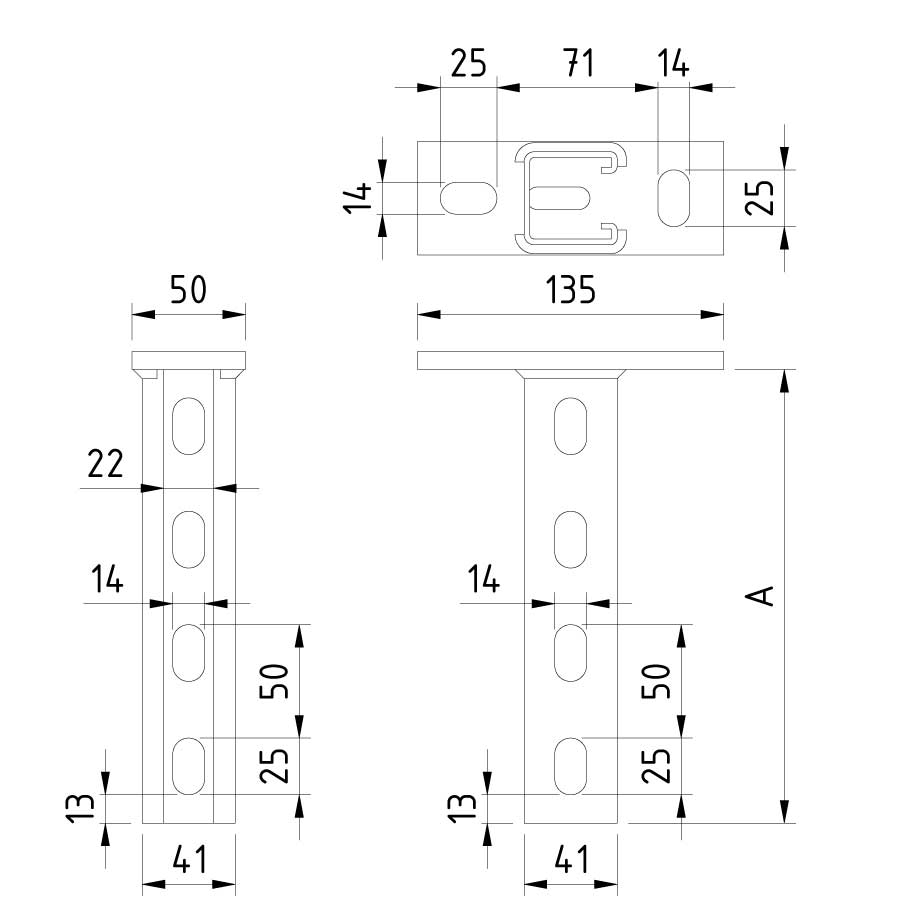
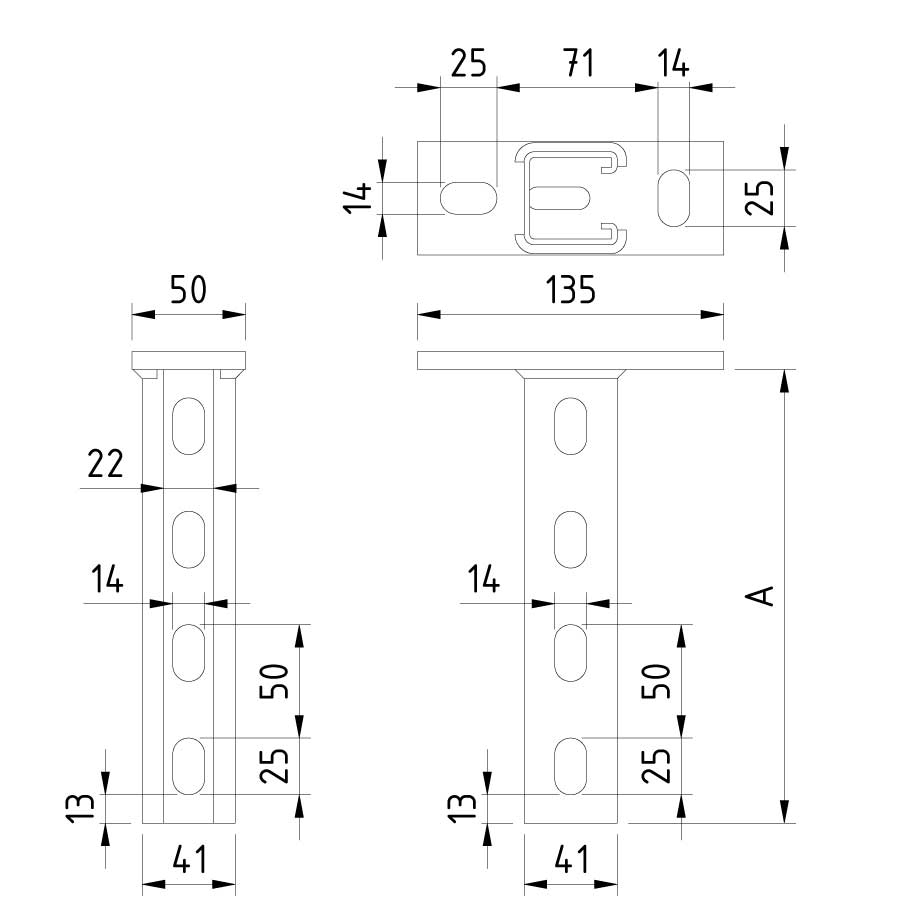
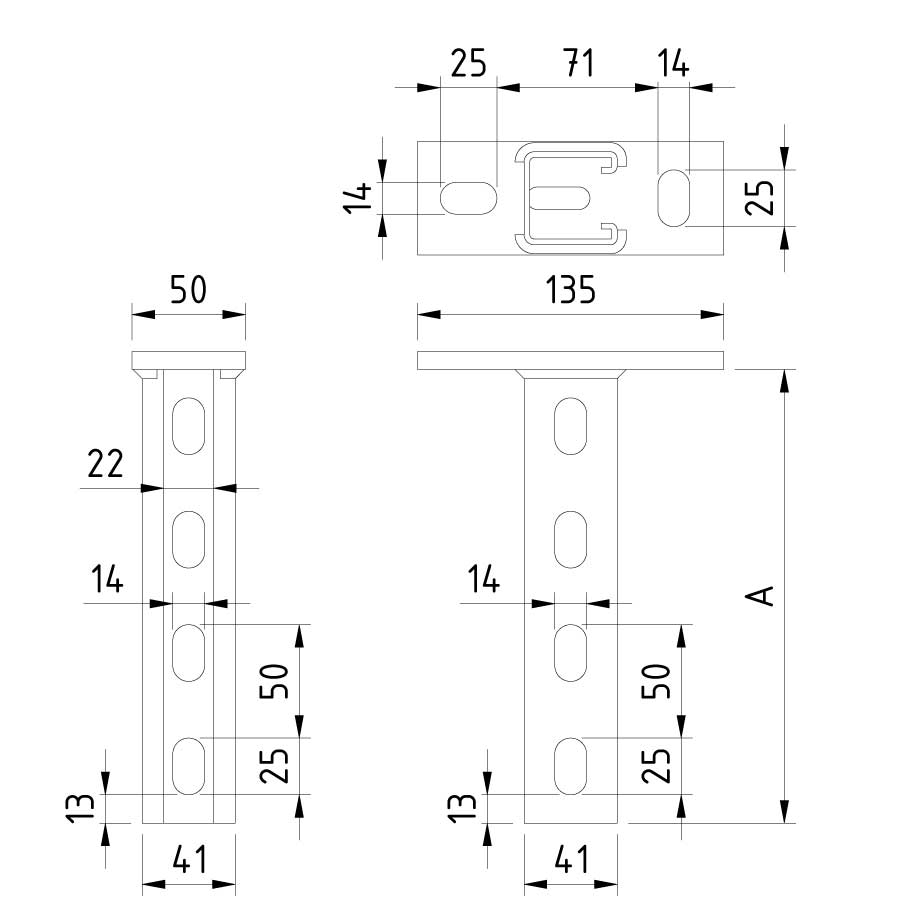
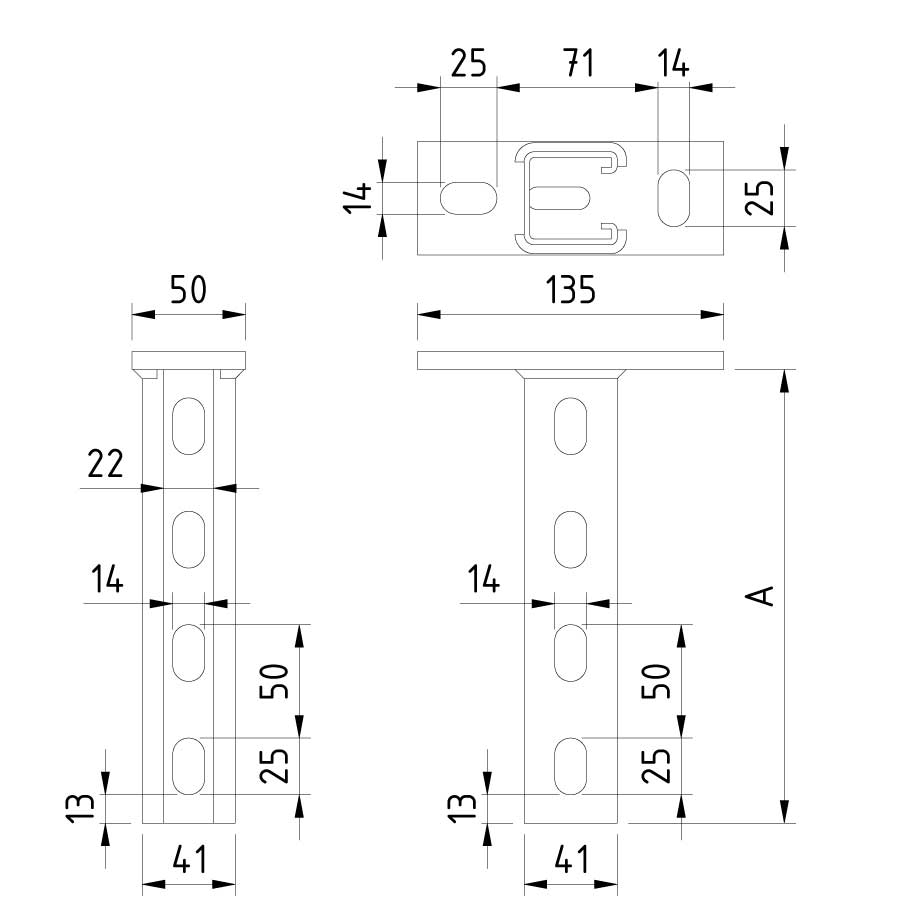
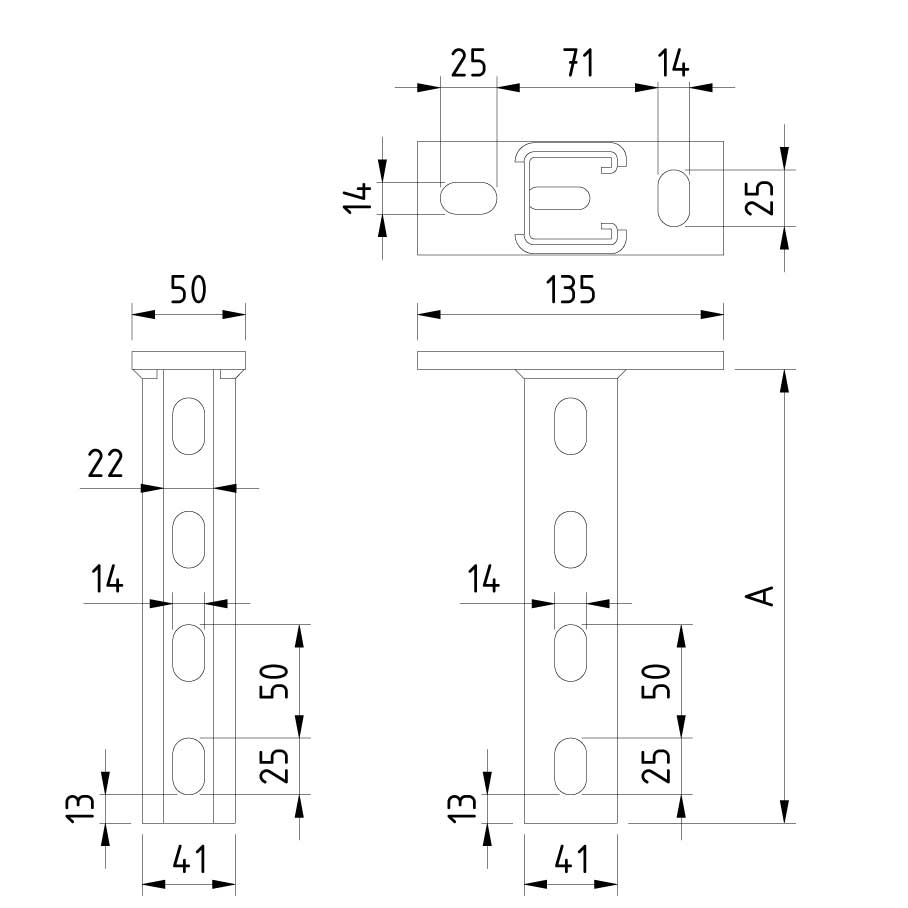
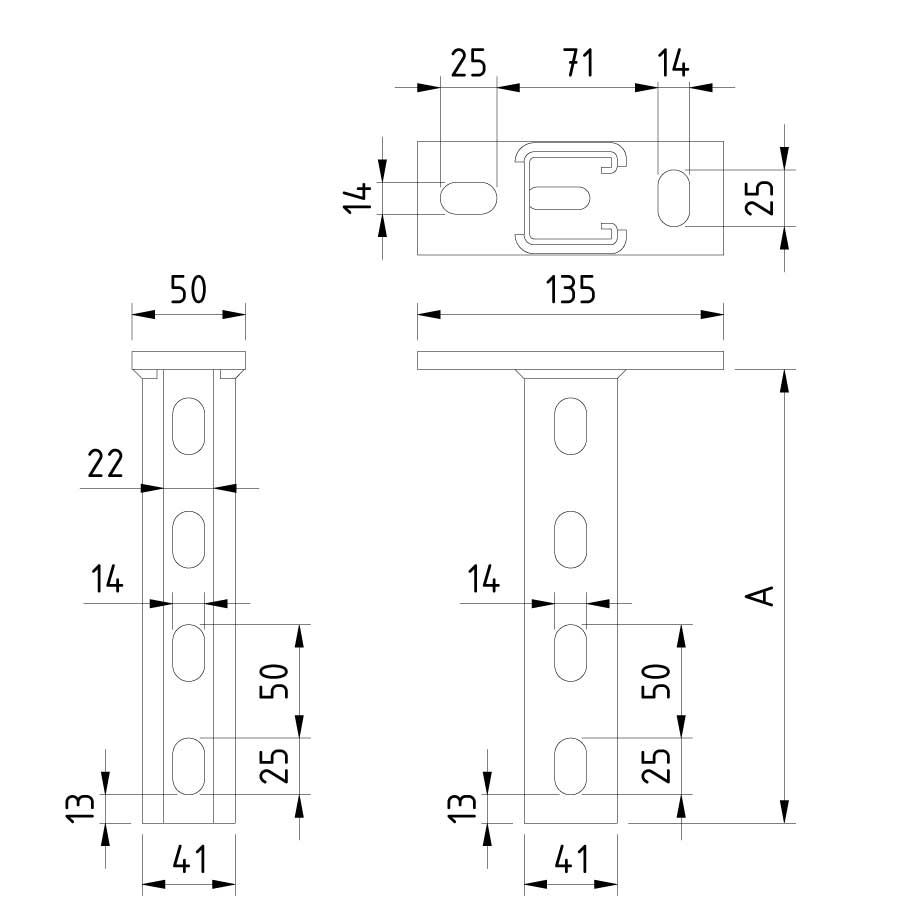
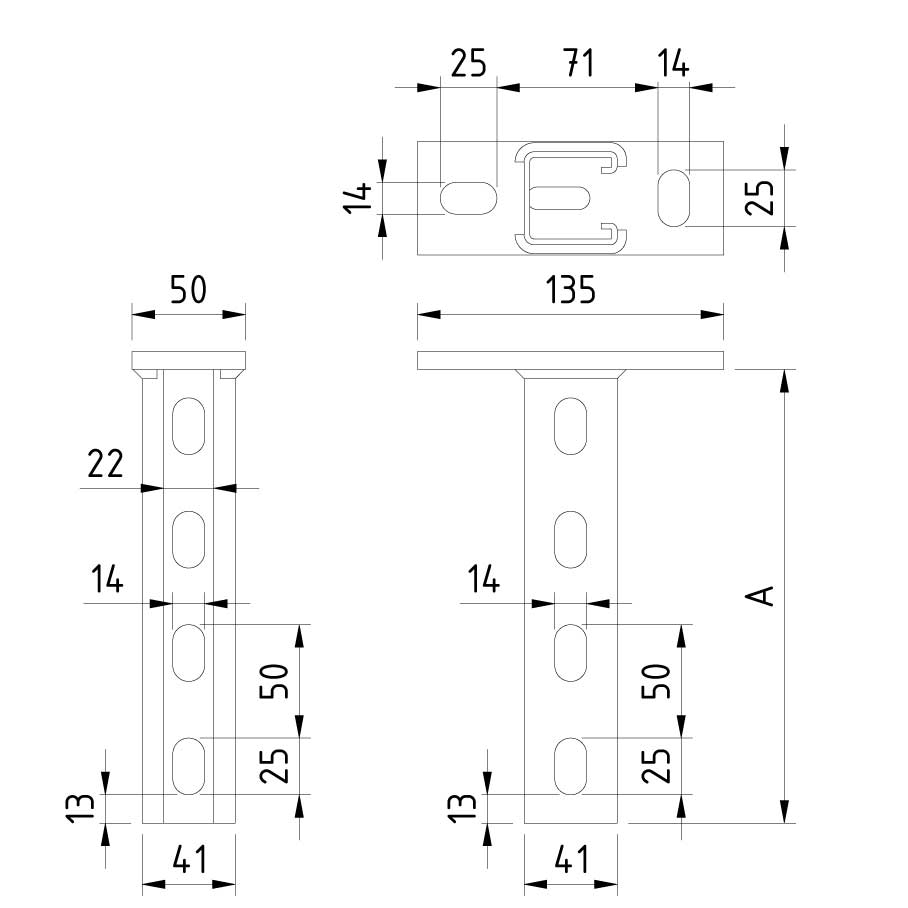
Pendant
P41-3W

Pendant
P41-3W
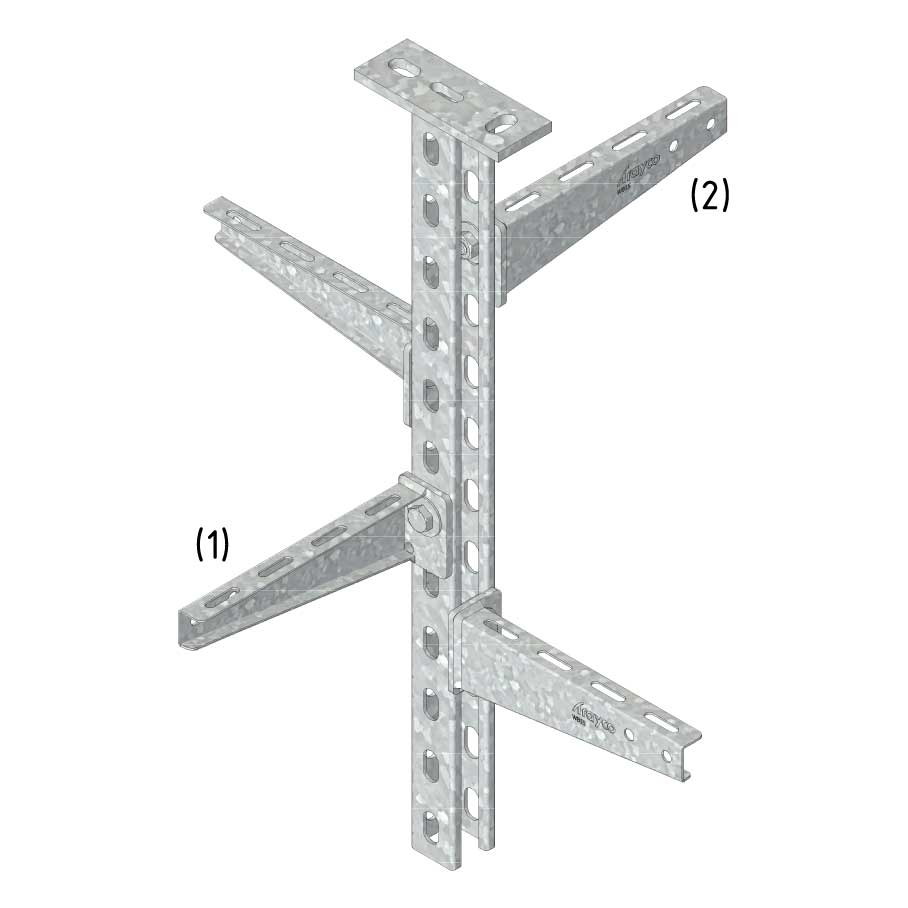
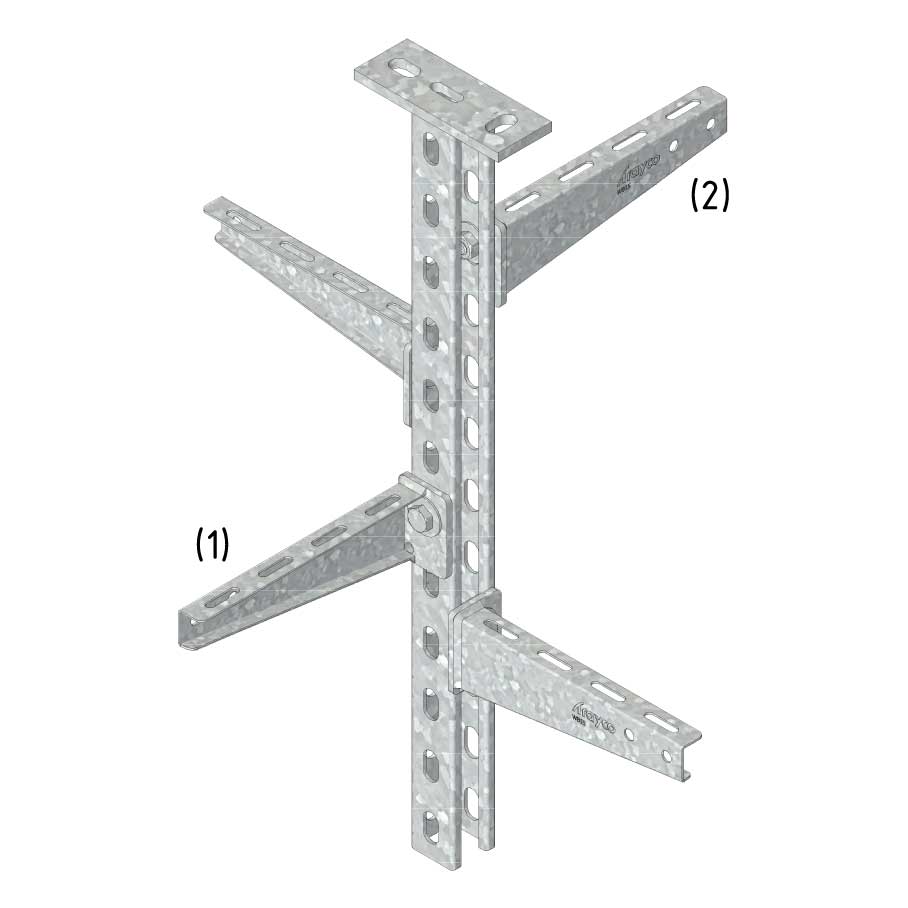
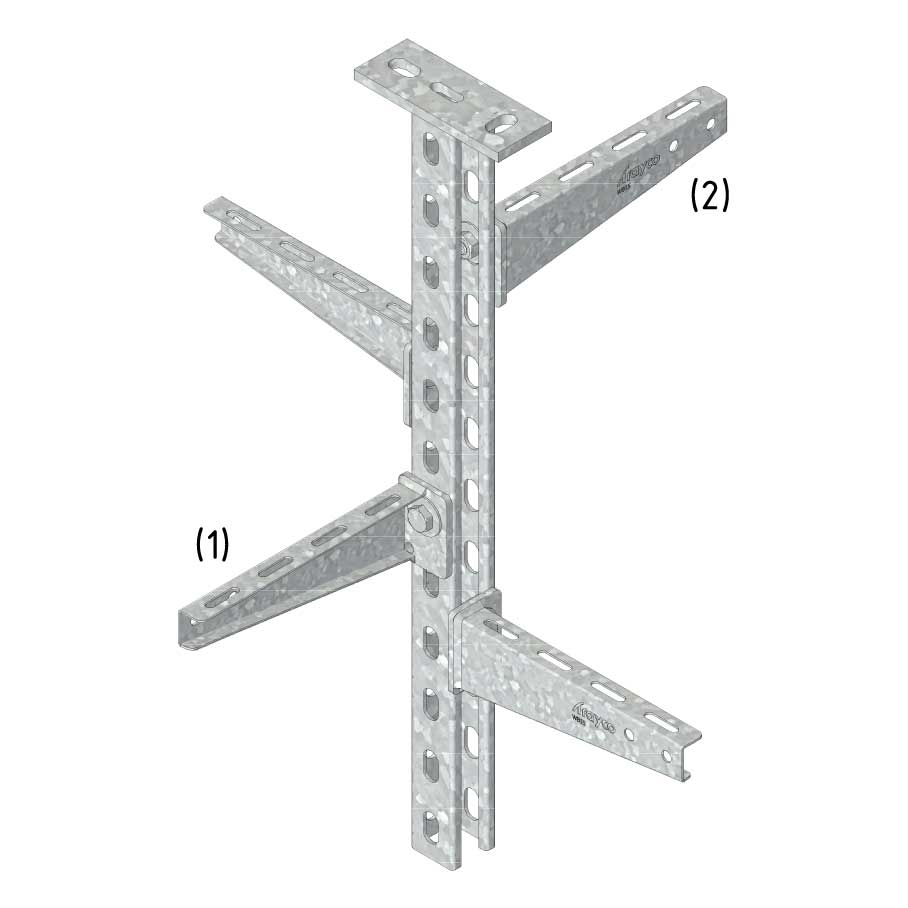
If the bracket is mounted on the side of the profile (situation 1 or 2 in the mounting example), the maximum permitted torque at the headplate is 400Nm.
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | F (kN) | M (Nm) | Packaging | |||
|---|---|---|---|---|---|---|---|---|---|
|
|
18882 |
P41-3W-0300-DG |
DG
|
300
|
8
|
720
|
1
|
Default
|
|
|
|
18883 |
P41-3W-0400-DG |
DG
|
400
|
8
|
720
|
1
|
Default
|
|
|
|
18884 |
P41-3W-0500-DG |
DG
|
500
|
8
|
720
|
1
|
Default
|
|
|
|
18885 |
P41-3W-0600-DG |
DG
|
600
|
8
|
720
|
1
|
Default
|
|
|
|
18886 |
P41-3W-0800-DG |
DG
|
800
|
8
|
720
|
1
|
Default
|
|
|
|
18887 |
P41-3W-1000-DG |
DG
|
1000
|
8
|
720
|
1
|
Default
|
|
|
|
18888 |
P41-3W-1200-DG |
DG
|
1200
|
8
|
720
|
1
|
|
|









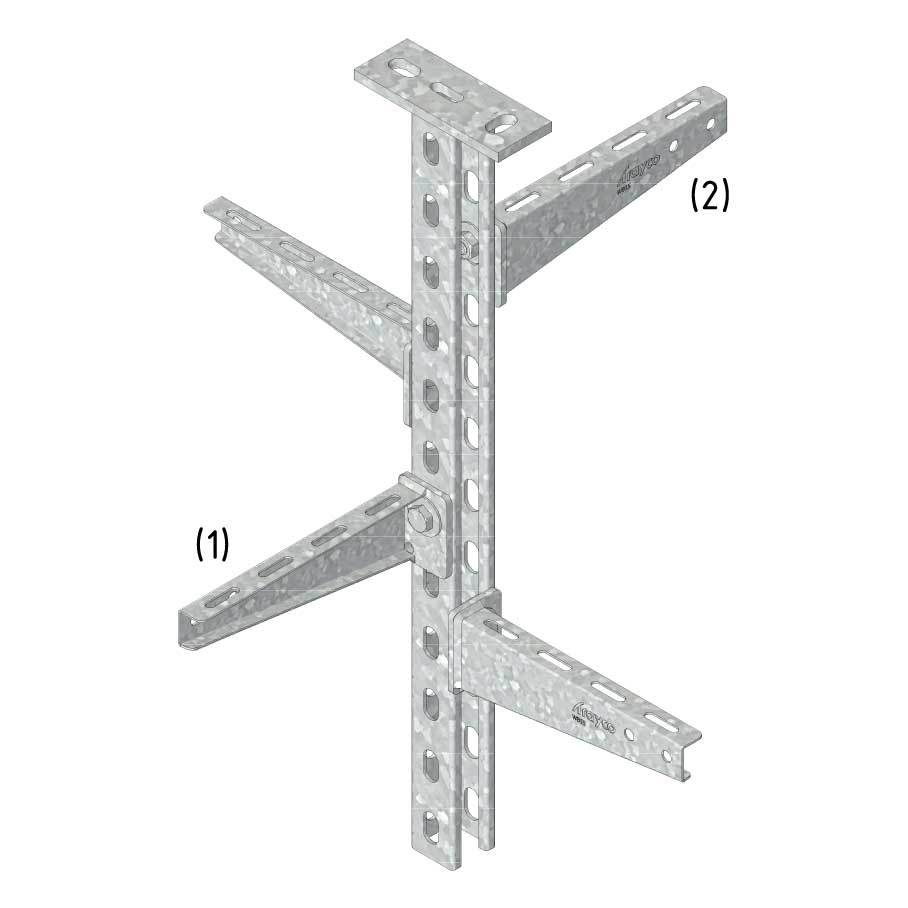



Assembly







{kind=link}