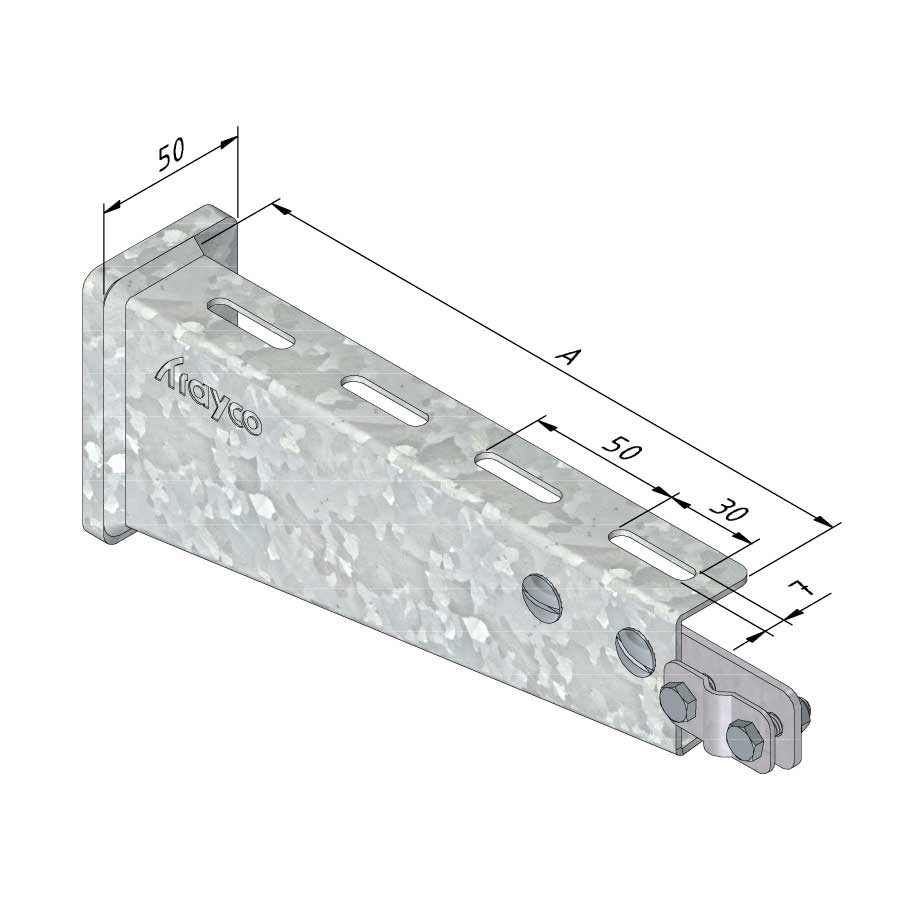
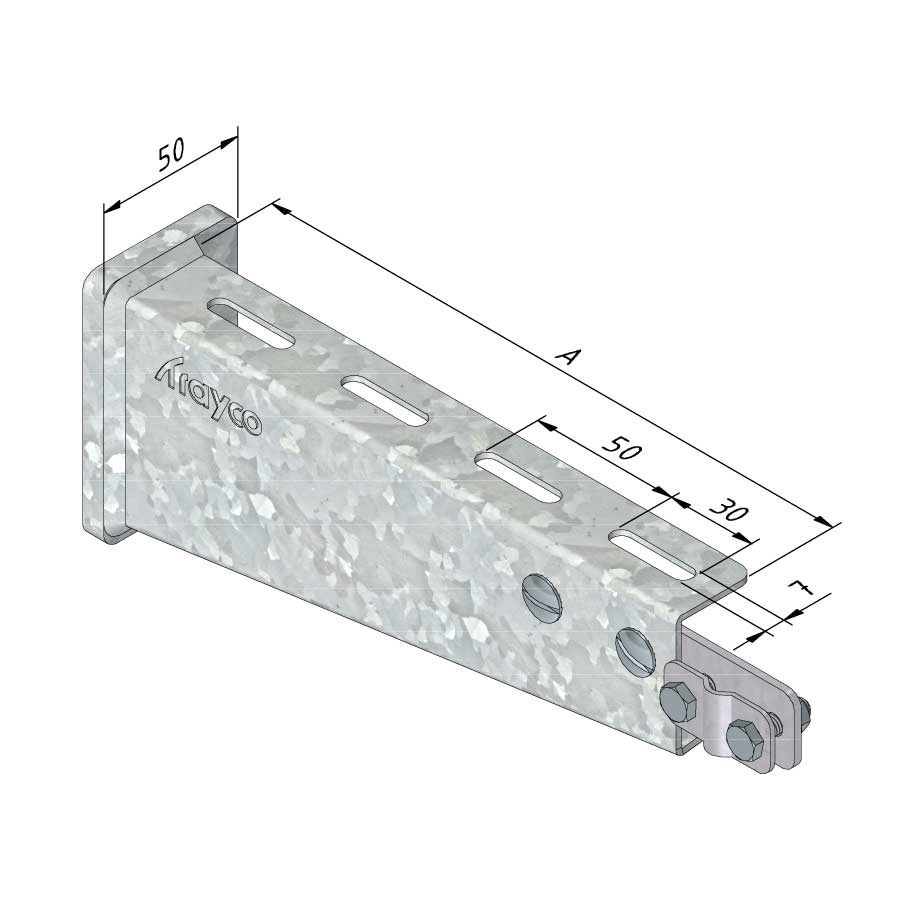
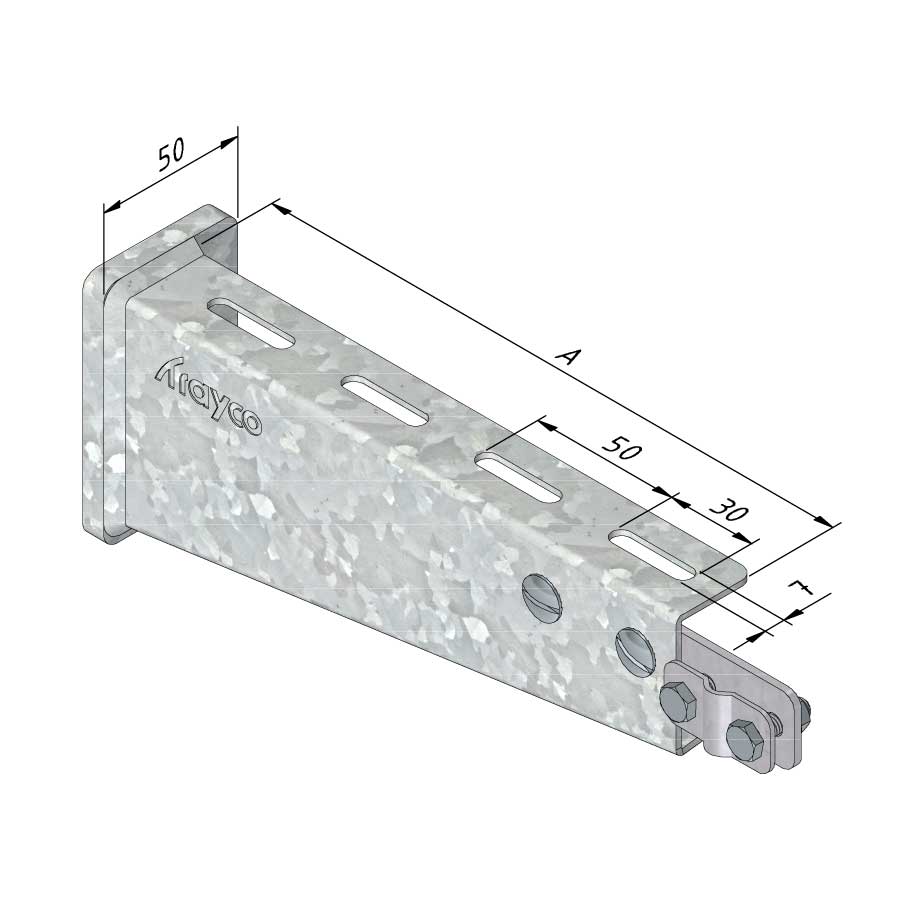
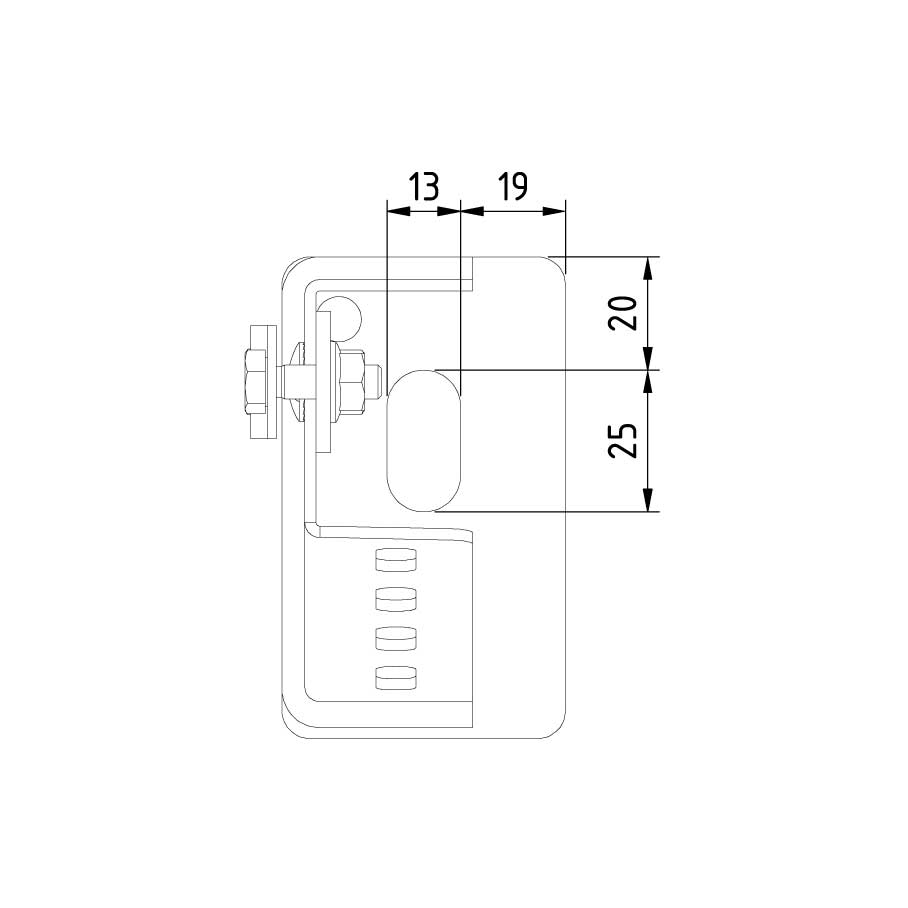
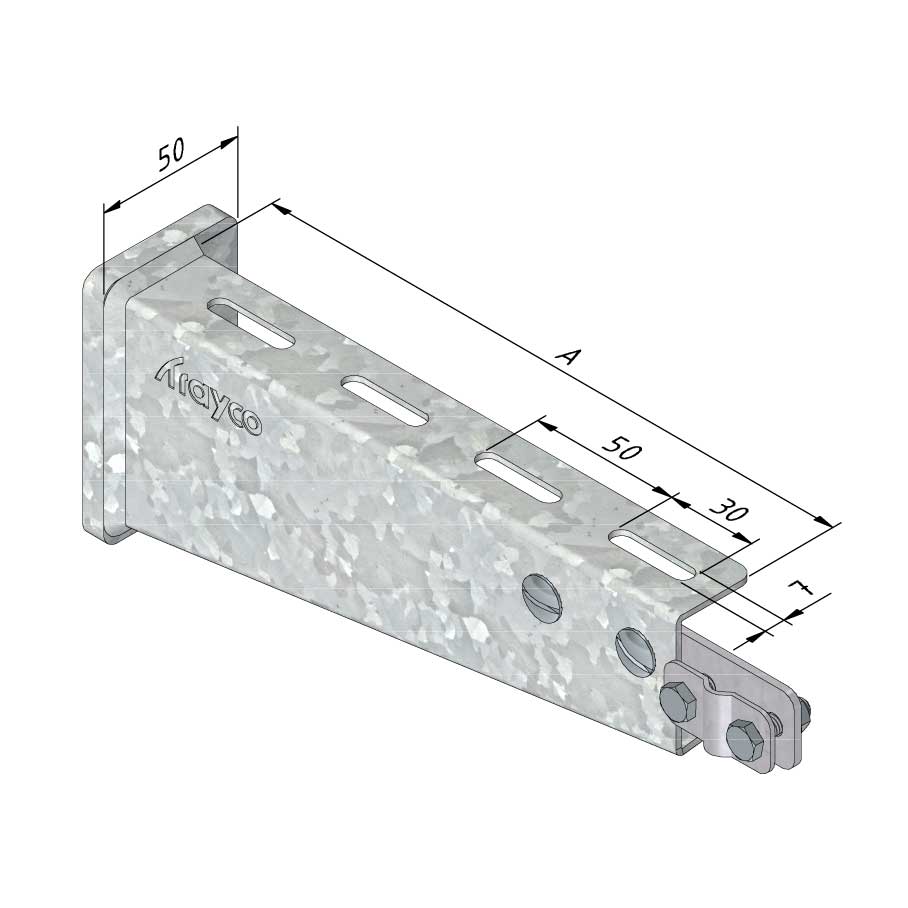
Wall Bracket FR
FR-WB35
Wall Bracket FR
FR-WB35
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
19414 |
FR-WB35-0100-DG |
DG
|
110
|
1
|
Default
|
|
|
|
19415 |
FR-WB35-0200-DG |
DG
|
210
|
1
|
Default
|
|
|
|
19416 |
FR-WB35-0300-DG |
DG
|
310
|
1
|
Default
|
|
|
|
19417 |
FR-WB35-0400-DG |
DG
|
410
|
1
|
Default
|
|