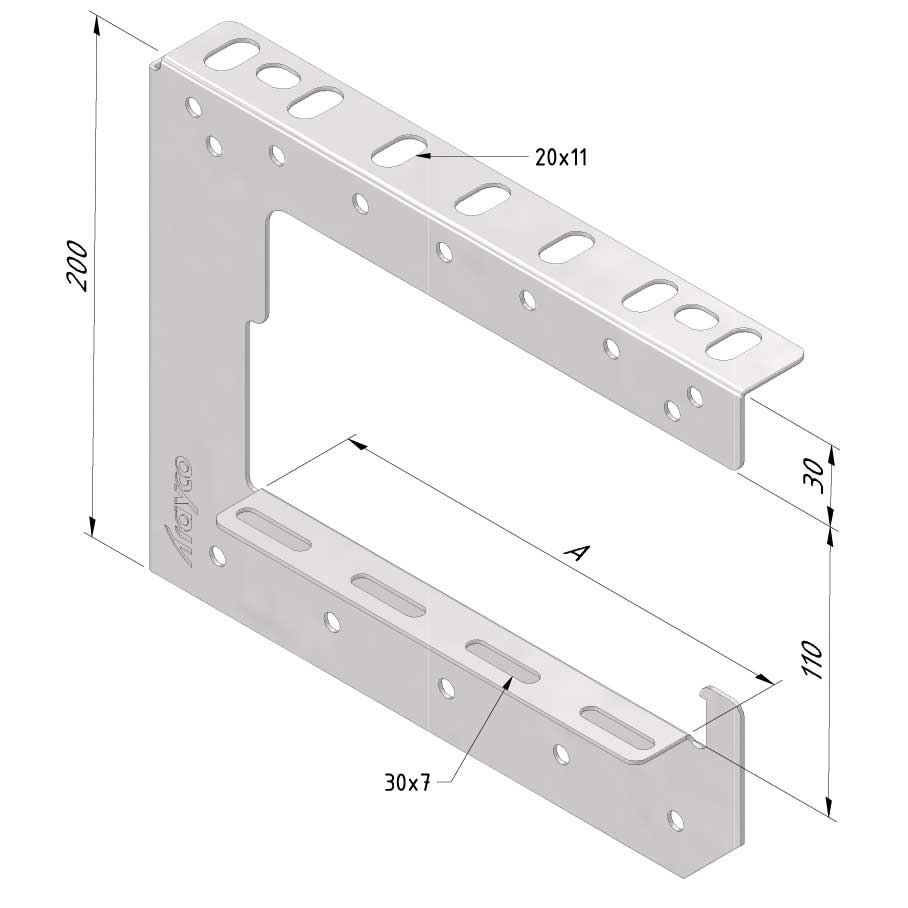
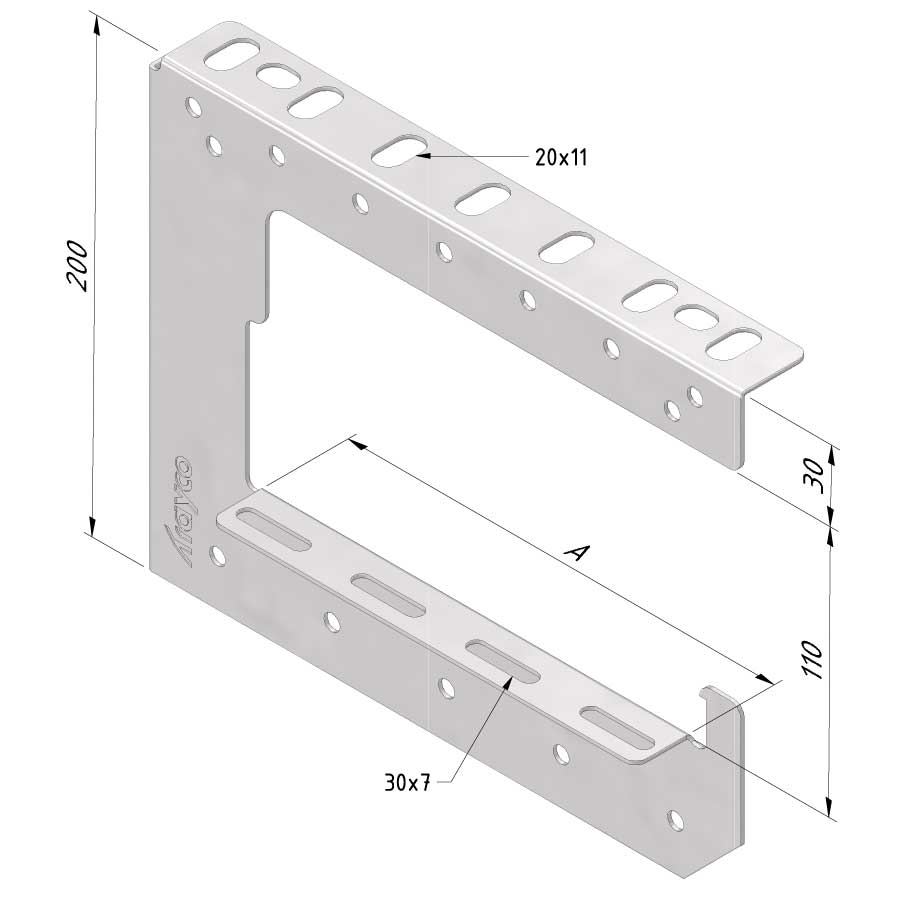
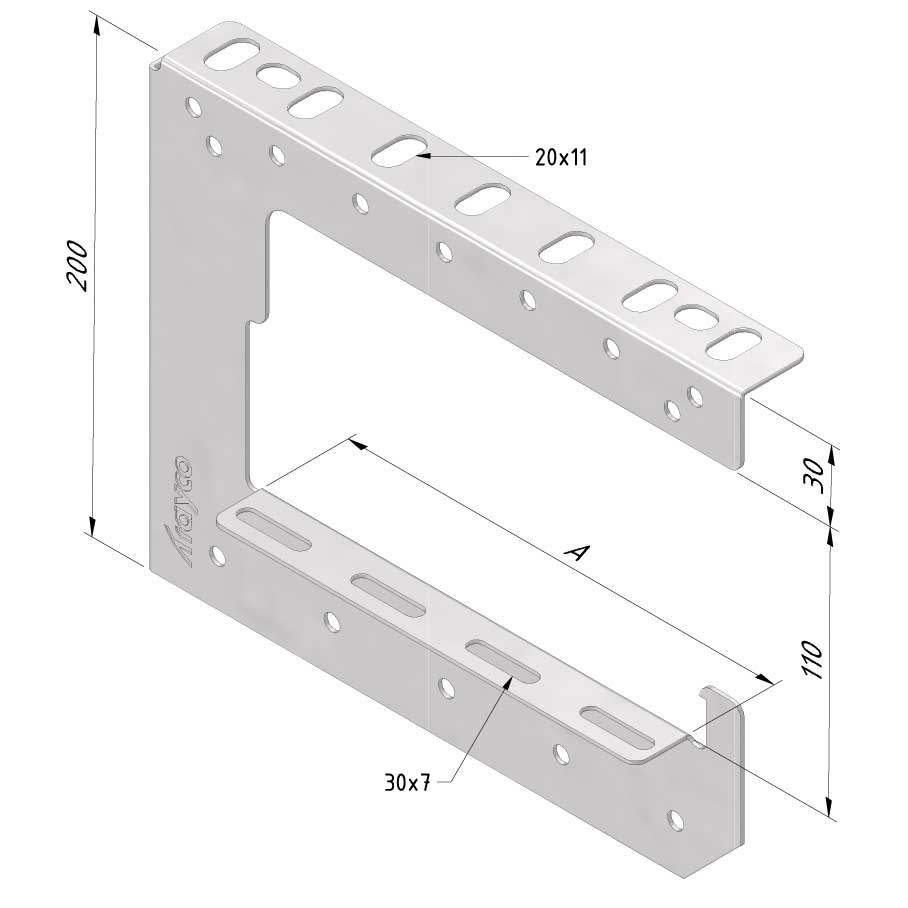
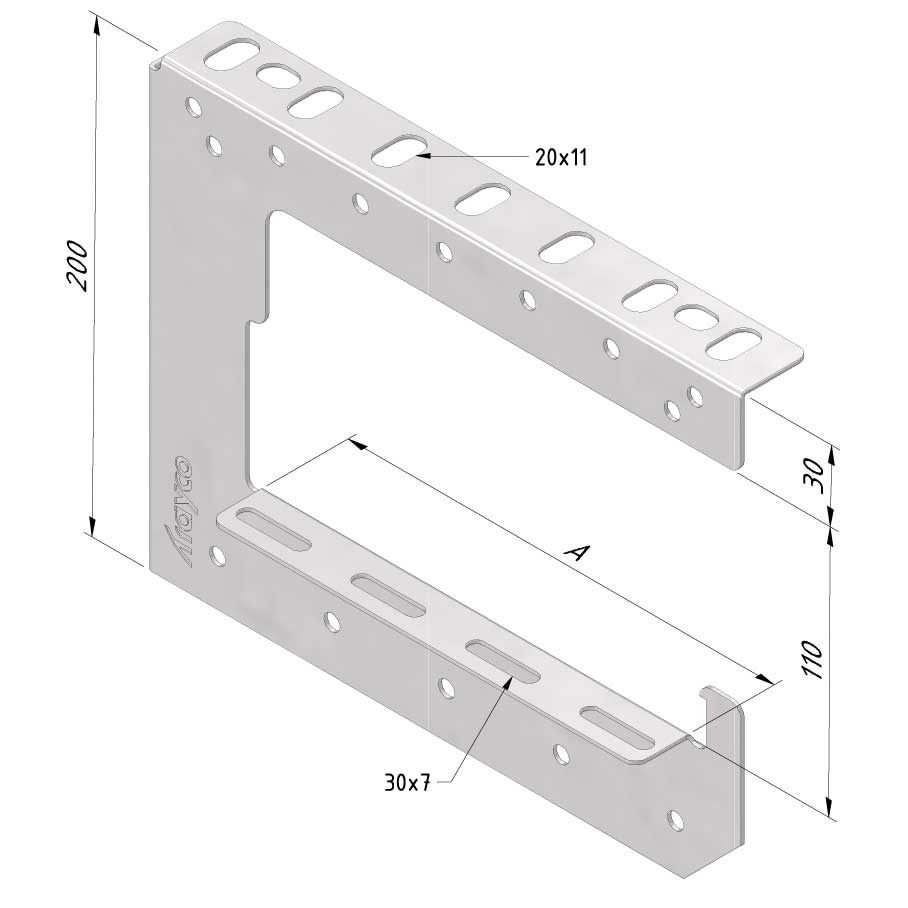
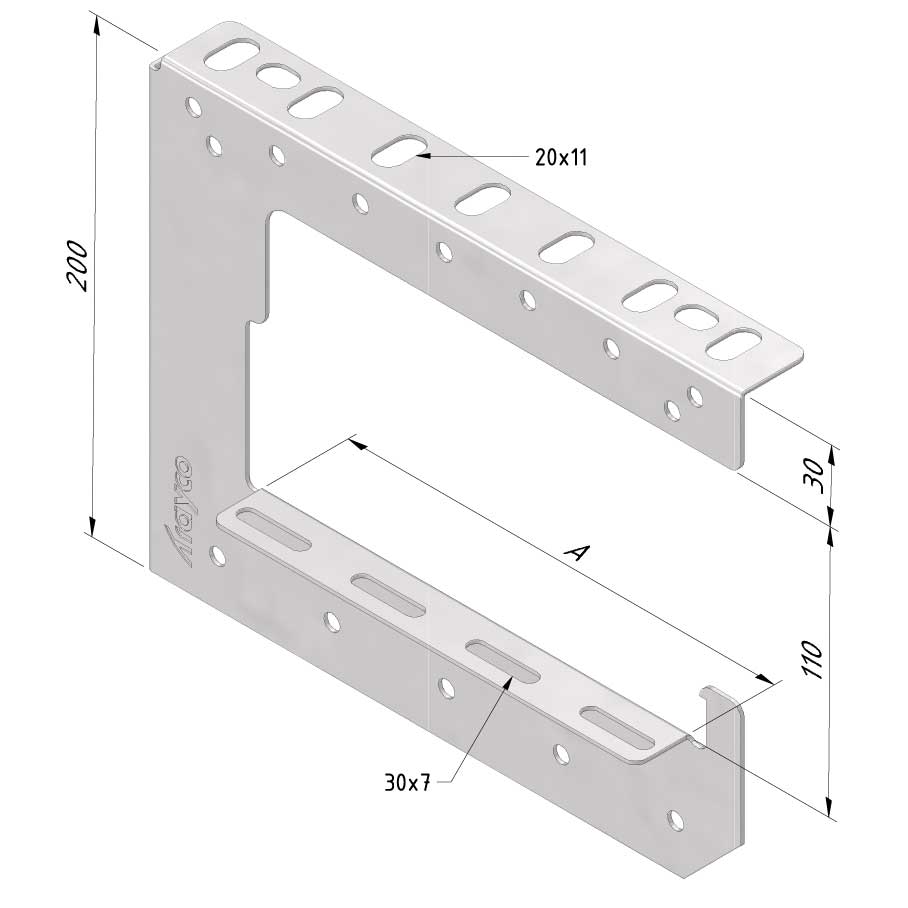
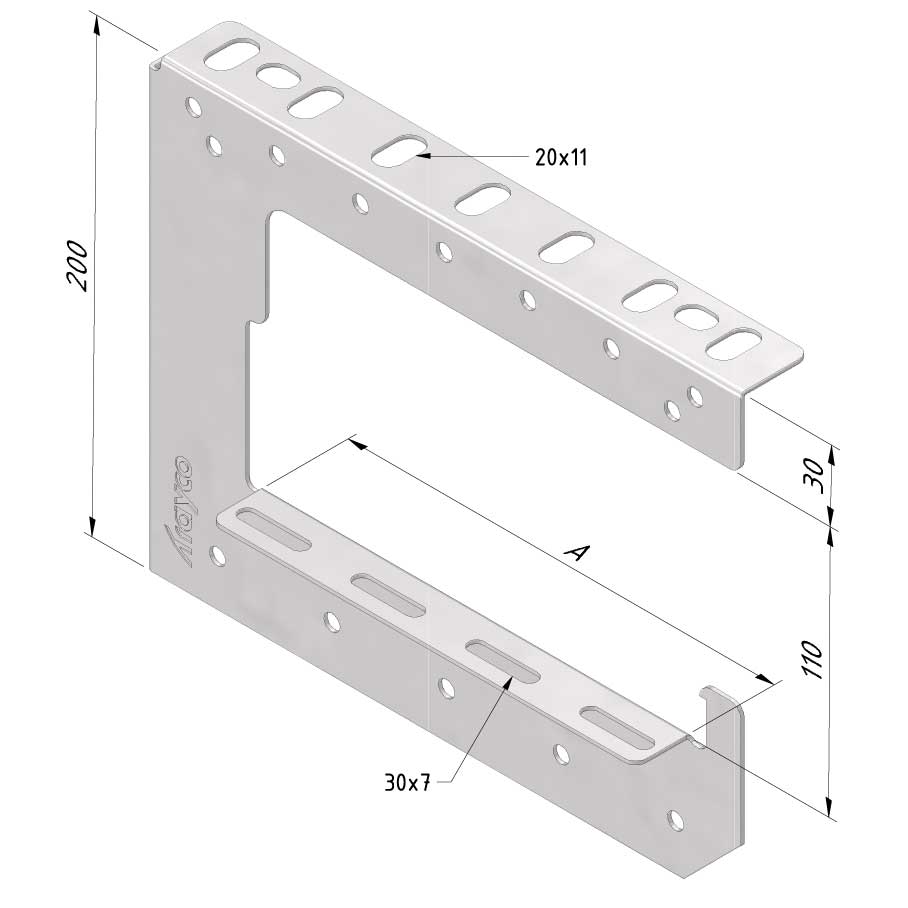
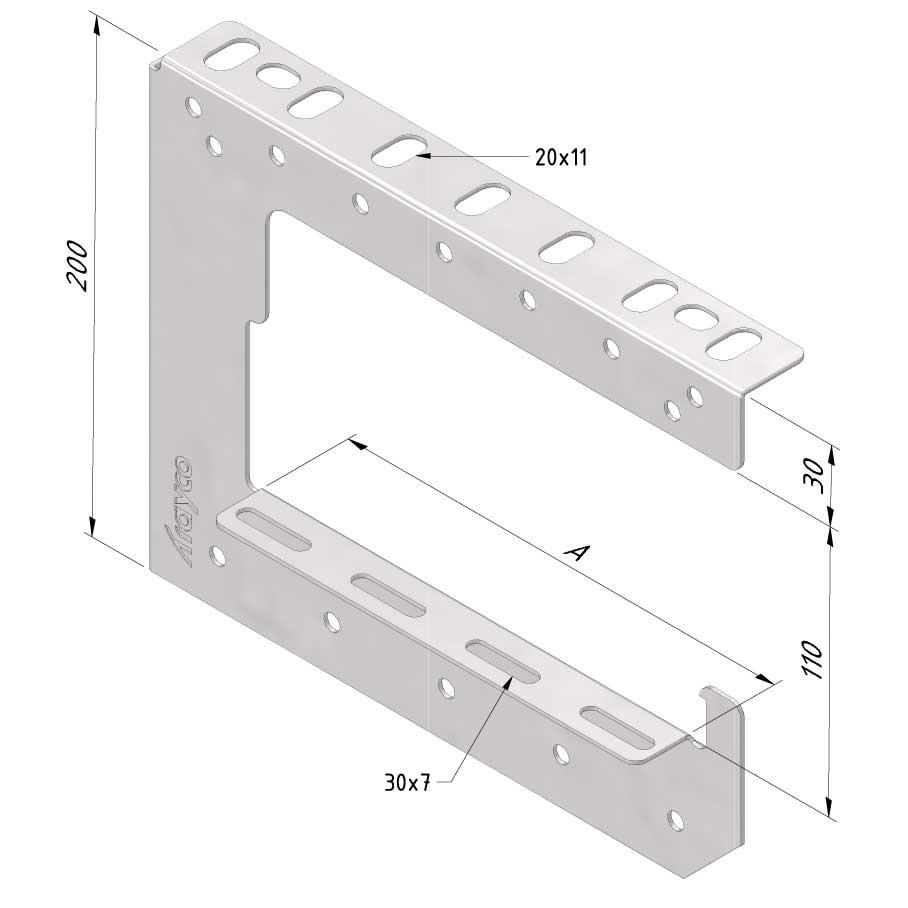
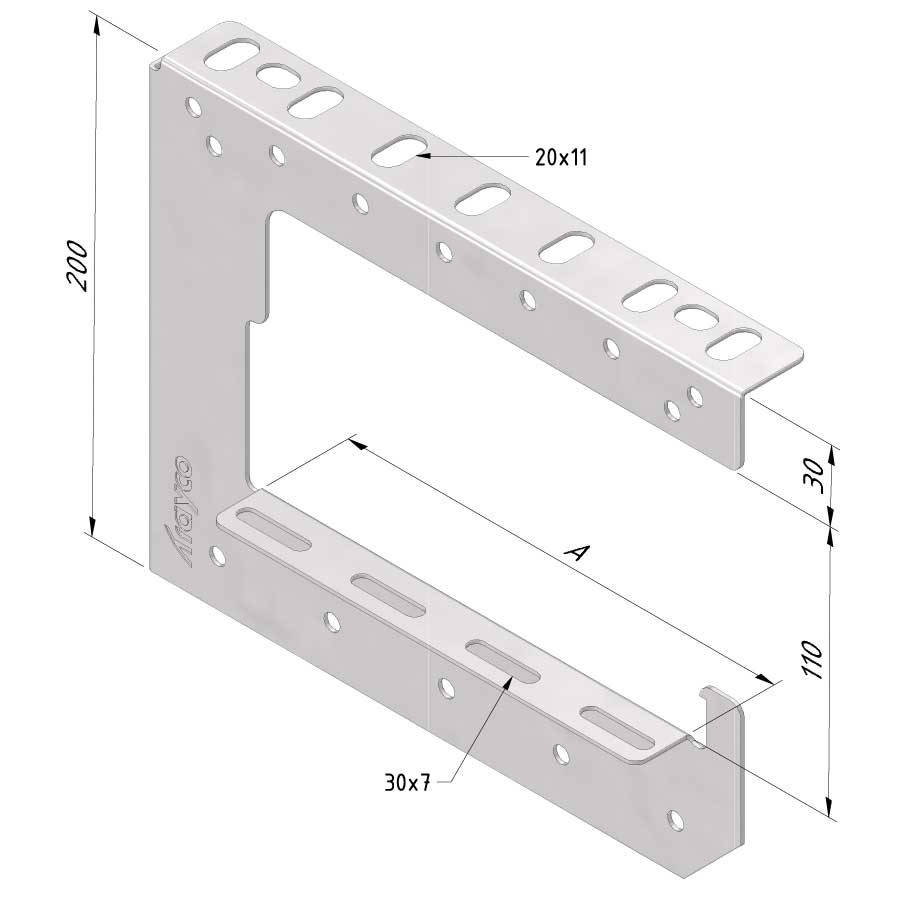
C-Bracket Clippable
WM-CB200CL
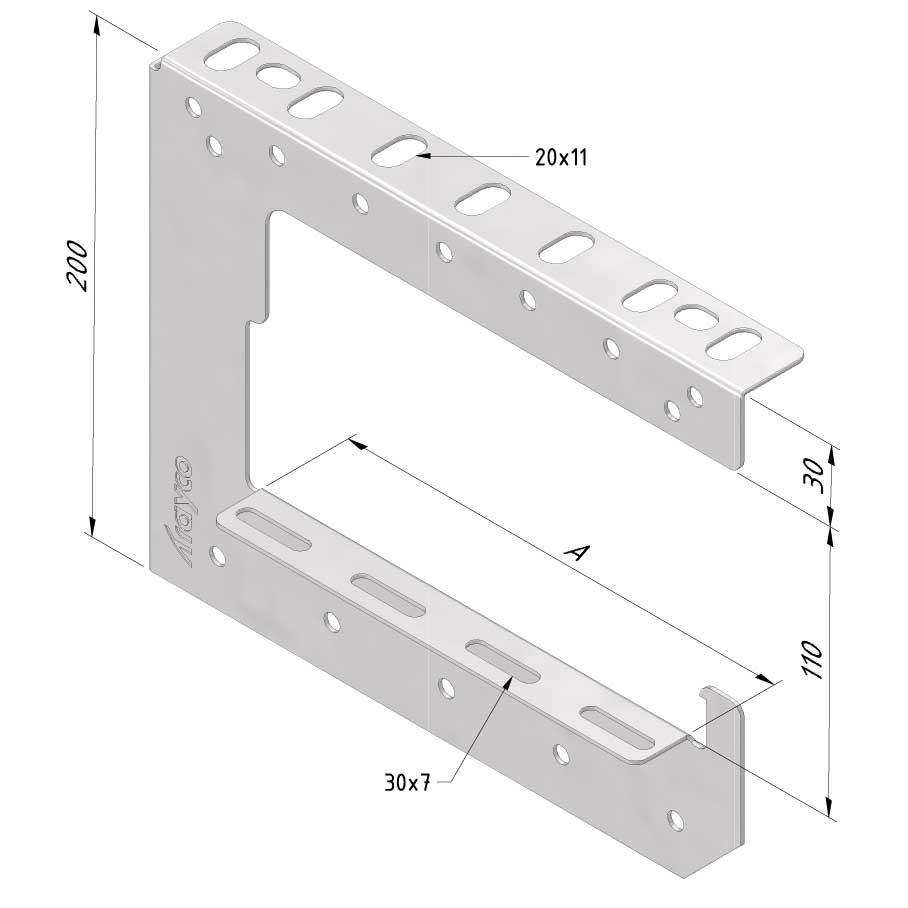
C-Bracket Clippable
WM-CB200CL
| SKU | Article code | Finishing | Dimension A | F (kN) | Packaging | |||
|---|---|---|---|---|---|---|---|---|
|
|
14703 |
WM-CB200CL-100-PG |
PG
|
86
|
0.45
|
10
|
Default
|
|
|
|
14704 |
WM-CB200CL-200-PG |
PG
|
186
|
0.45
|
10
|
Default
|
|
|
|
14705 |
WM-CB200CL-300-PG |
PG
|
286
|
0.45
|
10
|
Default
|
|
|
|
15032 |
WM-CB200CL-400-PG |
PG
|
386
|
0.45
|
10
|
Default
|
|
|
|
14708 |
WM-CB200CL-100-DG |
DG
|
86
|
0.45
|
10
|
|
|
|
|
14709 |
WM-CB200CL-200-DG |
DG
|
186
|
0.45
|
10
|
|
|
|
|
14710 |
WM-CB200CL-300-DG |
DG
|
286
|
0.45
|
10
|
|
|
|
|
15033 |
WM-CB200CL-400-DG |
DG
|
386
|
0.45
|
10
|
|
|
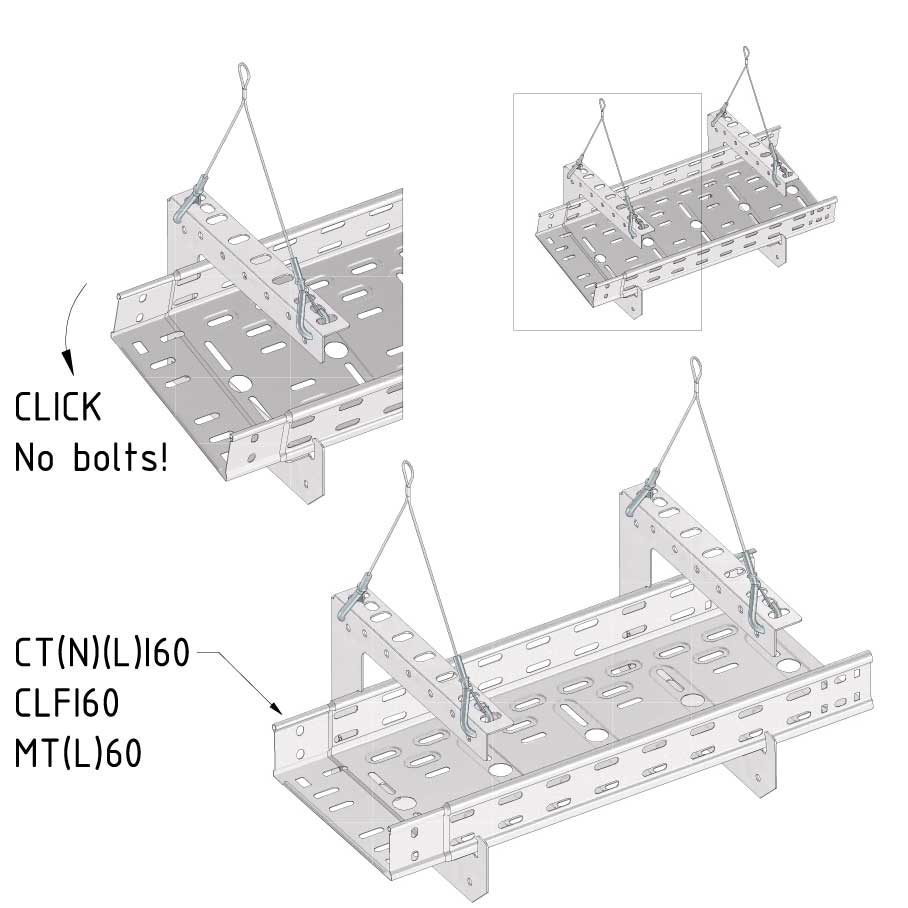
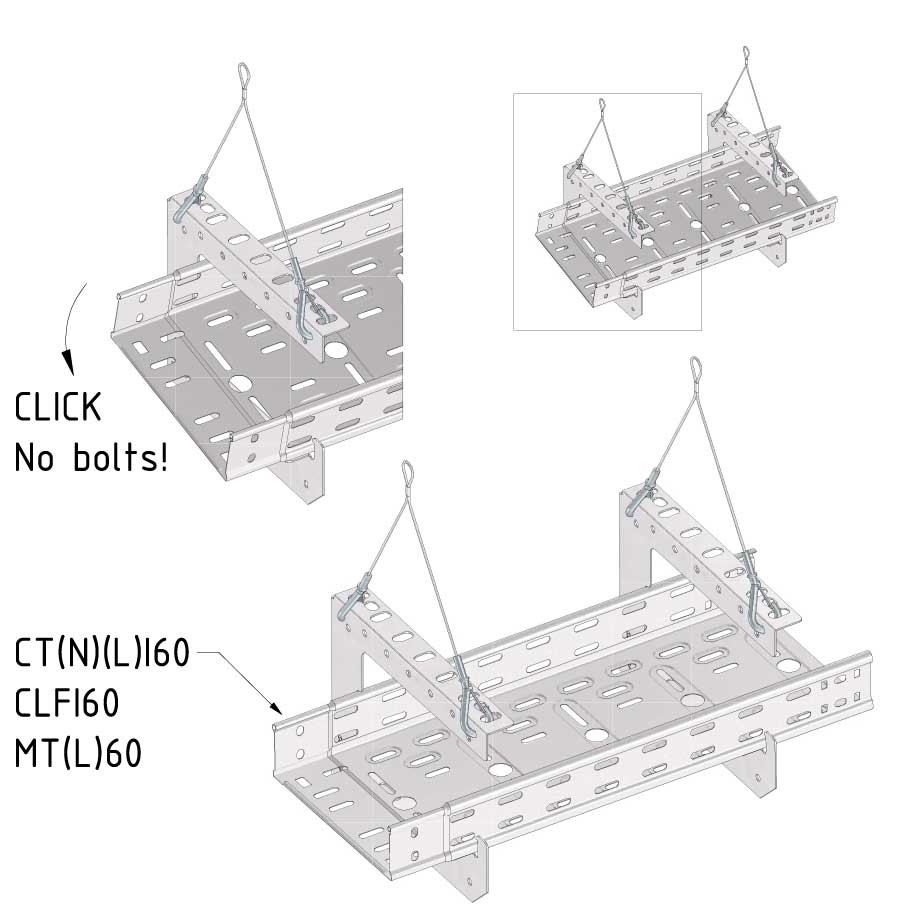
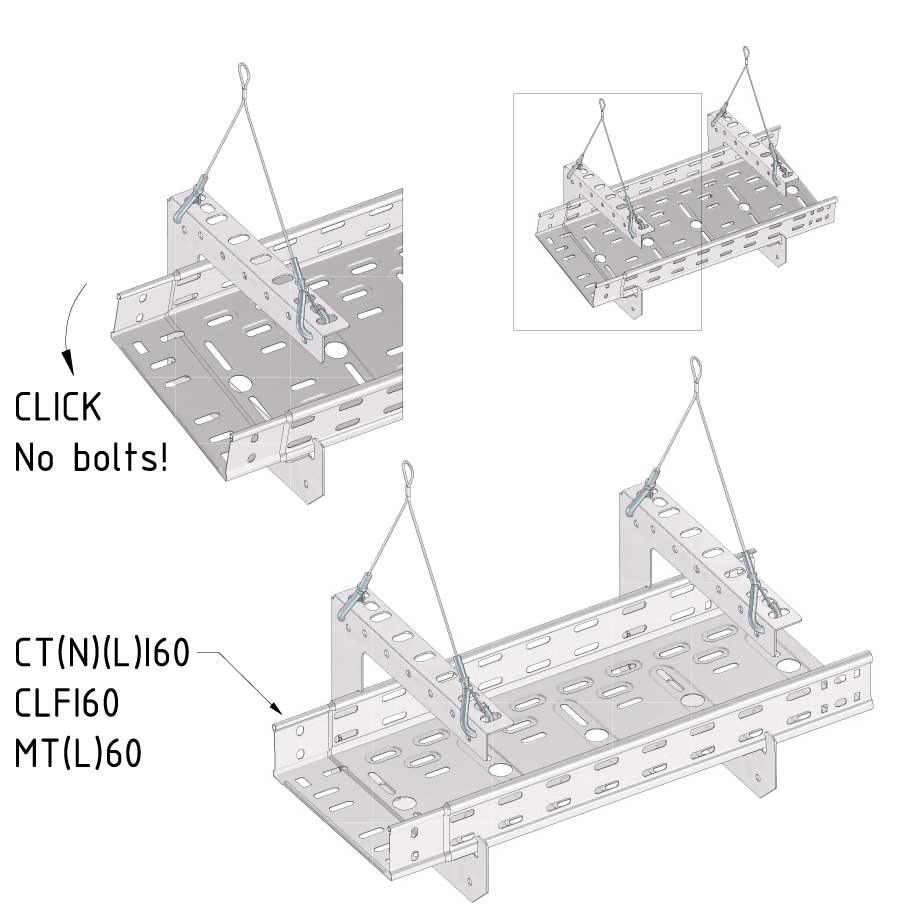
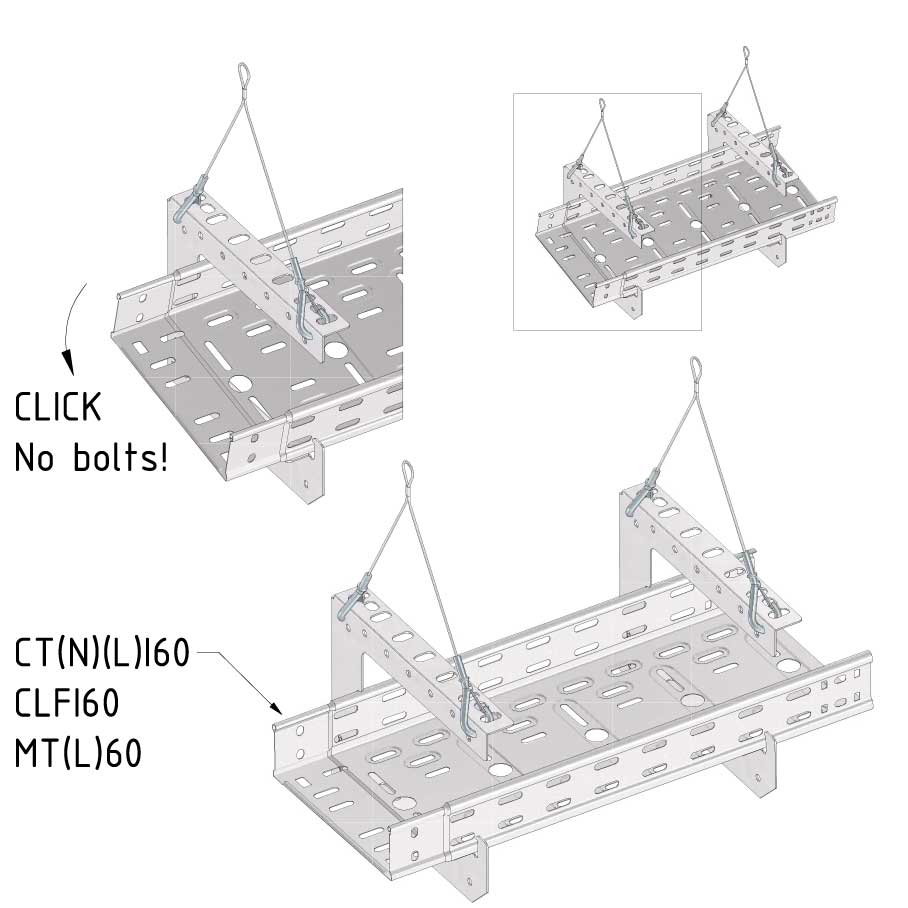
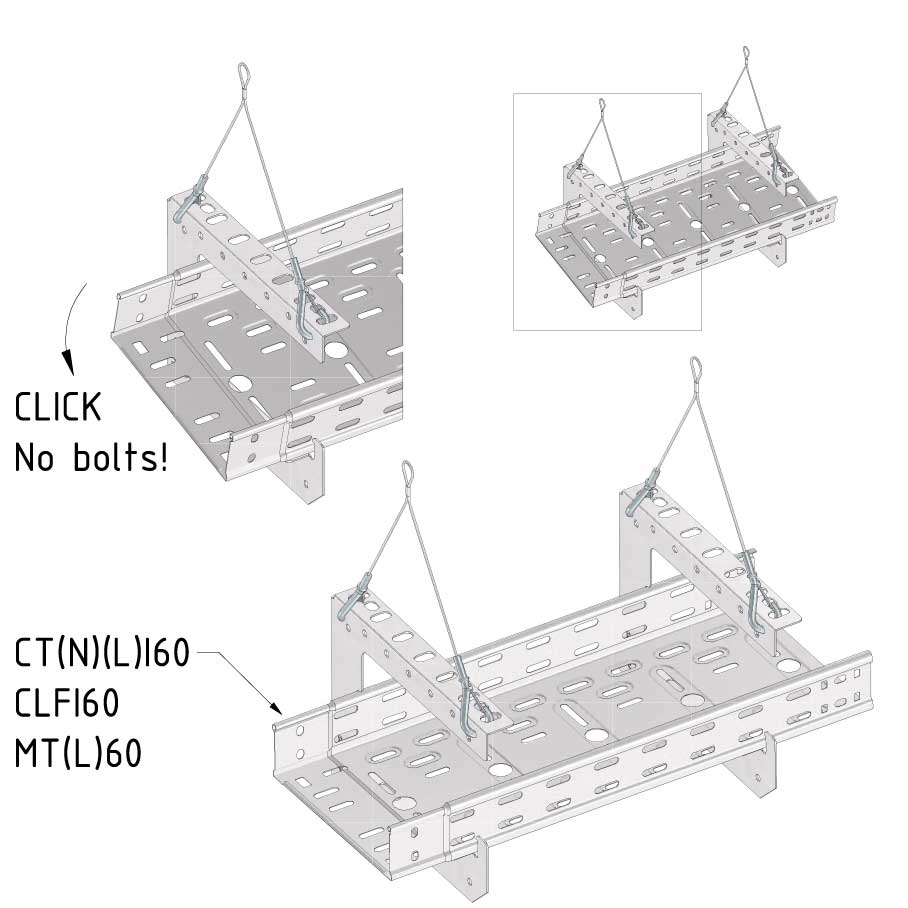
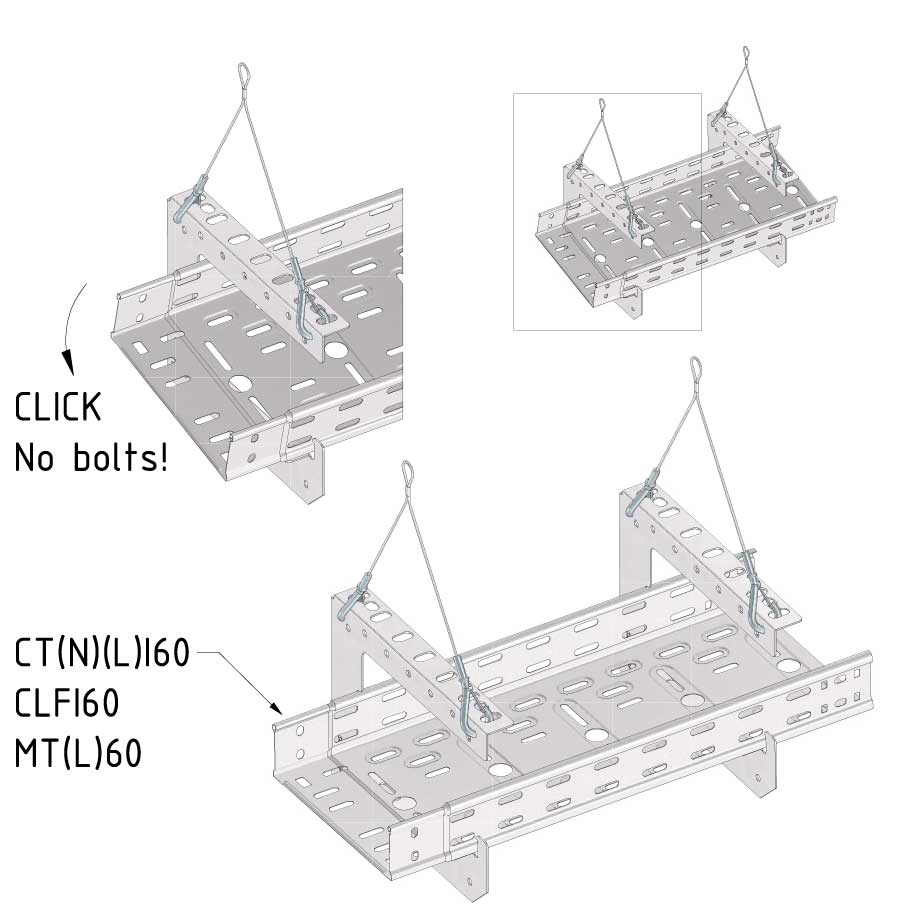
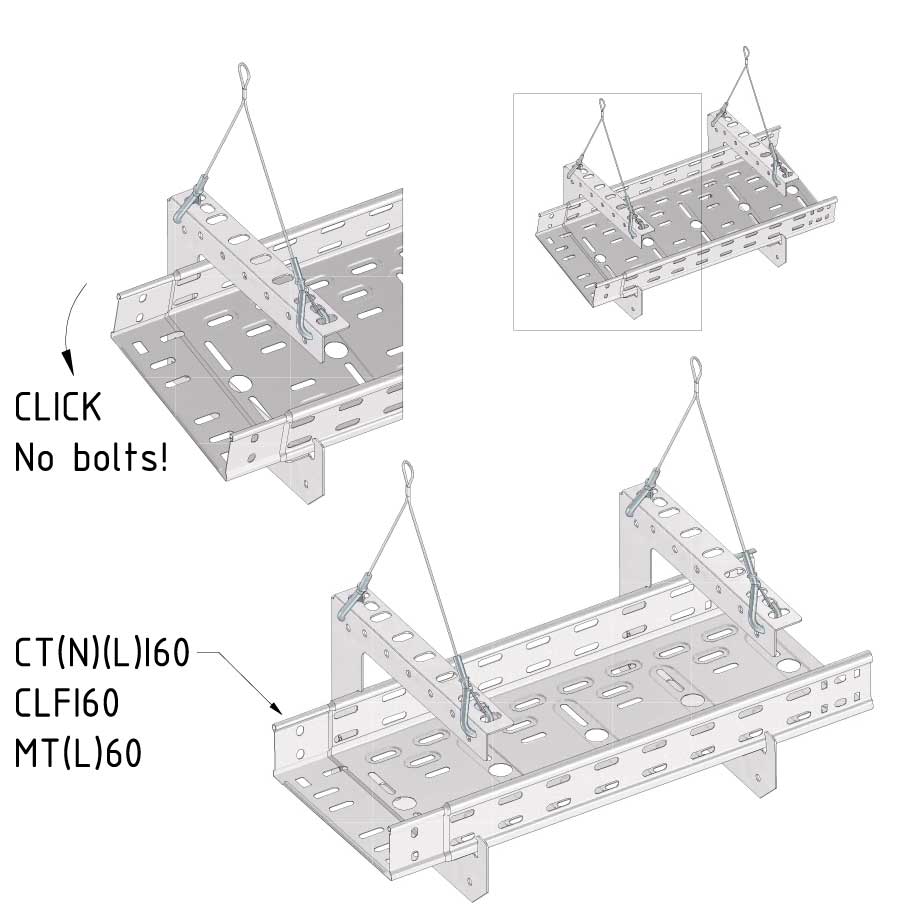
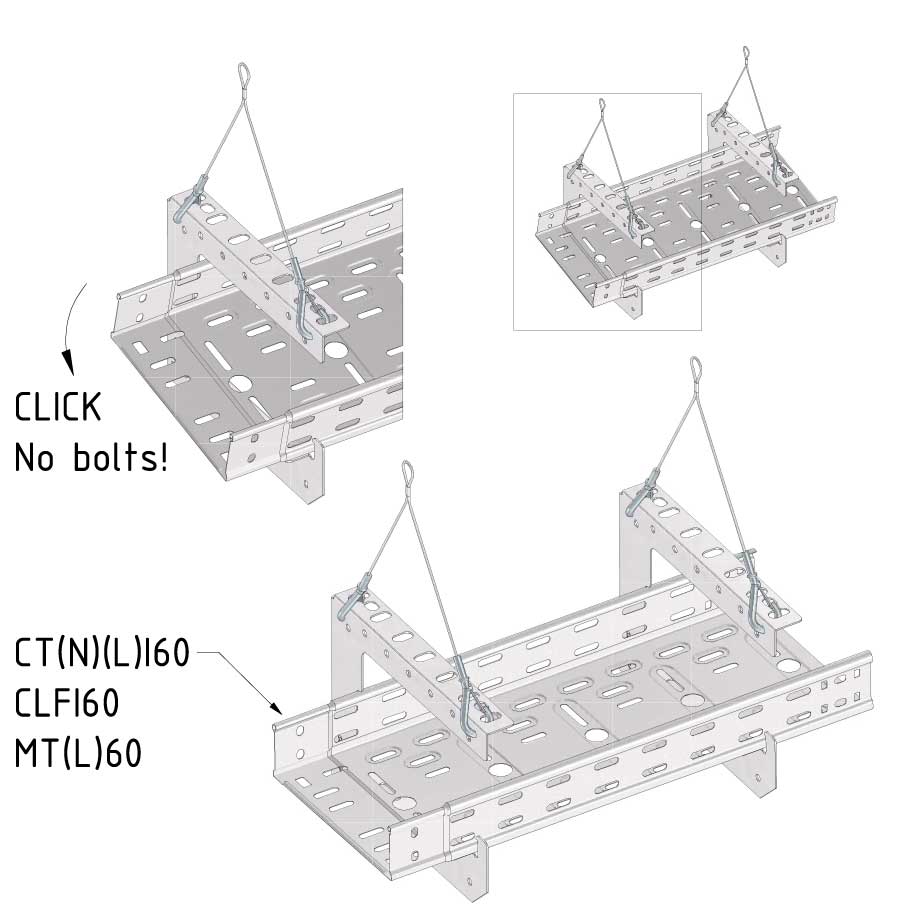
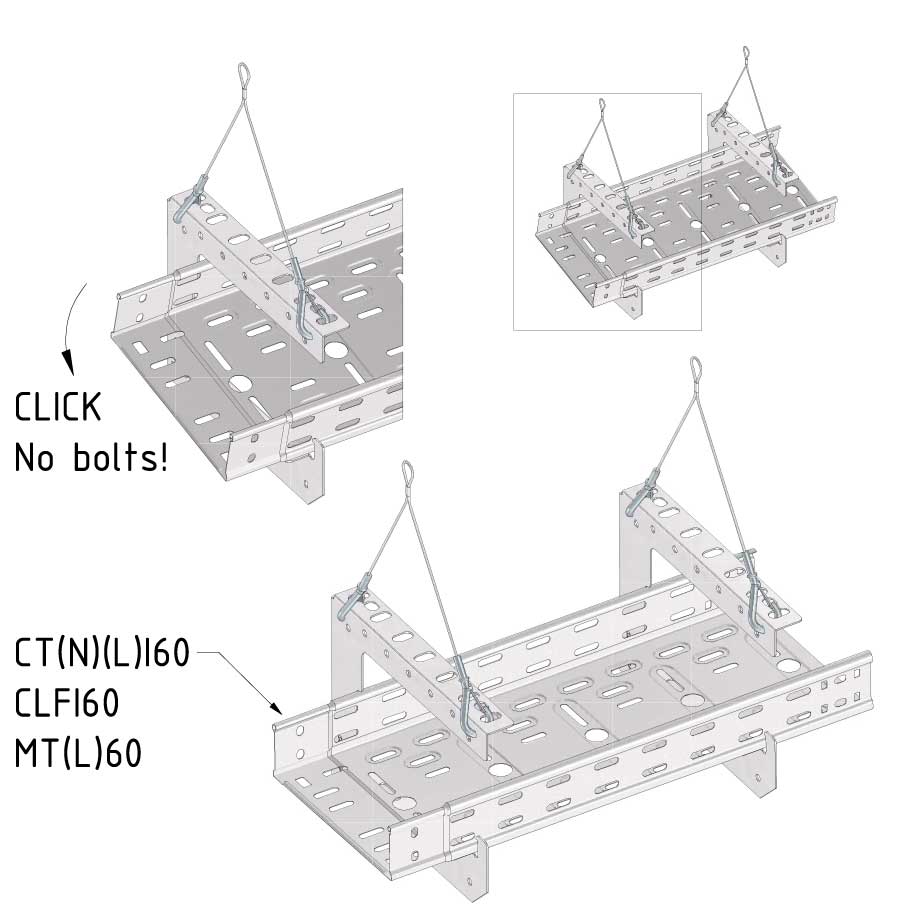
Assembly