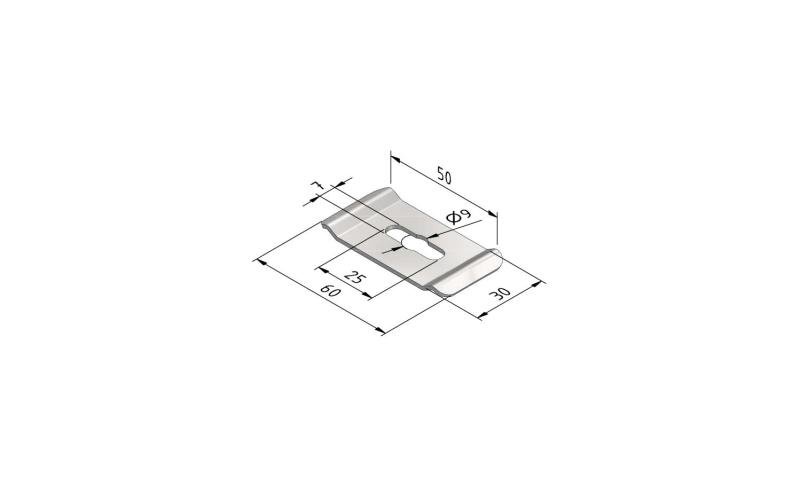
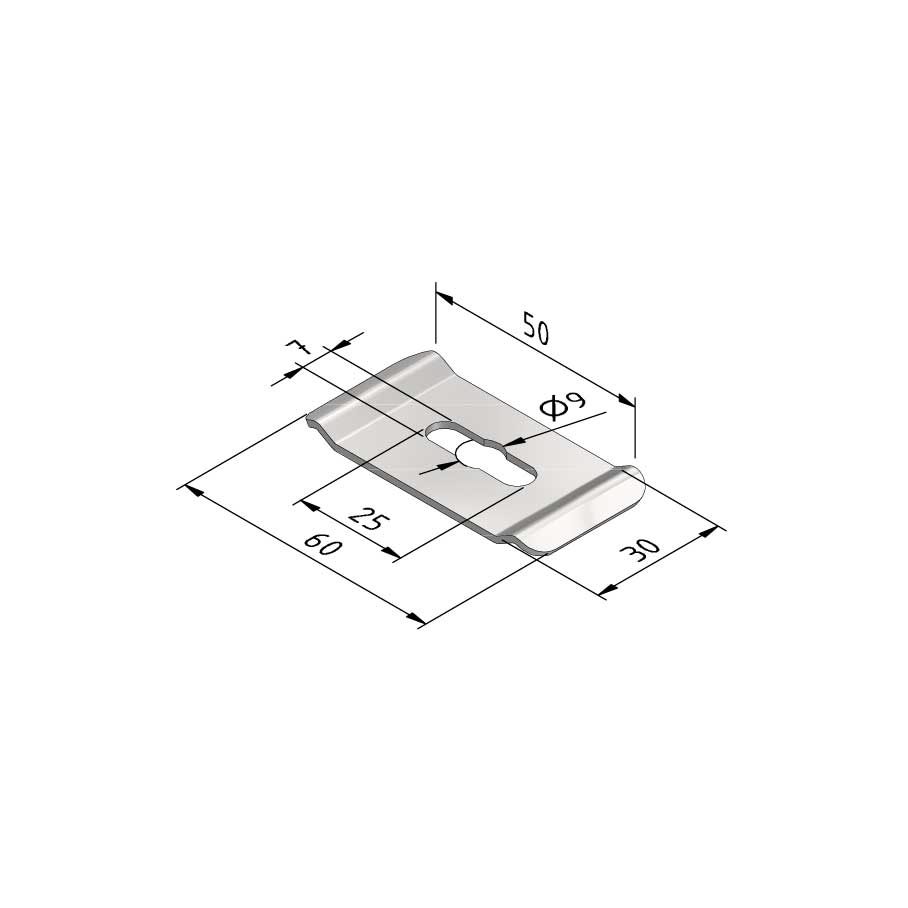
Mesh Tray Fixation Bracket
SS-MT-FB
Mesh Tray Fixation Bracket
SS-MT-FB
| SKU | Article code | Finishing | F (kN) | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
14140 |
MT-FB-SS316 |
SS316
|
0.25
|
50
|
Default
|
|