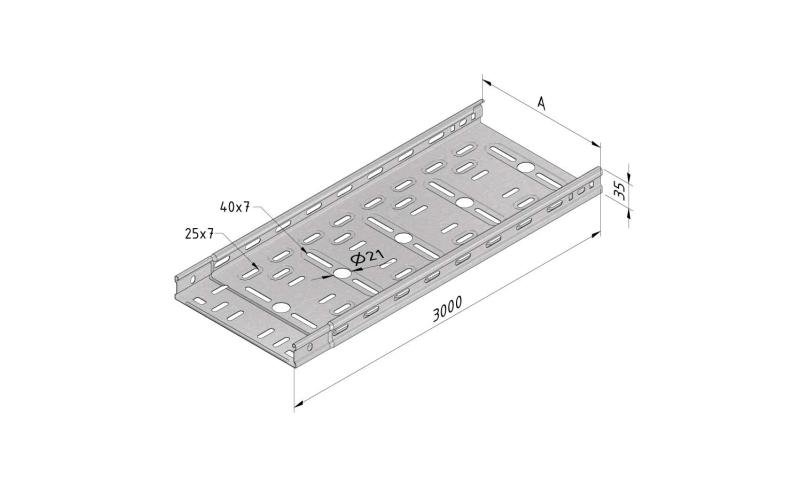
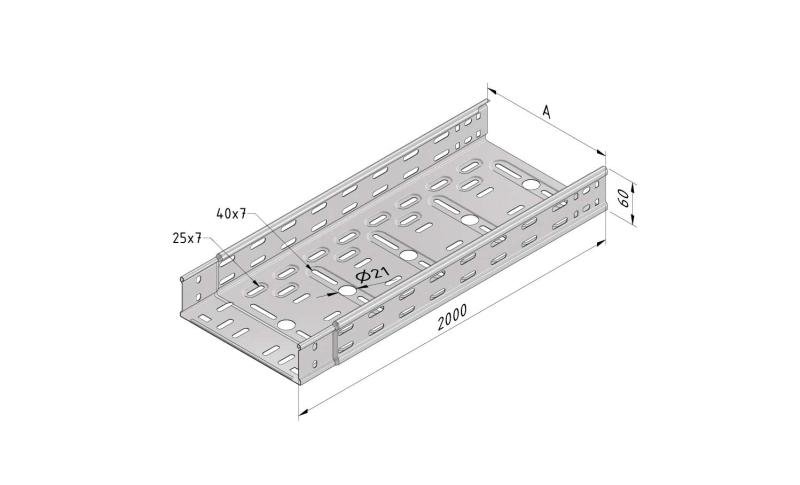
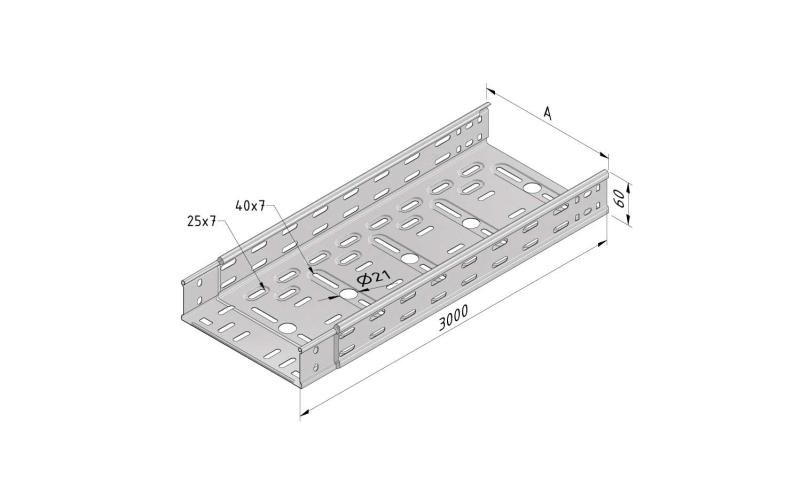
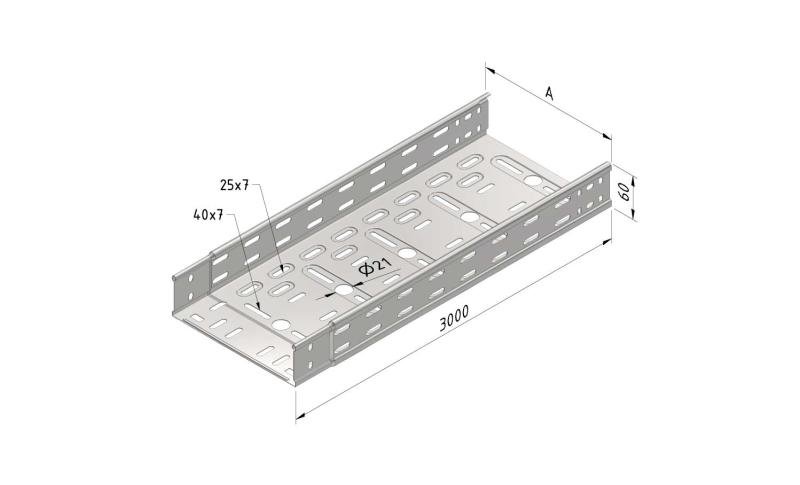
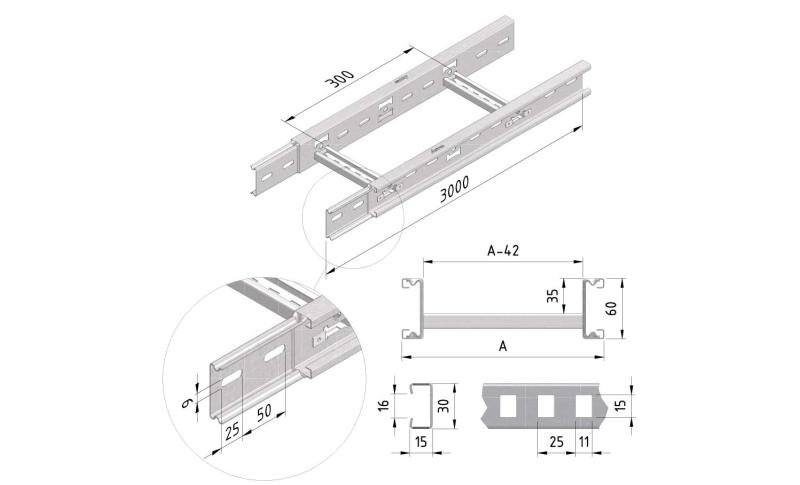
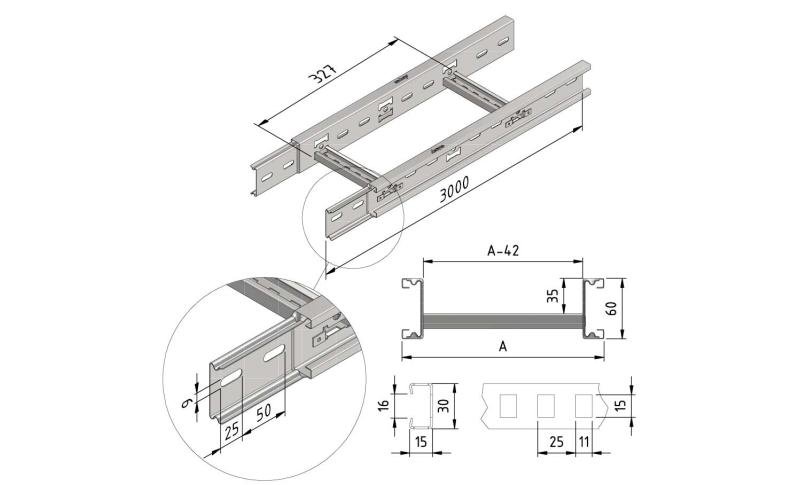
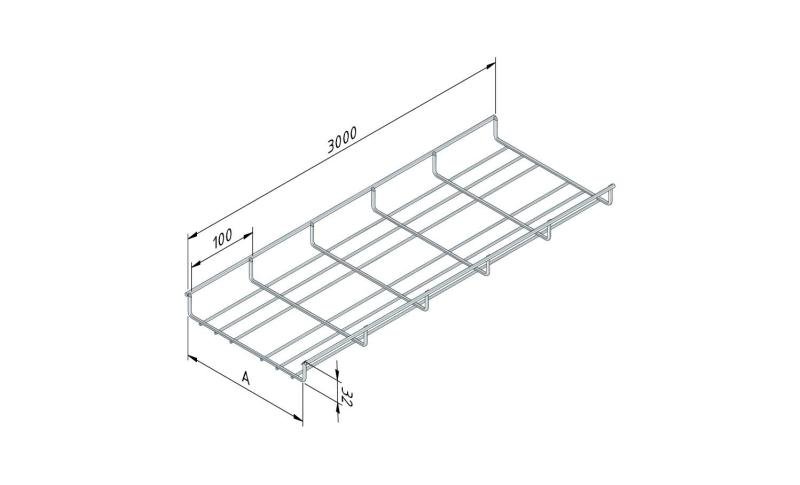
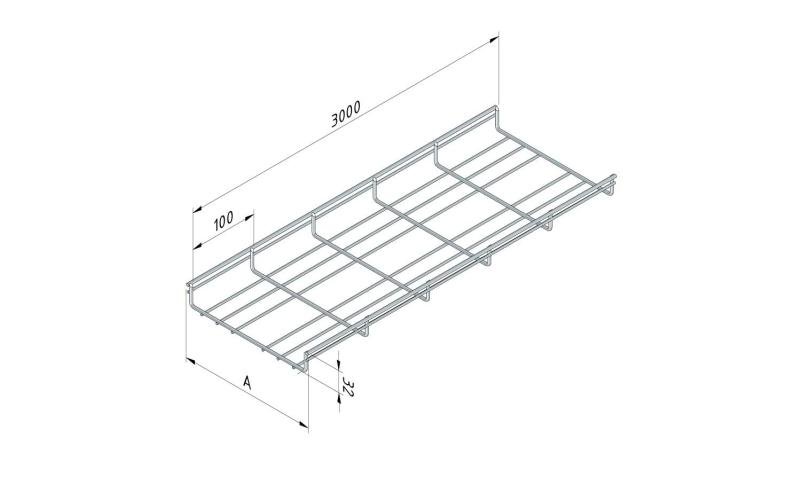
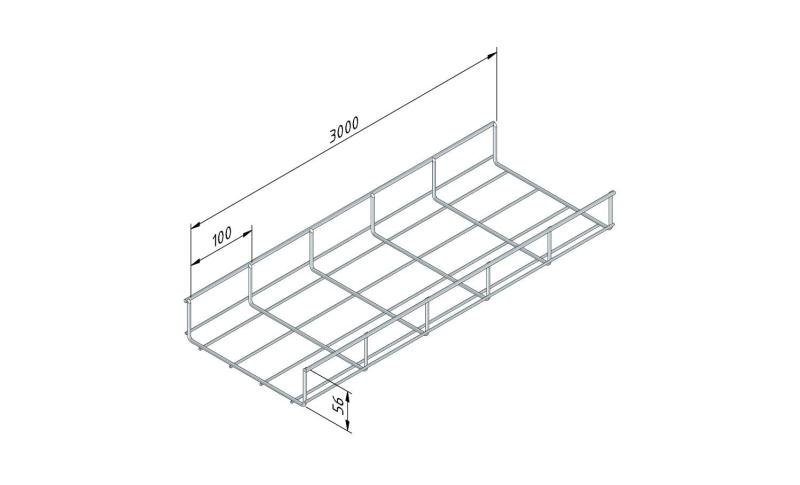
Wire Mounting Anchor
WM-S-CA


Wire Mounting Anchor
WM-S-CA
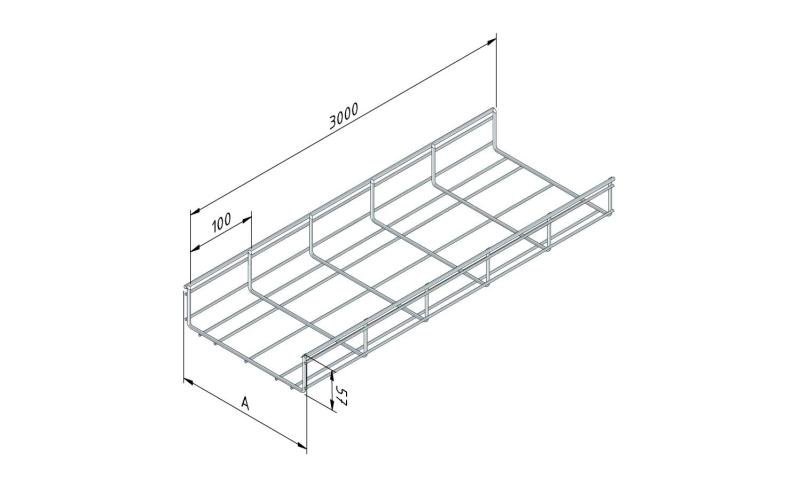
| SKU | Article code | Finishing | Dimension A | F (kN) | Packaging | |||
|---|---|---|---|---|---|---|---|---|
|
|
12482 |
WM-S-CA-20-2EG |
EG
|
2000
|
0.45
|
10
|
Default
|
|
|
|
12483 |
WM-S-CA-20-3EG |
EG
|
3000
|
0.45
|
10
|
Default
|
|
|
|
12484 |
WM-S-CA-20-5EG |
EG
|
5000
|
0.45
|
10
|
Default
|
|

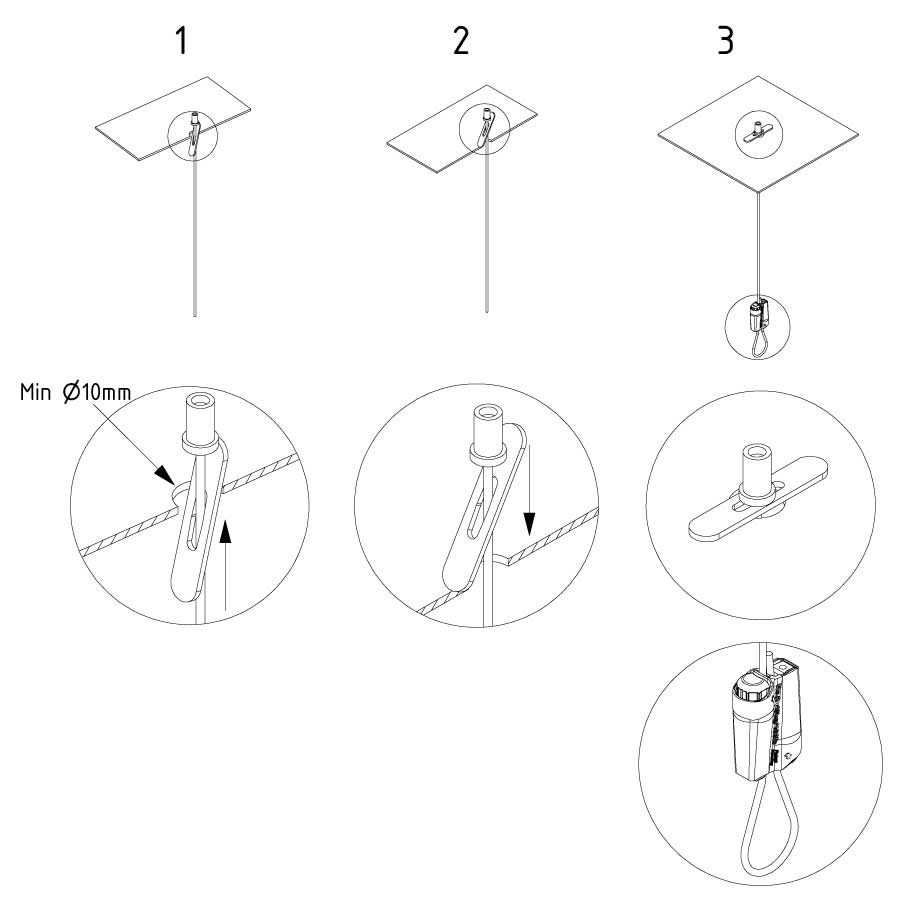

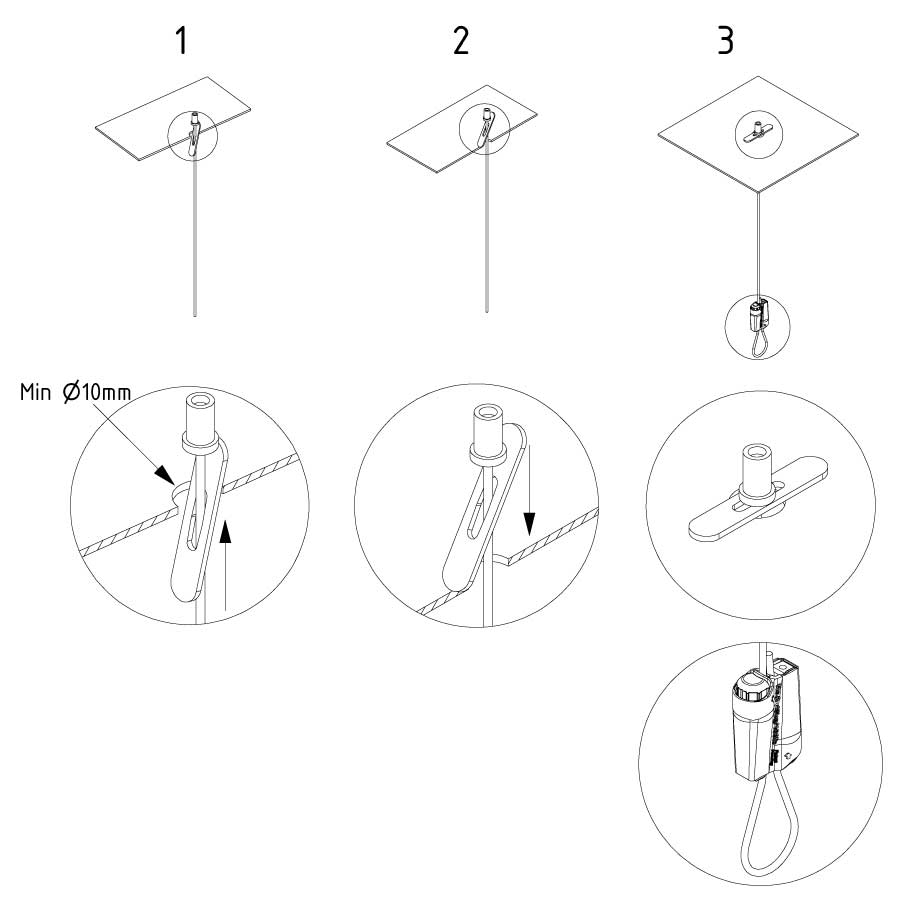

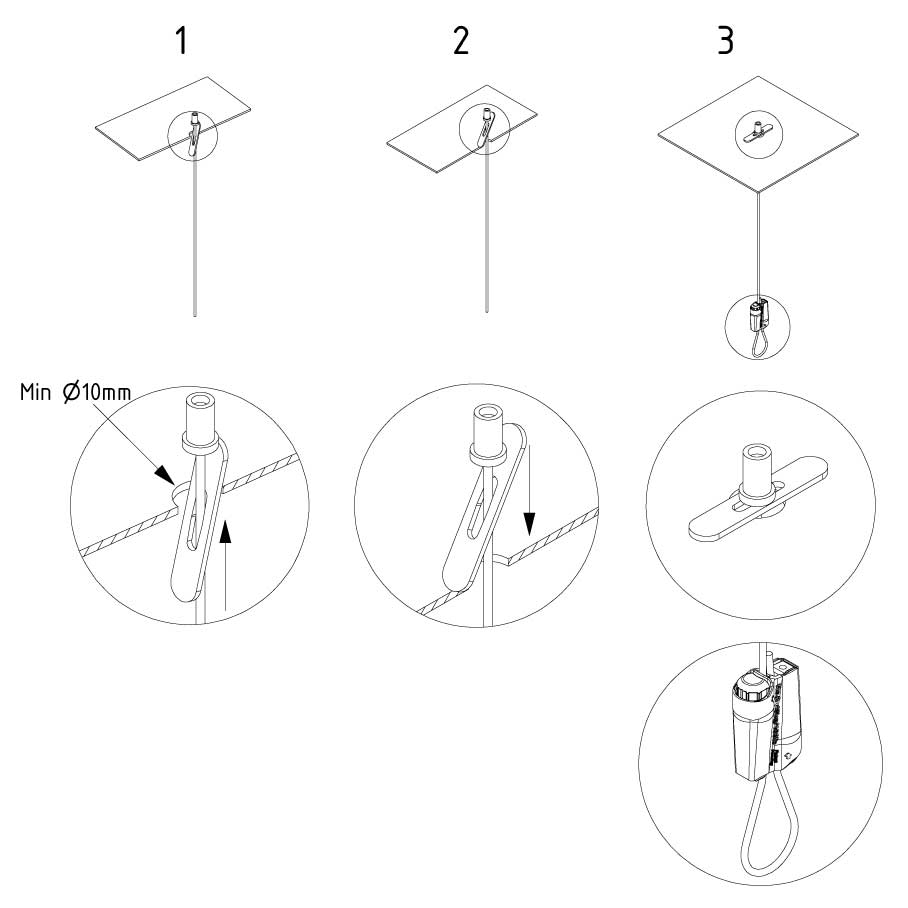
Assembly