Divider
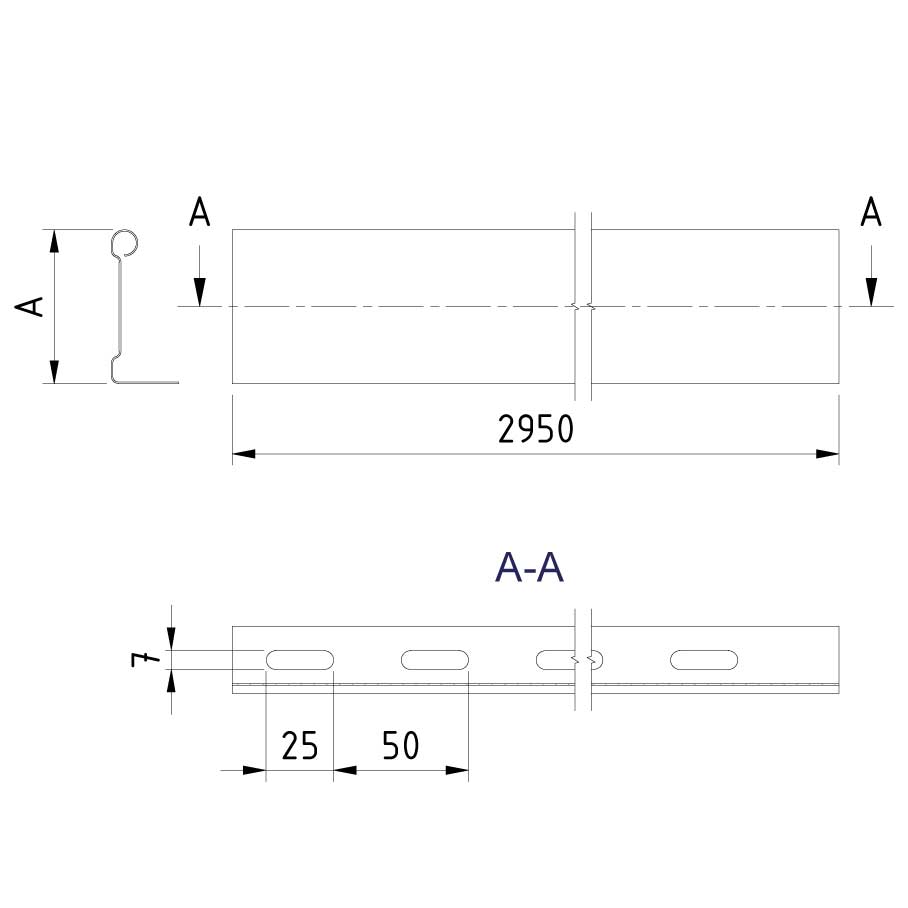
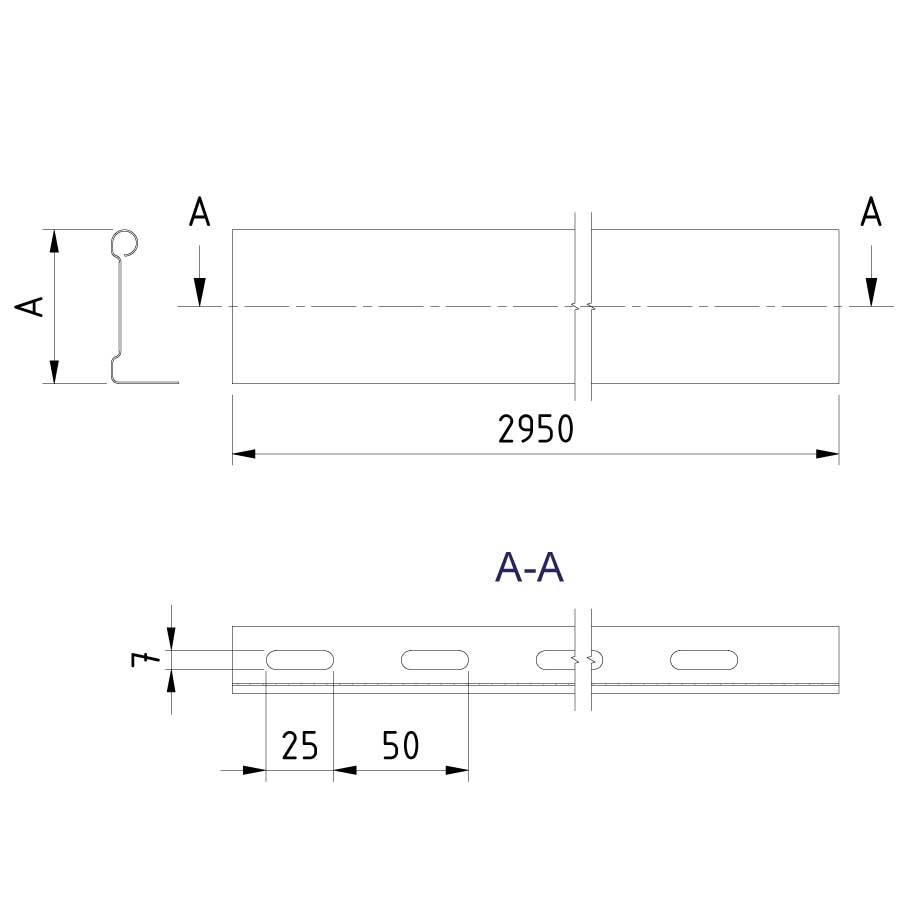
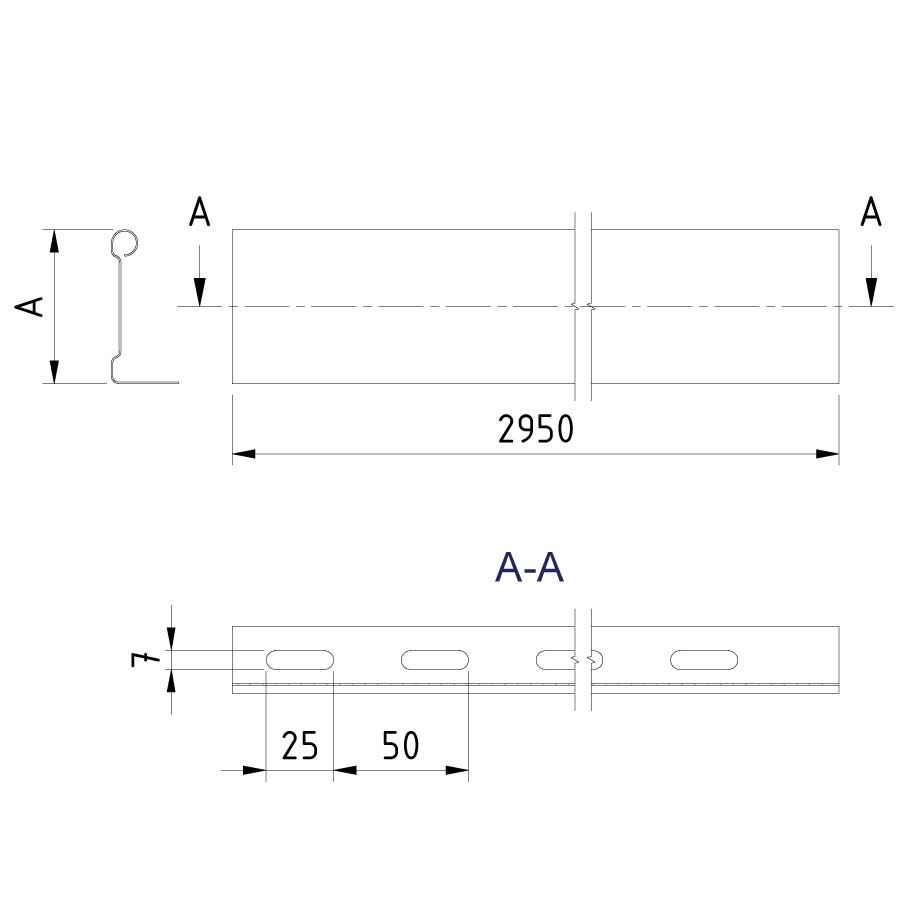
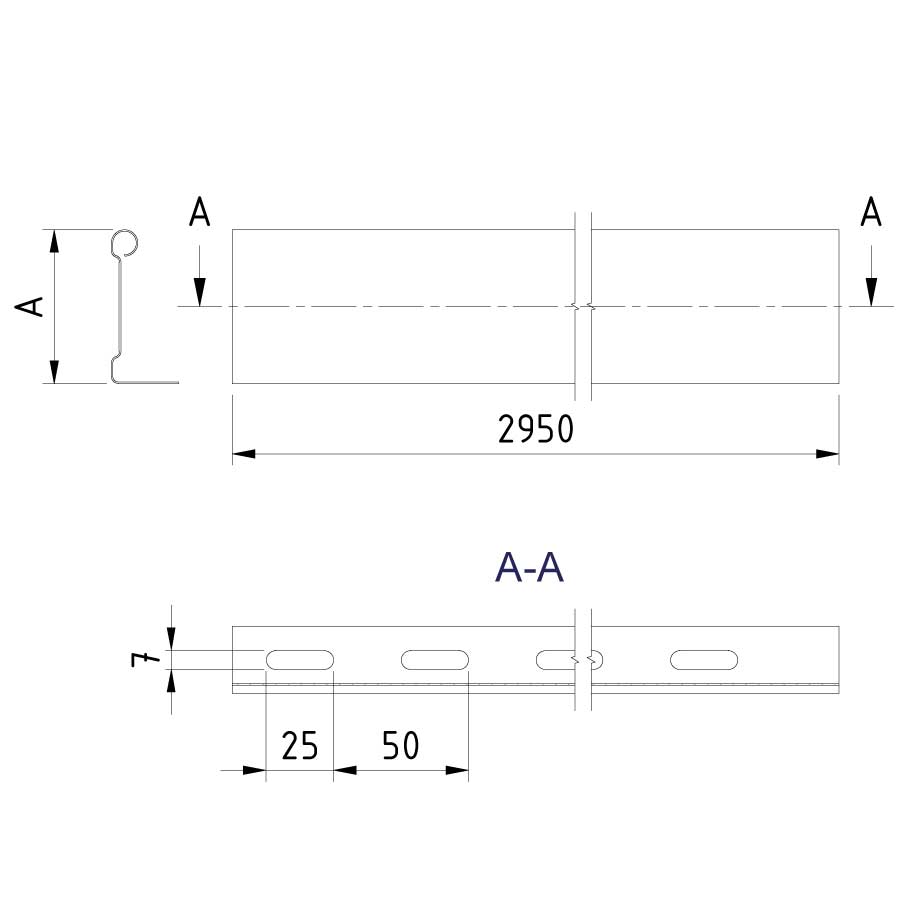
CT-D







Divider
CT-D
CT: Connect with BN06-10
MT: Connect with MT-DCL
CLFI60 / CLF110: Connect with RHB06-10 + SLN30-06
CLF125 / CLF160 / CLF200: Connect with RHB06-10 + SLN41-06
Coated finishing available on demand. RAL colour code to be confirmed on your order.
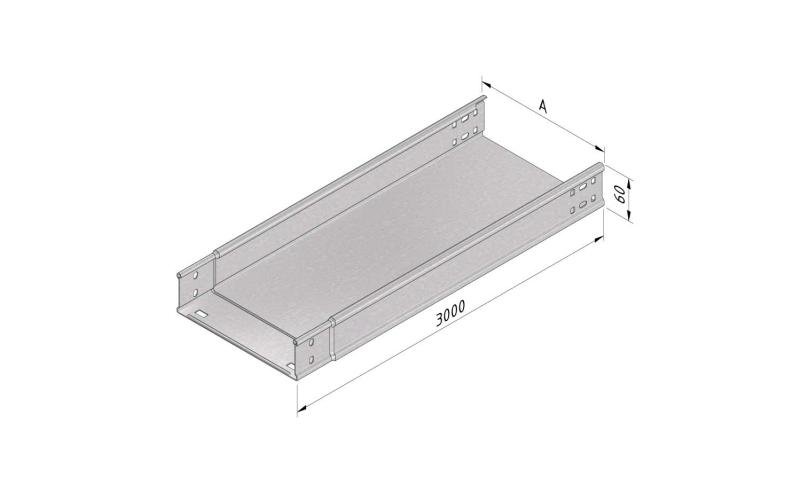
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
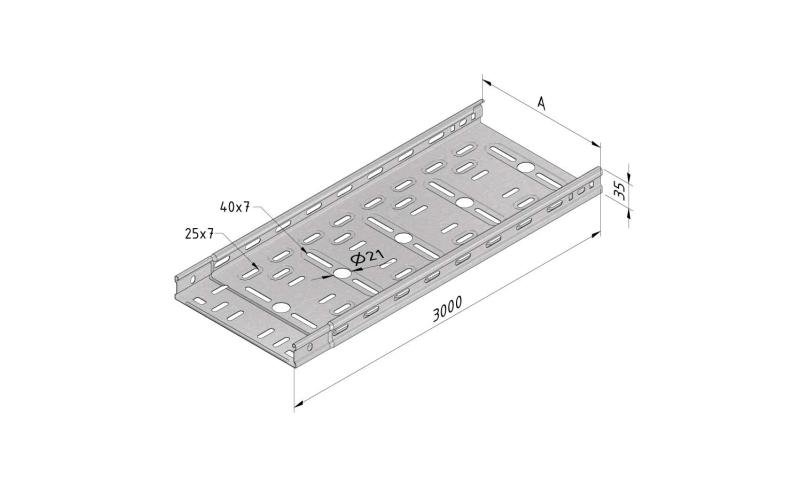
10218 |
CT35-D-3PG |
PG
|
32
|
3
|
Default
|
|
|
|
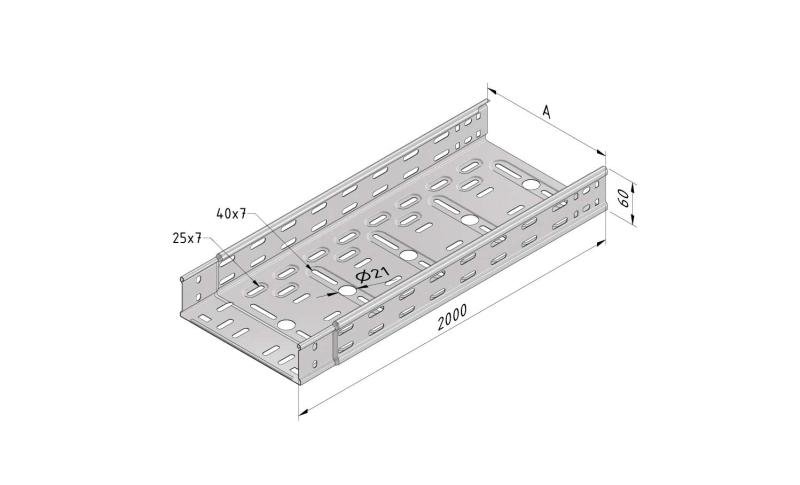
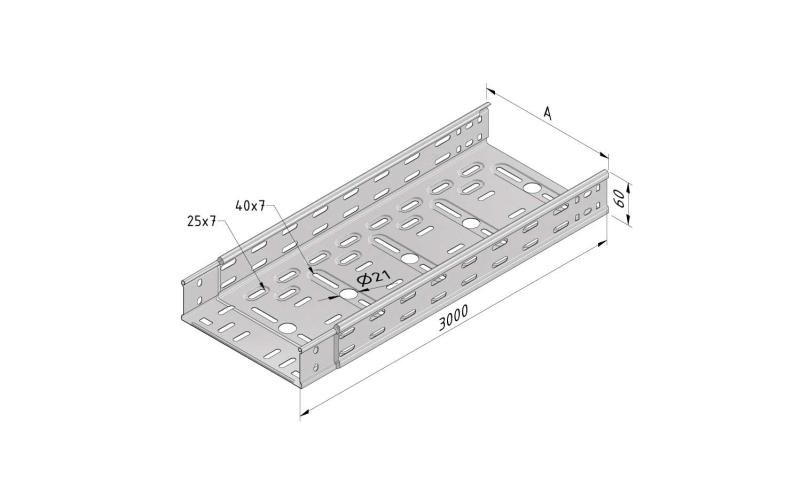
10219 |
CT60-D-3PG |
PG
|
57
|
3
|
Default
|
|
|
|
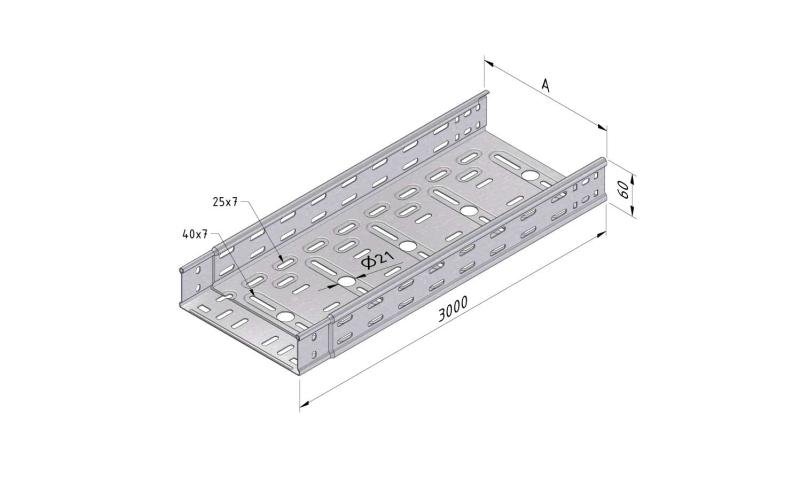
17140 |
CT60-D-3UG |
UG
|
57
|
3
|
Default
|
|
|
|
11770 |
CT85-D-3PG |
PG
|
82
|
3
|
Default
|
|
|
|
11826 |
CT85-D-3DG |
DG
|
82
|
3
|
|
|
|
|
12034 |
CT110-D-3PG |
PG
|
107
|
3
|
Default
|
|
|
|
12076 |
CT110-D-3DG |
DG
|
107
|
3
|
|
|
|
|
20623 |
CT35-D-3UG |
UG
|
32
|
3
|
Default
|
|

















































{kind=link}