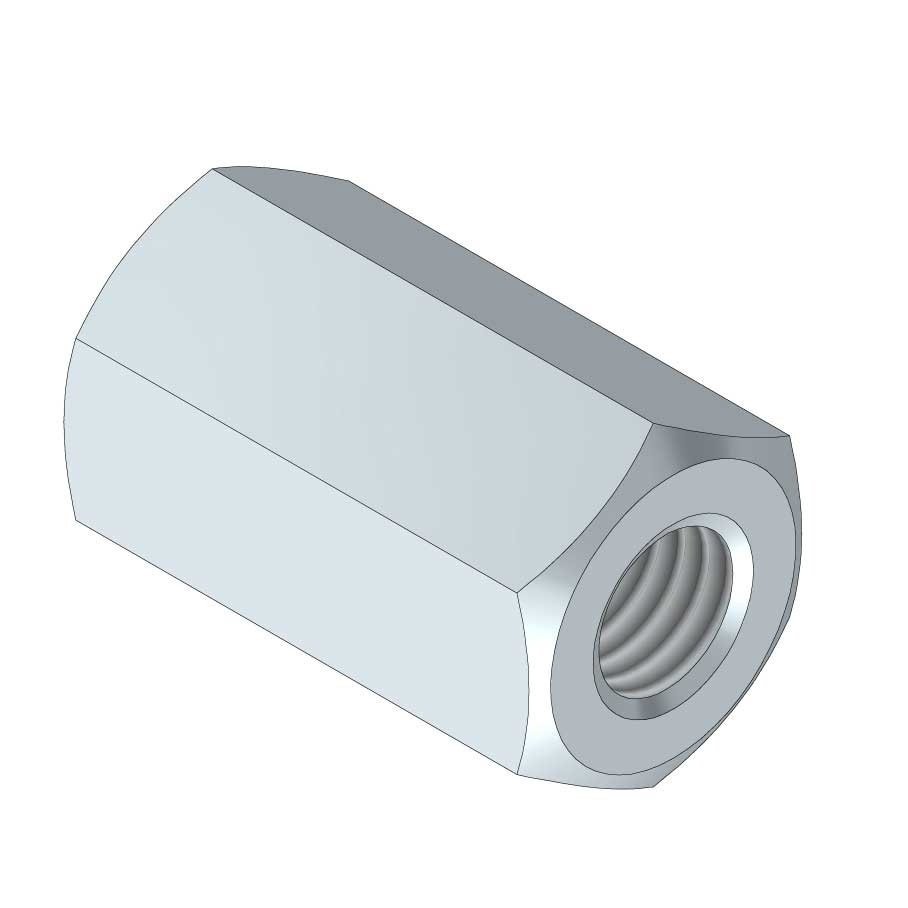
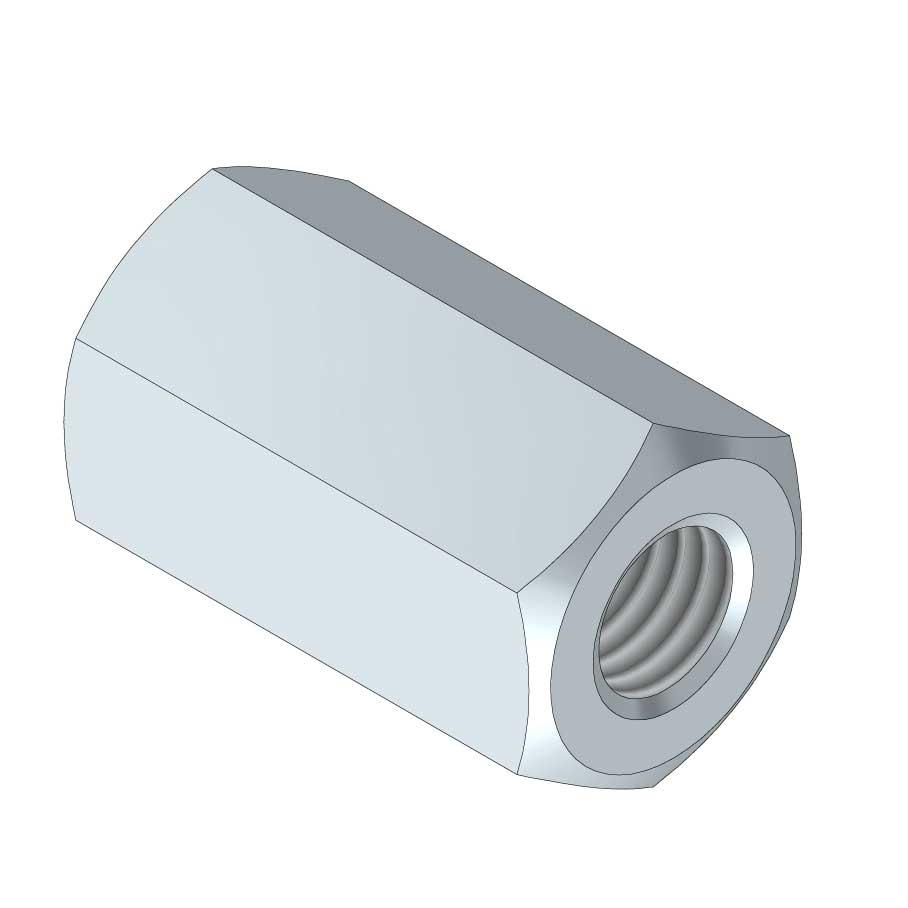
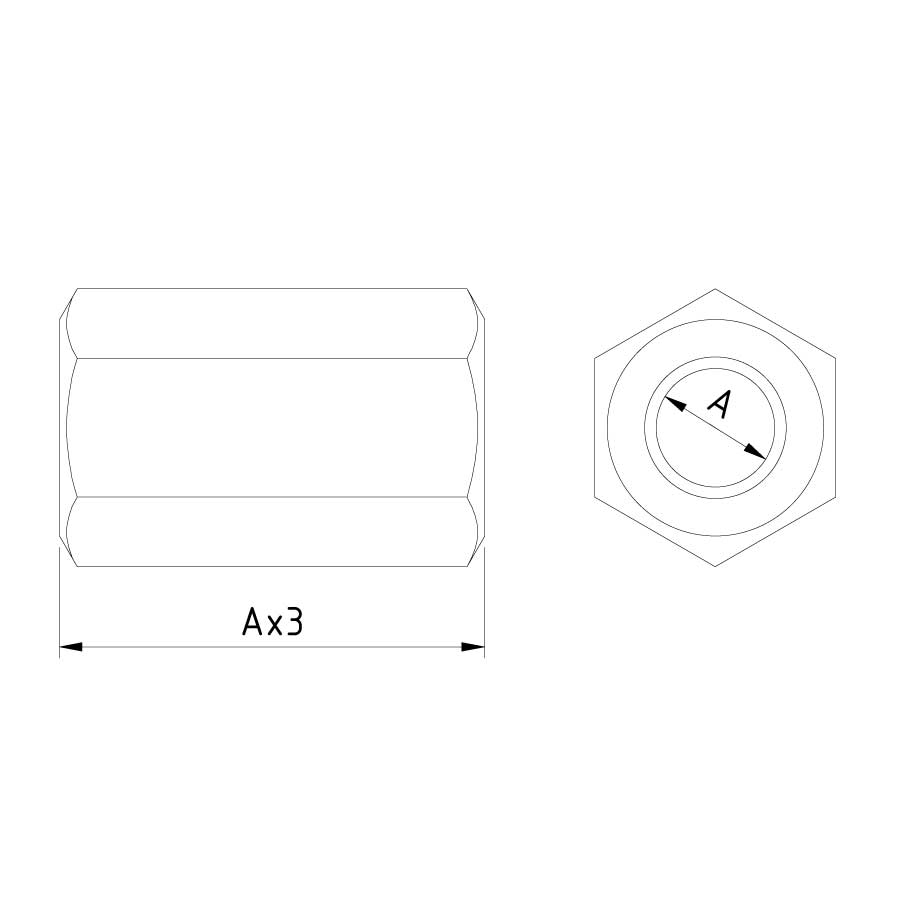
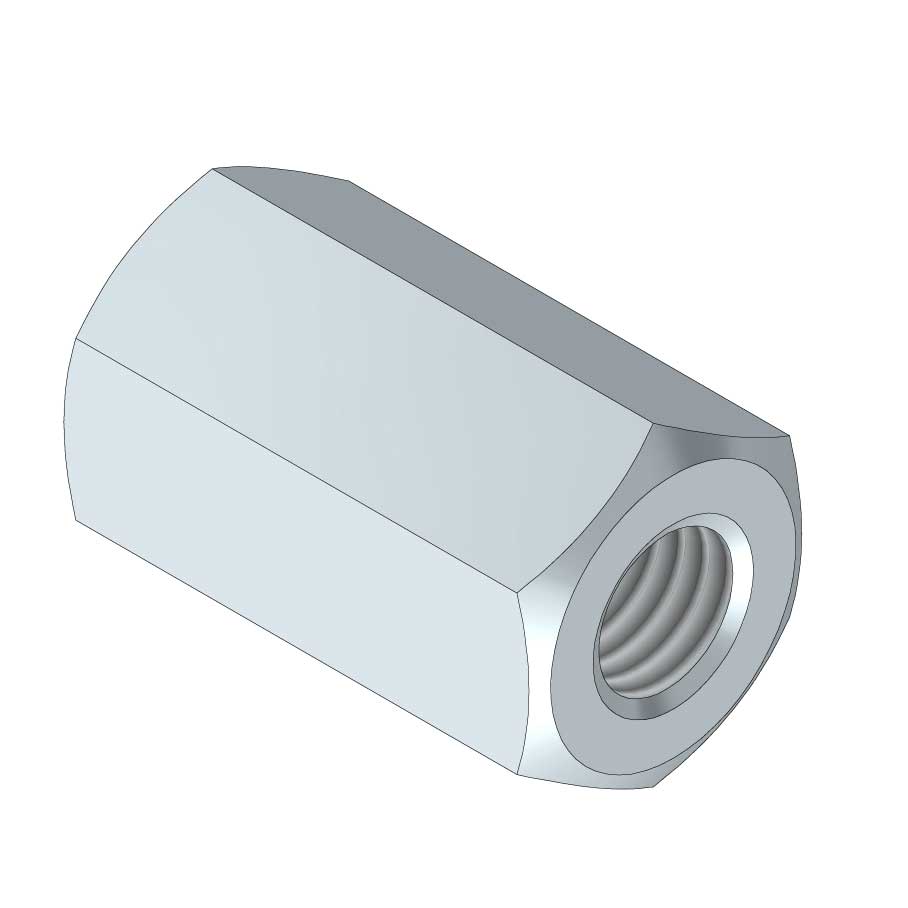
Assembly Nut threaded
ANR

Assembly Nut threaded
ANR
| SKU | Article code | Finishing | Packaging | |||
|---|---|---|---|---|---|---|
|
|
10194 |
ANR06-EG |
EG
|
50
|
Default
|
|
|
|
10195 |
ANR08-EG |
EG
|
50
|
Default
|
|
|
|
10196 |
ANR10-EG |
EG
|
50
|
Default
|
|






{kind=link}