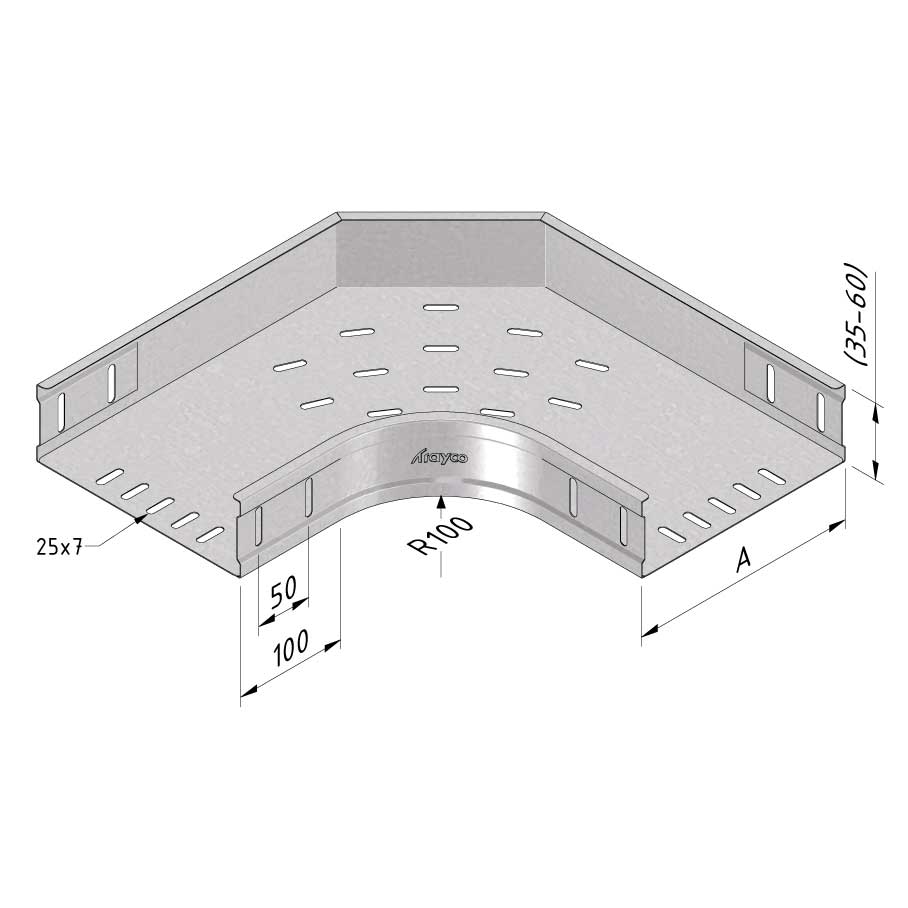
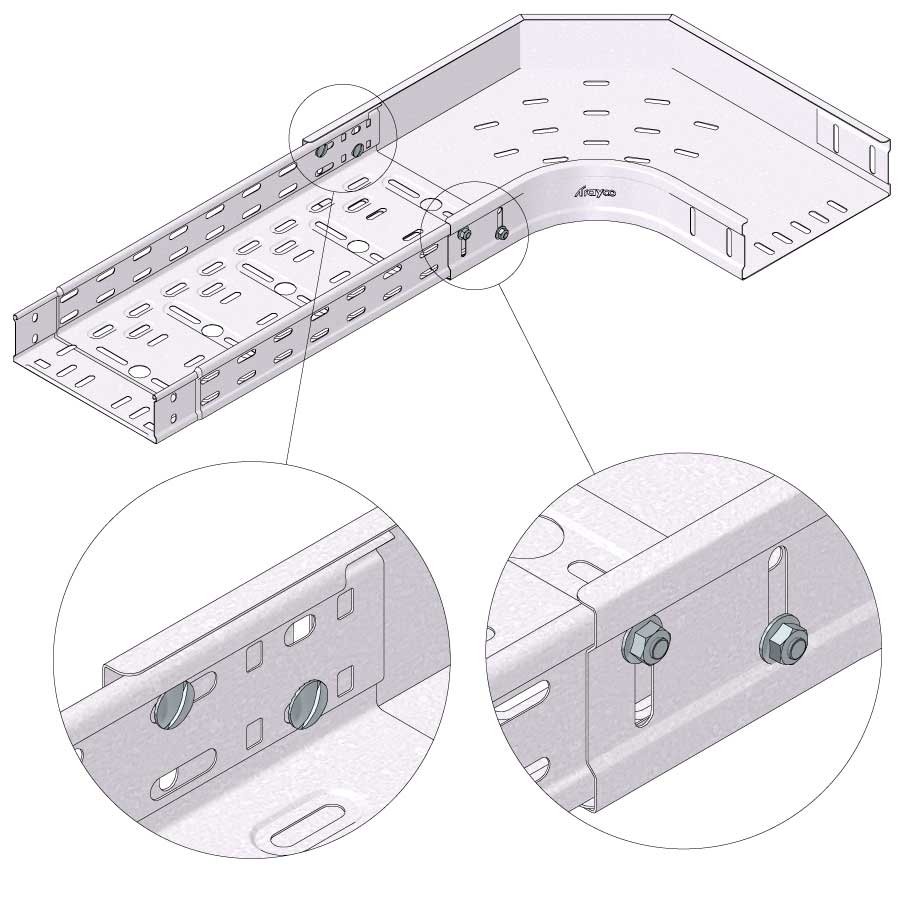
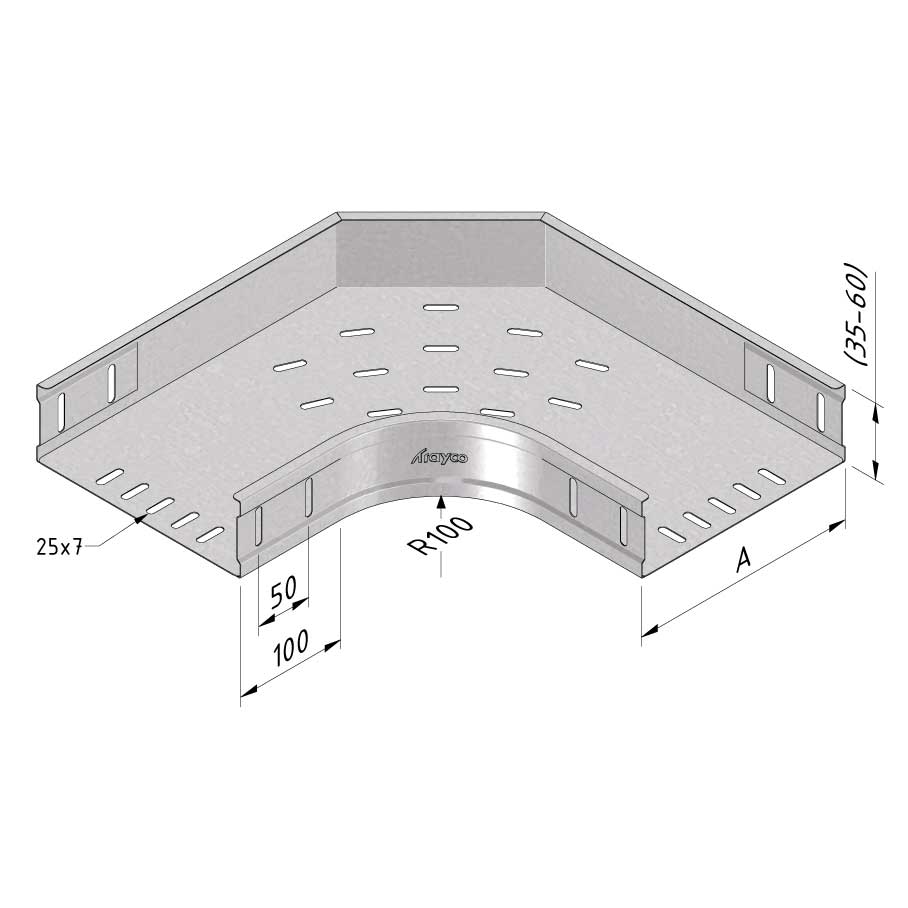
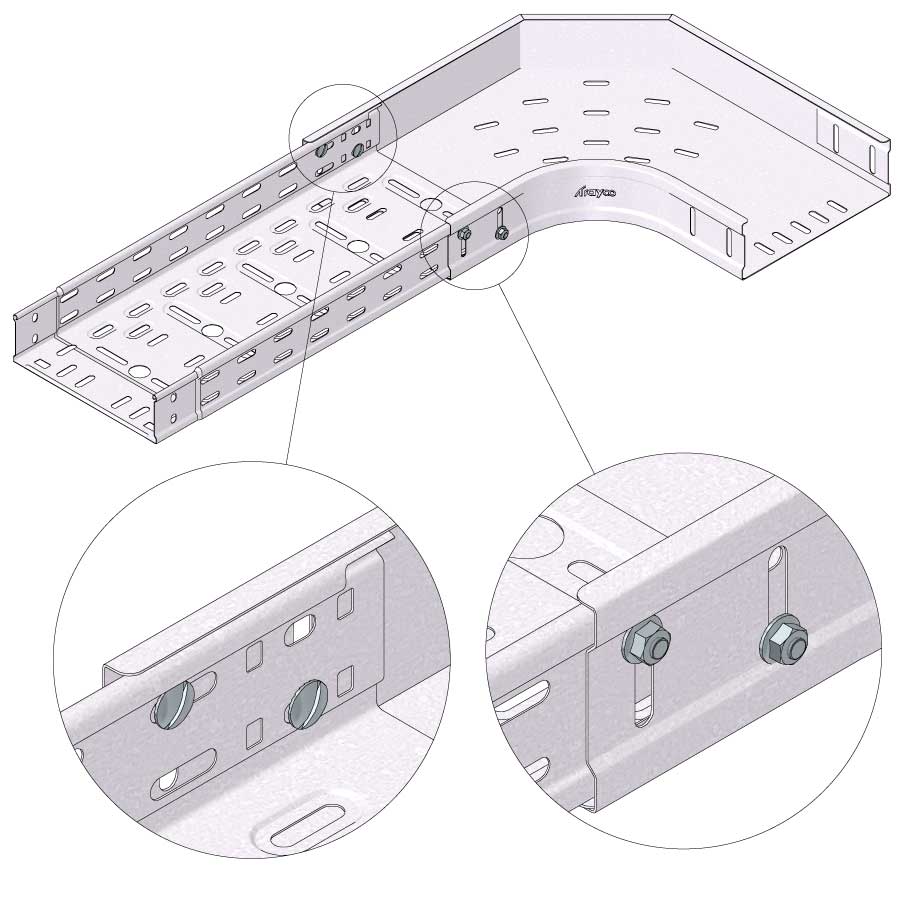
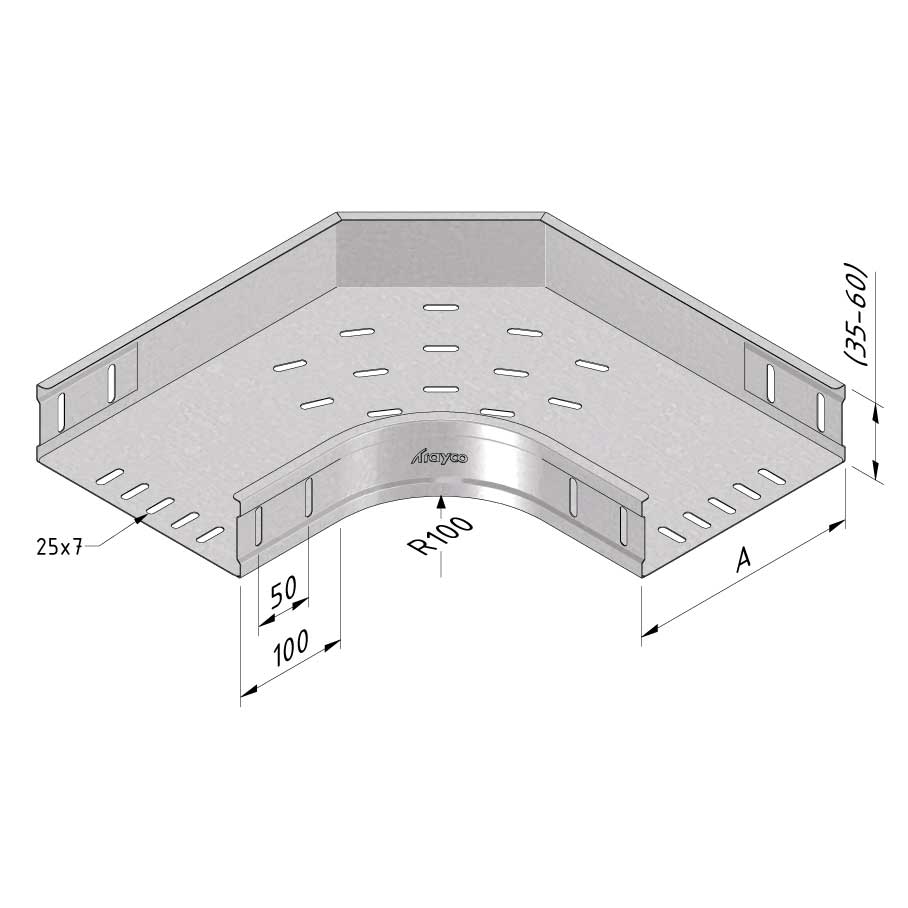
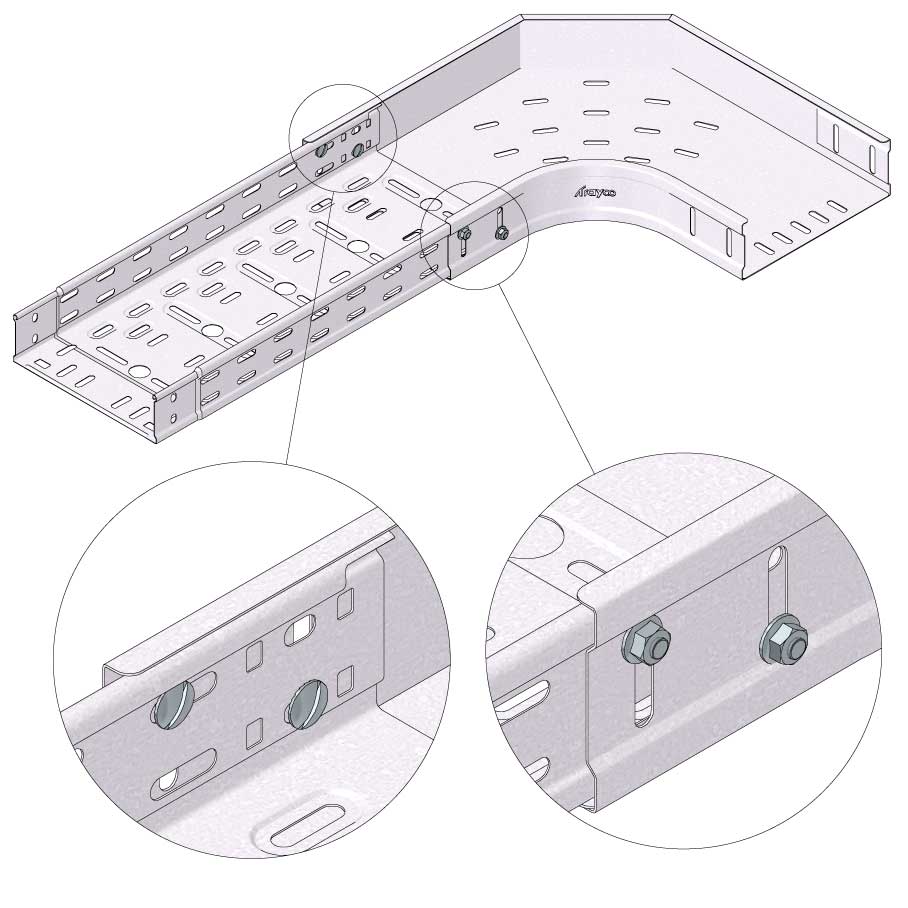
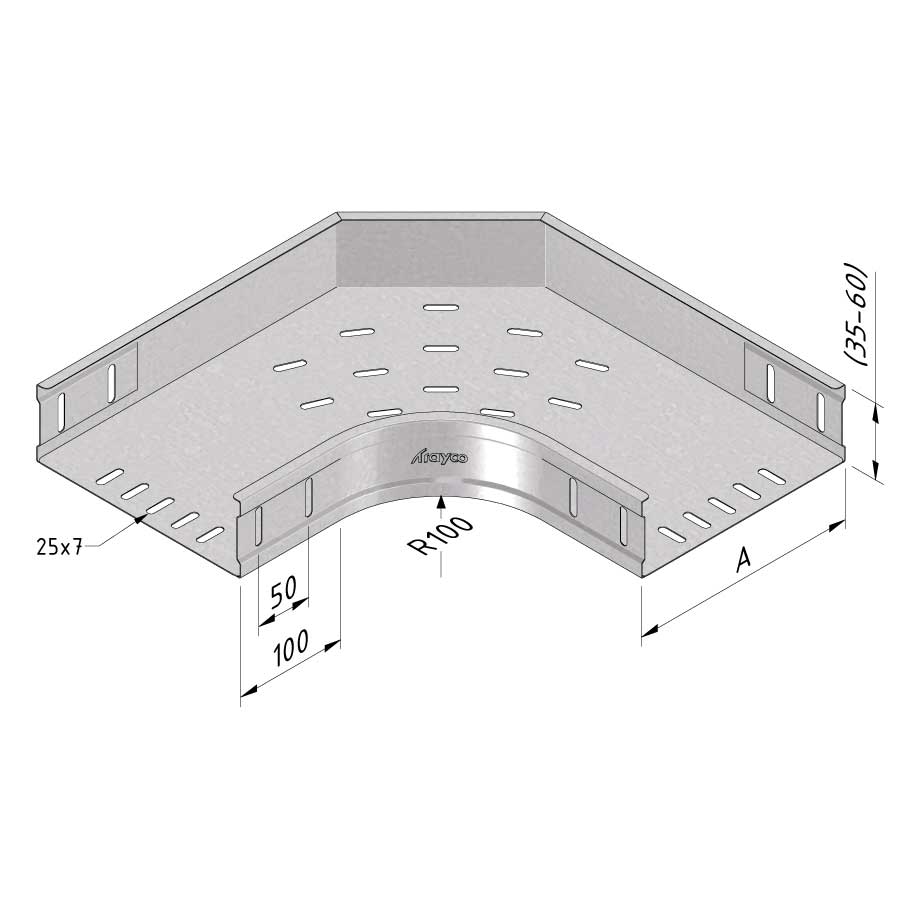
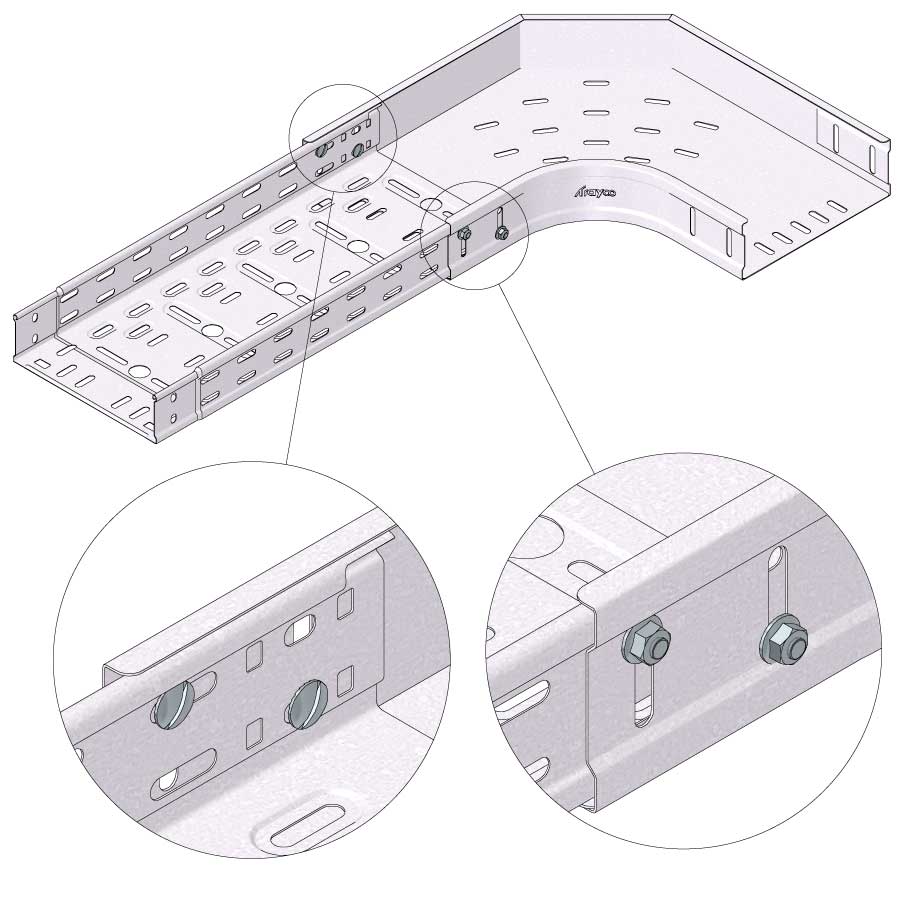
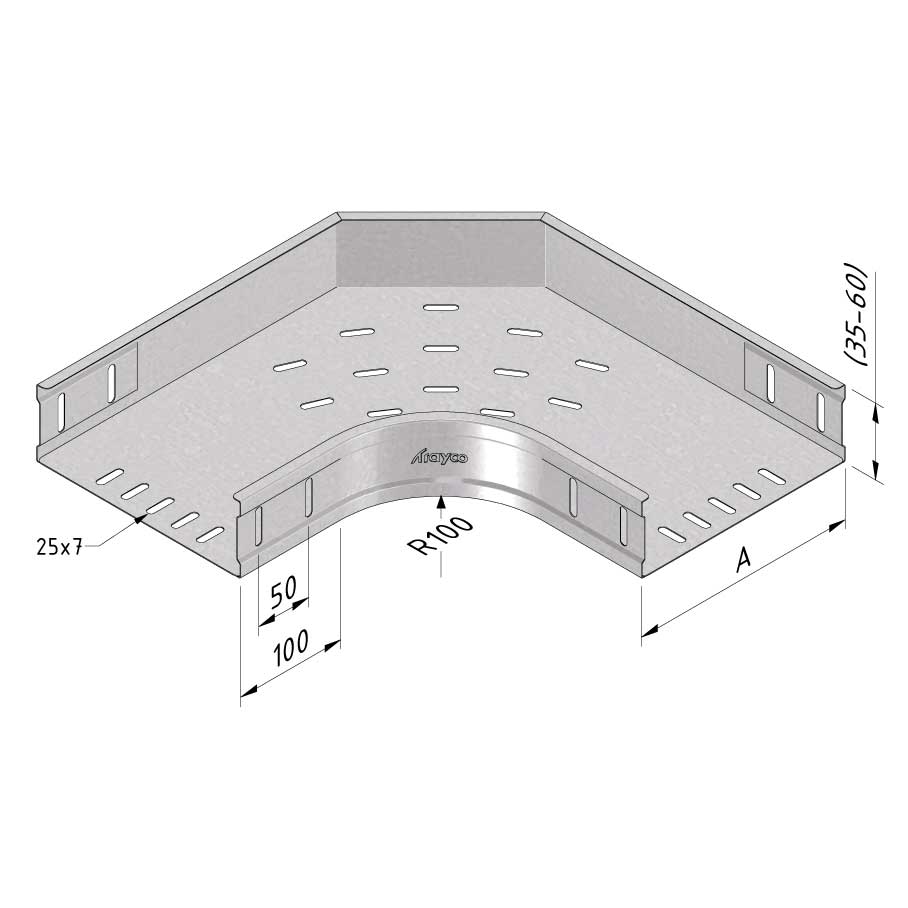
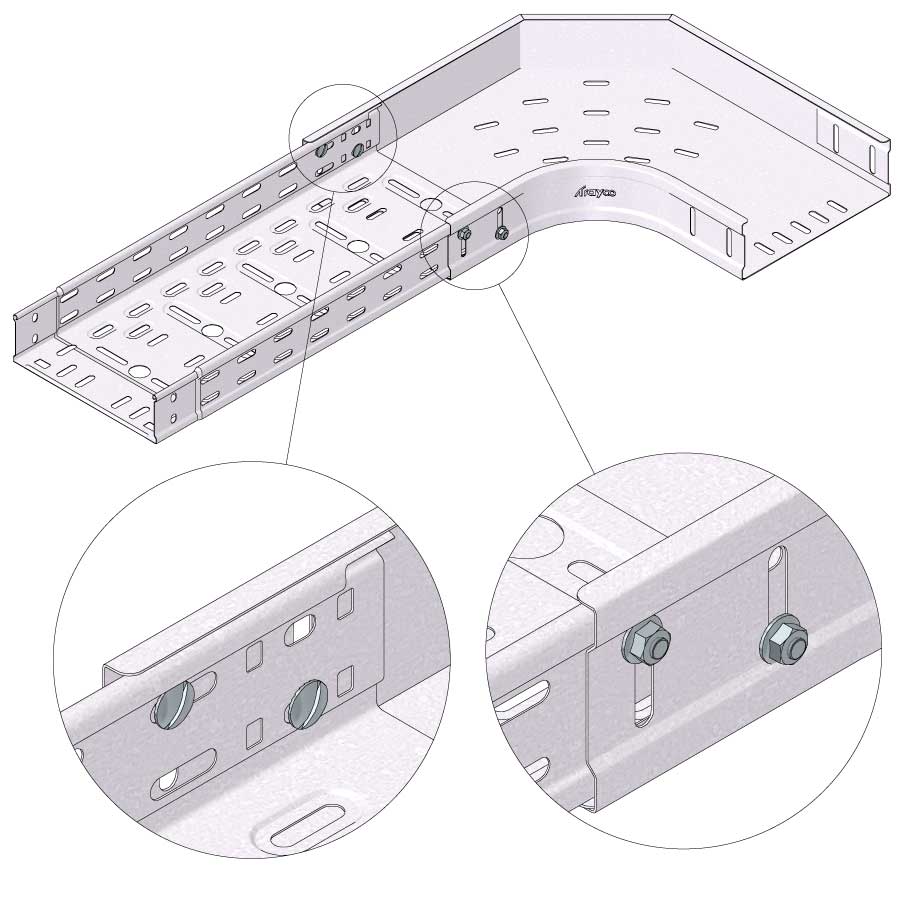
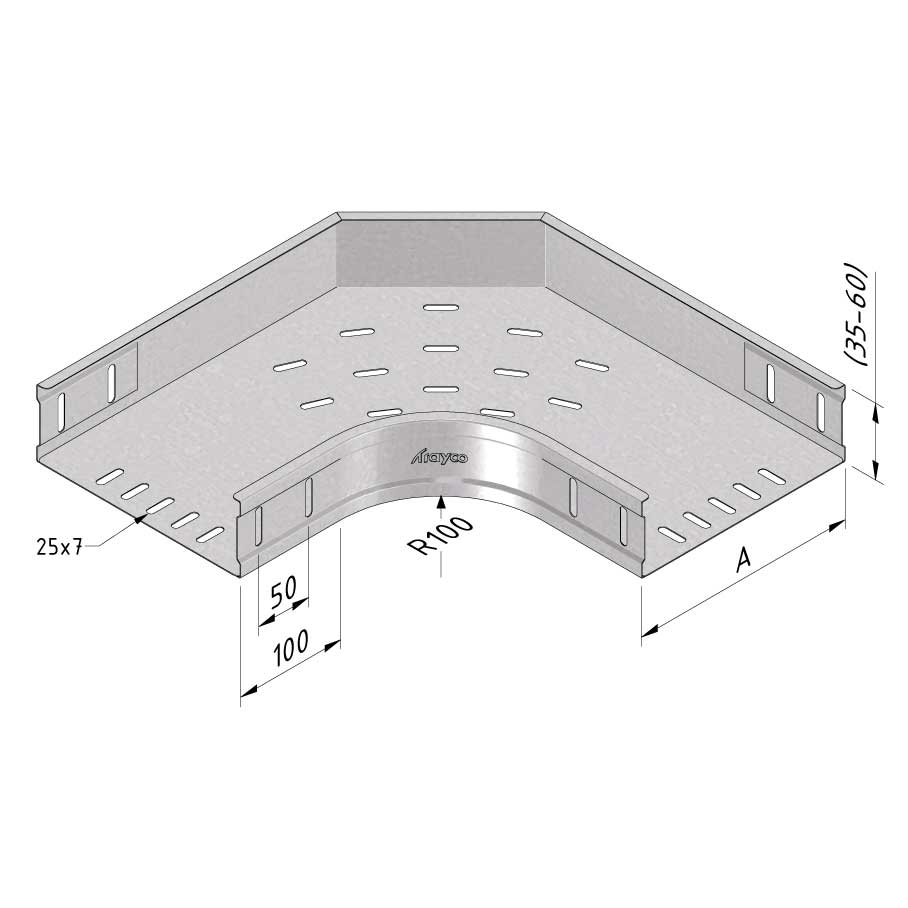
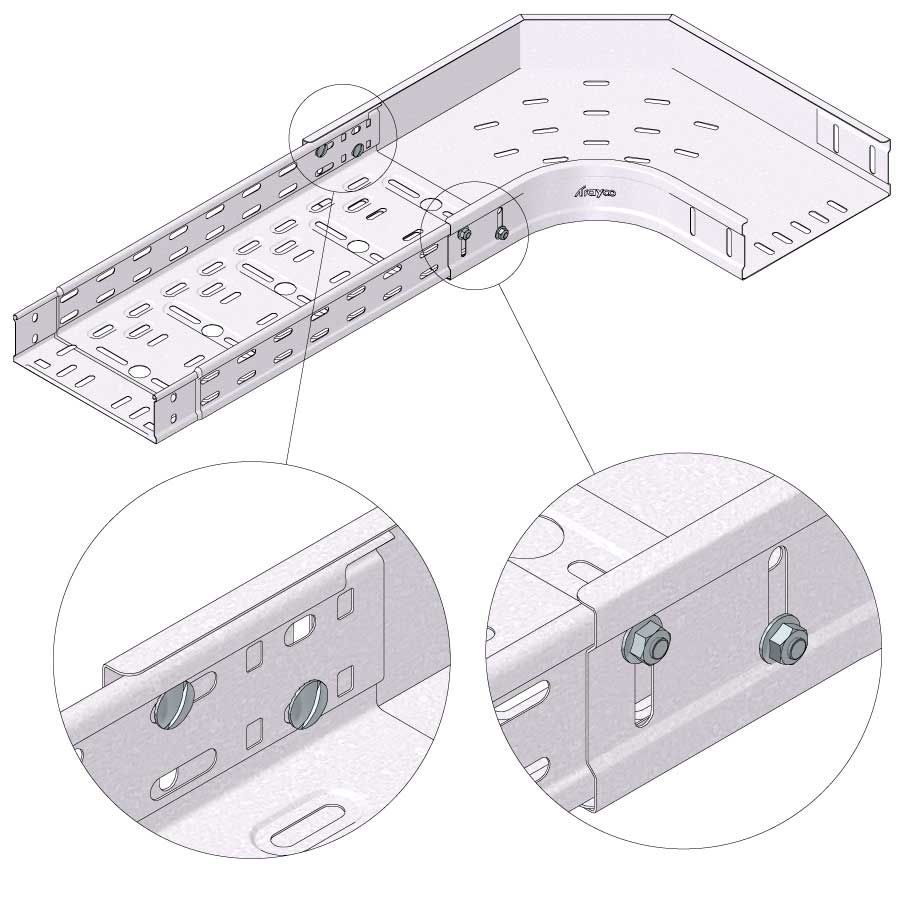
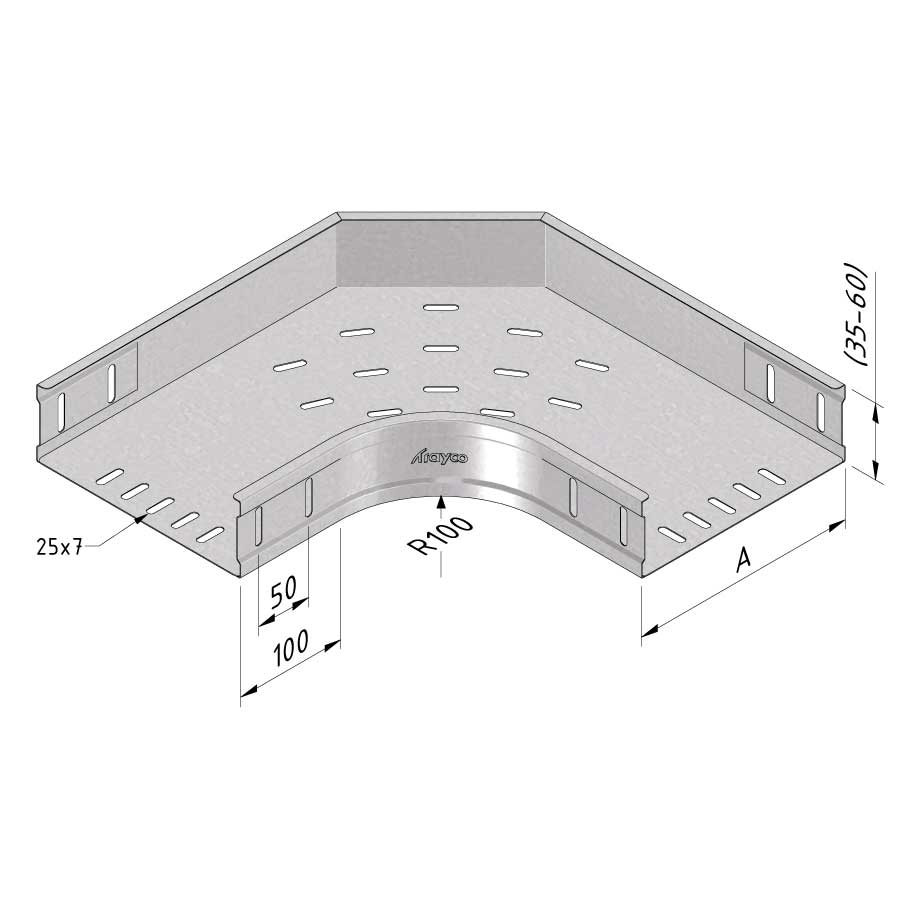
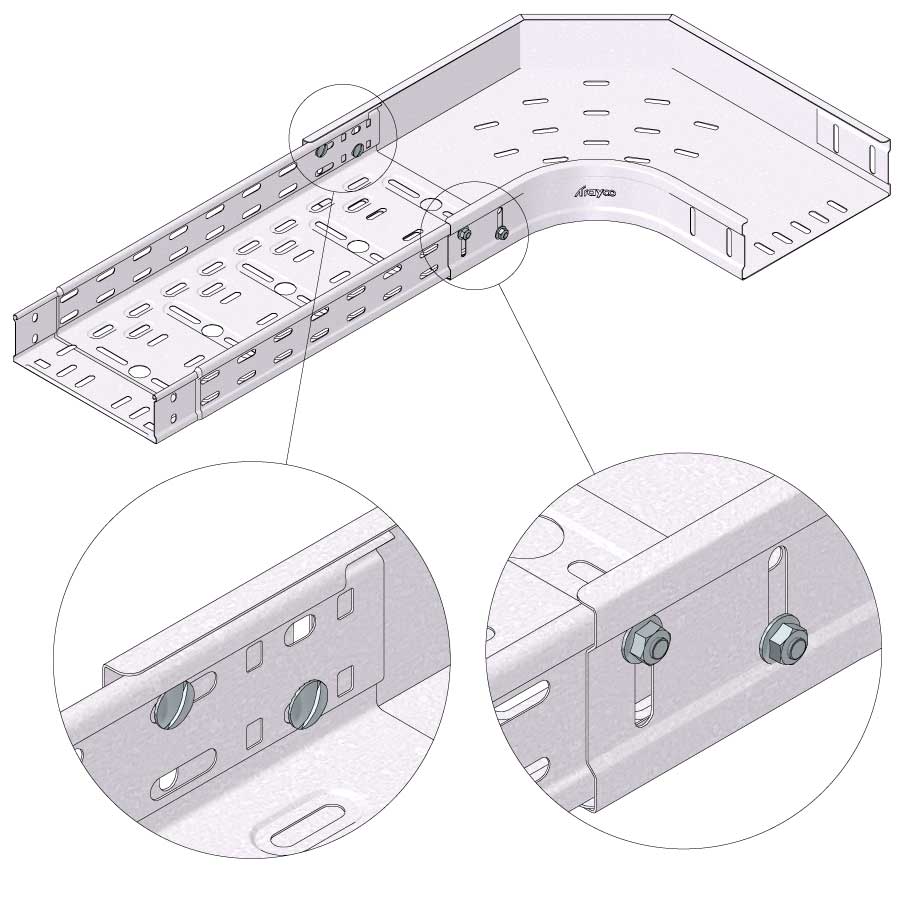
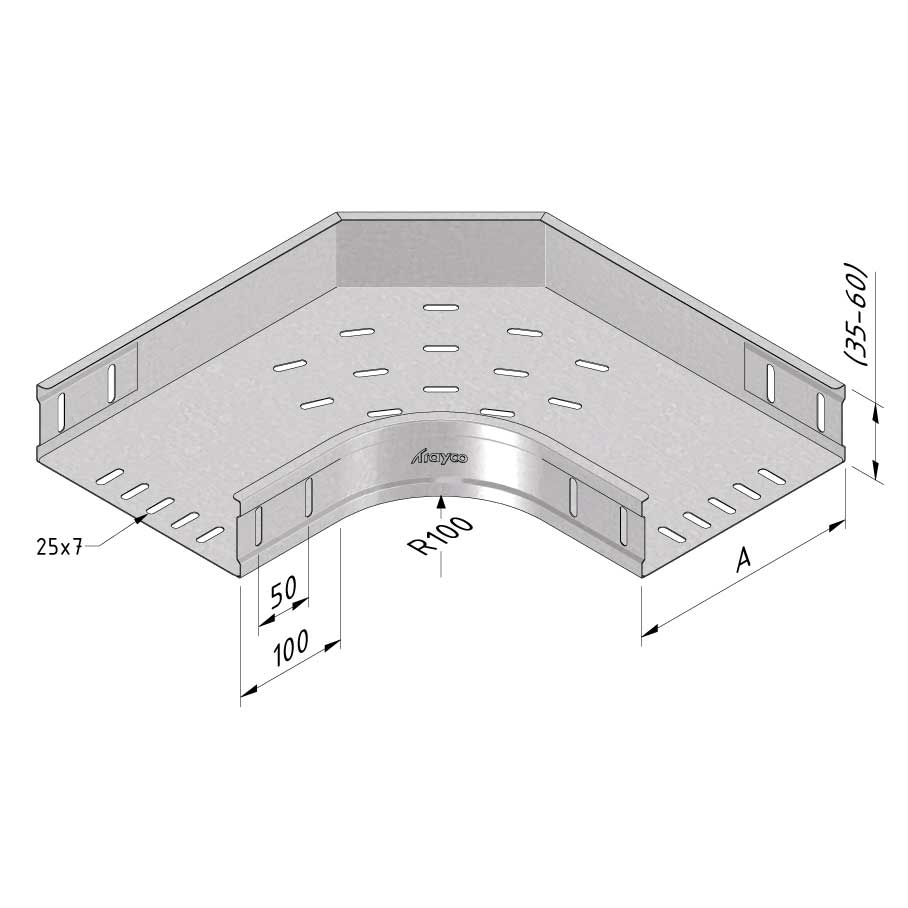
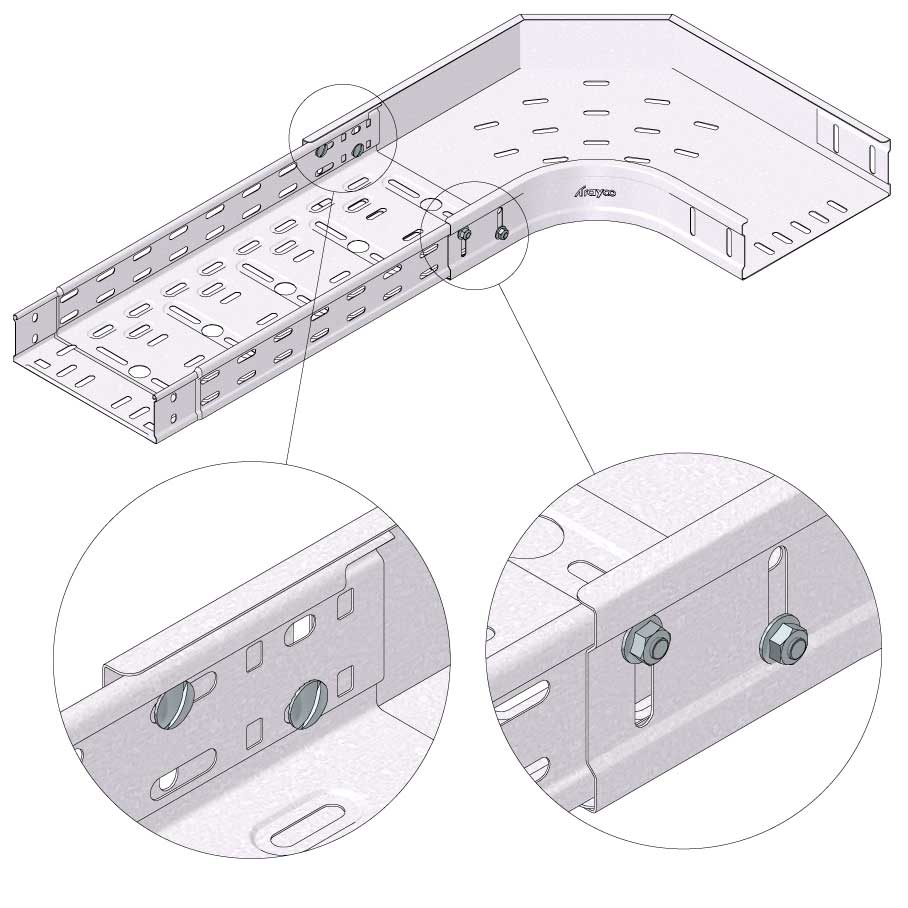
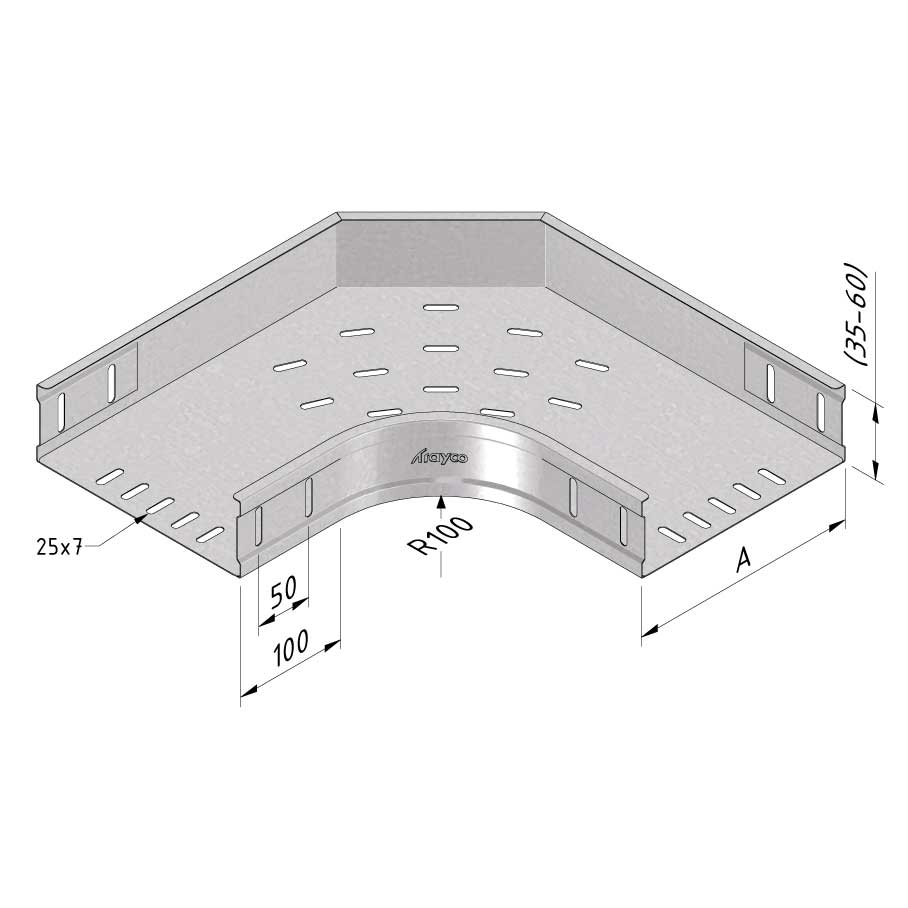
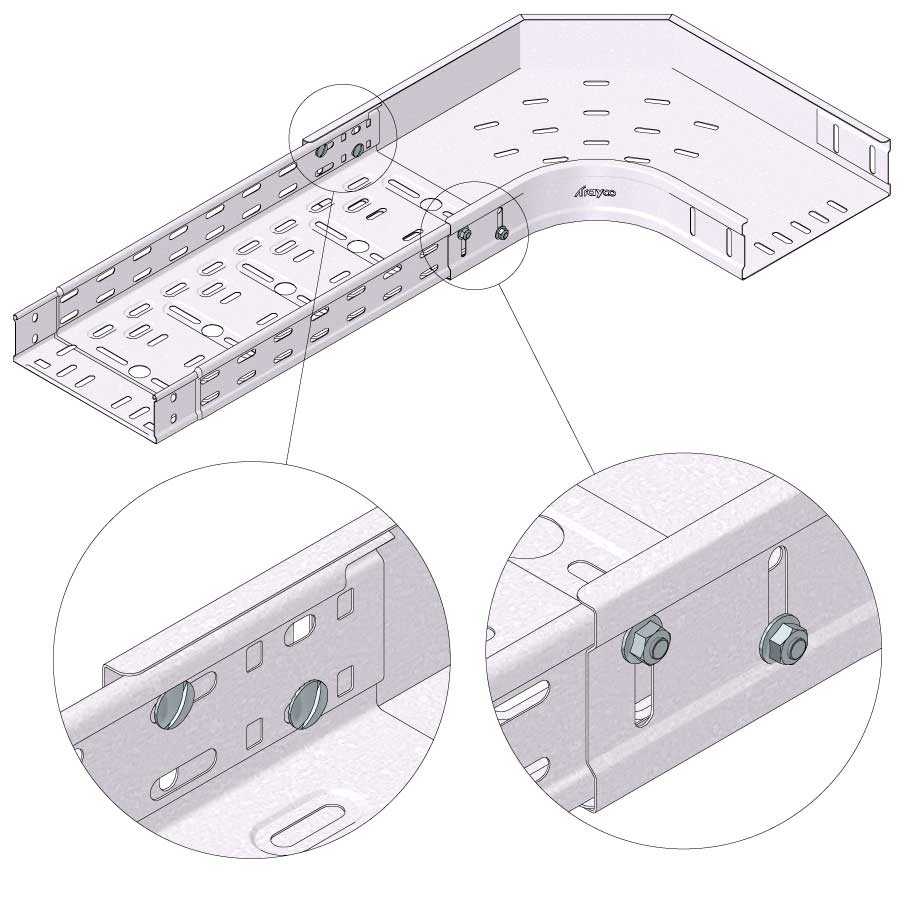
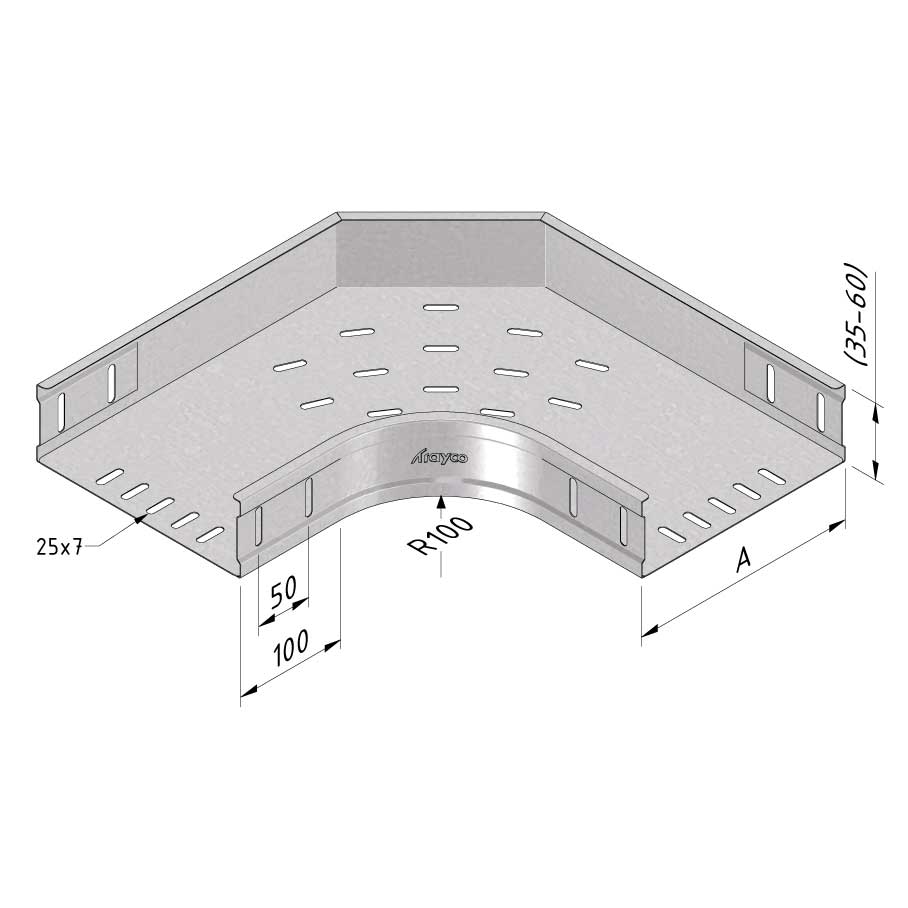
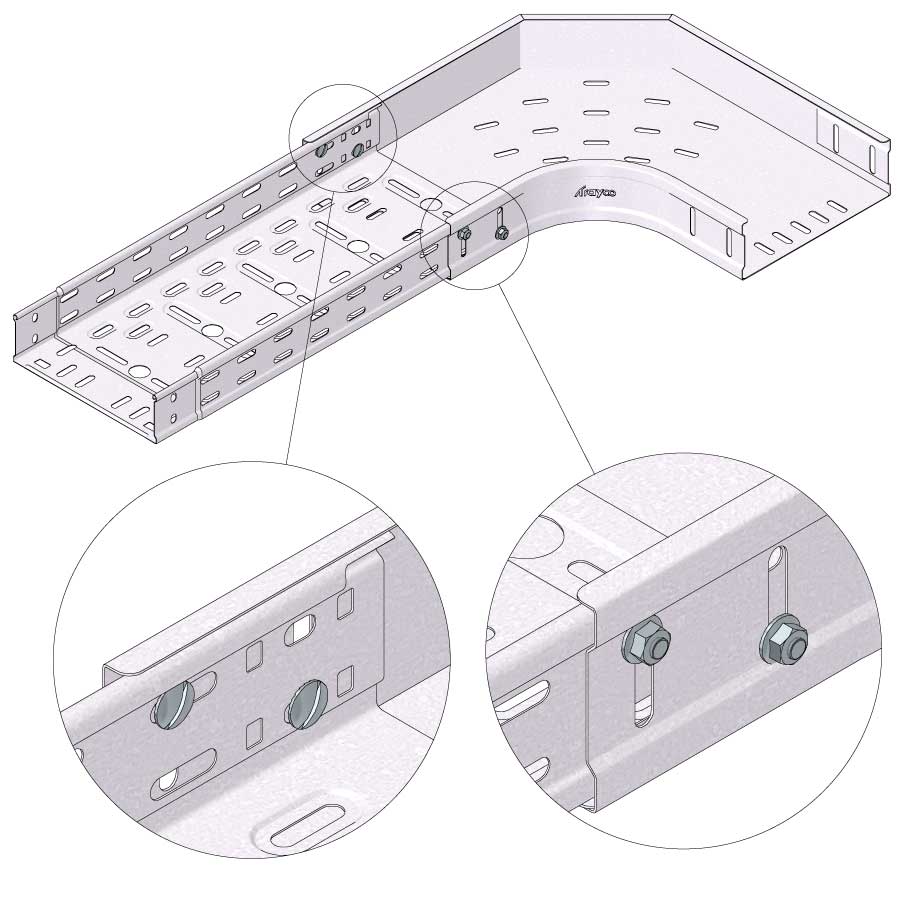
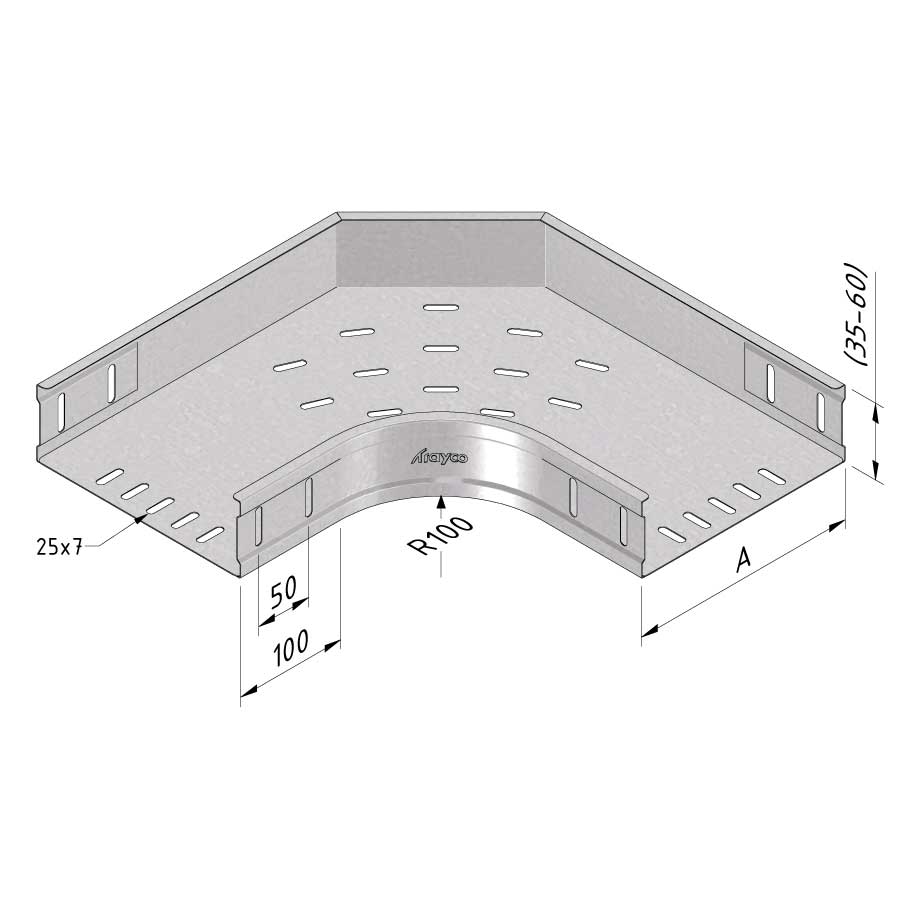
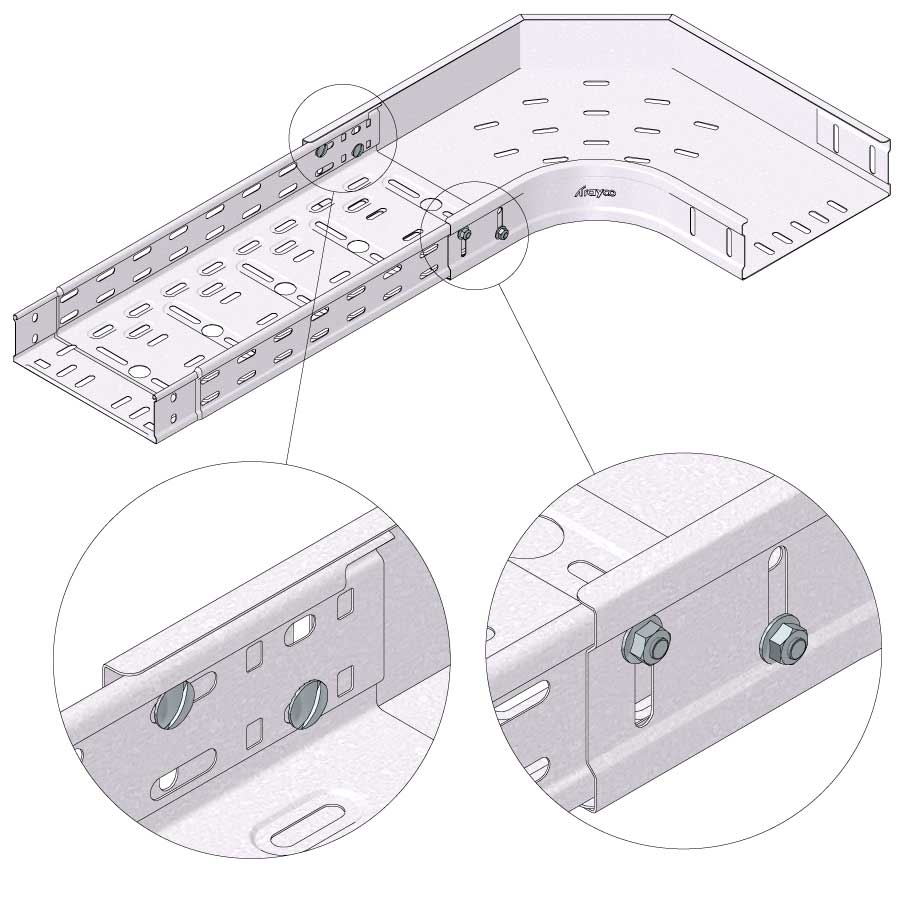
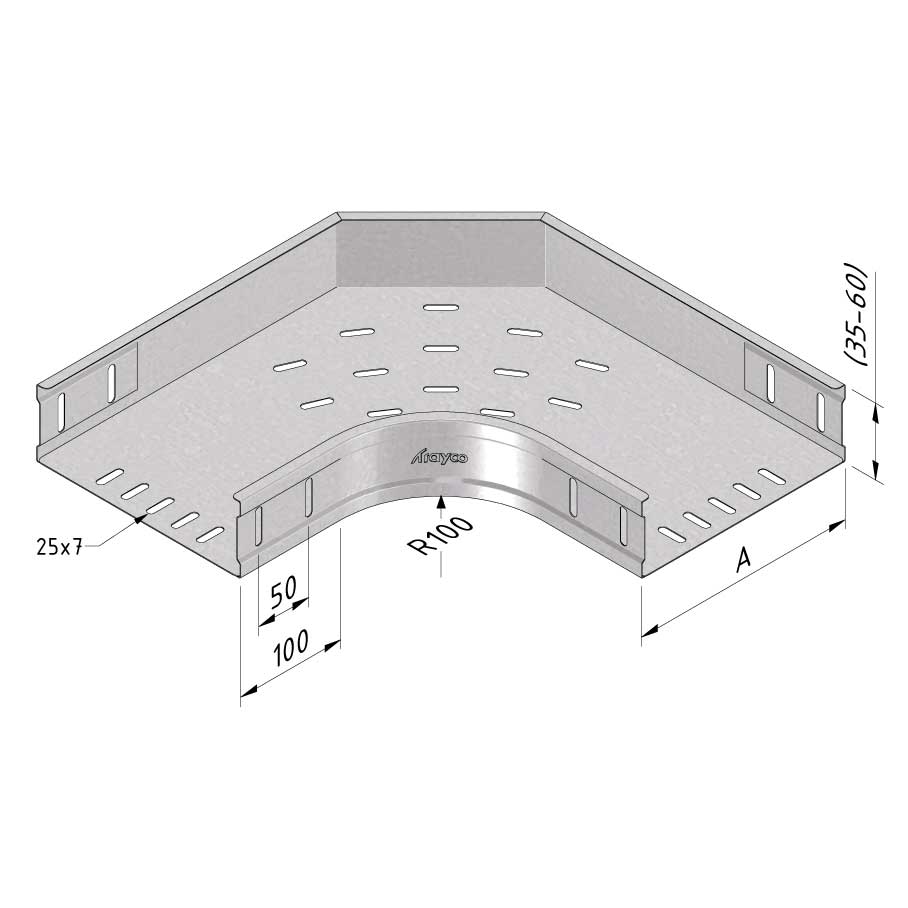
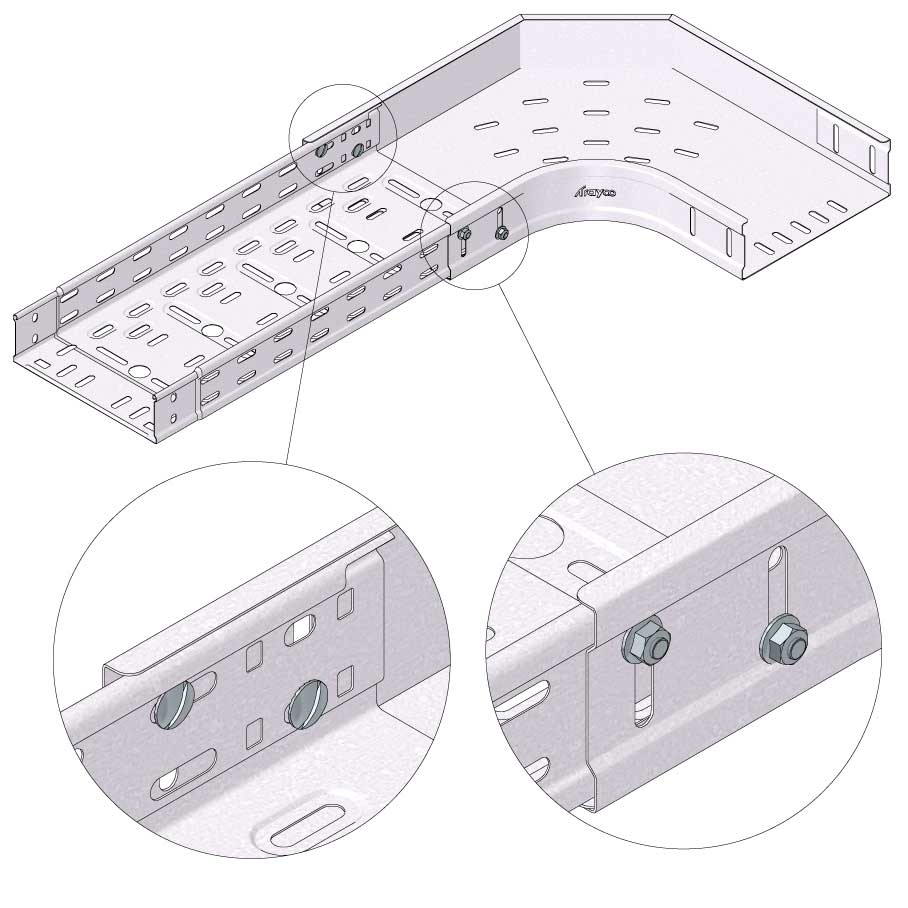
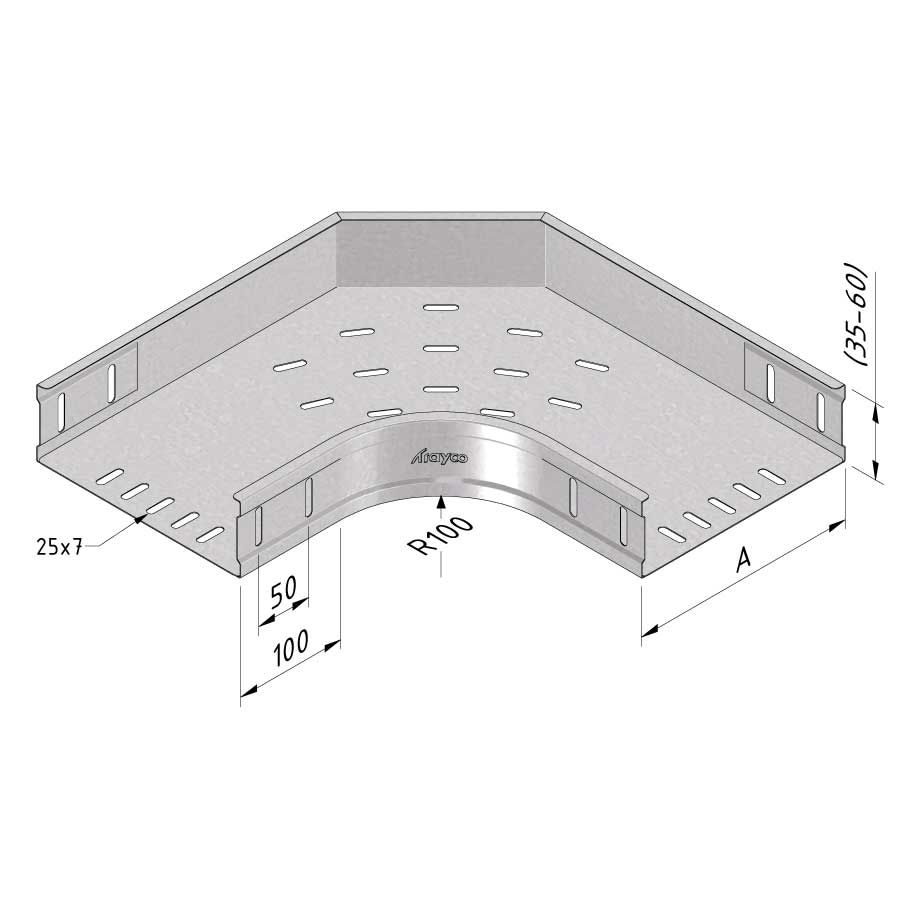
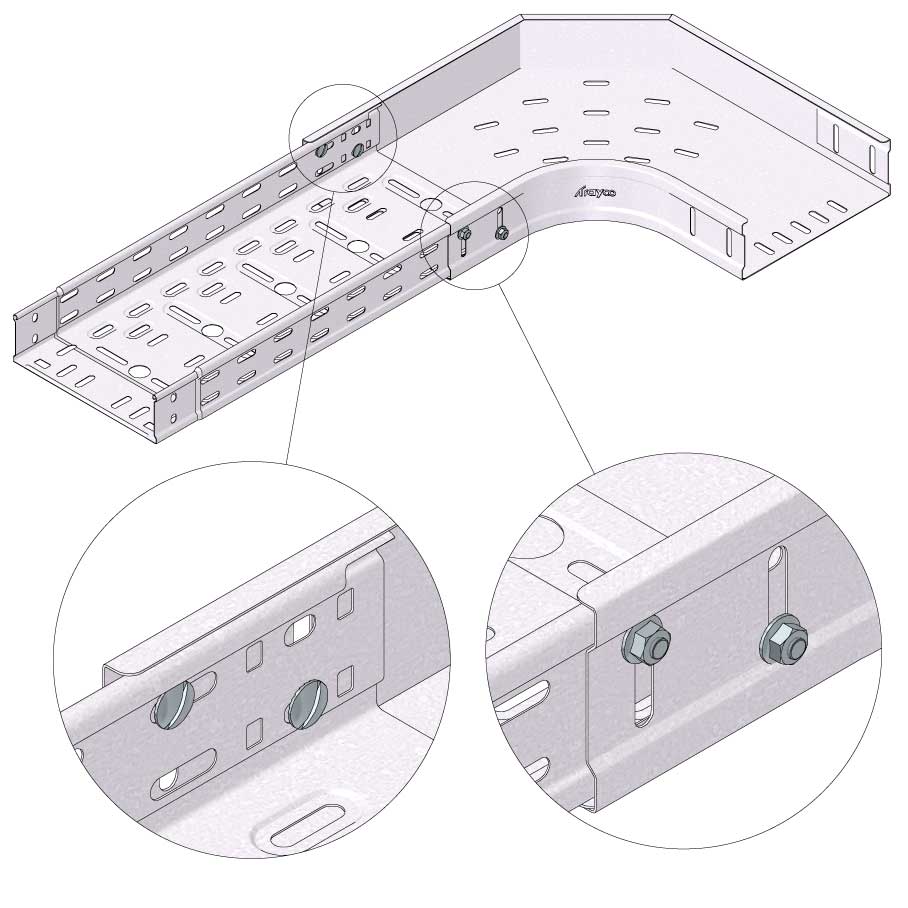
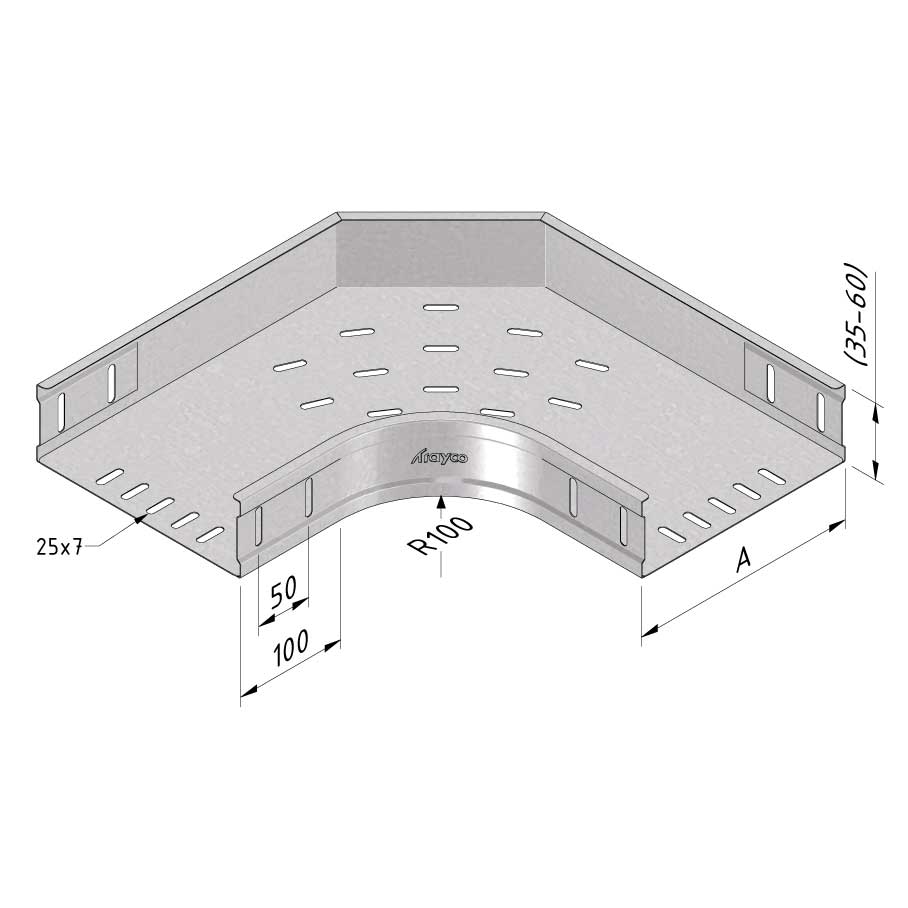
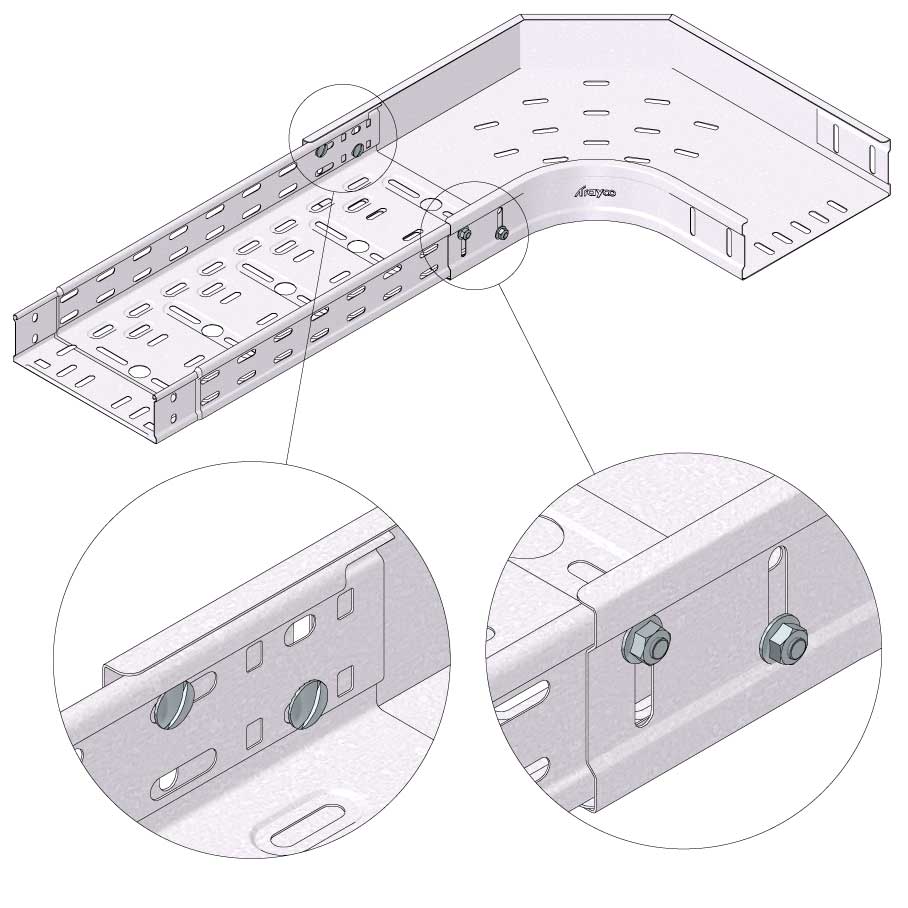
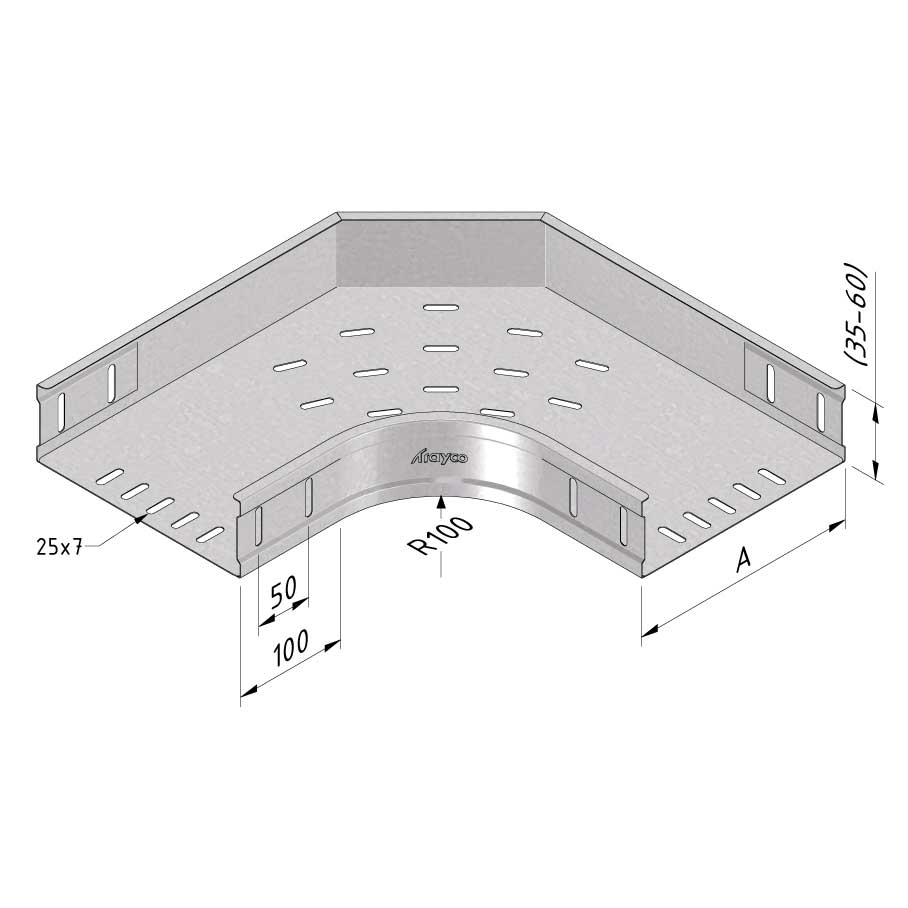
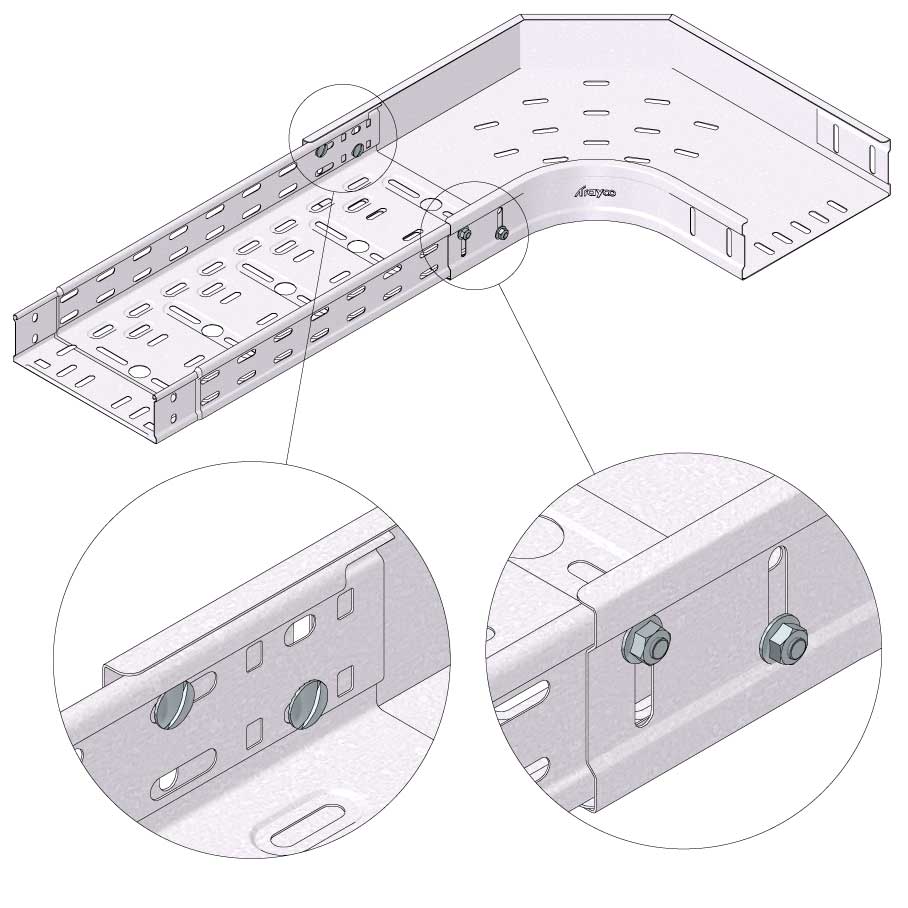
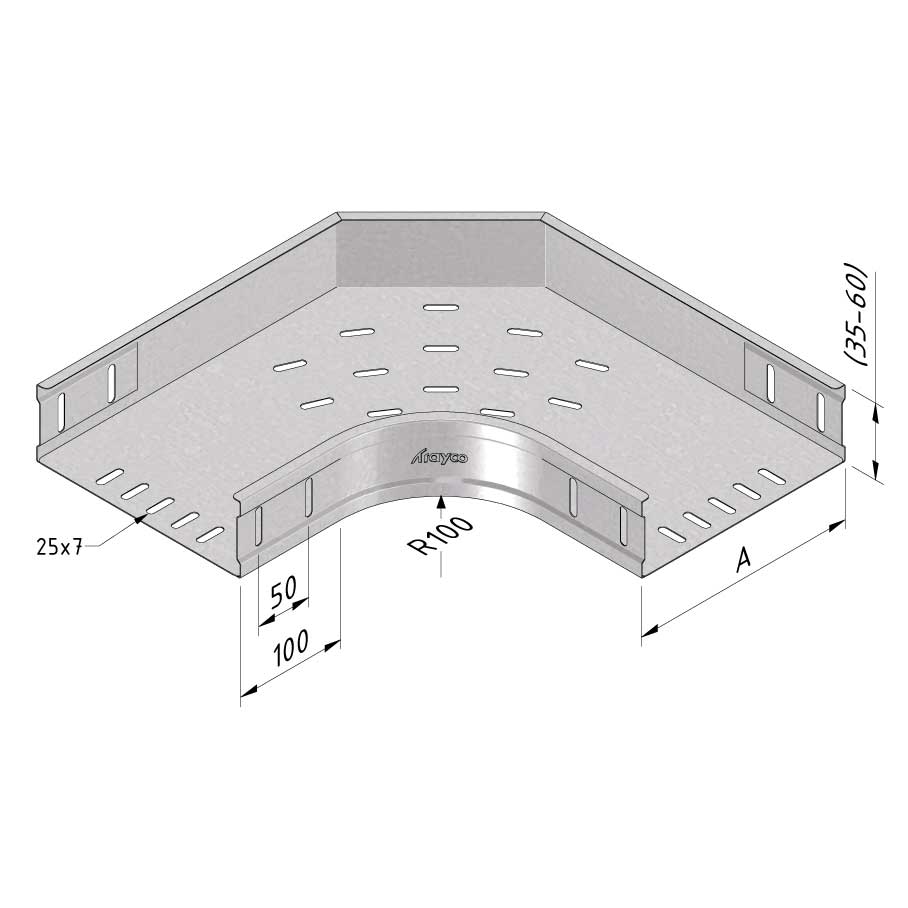
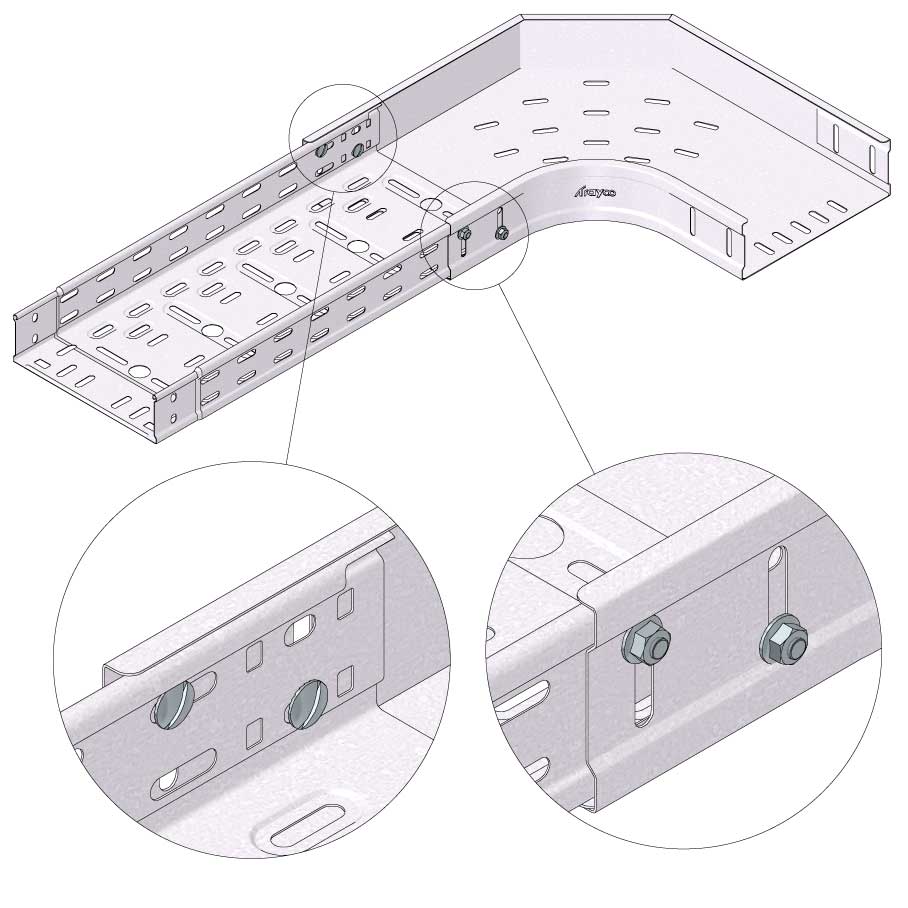
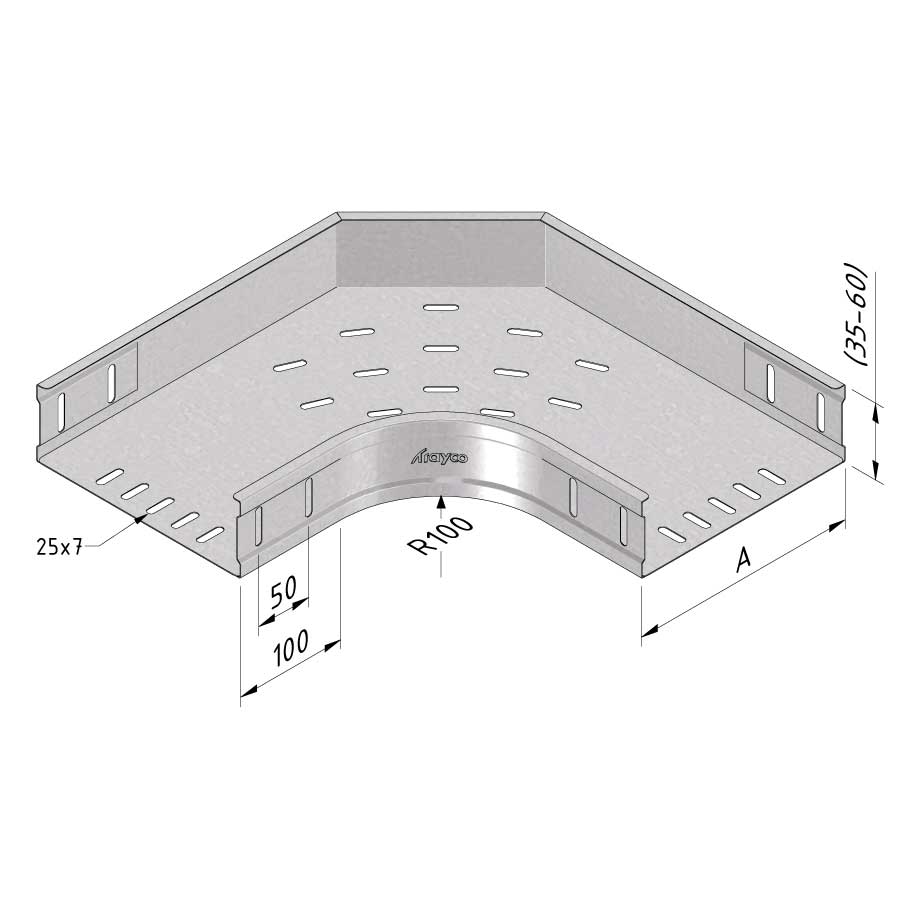
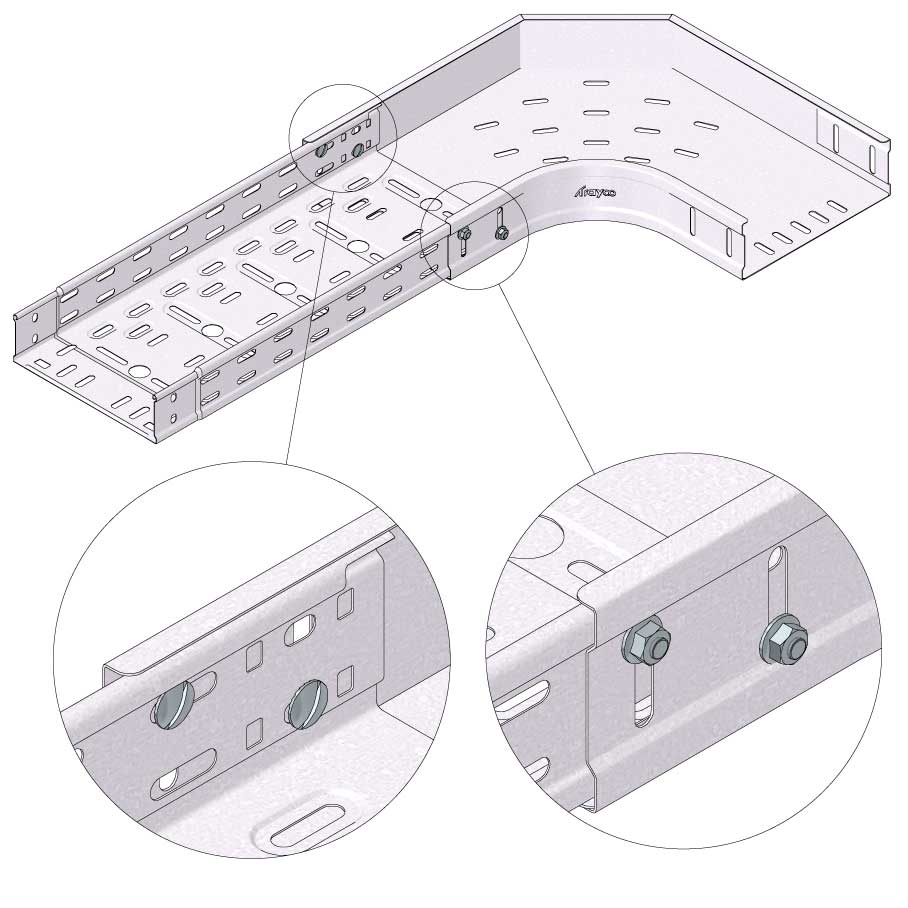
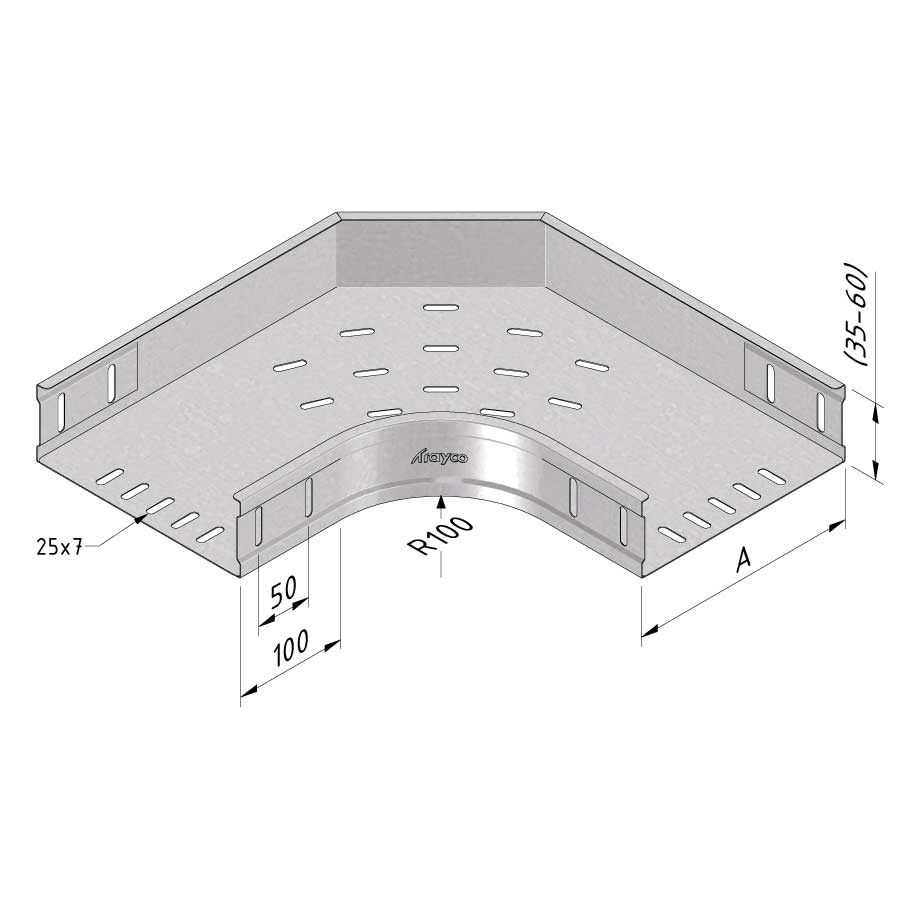
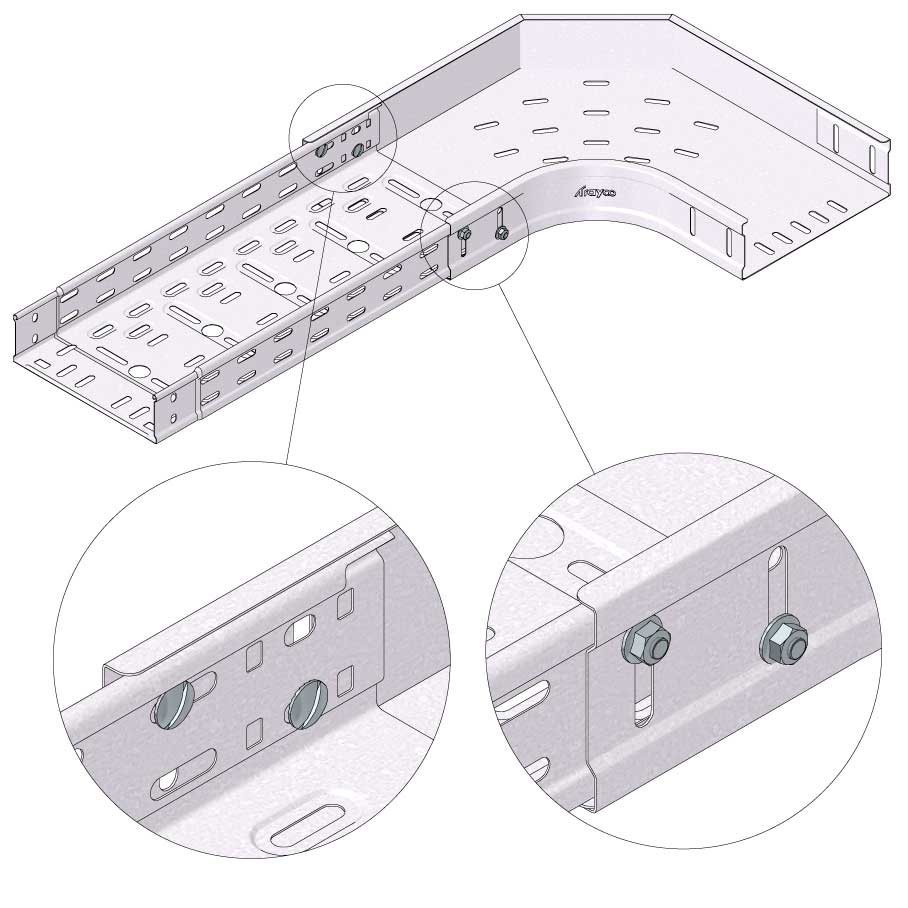
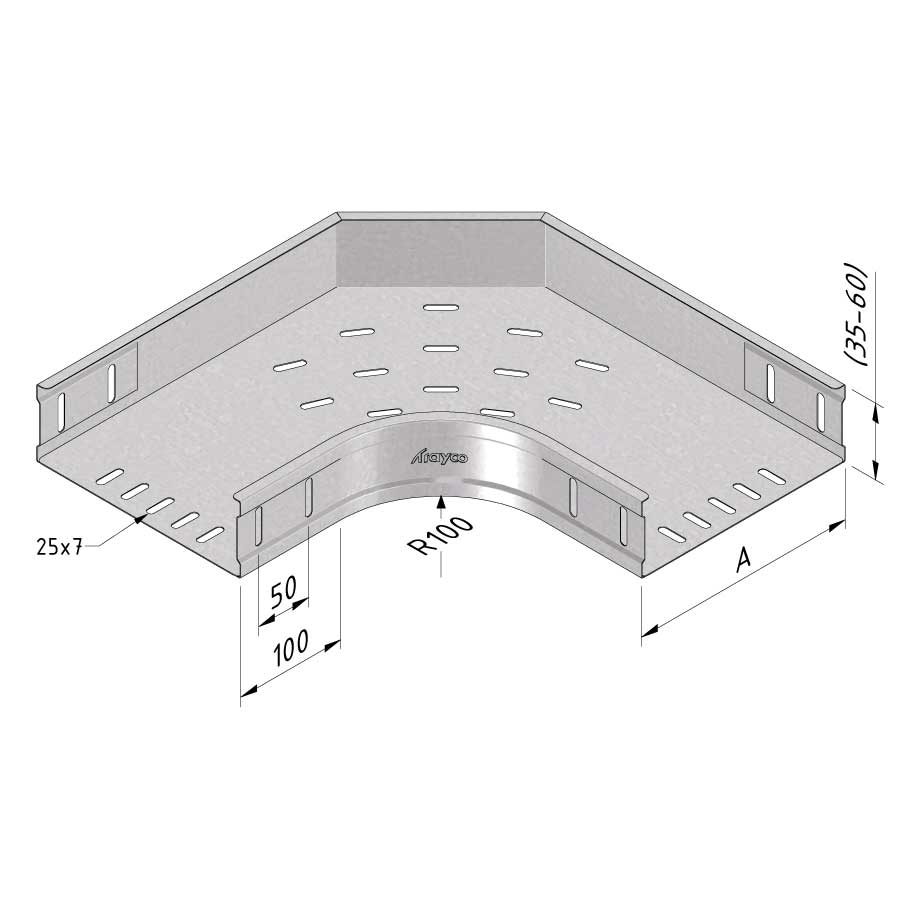
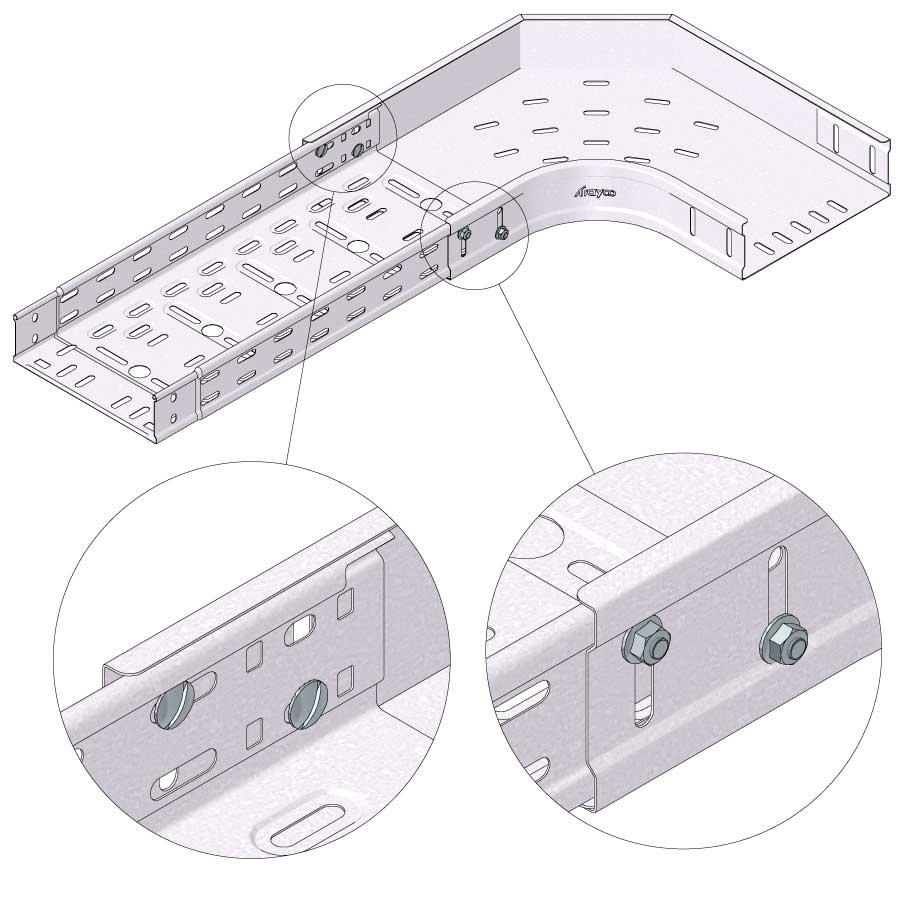
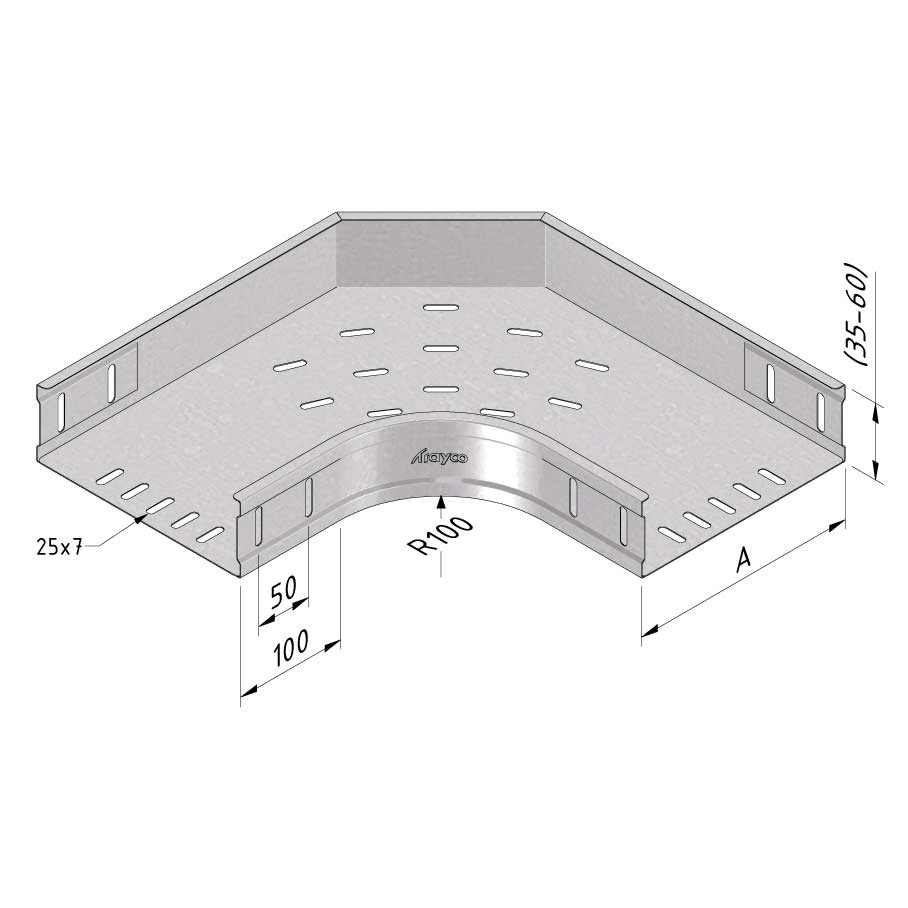
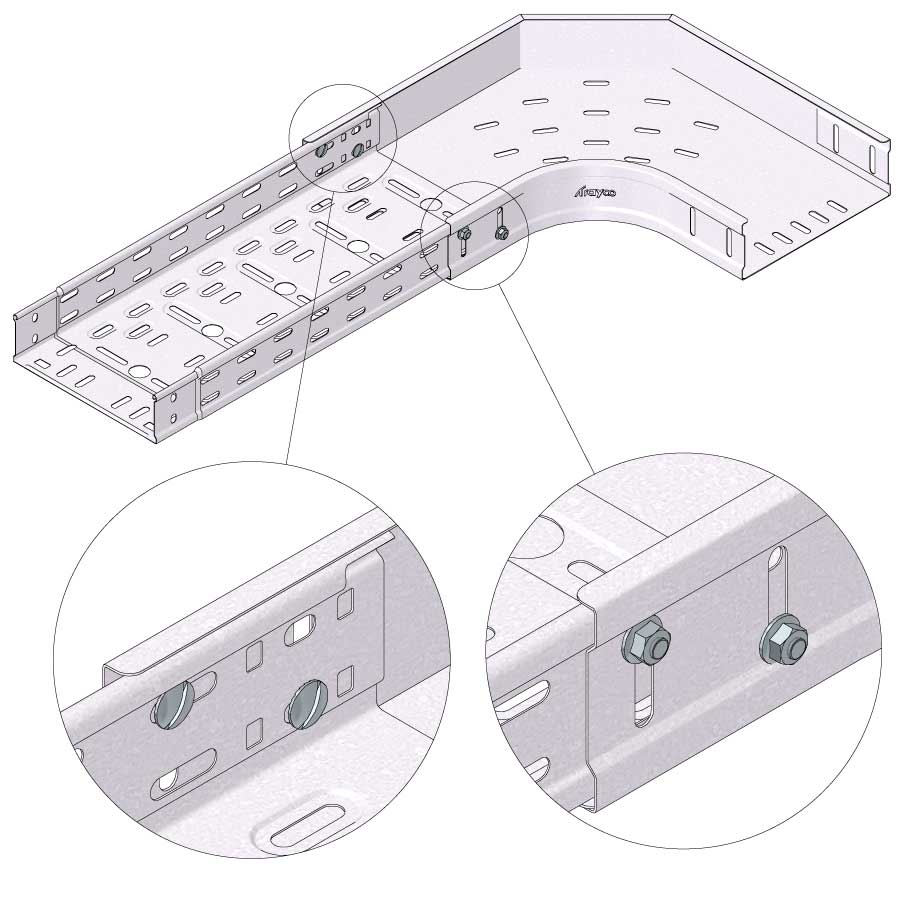
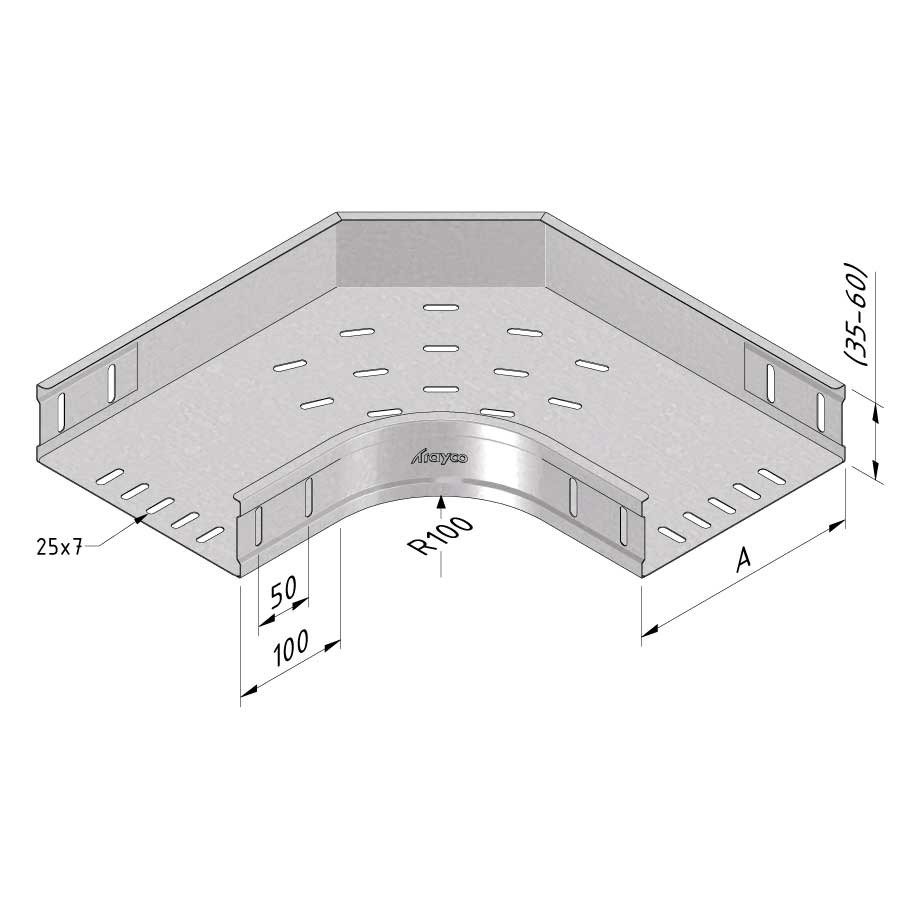
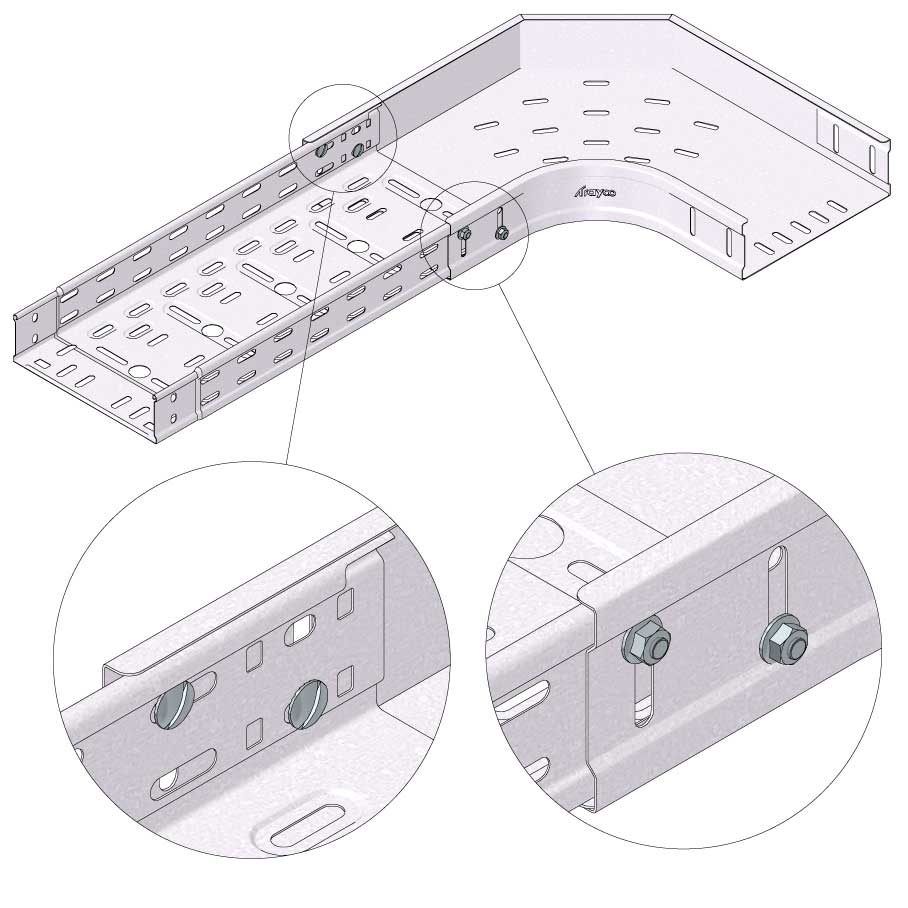
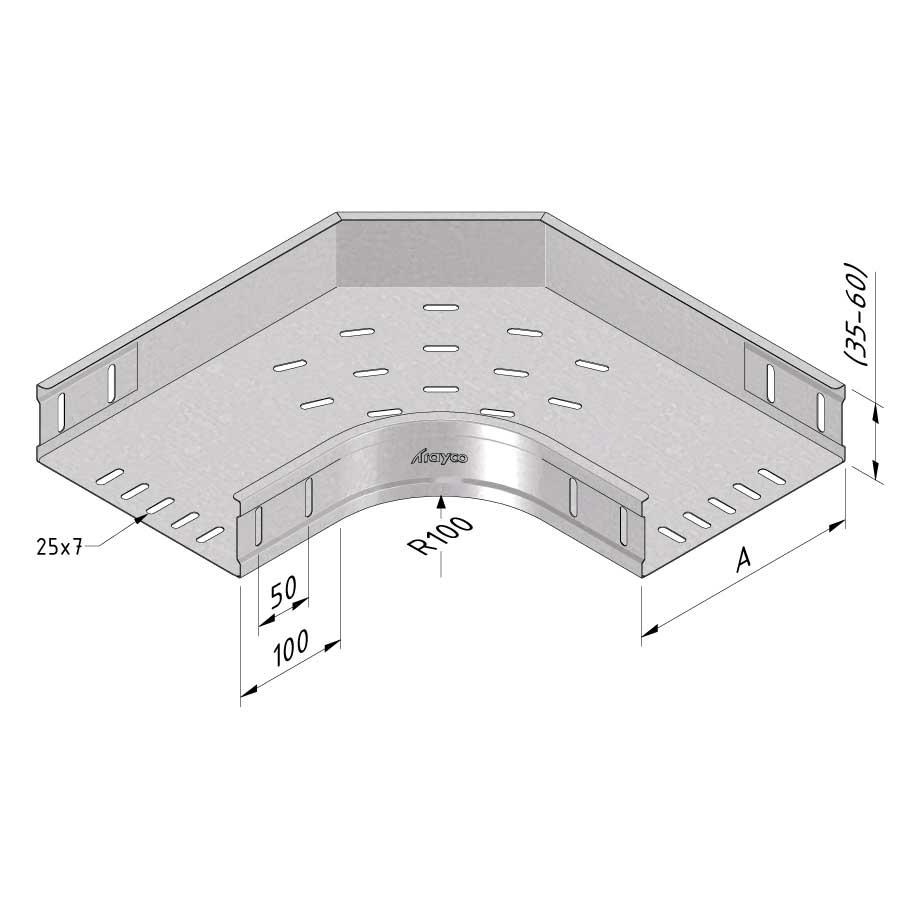
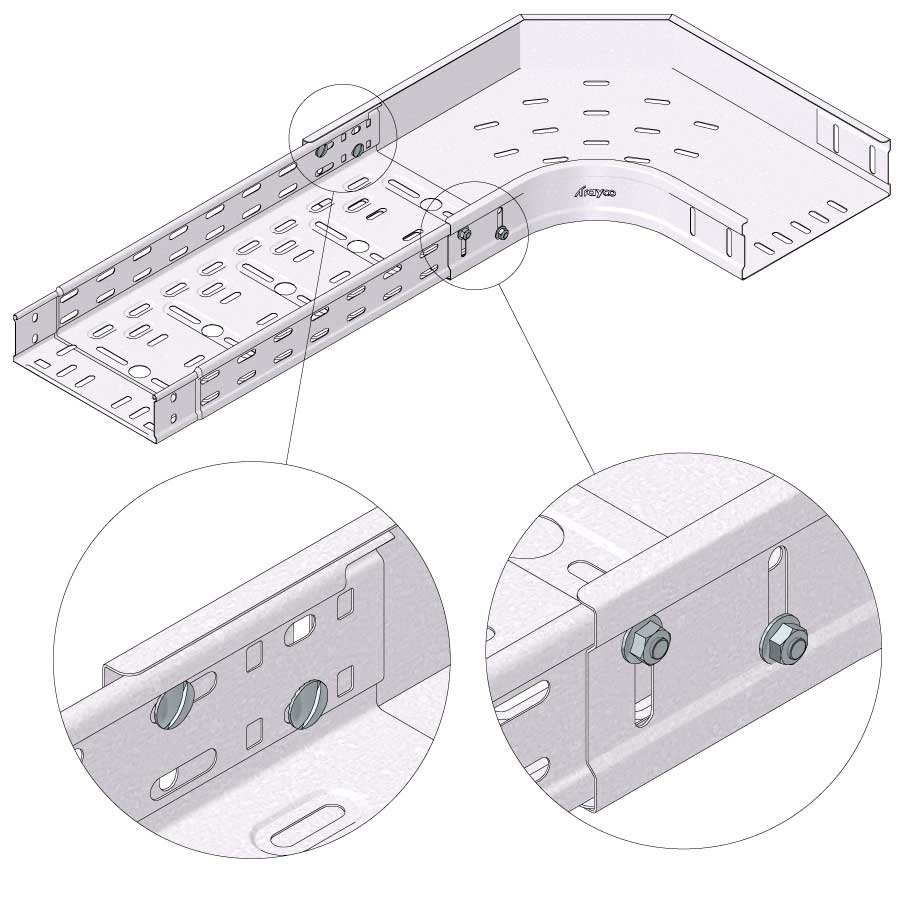
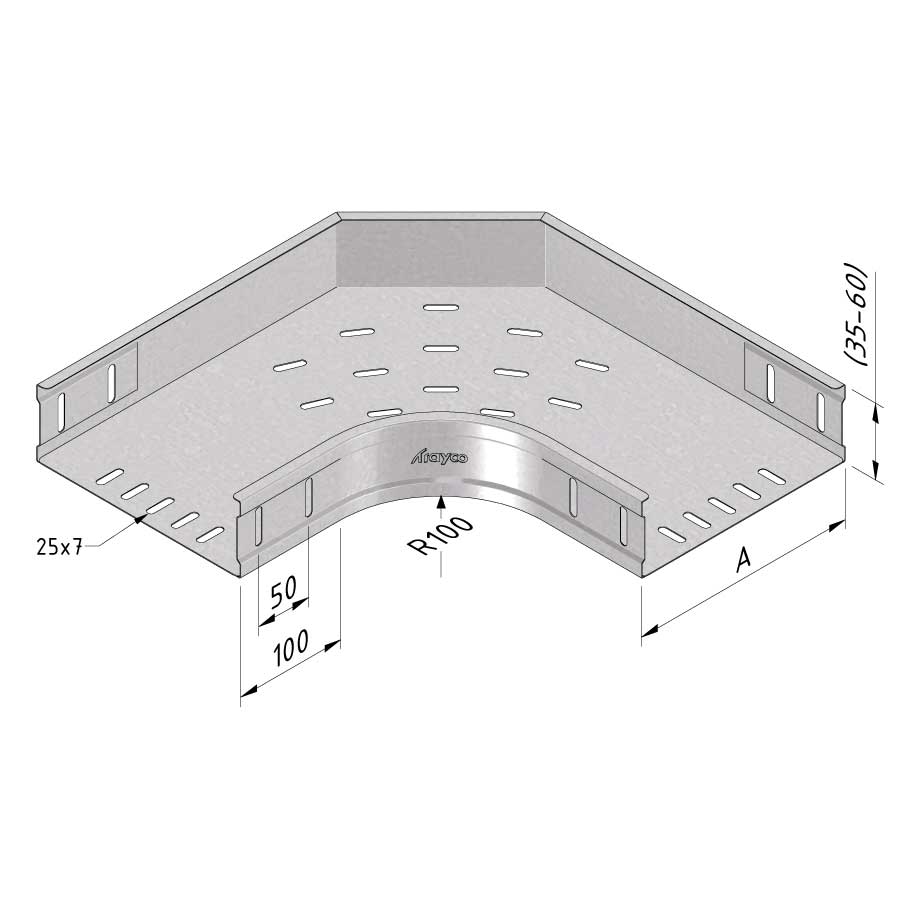
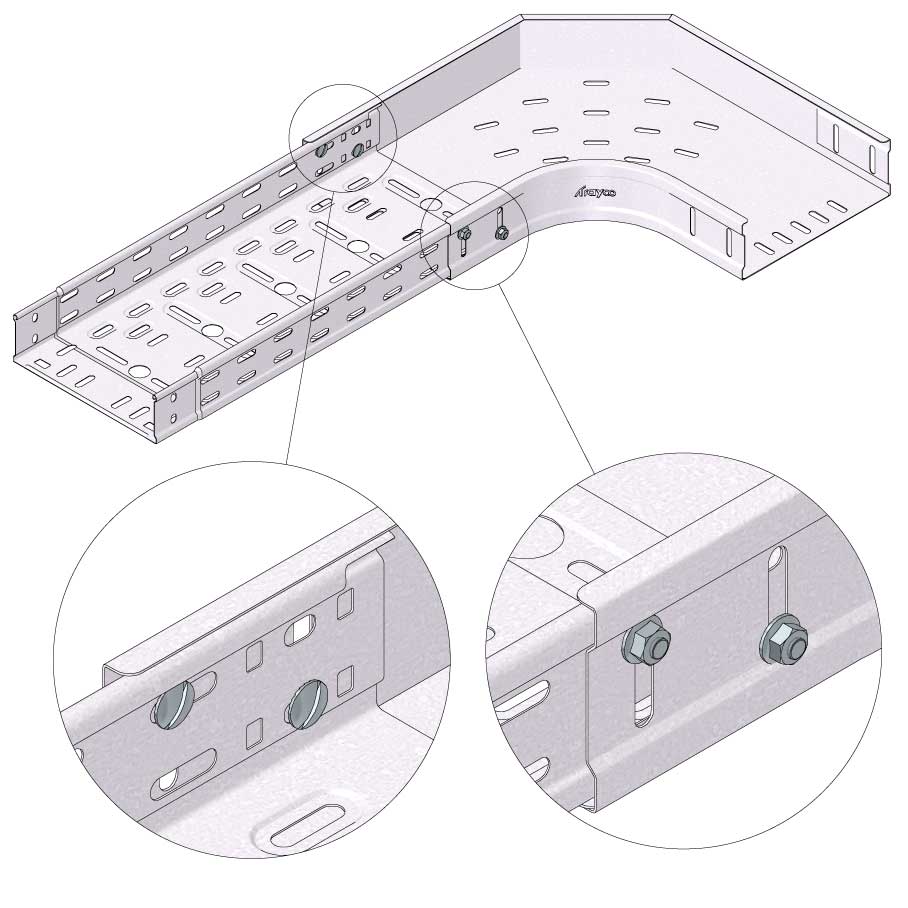
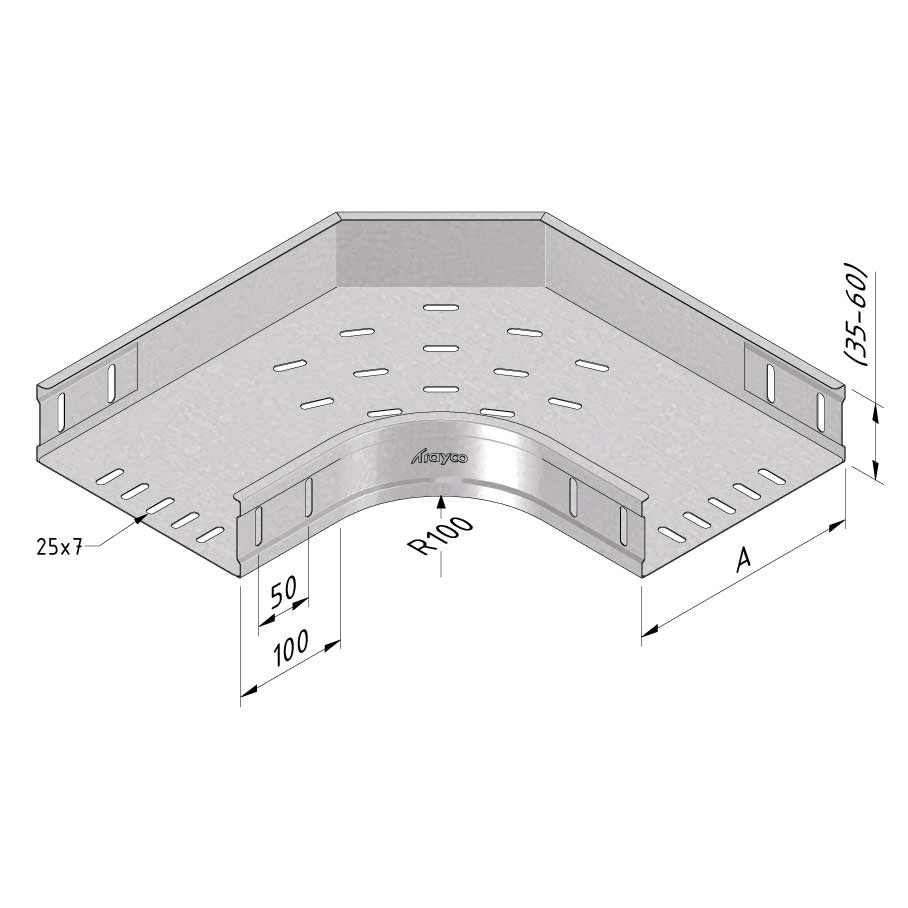
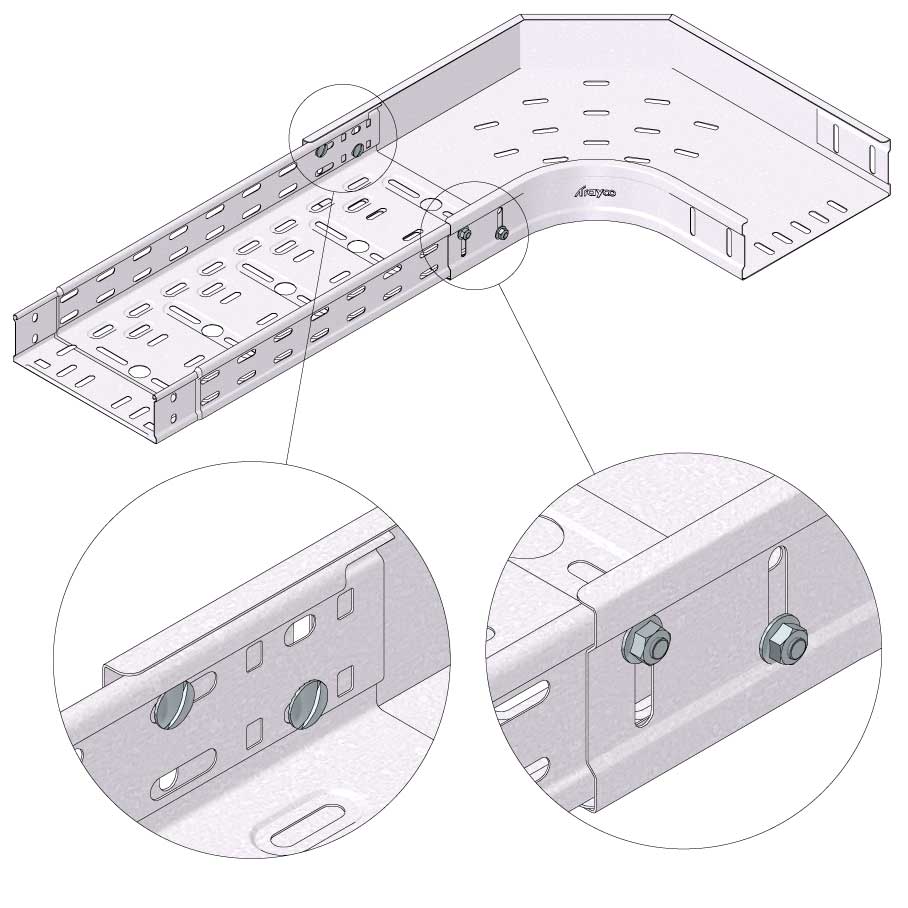
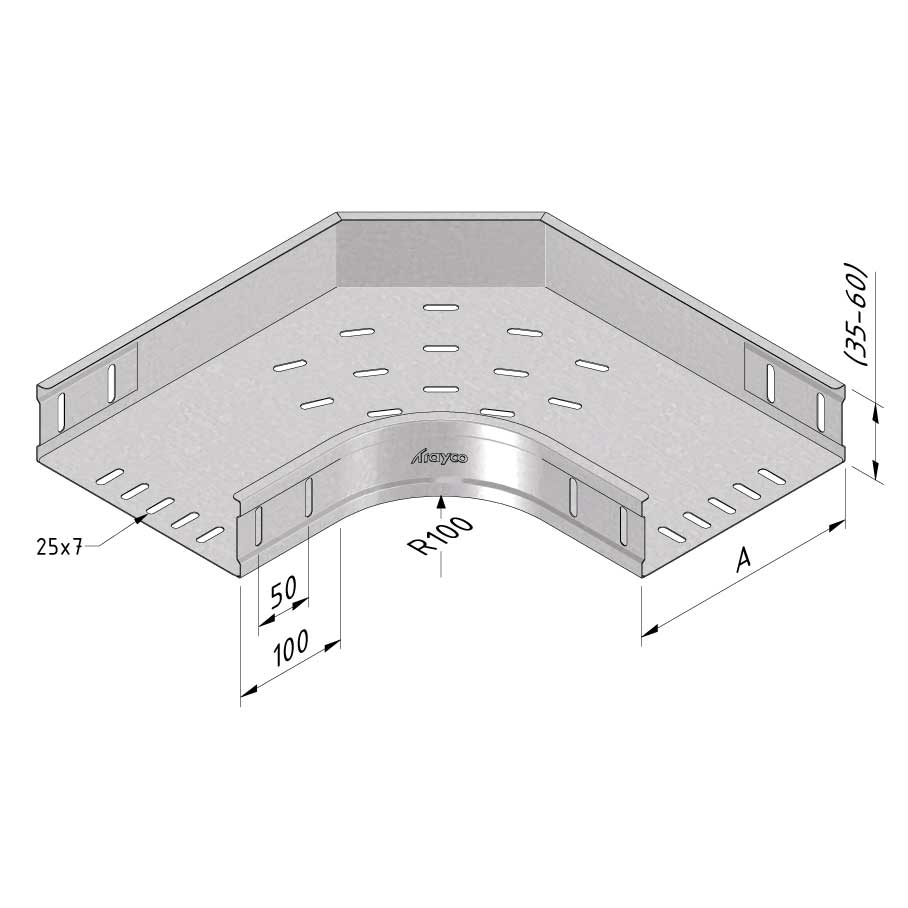
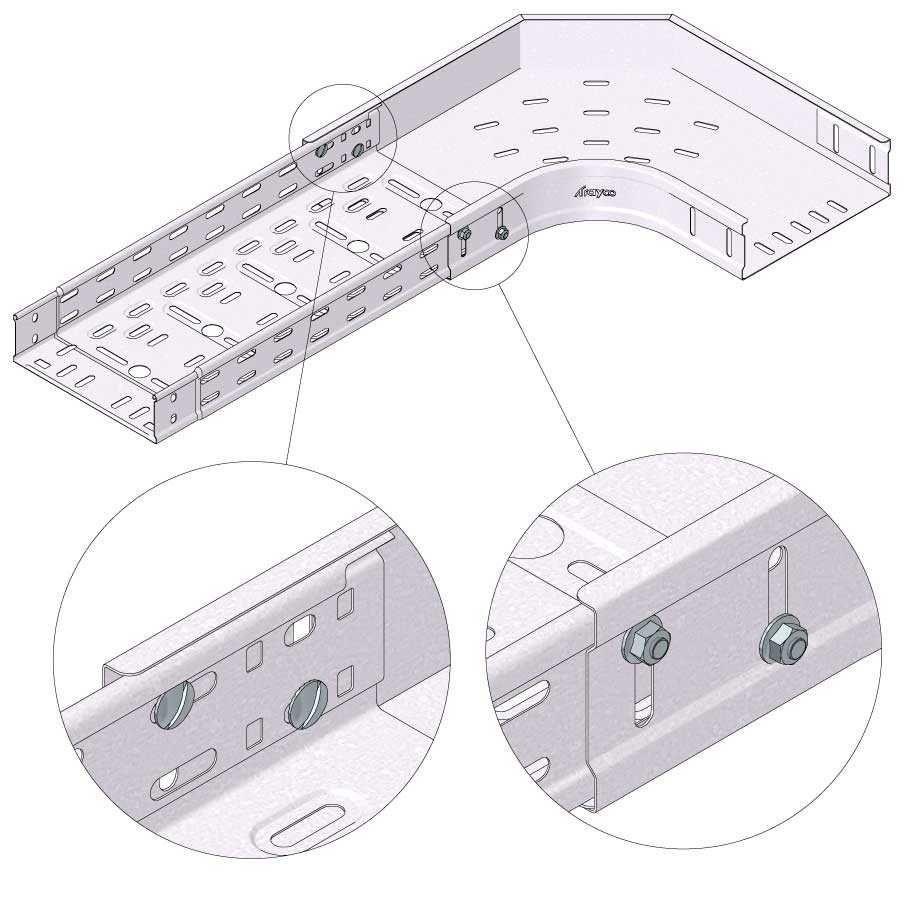
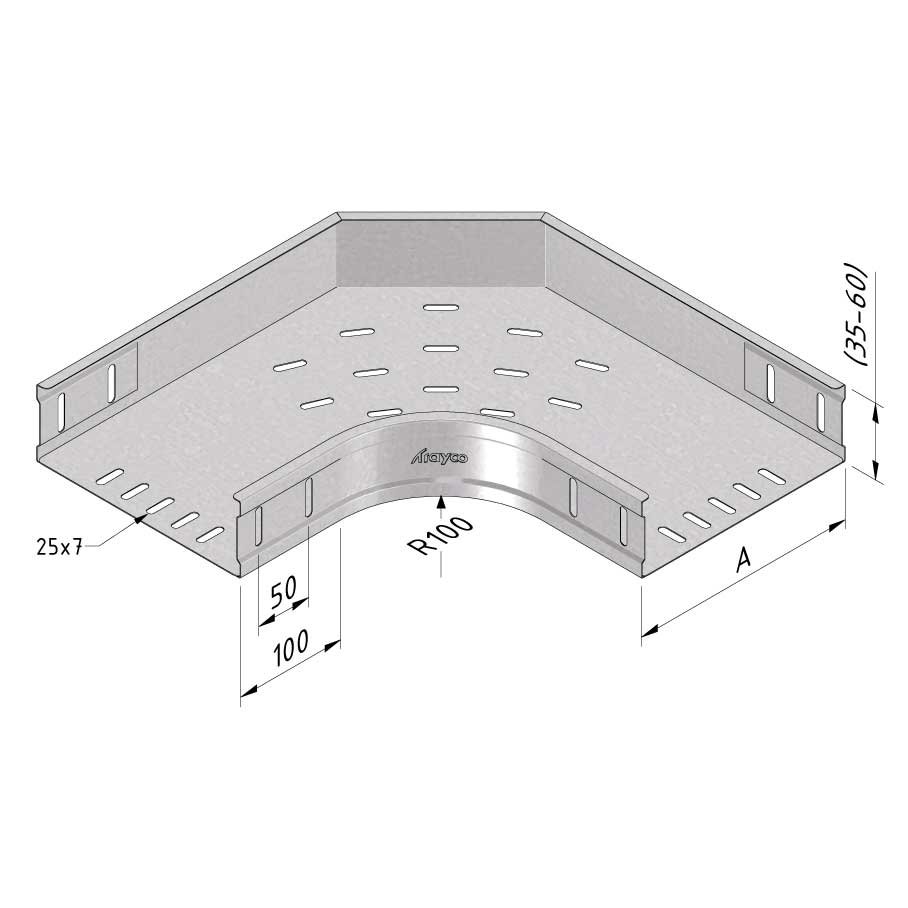
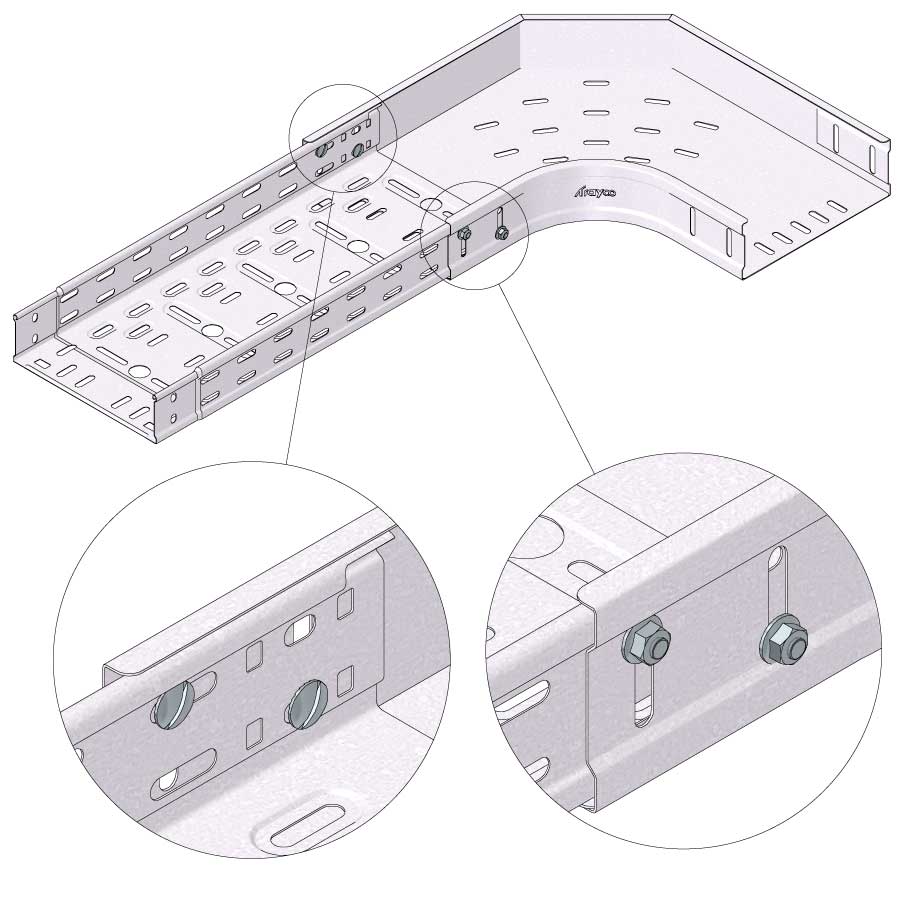
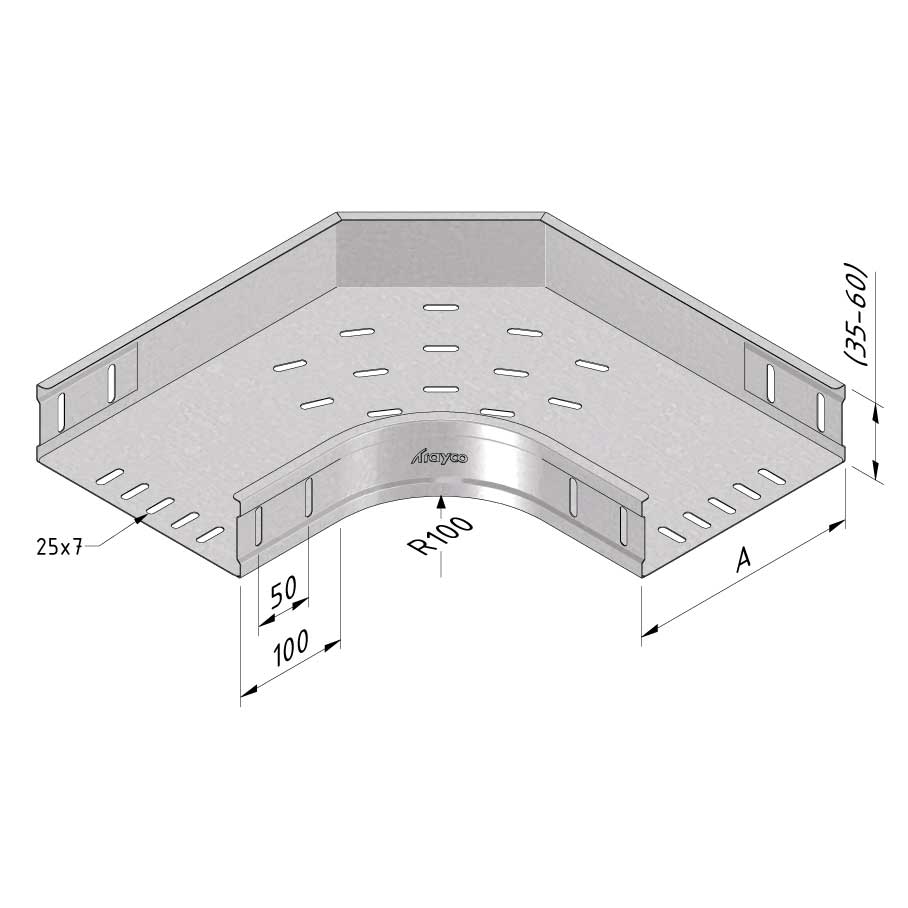
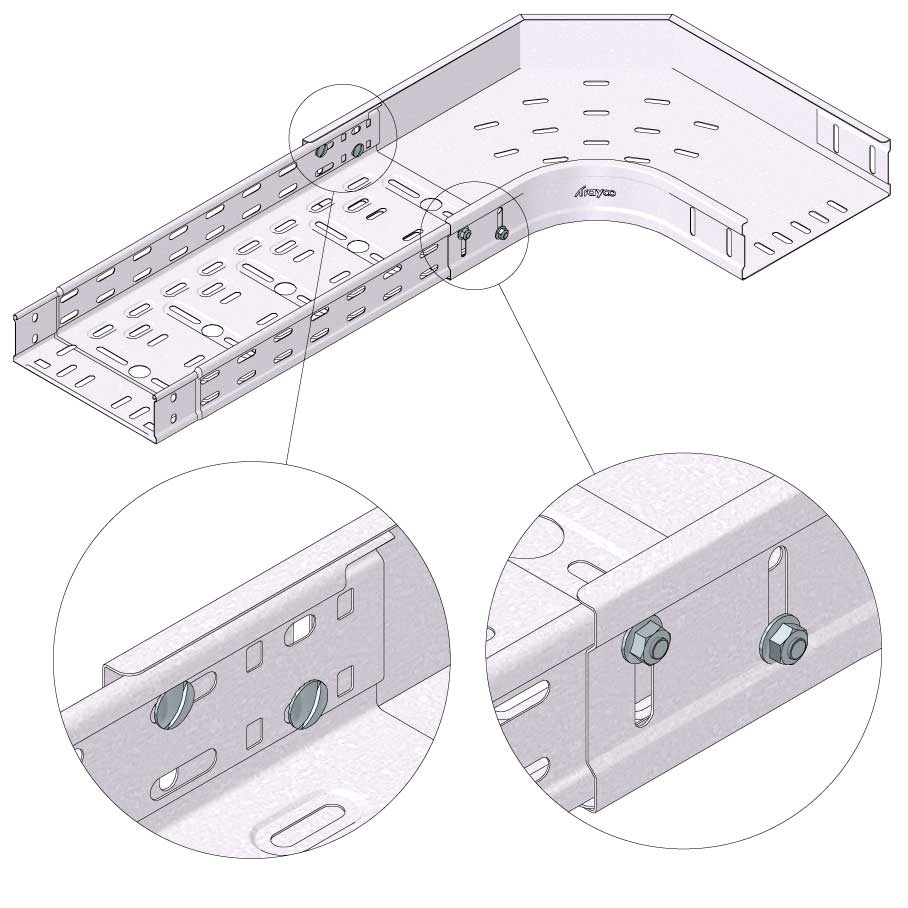
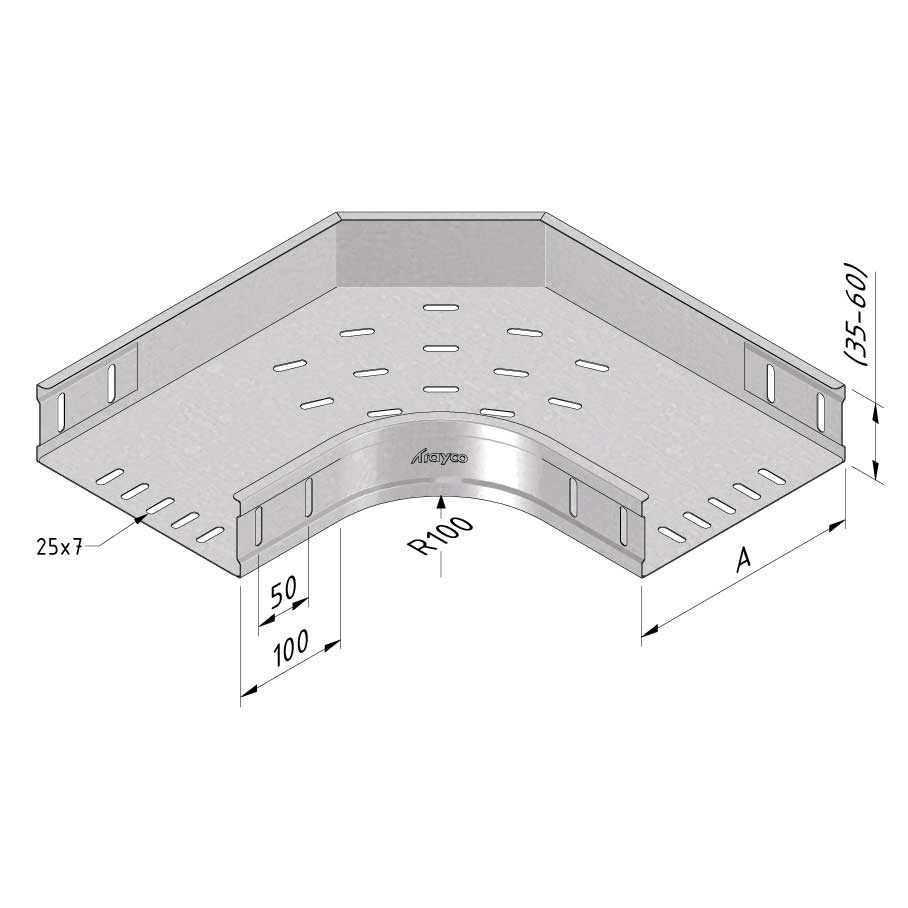
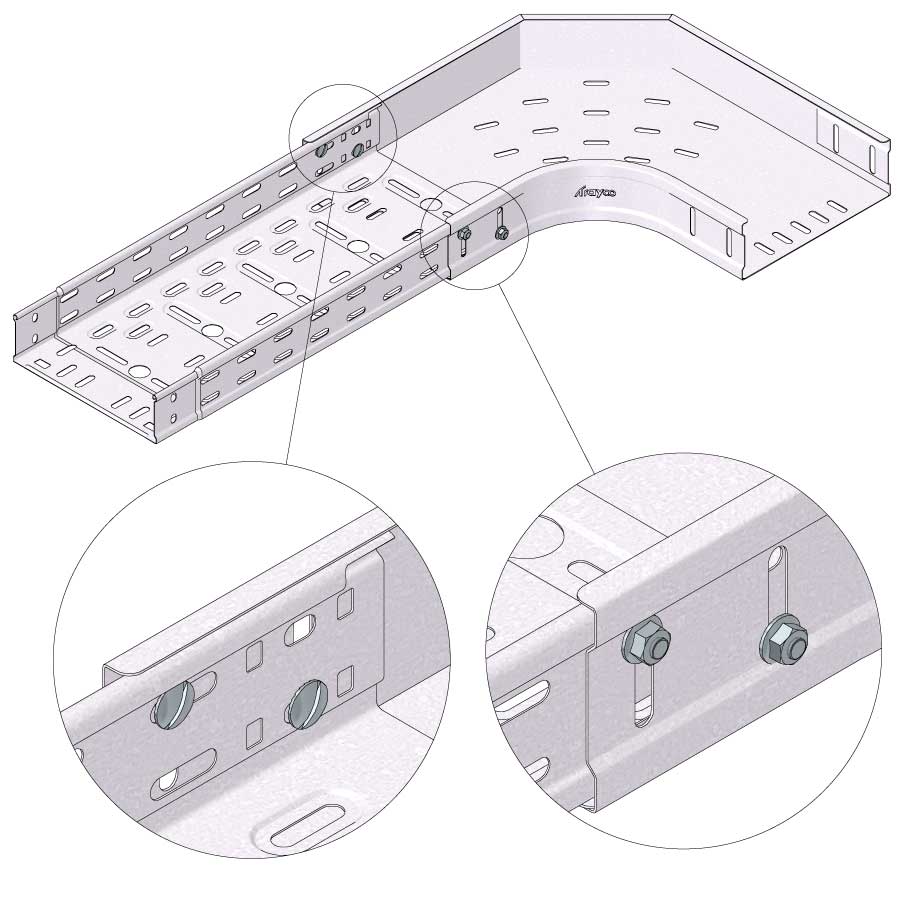
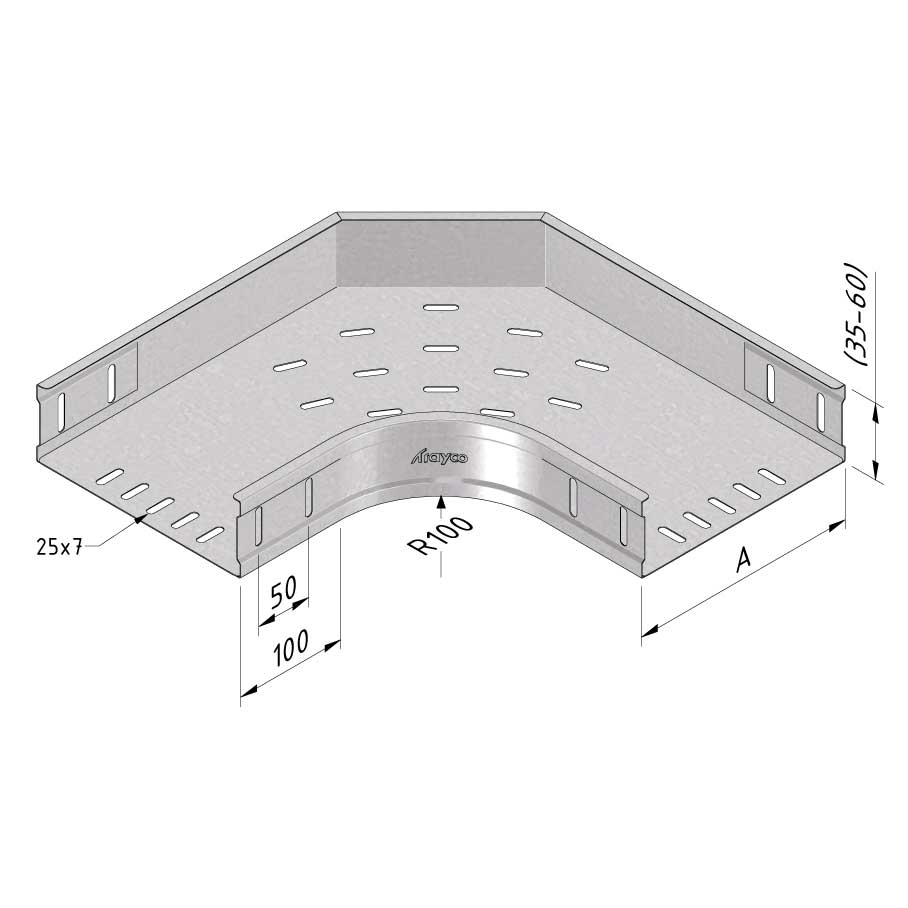
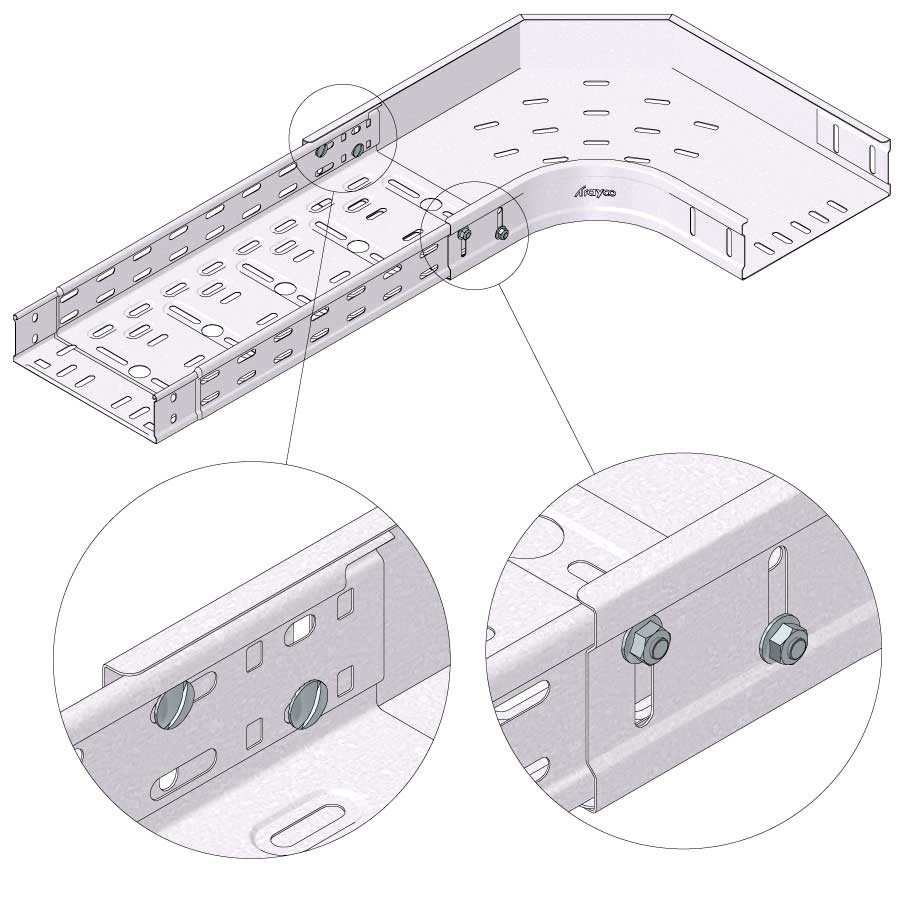
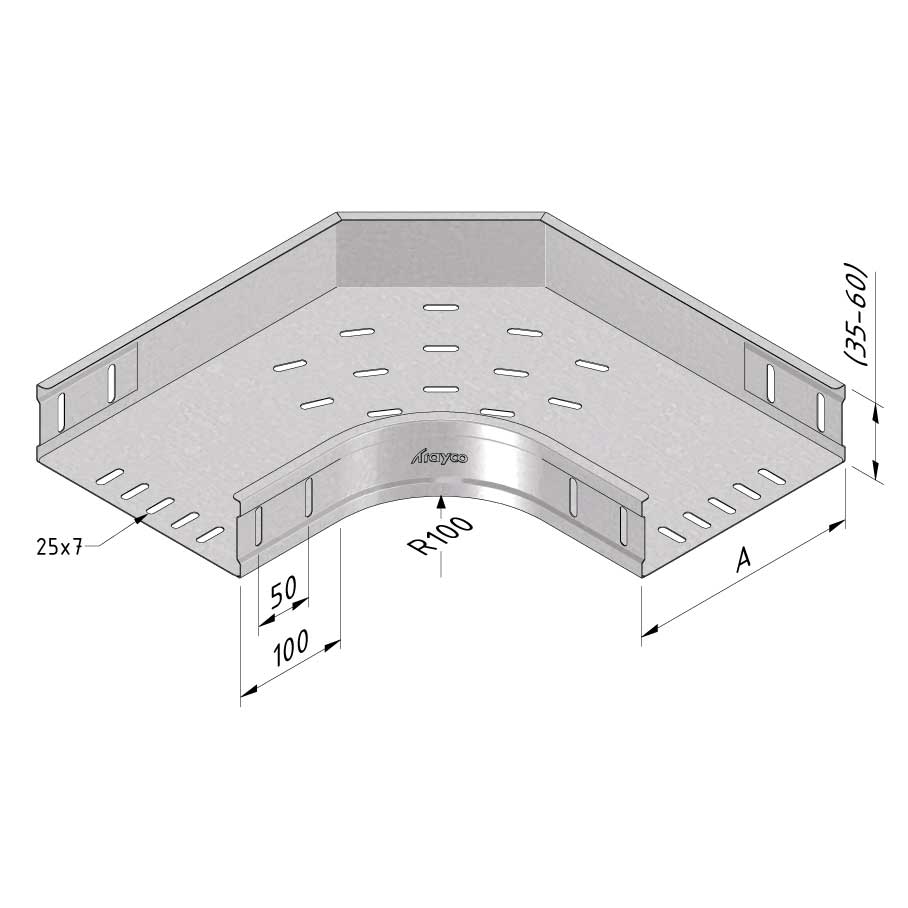
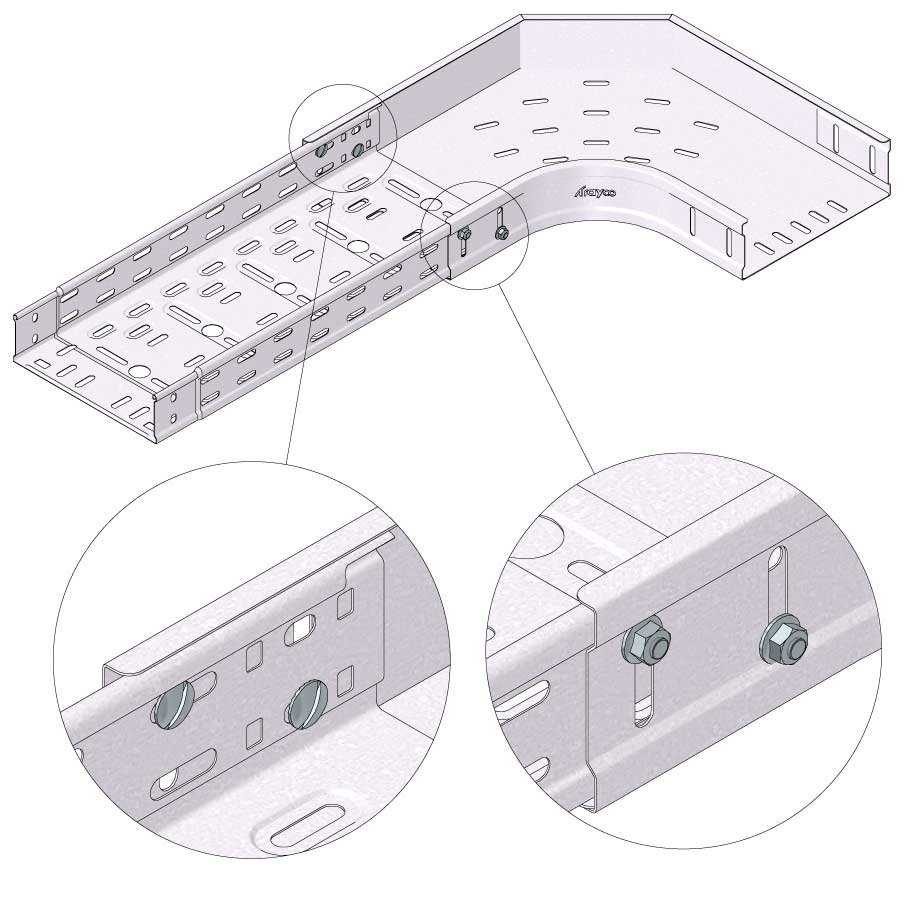
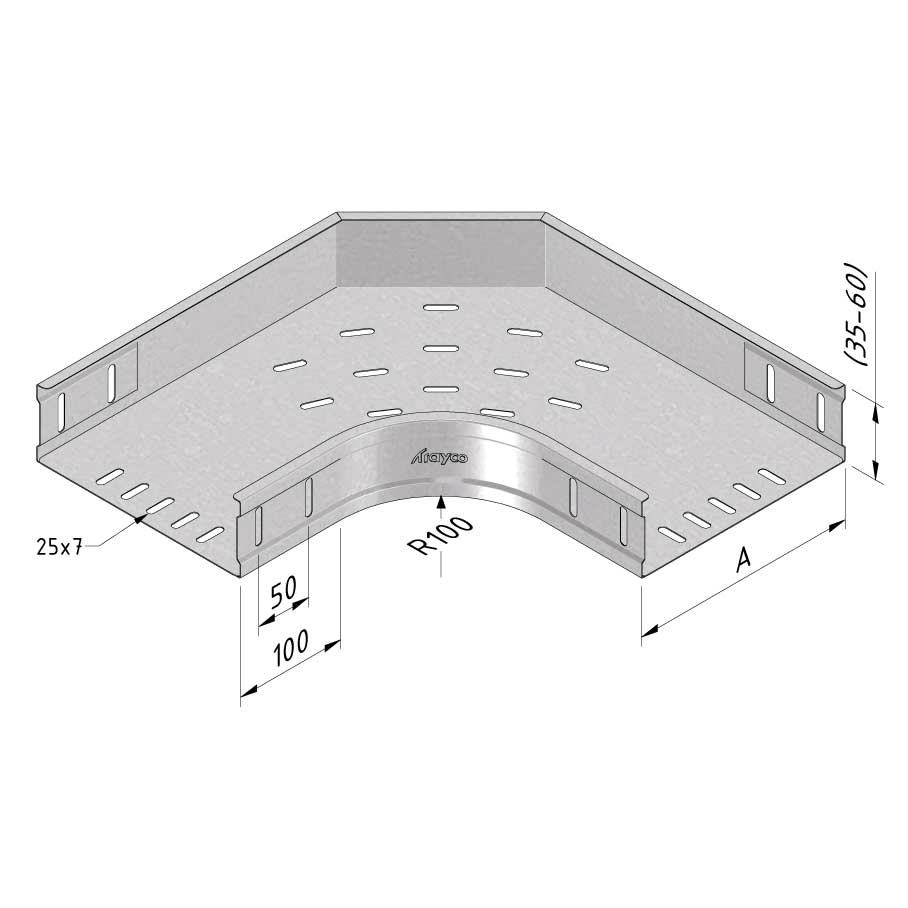
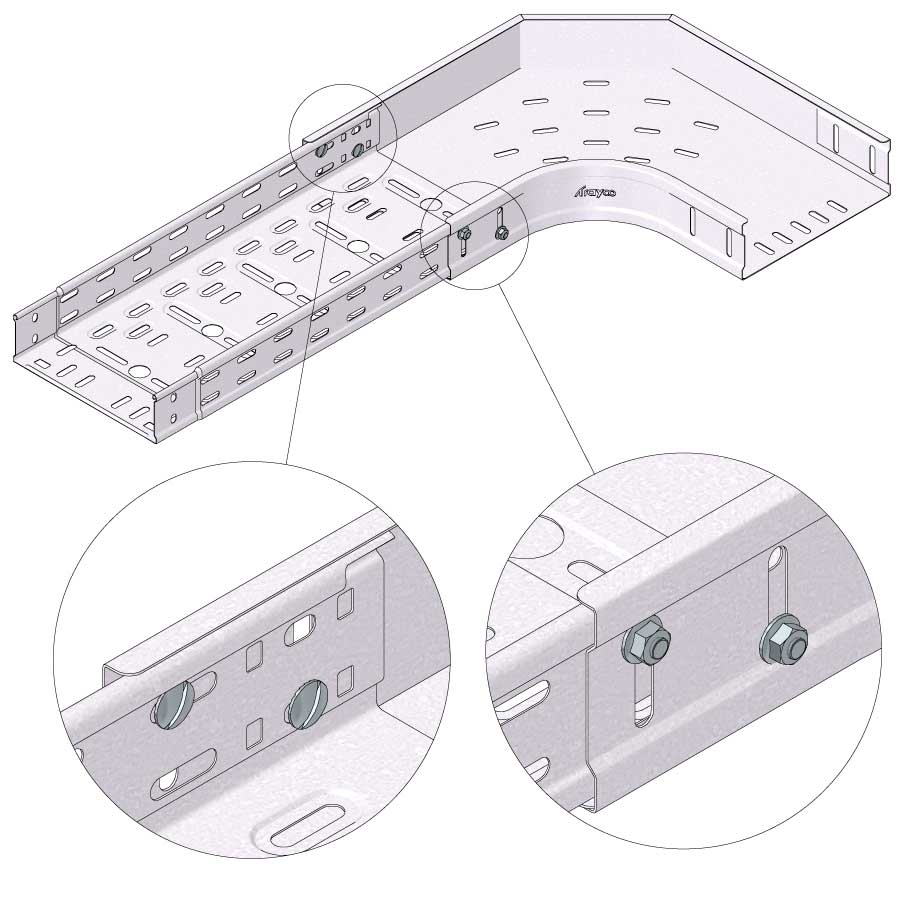
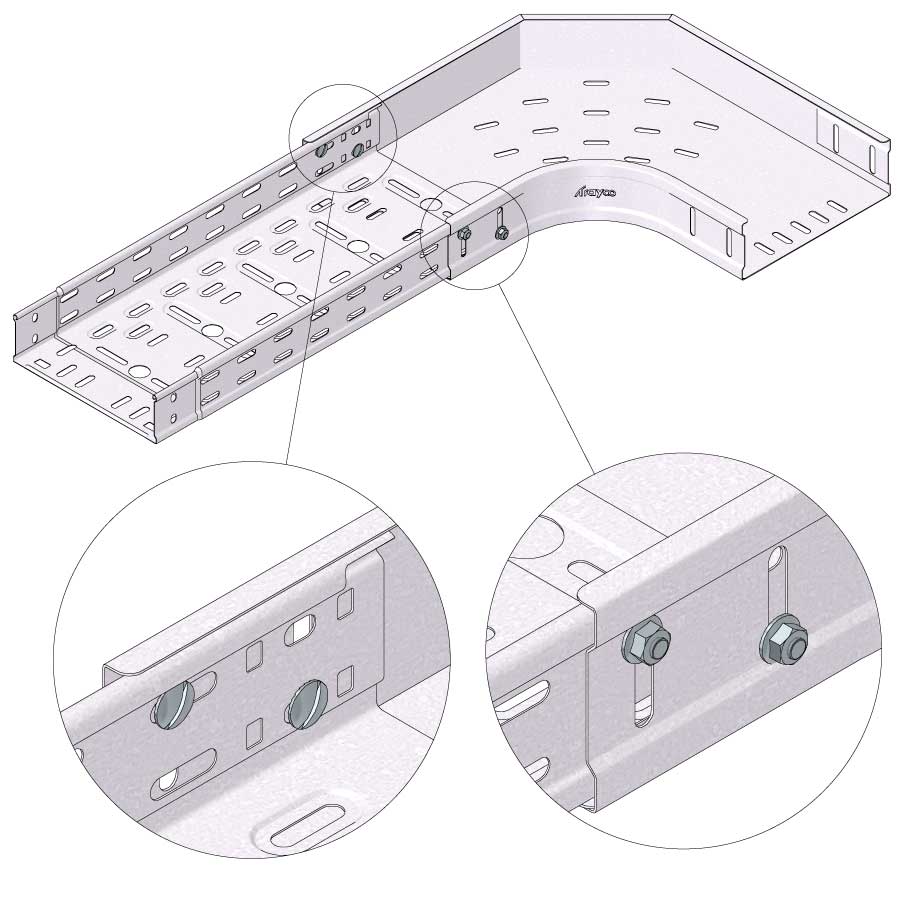
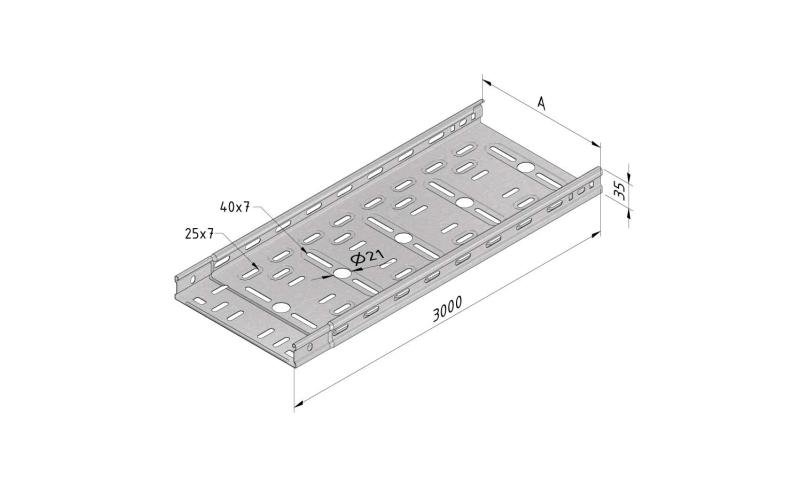
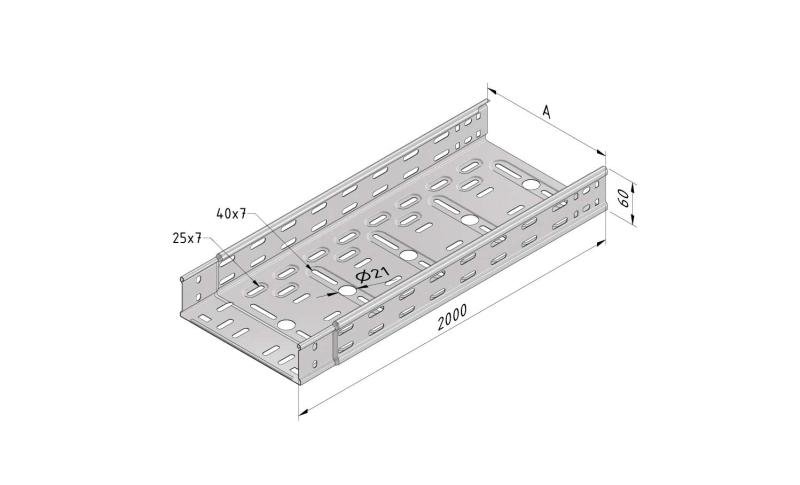
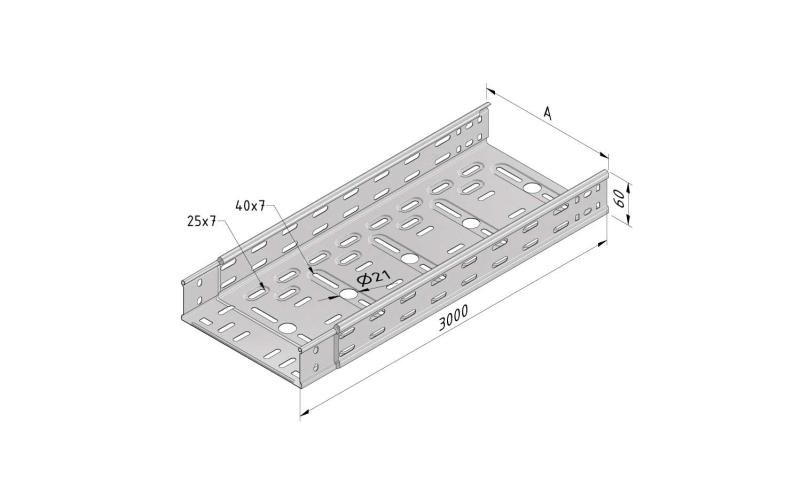
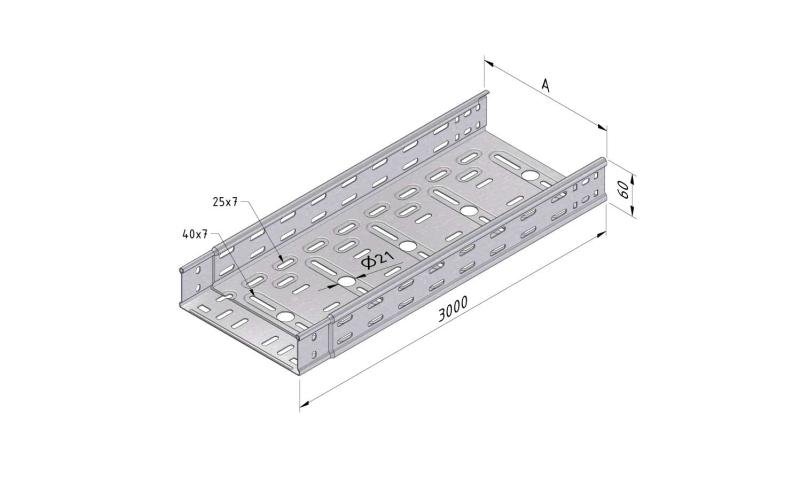
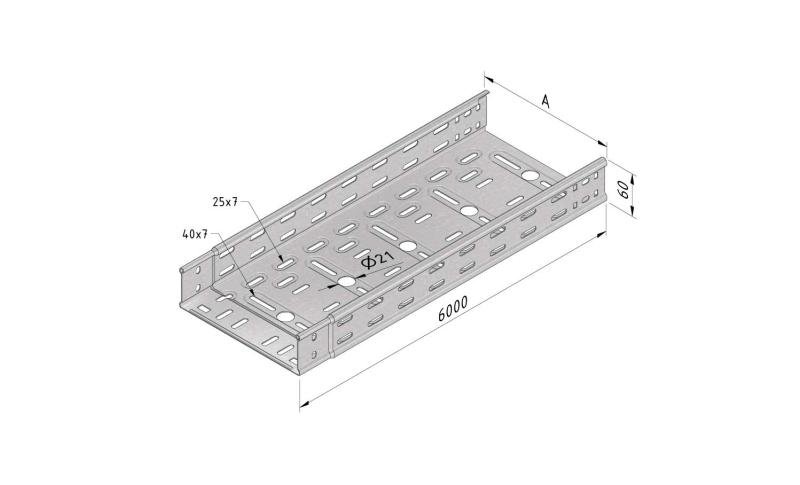
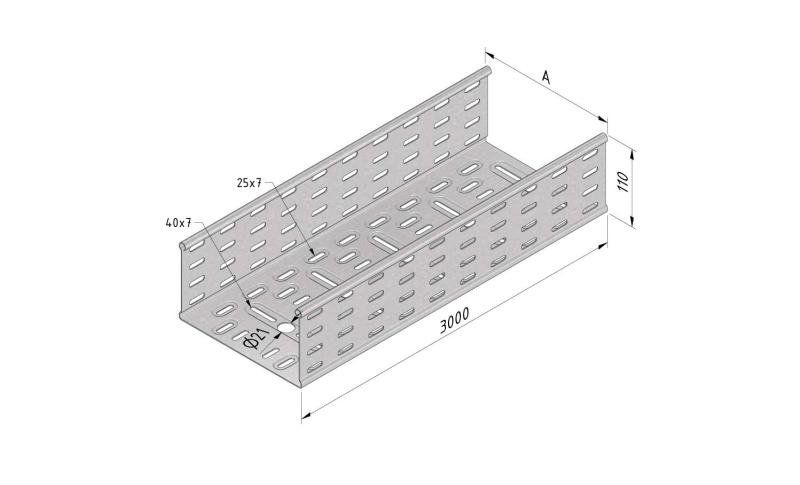
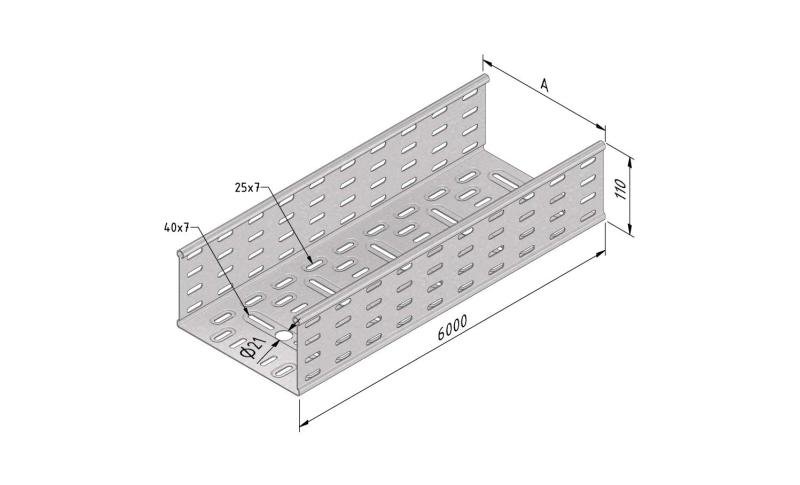
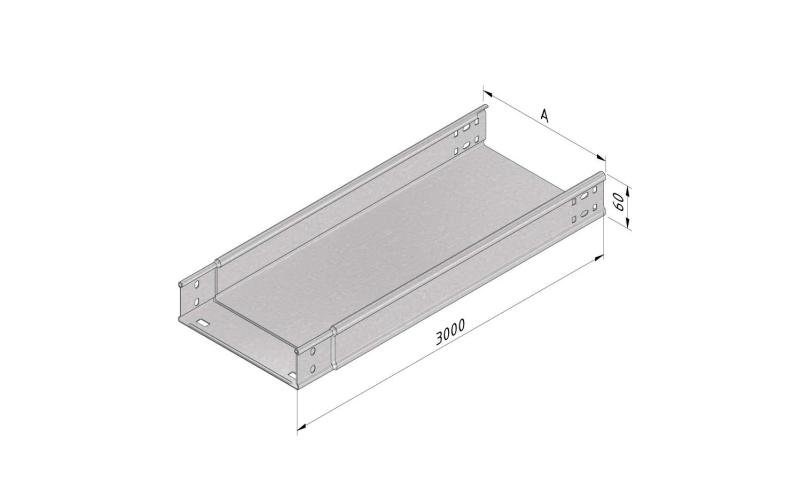
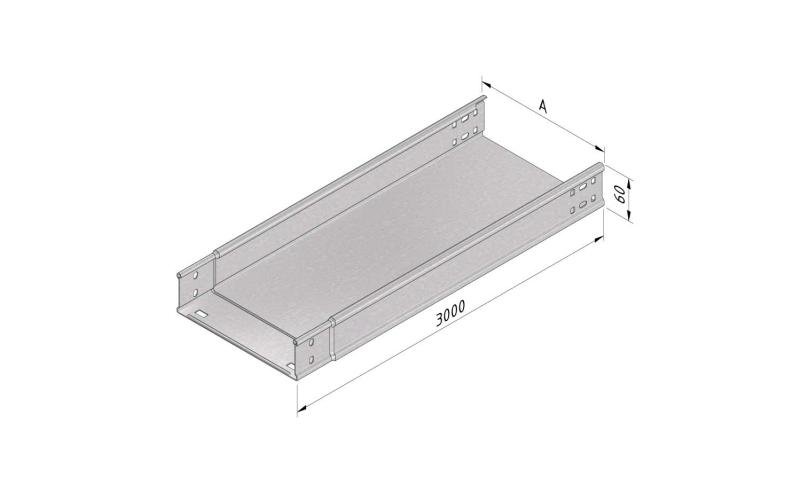
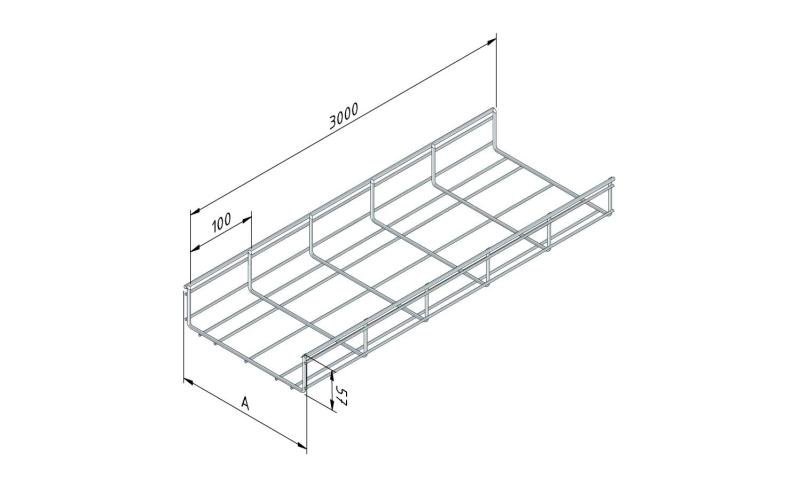
Chemin de câbles coude
CT-B90




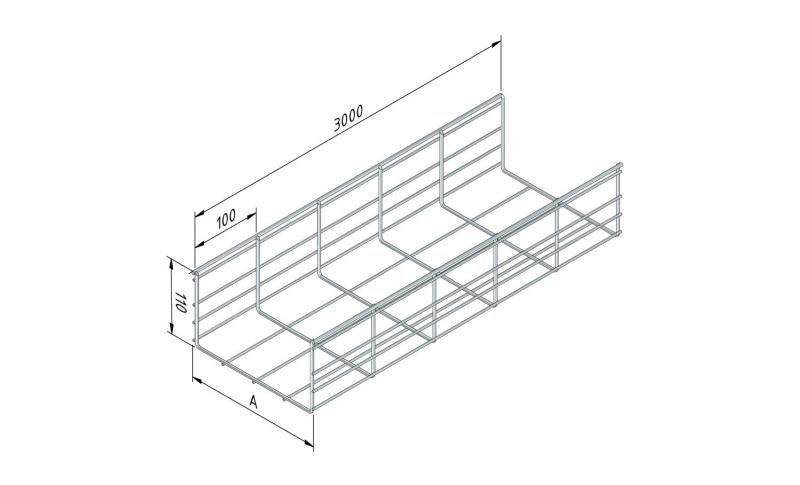
Chemin de câbles coude
CT-B90
A fixer avec BN06-10
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Dimension A | Emballage | |||
|---|---|---|---|---|---|---|---|
|
|
10064 |
CT35-B90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
10065 |
CT35-B90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
10066 |
CT35-B90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
10067 |
CT35-B90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
10068 |
CT35-B90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
10069 |
CT35-B90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
16393 |
CT35-B90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
10388 |
CT35-B90-050-DG |
DG
|
50
|
1
|
|
|
|
|
10389 |
CT35-B90-075-DG |
DG
|
75
|
1
|
|
|
|
|
10390 |
CT35-B90-100-DG |
DG
|
100
|
1
|
|
|
|
|
10391 |
CT35-B90-150-DG |
DG
|
150
|
1
|
|
|
|
|
10392 |
CT35-B90-200-DG |
DG
|
200
|
1
|
|
|
|
|
10393 |
CT35-B90-300-DG |
DG
|
300
|
1
|
|
|
|
|
16394 |
CT35-B90-400-DG |
DG
|
400
|
1
|
|
|
|
|
10070 |
CT60-B90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
10071 |
CT60-B90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
10072 |
CT60-B90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
10073 |
CT60-B90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
10074 |
CT60-B90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
10075 |
CT60-B90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
10076 |
CT60-B90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
10077 |
CT60-B90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
10078 |
CT60-B90-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
19796 |
CT60-B90-050-UG |
UG
|
50
|
1
|
Default
|
|
|
|
19797 |
CT60-B90-075-UG |
UG
|
75
|
1
|
Default
|
|
|
|
19623 |
CT60-B90-100-UG |
UG
|
100
|
1
|
Default
|
|
|
|
19798 |
CT60-B90-150-UG |
UG
|
150
|
1
|
Default
|
|
|
|
19799 |
CT60-B90-200-UG |
UG
|
200
|
1
|
Default
|
|
|
|
19800 |
CT60-B90-300-UG |
UG
|
300
|
1
|
Default
|
|
|
|
19801 |
CT60-B90-400-UG |
UG
|
400
|
1
|
Default
|
|
|
|
19802 |
CT60-B90-500-UG |
UG
|
500
|
1
|
Default
|
|
|
|
19803 |
CT60-B90-600-UG |
UG
|
600
|
1
|
Default
|
|
|
|
11925 |
CT110-B90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
11926 |
CT110-B90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
11927 |
CT110-B90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
11928 |
CT110-B90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
11929 |
CT110-B90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
12035 |
CT110-B90-150-DG |
DG
|
150
|
1
|
|
|
|
|
12036 |
CT110-B90-200-DG |
DG
|
200
|
1
|
|
|
|
|
12037 |
CT110-B90-300-DG |
DG
|
300
|
1
|
|
|
|
|
12038 |
CT110-B90-400-DG |
DG
|
400
|
1
|
|
|
|
|
12039 |
CT110-B90-500-DG |
DG
|
500
|
1
|
|
|



























































































































Assemblée

{kind=link}