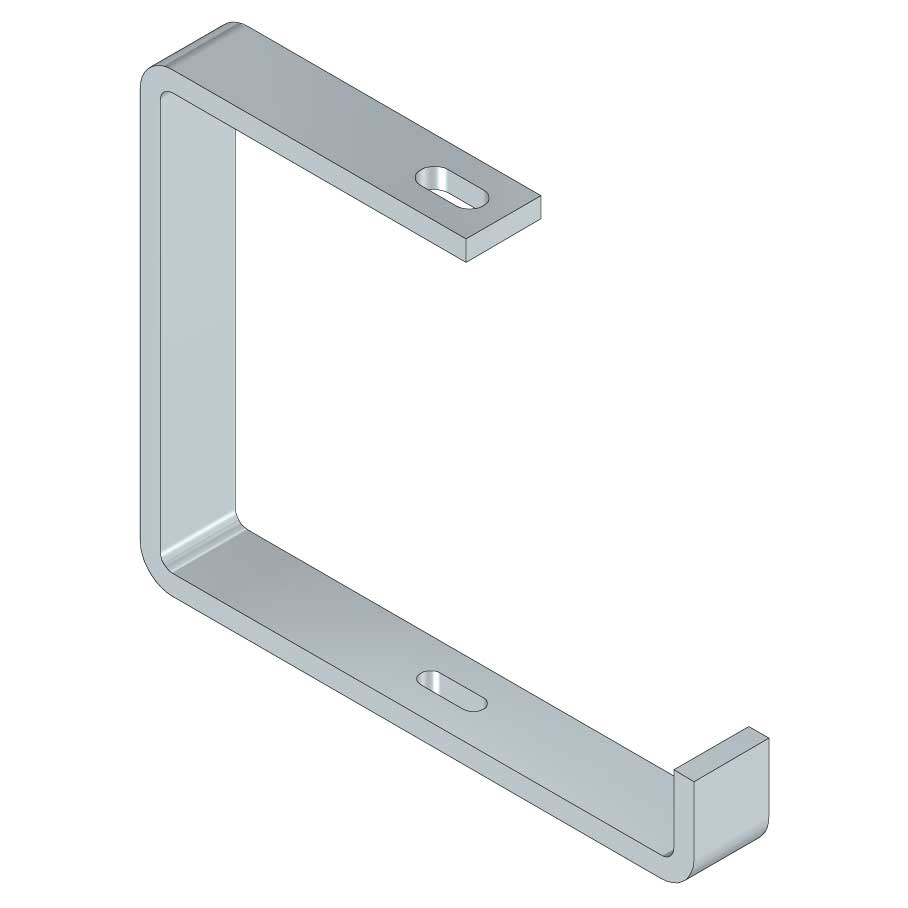
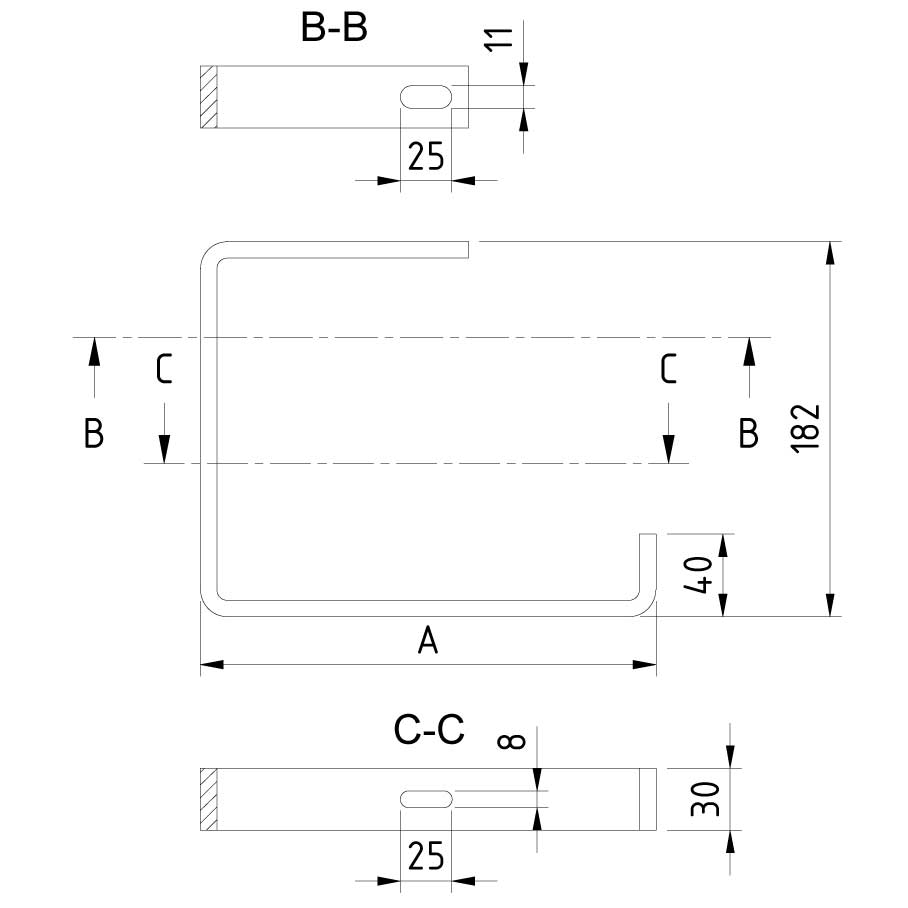
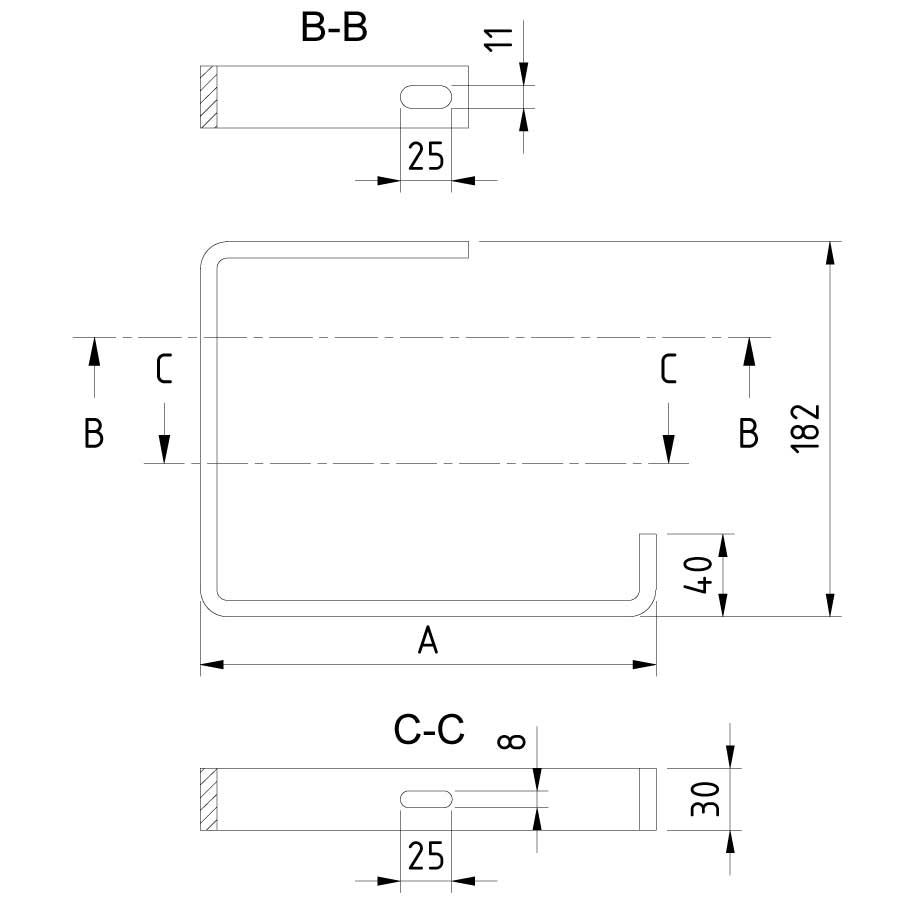
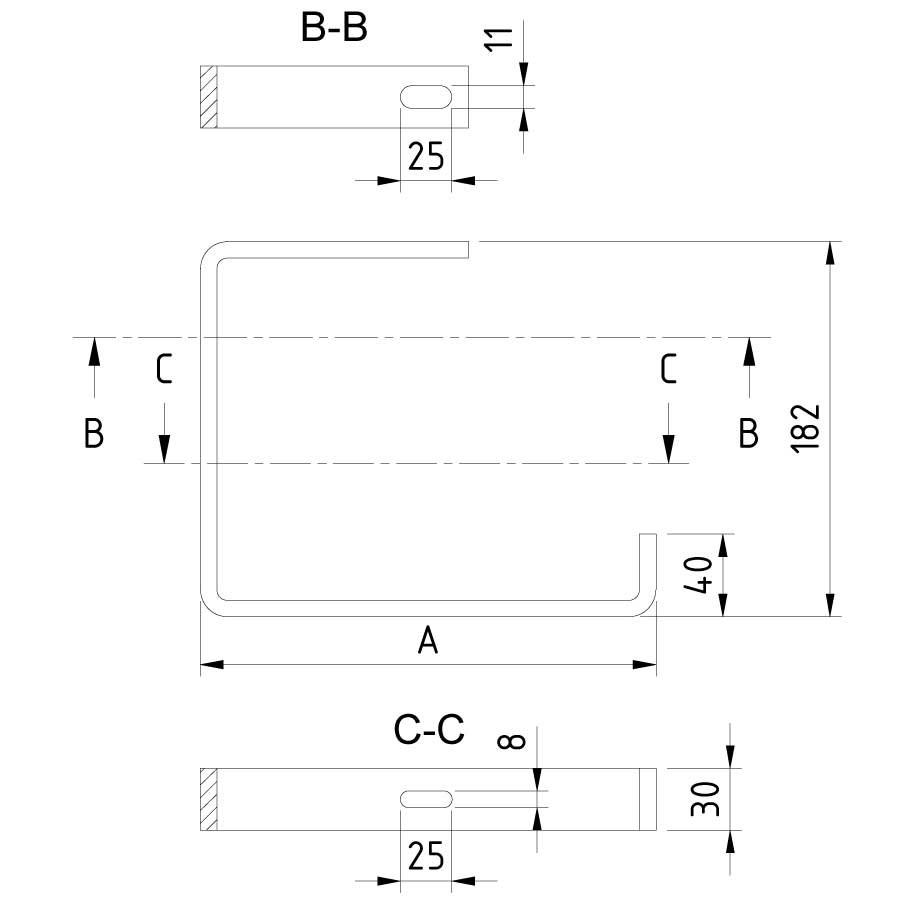
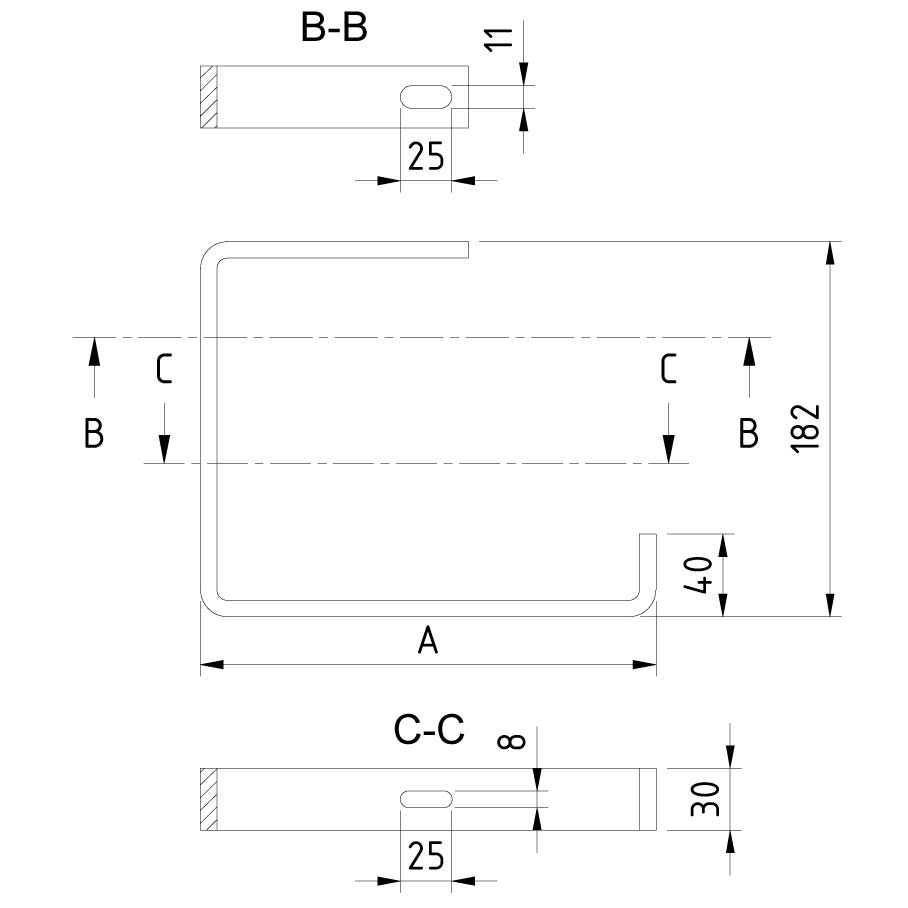
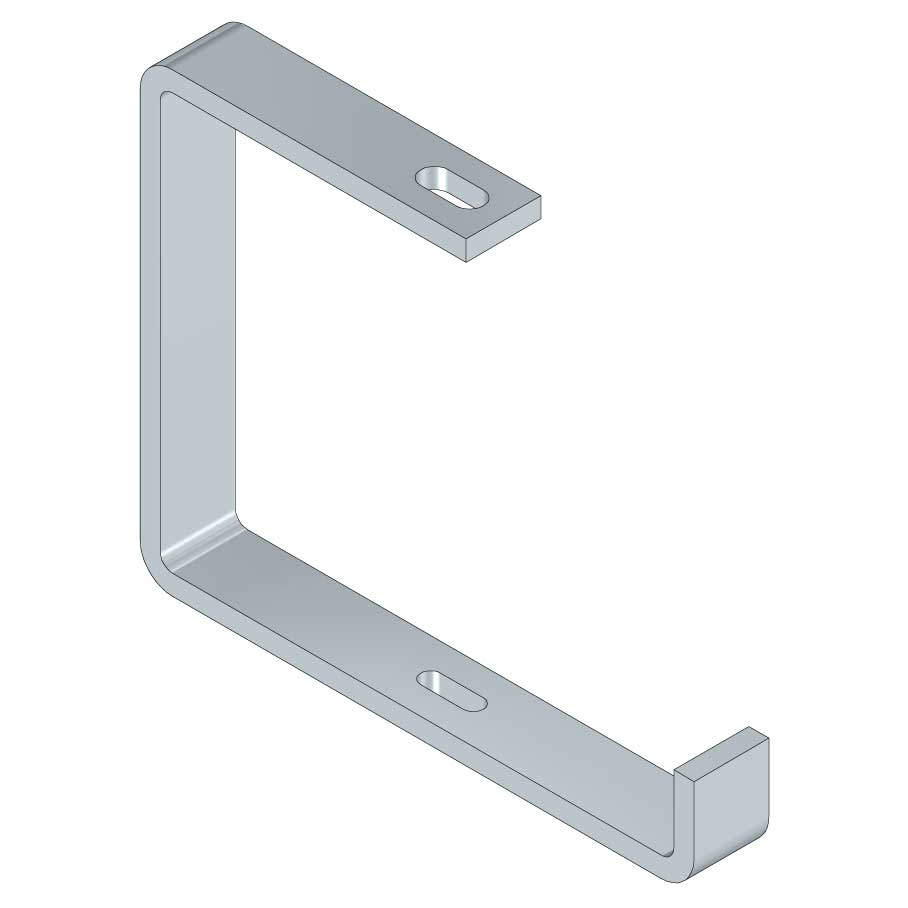
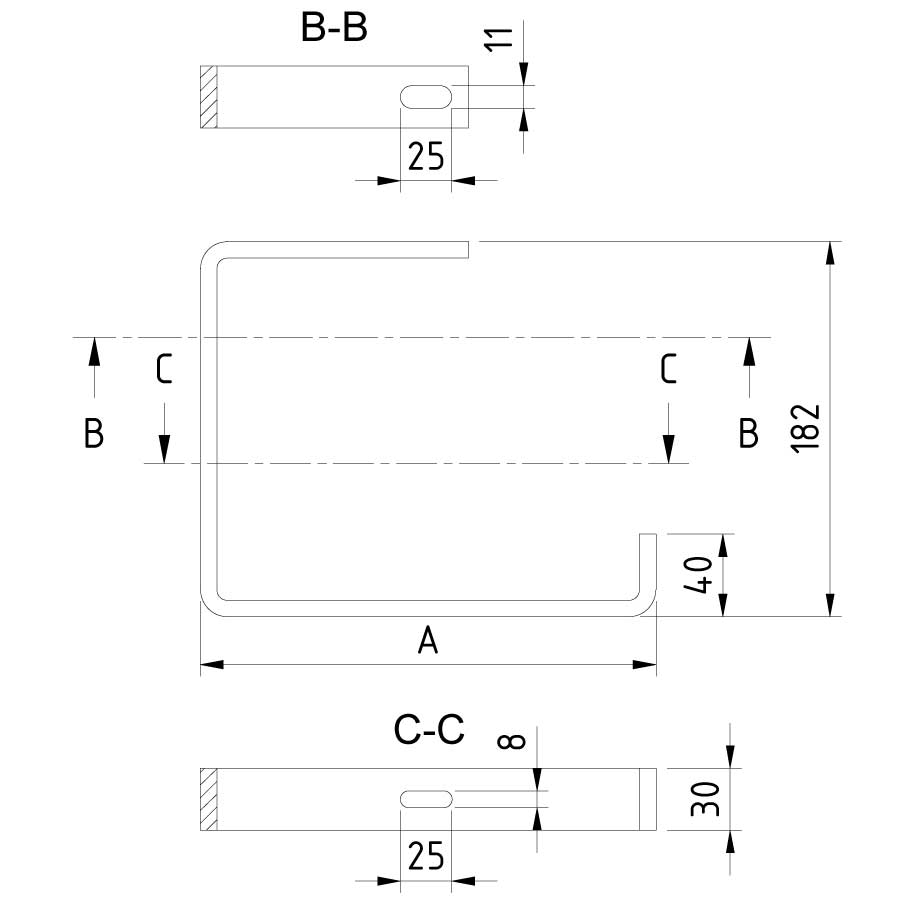
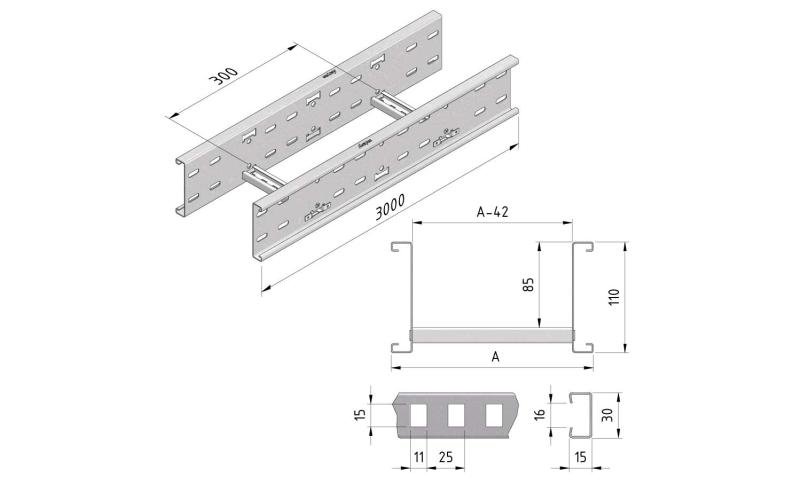
C-Bracket
CB190




C-Bracket
CB190
Coated finishing available on demand. RAL colour code to be confirmed on your order.
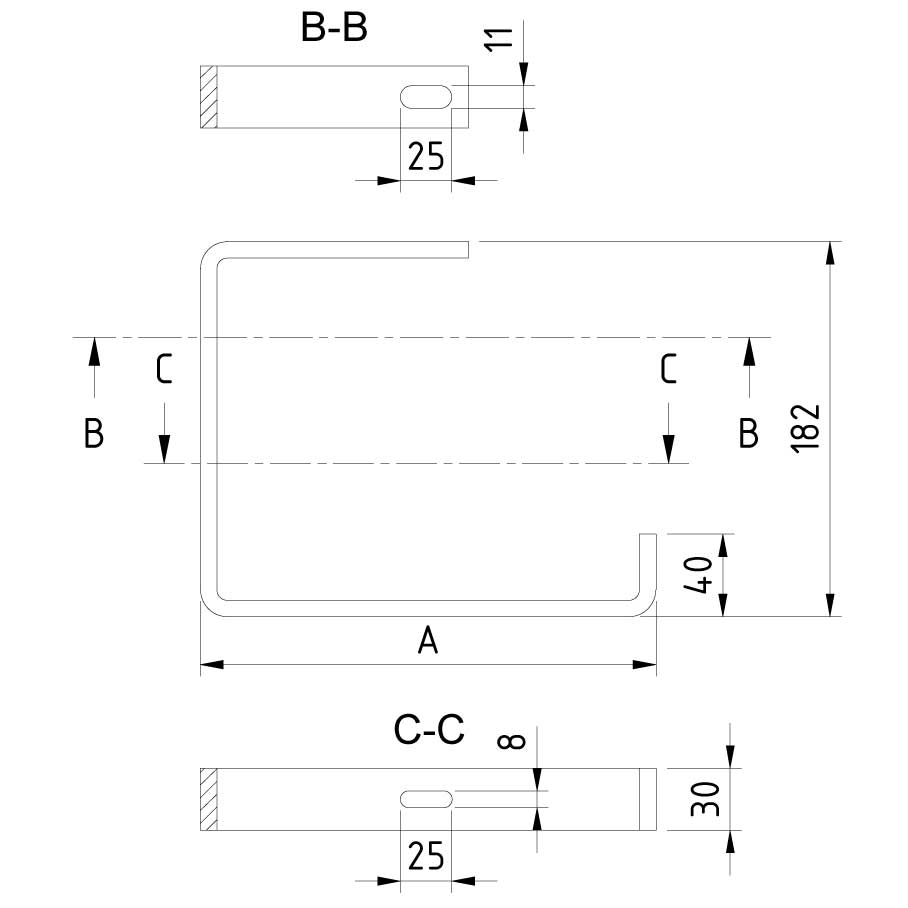
| SKU | Article code | Finishing | Dimension A | F (kN) | Packaging | |||
|---|---|---|---|---|---|---|---|---|
|
|
17089 |
CB190-075-EG |
EG
|
100
|
0.45
|
10
|
Default
|
|
|
|
17090 |
CB190-100-EG |
EG
|
125
|
0.45
|
10
|
Default
|
|
|
|
17091 |
CB190-150-EG |
EG
|
175
|
0.45
|
10
|
Default
|
|
|
|
17092 |
CB190-200-EG |
EG
|
225
|
0.45
|
10
|
Default
|
|
|
|
17093 |
CB190-300-EG |
EG
|
330
|
0.45
|
10
|
Default
|
|
|
|
17094 |
CB190-400-EG |
EG
|
430
|
0.45
|
10
|
Default
|
|
|
|
12527 |
CB190-075-DG |
DG
|
100
|
0.45
|
10
|
|
|
|
|
12528 |
CB190-100-DG |
DG
|
125
|
0.45
|
10
|
|
|
|
|
12529 |
CB190-150-DG |
DG
|
175
|
0.45
|
10
|
|
|
|
|
12530 |
CB190-200-DG |
DG
|
225
|
0.45
|
10
|
|
|
|
|
12531 |
CB190-300-DG |
DG
|
330
|
0.45
|
10
|
|
|
|
|
12532 |
CB190-400-DG |
DG
|
430
|
0.45
|
10
|
|
|






























{kind=link}