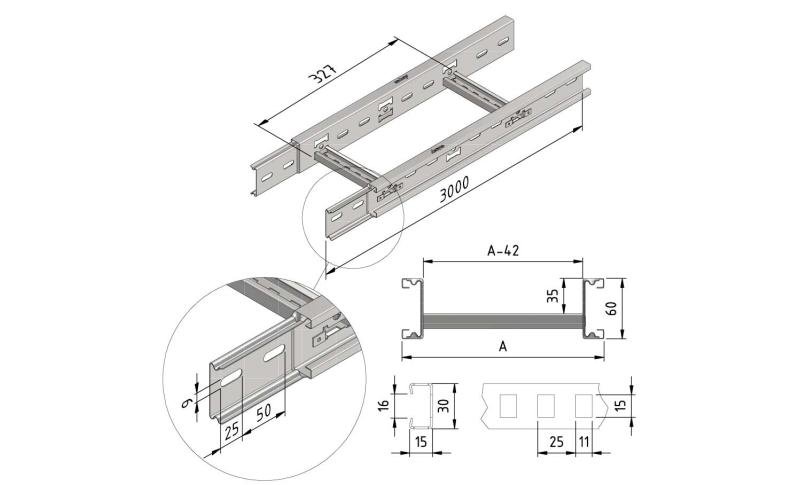
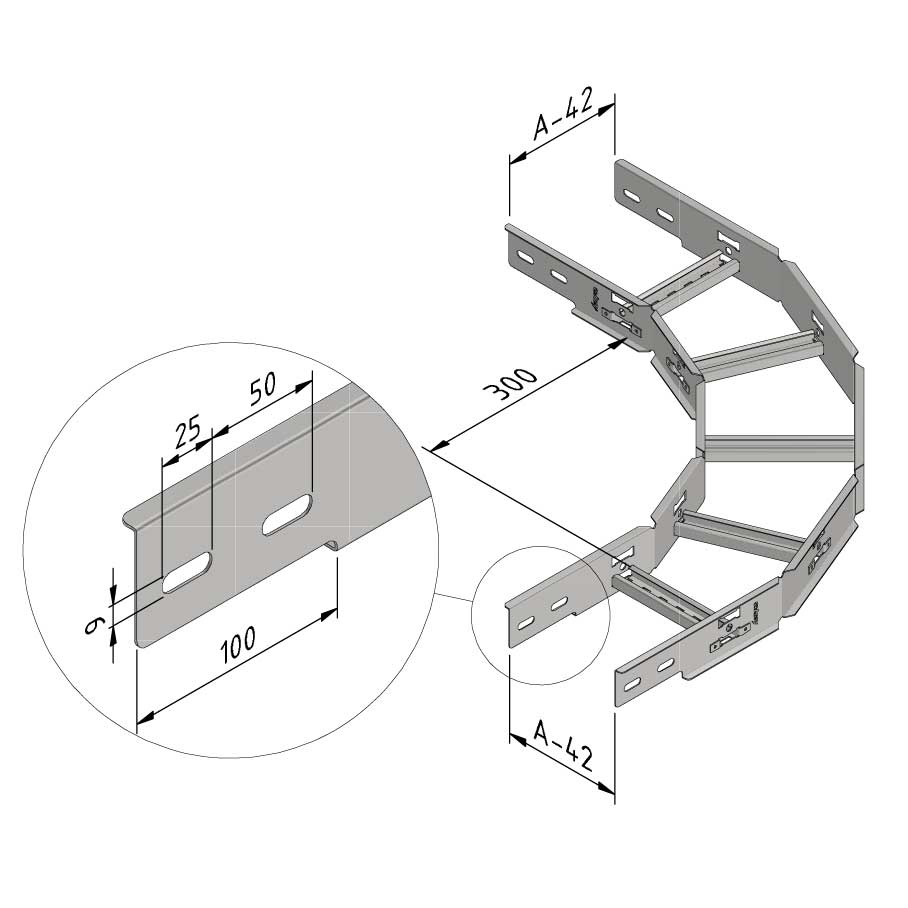
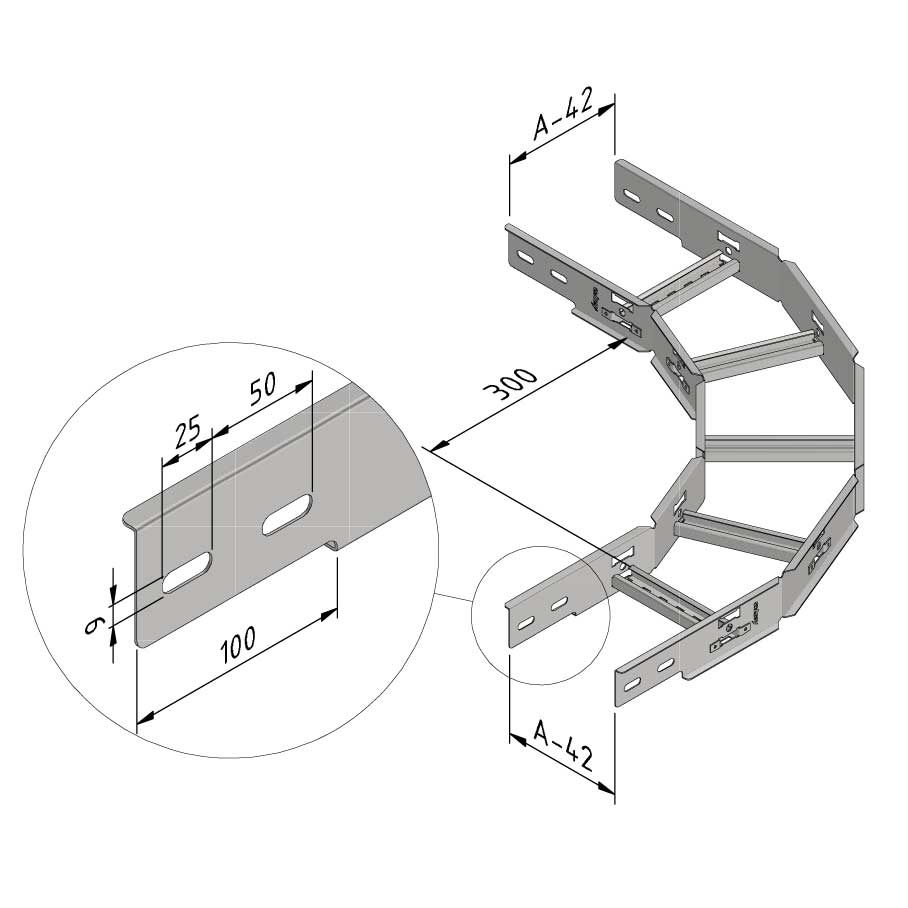
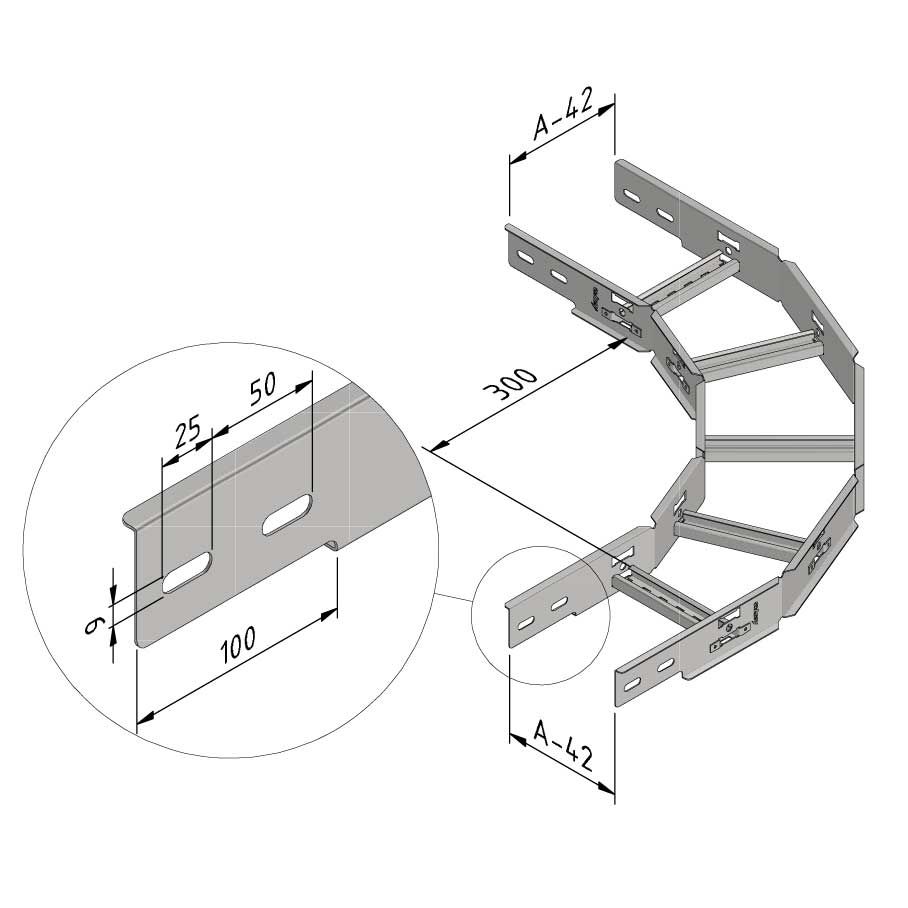
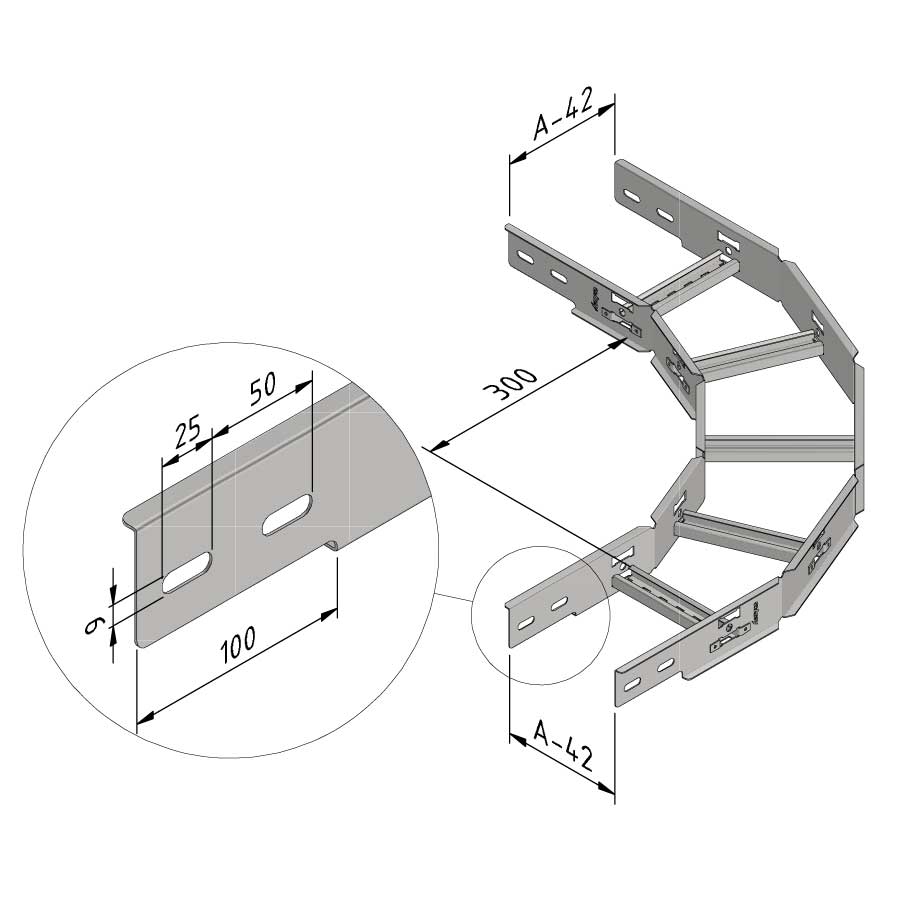
Bend CLFI60
SS-CLFI60-B90


Bend CLFI60
SS-CLFI60-B90
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
18088 |
CLFI60-B90-0200-SS316 |
SS316
|
200
|
1
|
Default
|
|
|
|
18089 |
CLFI60-B90-0300-SS316 |
SS316
|
300
|
1
|
Default
|
|
|
|
18090 |
CLFI60-B90-0400-SS316 |
SS316
|
400
|
1
|
Default
|
|
|
|
18091 |
CLFI60-B90-0500-SS316 |
SS316
|
500
|
1
|
Default
|
|
|
|
18092 |
CLFI60-B90-0600-SS316 |
SS316
|
600
|
1
|
Default
|
|
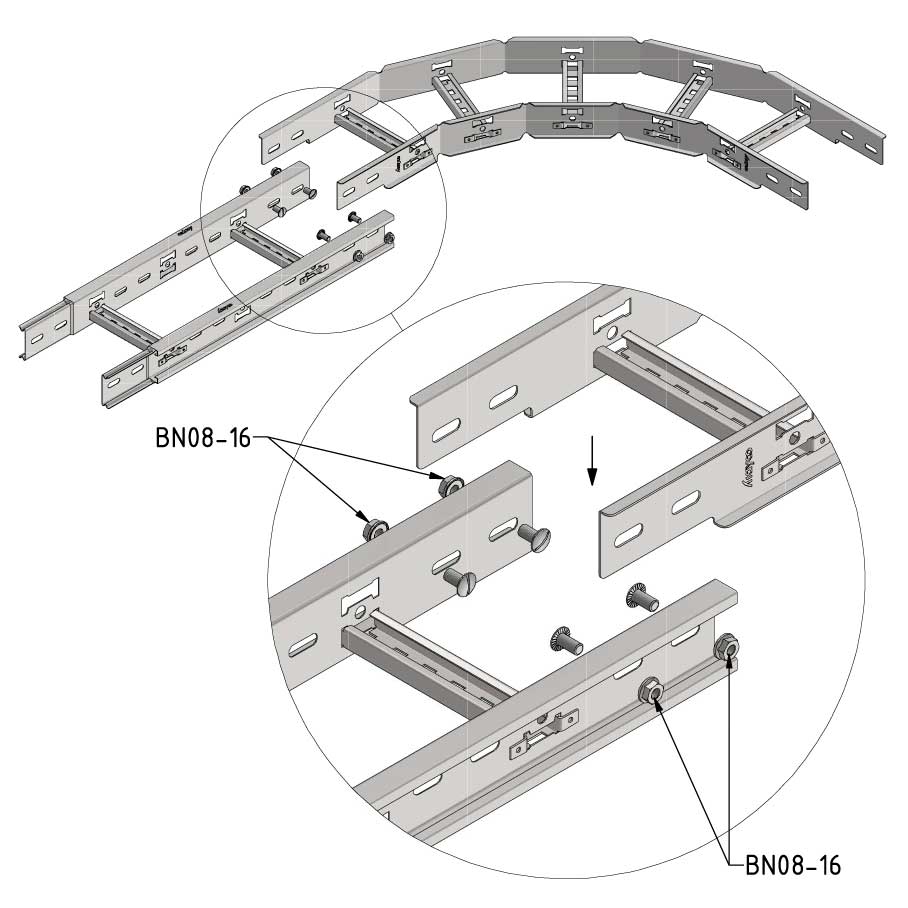
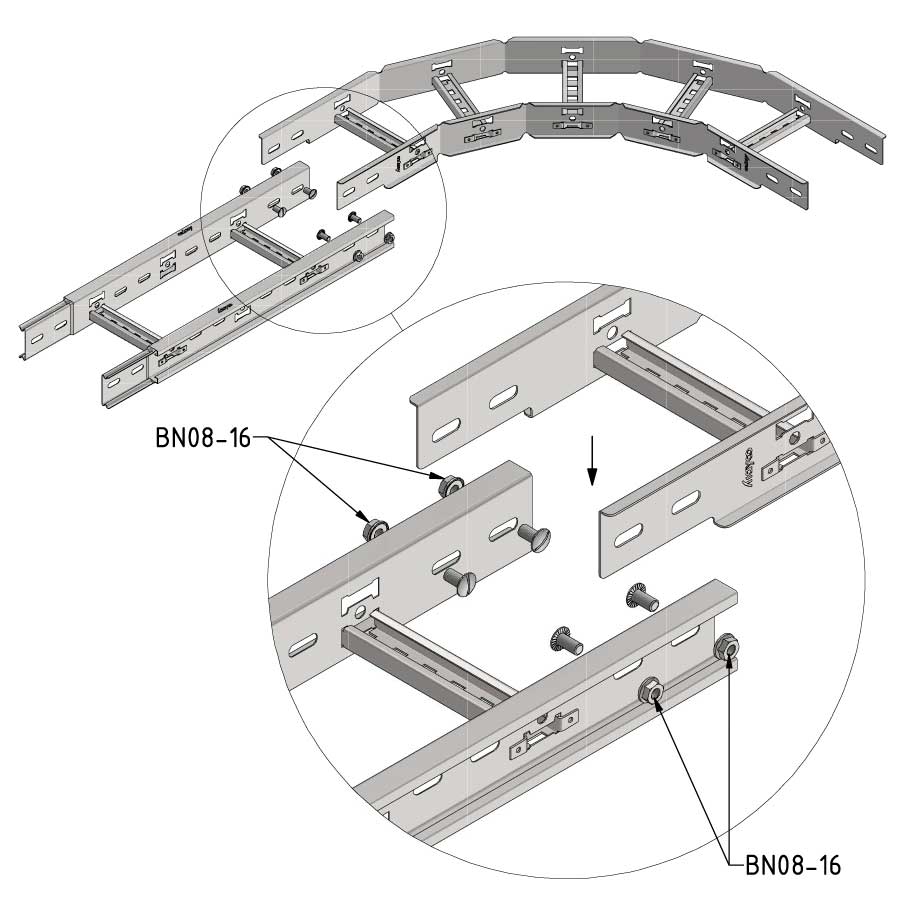


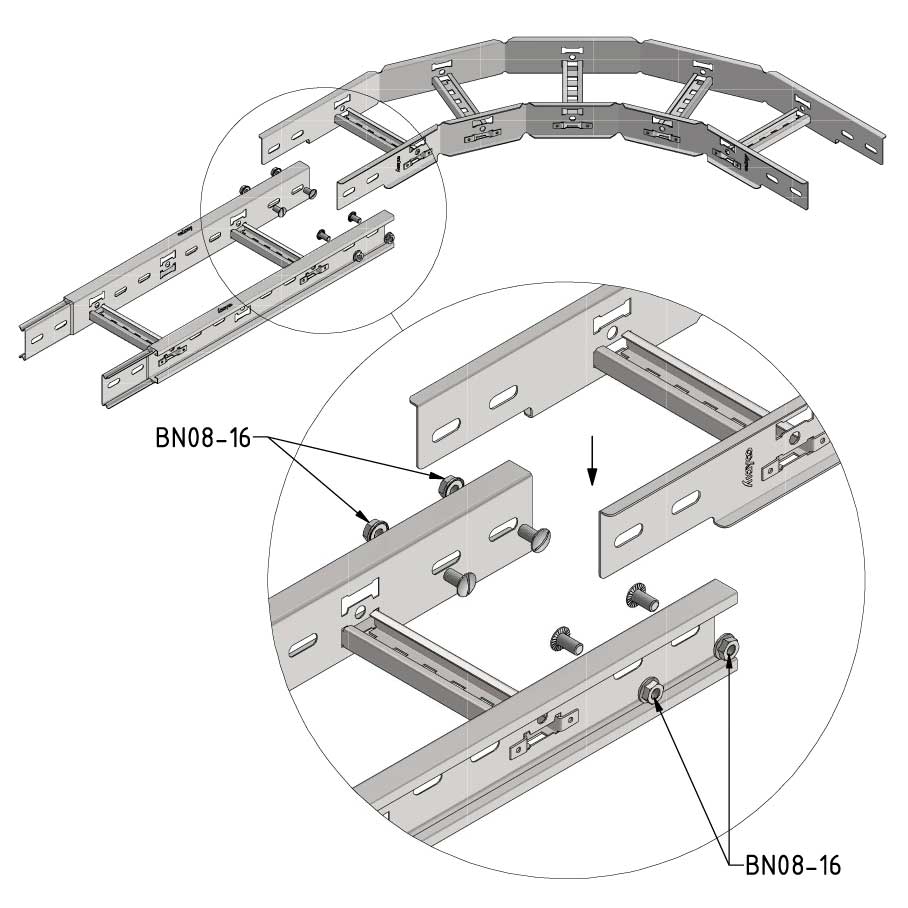

Assembly