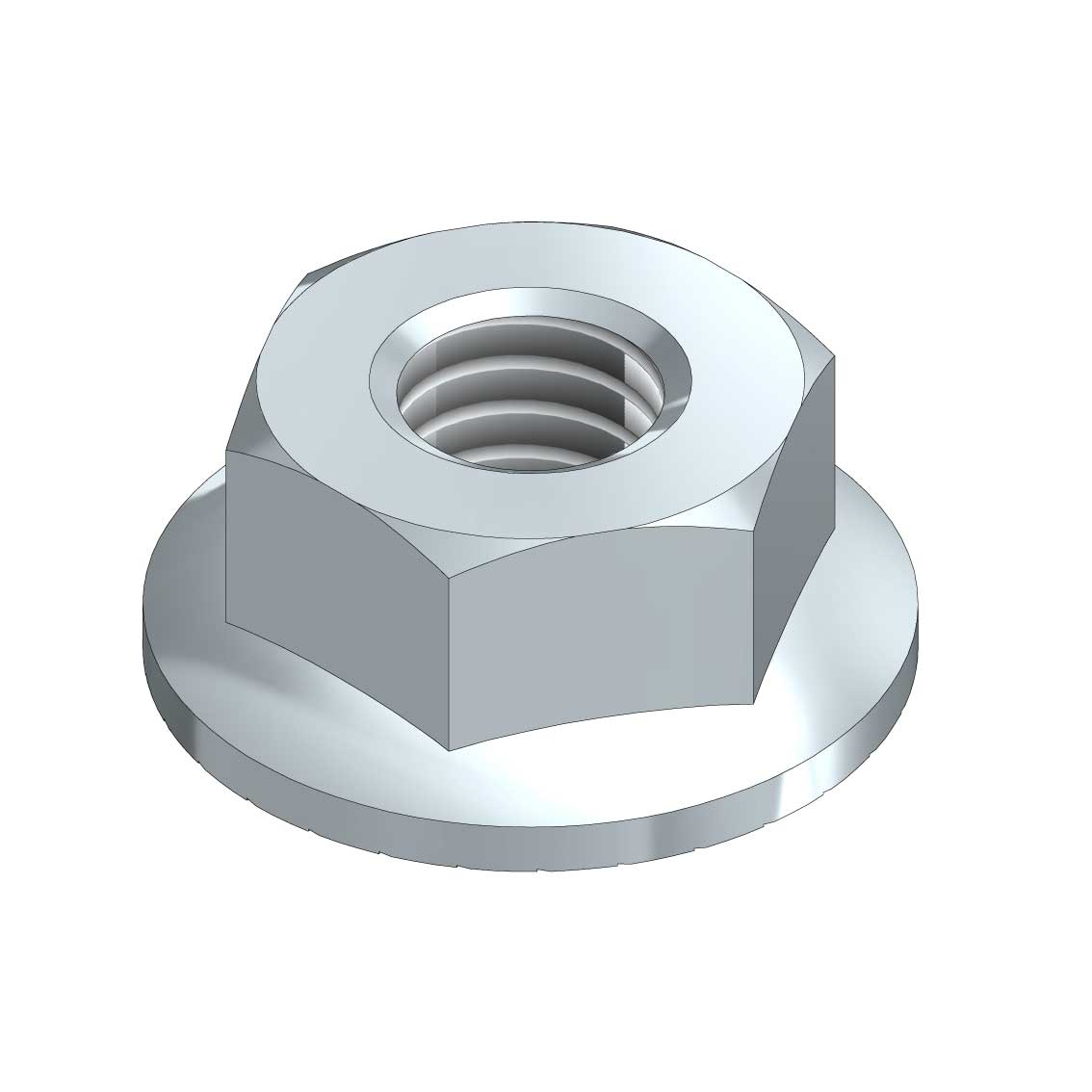
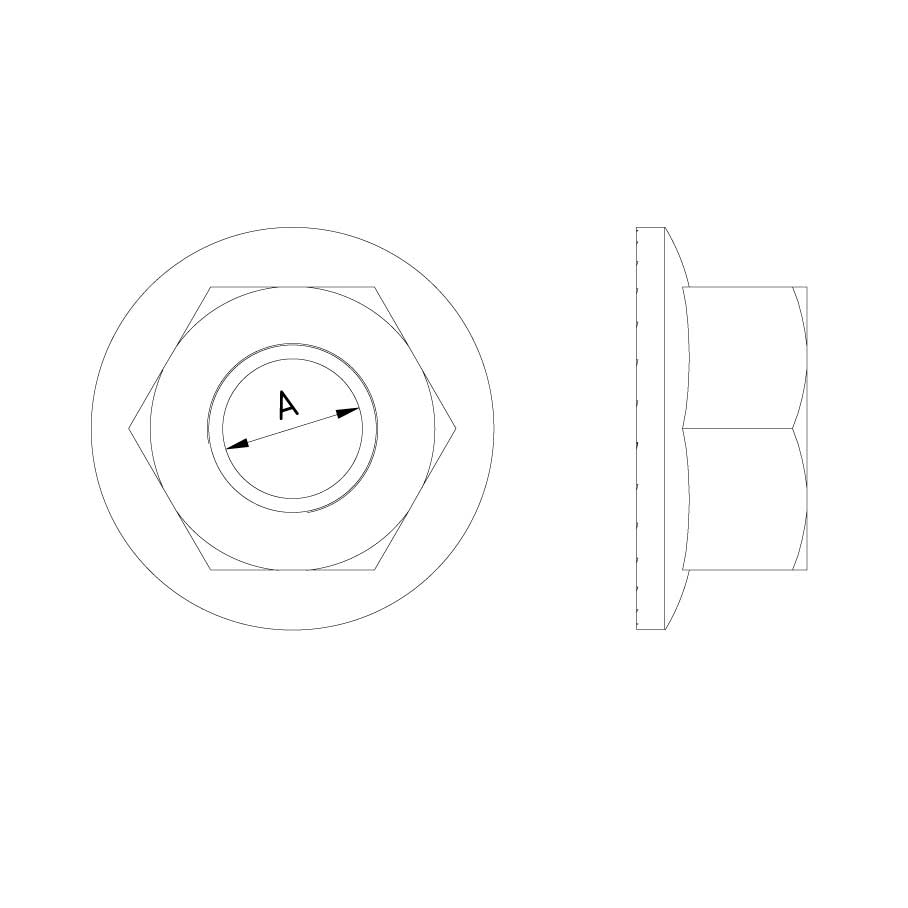
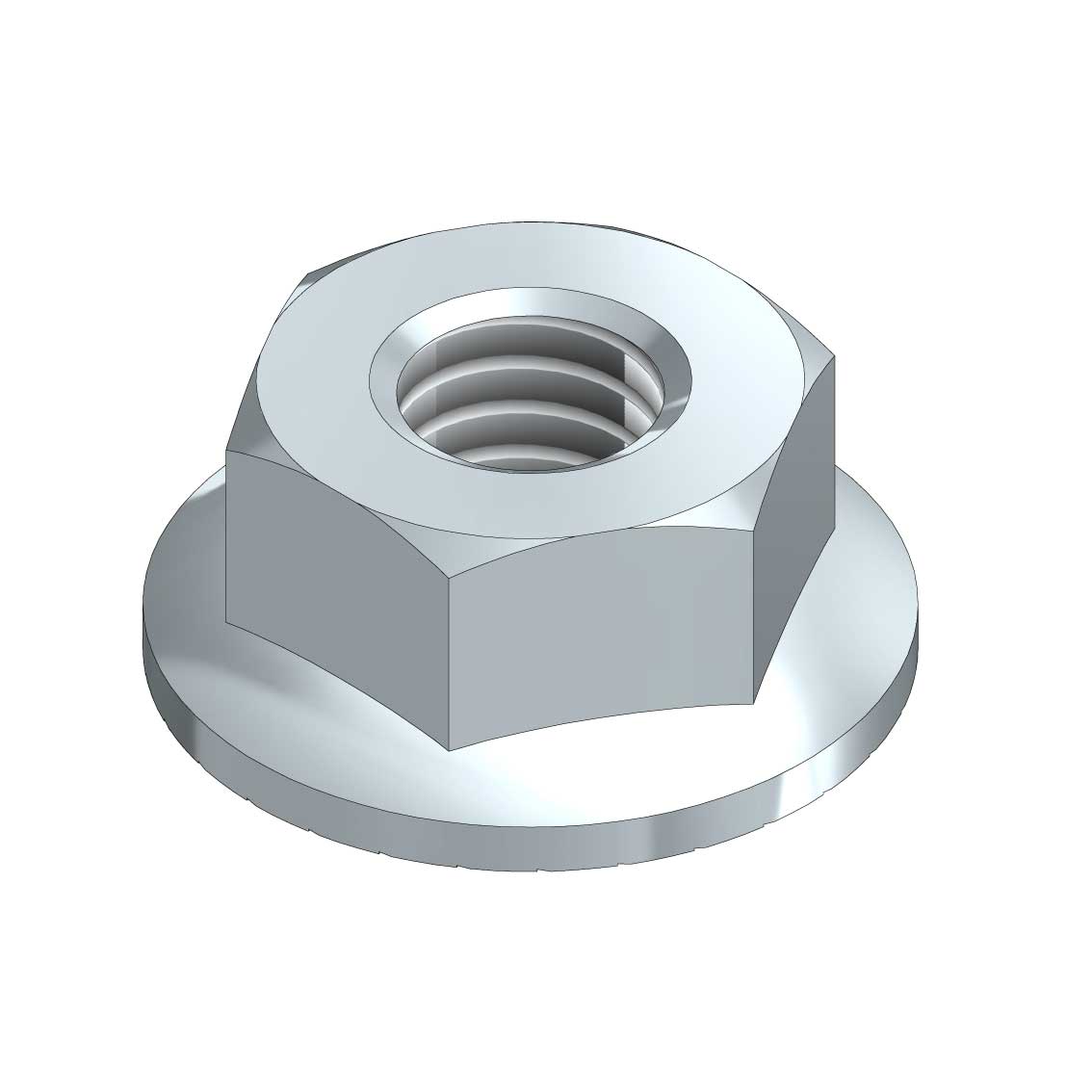
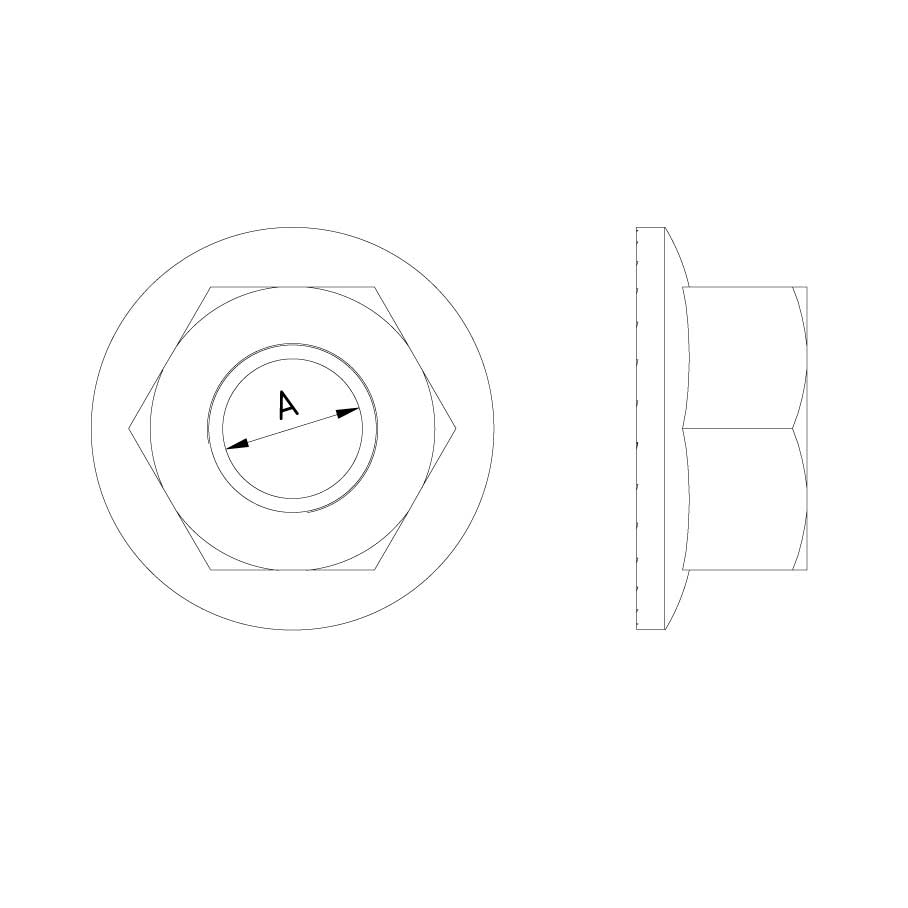
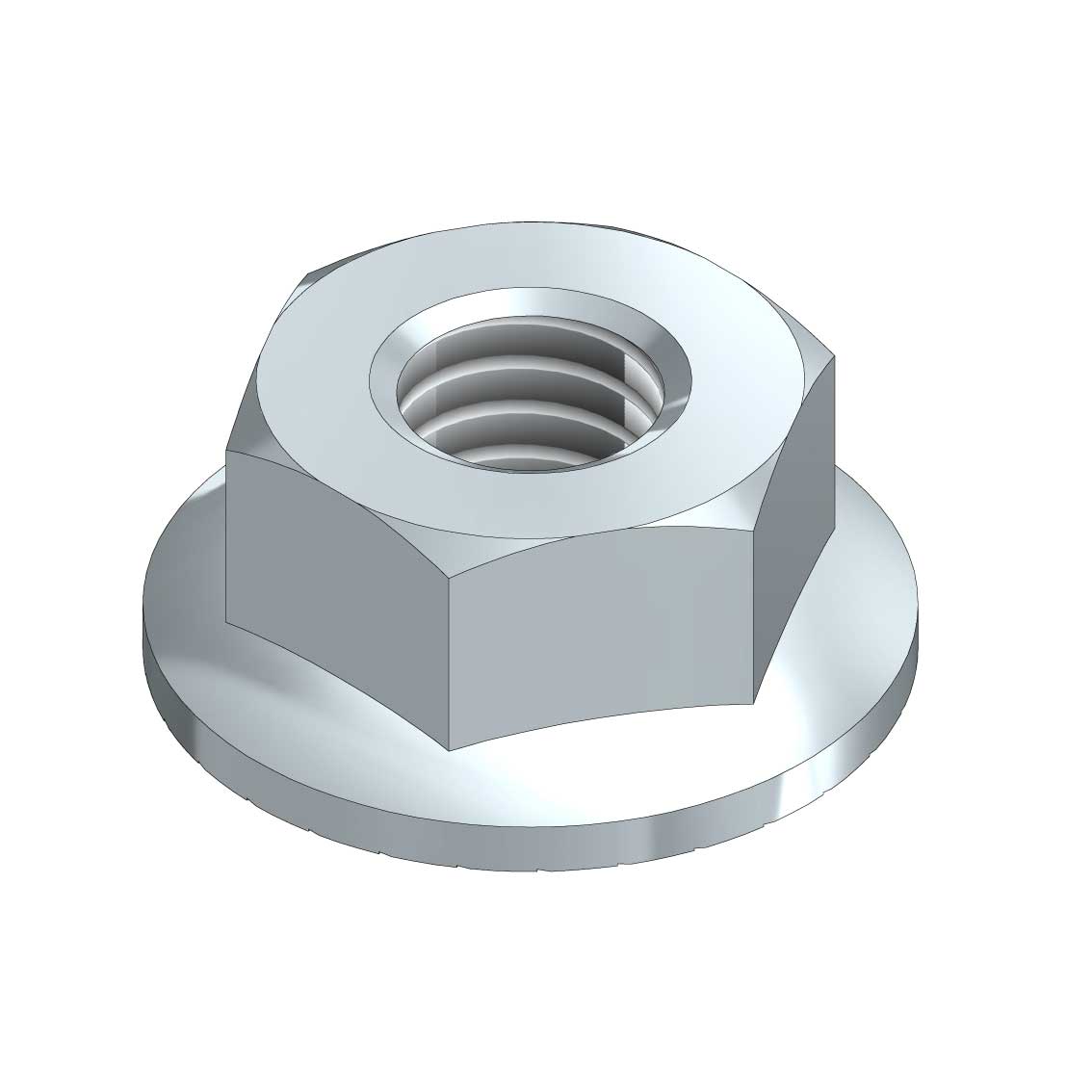
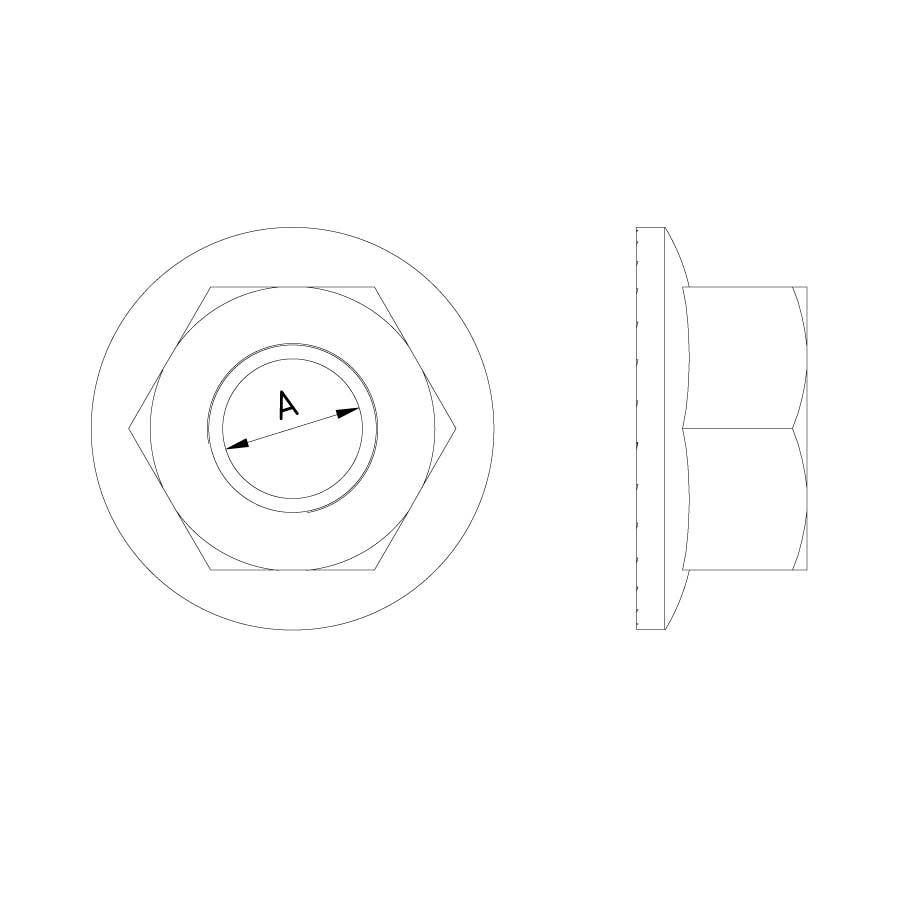
Flanged nut DIN6923
FN
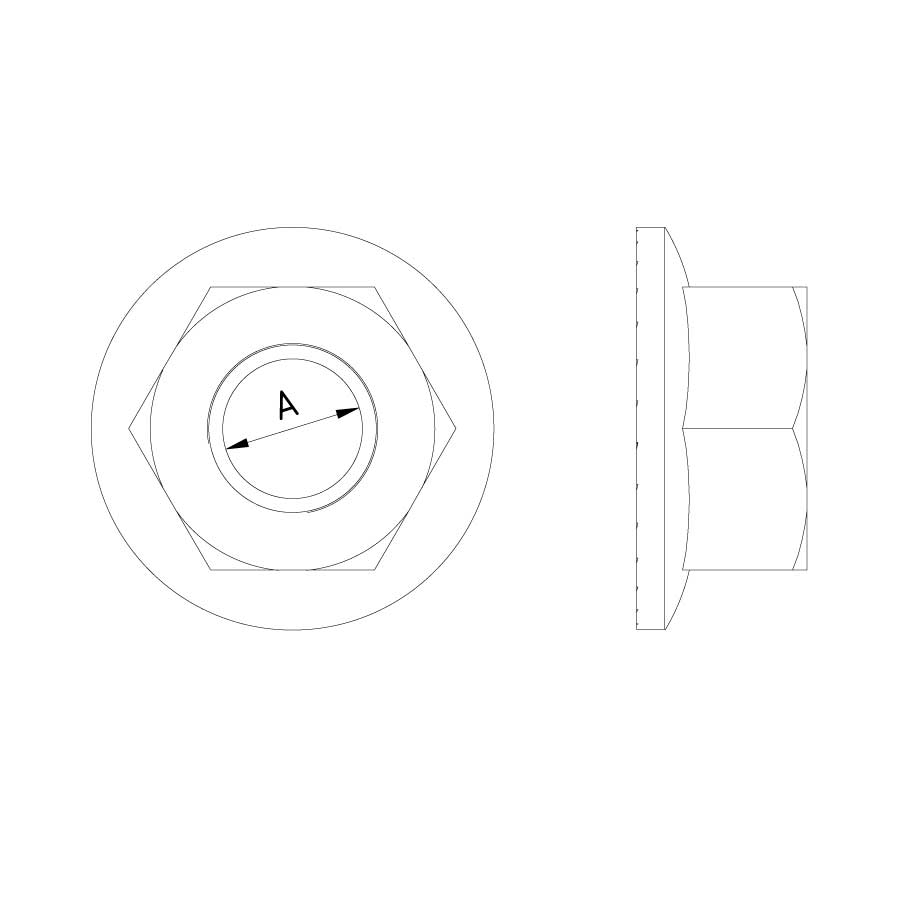

Flanged nut DIN6923
FN
| SKU | Article code | Finishing | Packaging | |||
|---|---|---|---|---|---|---|
|
|
10223 |
FN06-EG |
EG
|
200
|
Default
|
|
|
|
18086 |
FN08-EG |
EG
|
200
|
Default
|
|
|
|
10516 |
FN06-DG |
DG
|
200
|
Default
|
|
|
|
18087 |
FN08-DG |
DG
|
200
|
Default
|
|
|
|
19384 |
FN10-DG |
DG
|
200
|
Default
|
|






{kind=link}