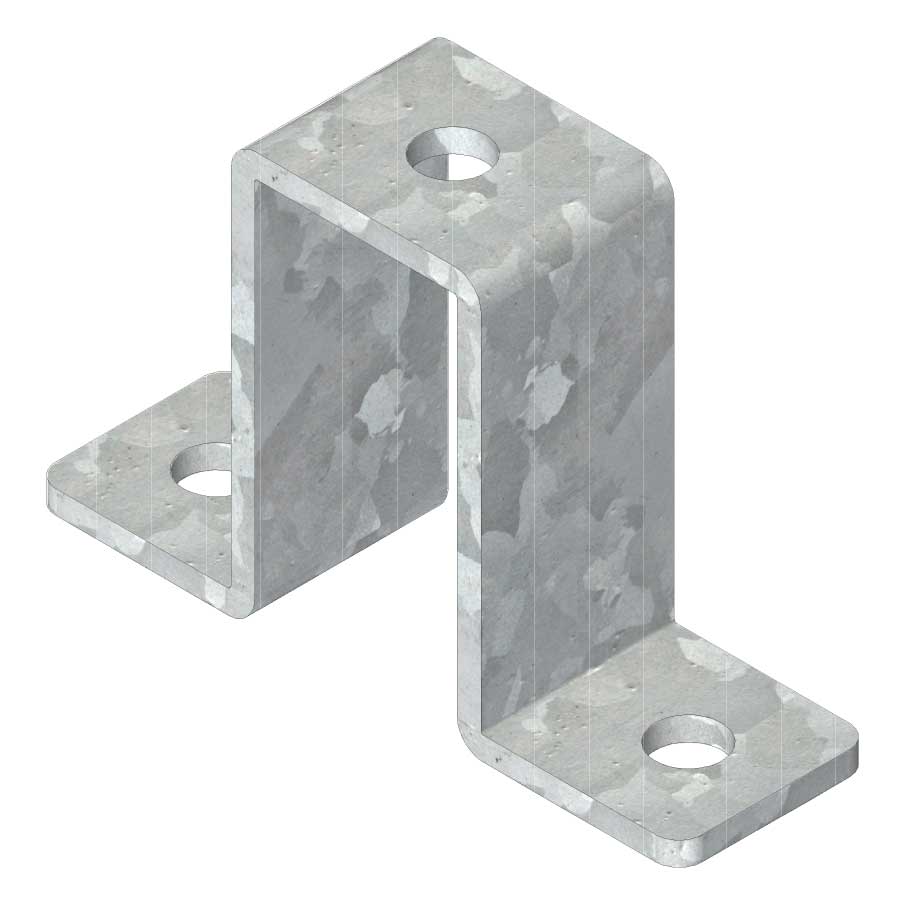
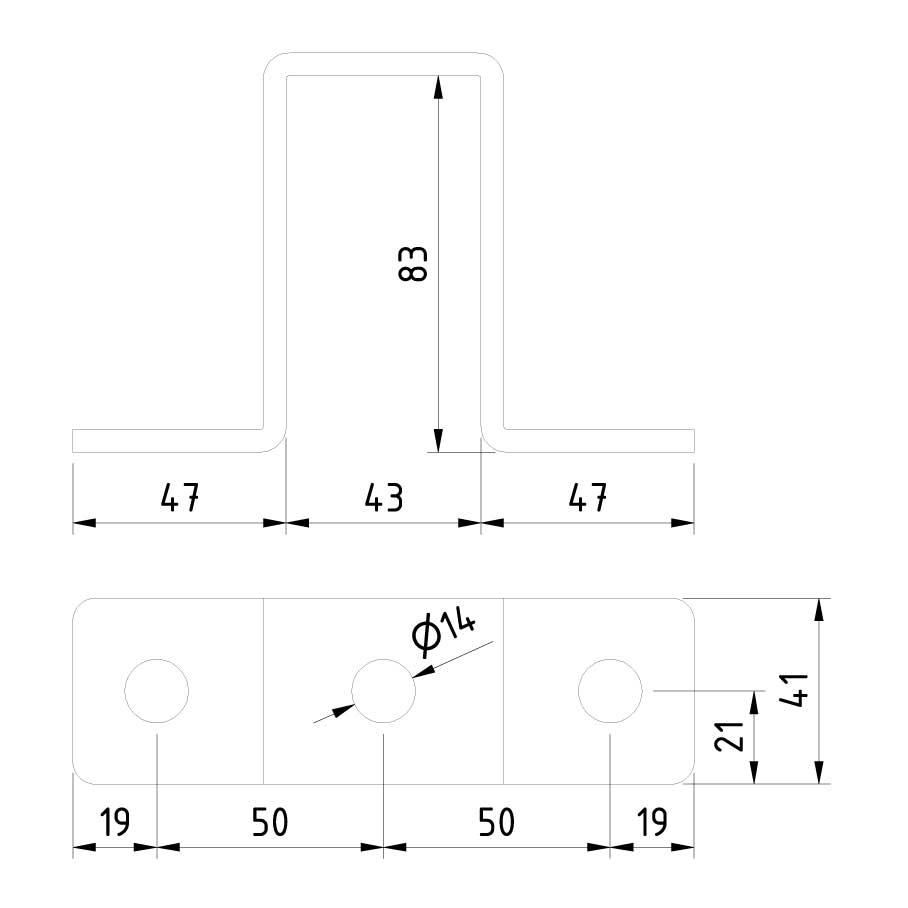
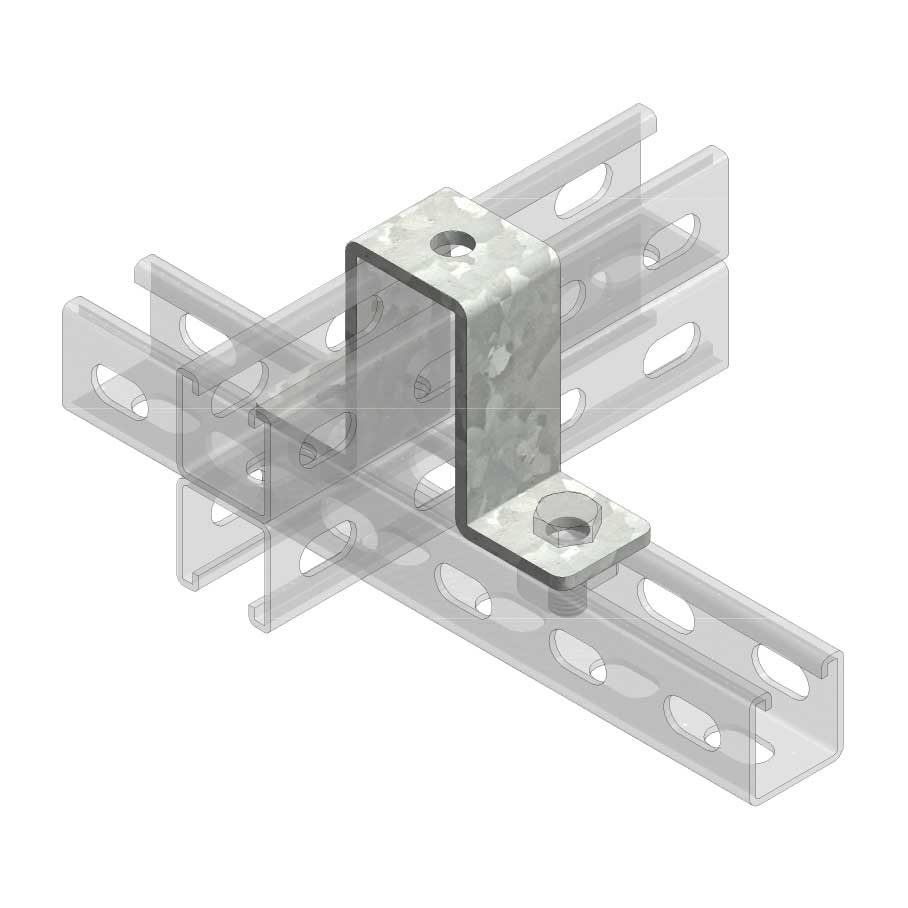
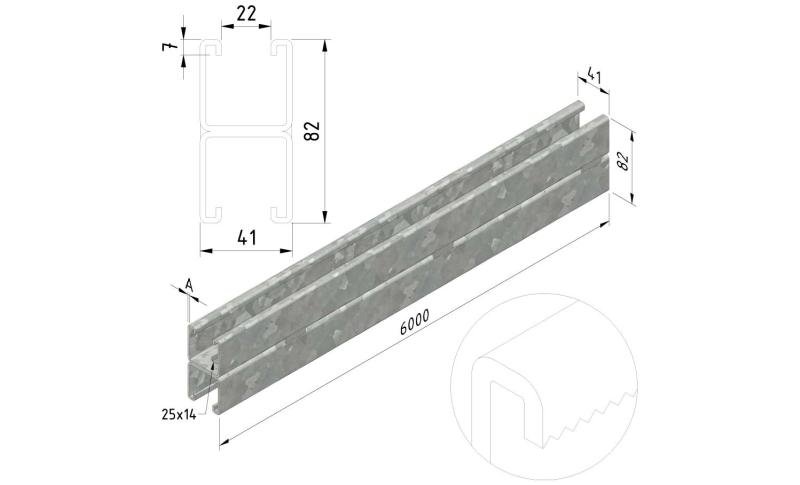
Coupling piece
CP-UV-82
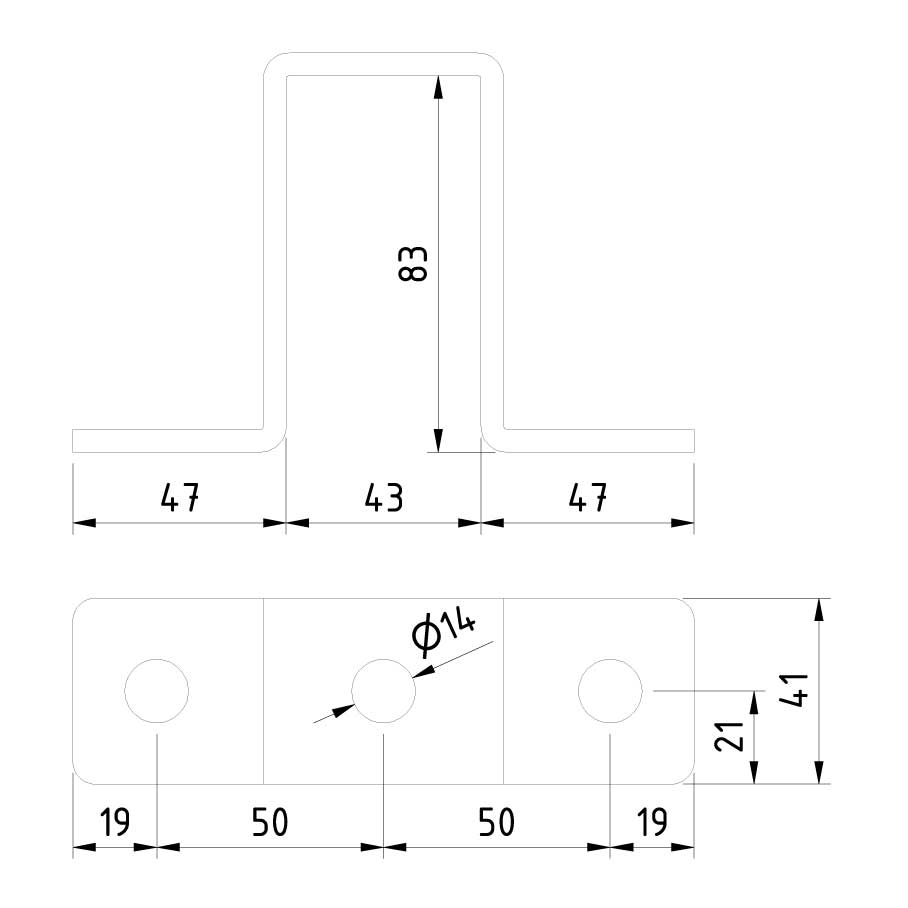
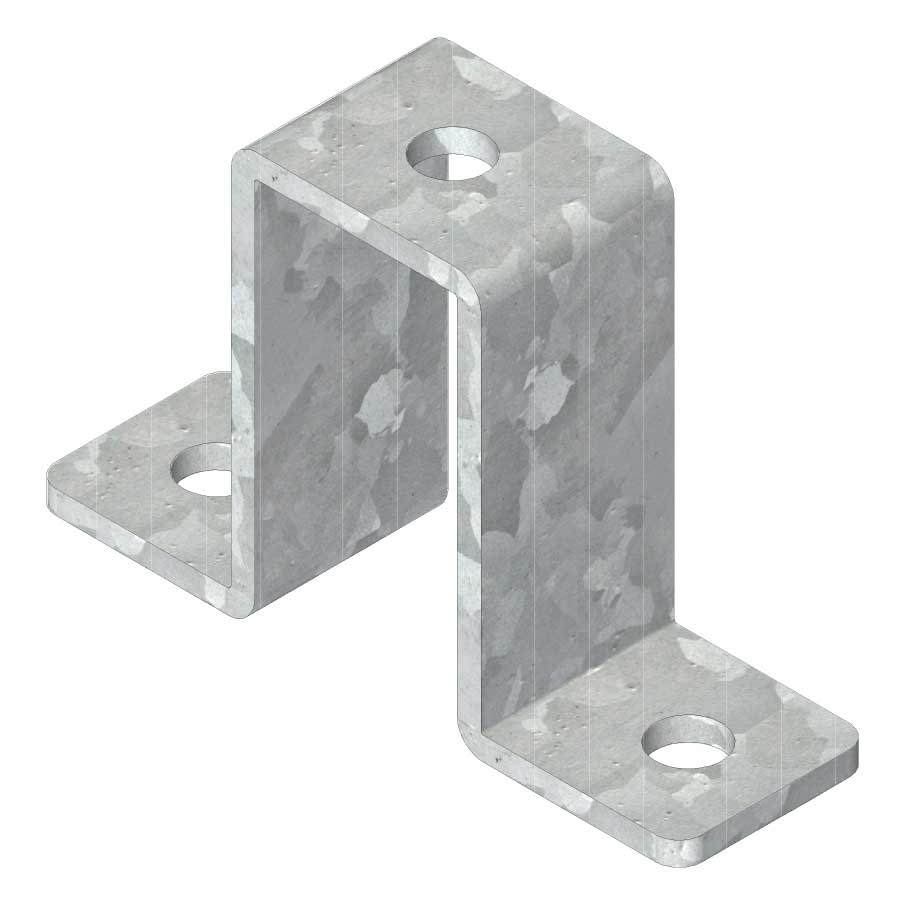
Coupling piece
CP-UV-82
Connect with HB12 + SLN41-12
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Packaging | |||
|---|---|---|---|---|---|---|
|
|
19451 |
CP-UV-82-DG |
DG
|
10
|
Default
|
|

Assembly



{kind=link}