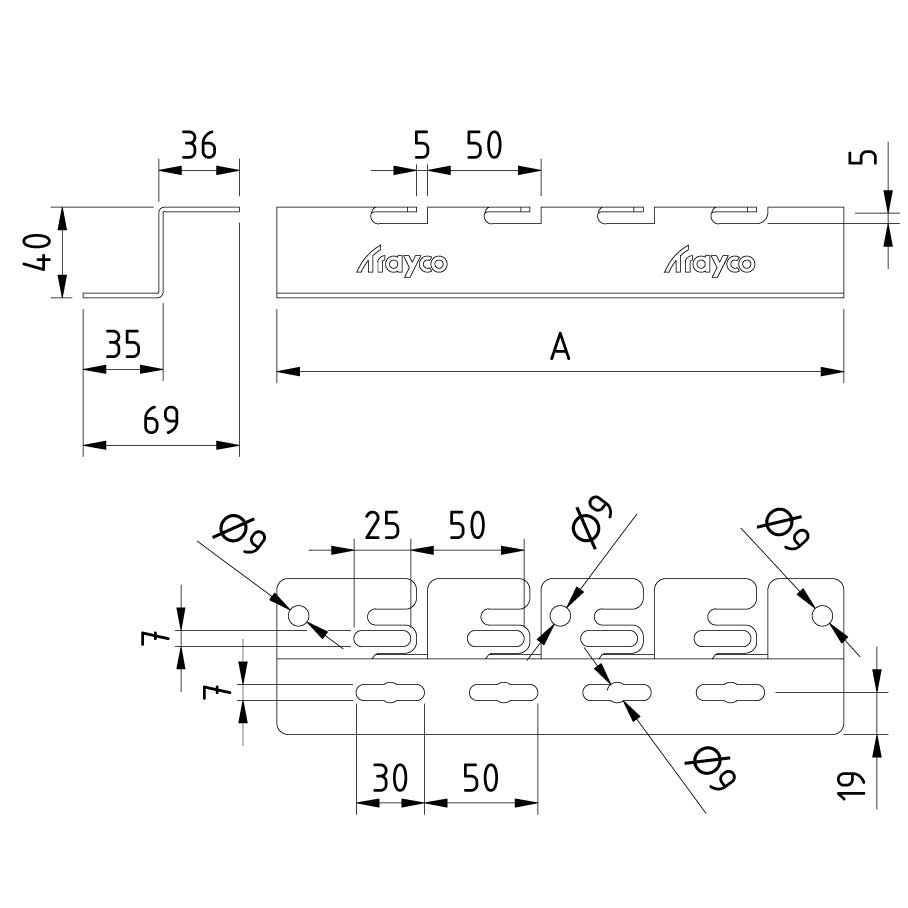
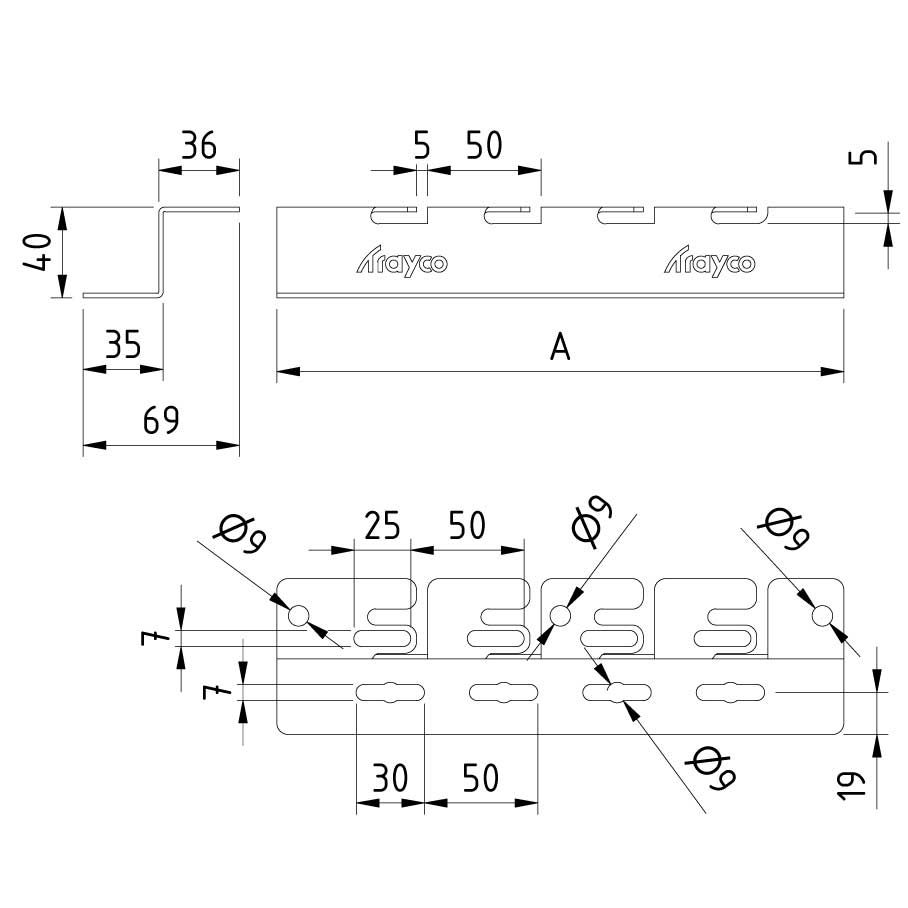
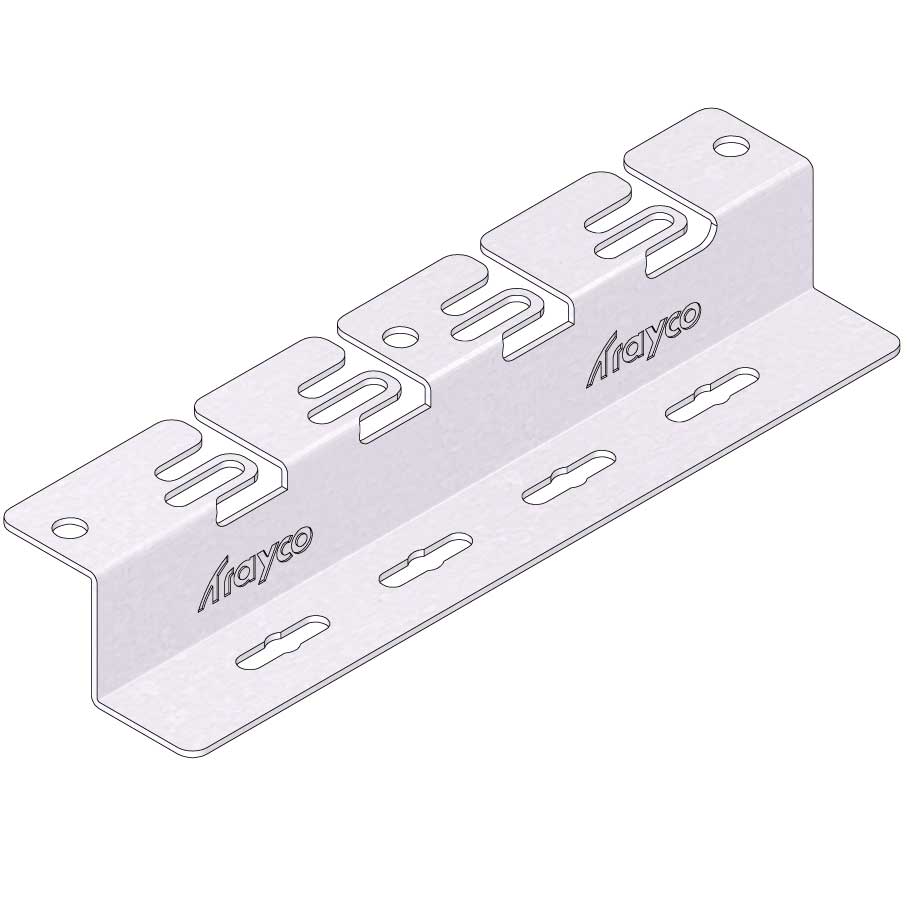
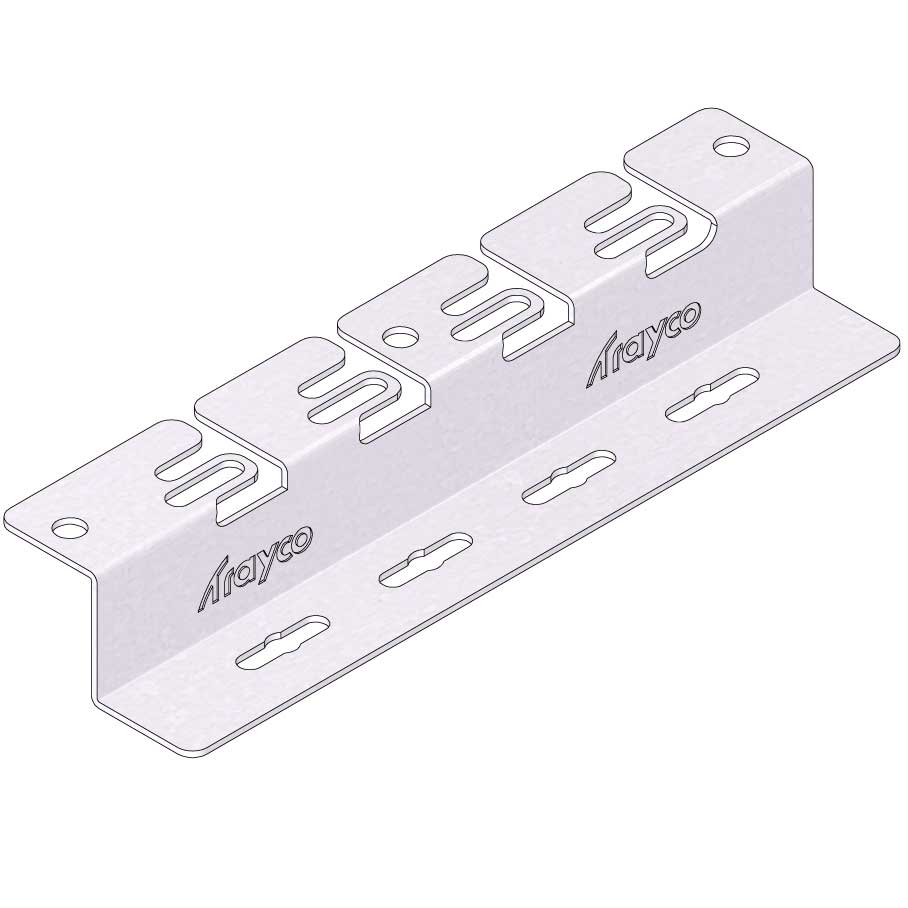
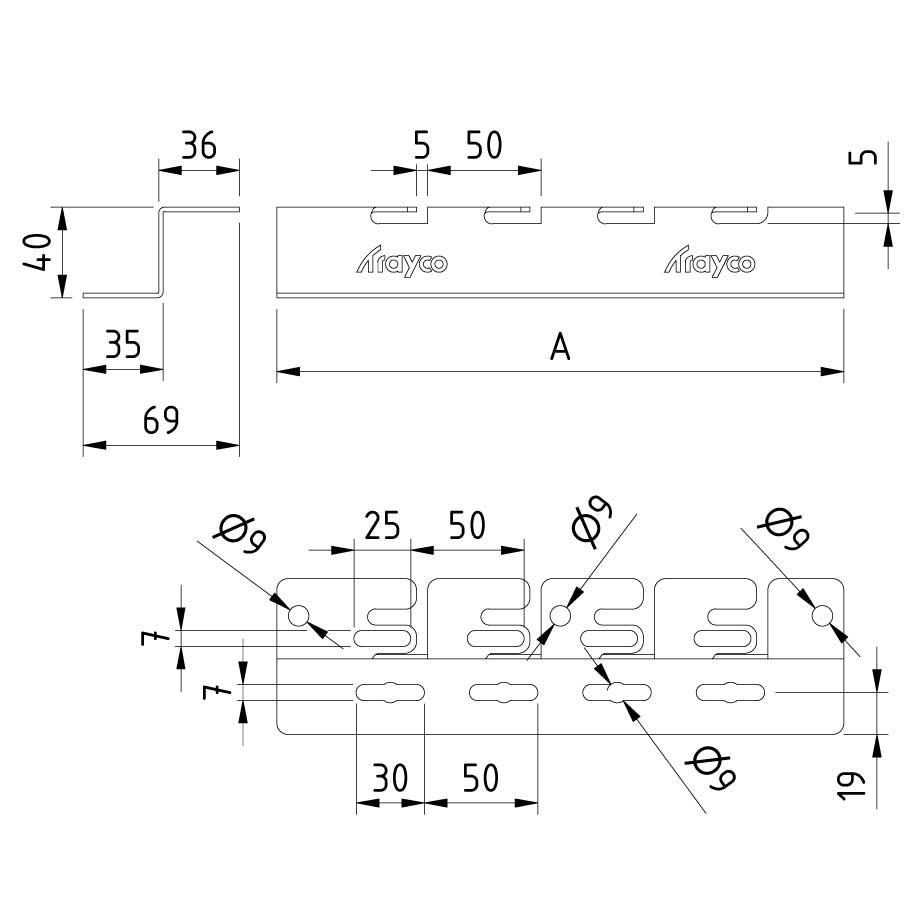
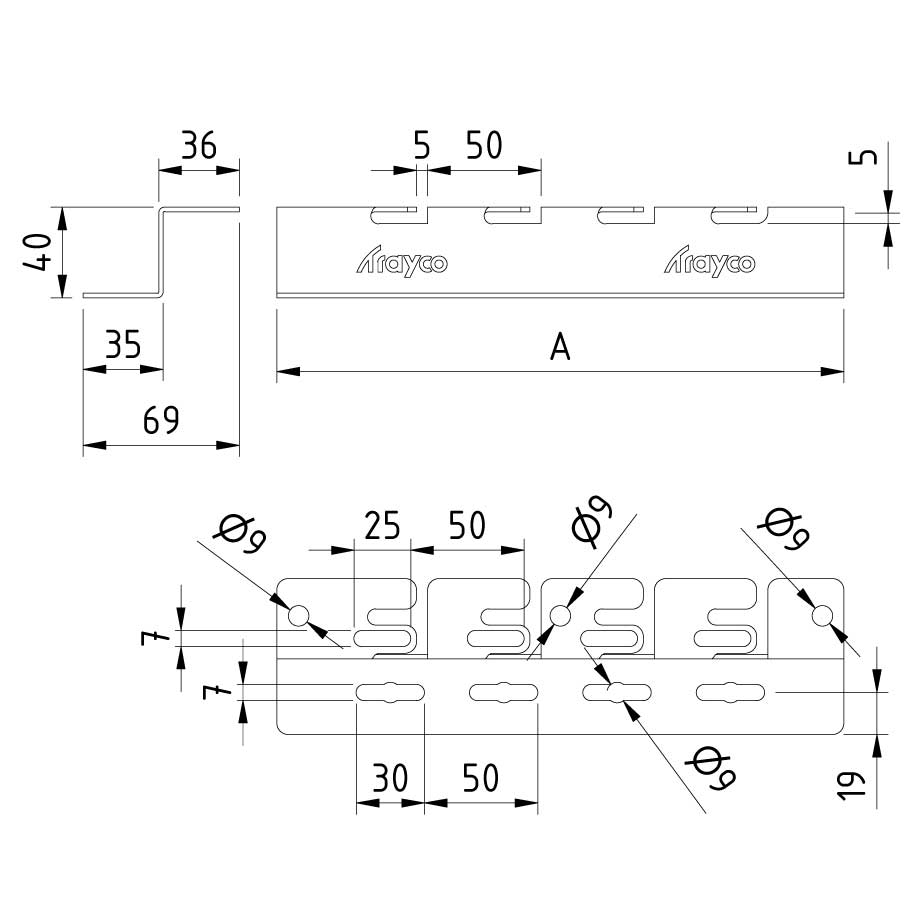
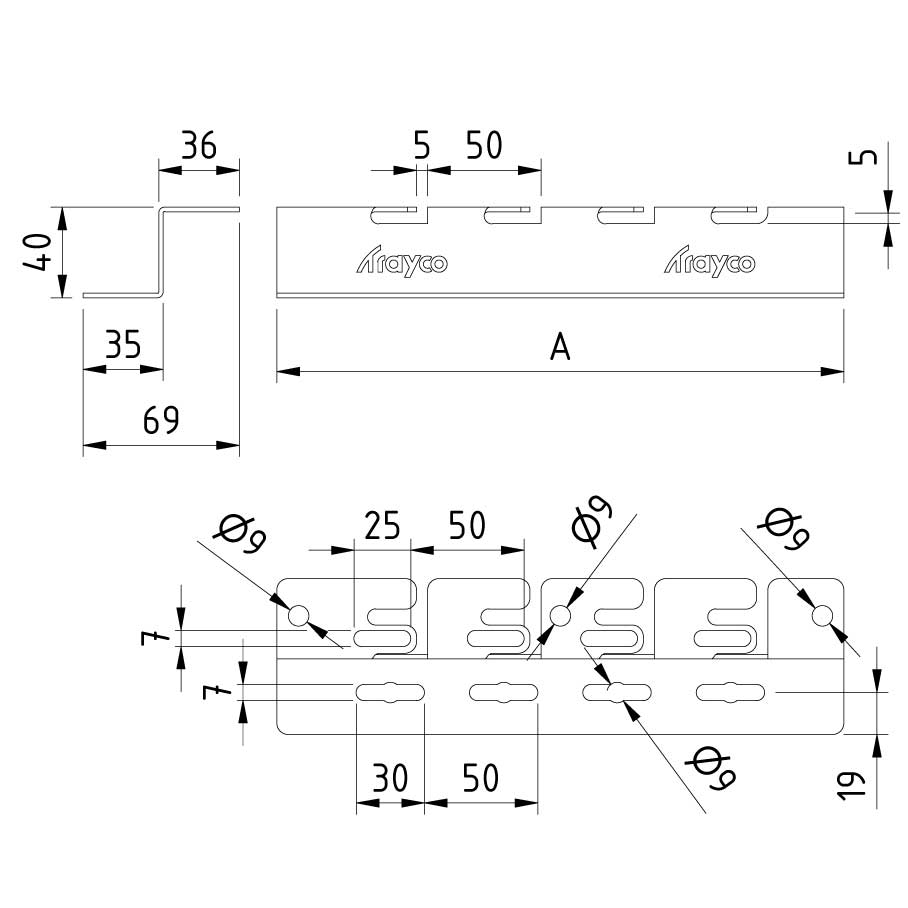
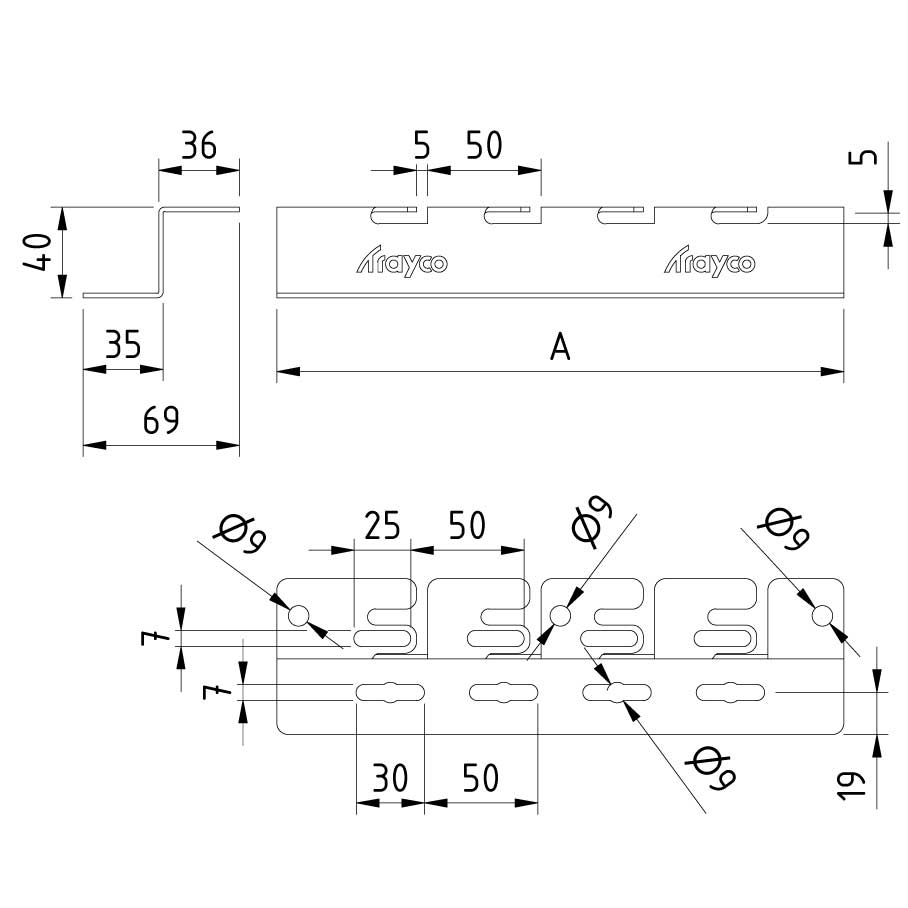
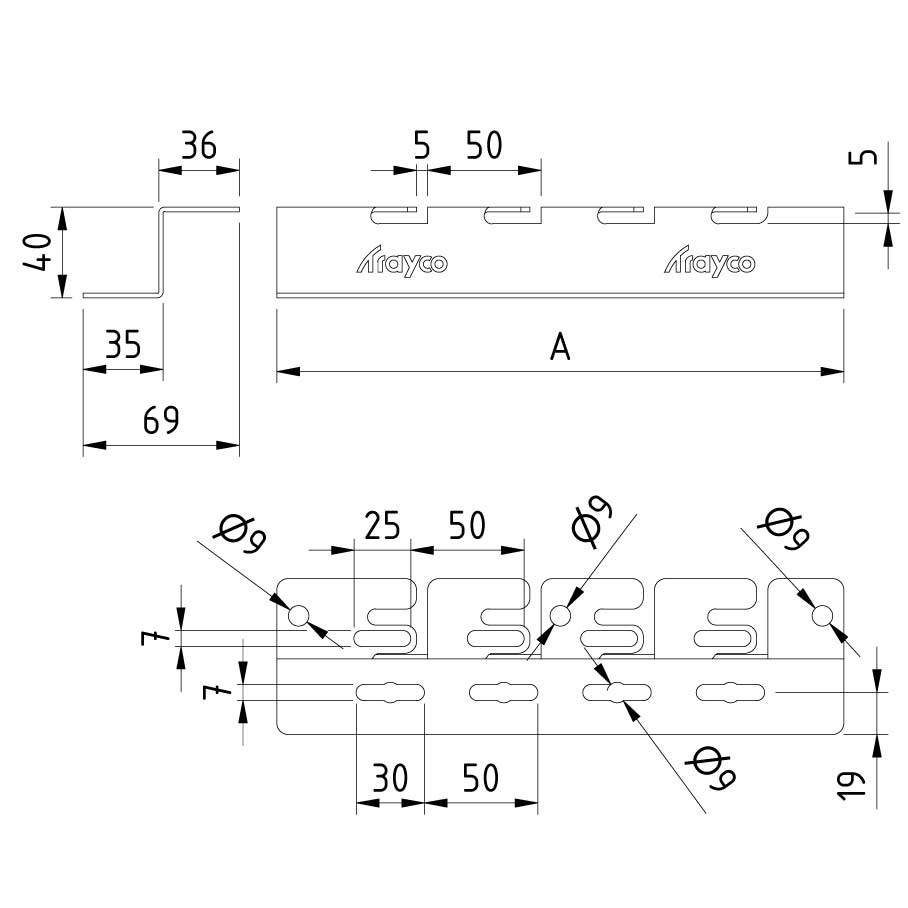
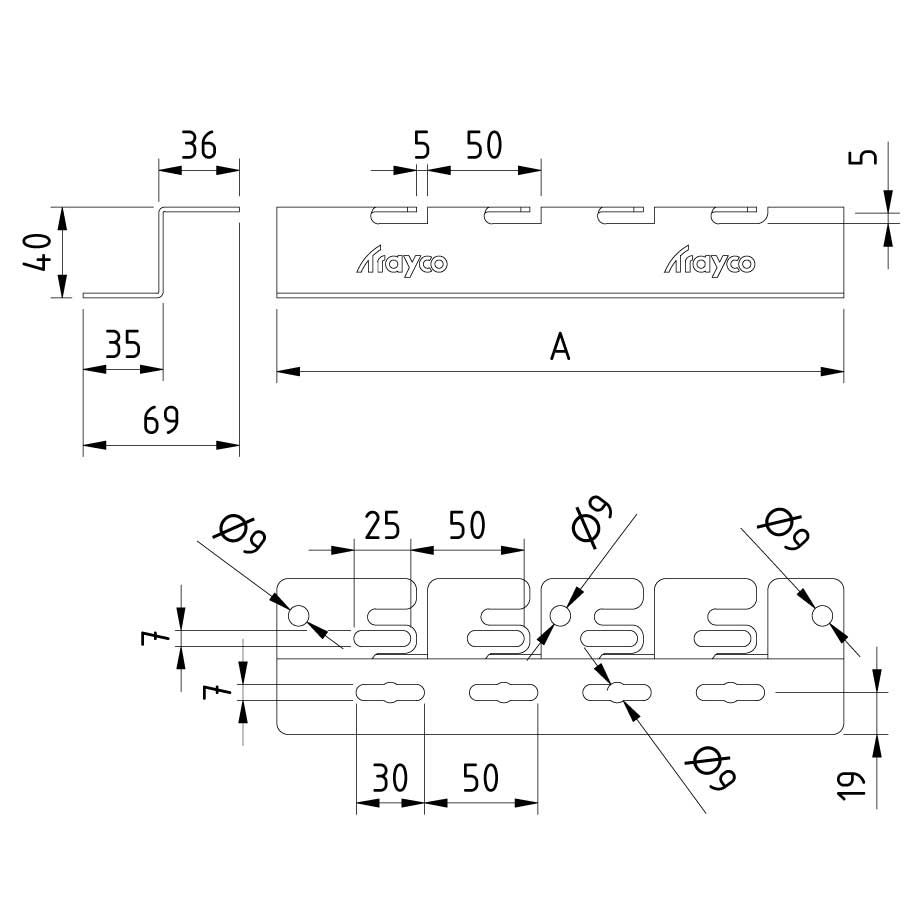
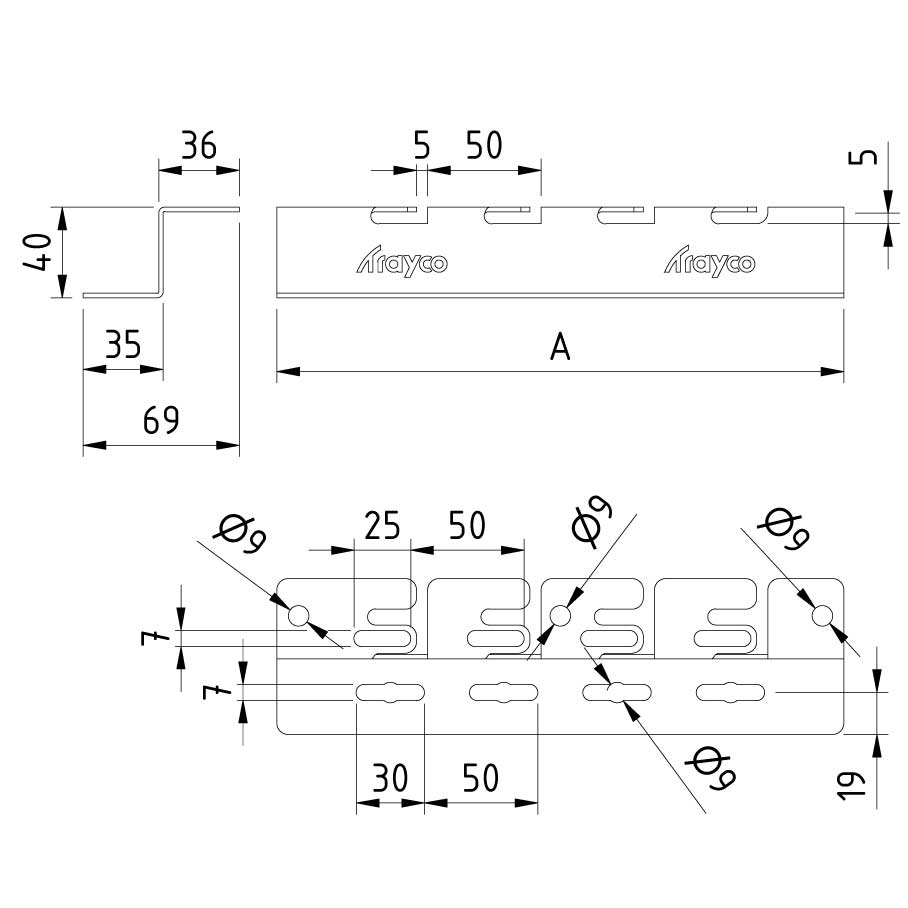
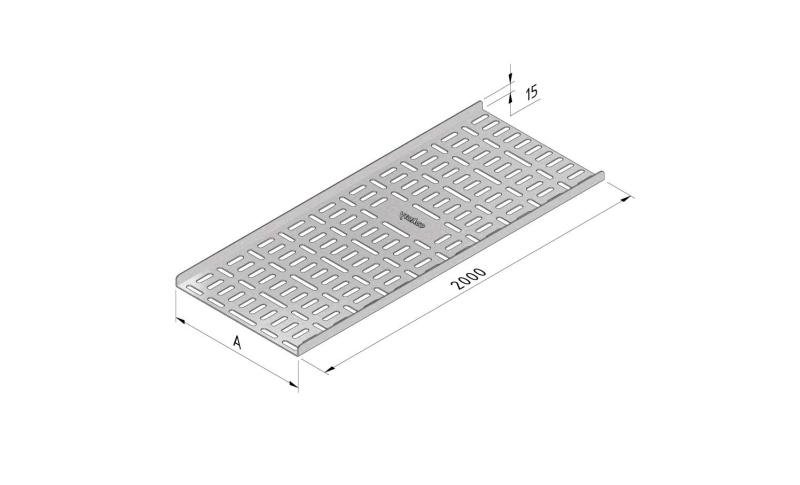
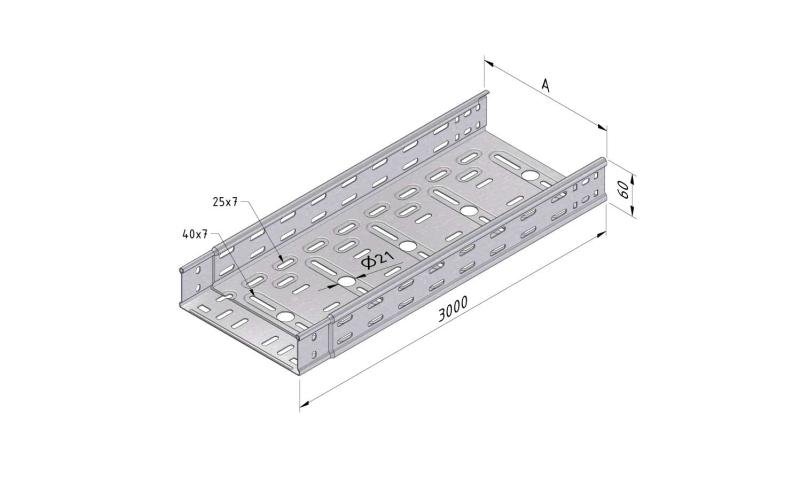
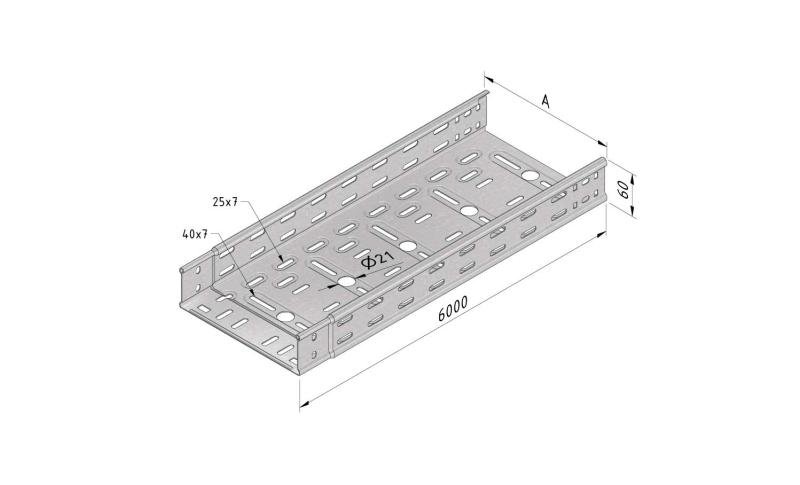
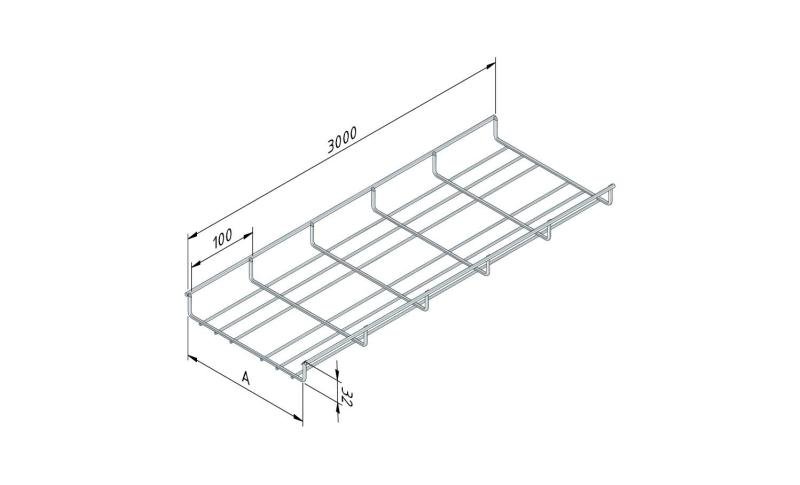
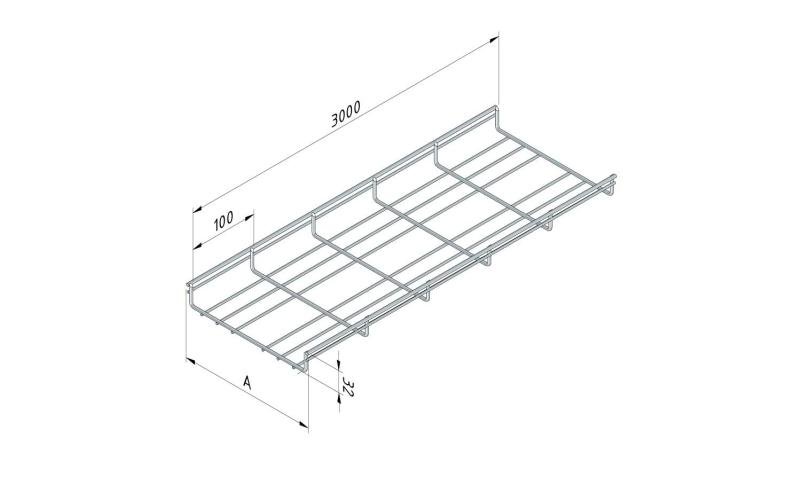
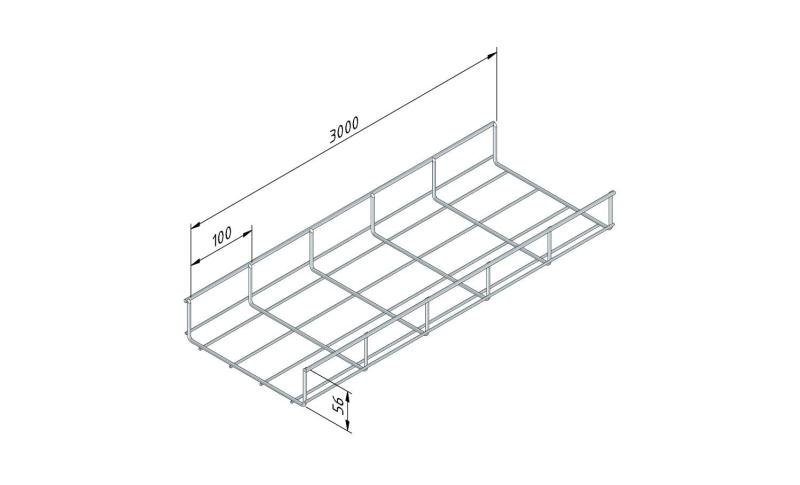
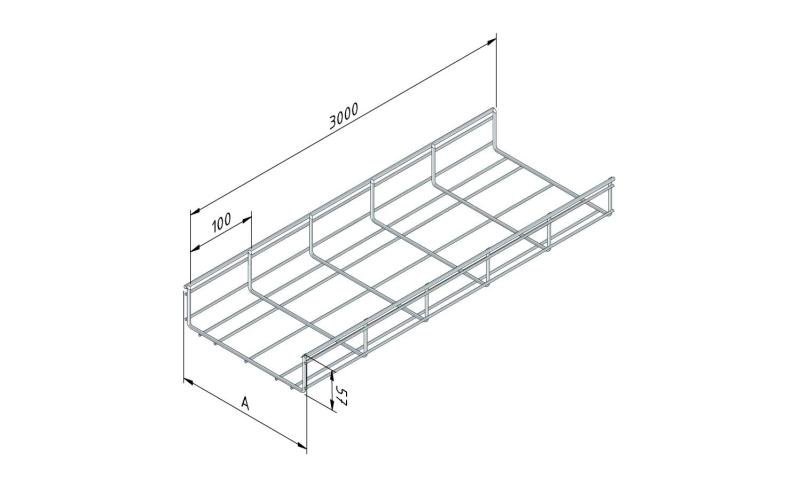
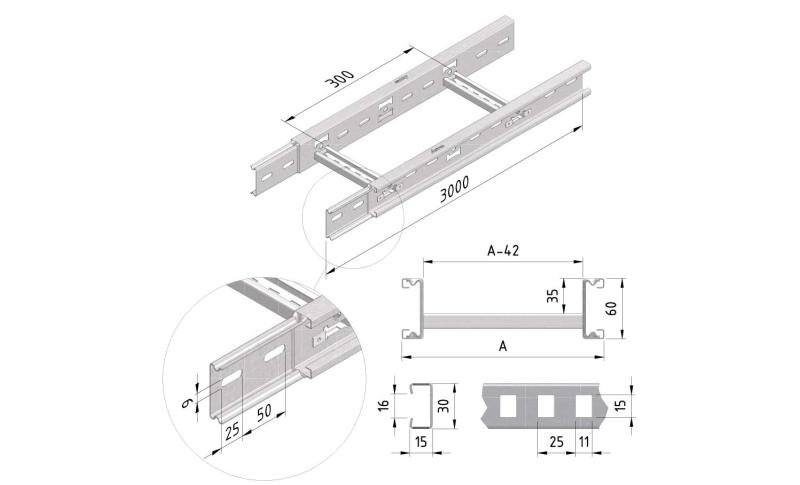
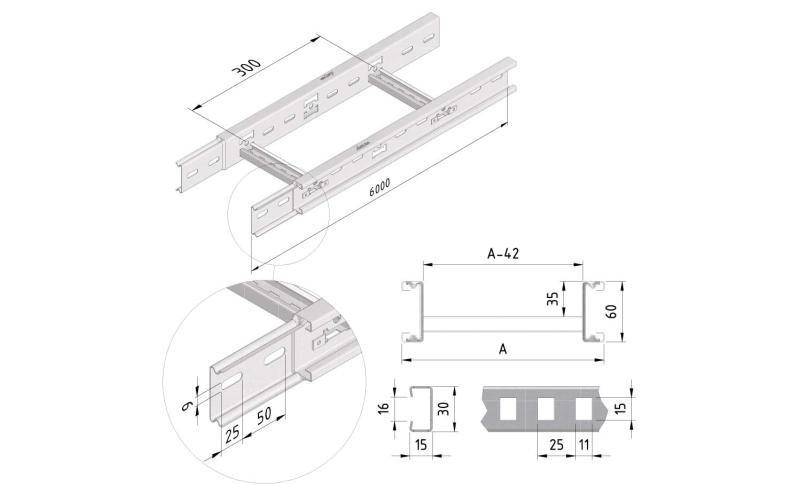
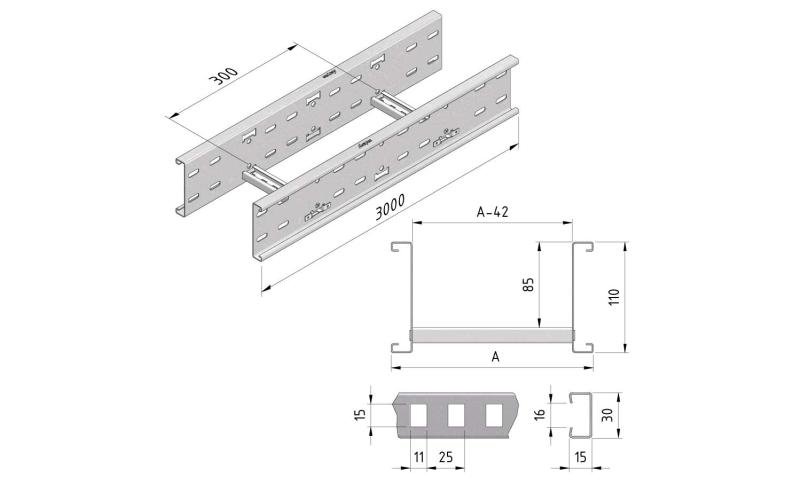
Z-Profile
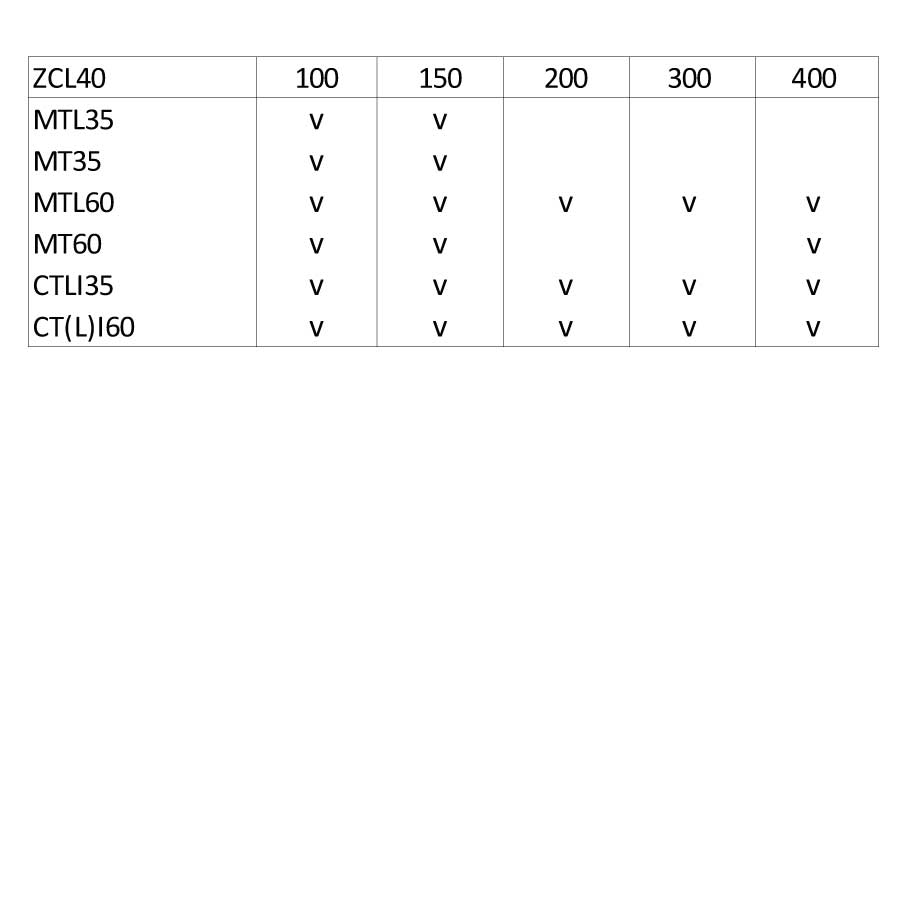
ZCL40


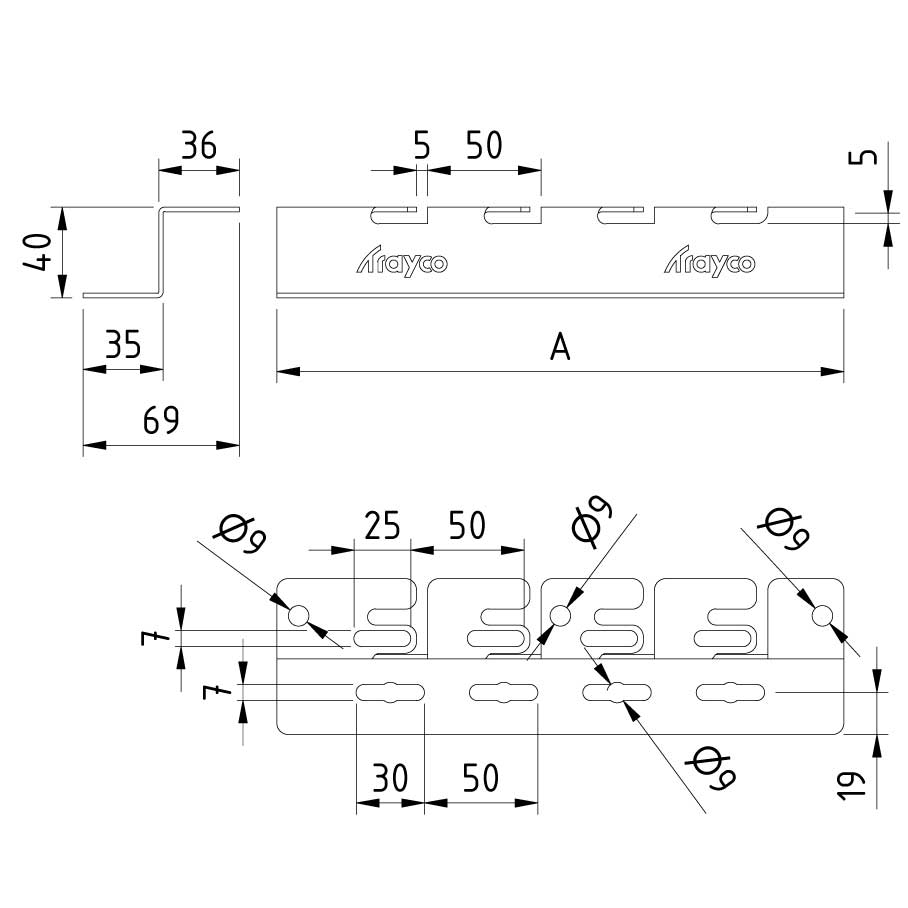
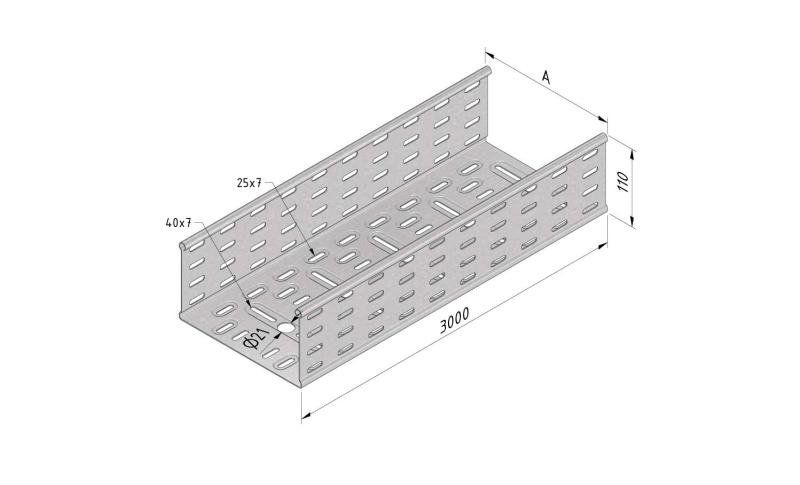
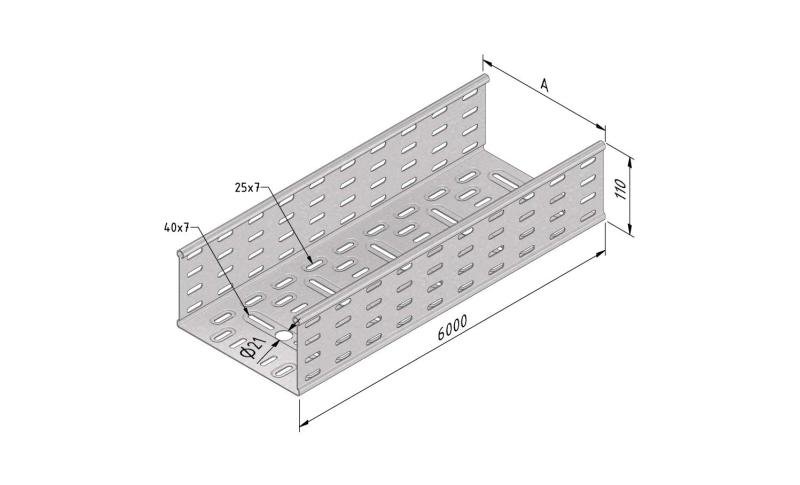
Z-Profile
ZCL40
To be used with CTLI60 - MTL60
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
14222 |
ZCL40-100-PG |
PG
|
150
|
10
|
Default
|
|
|
|
14223 |
ZCL40-150-PG |
PG
|
200
|
10
|
Default
|
|
|
|
14224 |
ZCL40-200-PG |
PG
|
250
|
10
|
Default
|
|
|
|
14225 |
ZCL40-300-PG |
PG
|
350
|
10
|
Default
|
|
|
|
16783 |
ZCL40-400-PG |
PG
|
450
|
10
|
Default
|
|
|
|
14230 |
ZCL40-100-DG |
DG
|
150
|
10
|
|
|
|
|
14231 |
ZCL40-150-DG |
DG
|
200
|
10
|
|
|
|
|
14232 |
ZCL40-200-DG |
DG
|
250
|
10
|
|
|
|
|
14233 |
ZCL40-300-DG |
DG
|
350
|
10
|
|
|
|
|
16784 |
ZCL40-400-DG |
DG
|
450
|
10
|
|
|
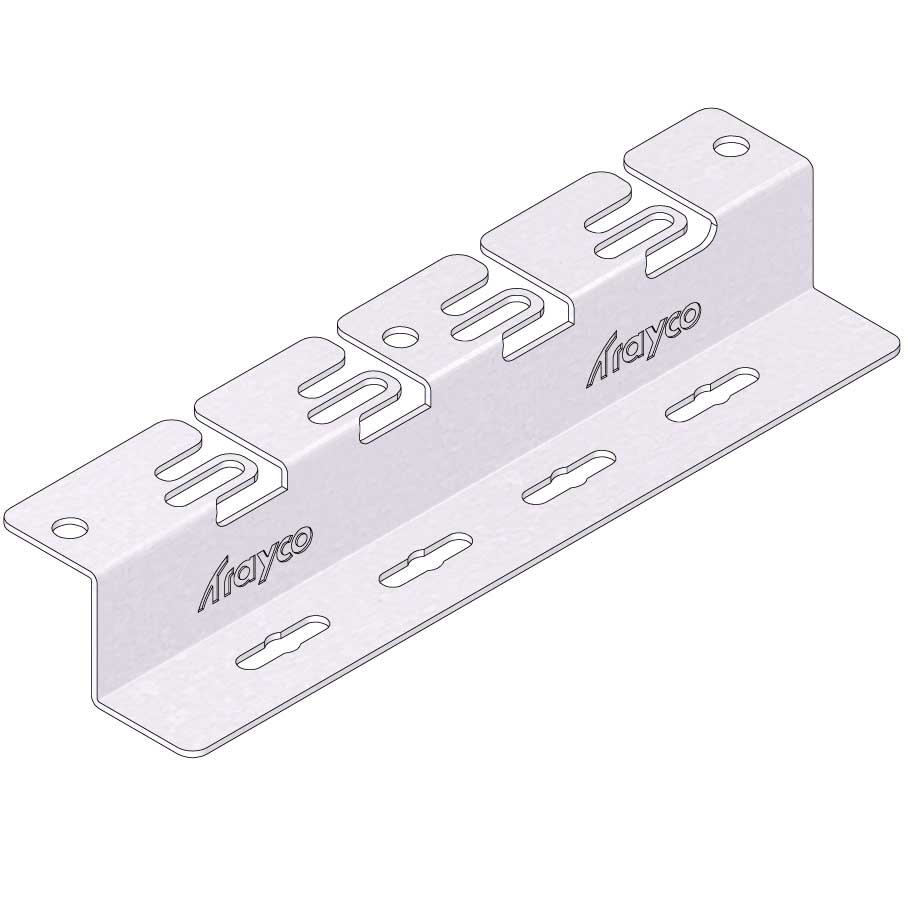

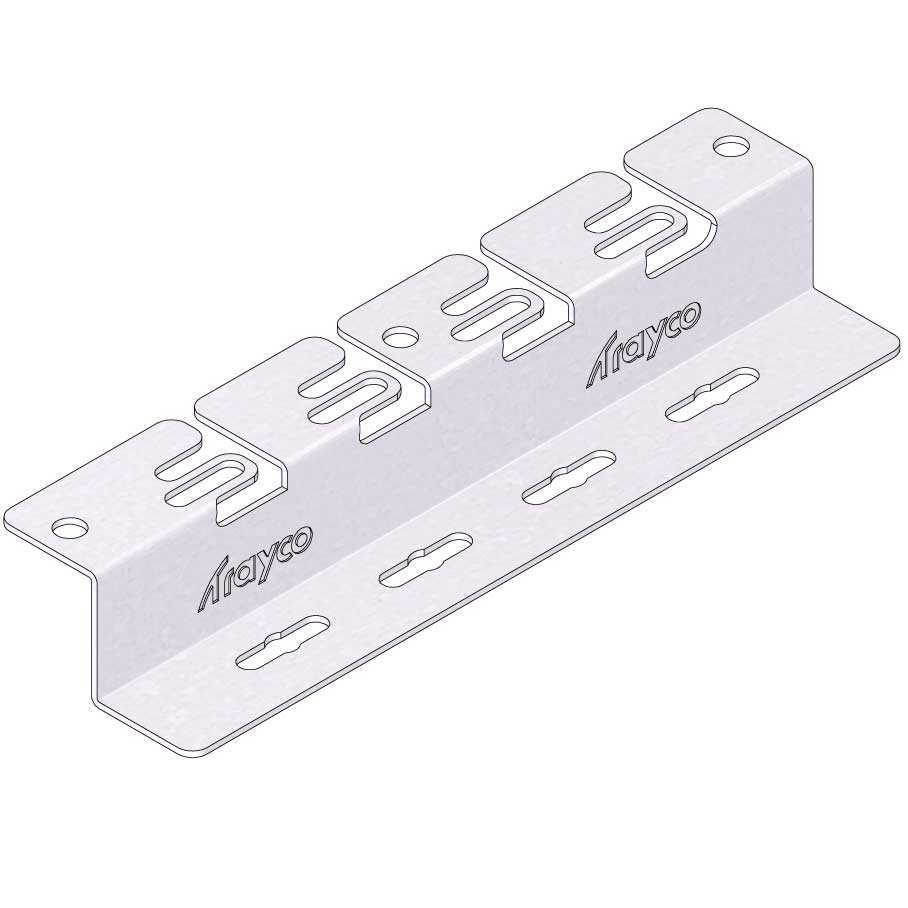














Assembly

{kind=link}