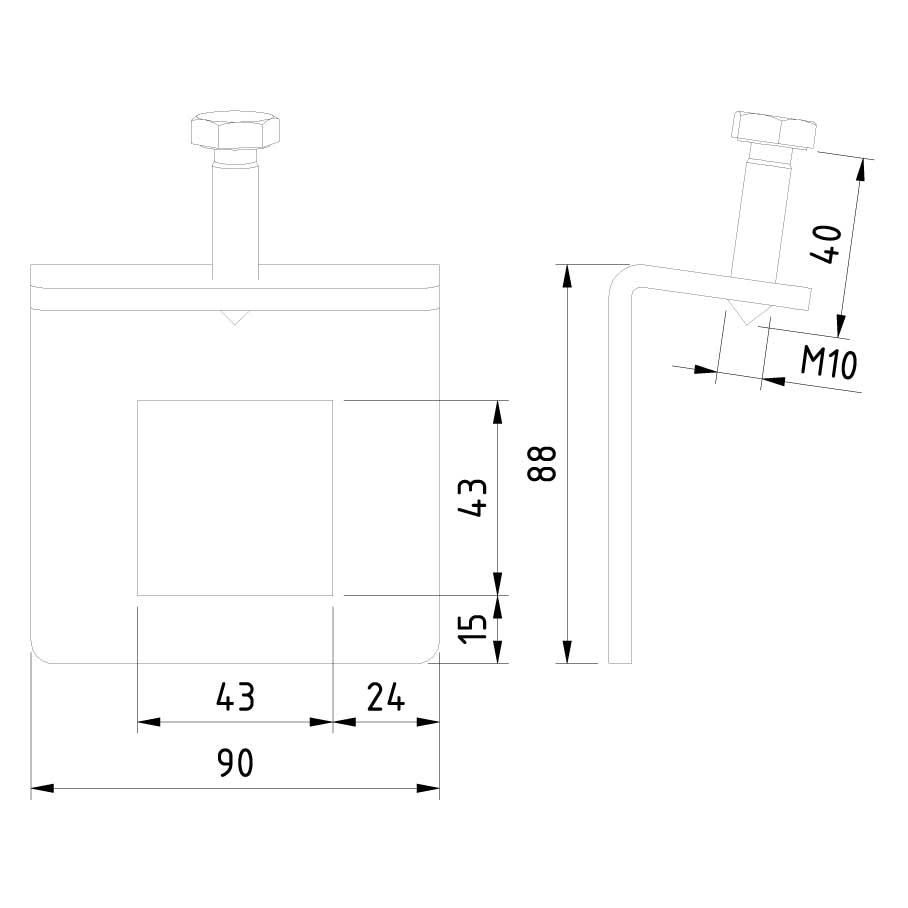
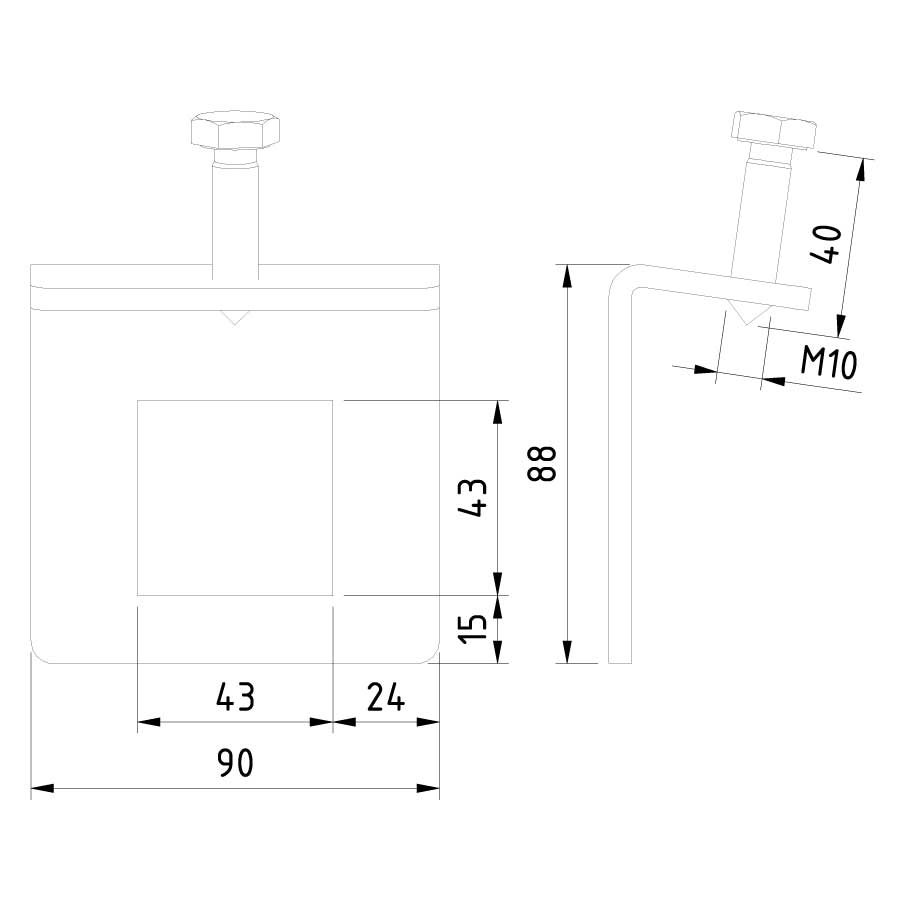
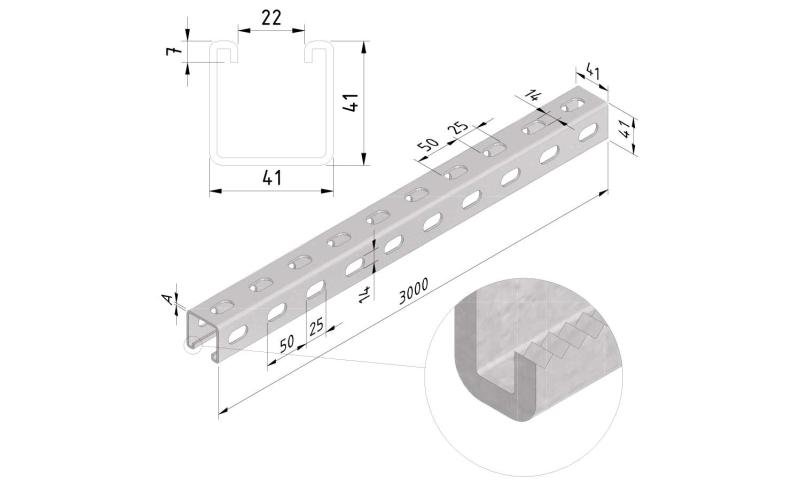
Coupling Piece
CP-I-41

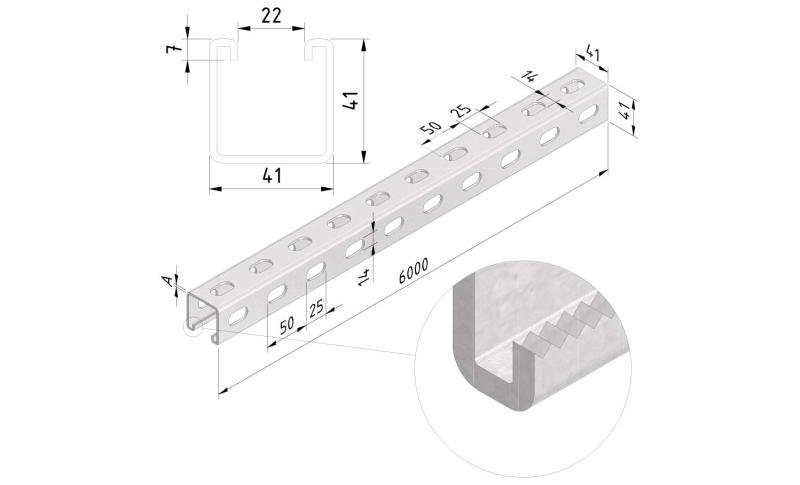
Coupling Piece
CP-I-41
| SKU | Article code | Finishing | Packaging | |||
|---|---|---|---|---|---|---|
|
|
10205 |
CP-I-41-DG |
DG
|
25
|
Default
|
|

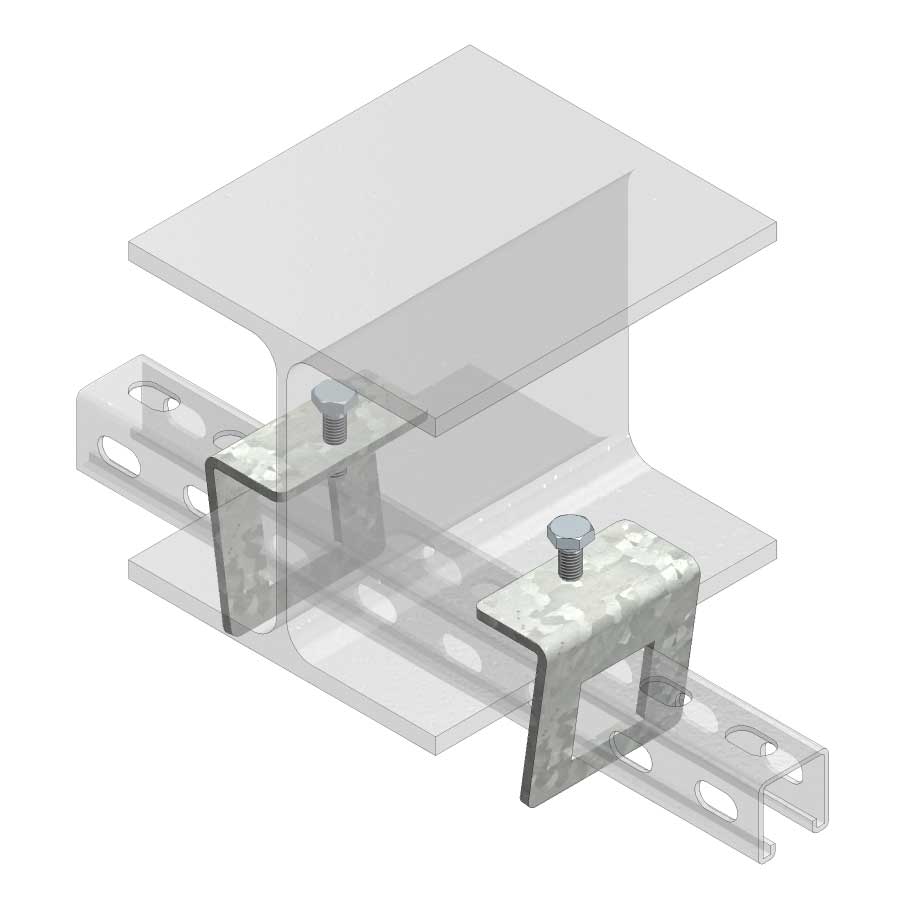
Assembly
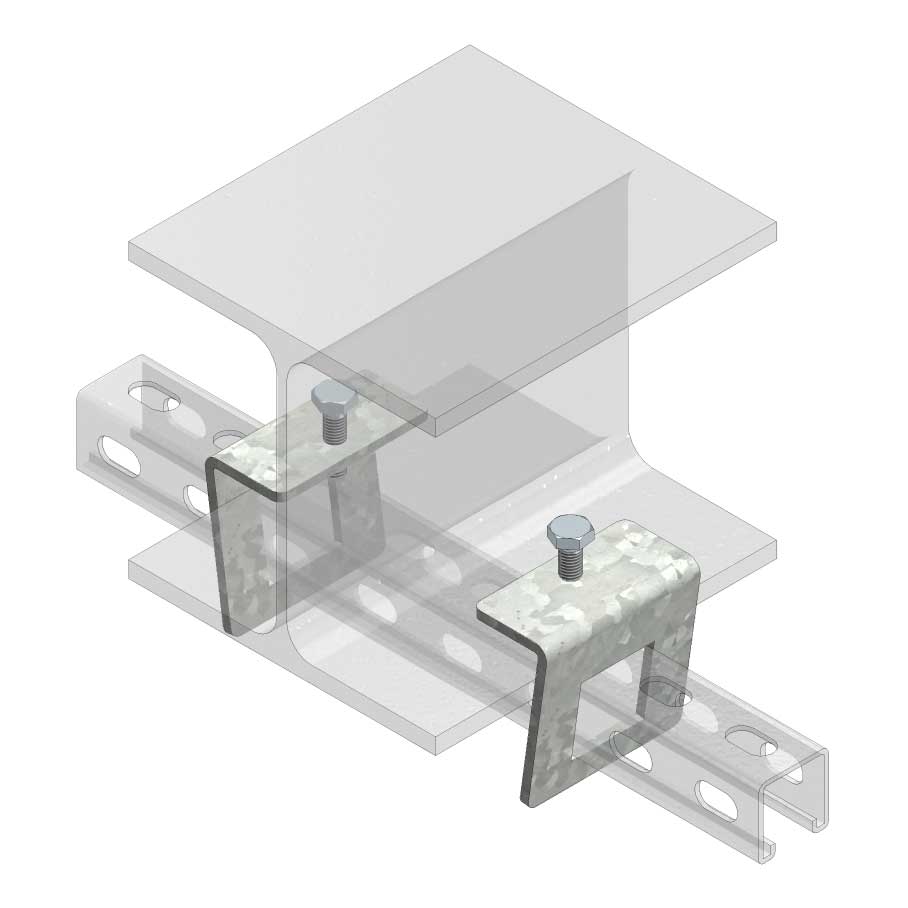



{kind=link}