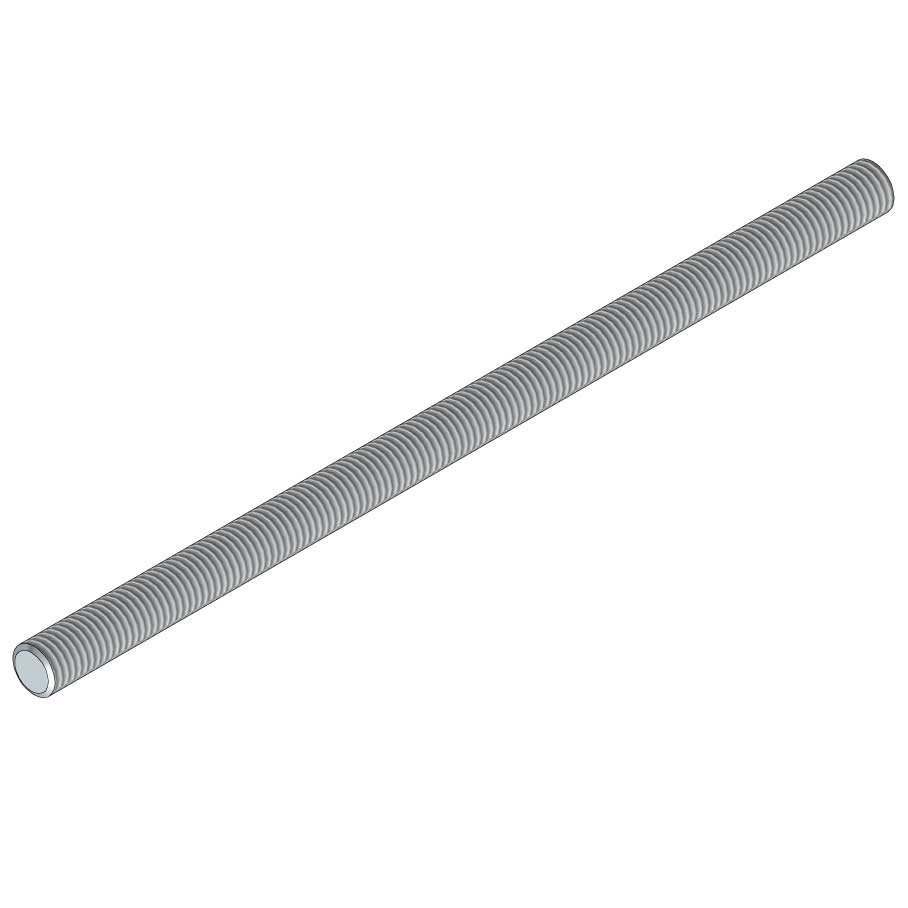
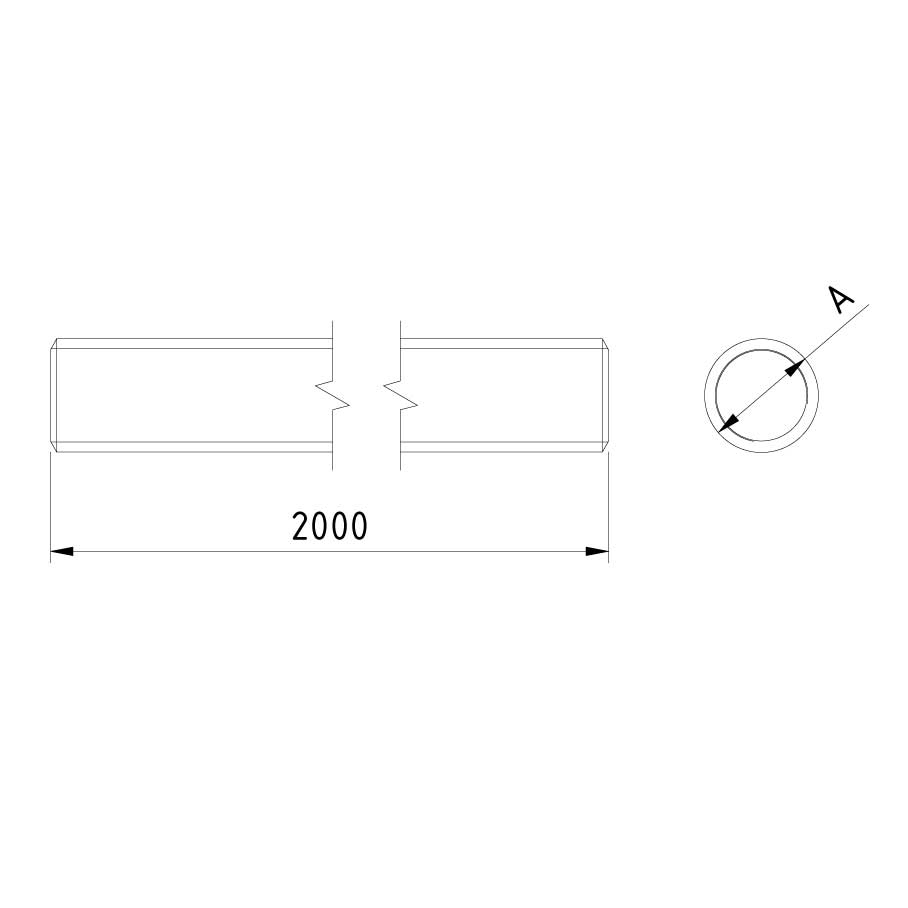
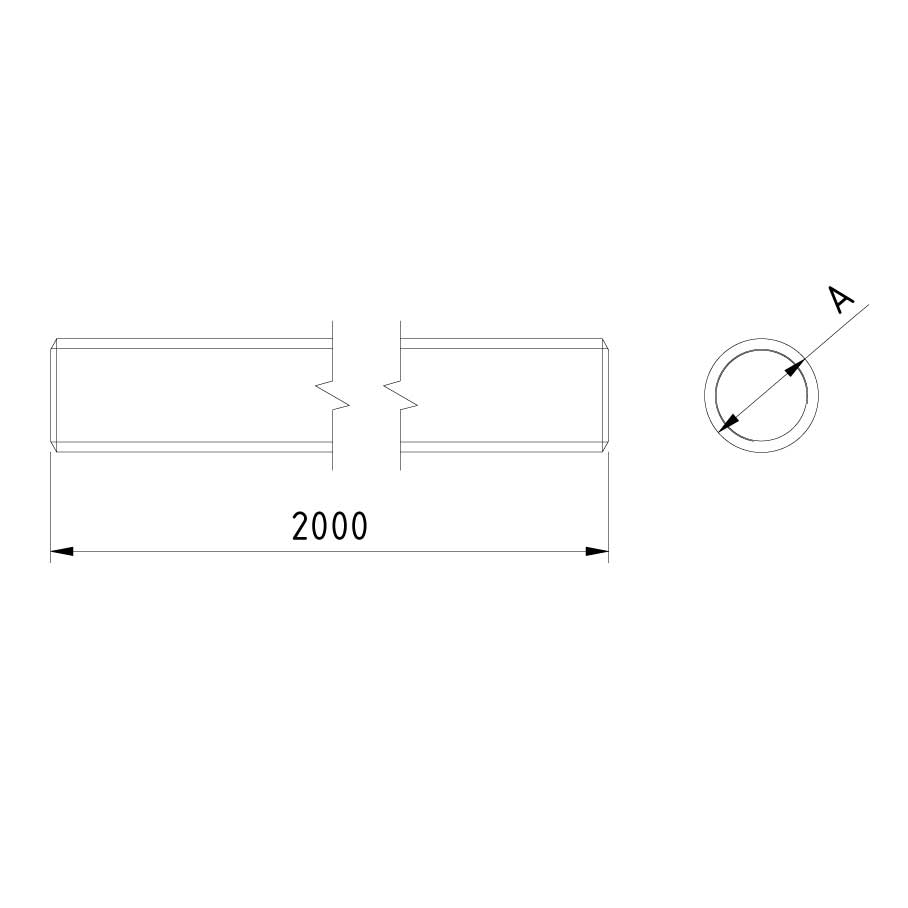
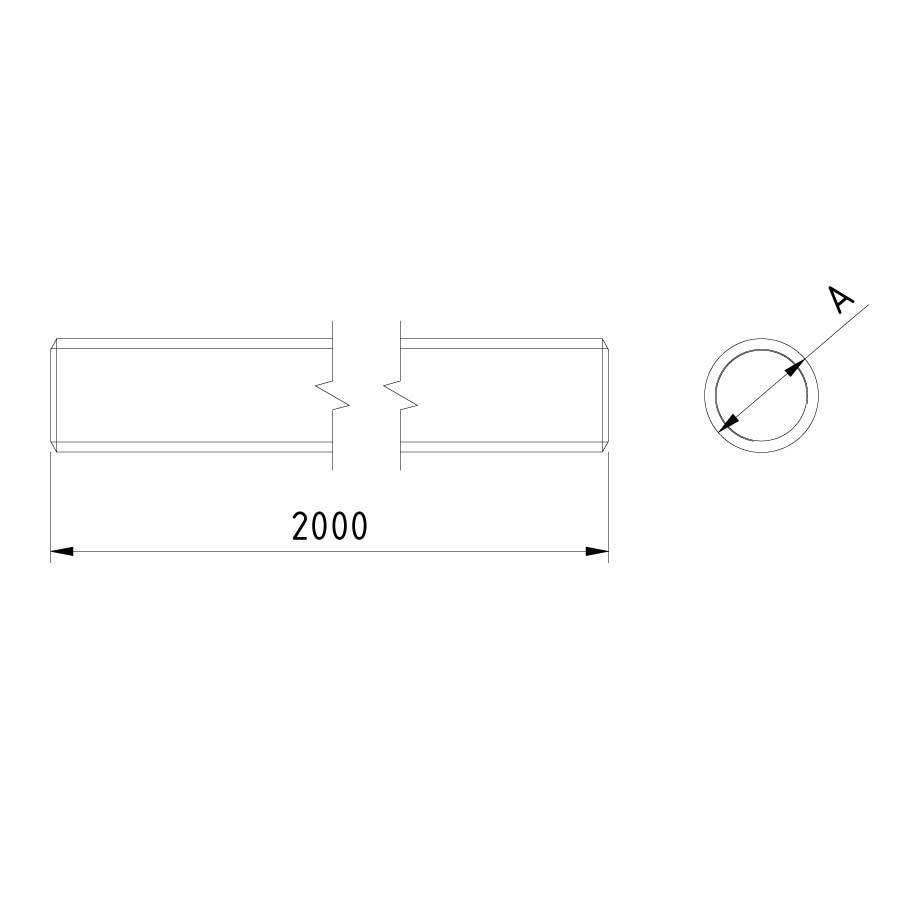
Threaded rod DIN 975
ROD8.8

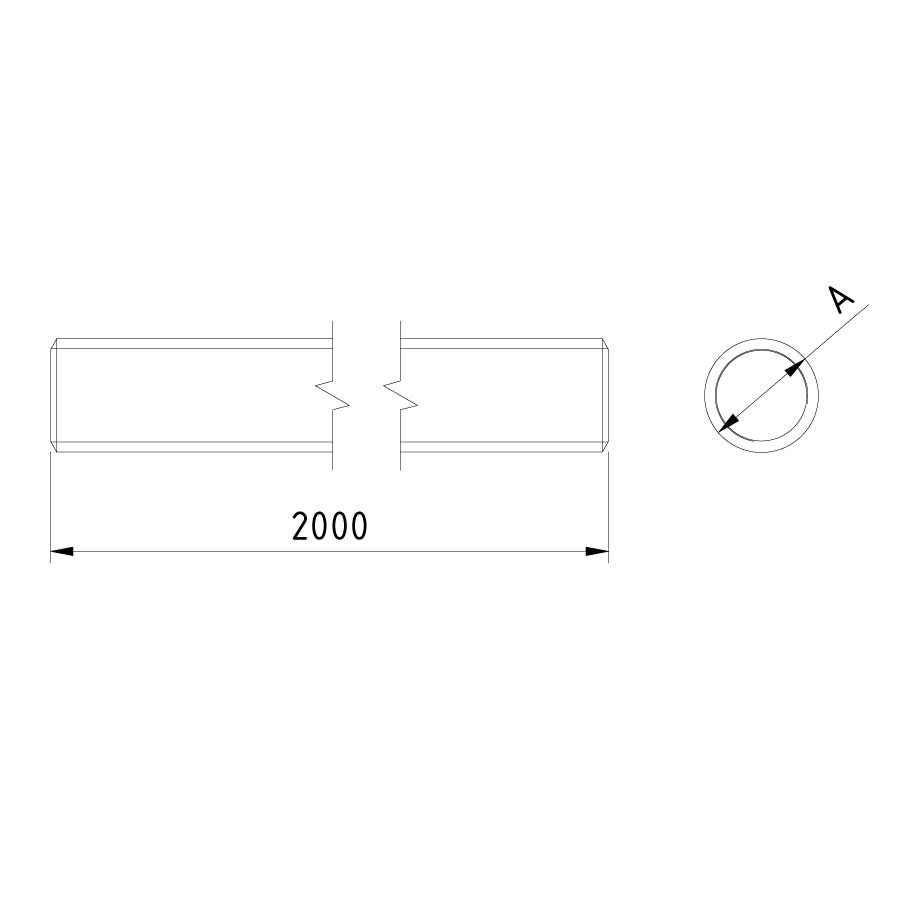

Threaded rod DIN 975
ROD8.8
| SKU | Article code | Finishing | Packaging | |||
|---|---|---|---|---|---|---|
|
|
10327 |
ROD06-88-2EG |
EG
|
2
|
Default
|
|
|
|
10328 |
ROD08-88-2EG |
EG
|
2
|
Default
|
|
|
|
10329 |
ROD10-88-2EG |
EG
|
2
|
Default
|
|
|
|
10561 |
ROD08-88-2DG |
DG
|
2
|
|
|
|
|
10562 |
ROD10-88-2DG |
DG
|
2
|
|
|












{kind=link}