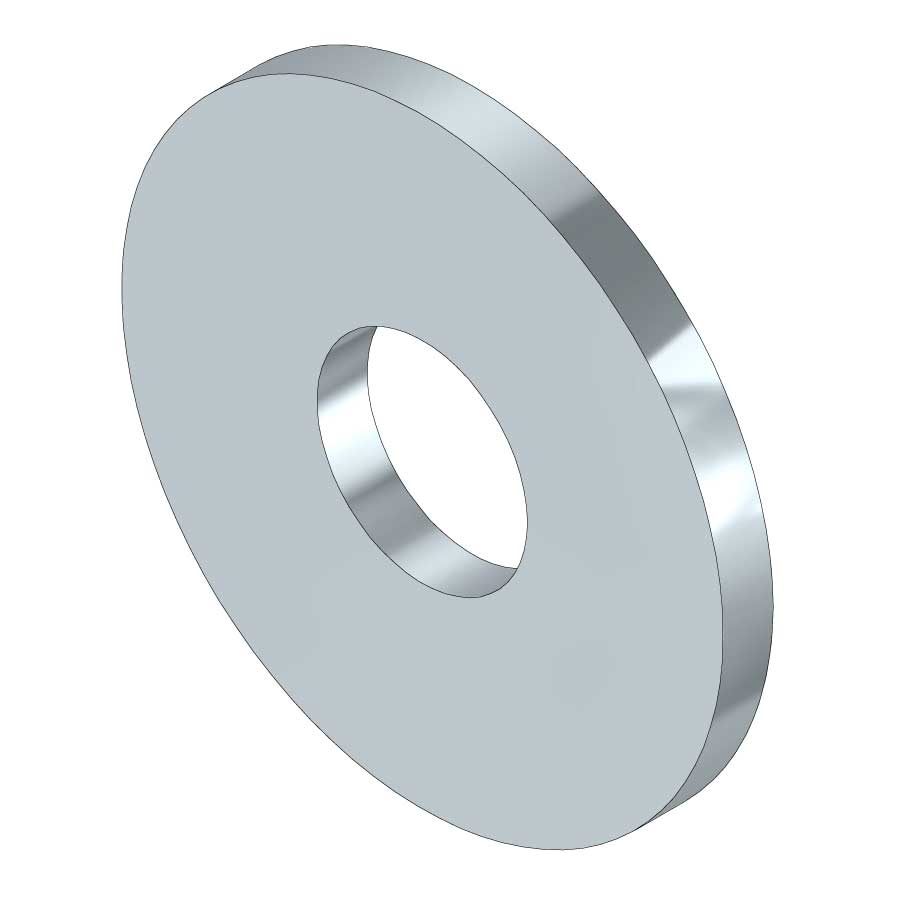
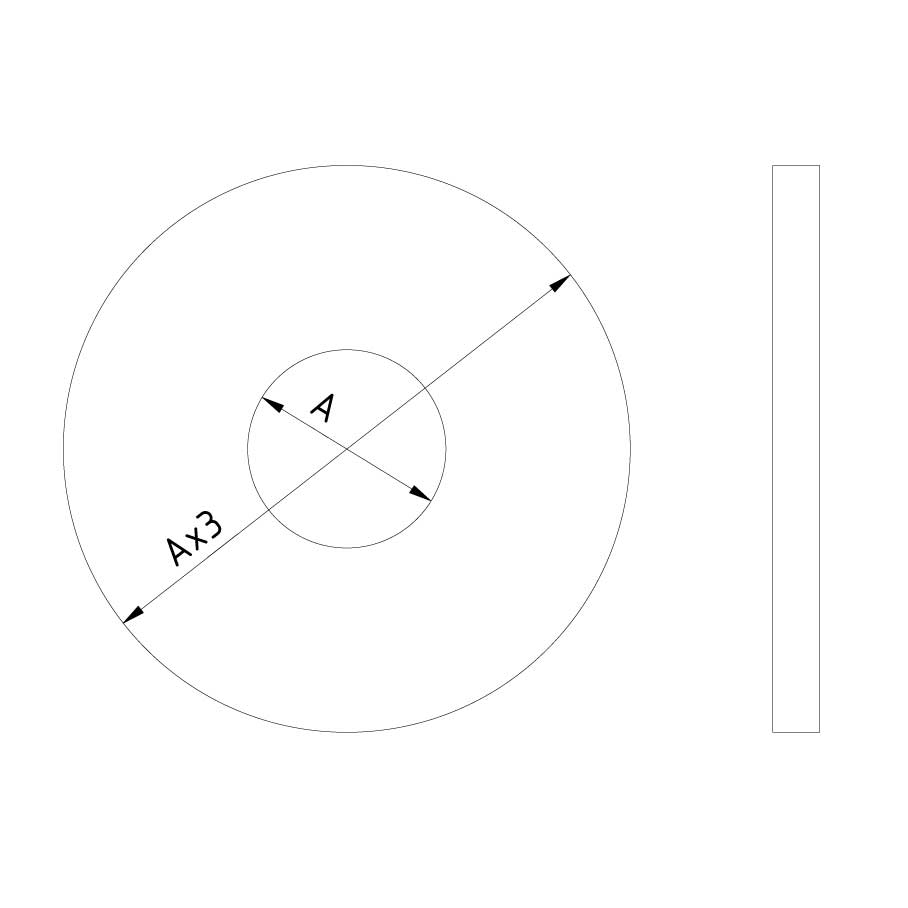
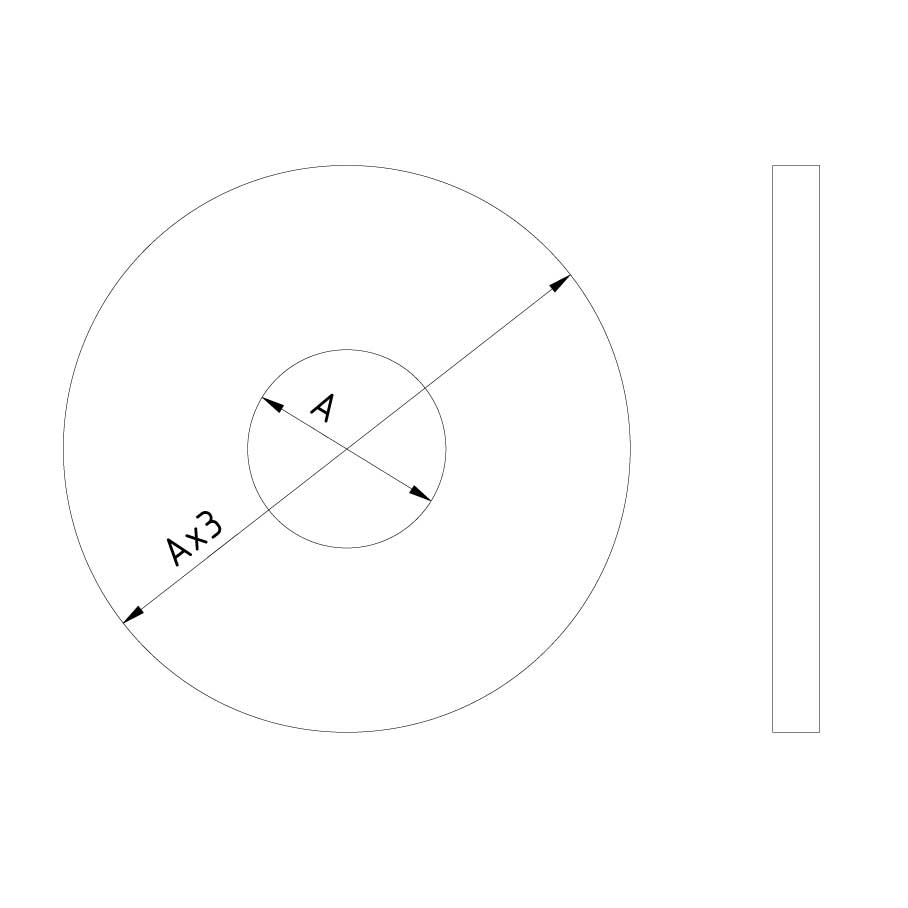
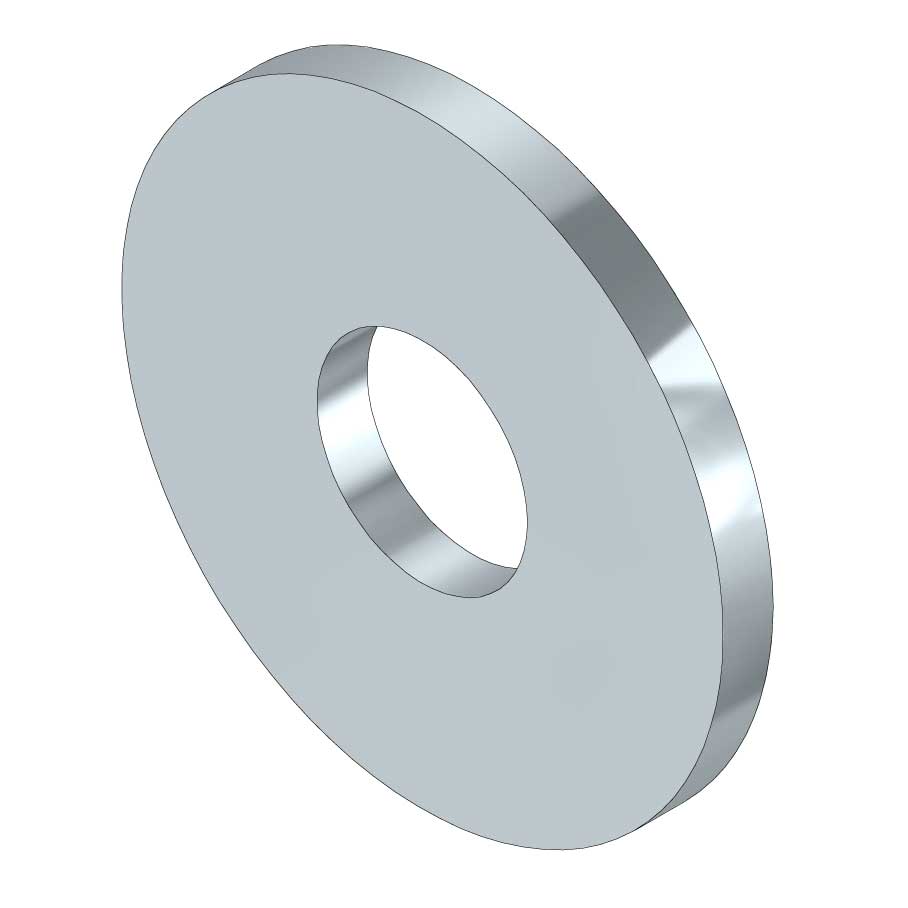
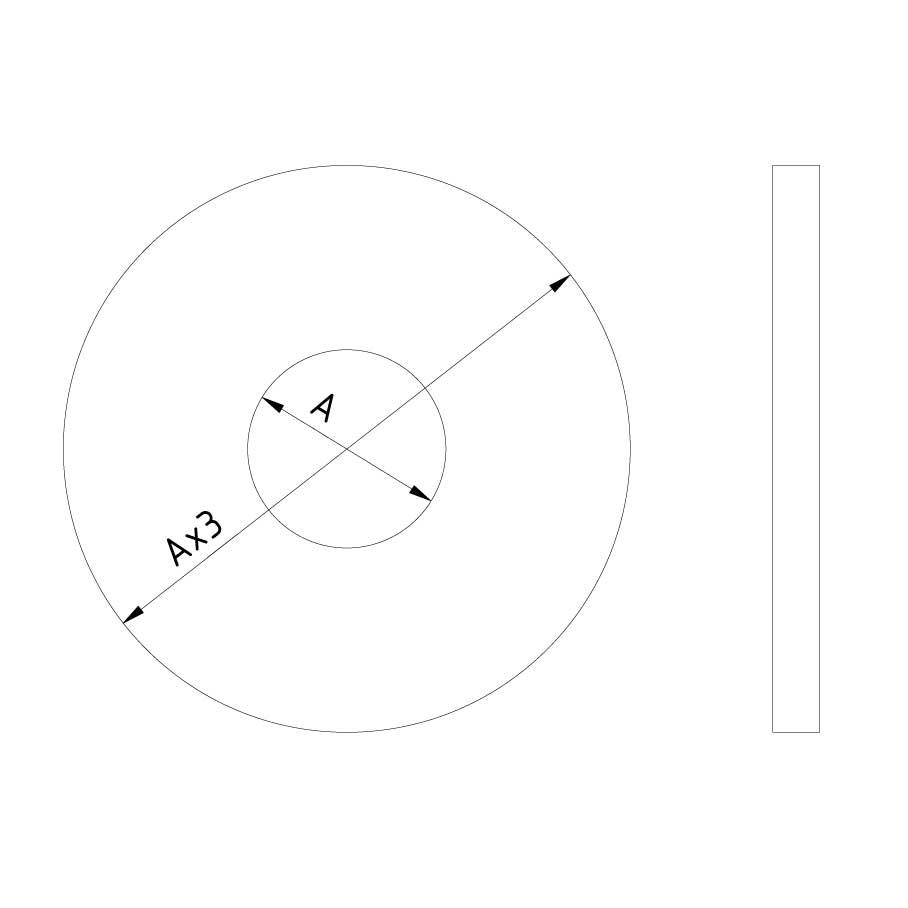
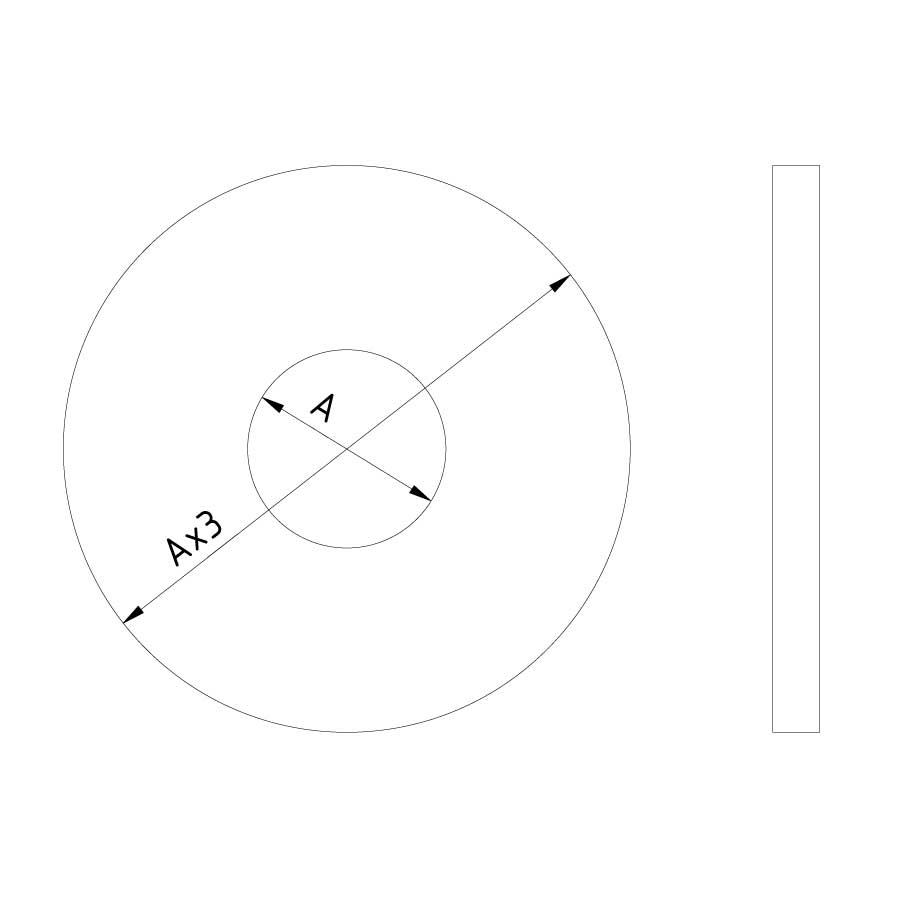
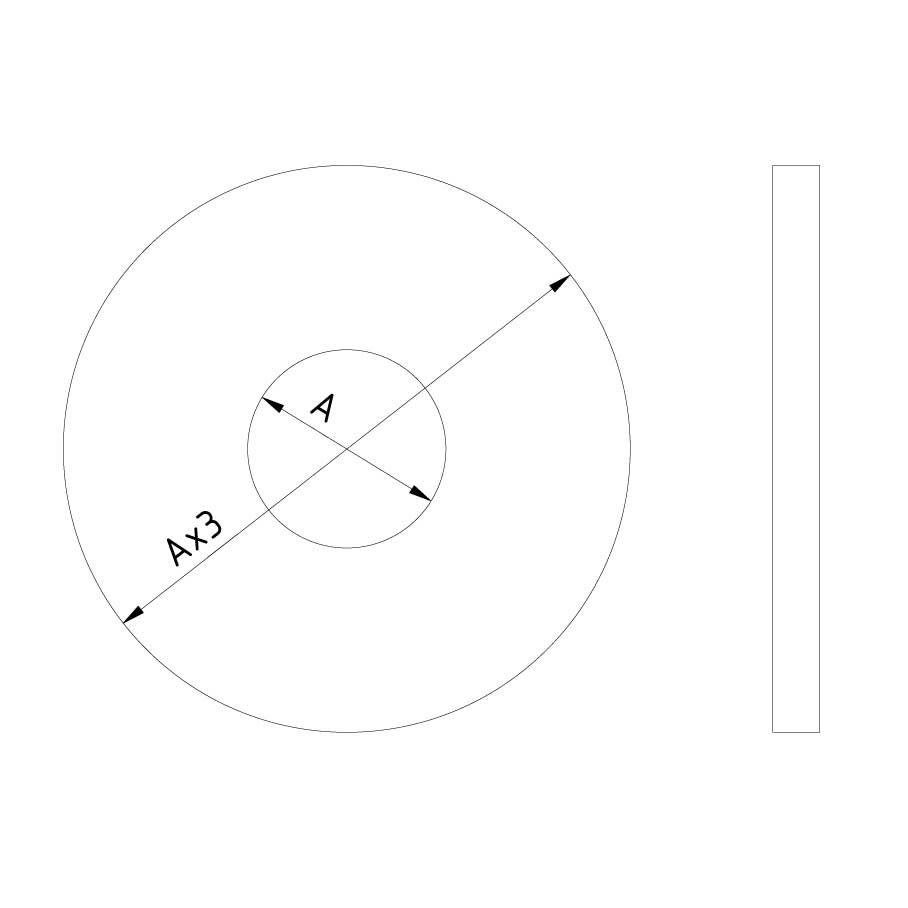
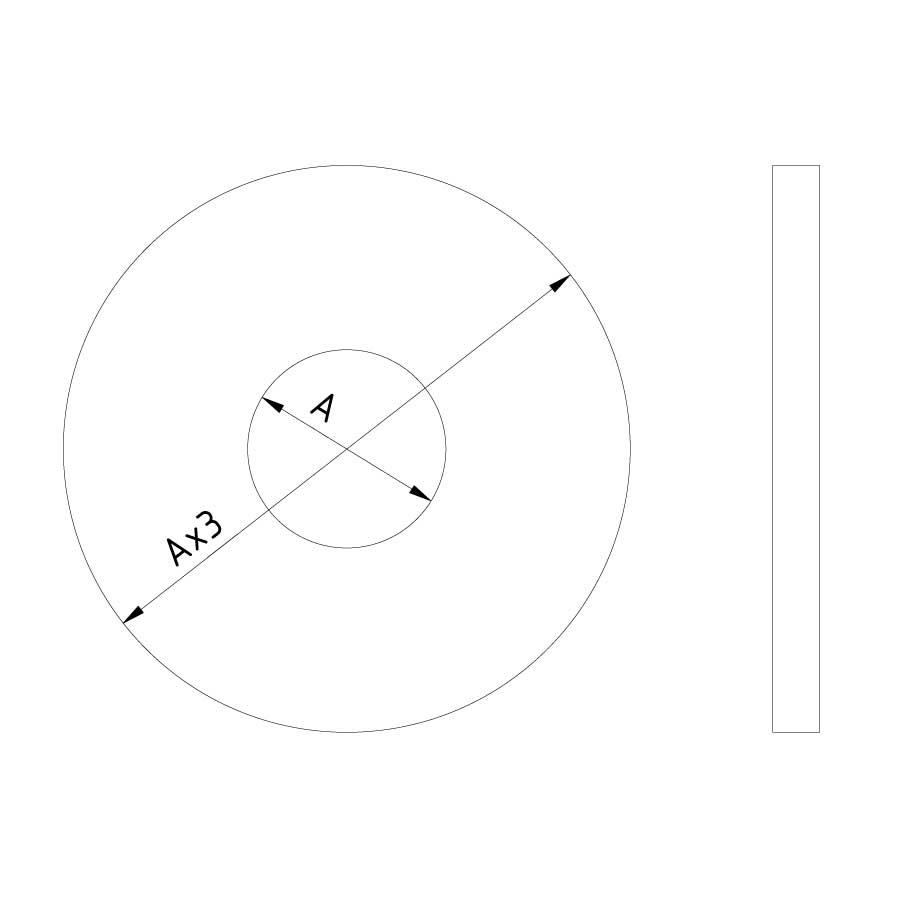
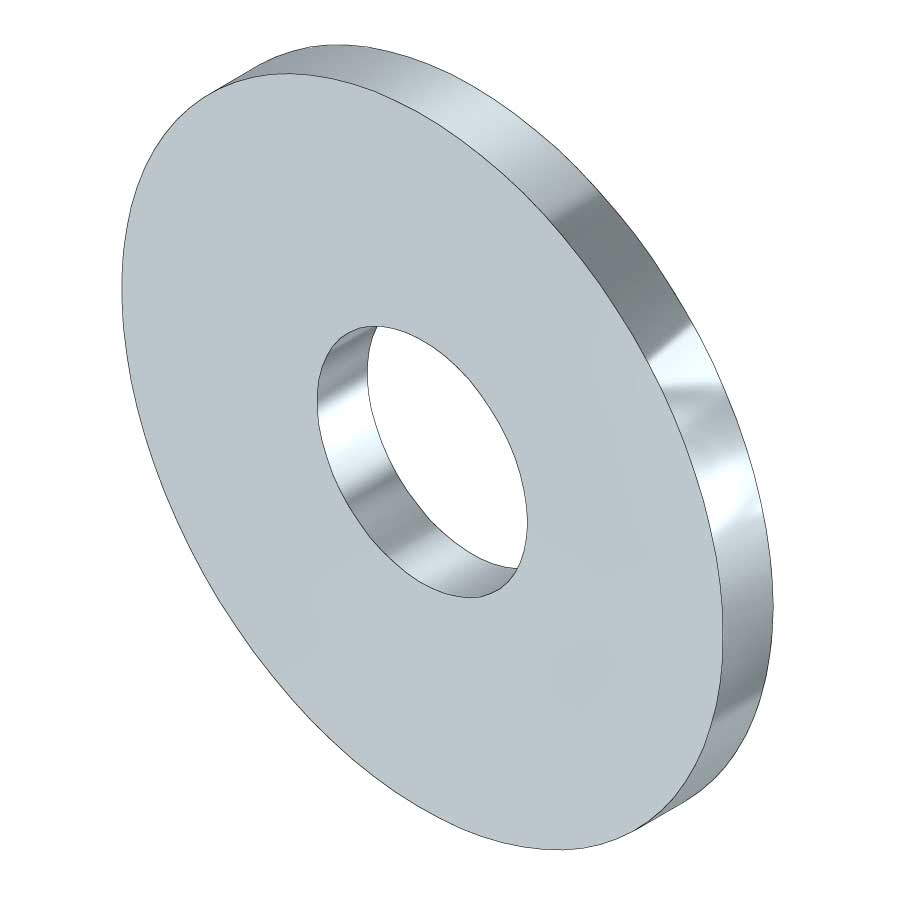
Washer DIN9021
W
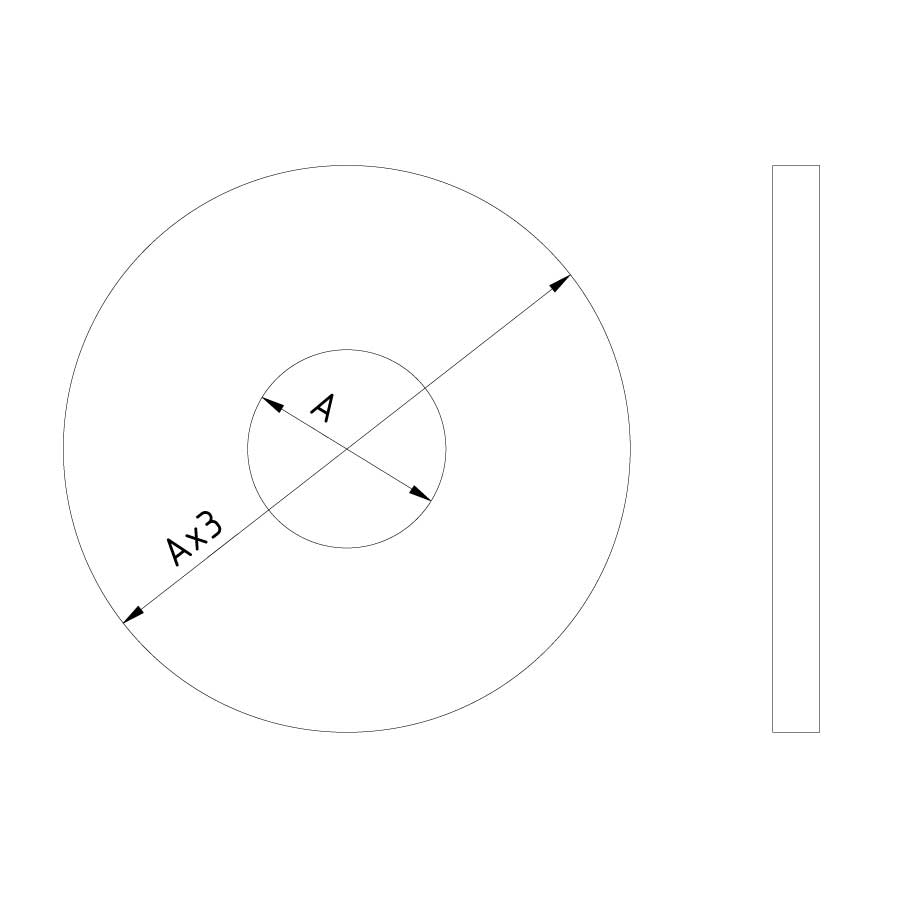
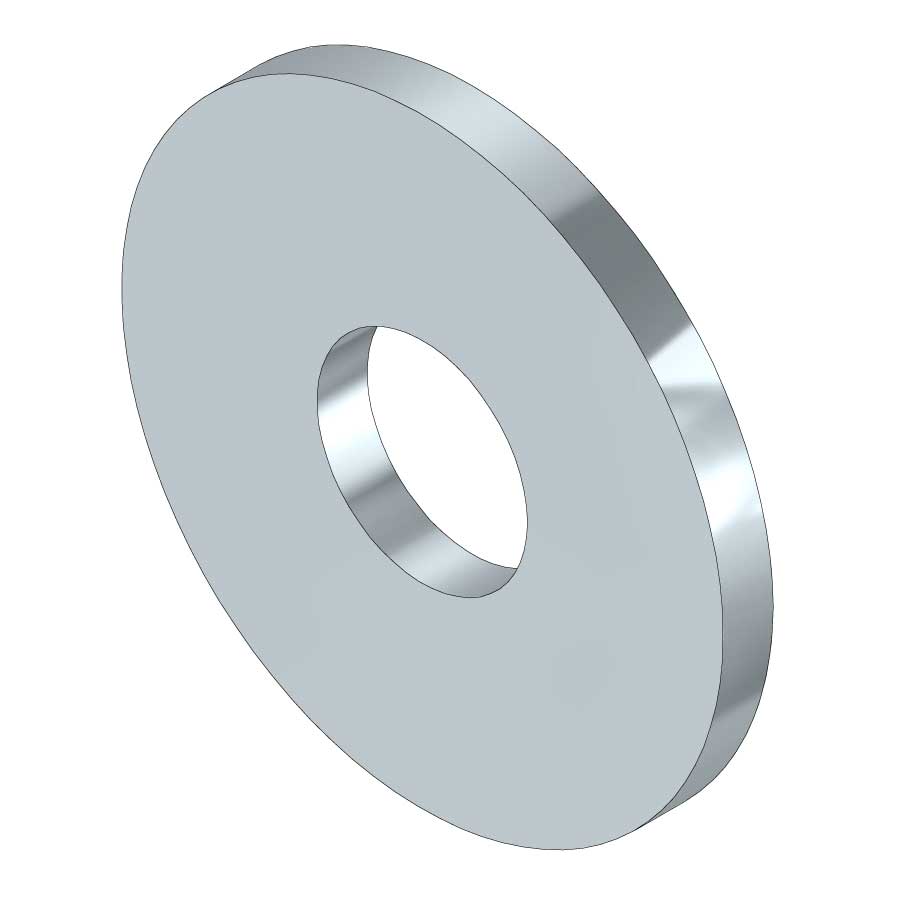
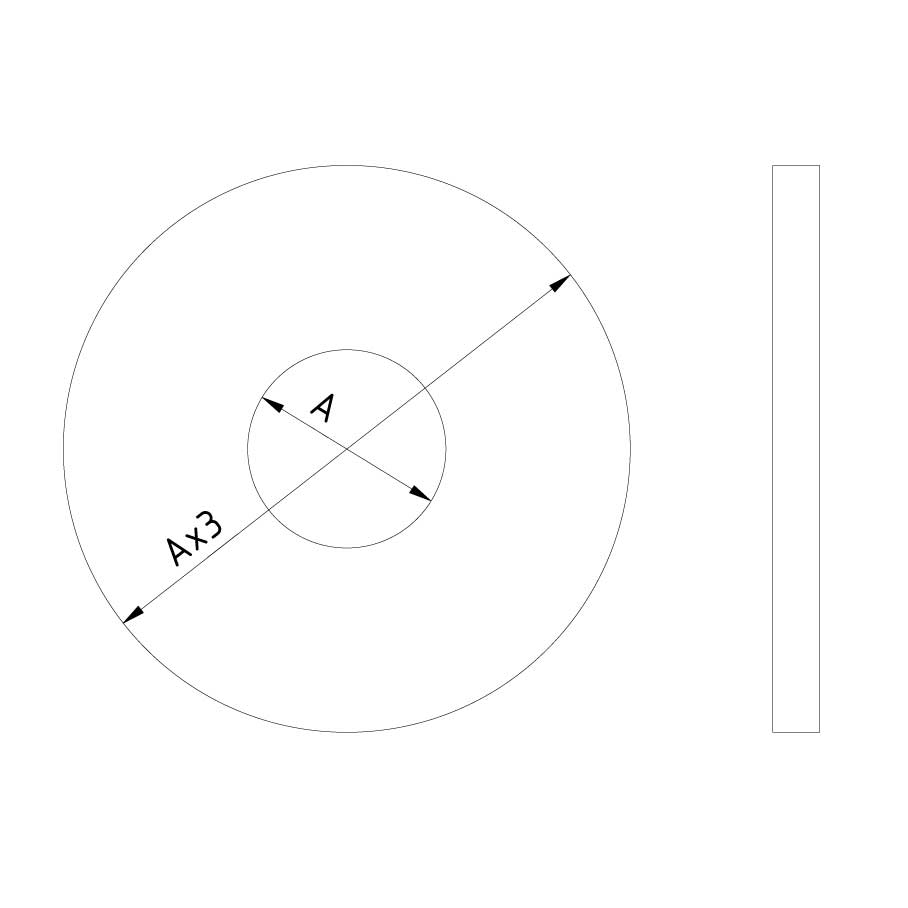
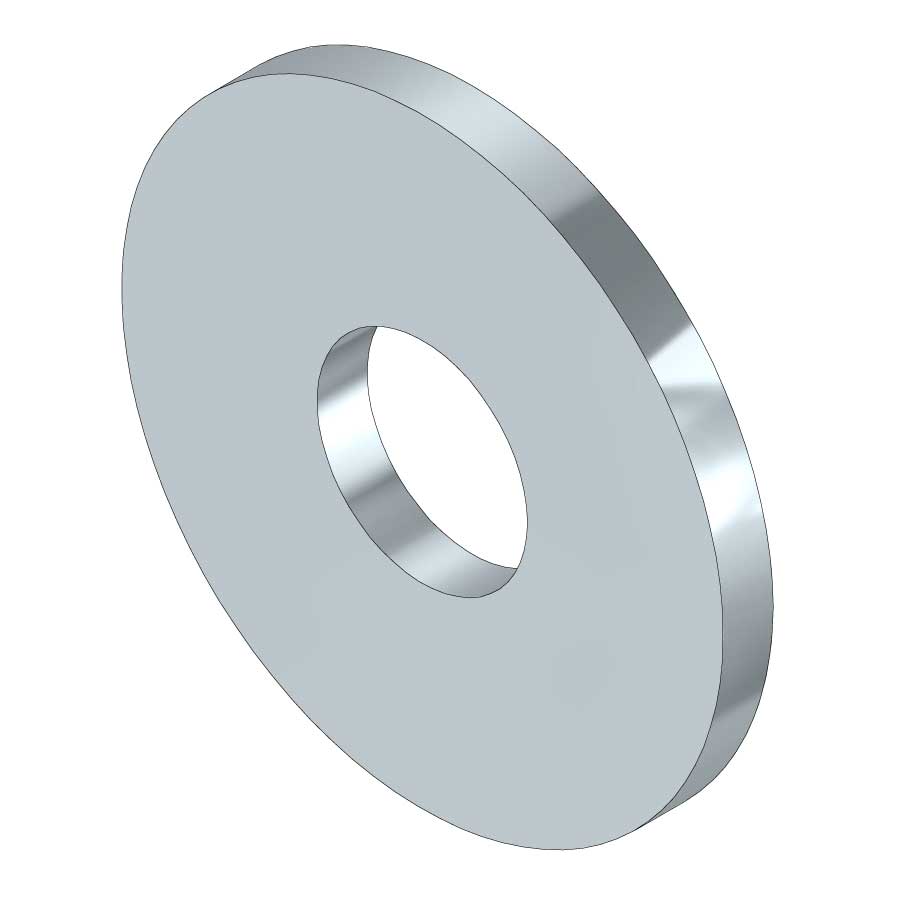
Washer DIN9021
W
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
10341 |
W06-EG |
EG
|
7
|
100
|
Default
|
|
|
|
10342 |
W08-EG |
EG
|
9
|
100
|
Default
|
|
|
|
10343 |
W10-EG |
EG
|
11
|
100
|
Default
|
|
|
|
15214 |
W12-EG |
EG
|
100
|
Default
|
|
|
|
|
10568 |
W06-DG |
DG
|
7
|
100
|
Default
|
|
|
|
10569 |
W08-DG |
DG
|
9
|
100
|
Default
|
|
|
|
10570 |
W10-DG |
DG
|
11
|
100
|
Default
|
|
|
|
13801 |
W12-DG |
DG
|
13
|
100
|
Default
|
|







{kind=link}