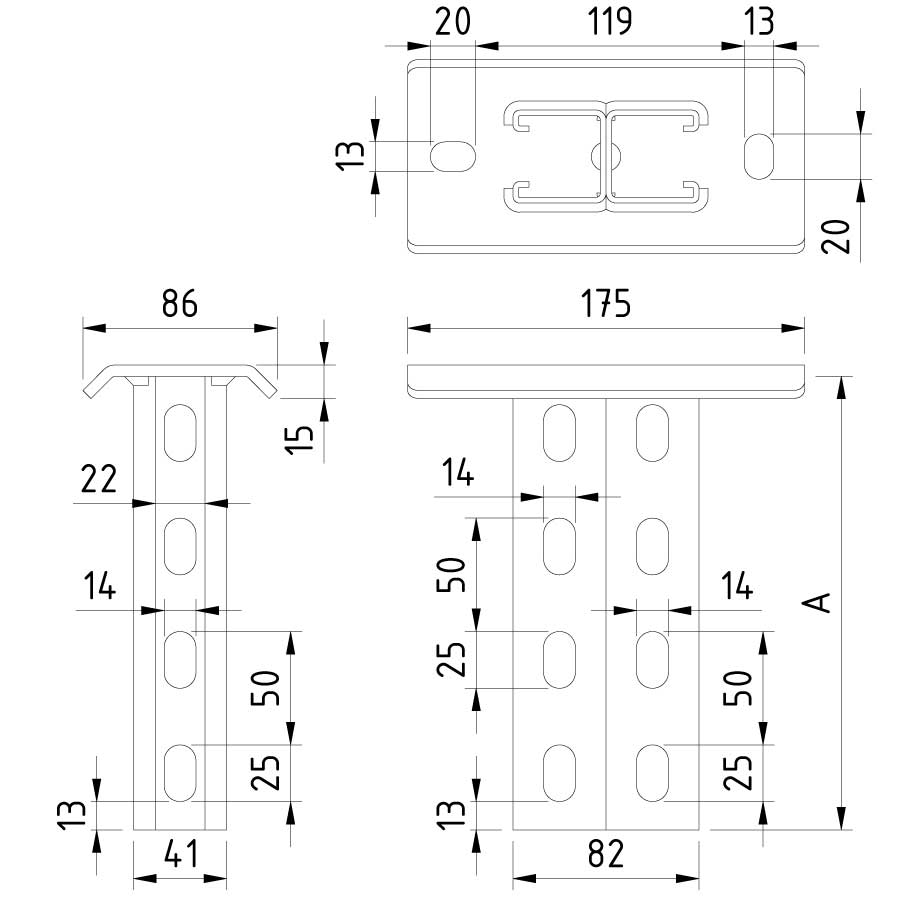
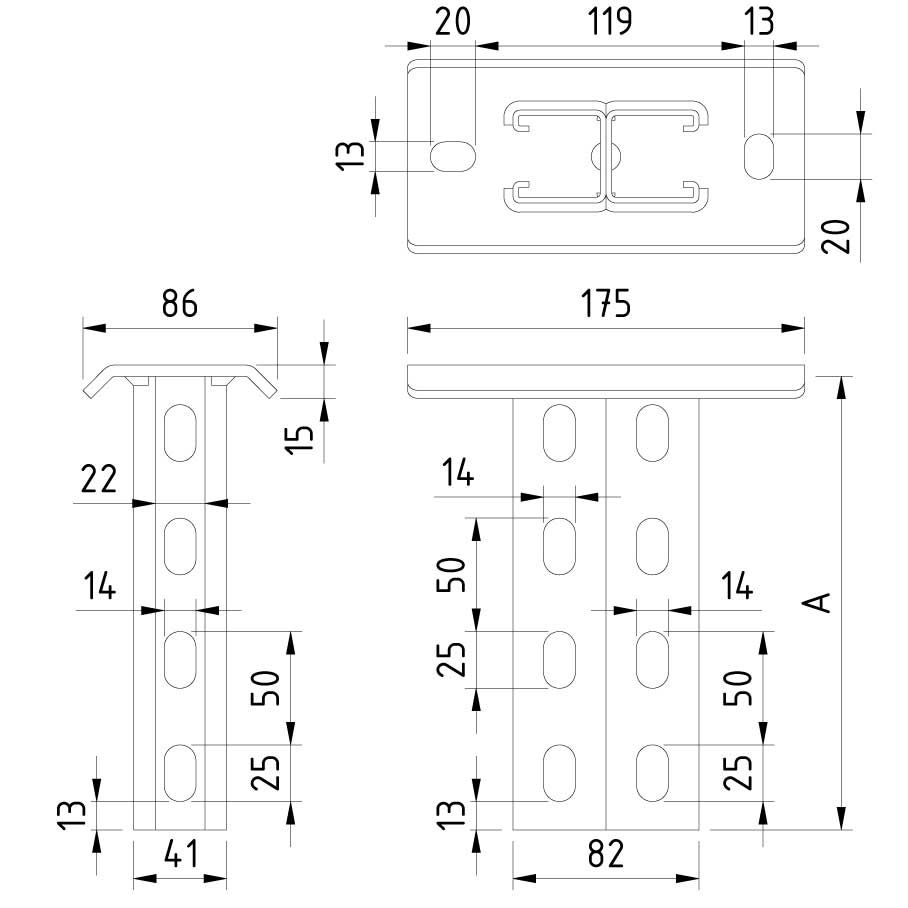
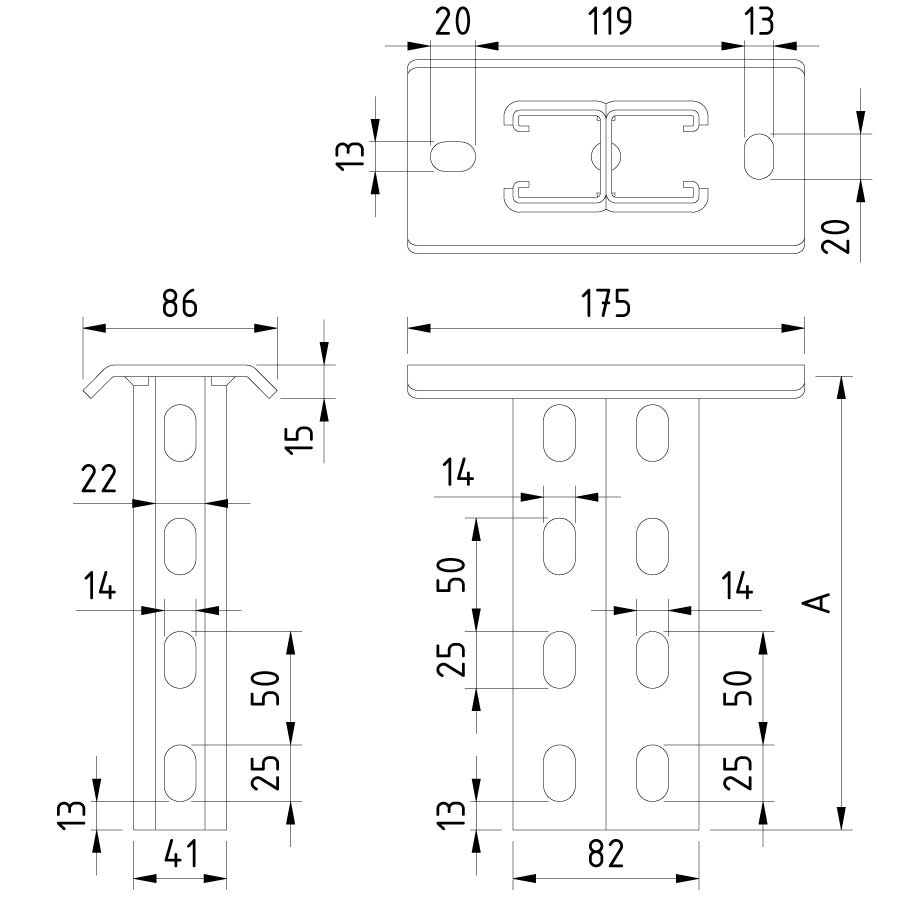
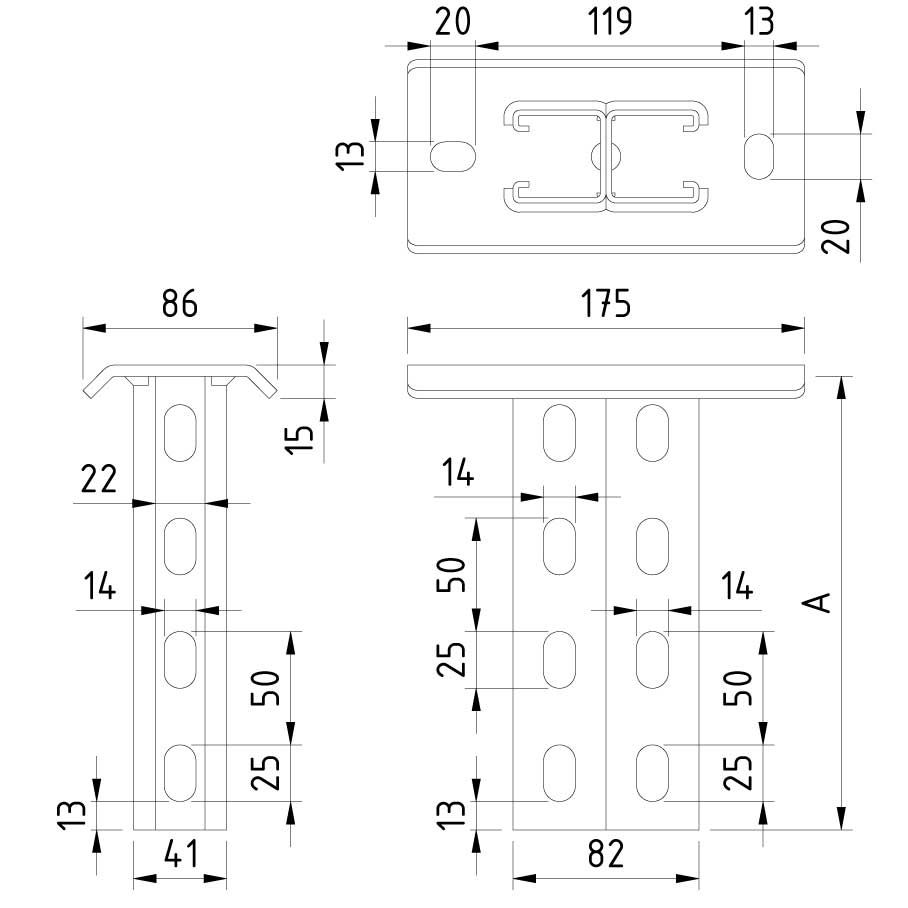
Pendant
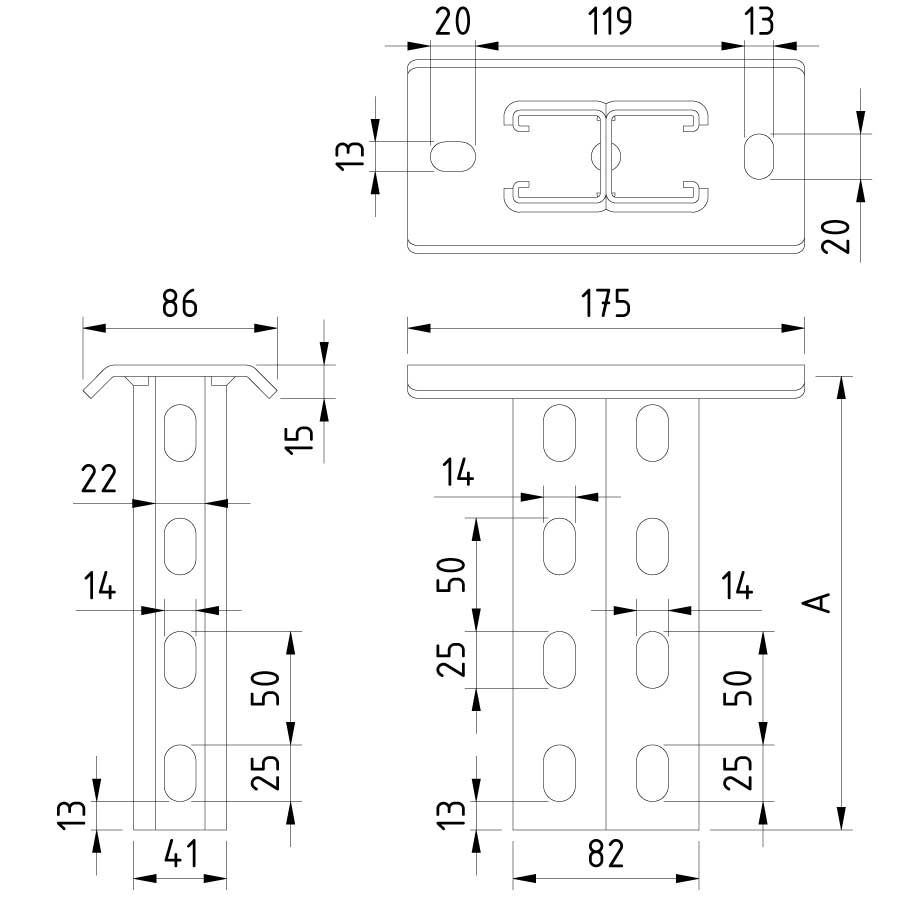
P82


Pendant
P82
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | F (kN) | M (Nm) | Packaging | |||
|---|---|---|---|---|---|---|---|---|---|
|
|
10242 |
P82-0400-DG |
DG
|
400
|
14
|
1400
|
1
|
Default
|
|
|
|
10243 |
P82-0600-DG |
DG
|
600
|
14
|
1400
|
1
|
Default
|
|
|
|
10244 |
P82-0800-DG |
DG
|
800
|
14
|
1400
|
1
|
Default
|
|
|
|
10245 |
P82-1000-DG |
DG
|
1000
|
14
|
1400
|
1
|
Default
|
|
|
|
10246 |
P82-1200-DG |
DG
|
1200
|
14
|
1400
|
1
|
Default
|
|
|
|
10247 |
P82-1500-DG |
DG
|
1500
|
14
|
1400
|
1
|
Default
|
|




















{kind=link}