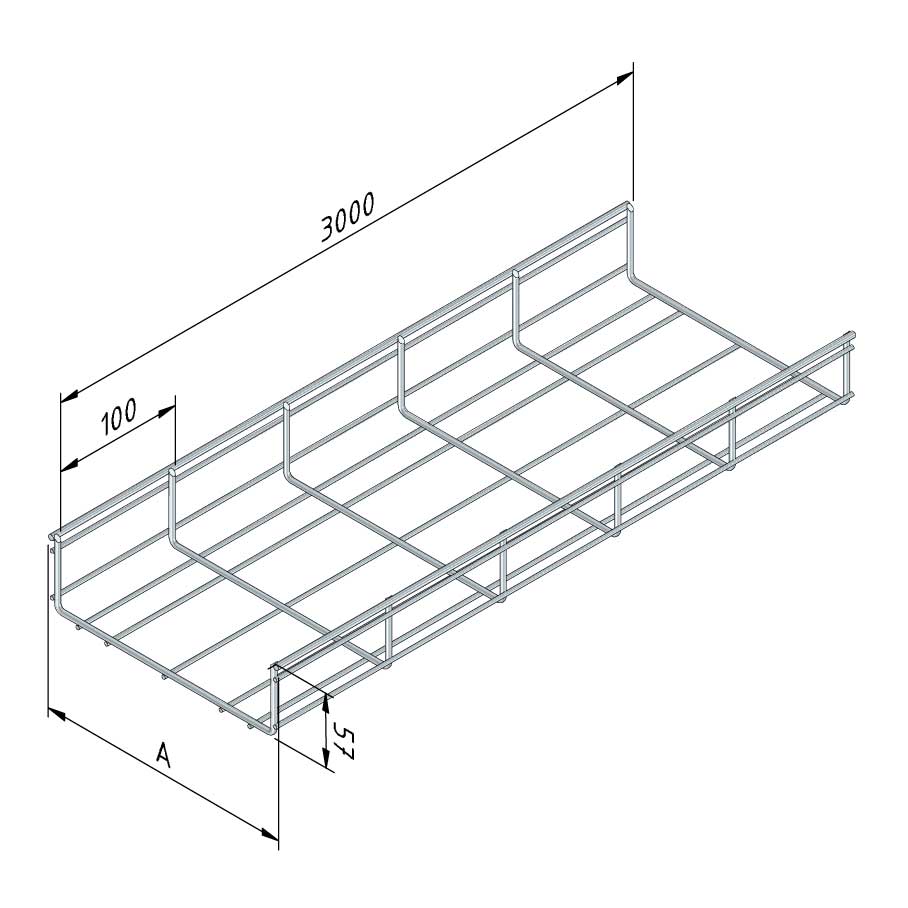
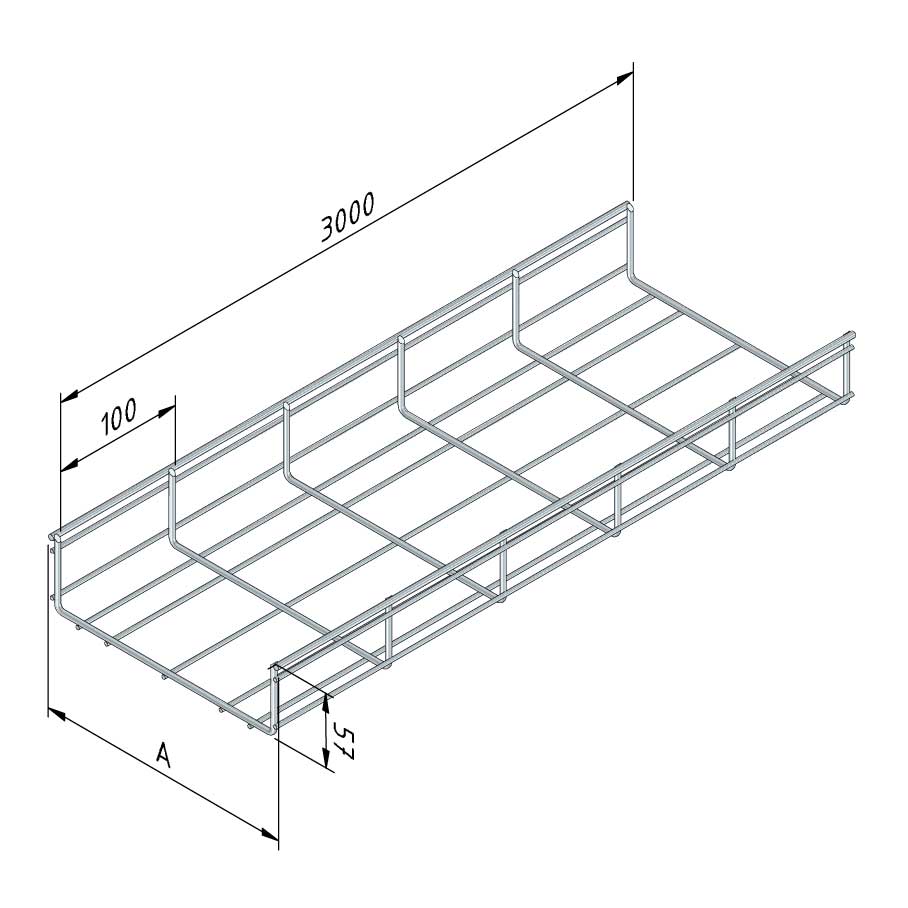
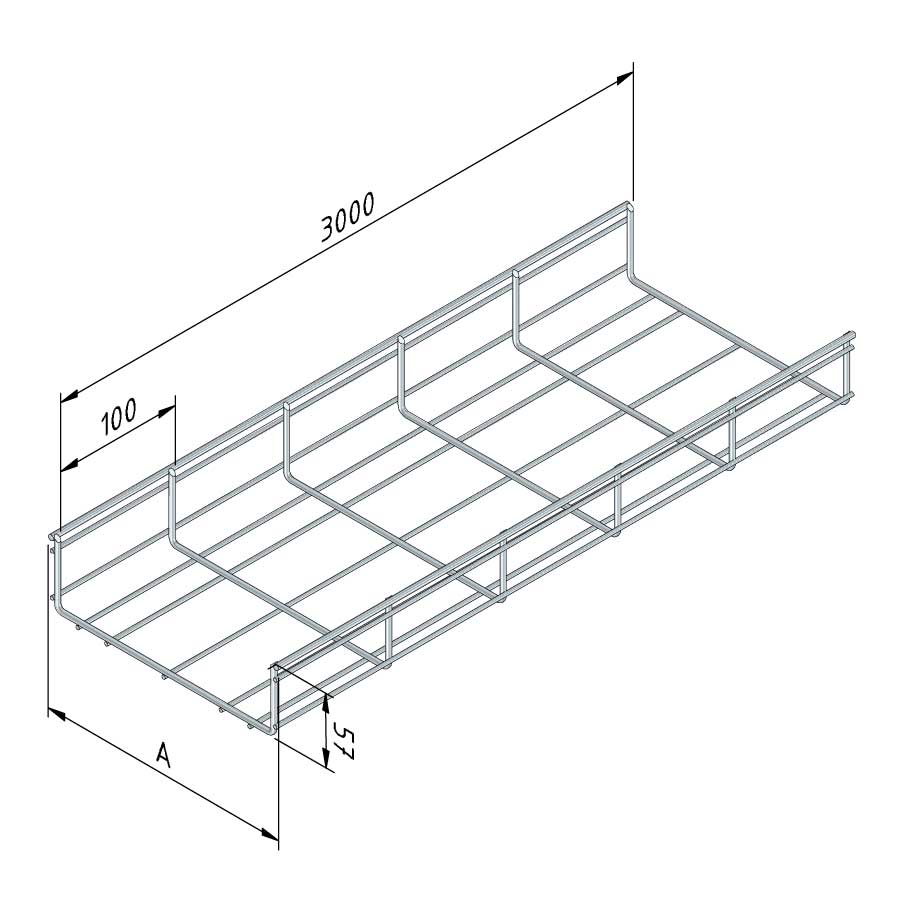
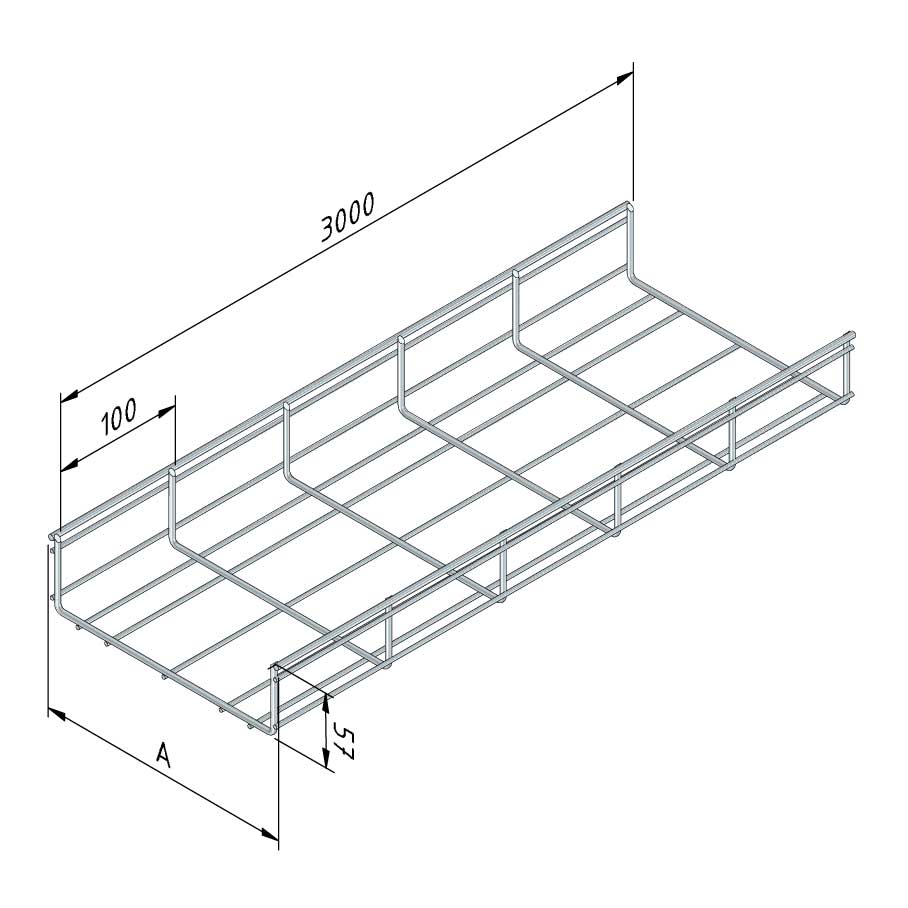
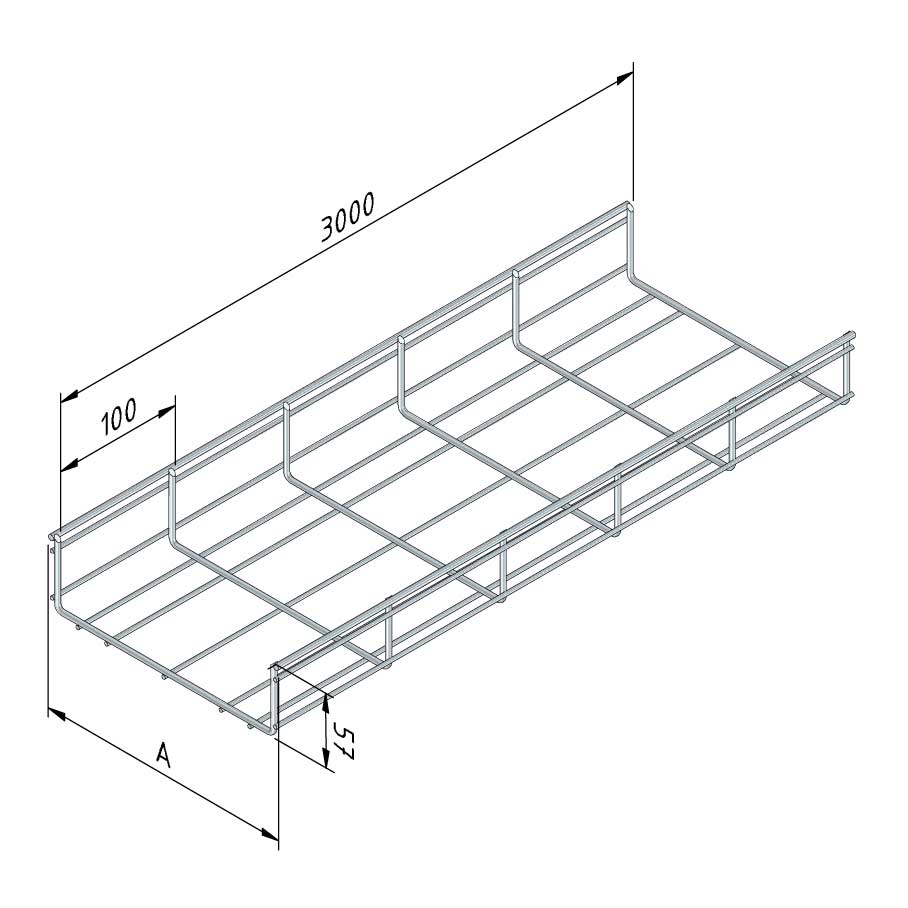
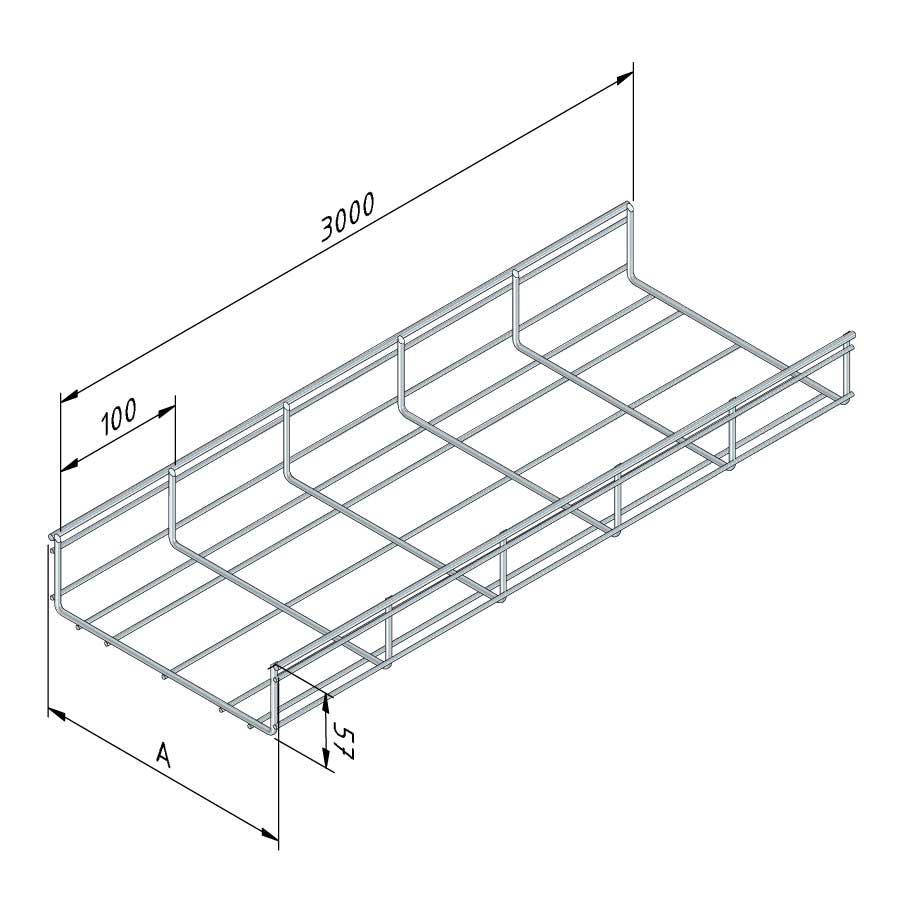
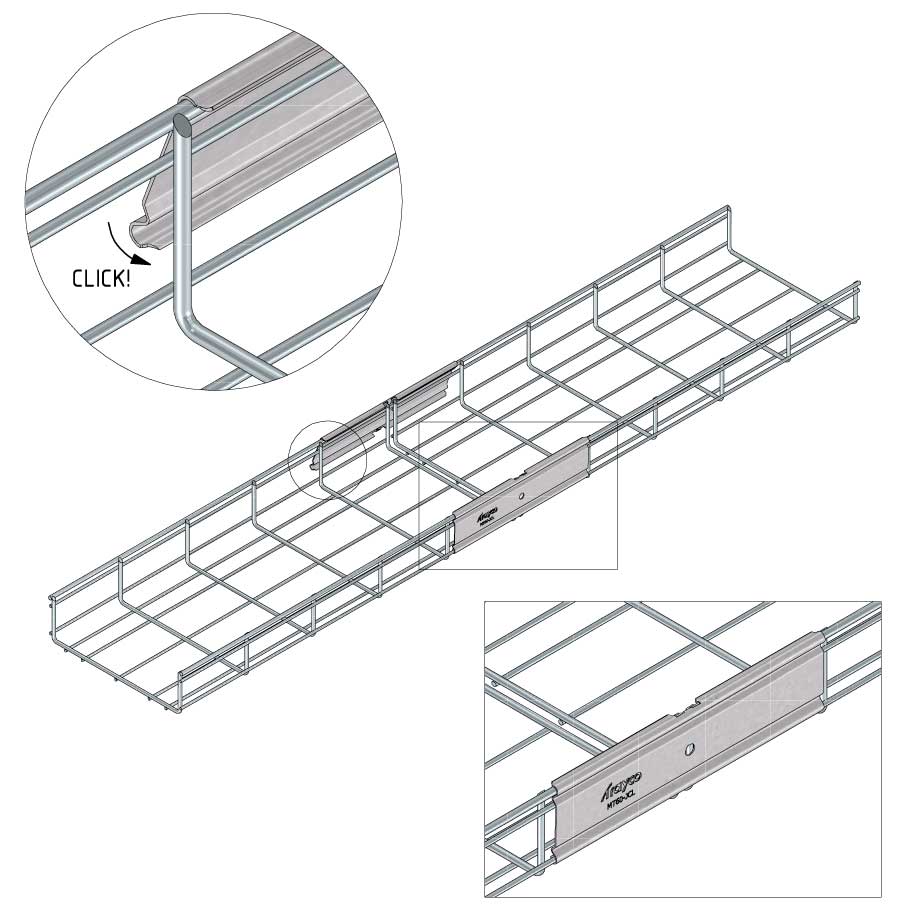
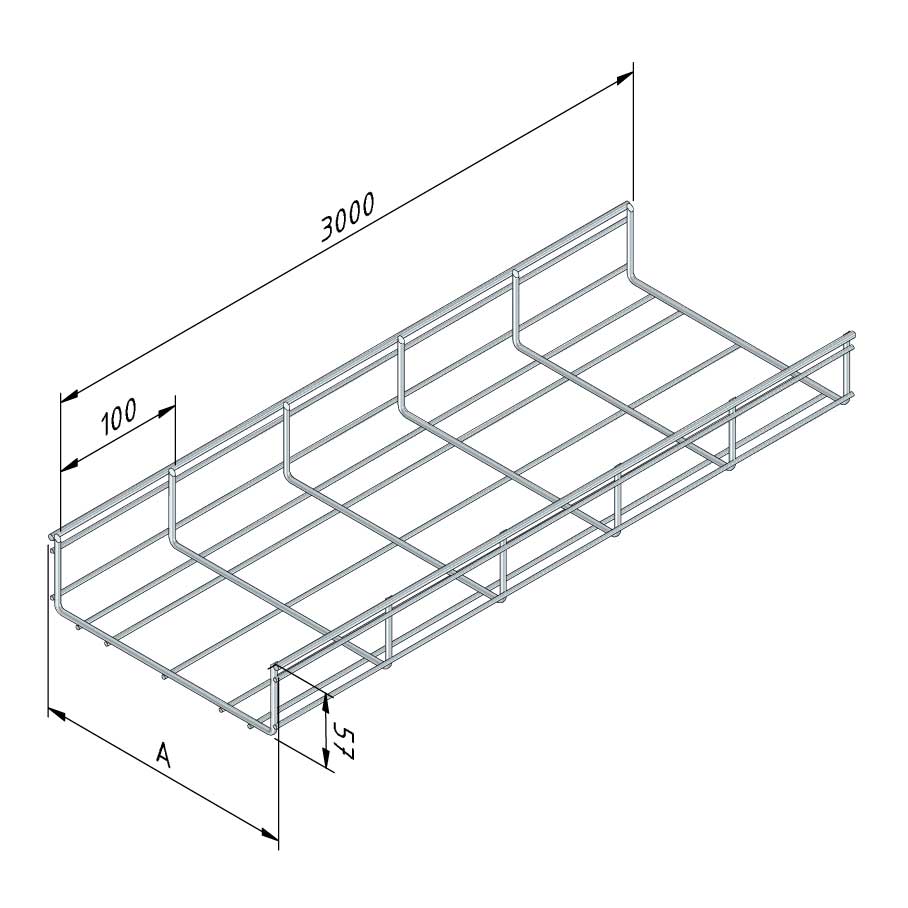
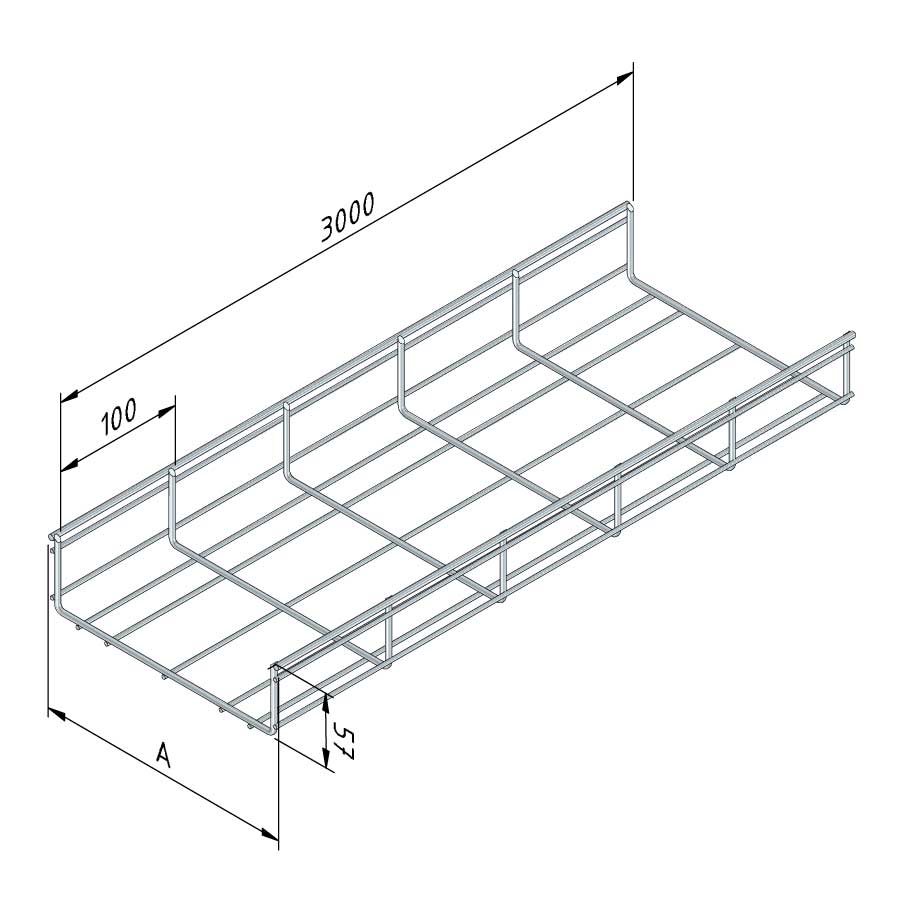
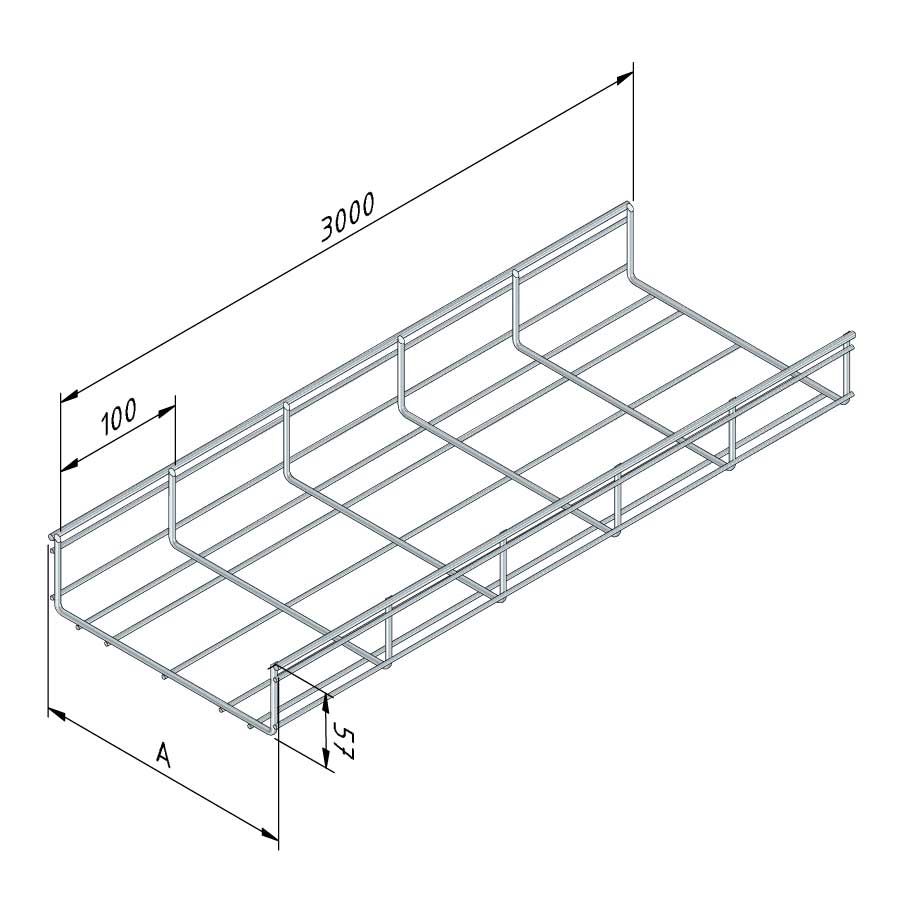
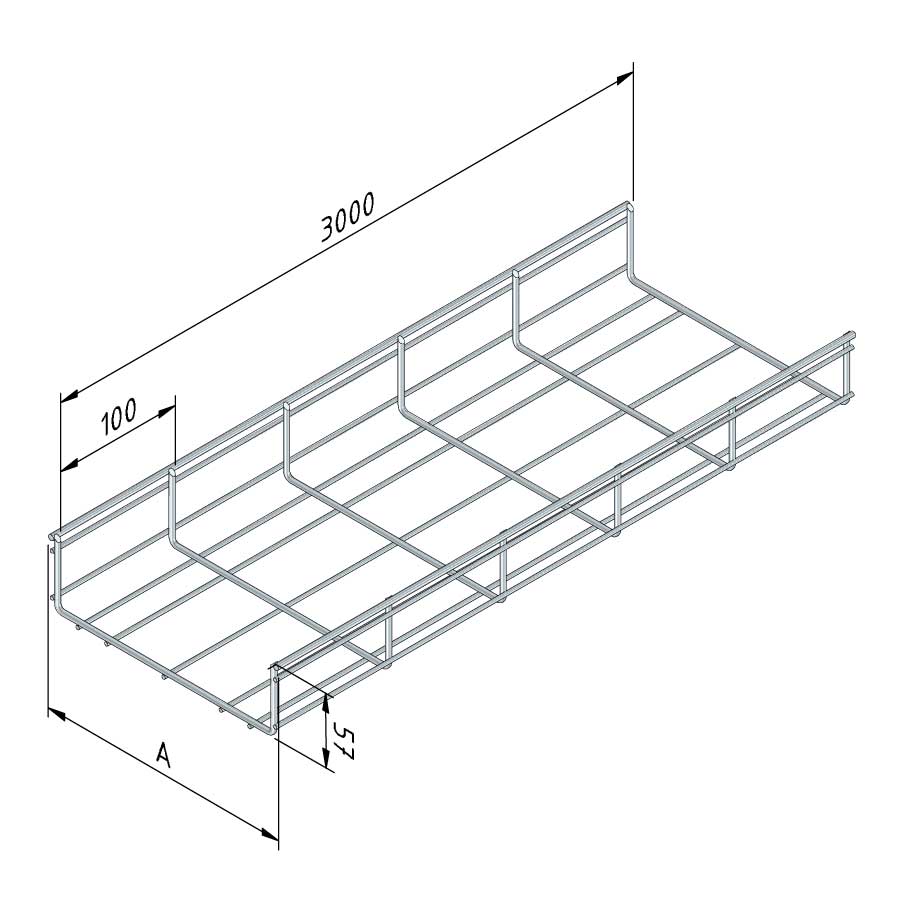
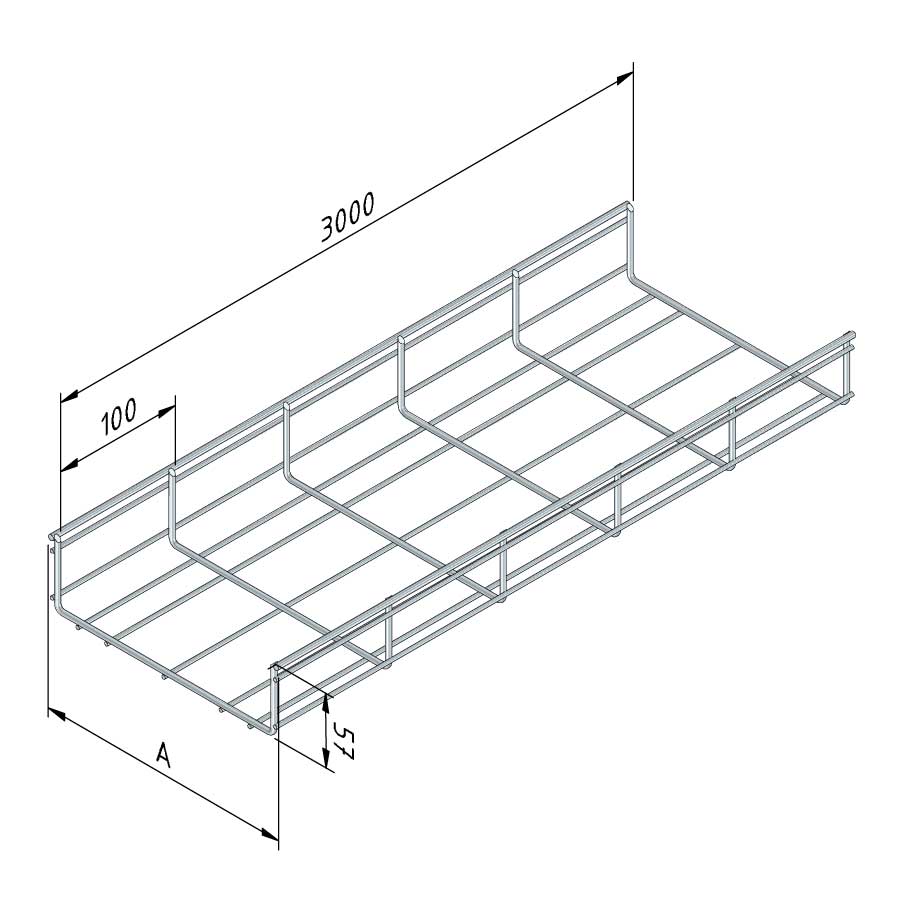
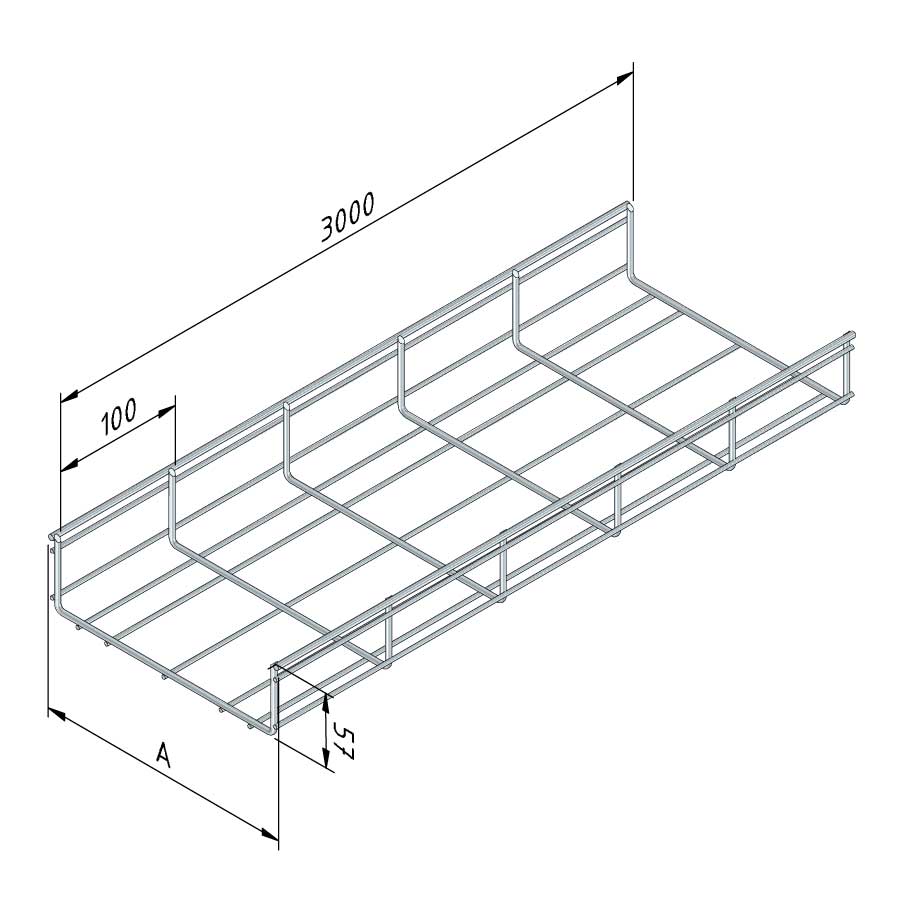
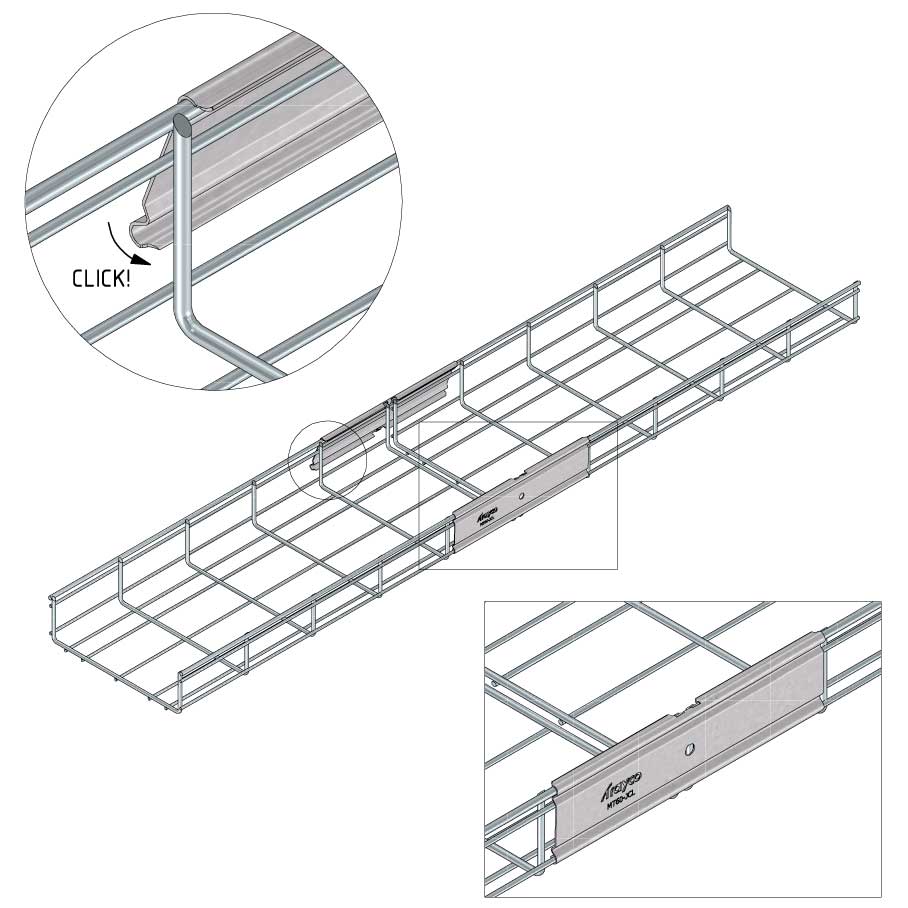
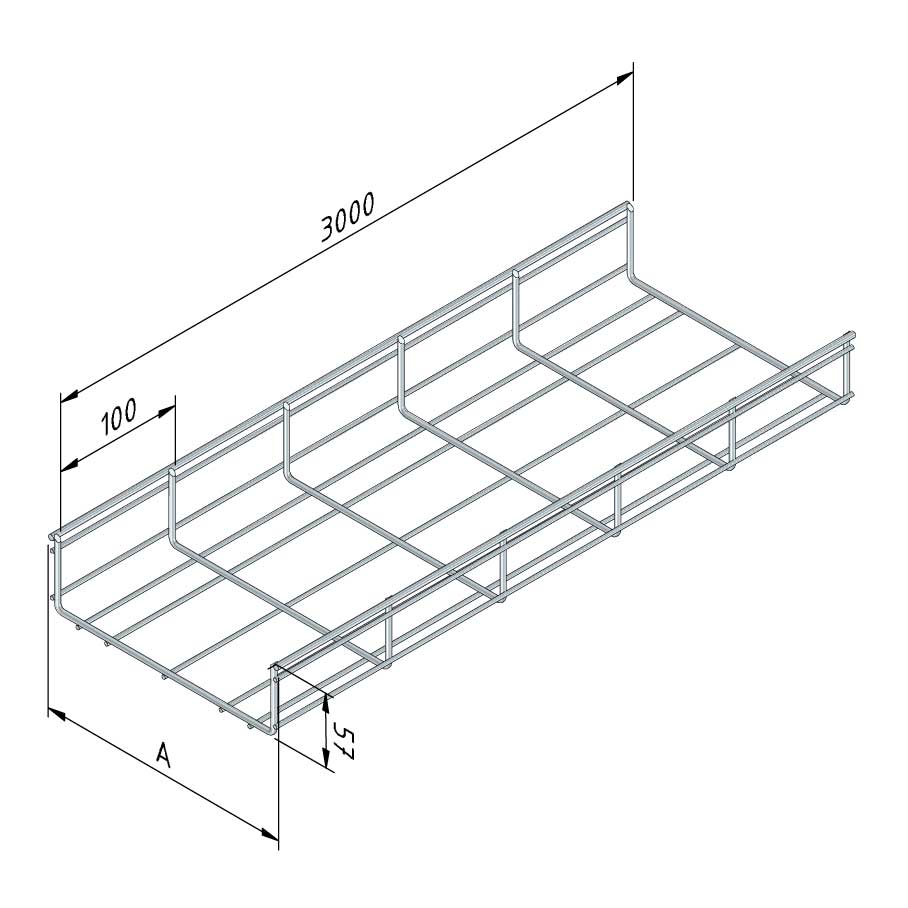
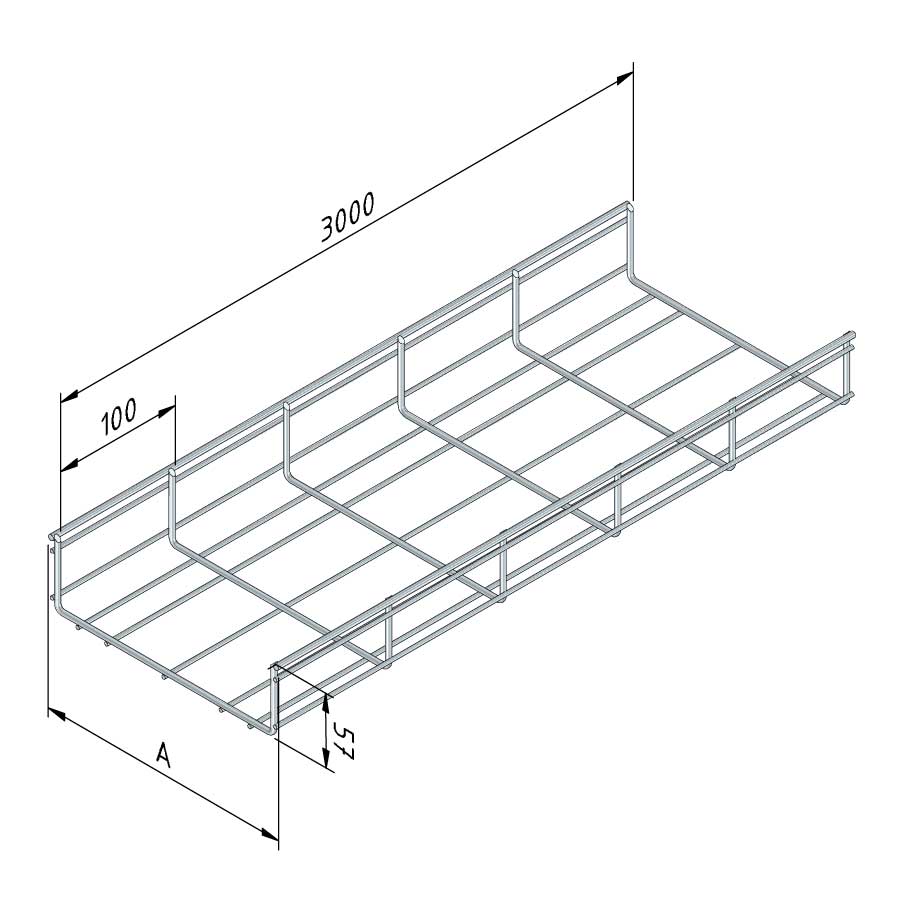
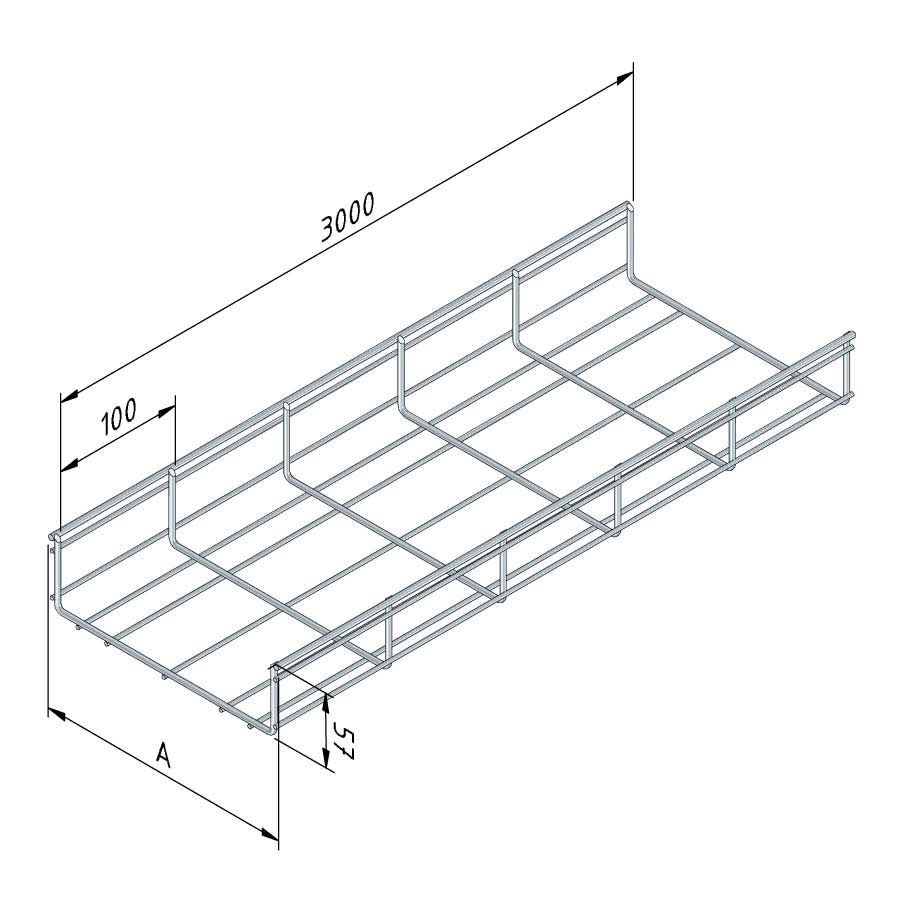
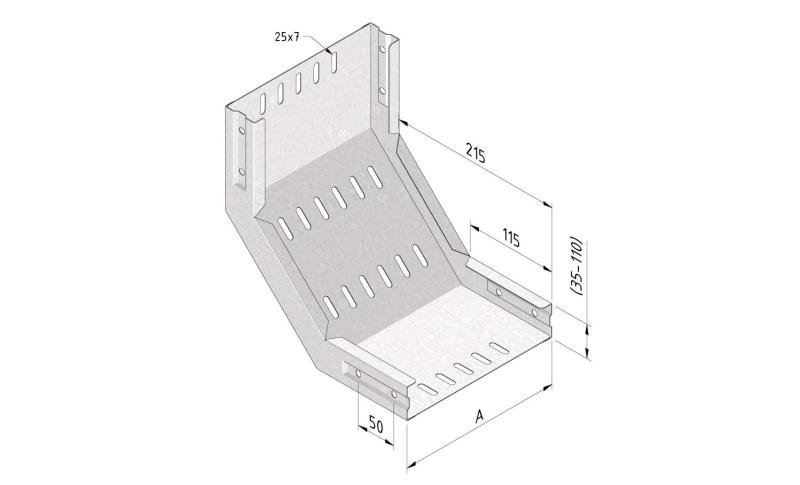
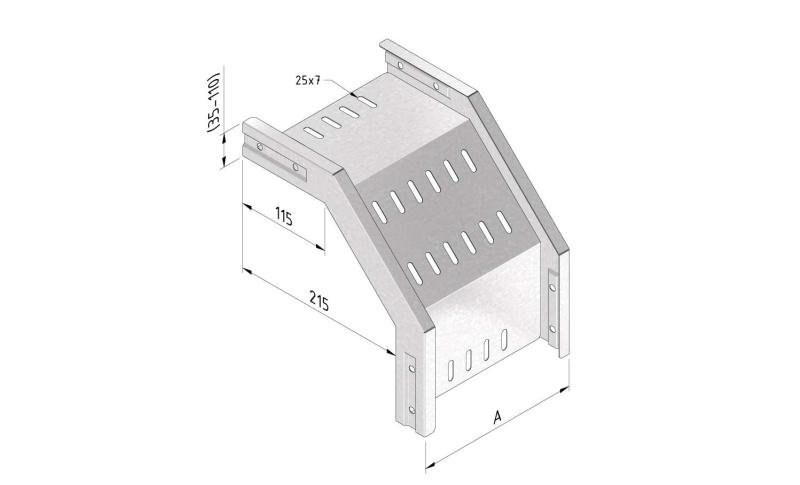
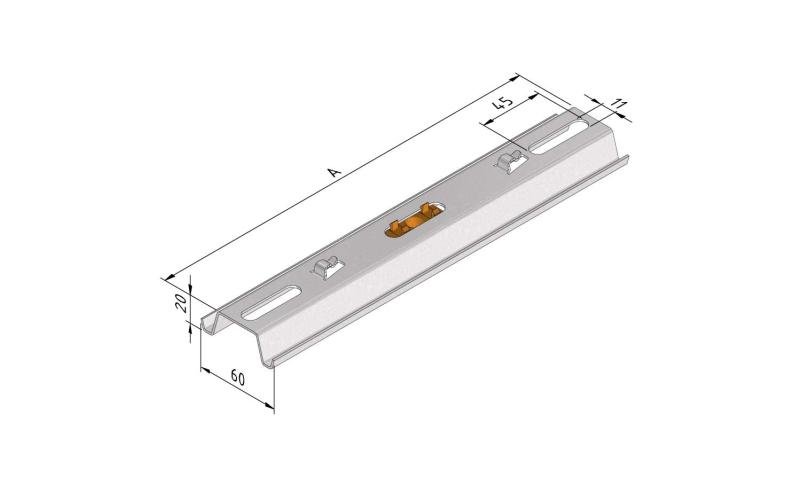
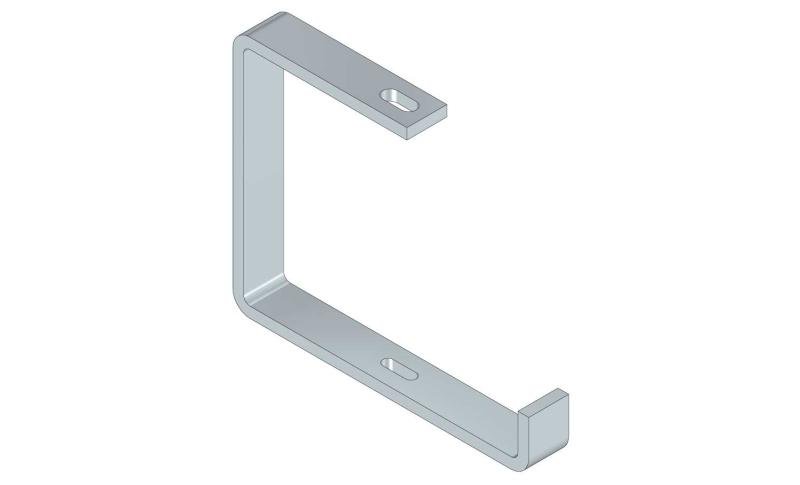
Chemin de câbles en treillis
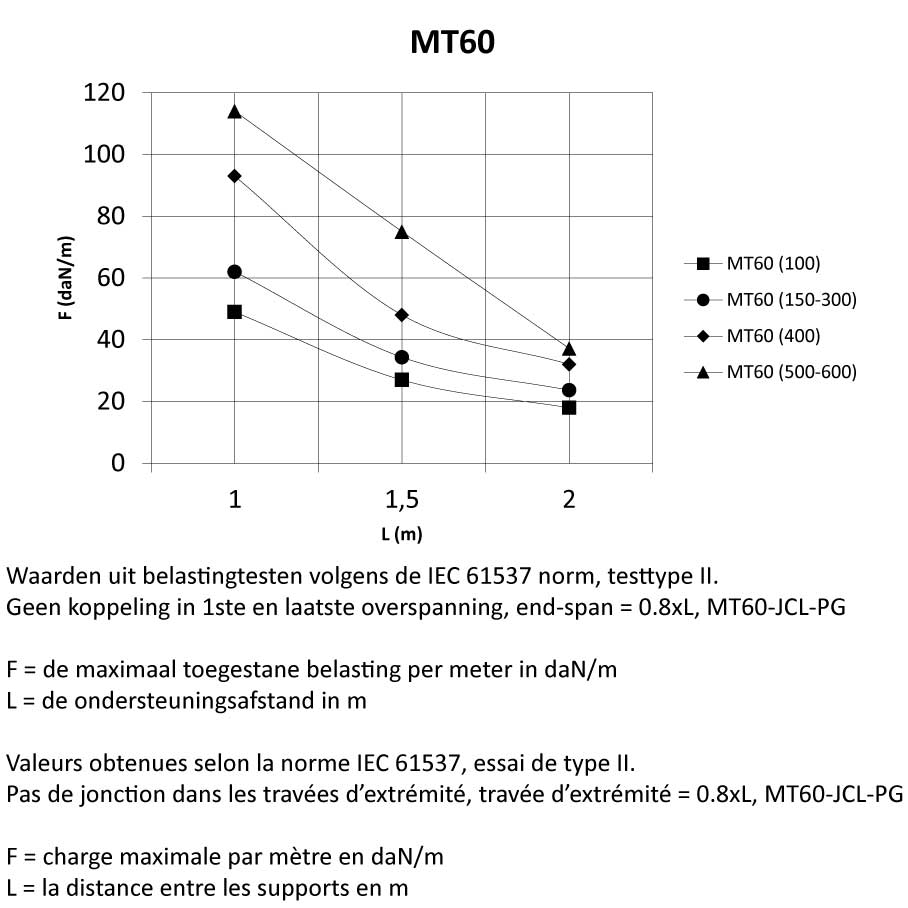
MT60


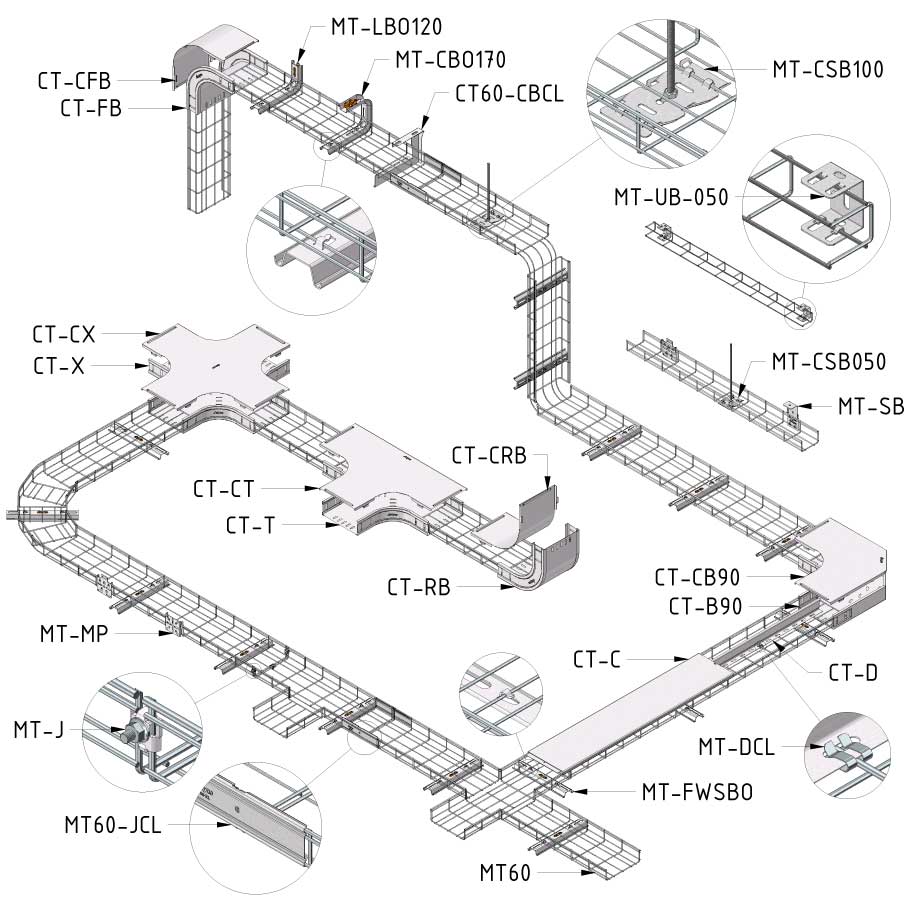
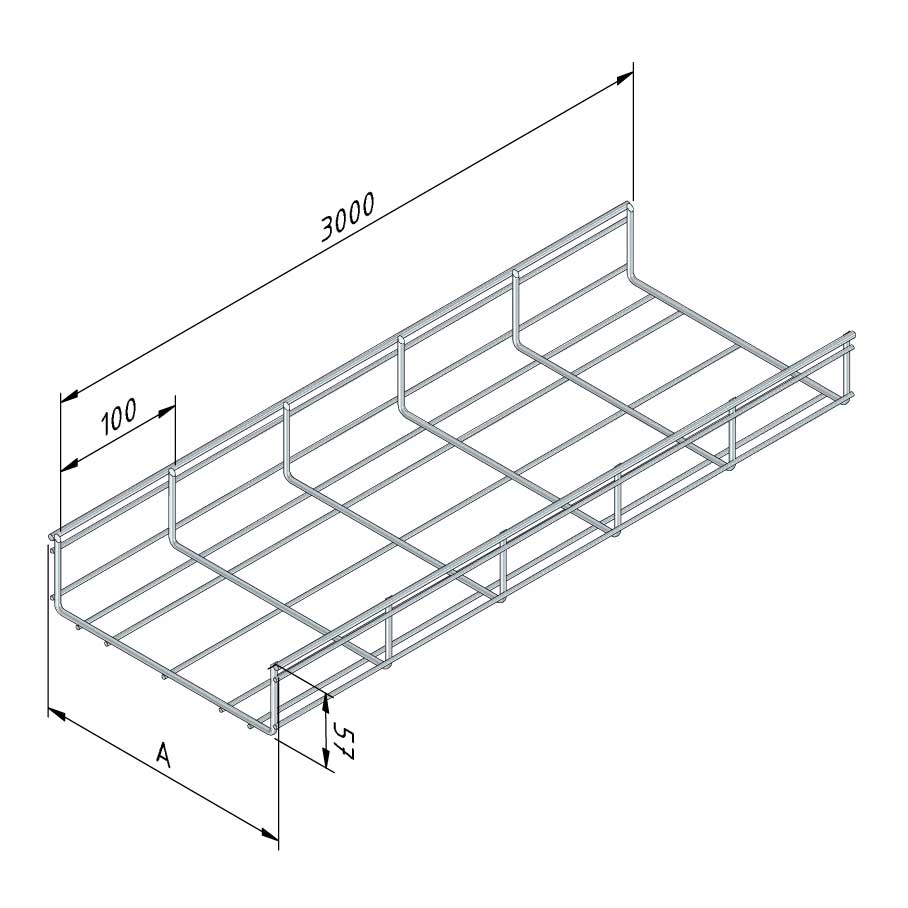
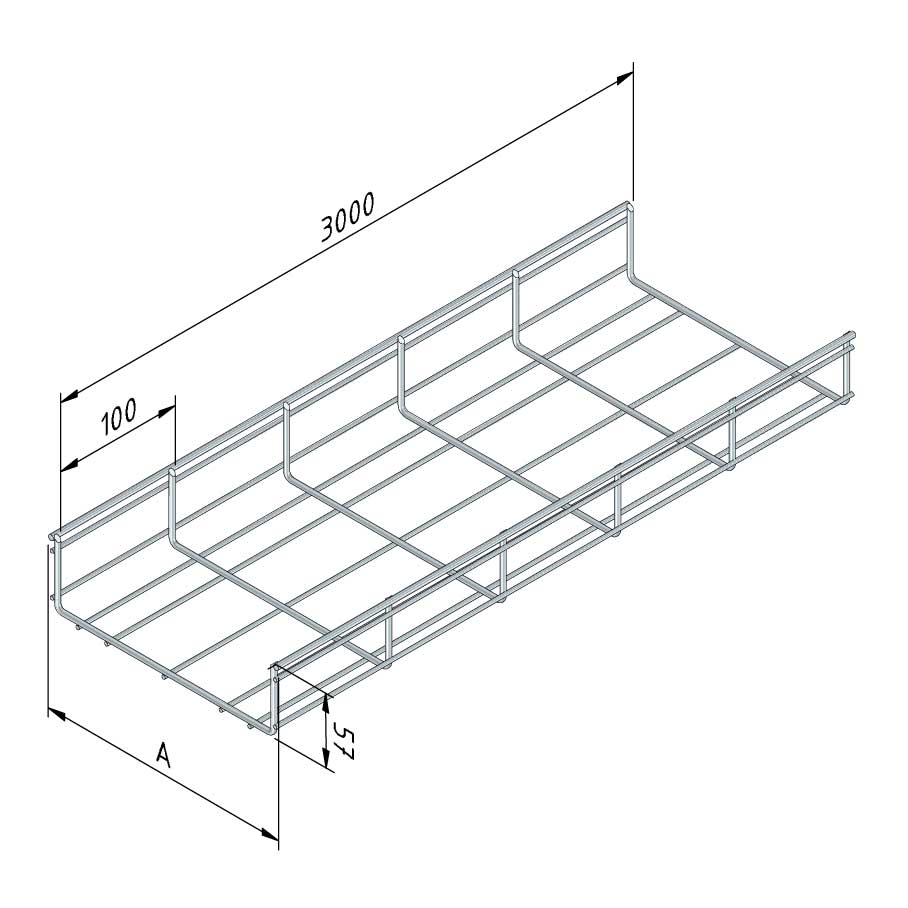
Chemin de câbles en treillis
MT60
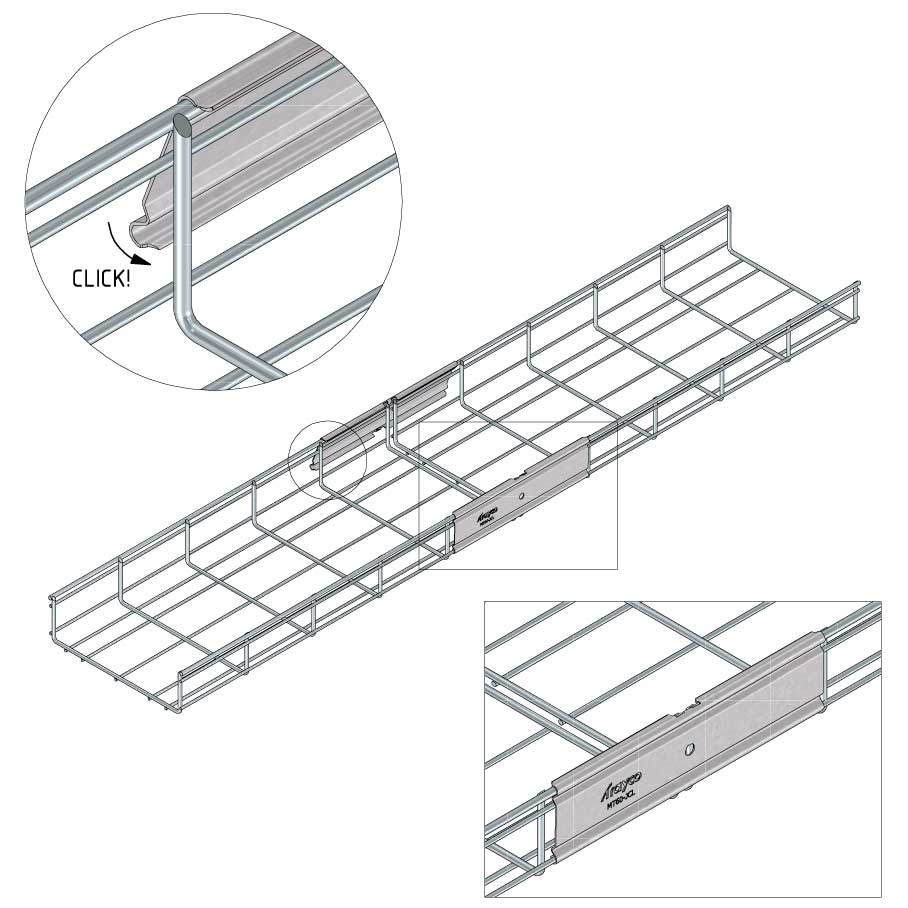
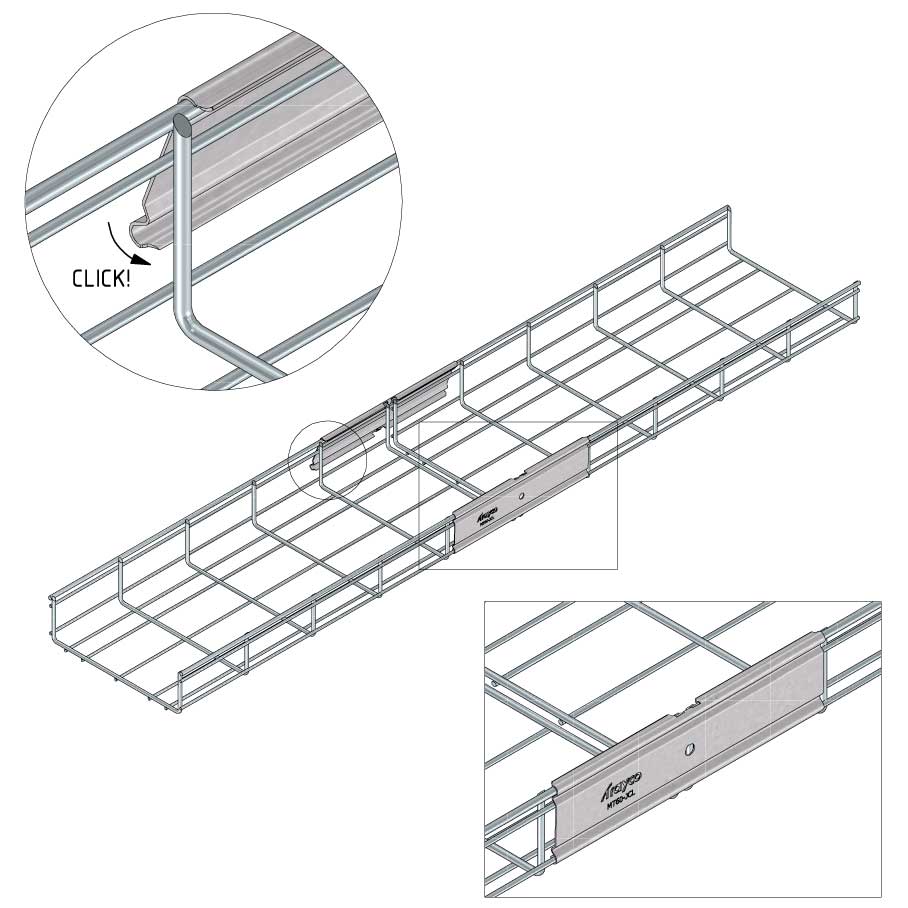
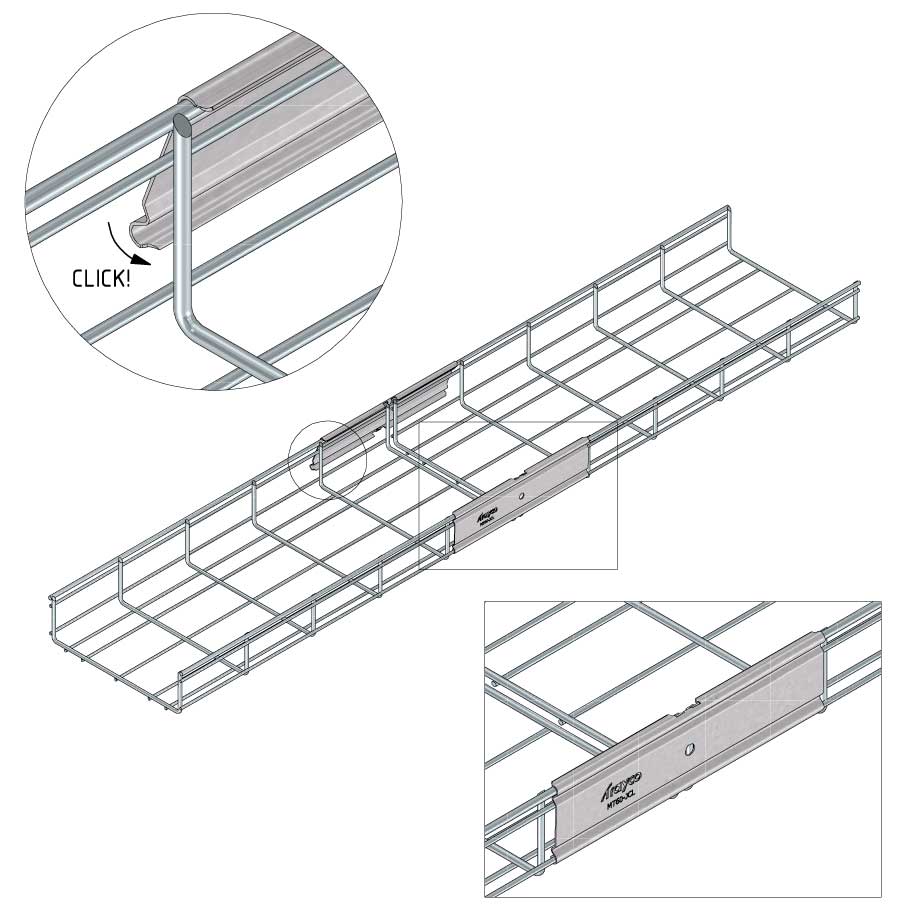
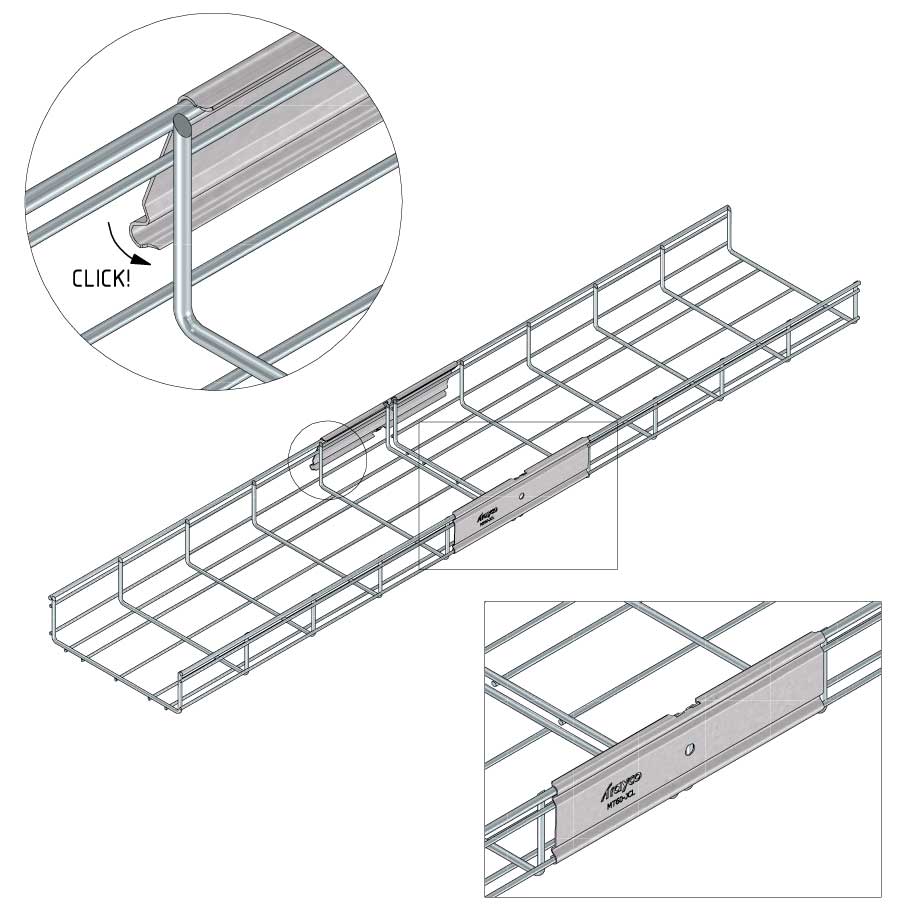
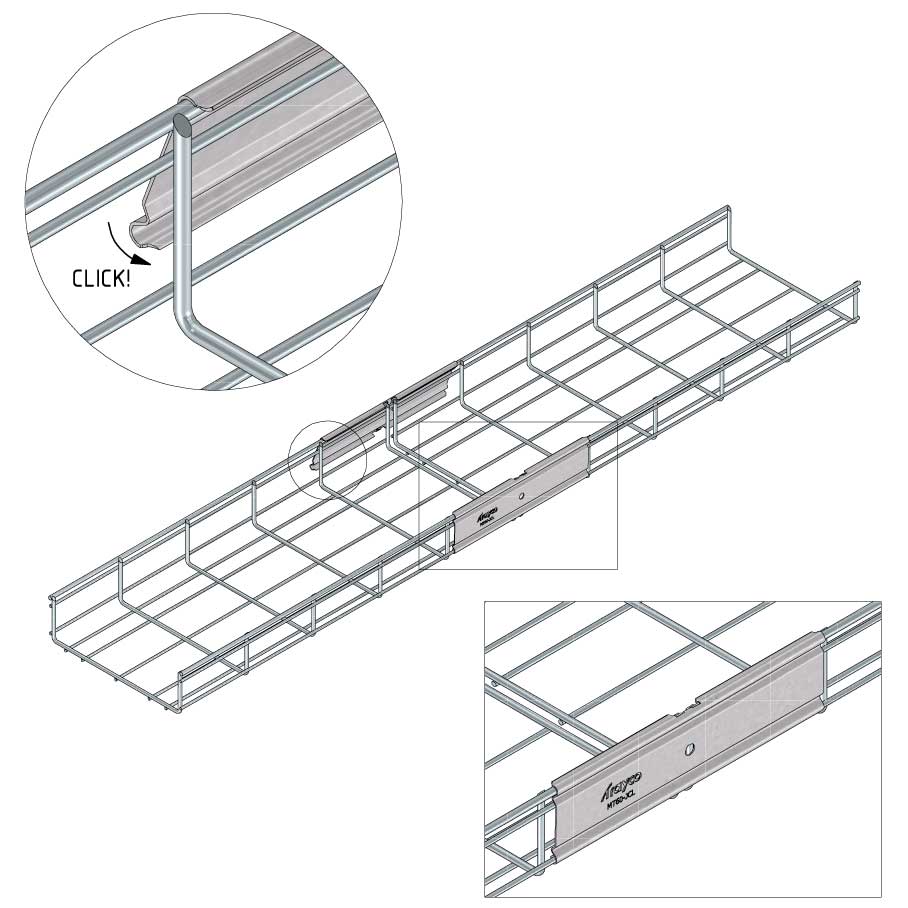
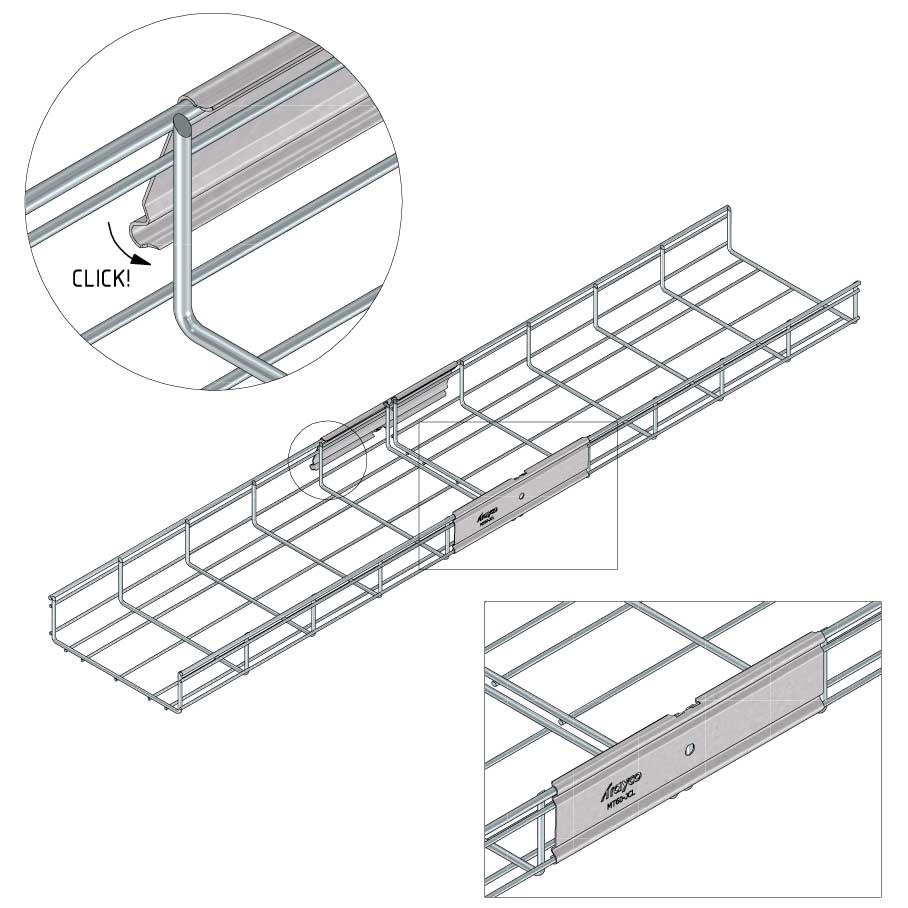
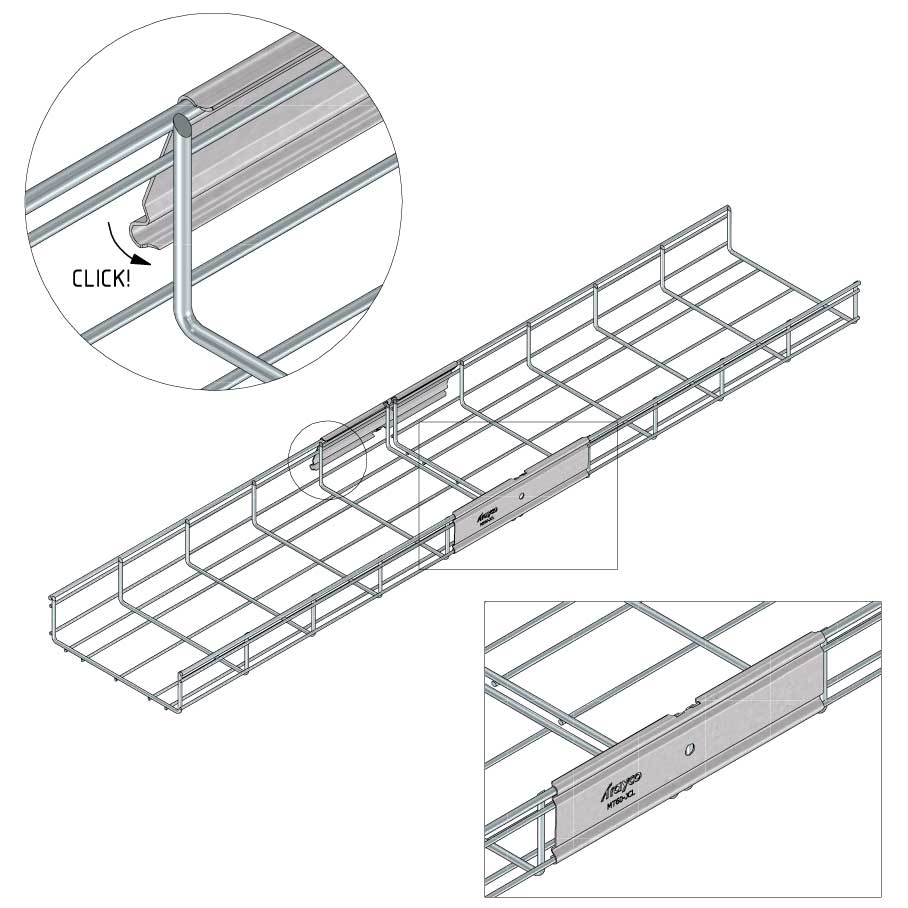
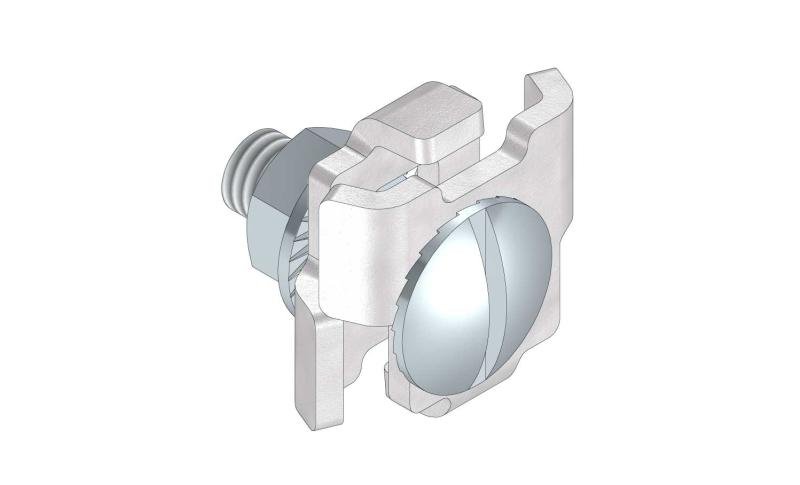
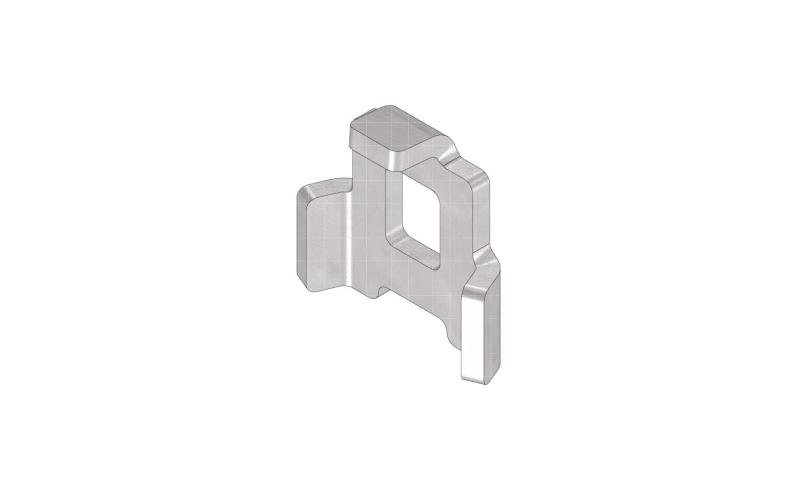
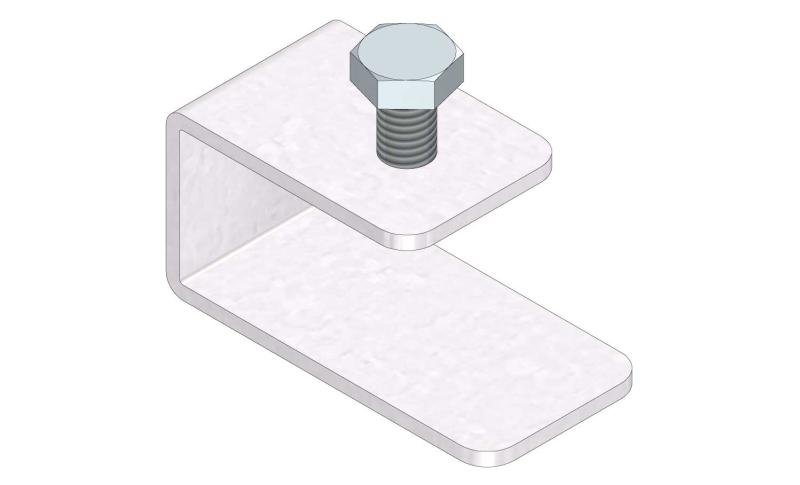
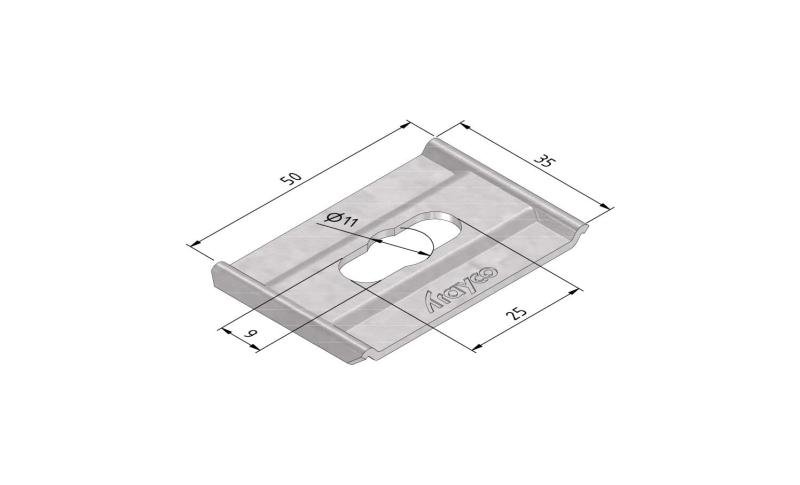
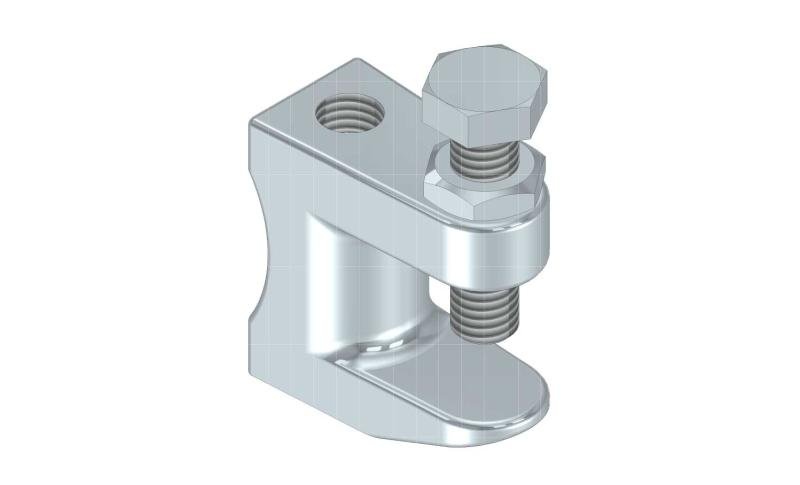
A fixer avec MT60-JCL
Finition thermolaquée disponible sur demande. Couleur RAL à confirmer sur votre commande.
| SKU | Code de l'article | Exécution | Dimension A | Surface utile (cm²) | Emballage | |||
|---|---|---|---|---|---|---|---|---|
|
|
12264 |
MT60-050-3EG |
EG
|
50
|
16.54
|
3
|
Default
|
|
|
|
10353 |
MT60-100-3EG |
EG
|
100
|
43.67
|
3
|
Default
|
|
|
|
10358 |
MT60-150-3EG |
EG
|
150
|
70.79
|
3
|
Default
|
|
|
|
10359 |
MT60-200-3EG |
EG
|
200
|
97.92
|
3
|
Default
|
|
|
|
10360 |
MT60-300-3EG |
EG
|
300
|
152.17
|
3
|
Default
|
|
|
|
10361 |
MT60-400-3EG |
EG
|
400
|
206.42
|
3
|
Default
|
|
|
|
10347 |
MT60-500-3EG |
EG
|
500
|
260.67
|
3
|
Default
|
|
|
|
10348 |
MT60-600-3EG |
EG
|
600
|
314.92
|
3
|
Default
|
|
|
|
12265 |
MT60-050-3DG |
DG
|
50
|
16.54
|
3
|
|
|
|
|
10577 |
MT60-100-3DG |
DG
|
100
|
43.67
|
3
|
|
|
|
|
10582 |
MT60-150-3DG |
DG
|
150
|
70.79
|
3
|
|
|
|
|
10583 |
MT60-200-3DG |
DG
|
200
|
97.92
|
3
|
|
|
|
|
10584 |
MT60-300-3DG |
DG
|
300
|
152.17
|
3
|
|
|
|
|
10585 |
MT60-400-3DG |
DG
|
400
|
206.42
|
3
|
|
|
|
|
10572 |
MT60-500-3DG |
DG
|
500
|
260.67
|
3
|
|
|
|
|
10573 |
MT60-600-3DG |
DG
|
600
|
314.92
|
3
|
|
|
|
|
20340 |
MT60-500-3UG |
UG
|
500
|
260.67
|
3
|
|
|
|
|
20341 |
MT60-600-3UG |
UG
|
600
|
314.92
|
3
|
|
|



















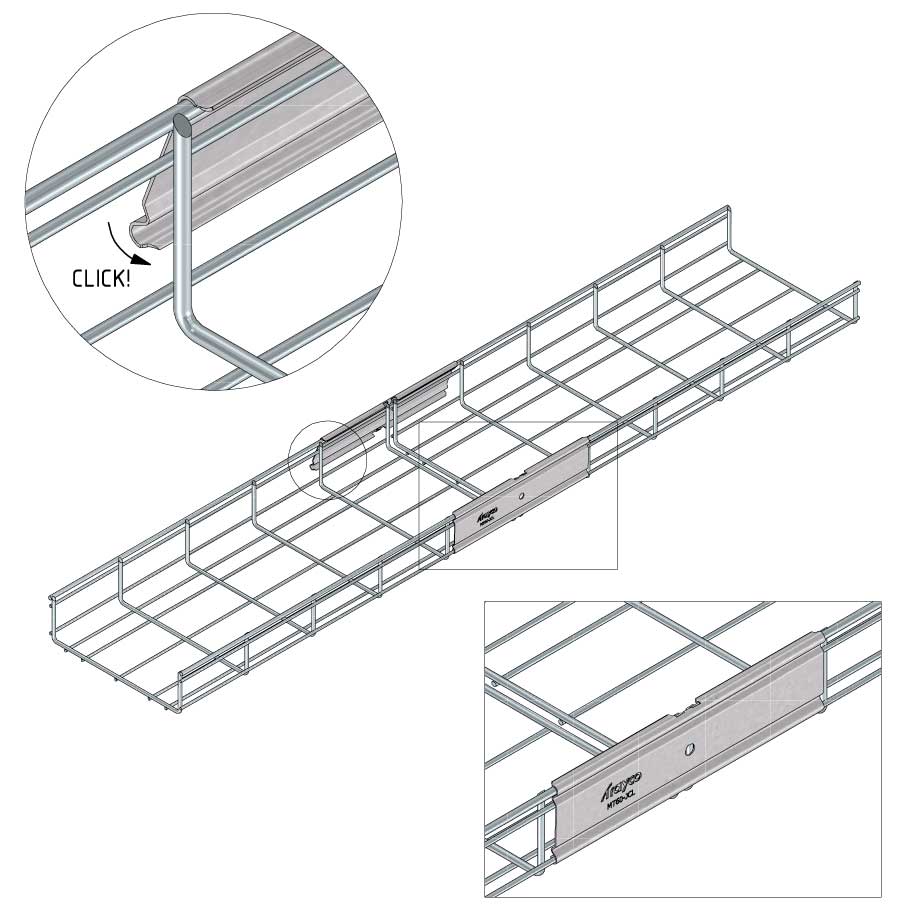











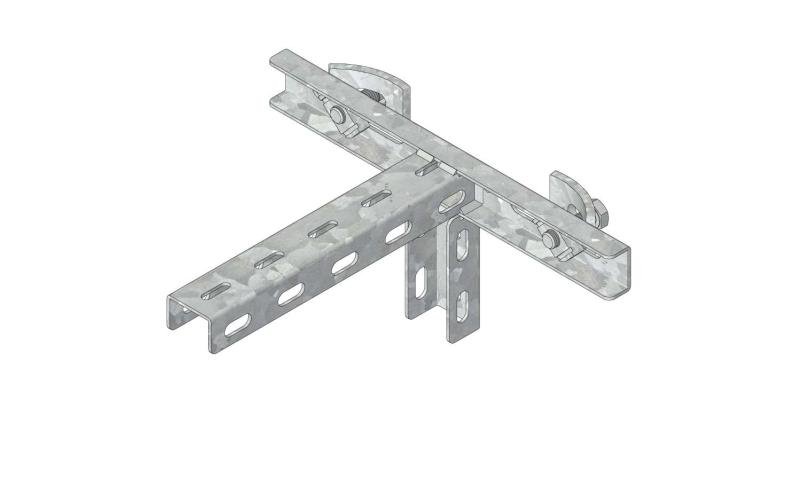
Assemblée
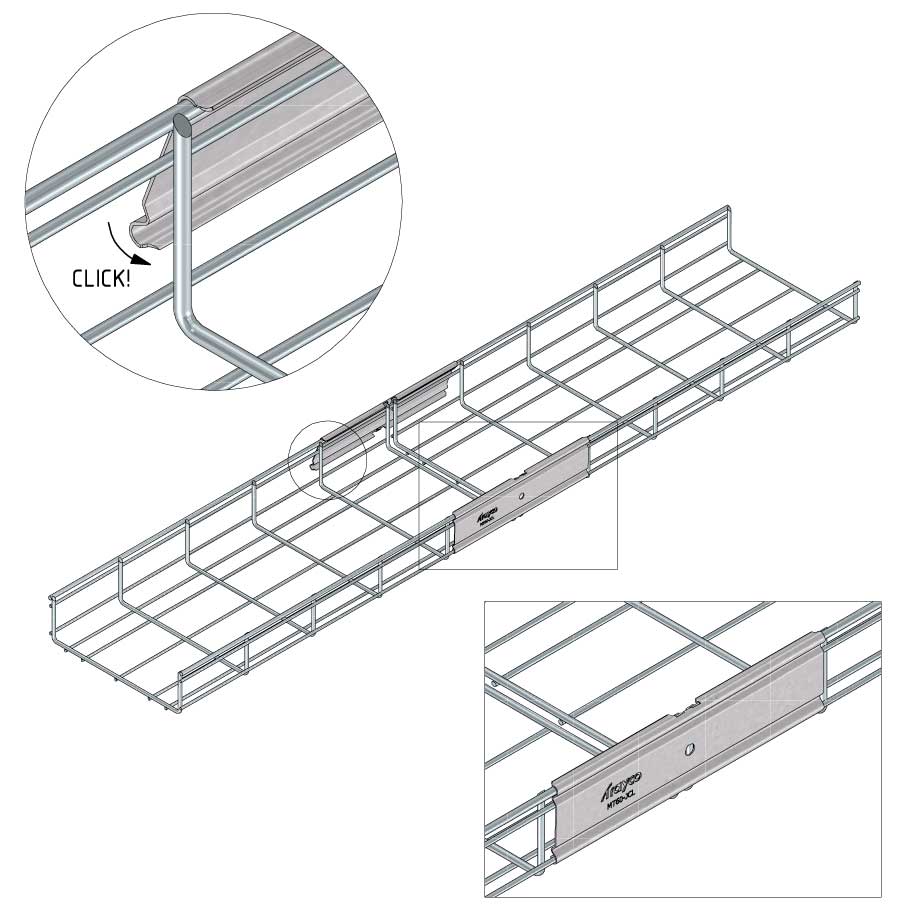
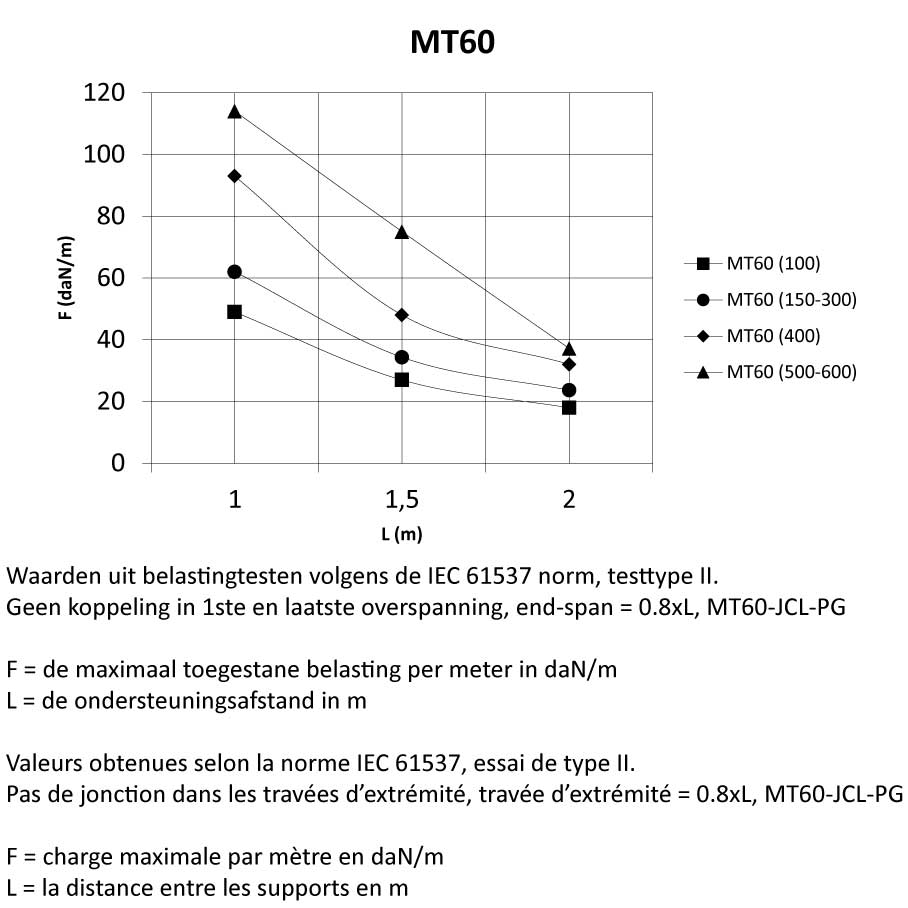
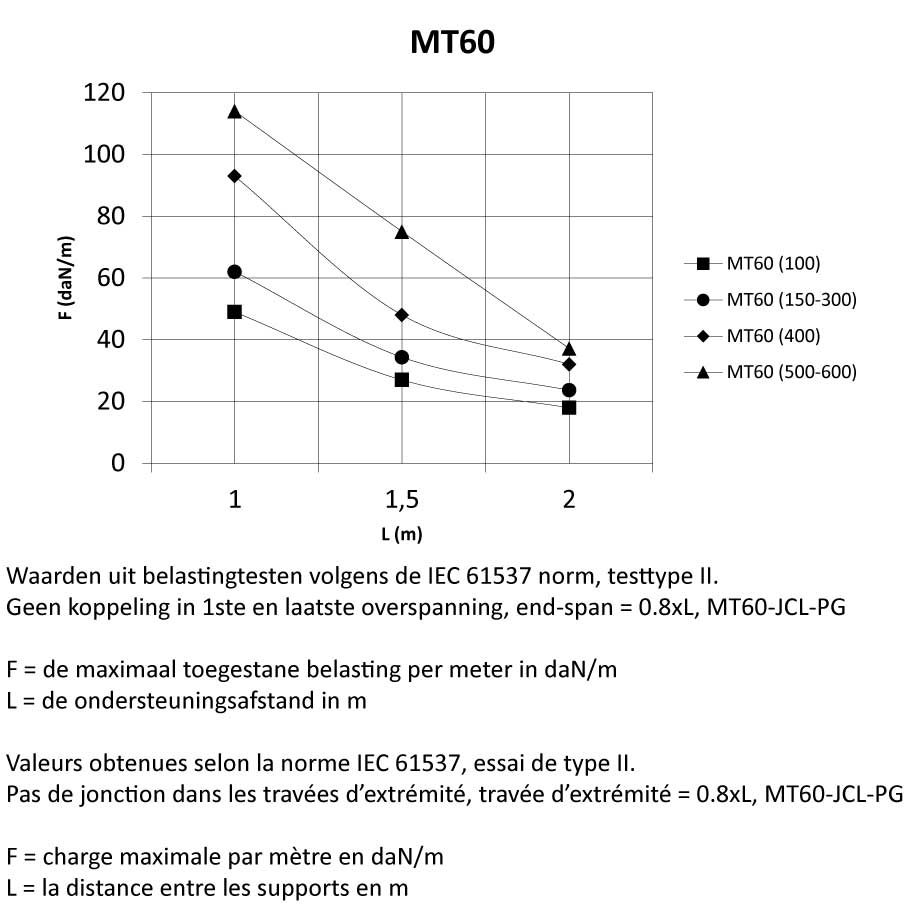
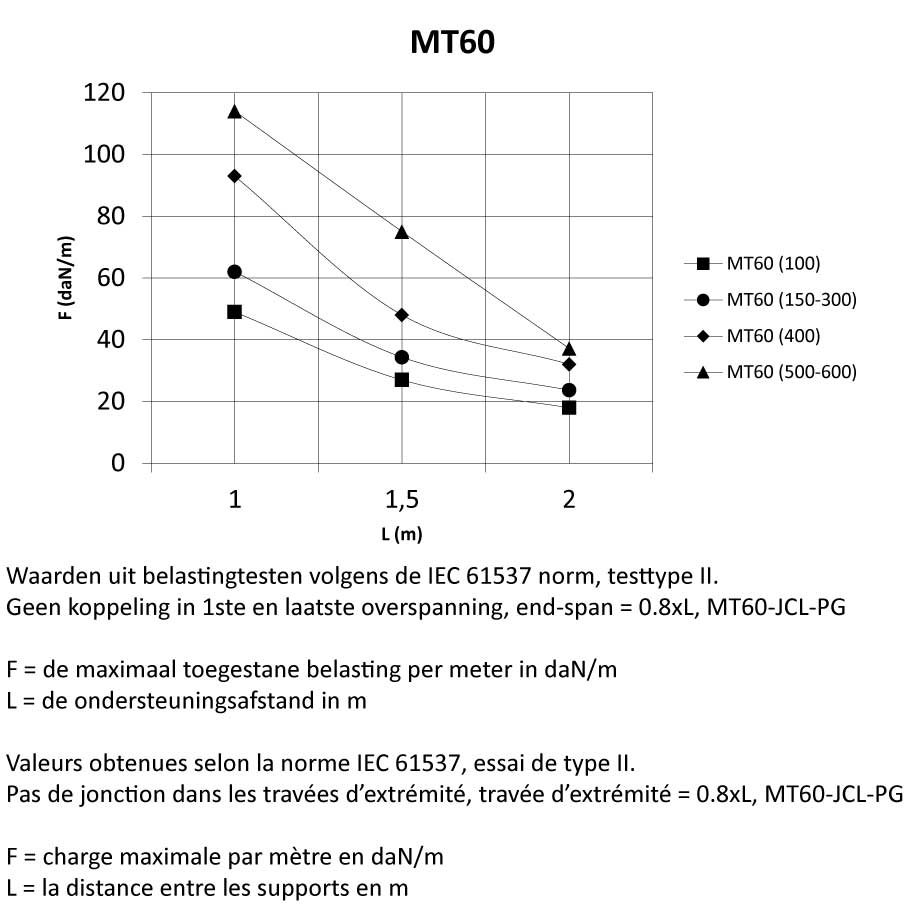
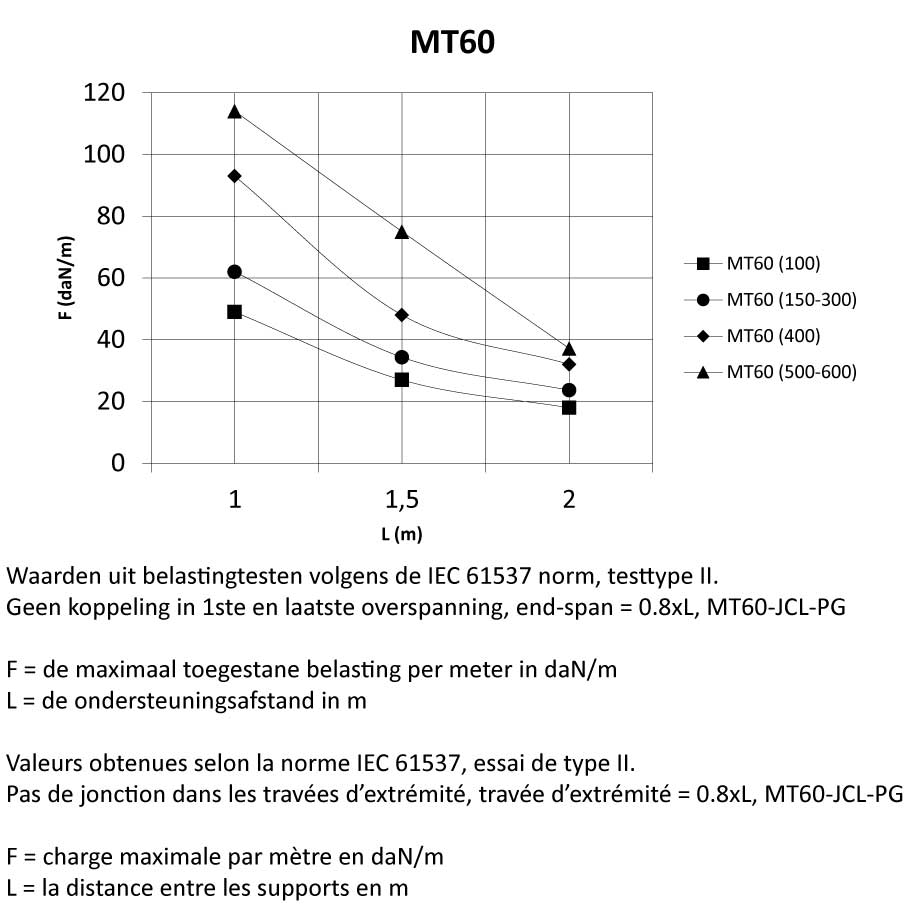
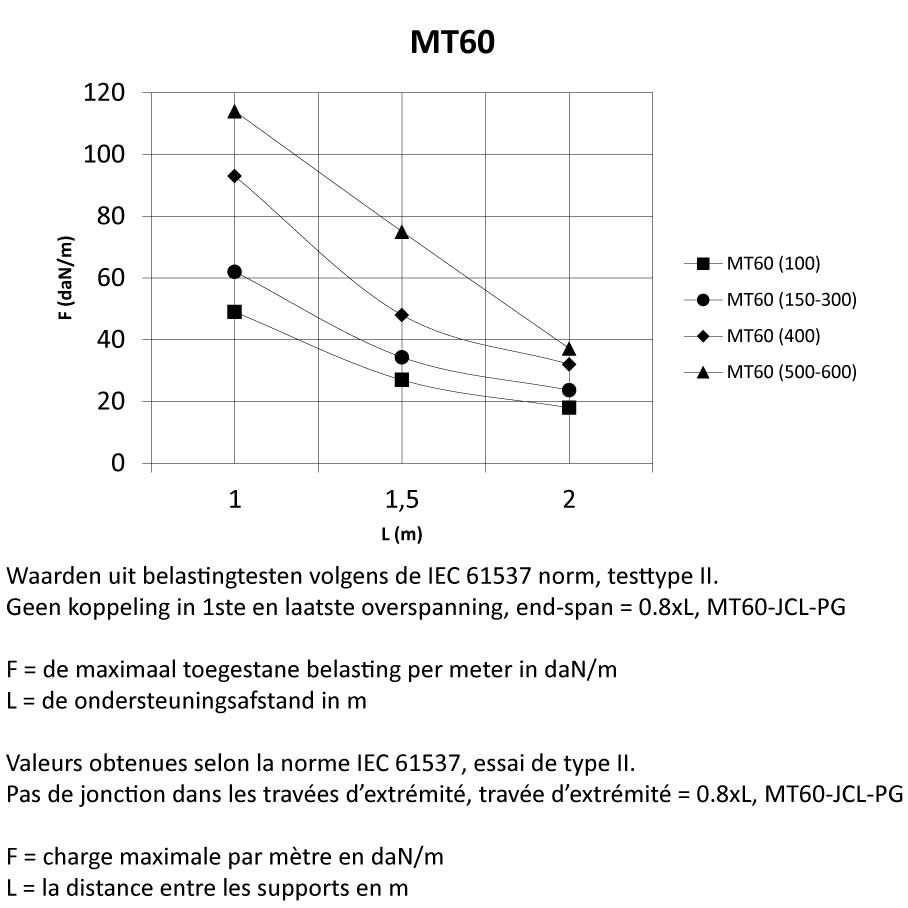
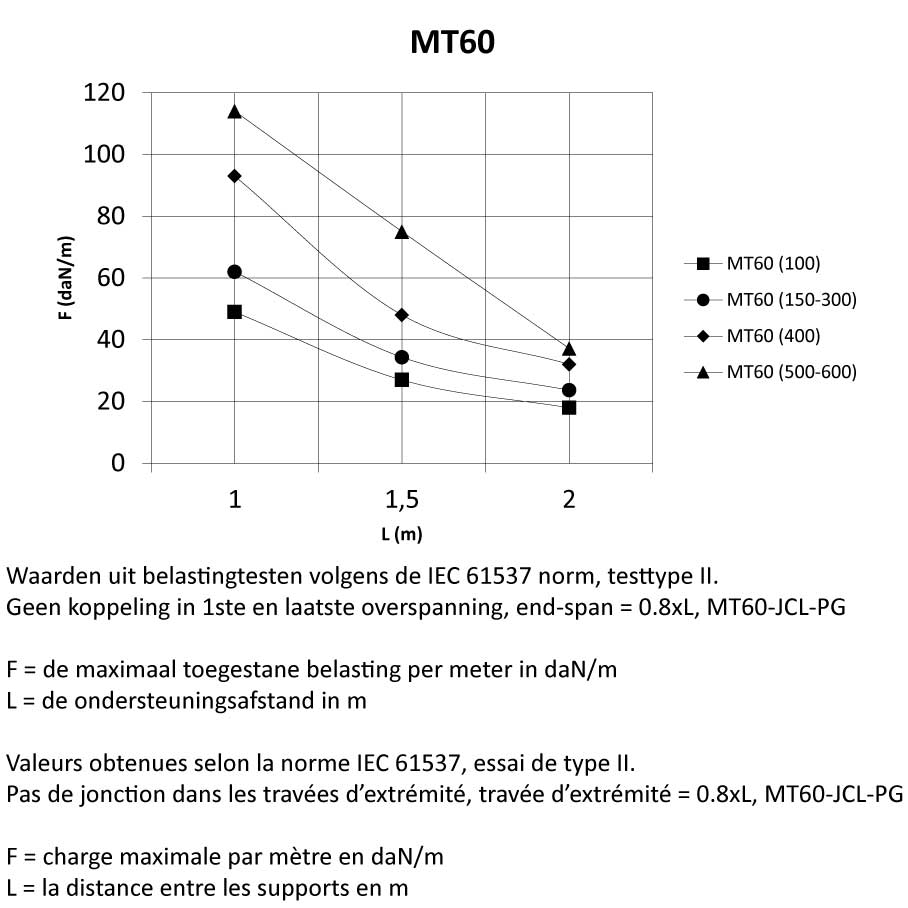
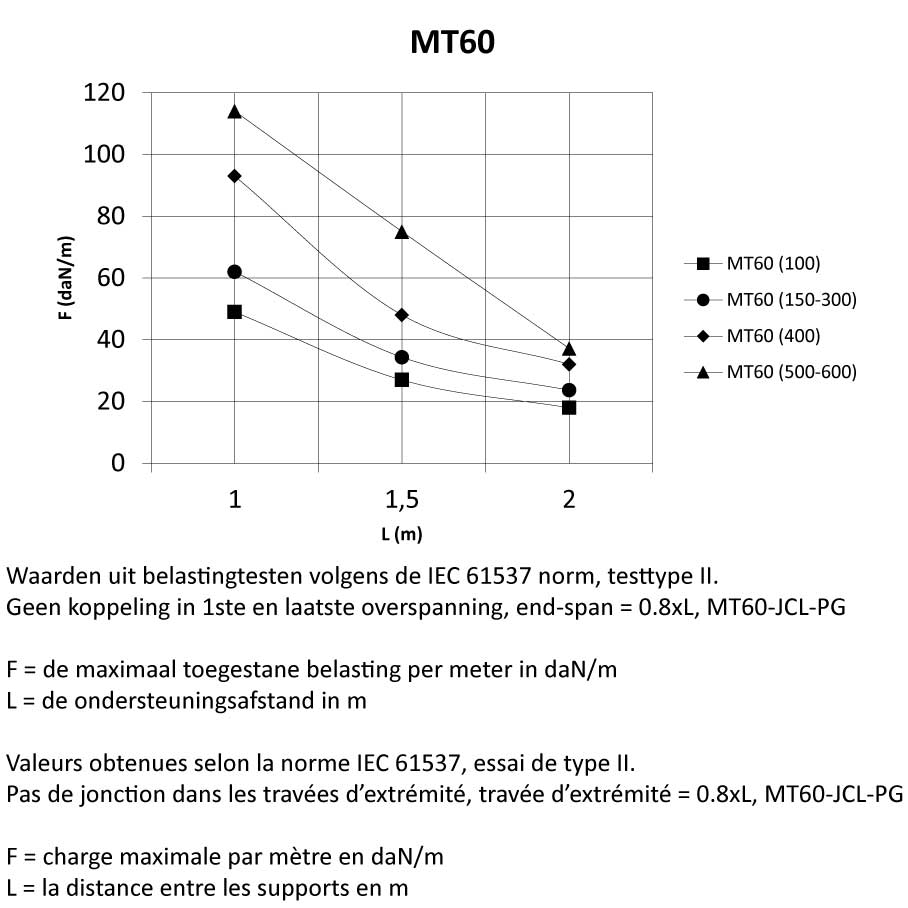
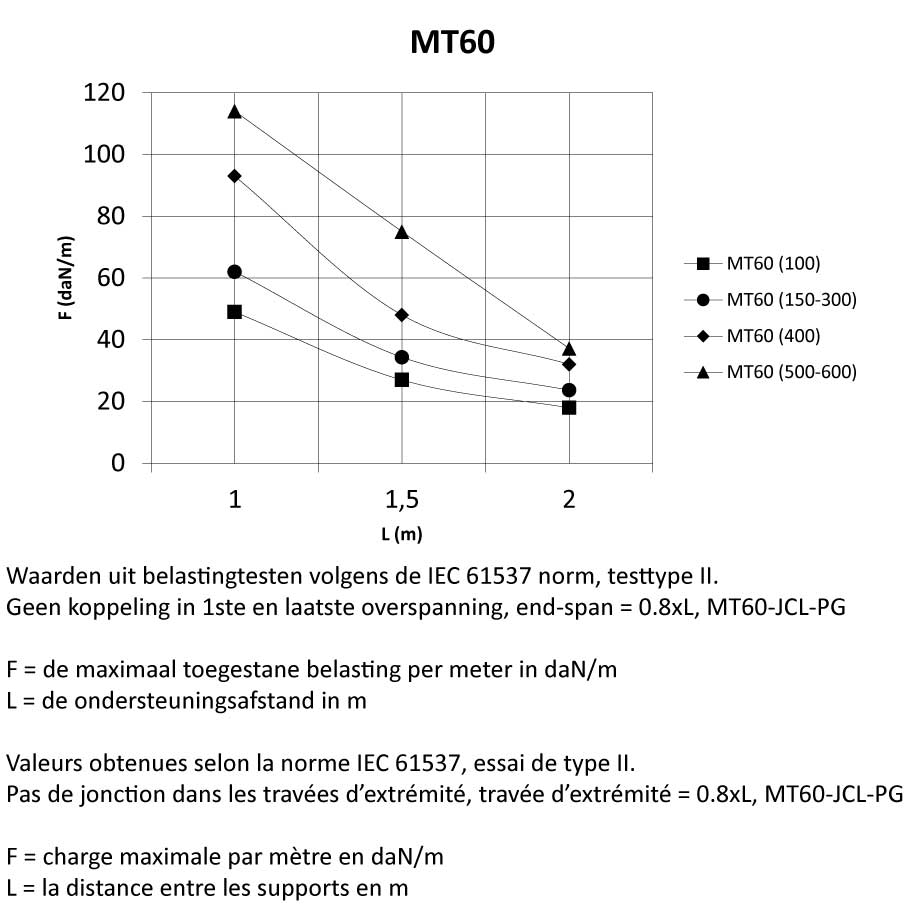
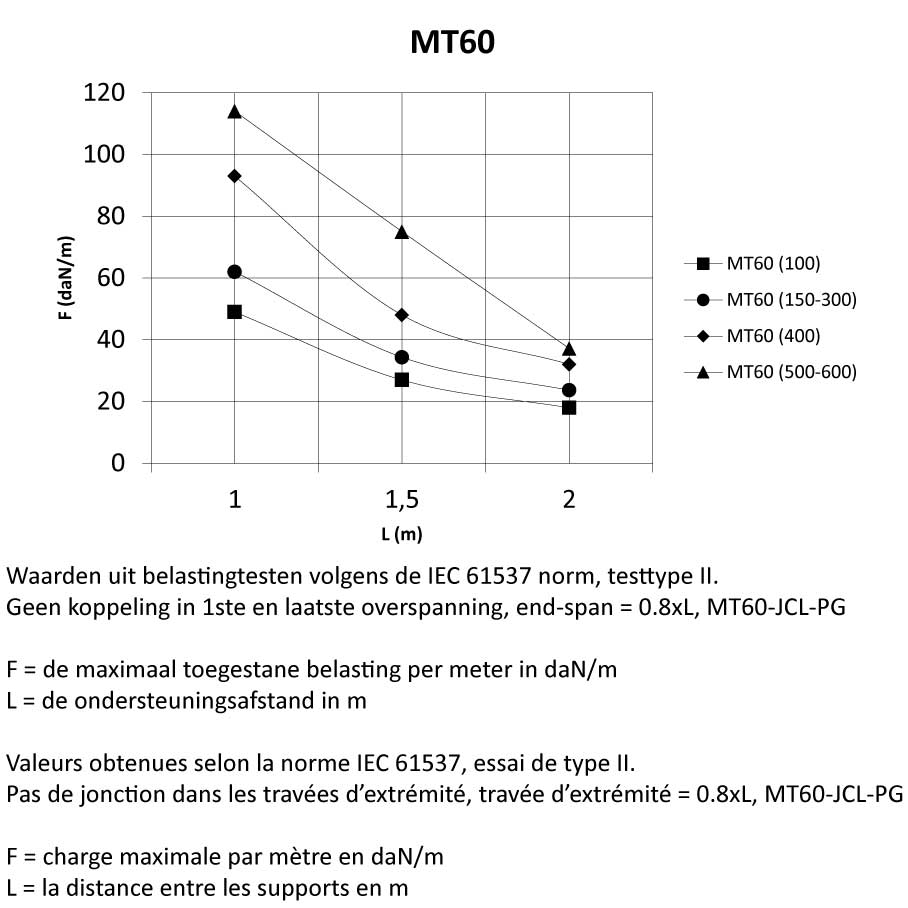
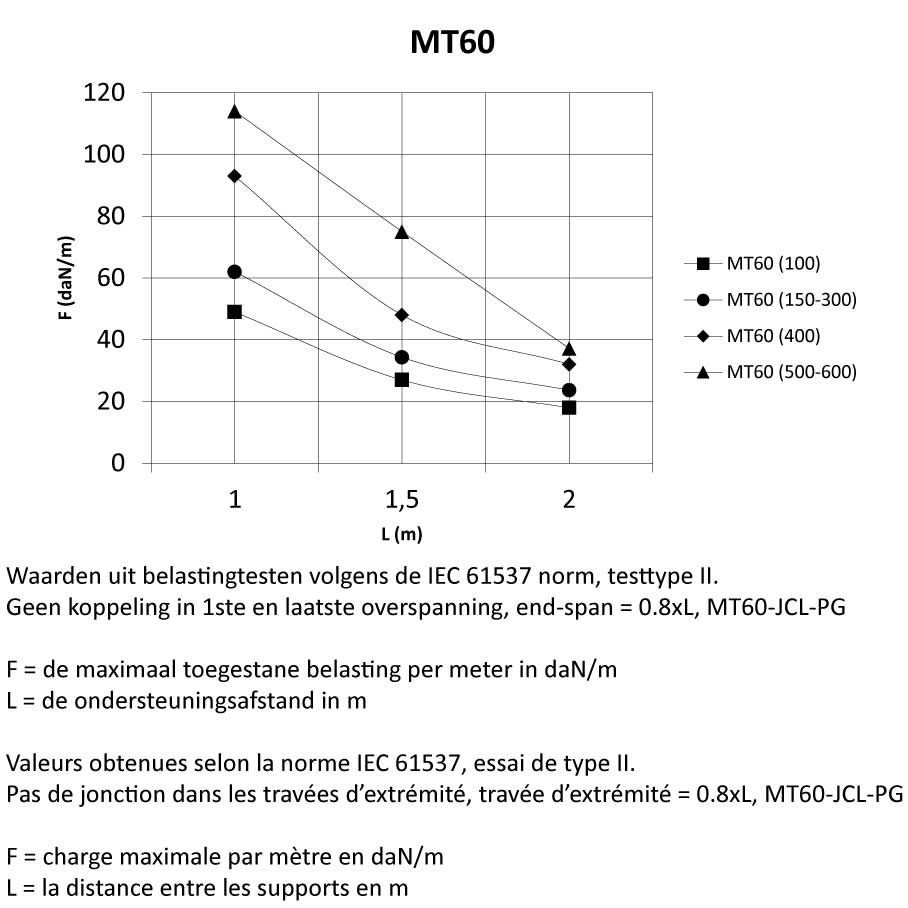
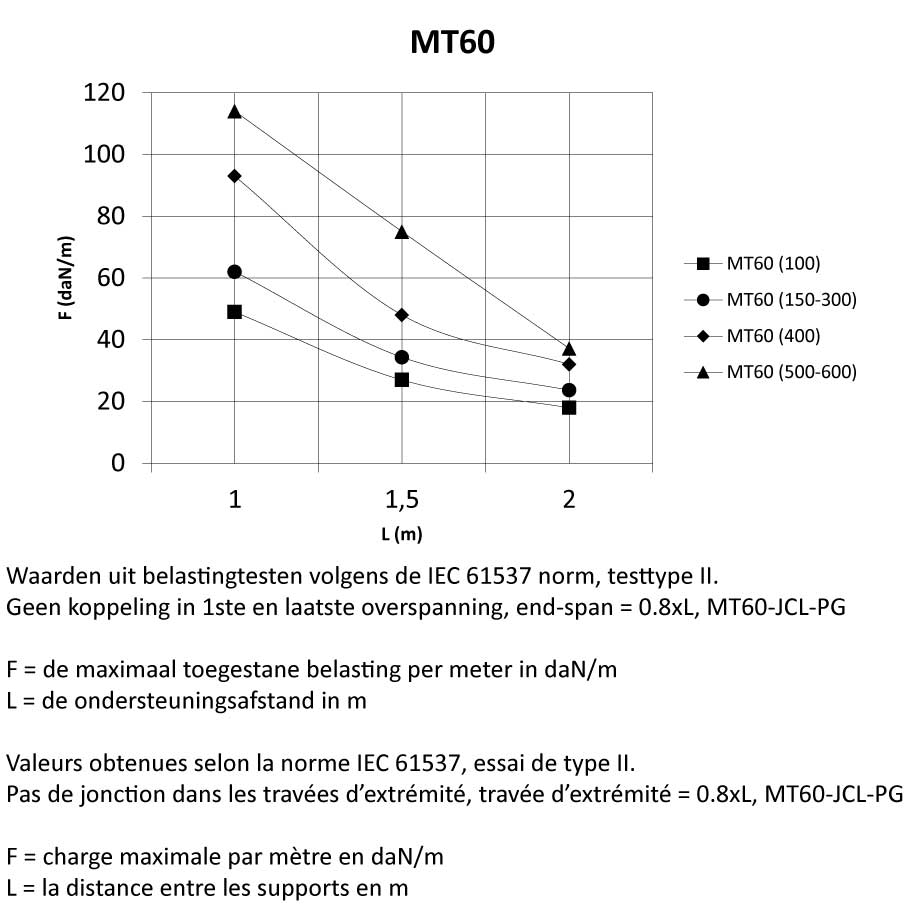
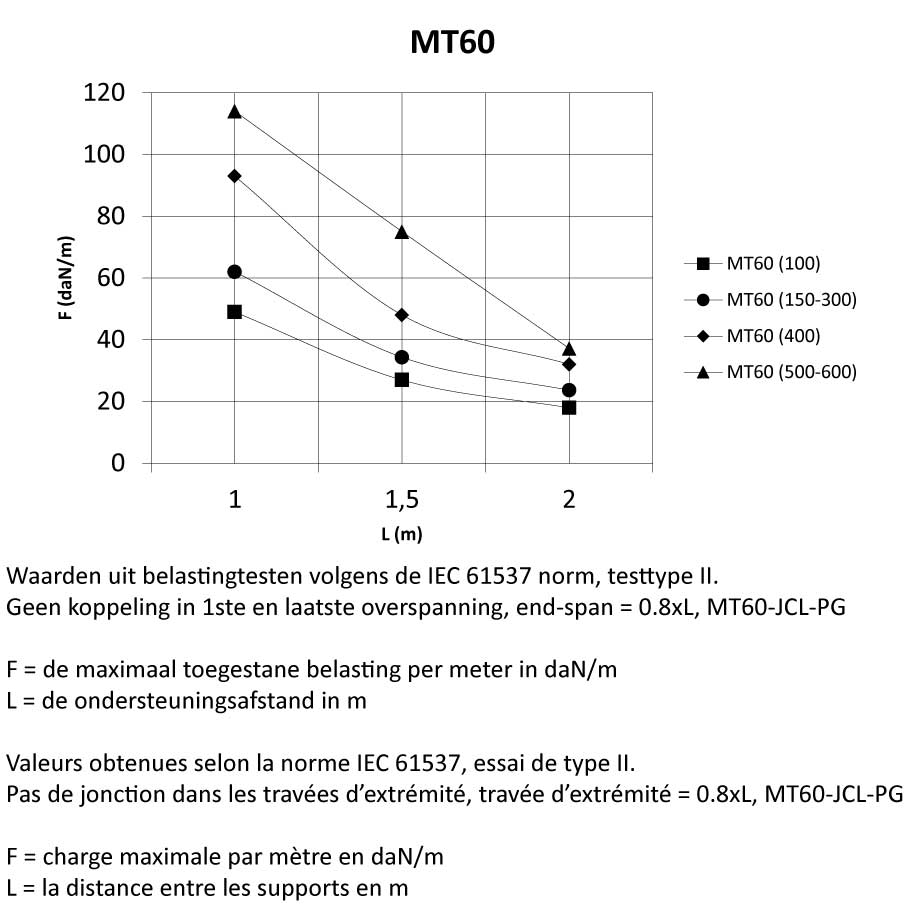
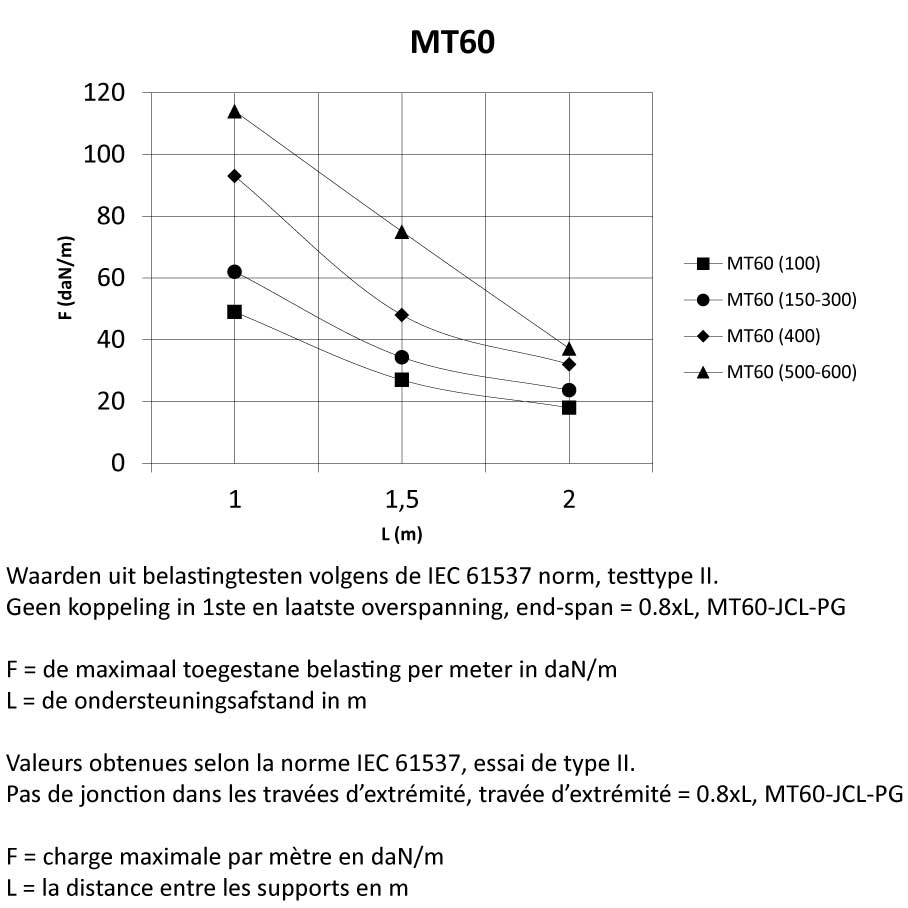
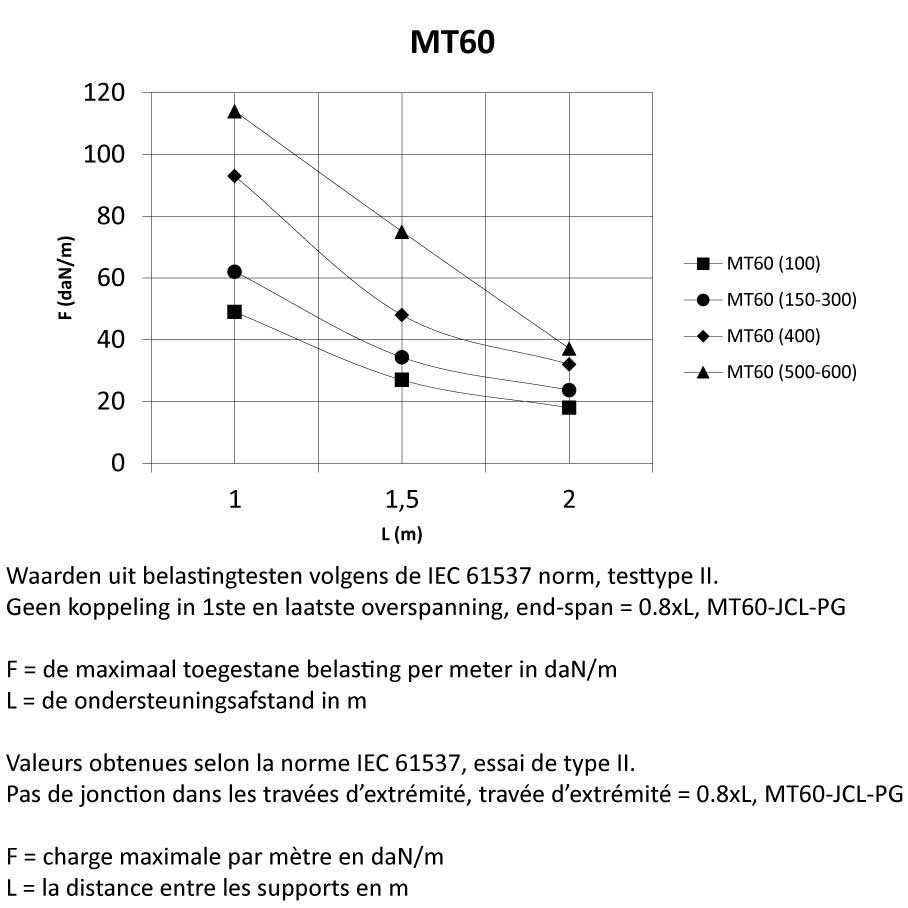
Diagramme de charge







































{kind=link}