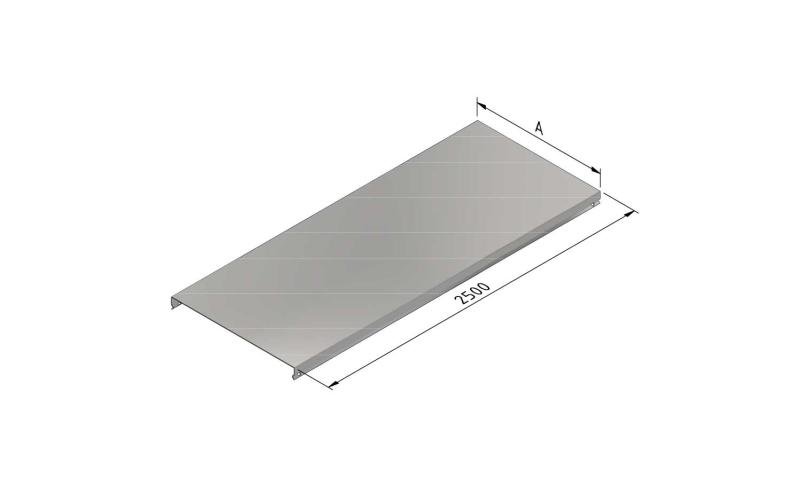
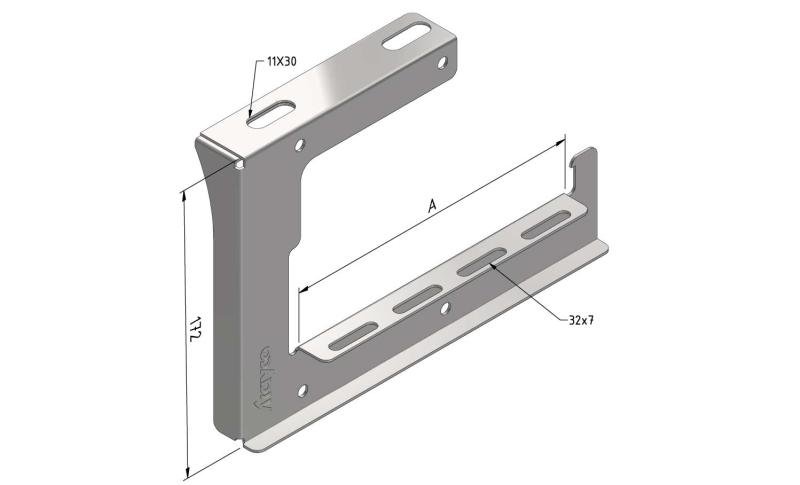
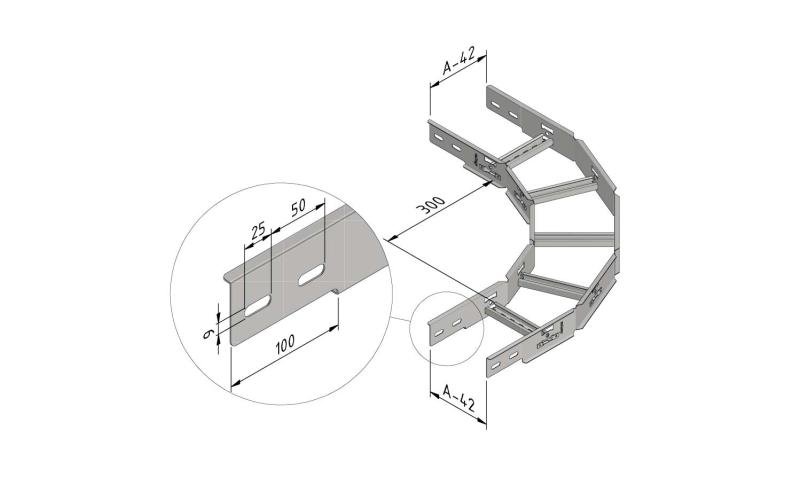
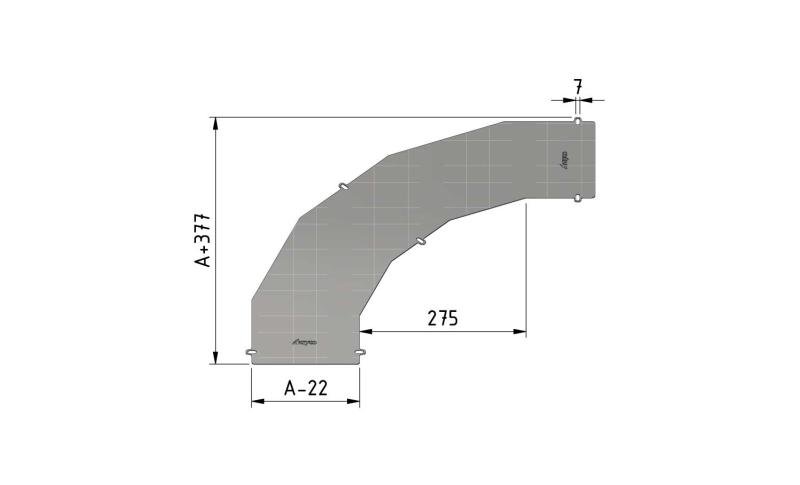
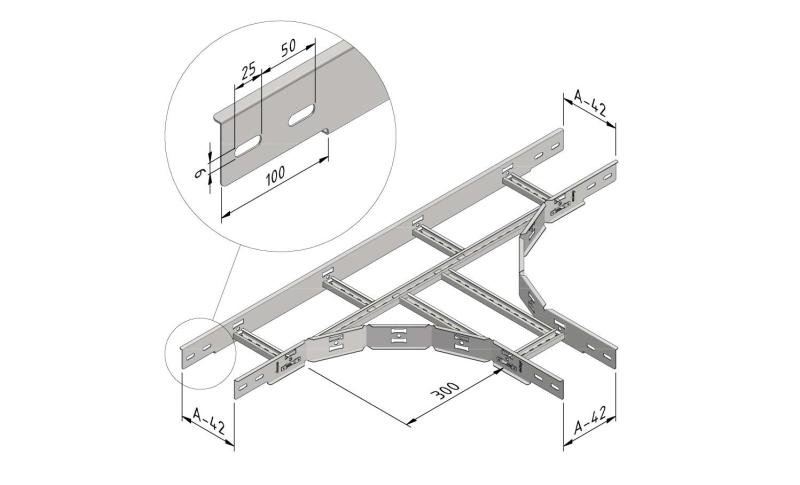
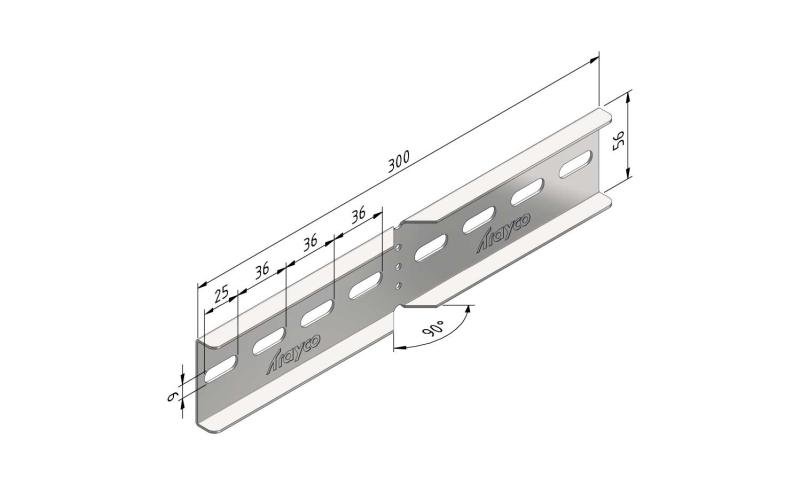
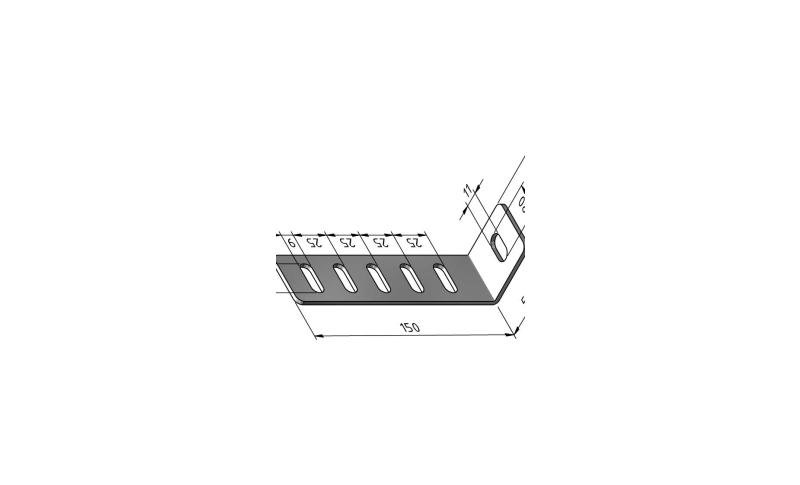
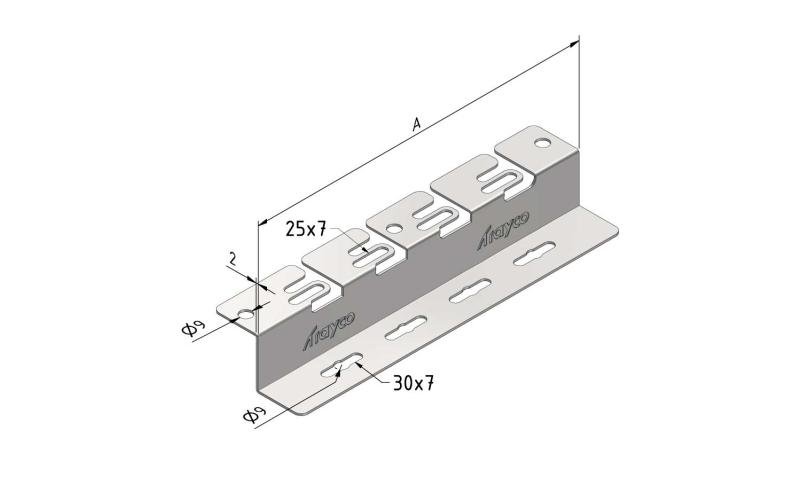
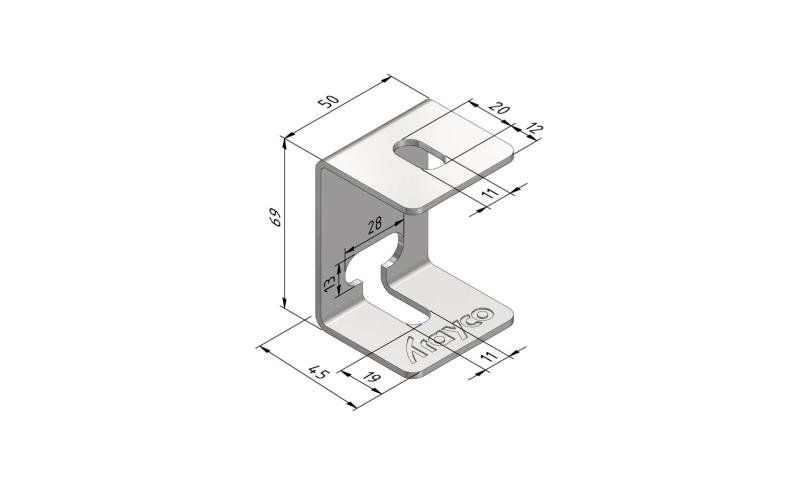
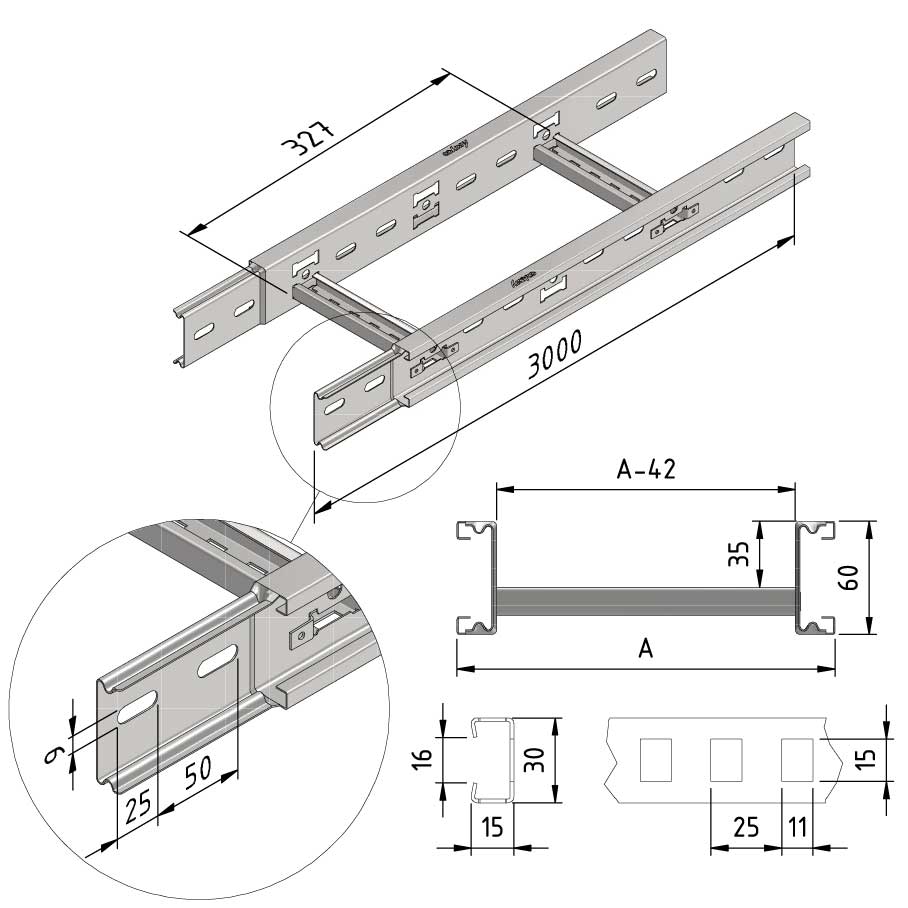
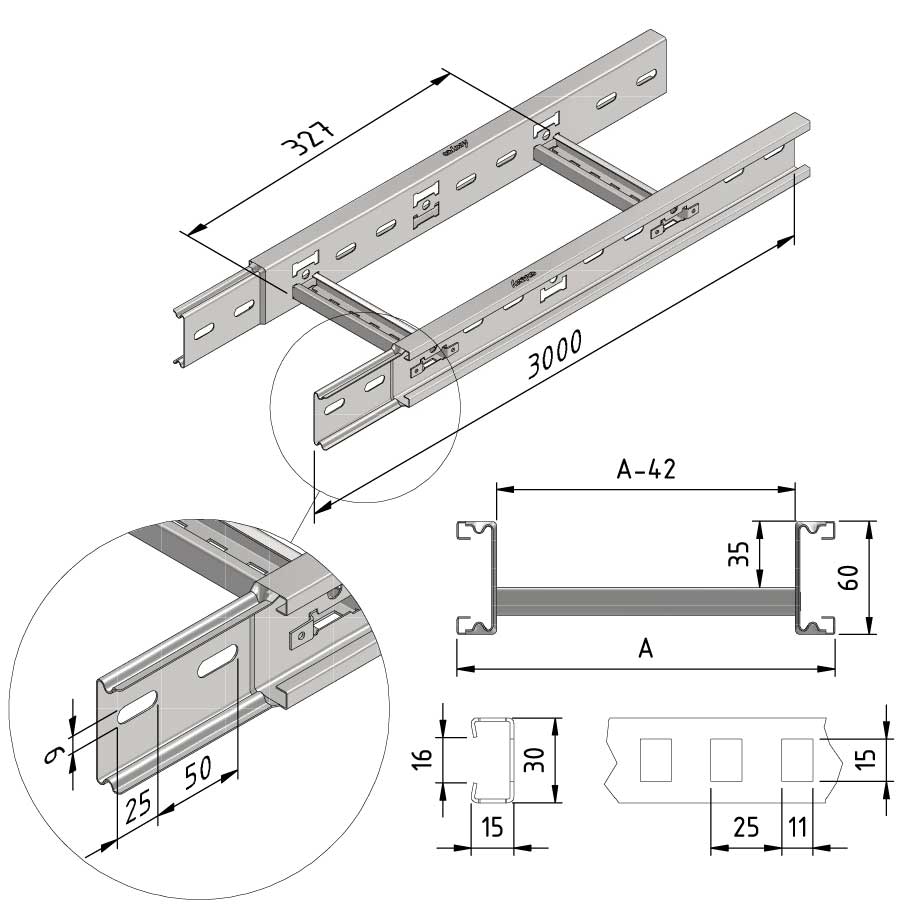
Cable ladder interlocking ends
SS-CLFI60
Cable ladder interlocking ends
SS-CLFI60
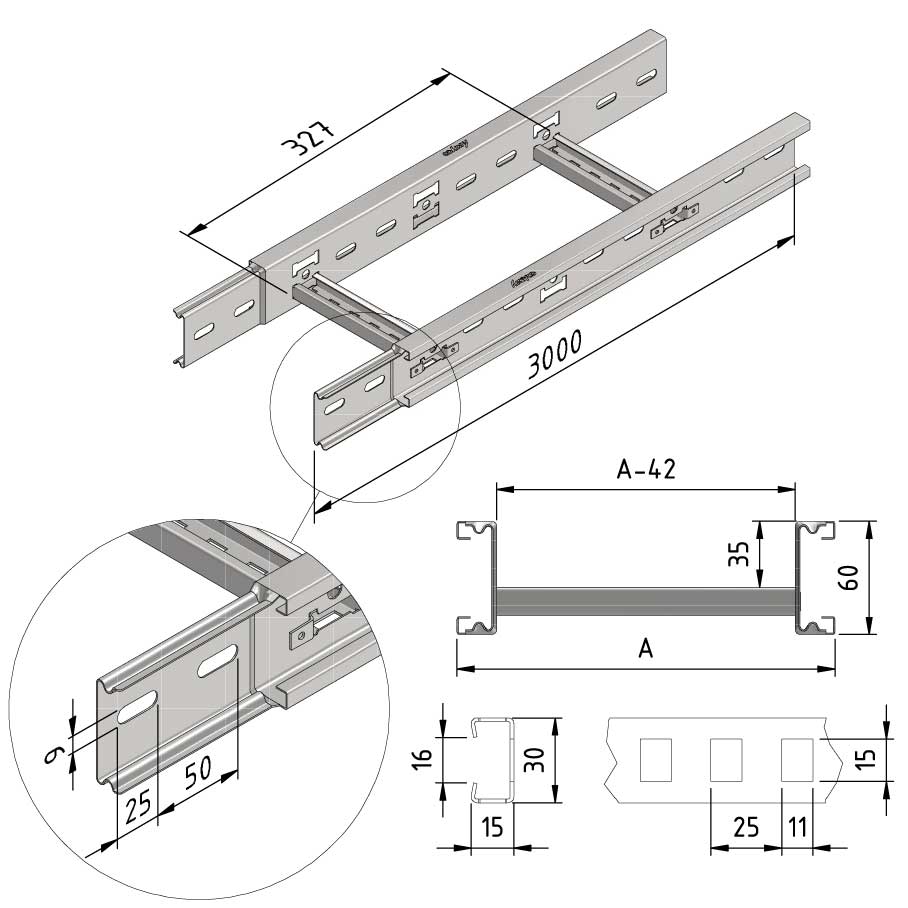
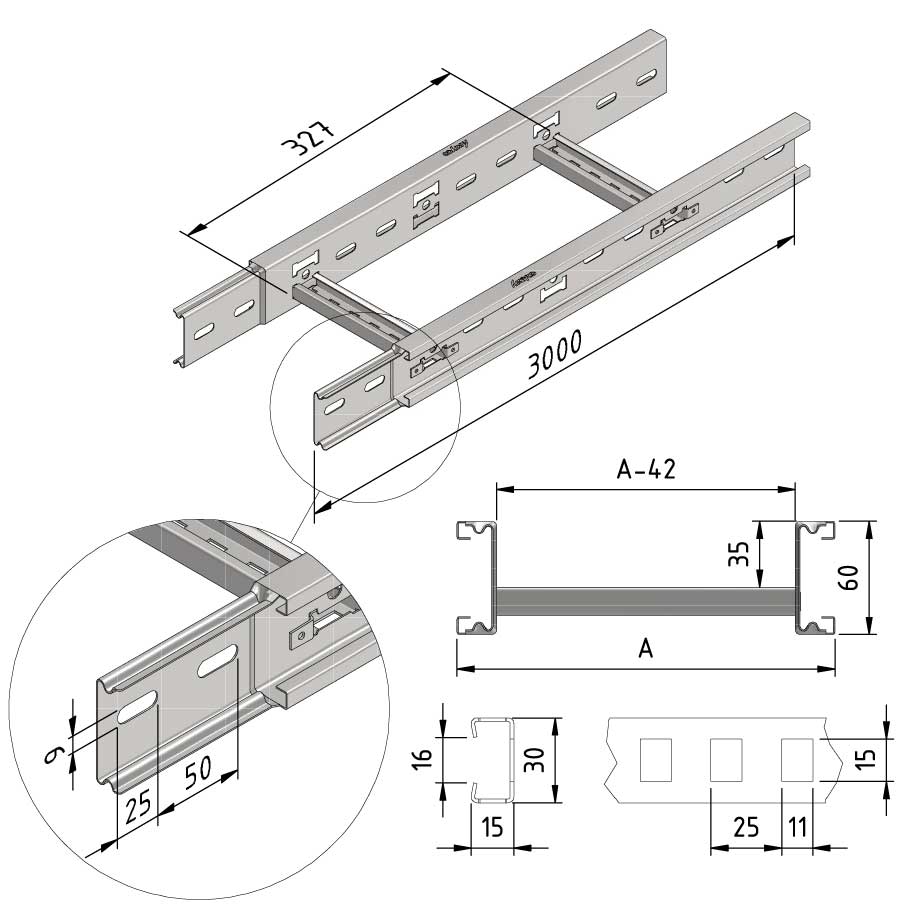
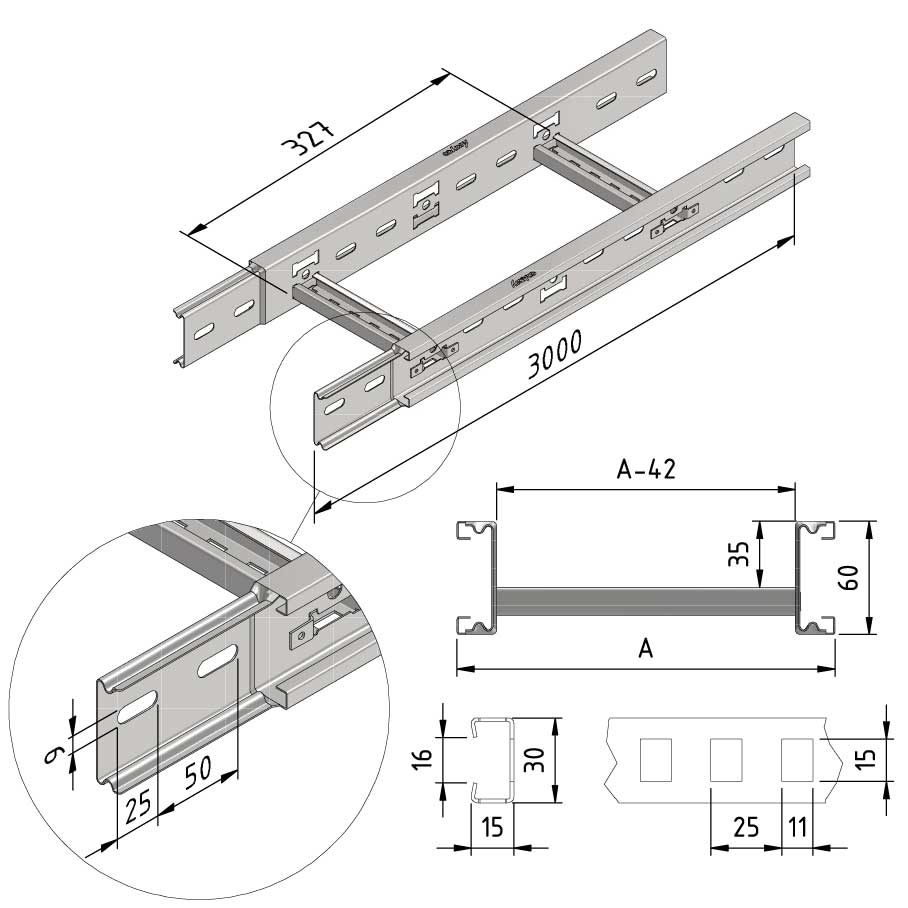
| SKU | Article code | Finishing | Dimension A | Usable surface (cm²) | Packaging | |||
|---|---|---|---|---|---|---|---|---|
|
|
18283 |
CLFI60-0200-10-3SS316 |
SS316
|
200
|
55.3
|
3
|
Default
|
|
|
|
18284 |
CLFI60-0300-10-3SS316 |
SS316
|
300
|
90.3
|
3
|
Default
|
|
|
|
18285 |
CLFI60-0400-10-3SS316 |
SS316
|
400
|
125.3
|
3
|
Default
|
|
|
|
18286 |
CLFI60-0500-10-3SS316 |
SS316
|
500
|
160.3
|
3
|
Default
|
|
|
|
18287 |
CLFI60-0600-10-3SS316 |
SS316
|
600
|
195.3
|
3
|
Default
|
|
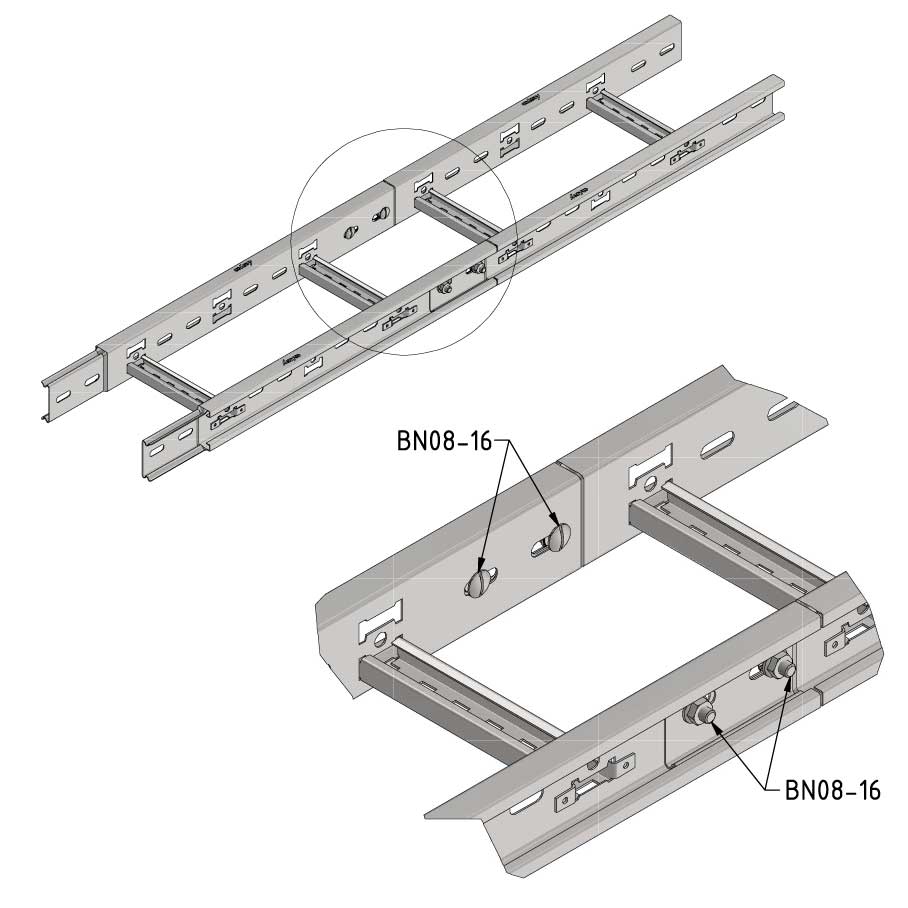
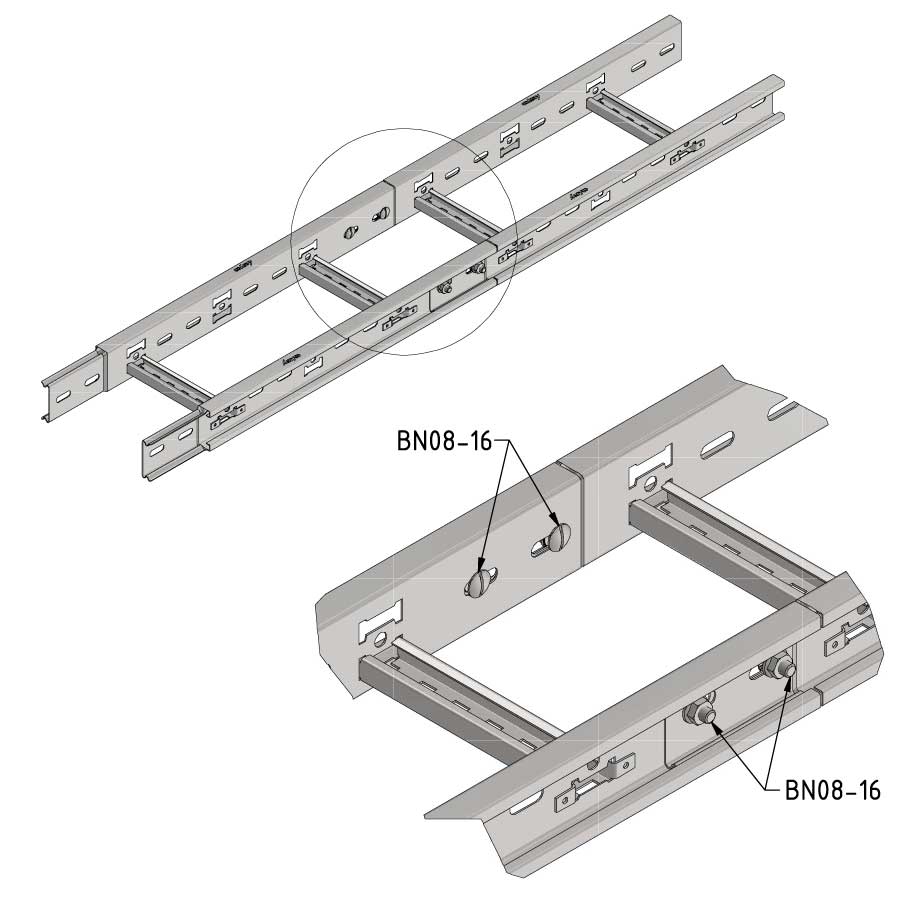
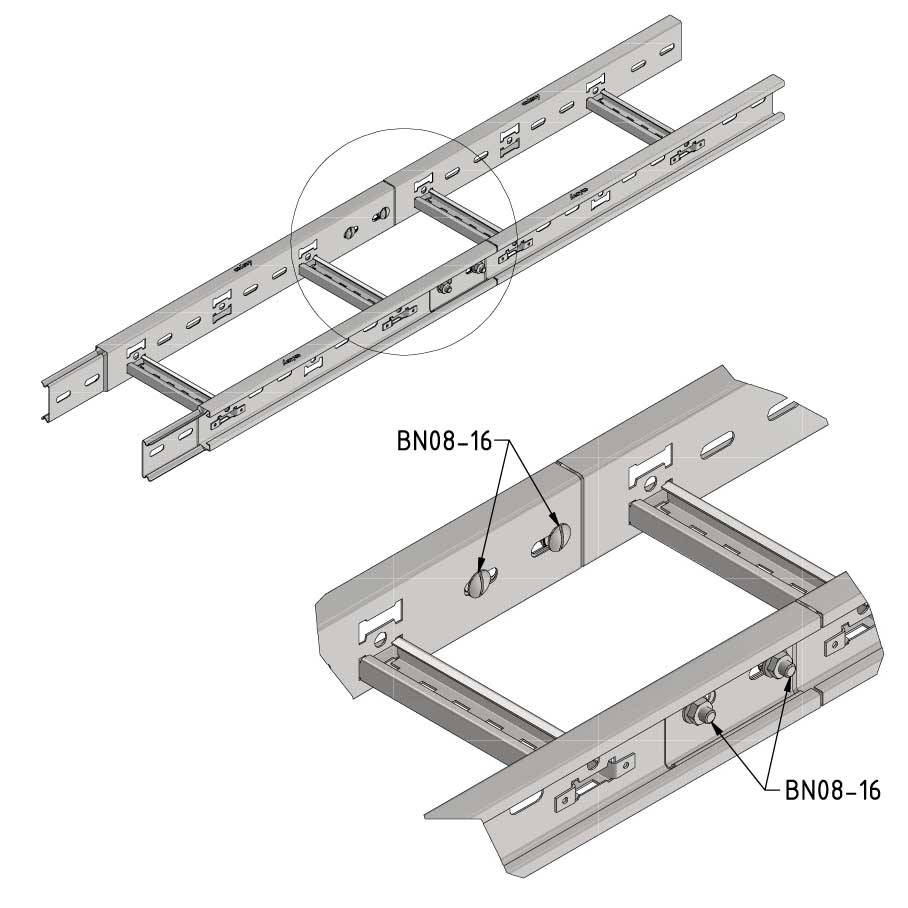
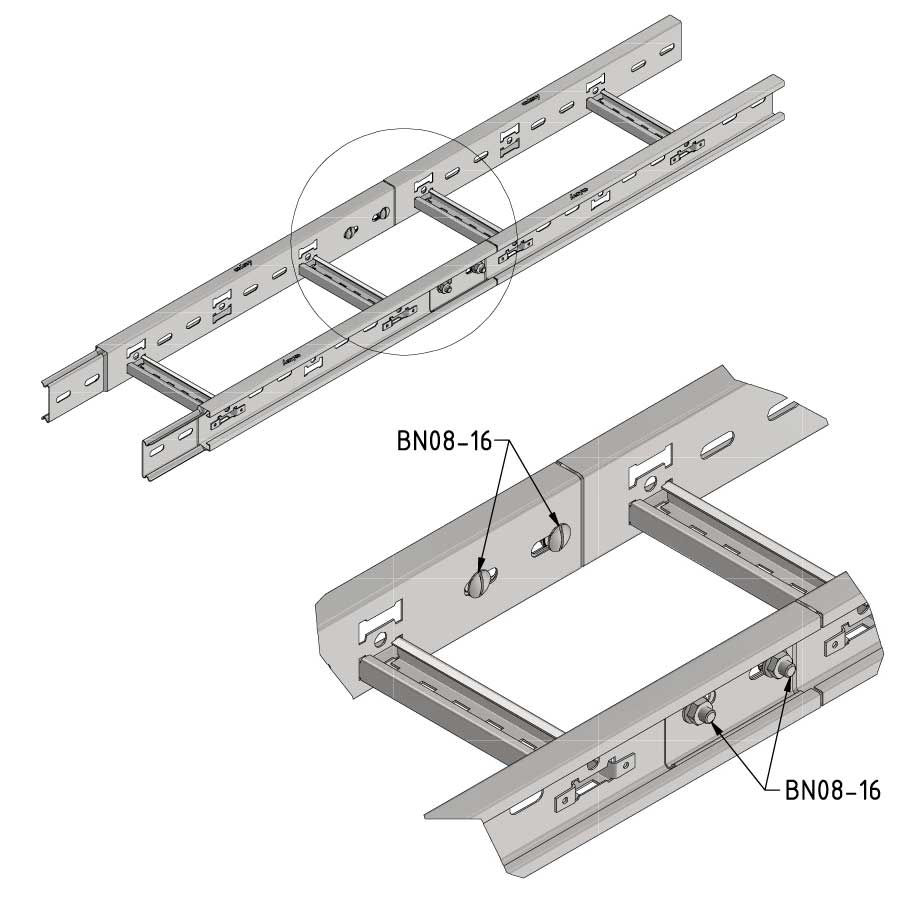
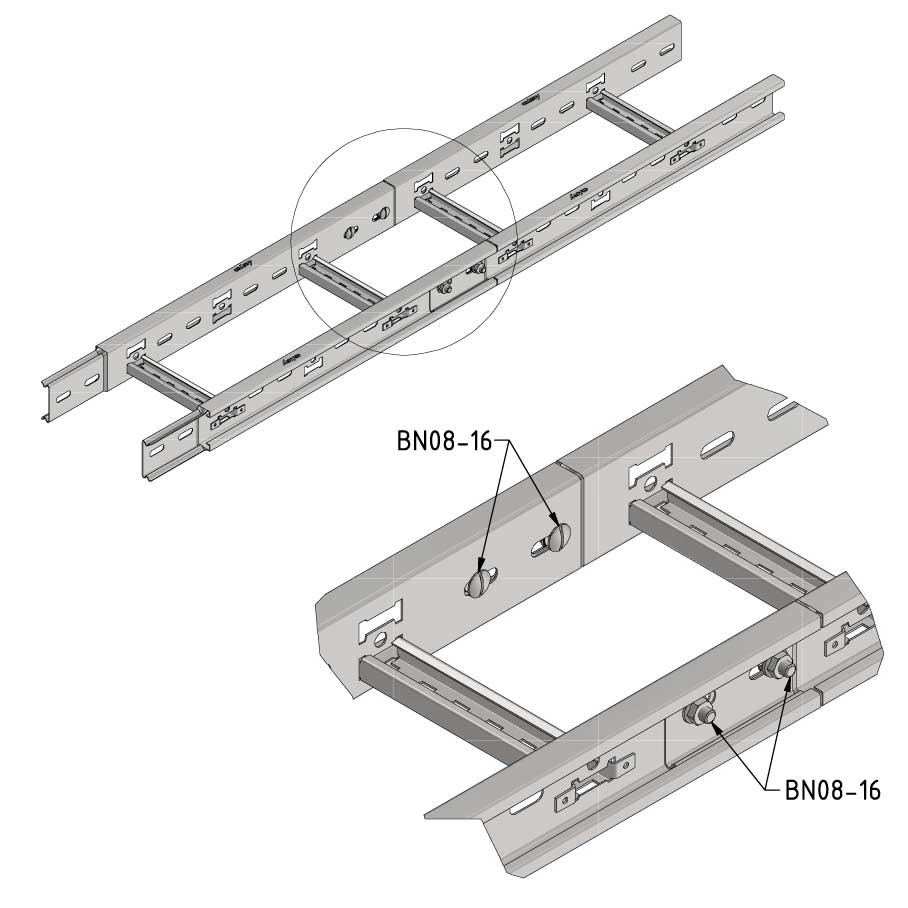
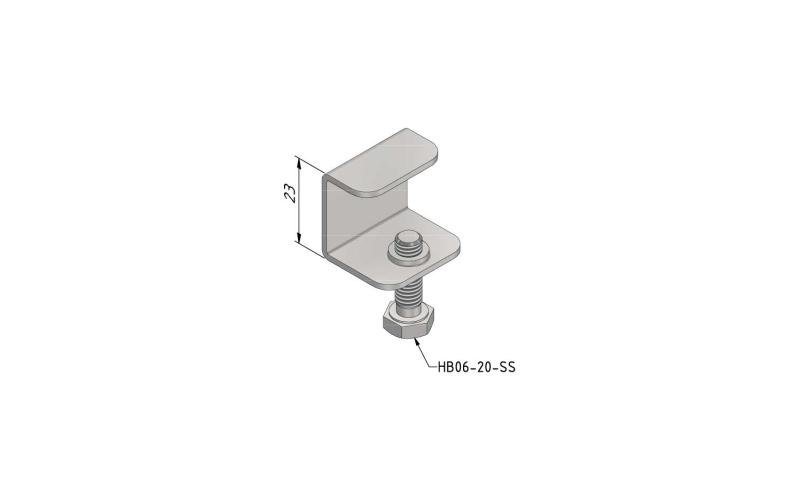
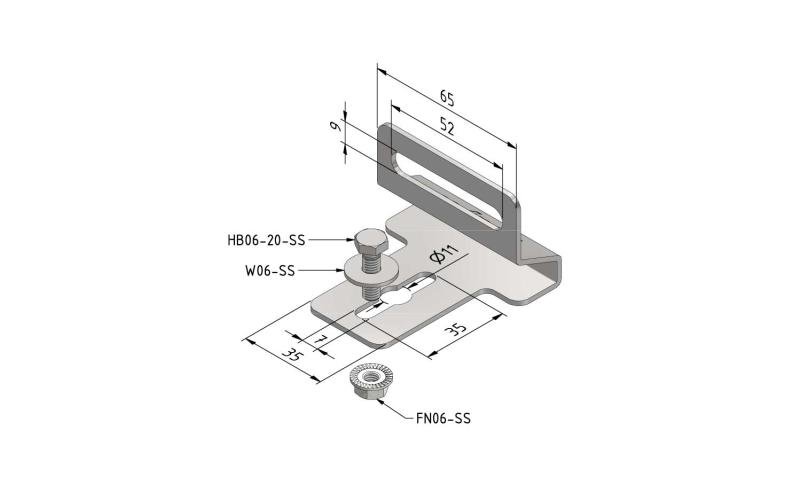
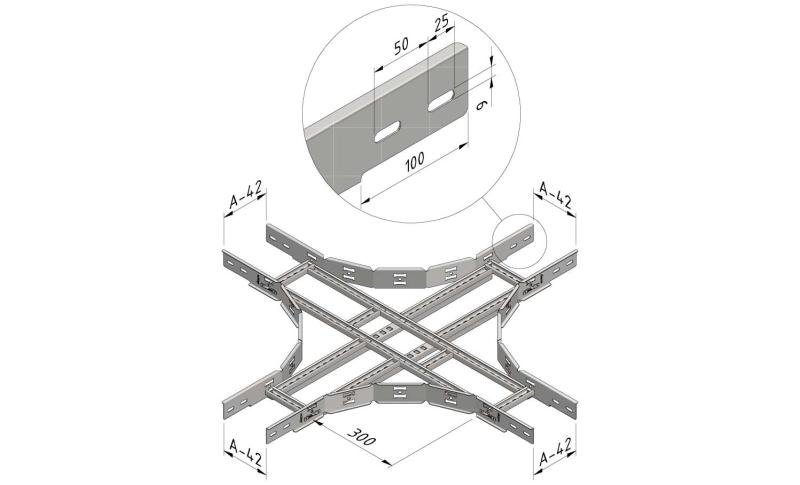
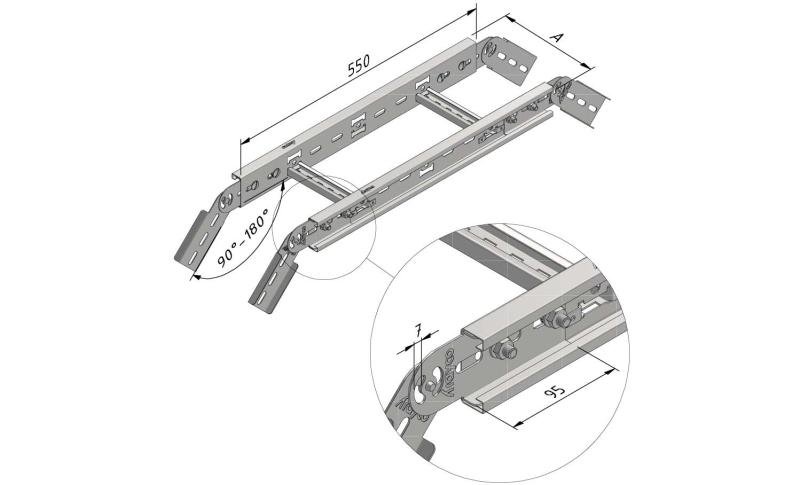
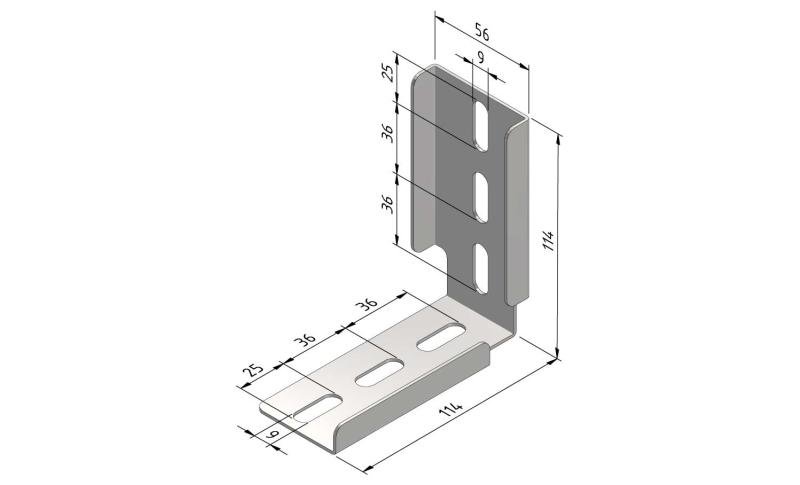
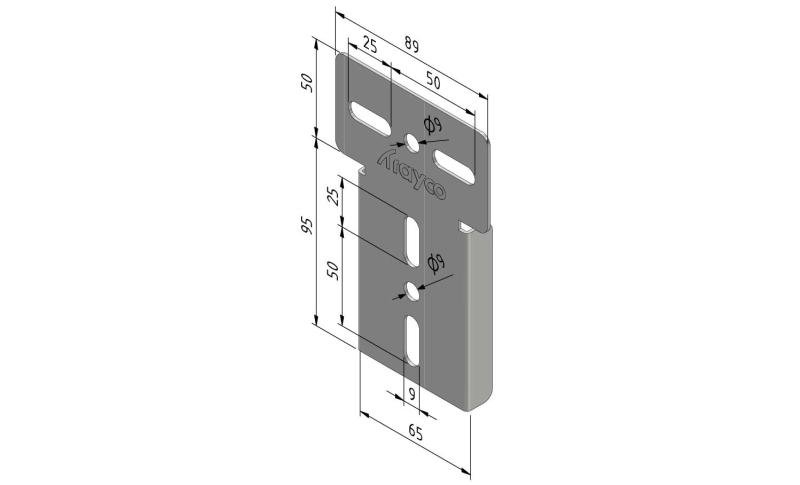
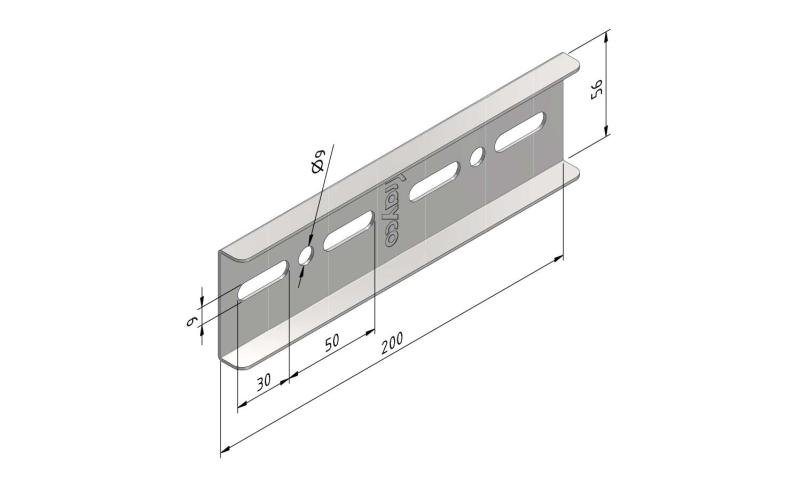
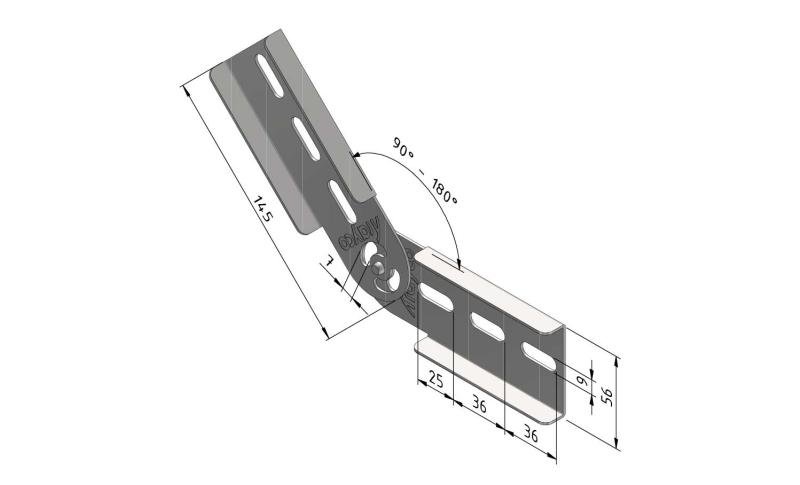
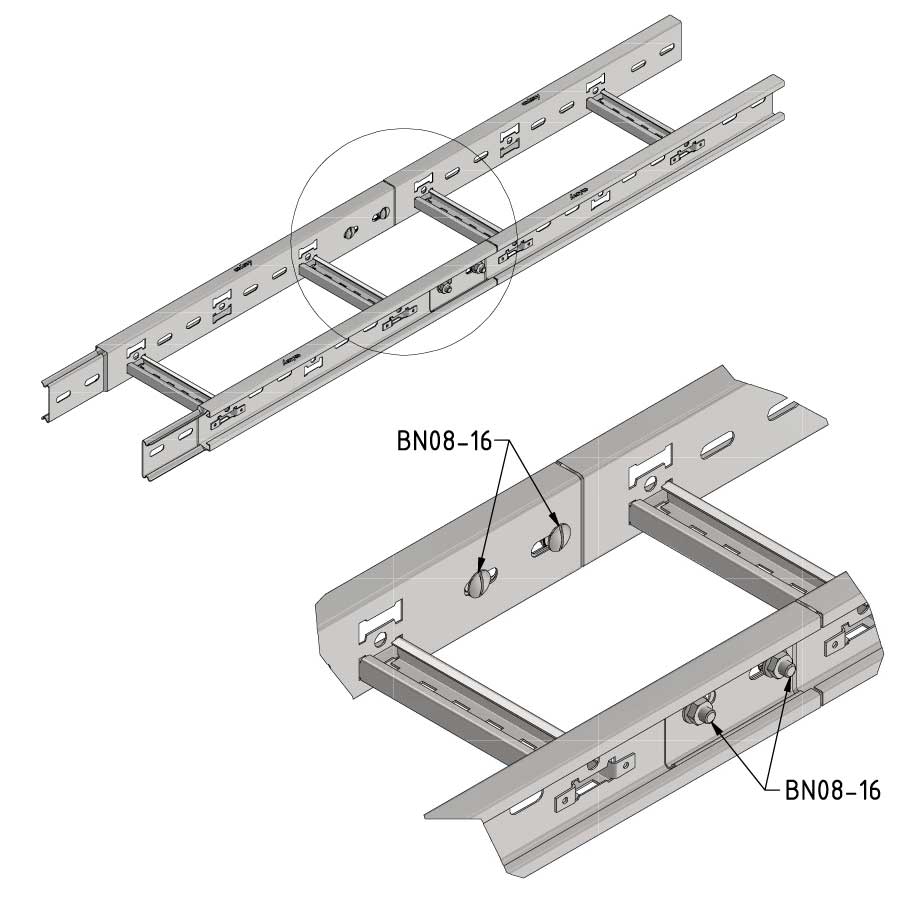
Assembly
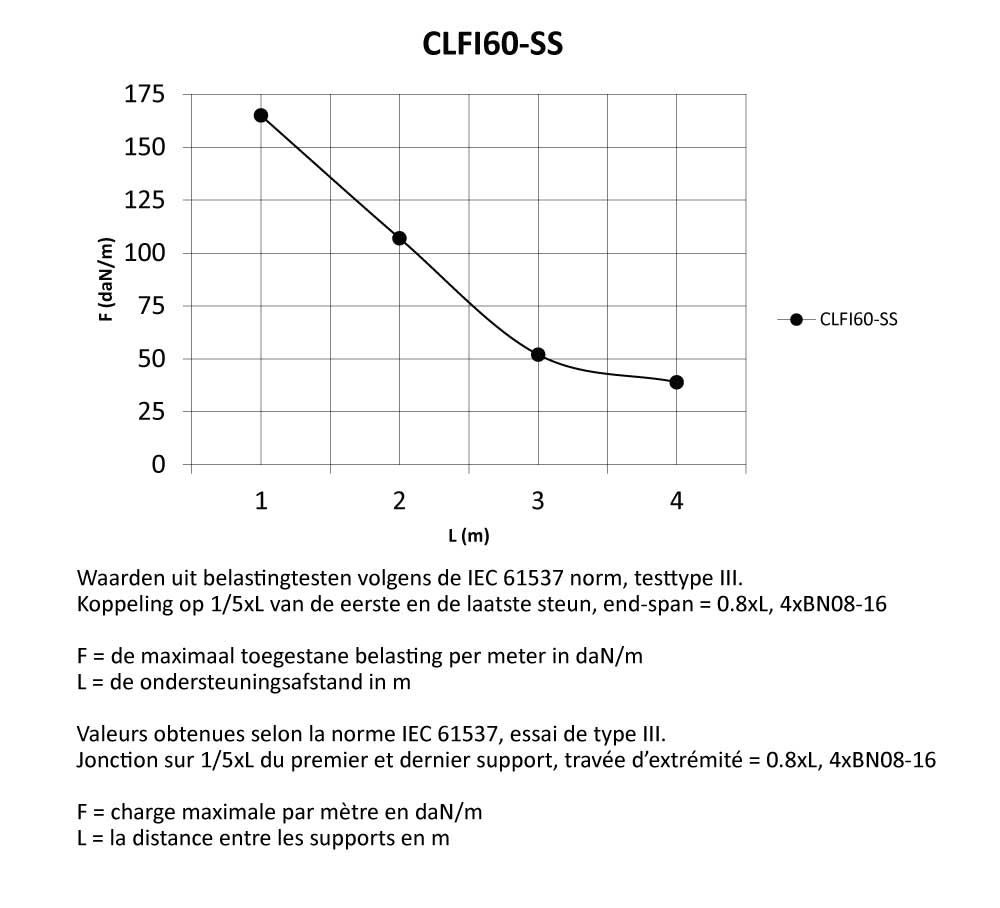
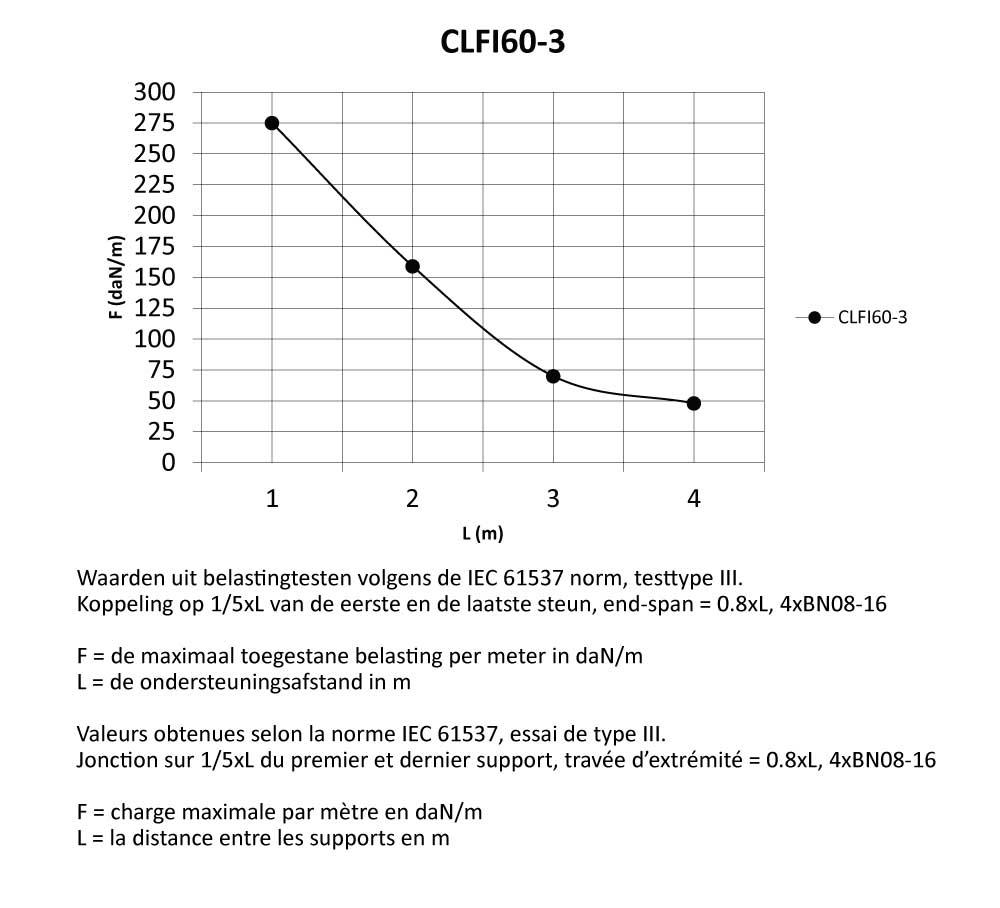
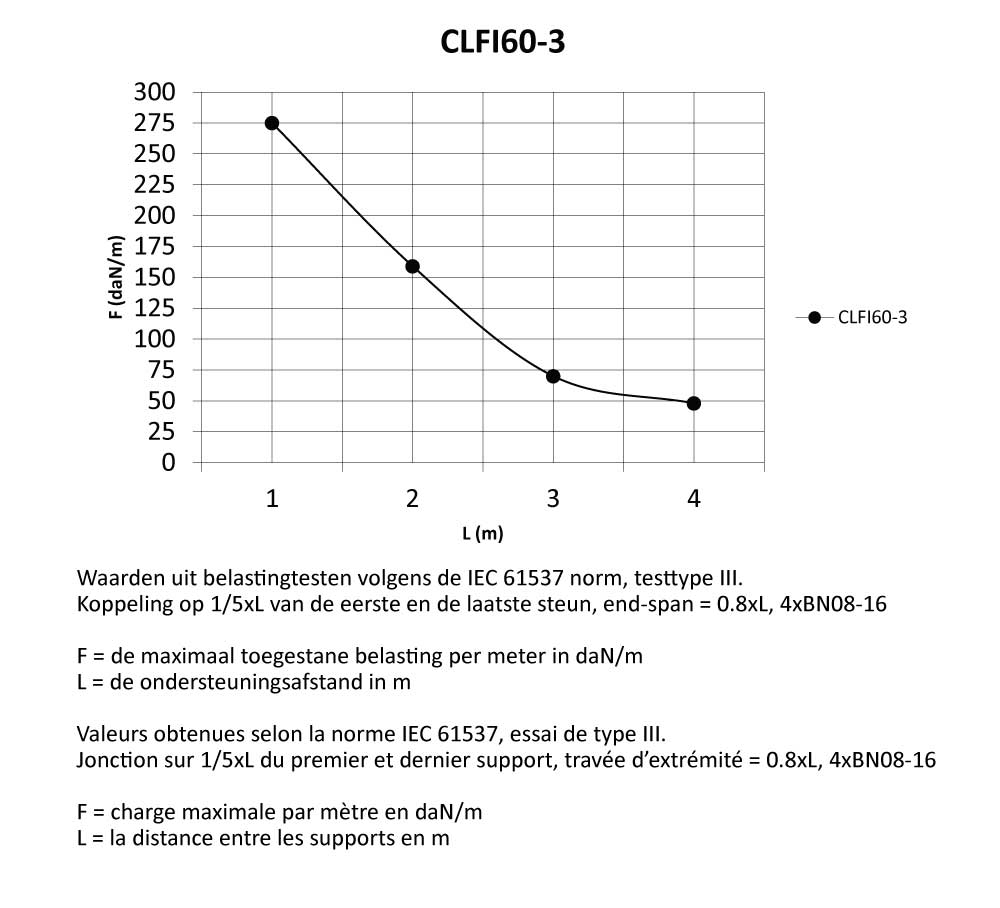
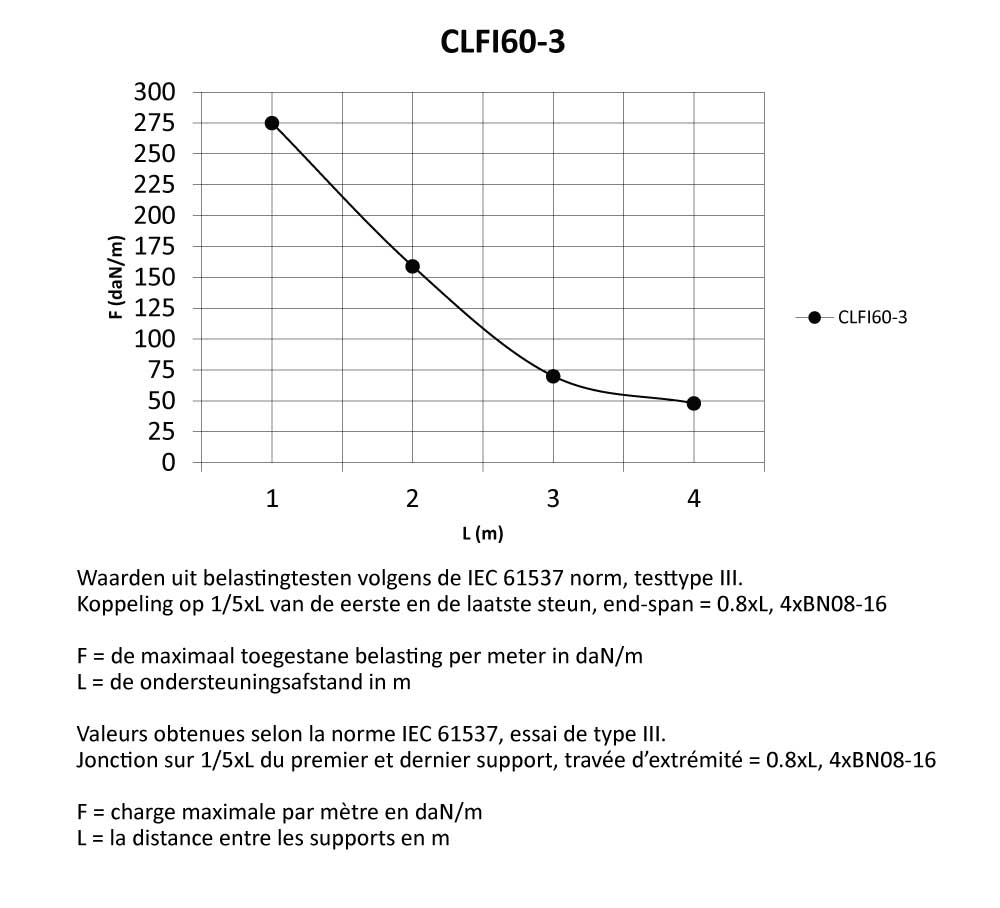
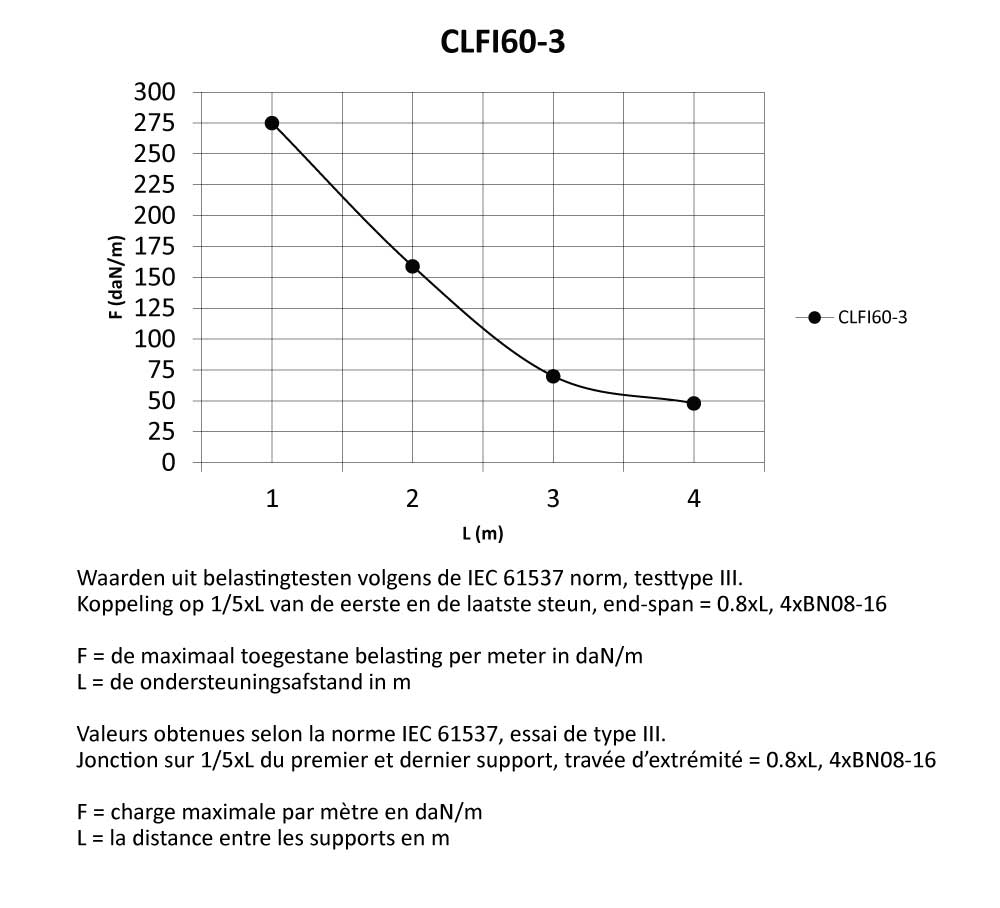
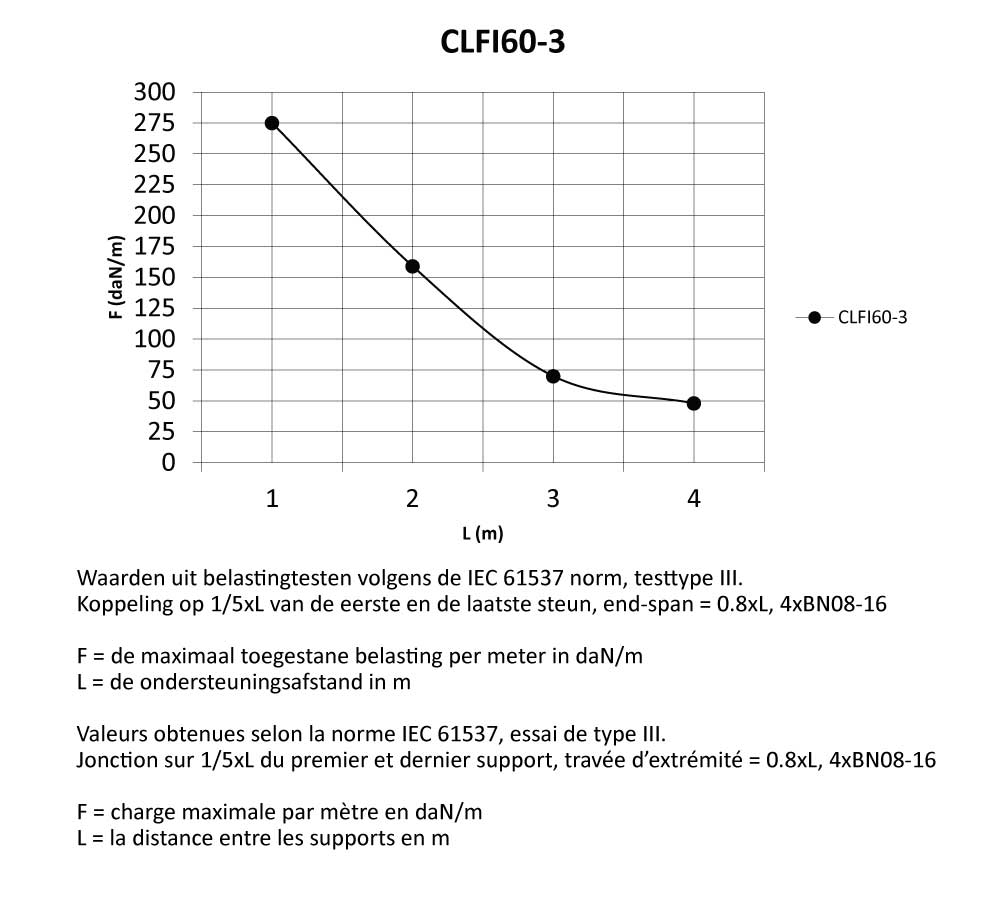
Load diagram