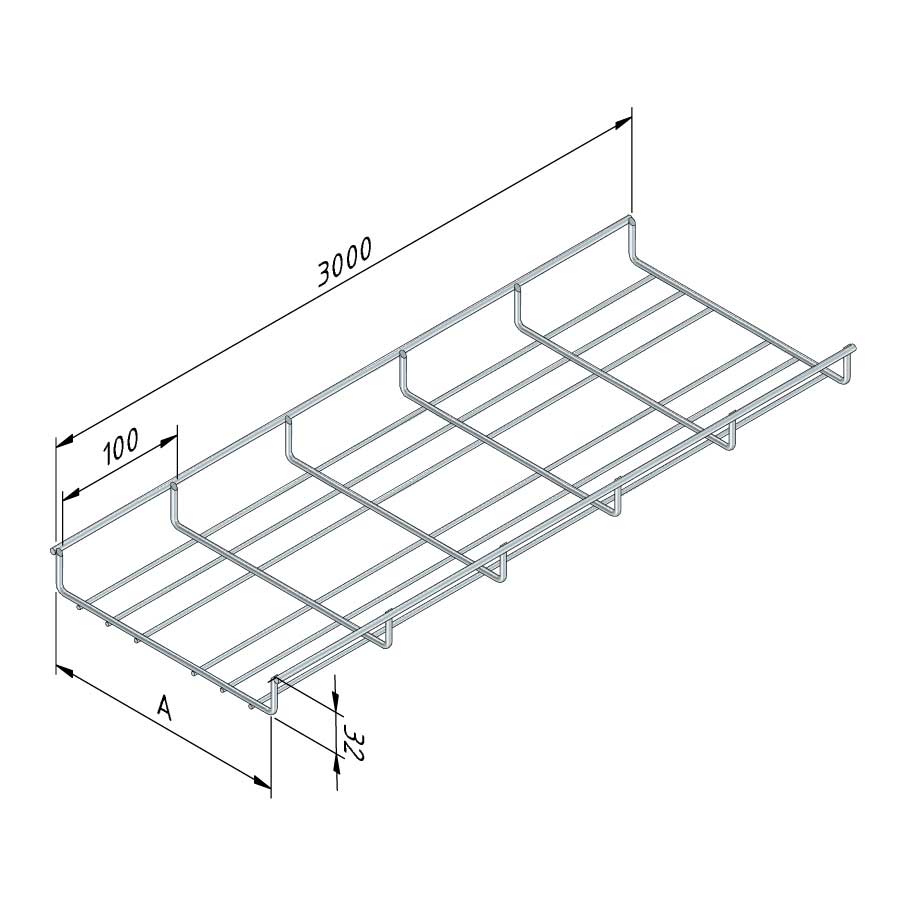
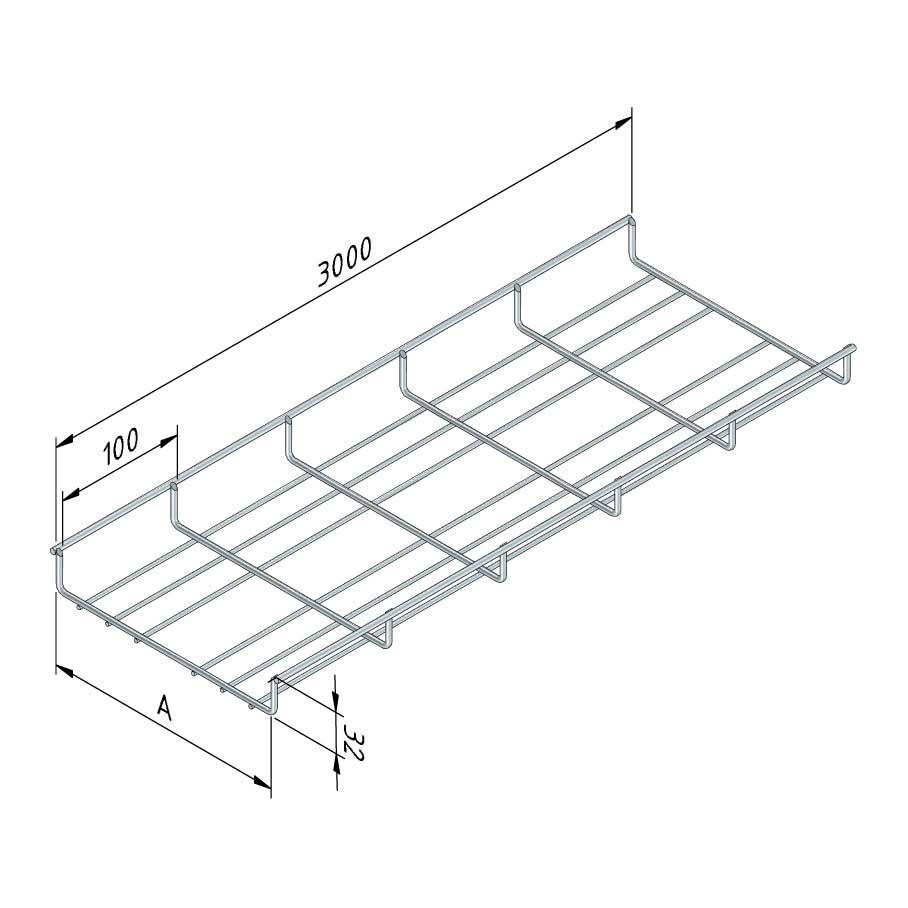
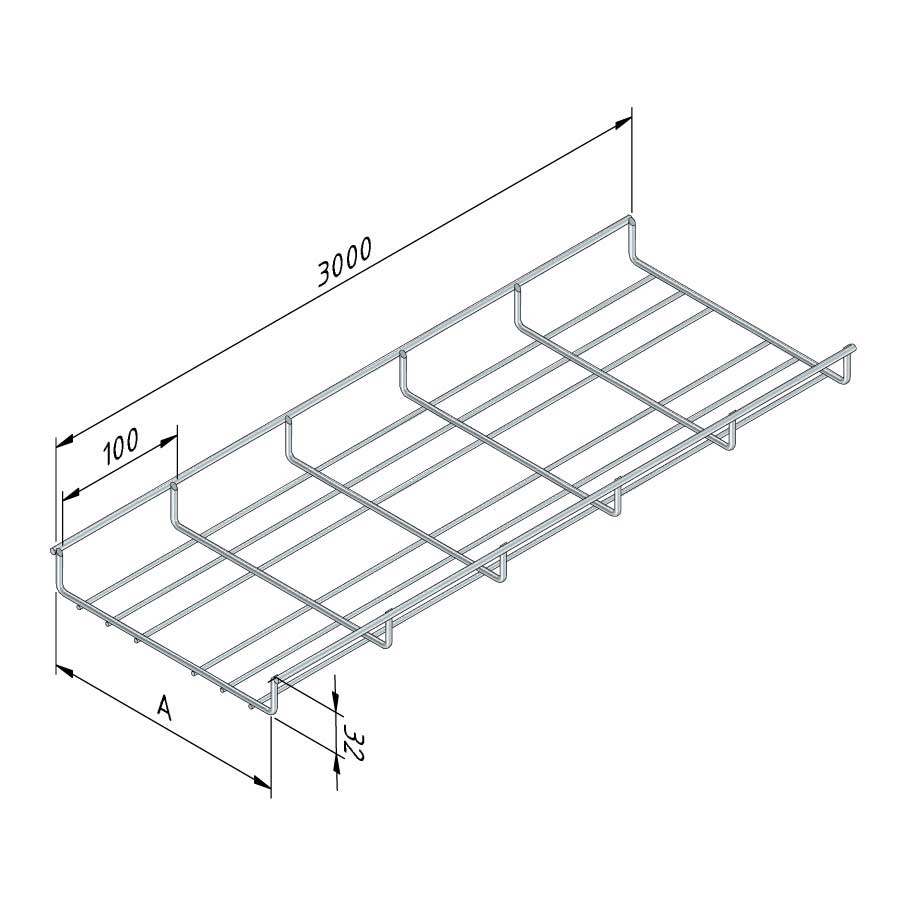
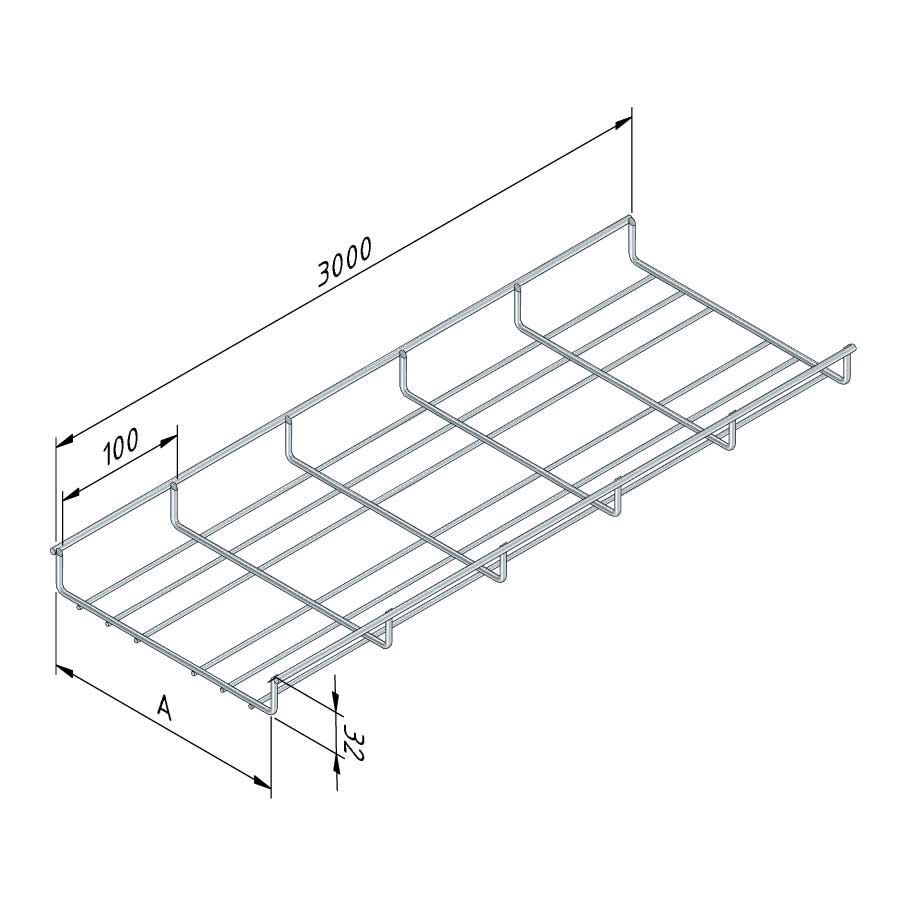
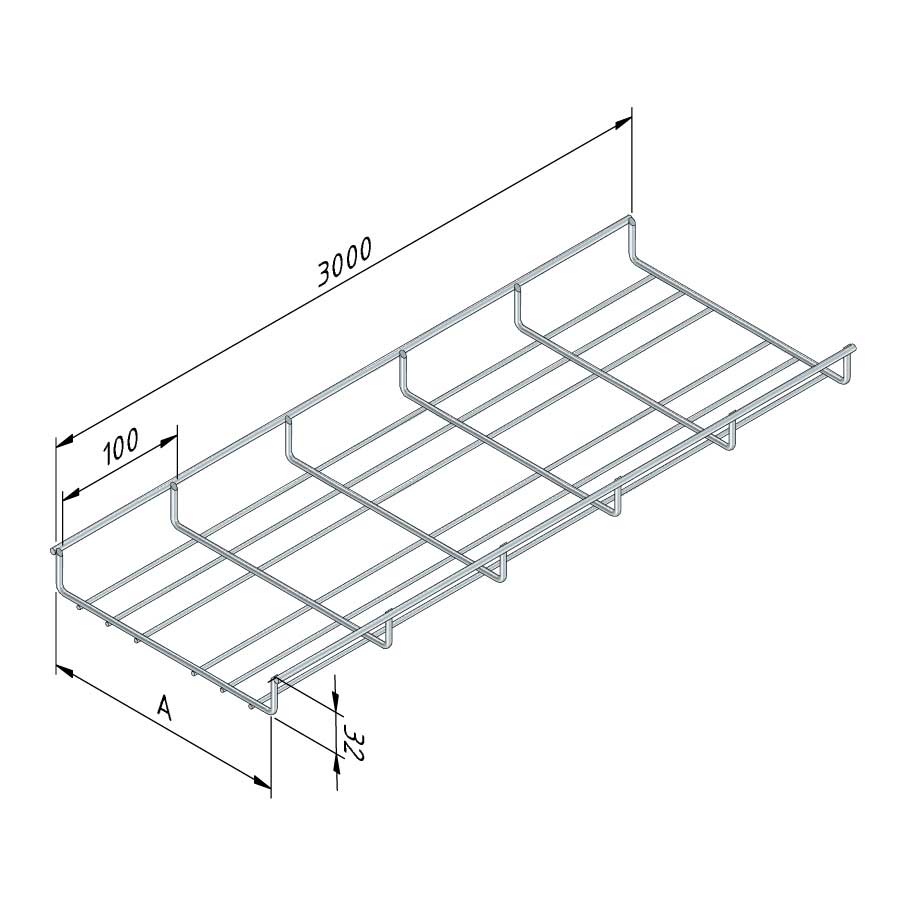
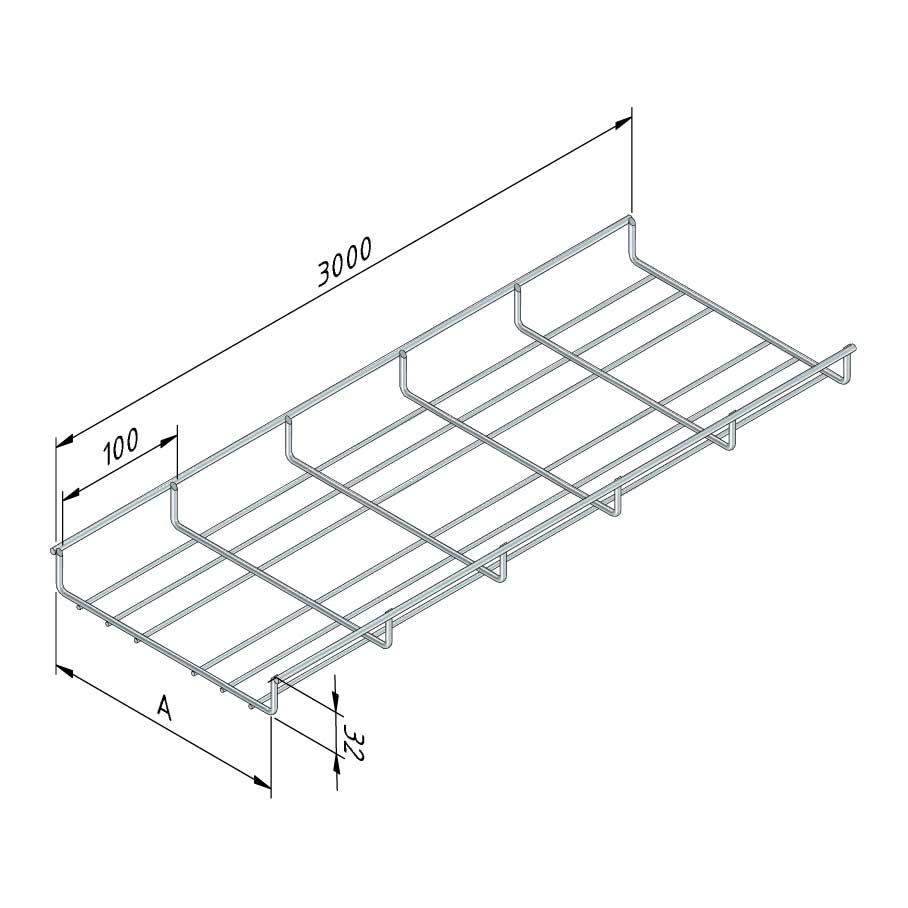
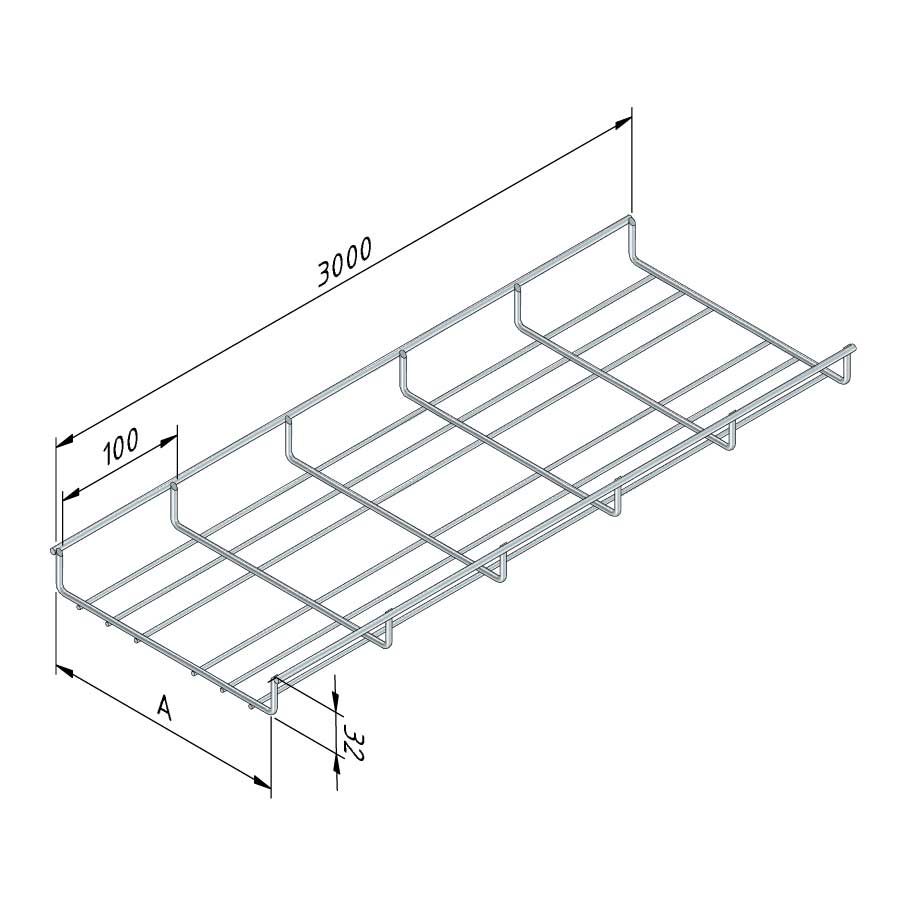
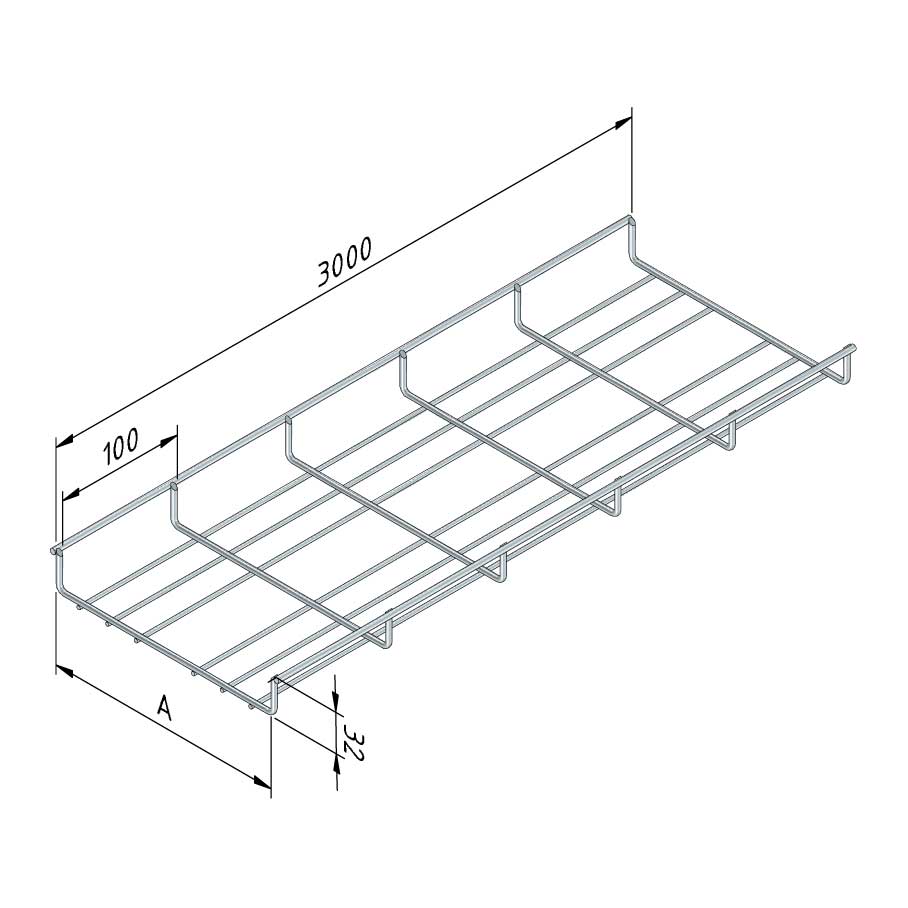
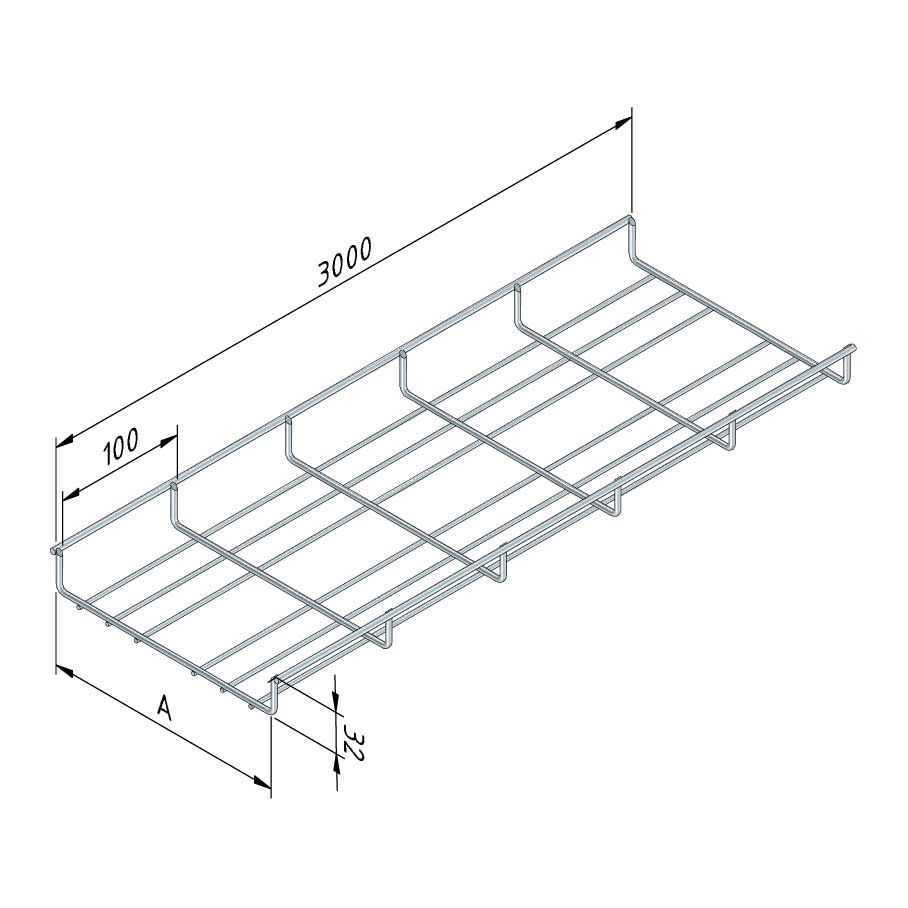
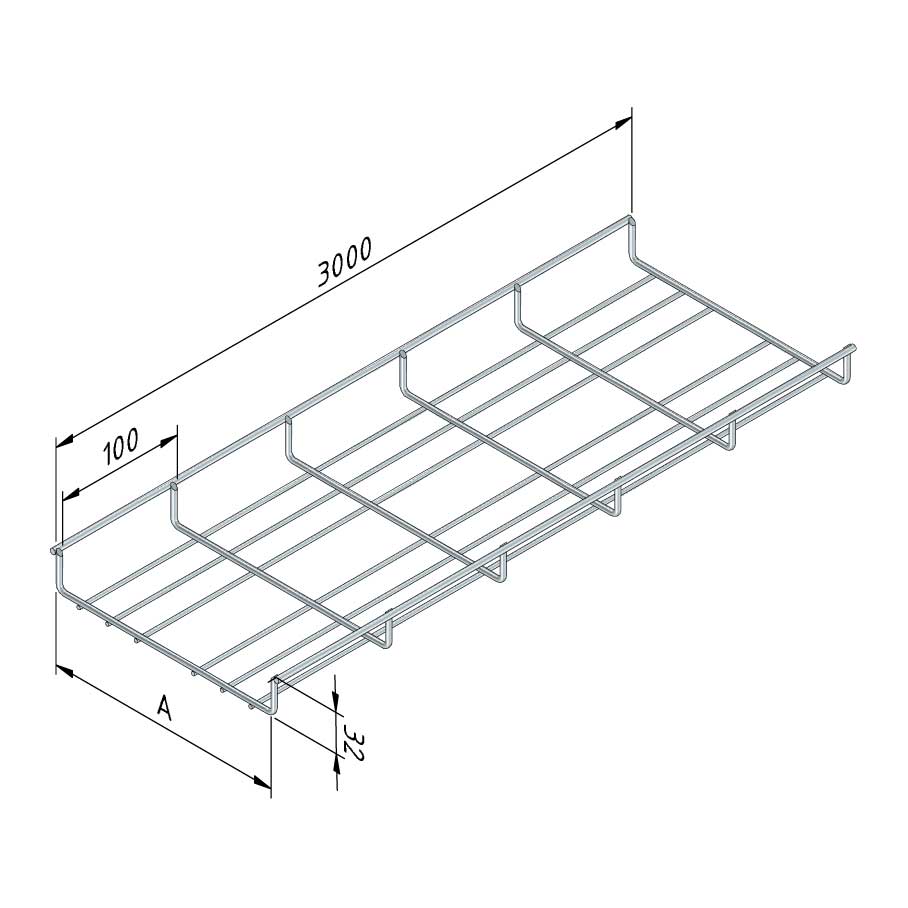
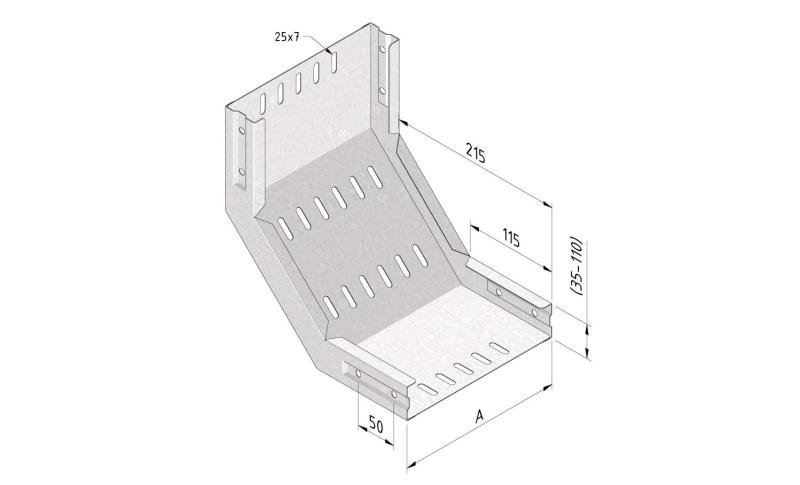
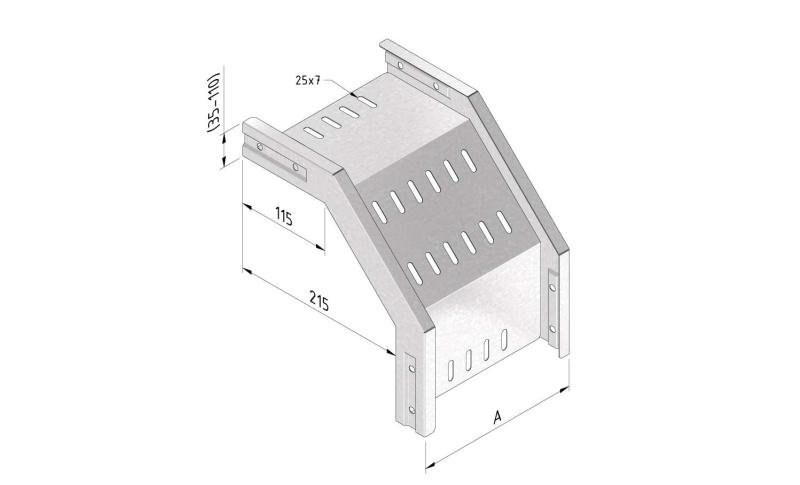
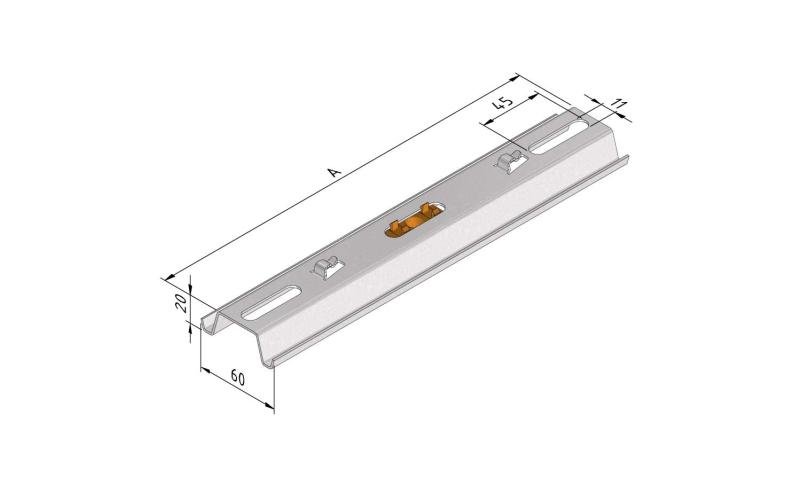
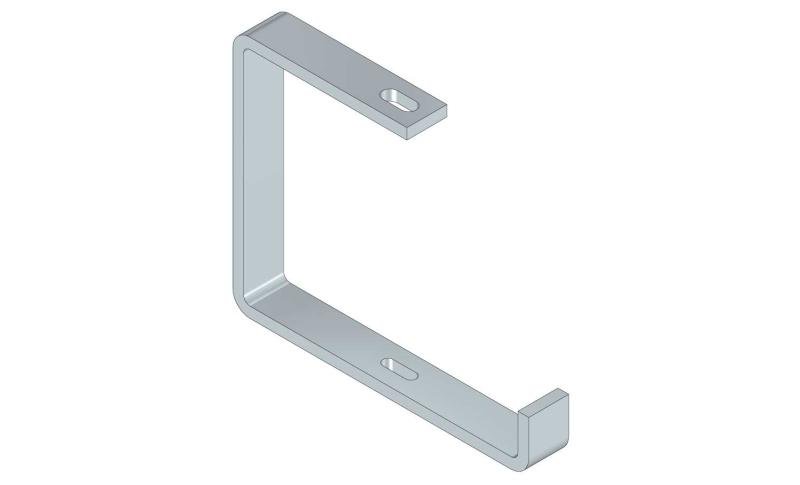
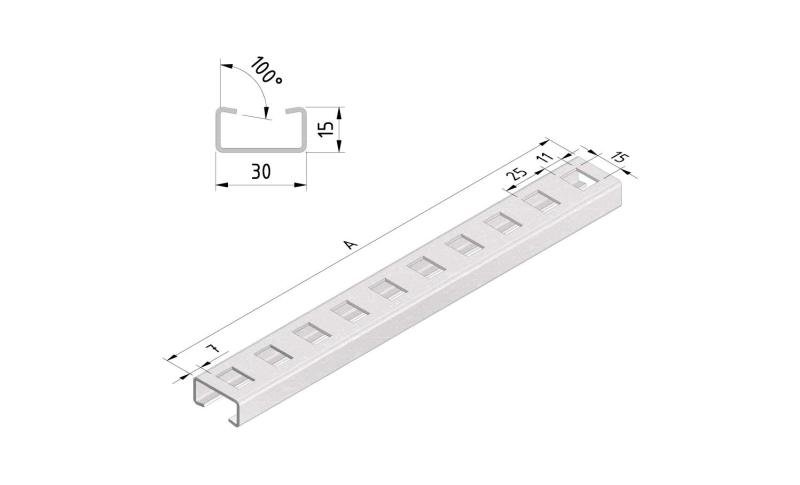
Mesh Tray light
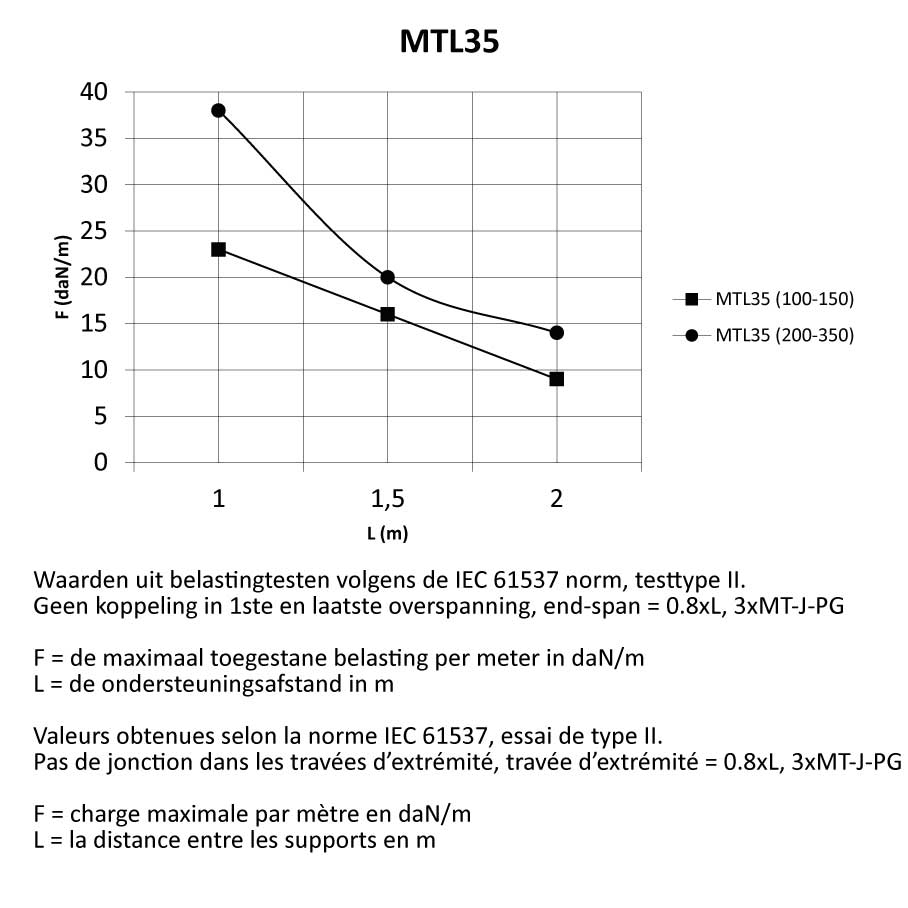
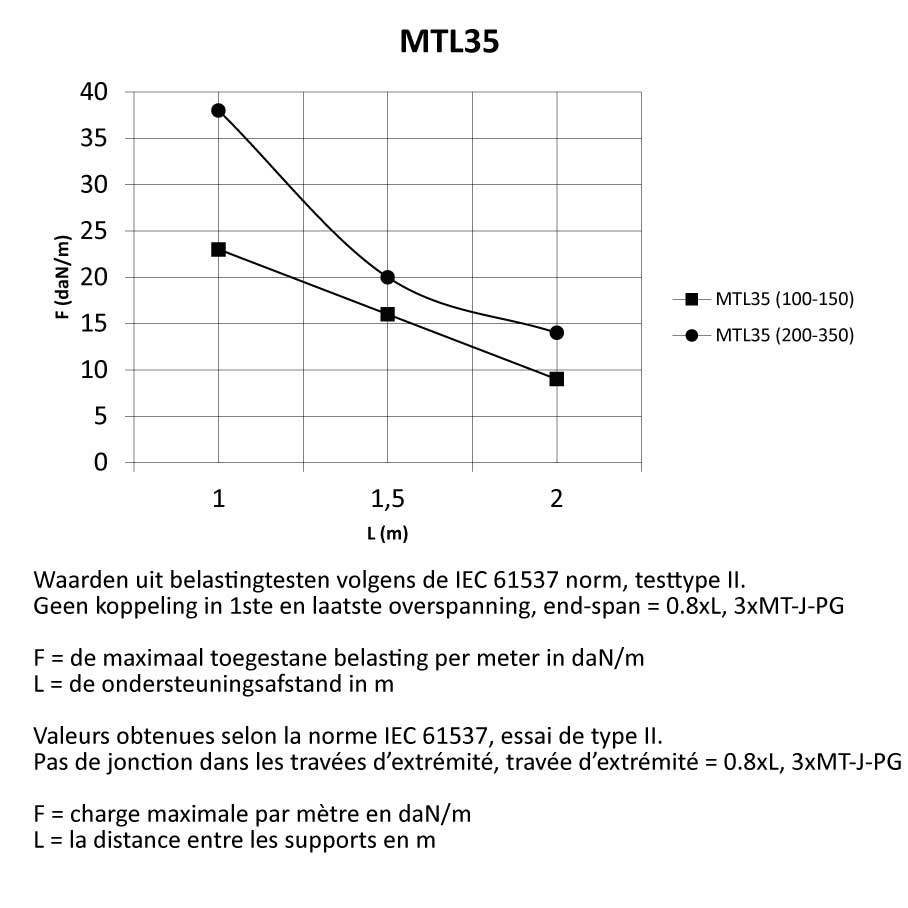
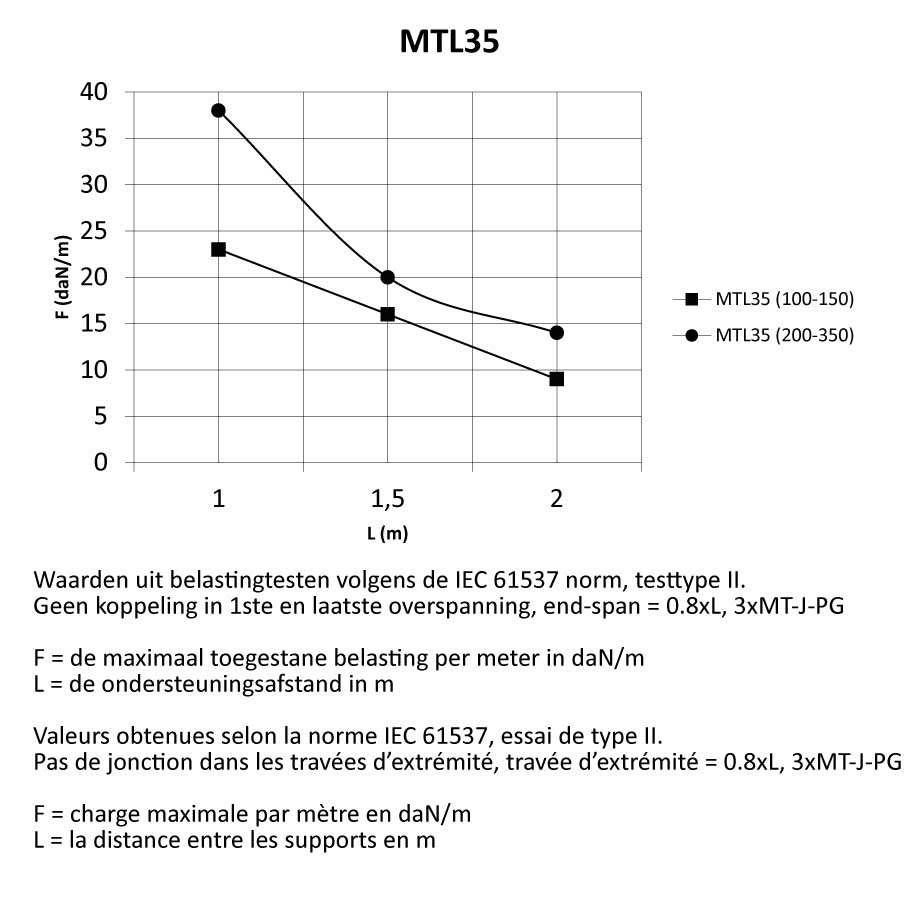
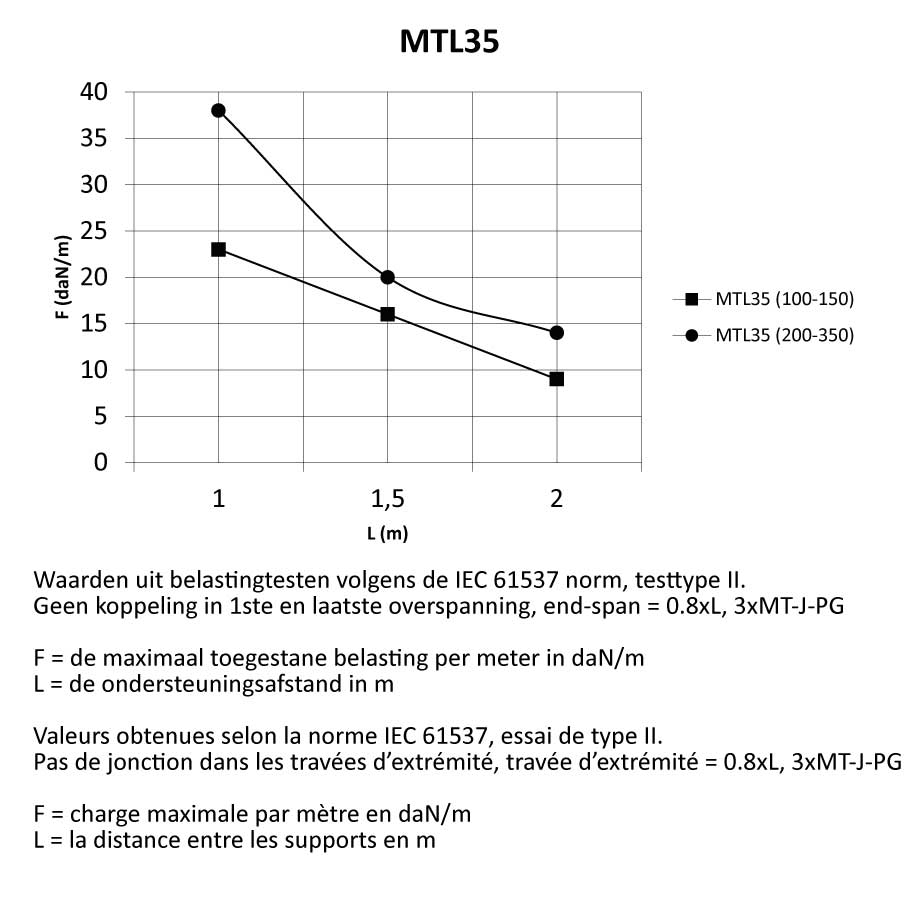
MTL35

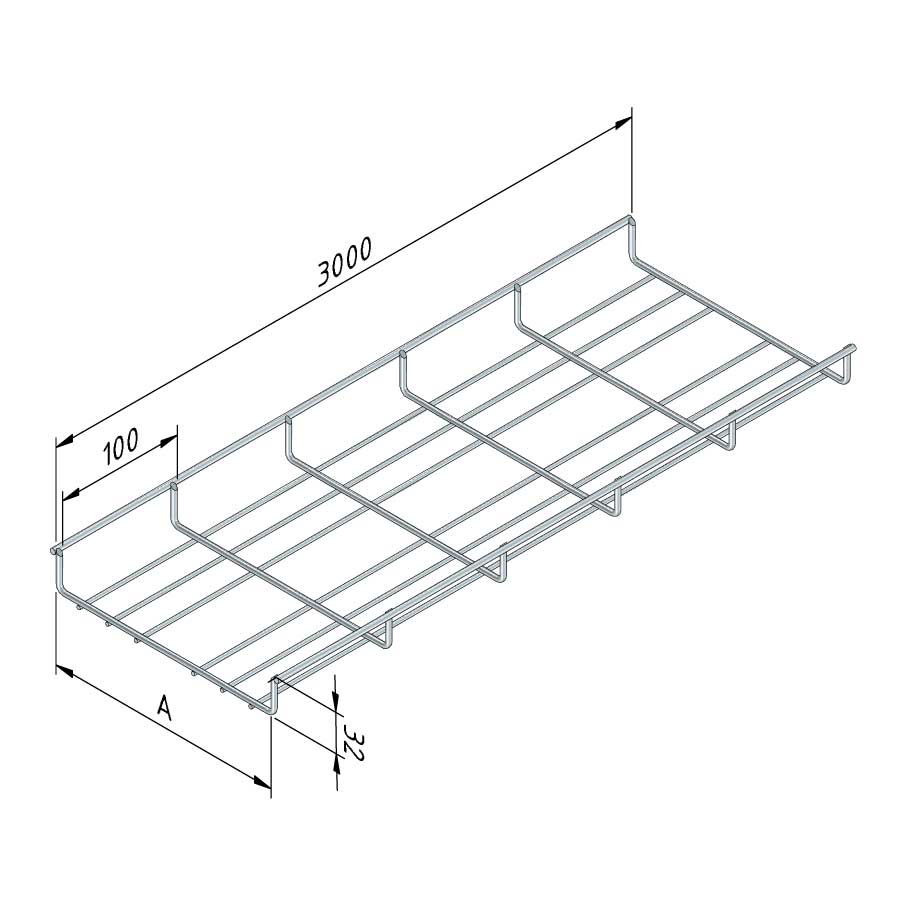
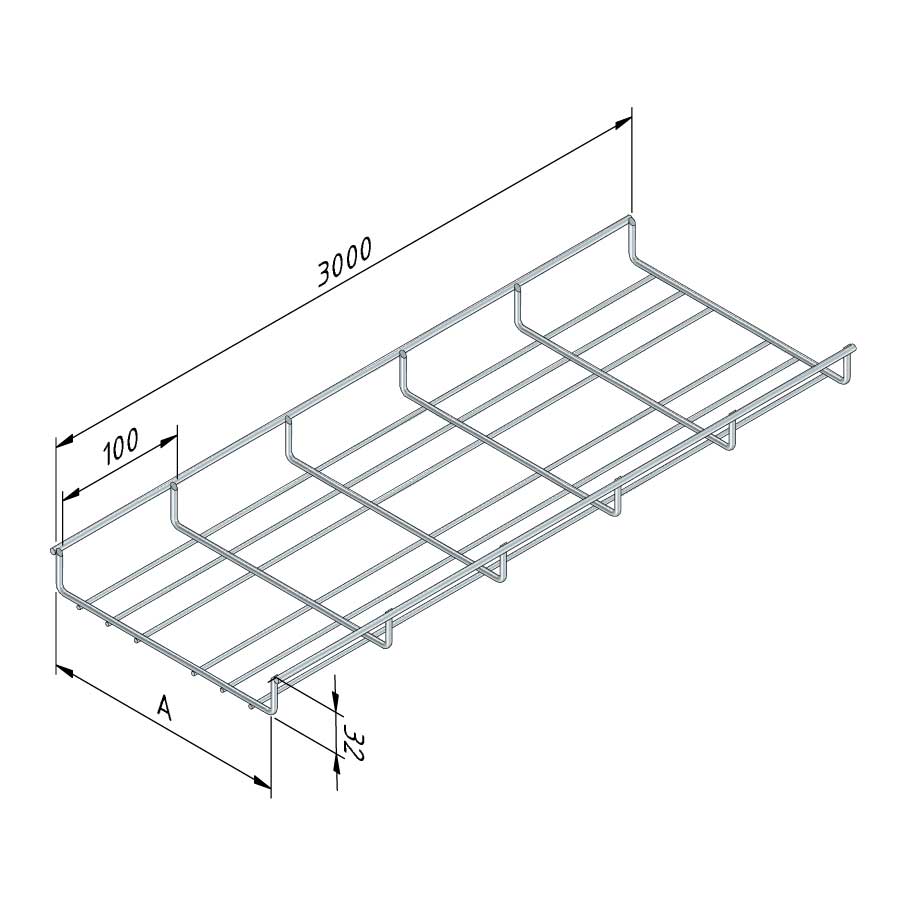
Mesh Tray light
MTL35
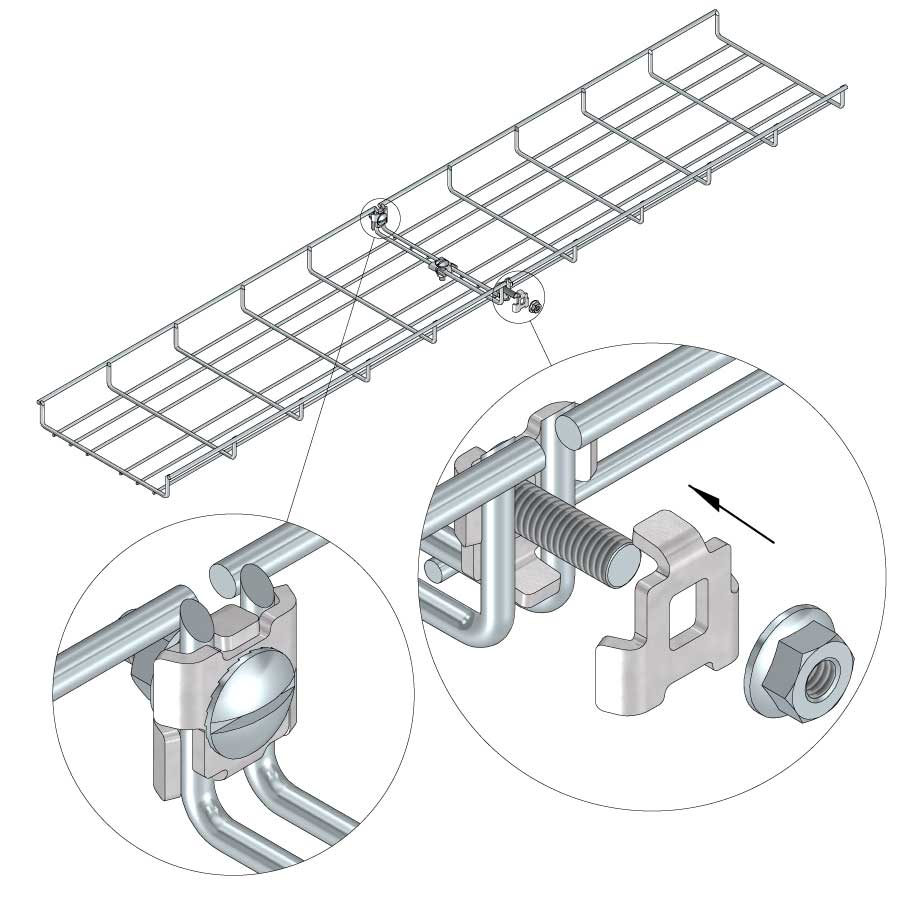
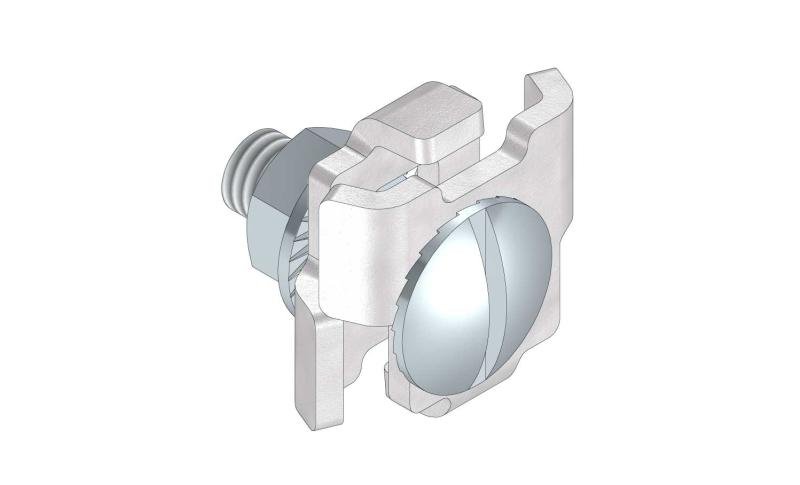
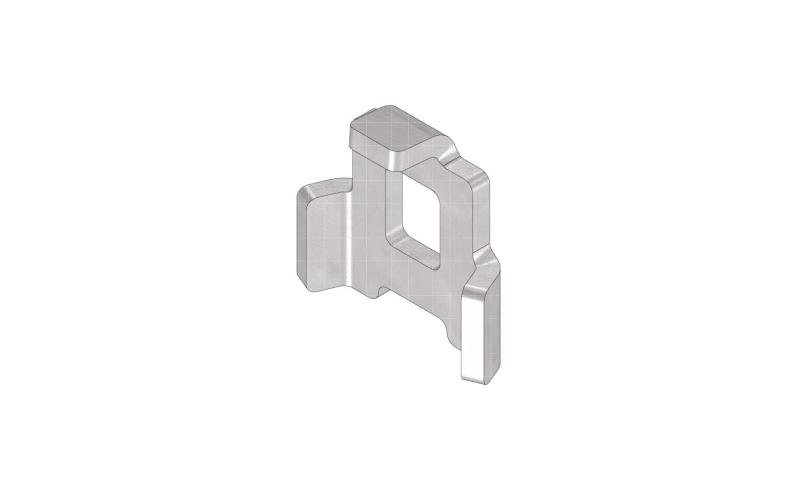
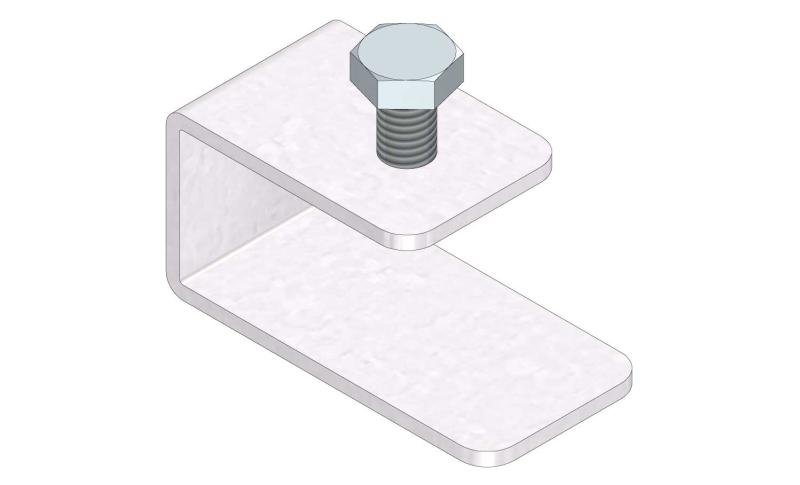
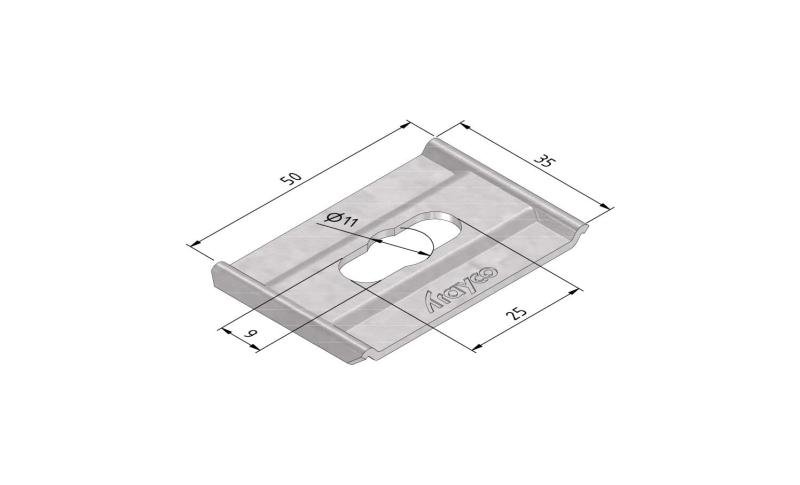
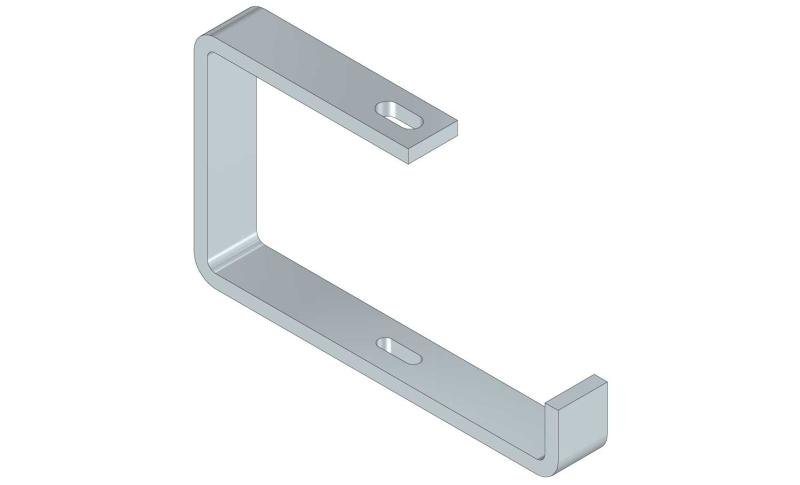
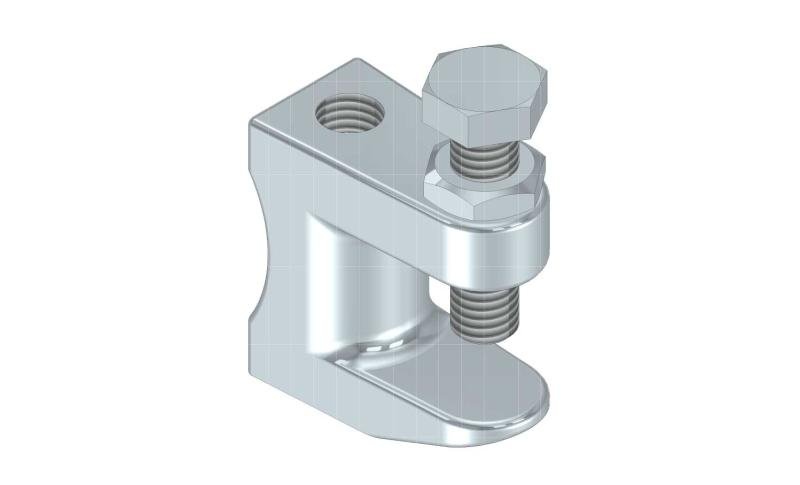
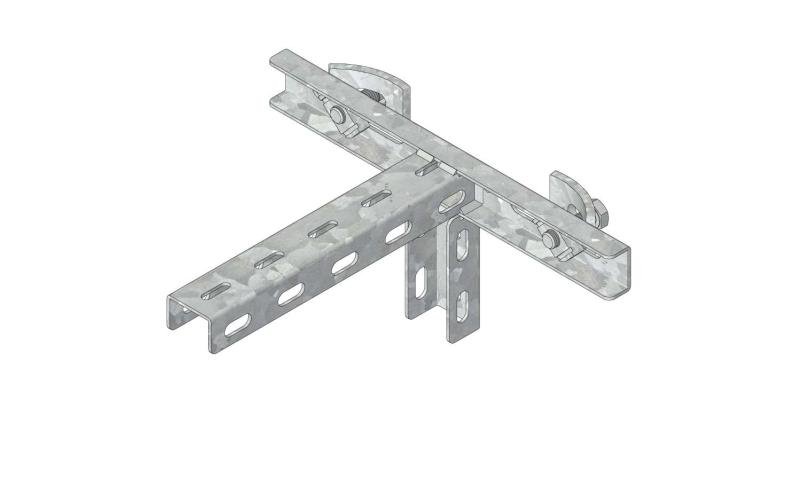
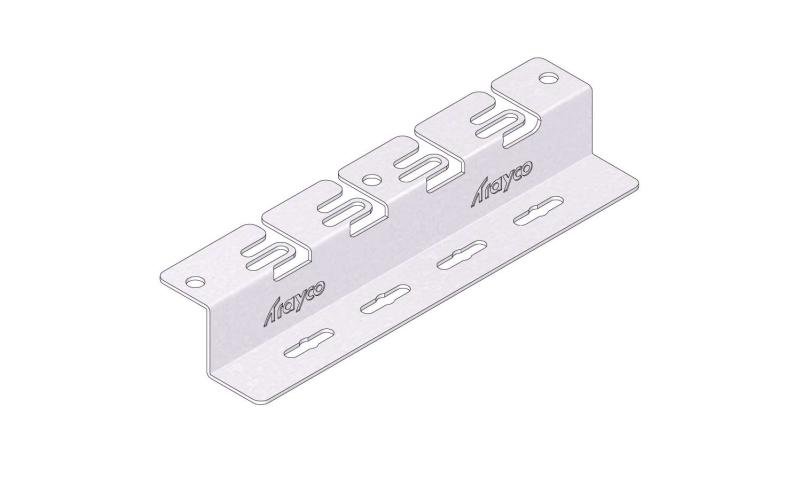
Connect with MT-JF
Coated finishing available on demand. RAL colour code to be confirmed on your order.
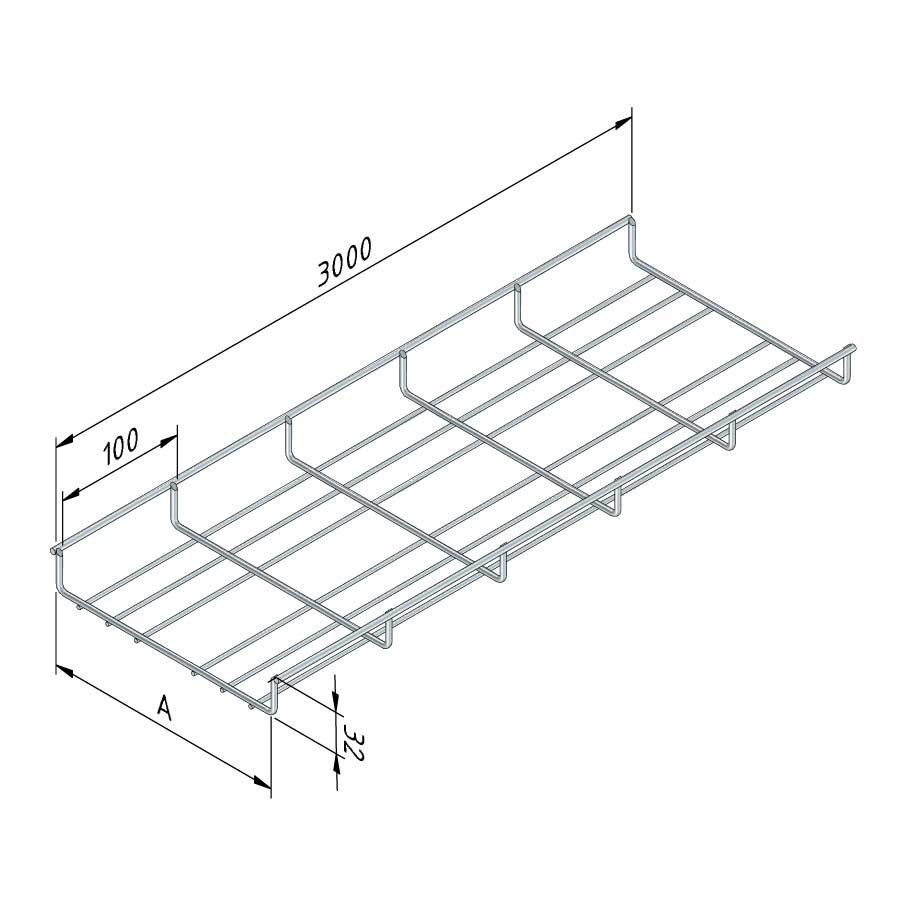
| SKU | Article code | Finishing | Dimension A | Usable surface (cm²) | Packaging | |||
|---|---|---|---|---|---|---|---|---|
|
|
15077 |
MTL35-100-3EG |
EG
|
100
|
23.74
|
3
|
Default
|
|
|
|
15078 |
MTL35-150-3EG |
EG
|
150
|
38.49
|
3
|
Default
|
|
|
|
15079 |
MTL35-200-3EG |
EG
|
200
|
53.24
|
3
|
Default
|
|
|
|
16503 |
MTL35-250-3EG |
EG
|
250
|
67.99
|
3
|
Default
|
|
|
|
15595 |
MTL35-300-3EG |
EG
|
300
|
82.75
|
3
|
Default
|
|
|
|
15080 |
MTL35-350-3EG |
EG
|
350
|
97.49
|
3
|
Default
|
|
|
|
15081 |
MTL35-100-3DG |
DG
|
100
|
23.74
|
3
|
|
|
|
|
15082 |
MTL35-150-3DG |
DG
|
150
|
38.49
|
3
|
|
|
|
|
15083 |
MTL35-200-3DG |
DG
|
200
|
53.24
|
3
|
|
|
|
|
16504 |
MTL35-250-3DG |
DG
|
250
|
67.99
|
3
|
|
|
|
|
16528 |
MTL35-300-3DG |
DG
|
300
|
82.75
|
3
|
|
|
|
|
15084 |
MTL35-350-3DG |
DG
|
350
|
97.49
|
3
|
|
|
|
|
19021 |
MTL35-100-3UG |
UG
|
100
|
3
|
|
|
|
|
|
19022 |
MTL35-150-3UG |
UG
|
150
|
3
|
|
|
|
|
|
19023 |
MTL35-200-3UG |
UG
|
200
|
3
|
|
|
|
|
|
19024 |
MTL35-250-3UG |
UG
|
250
|
3
|
|
|
|
|
|
19025 |
MTL35-350-3UG |
UG
|
350
|
3
|
|
|

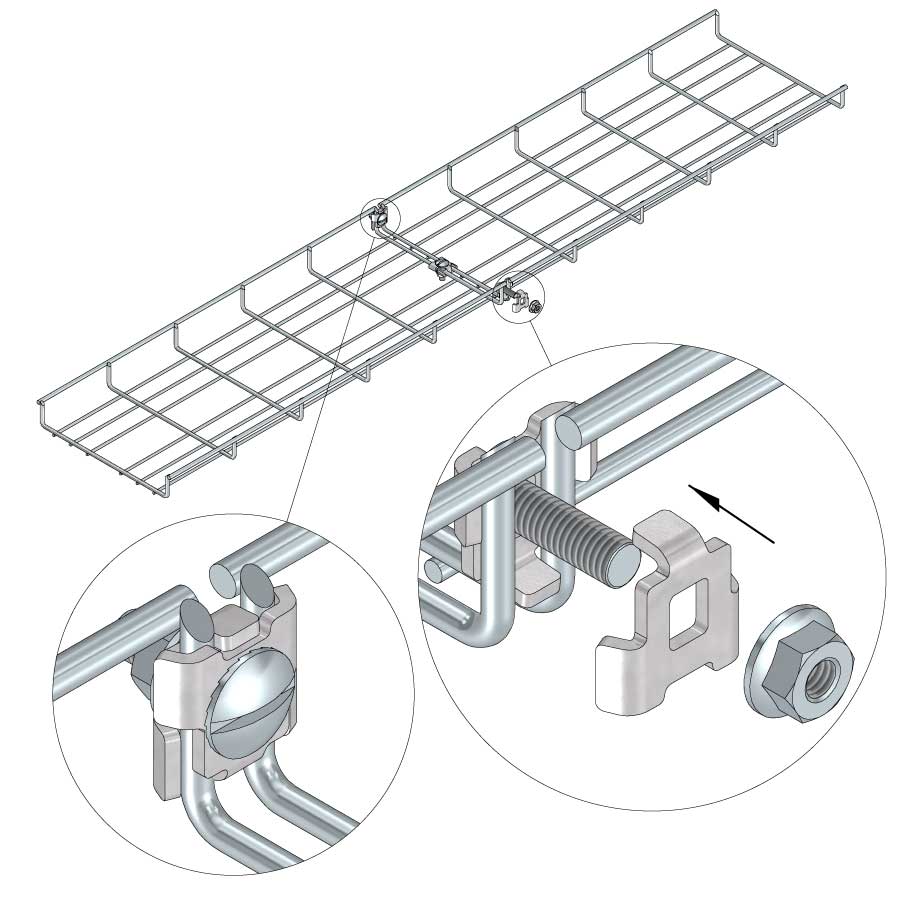


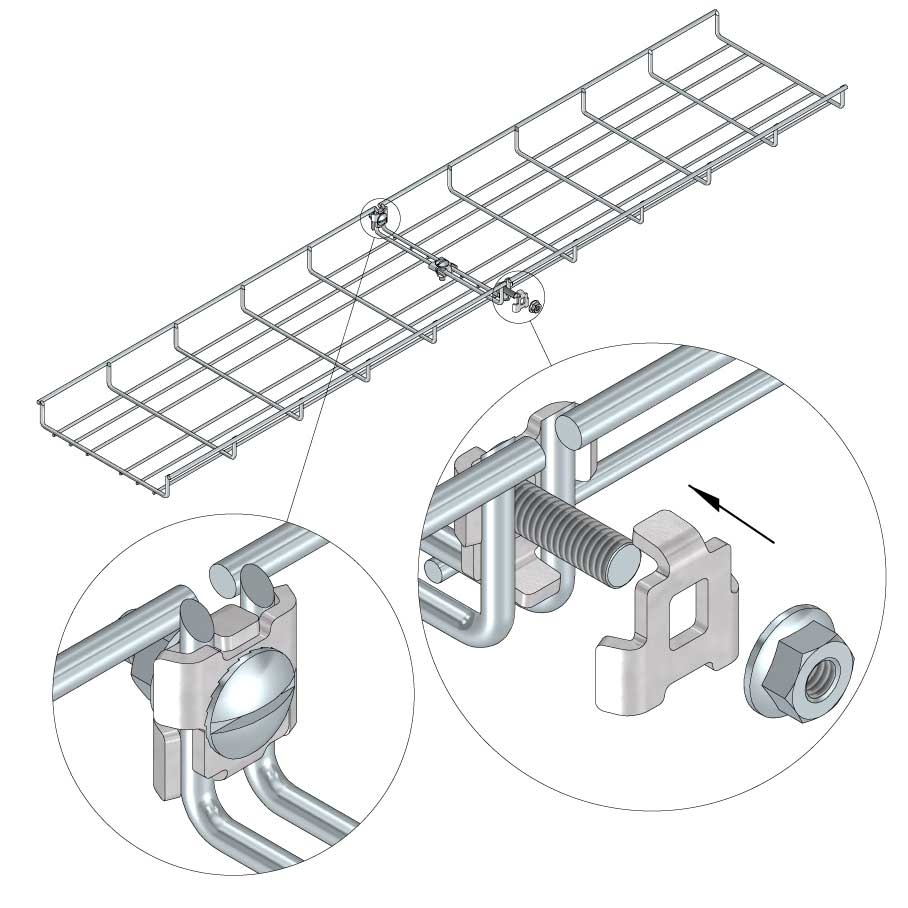



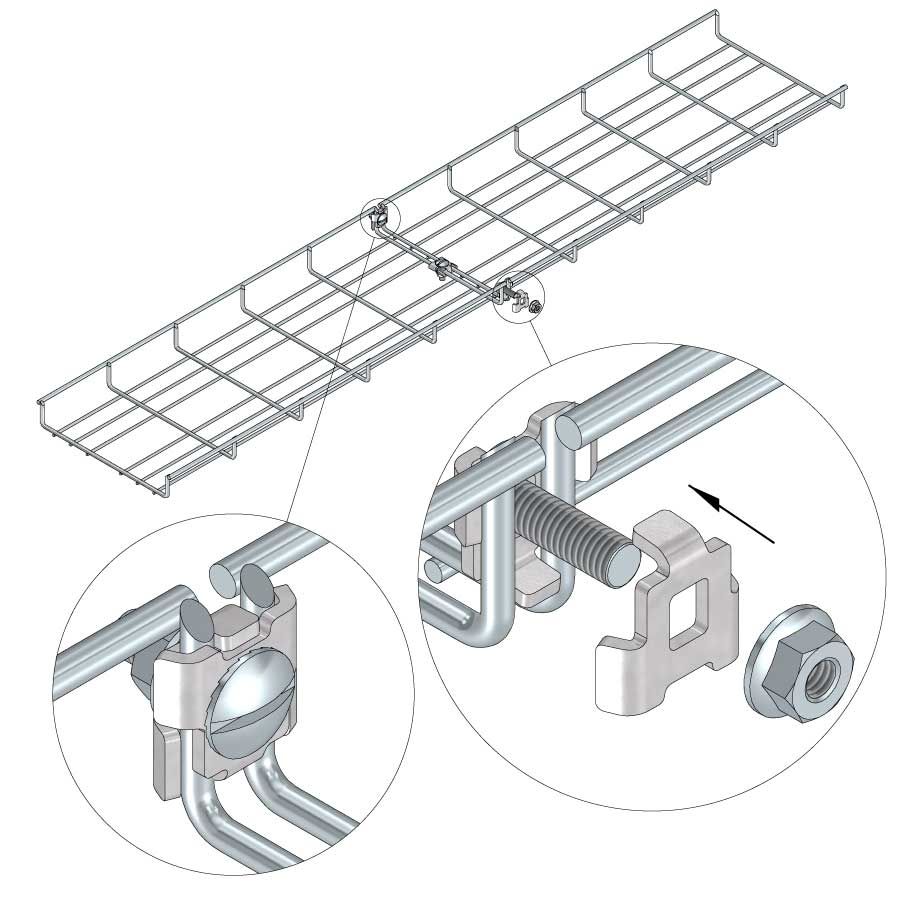


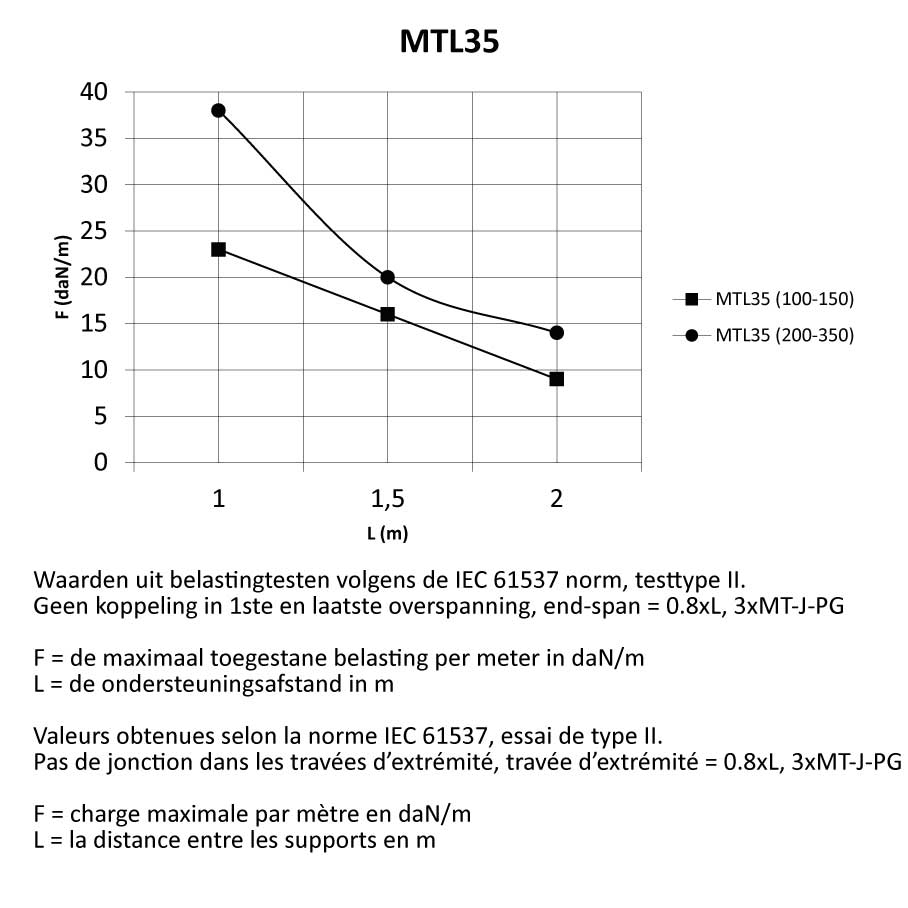

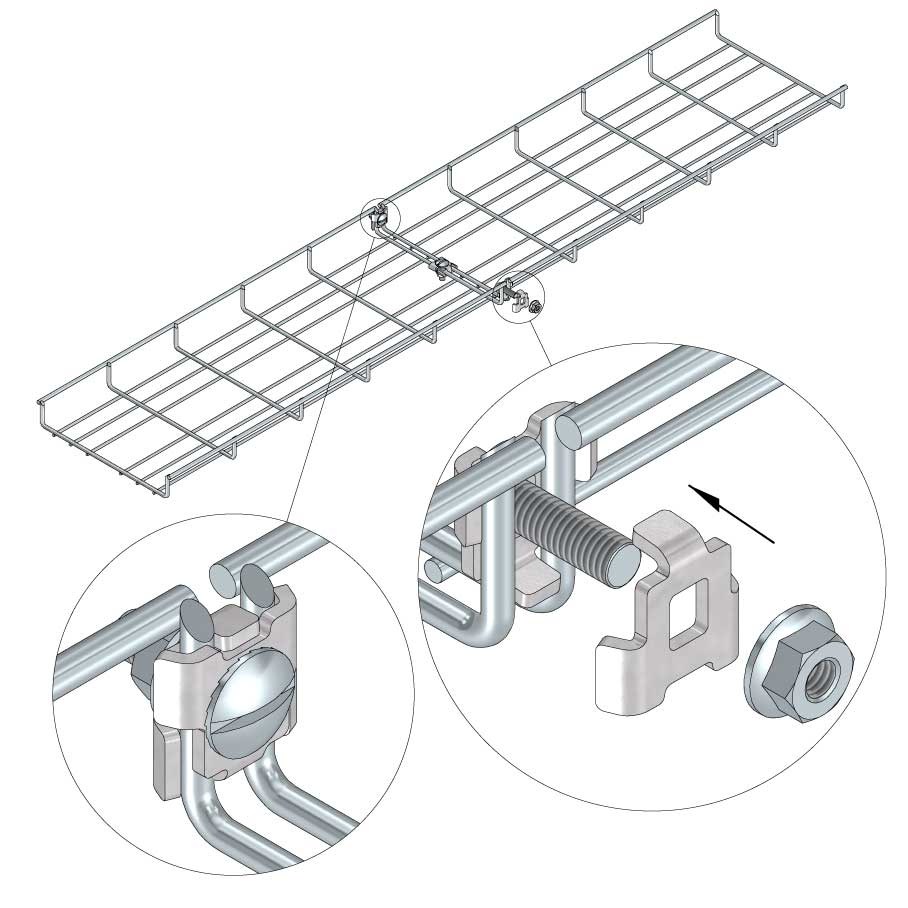
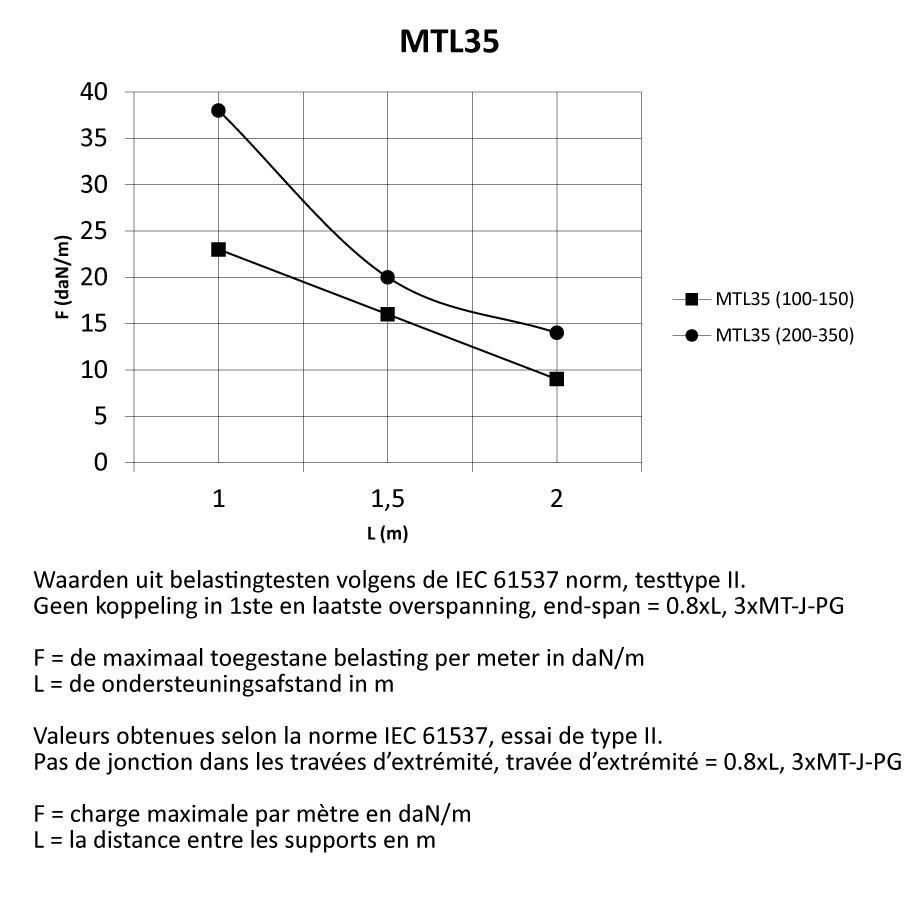

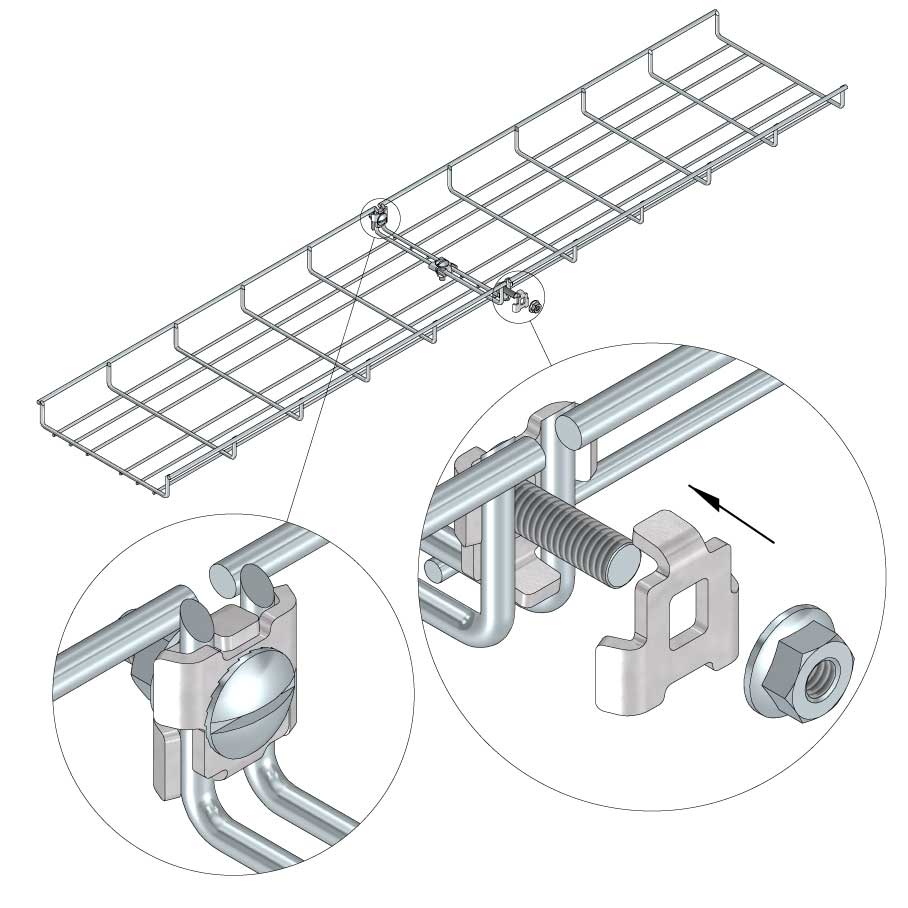

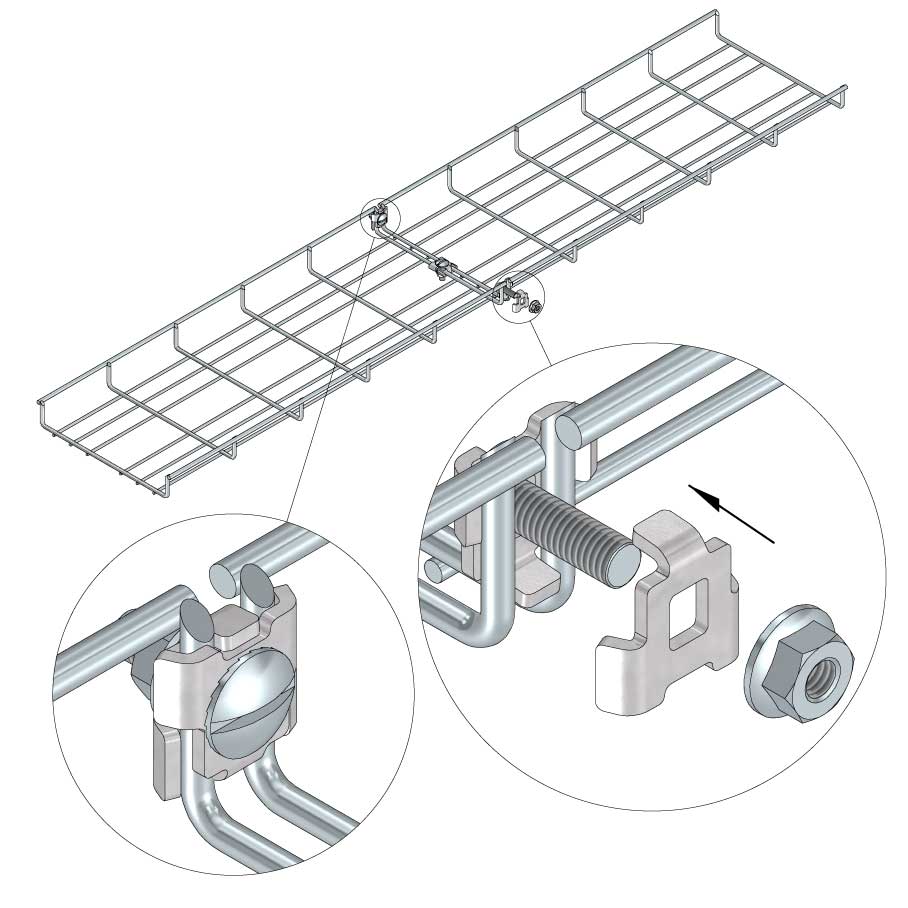










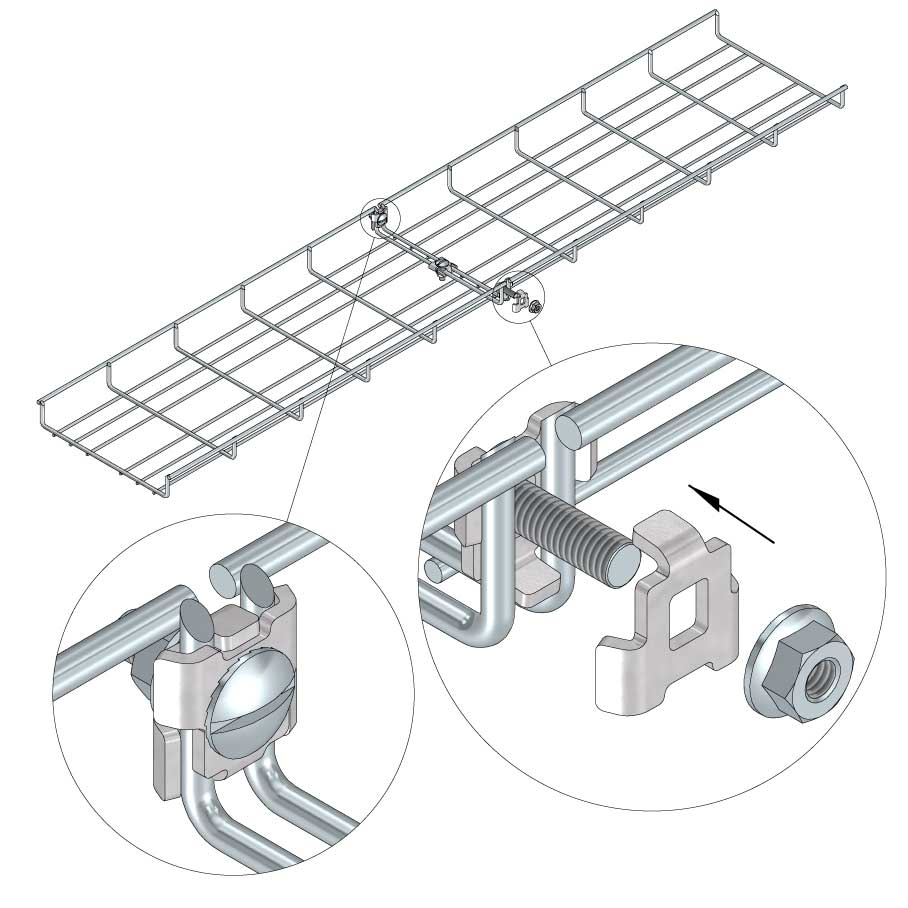



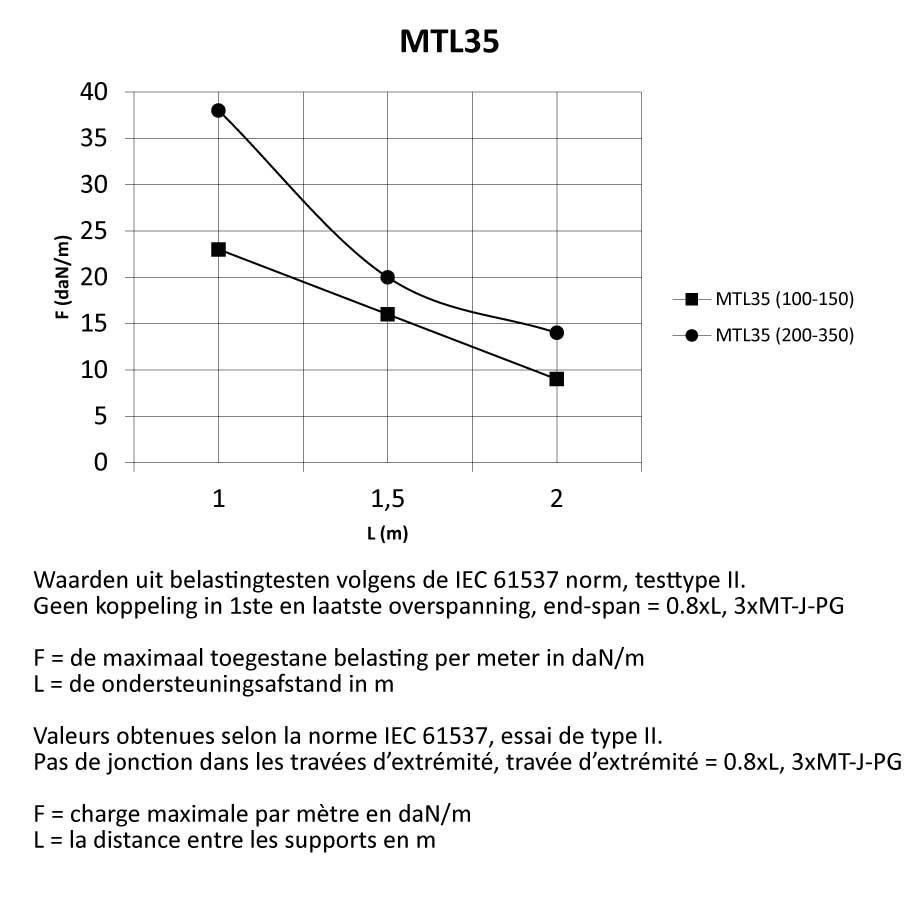

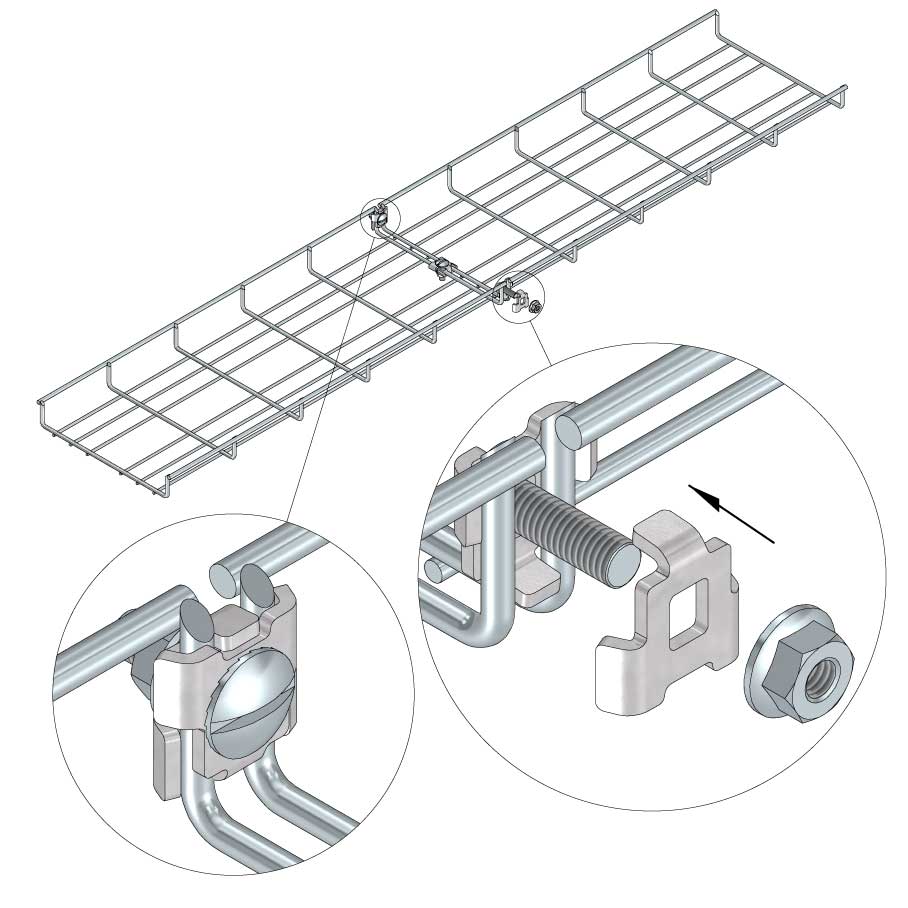
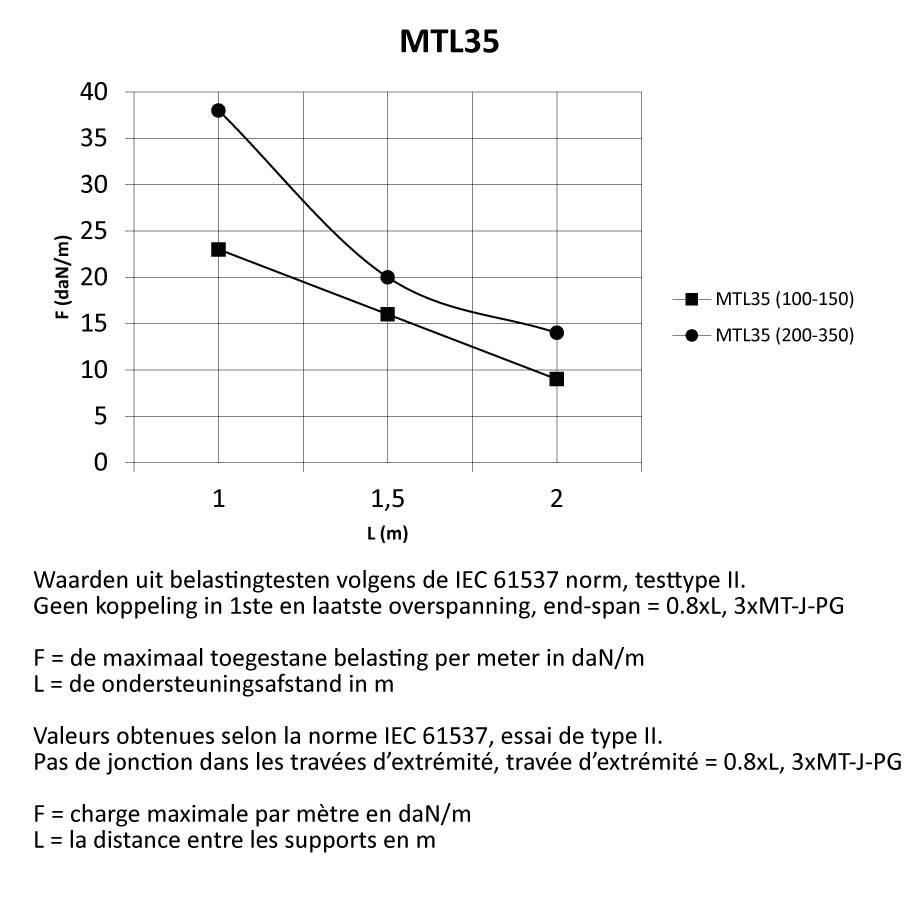



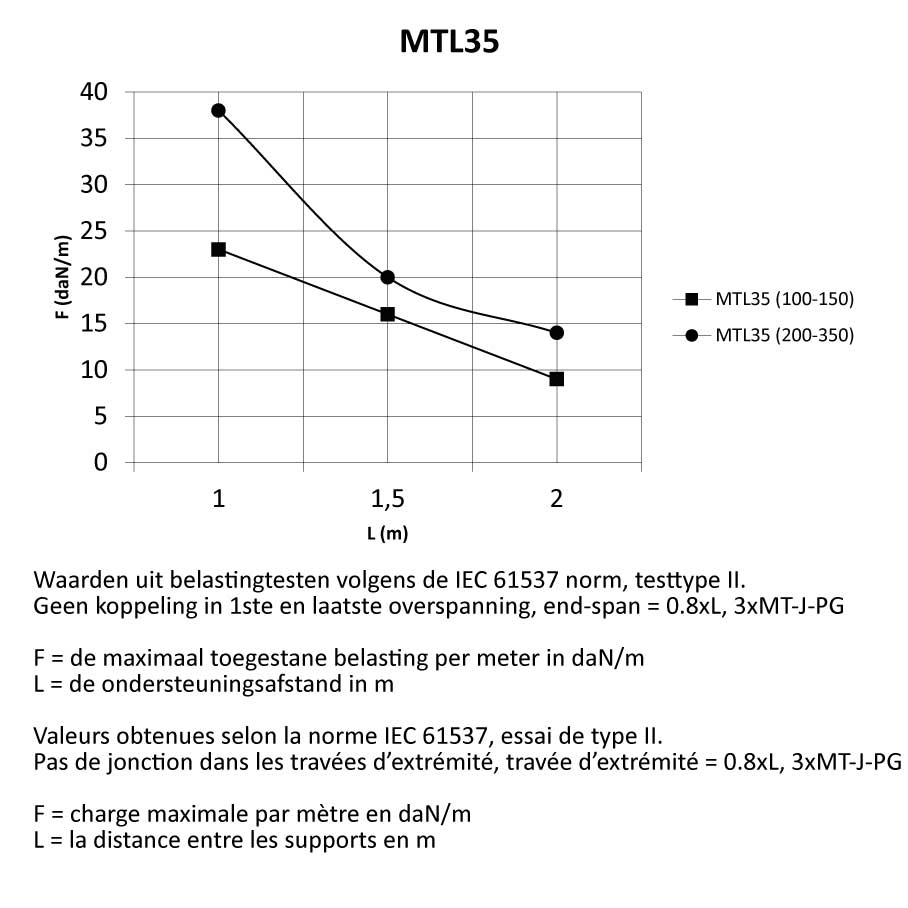

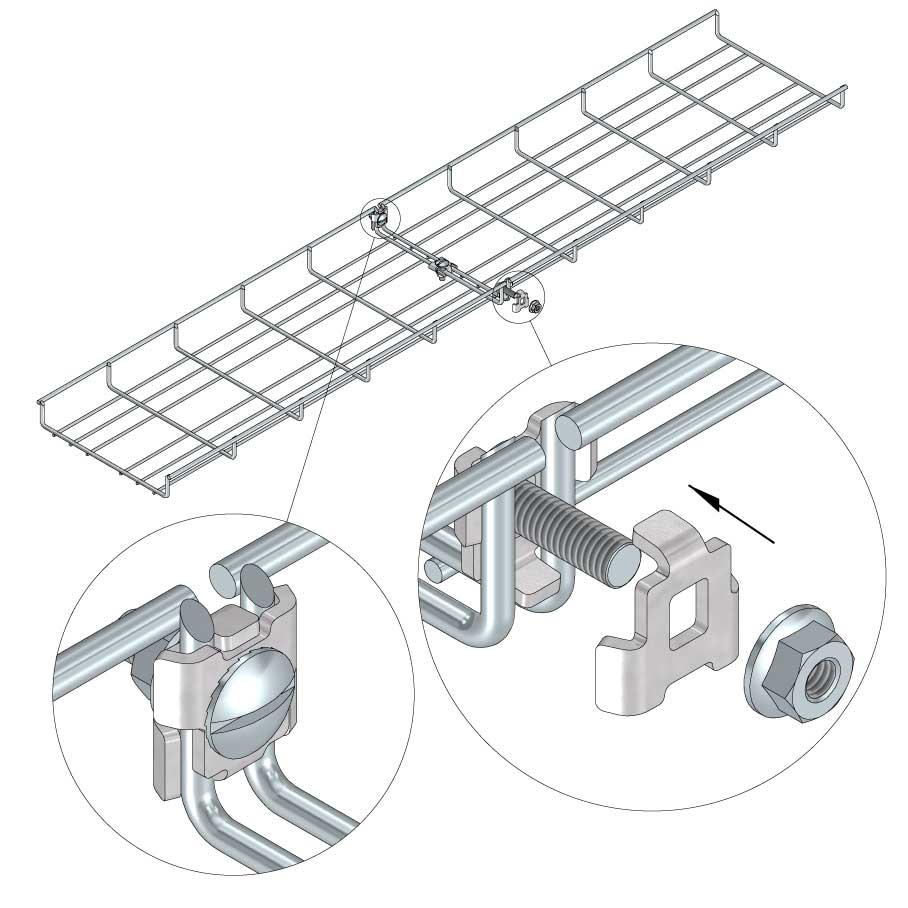
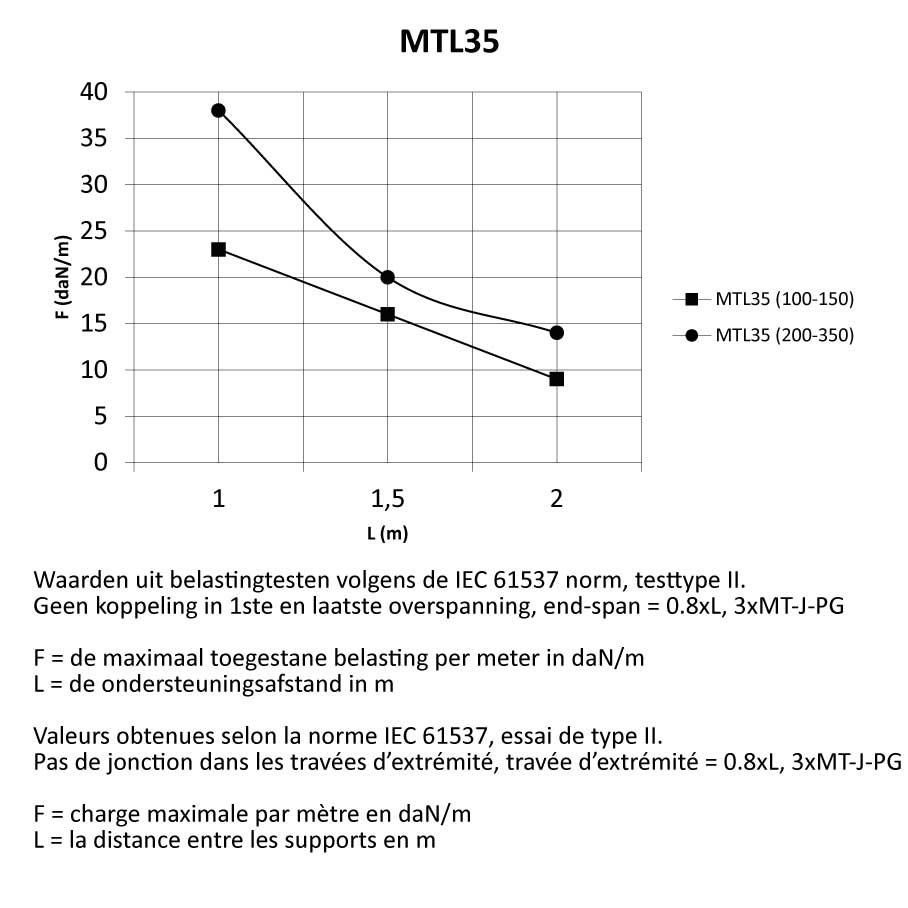


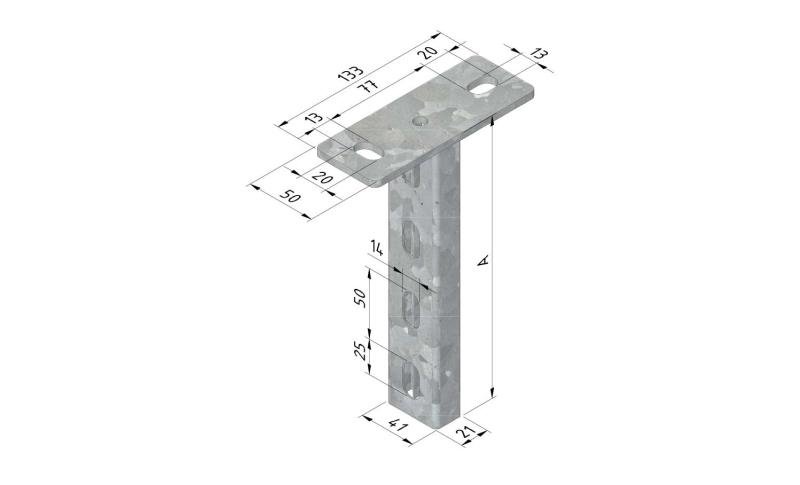
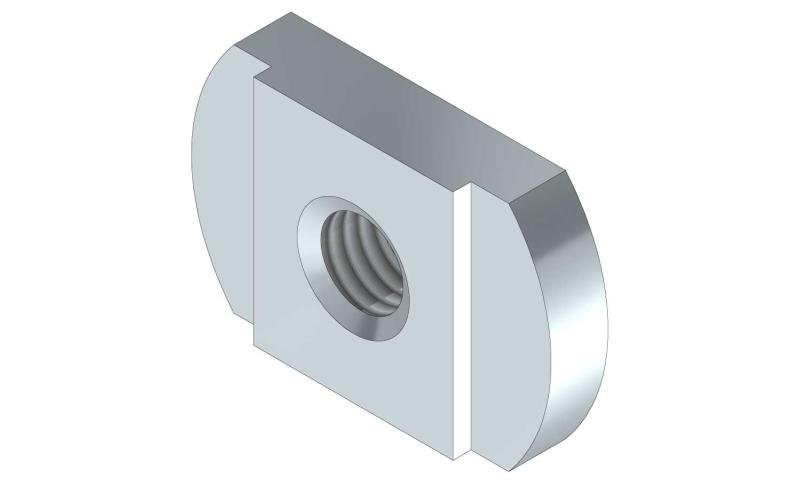
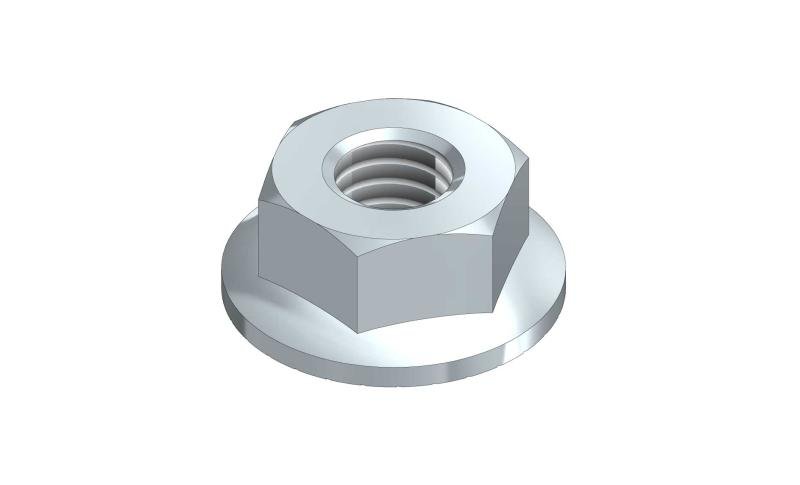
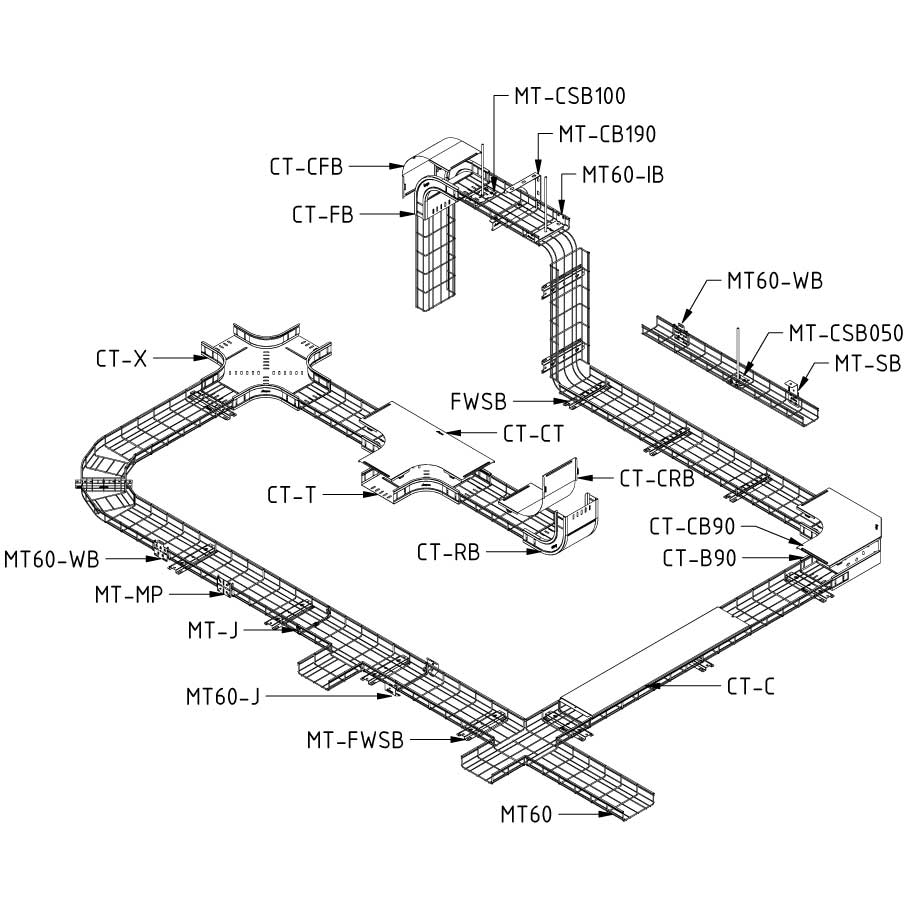
Assembly
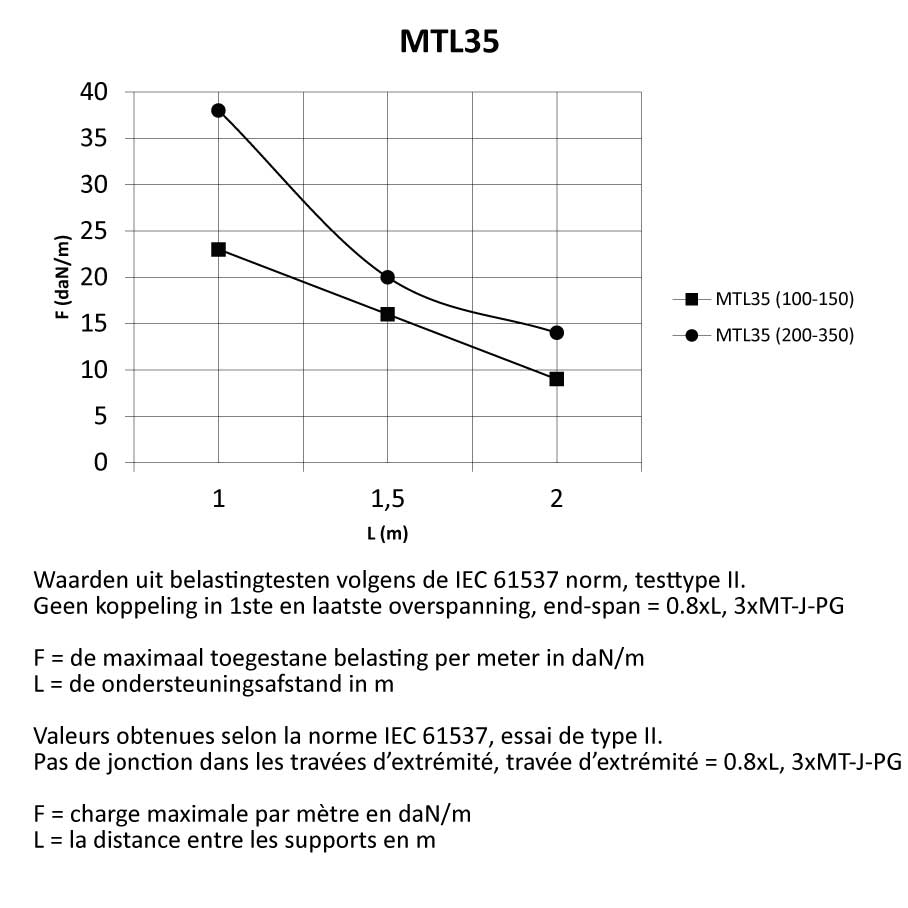
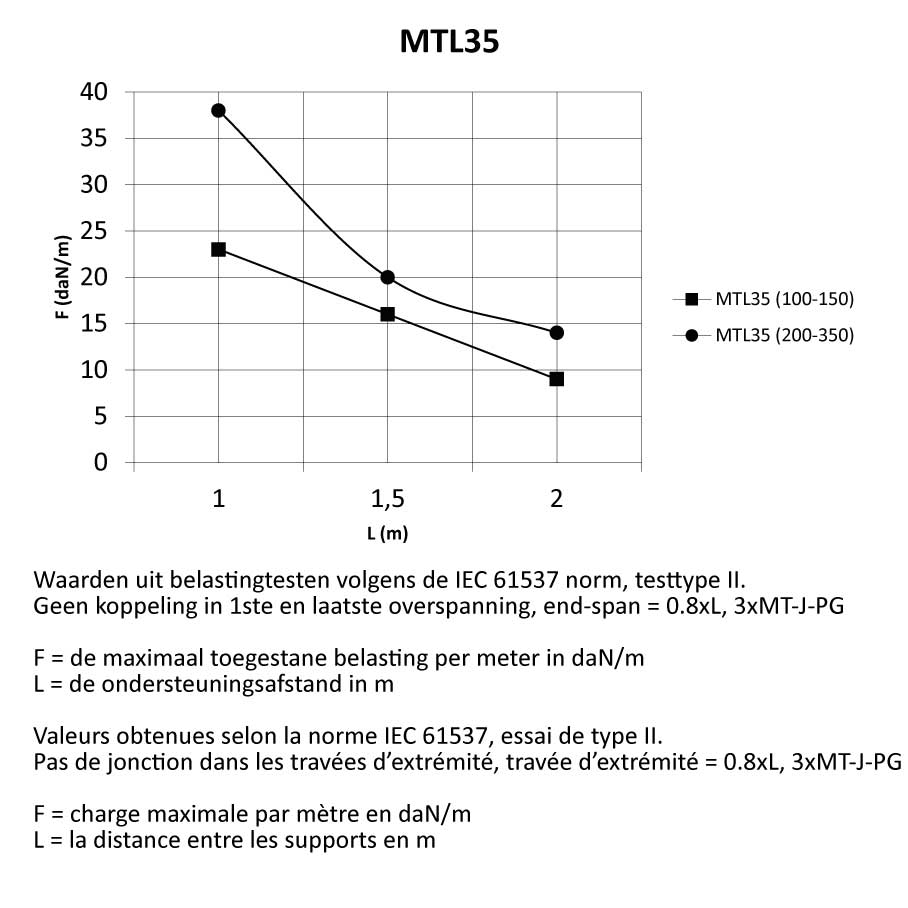
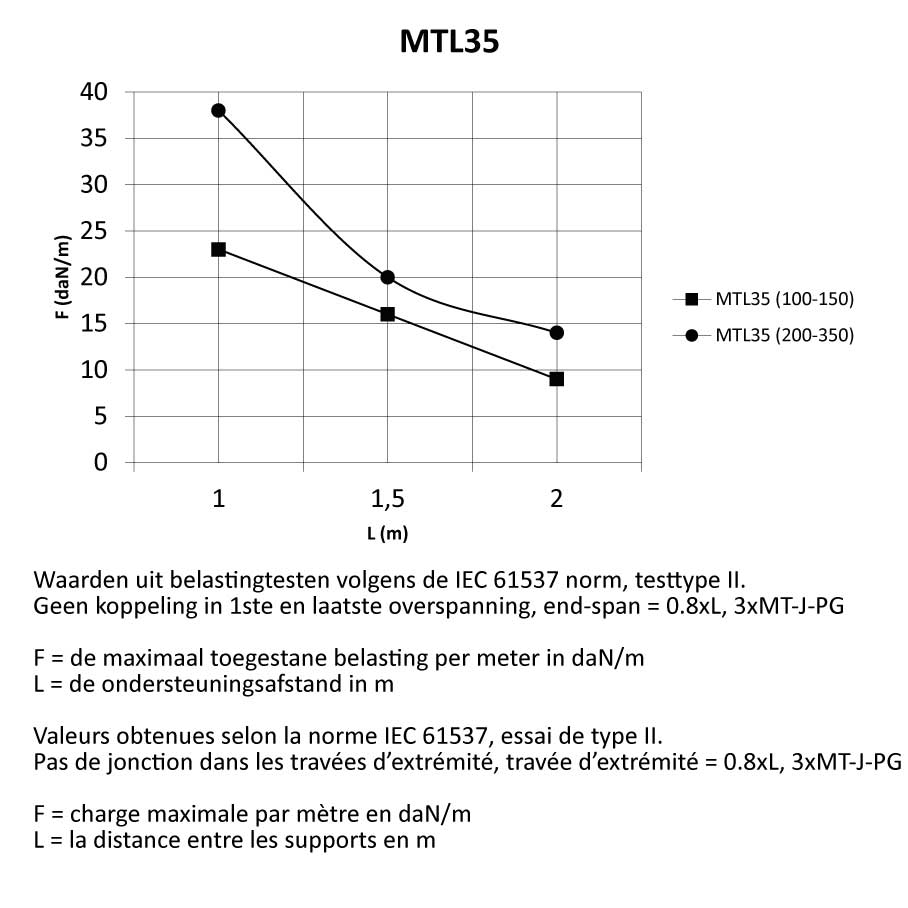
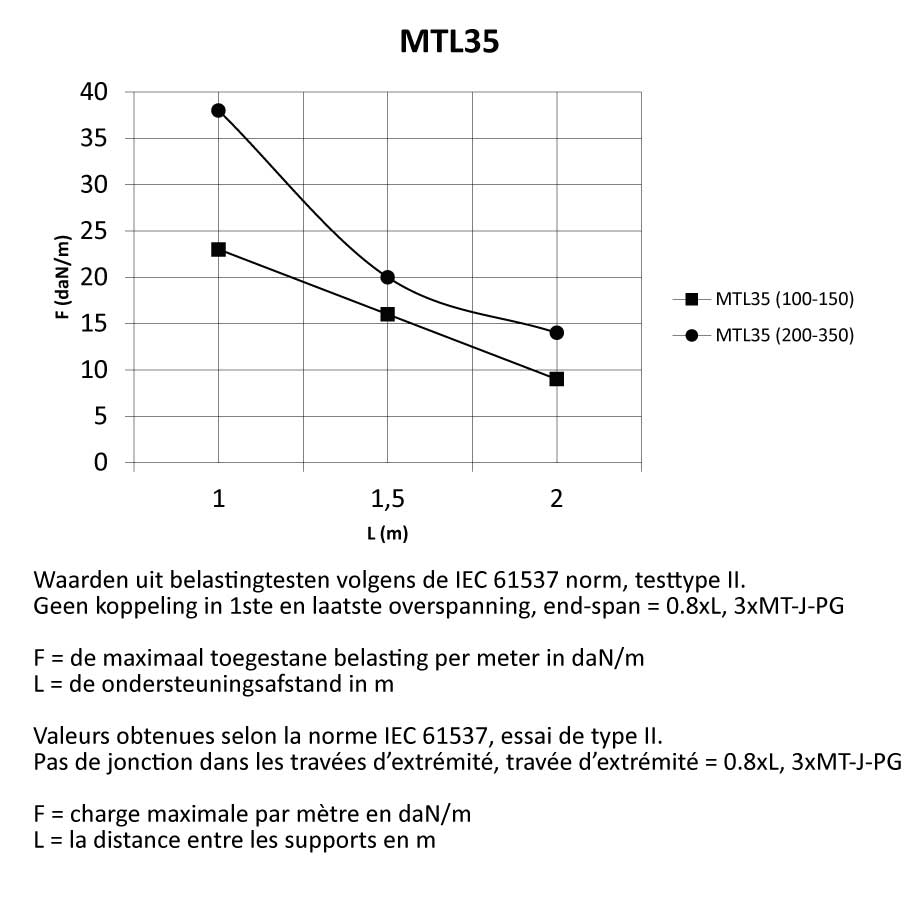
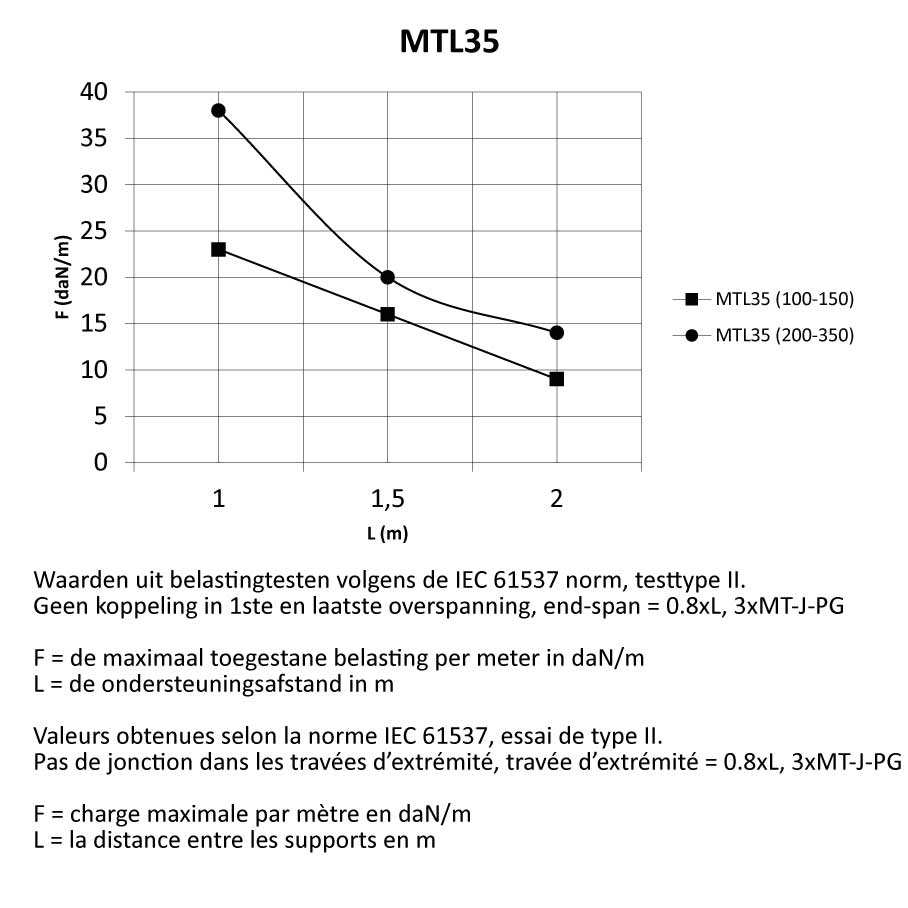
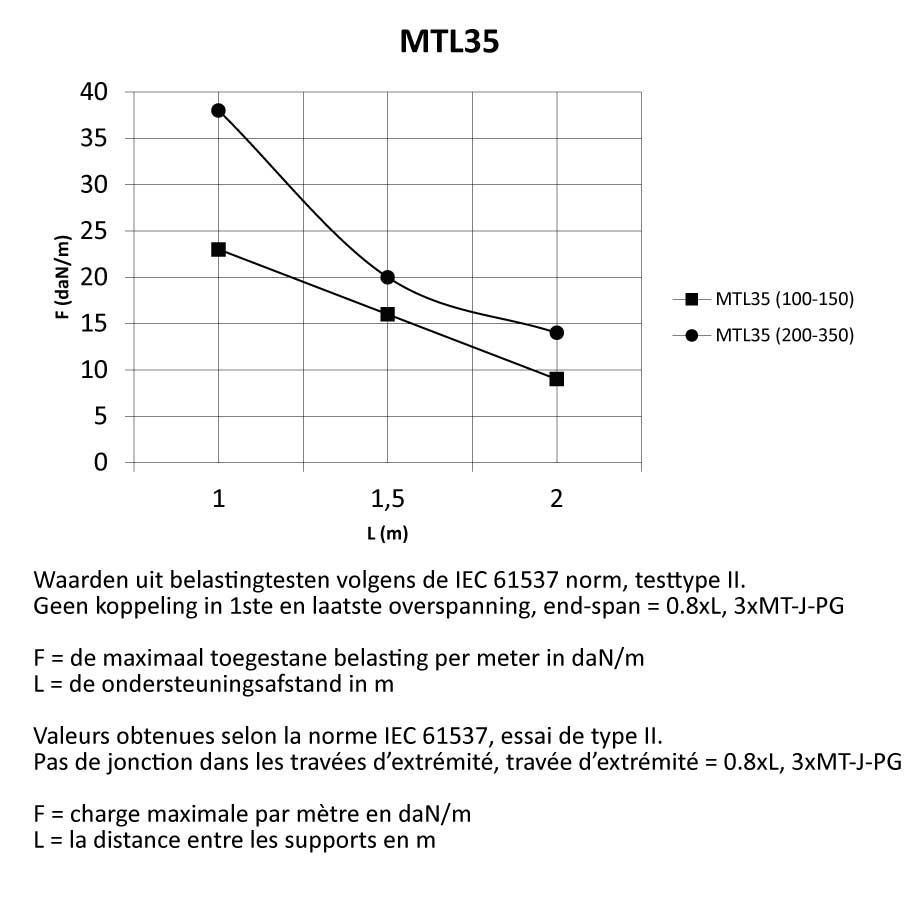
Load diagram





























{kind=link}