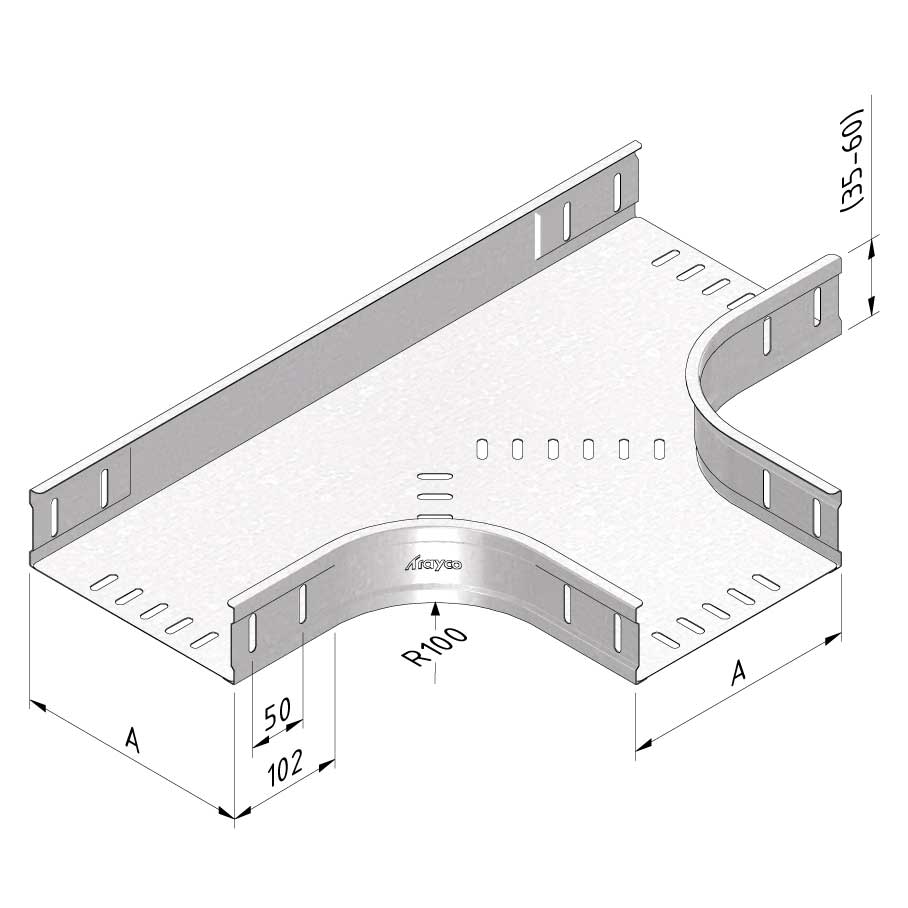
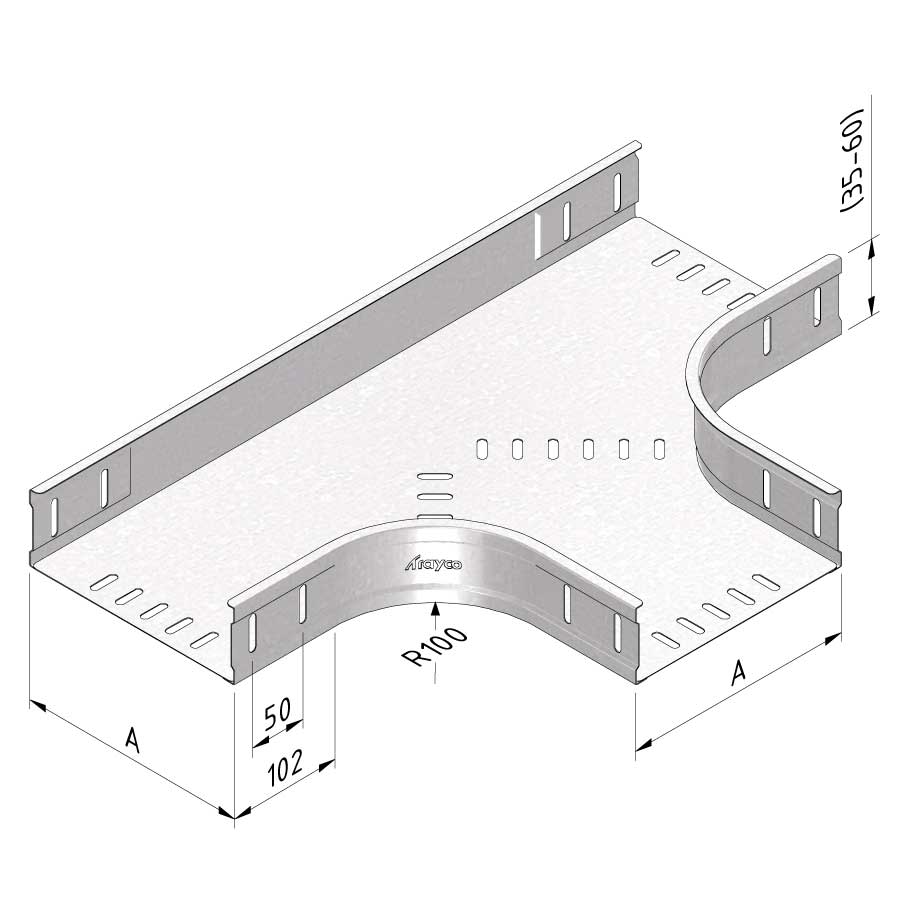
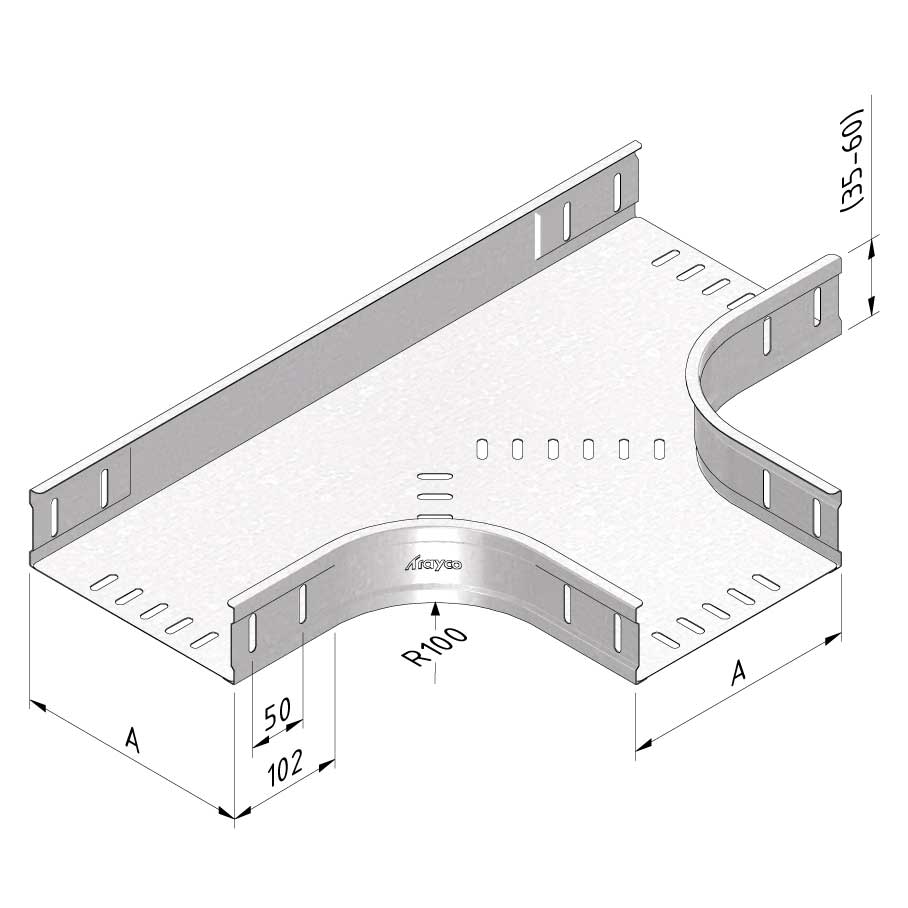
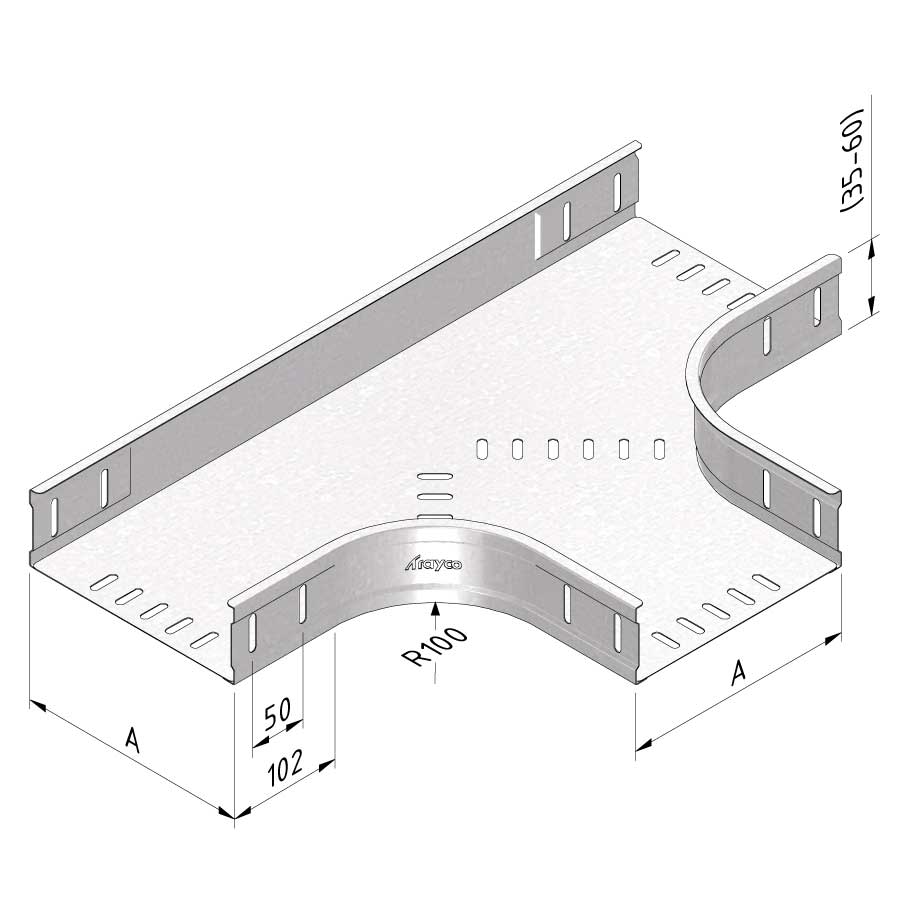
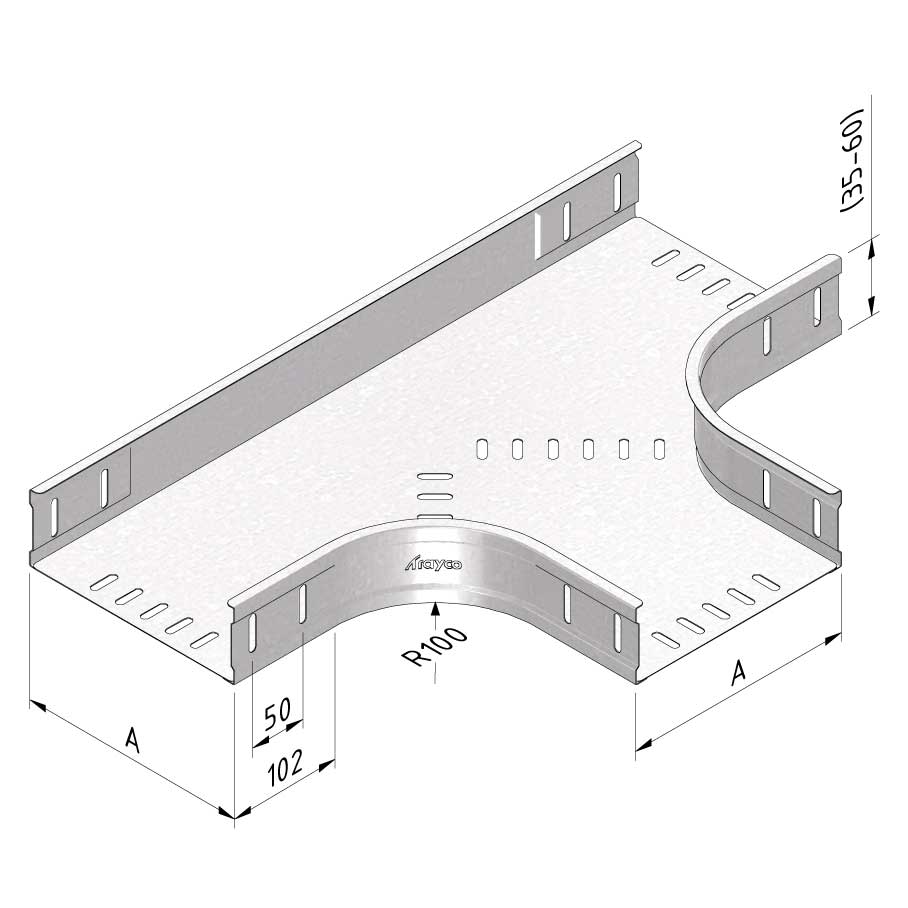
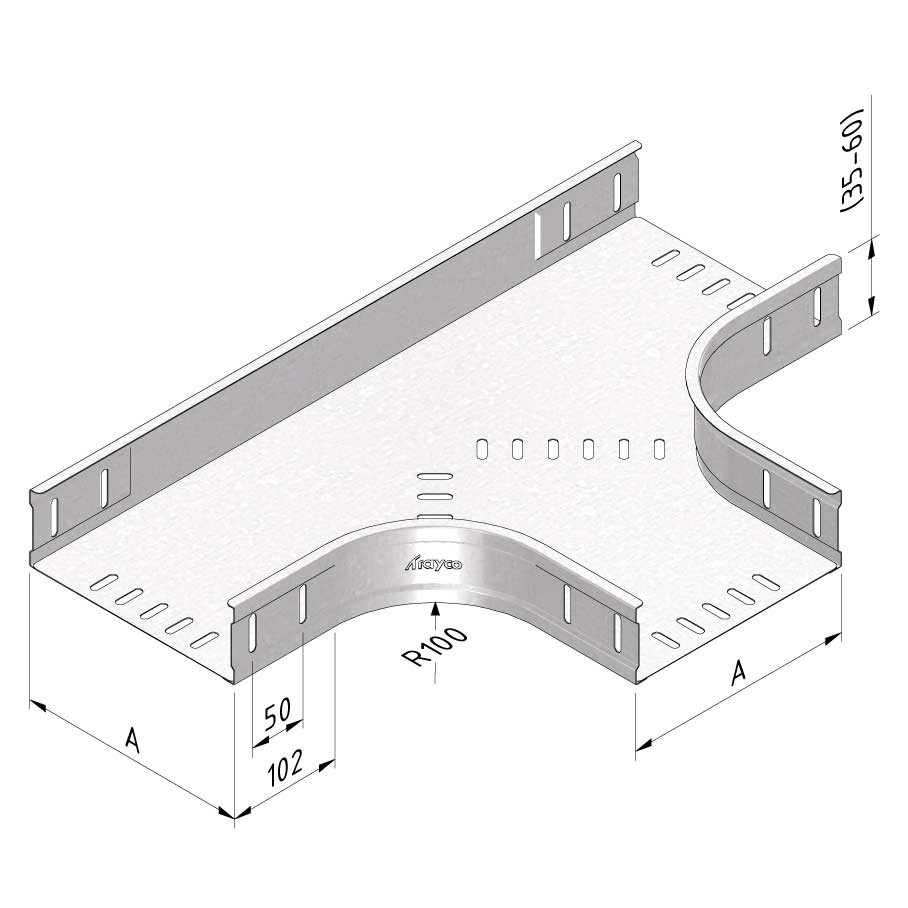
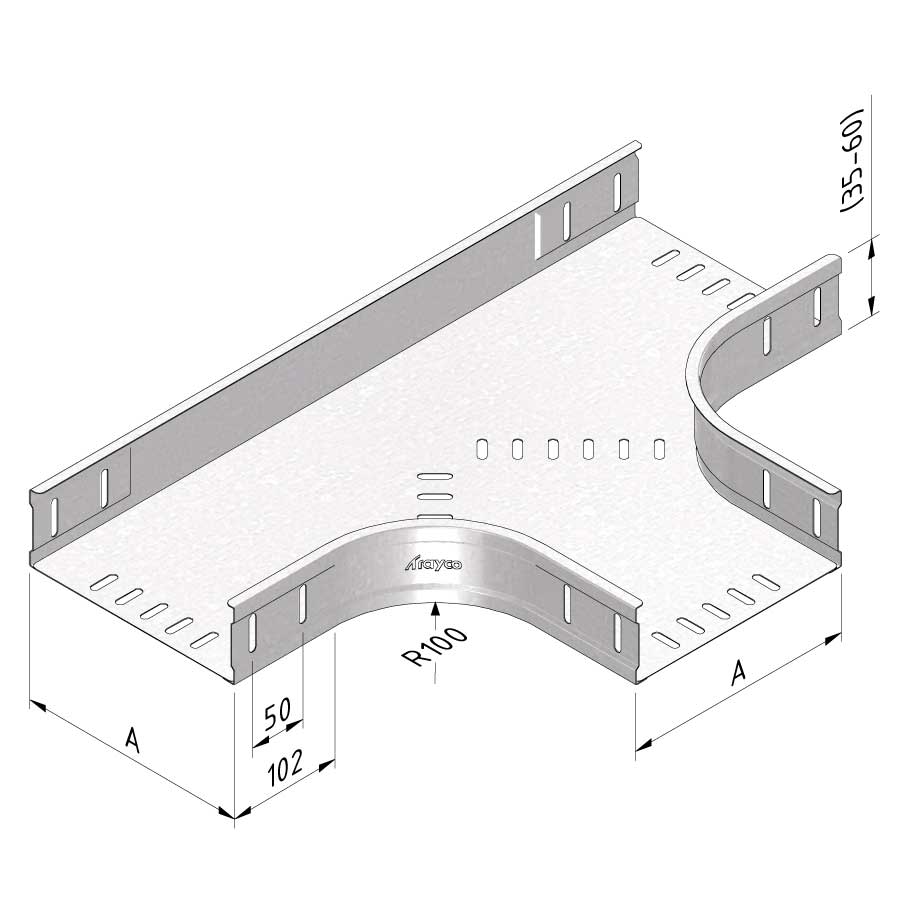
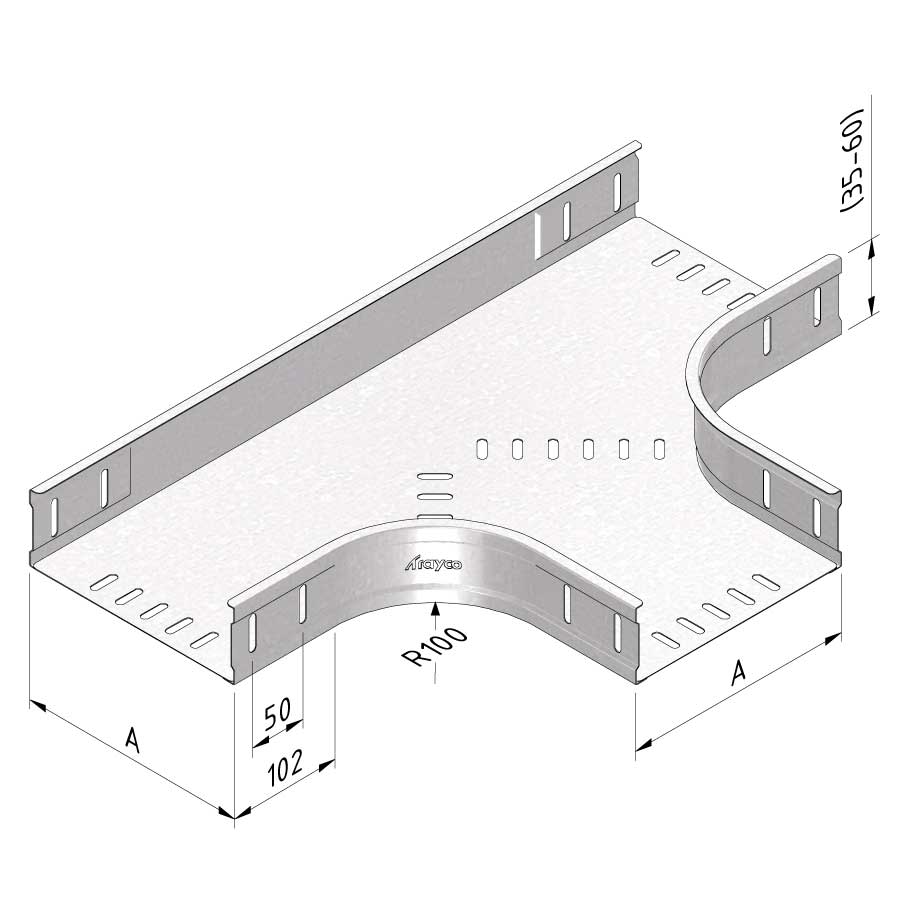
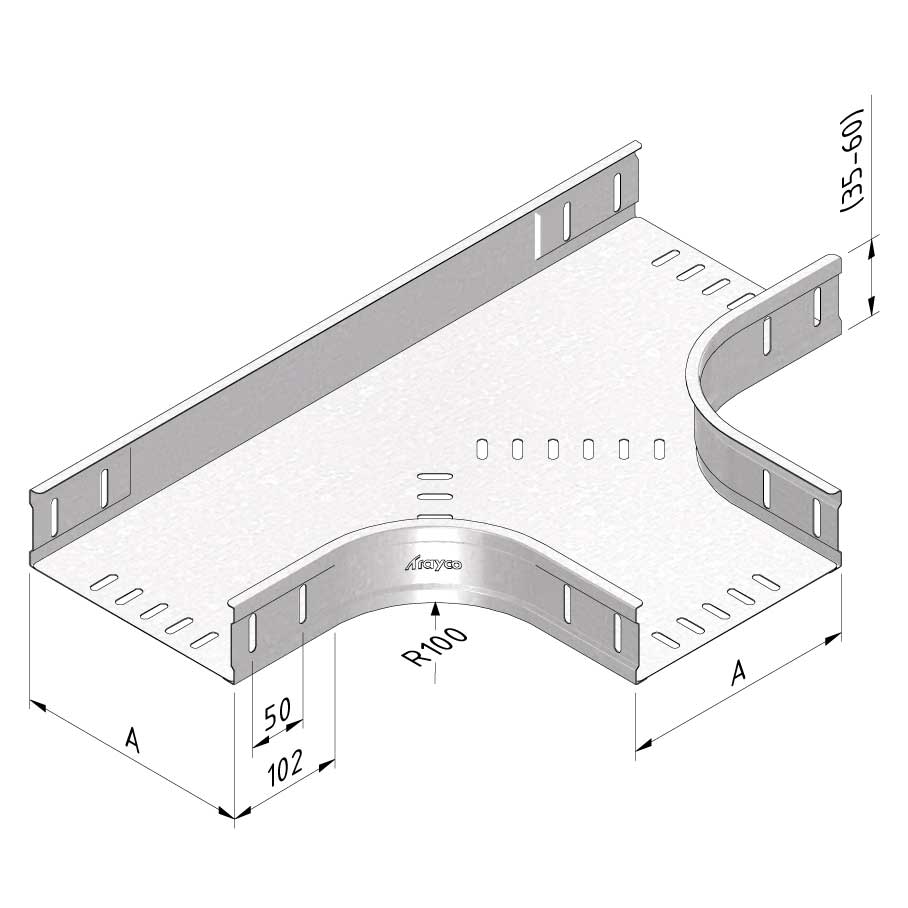
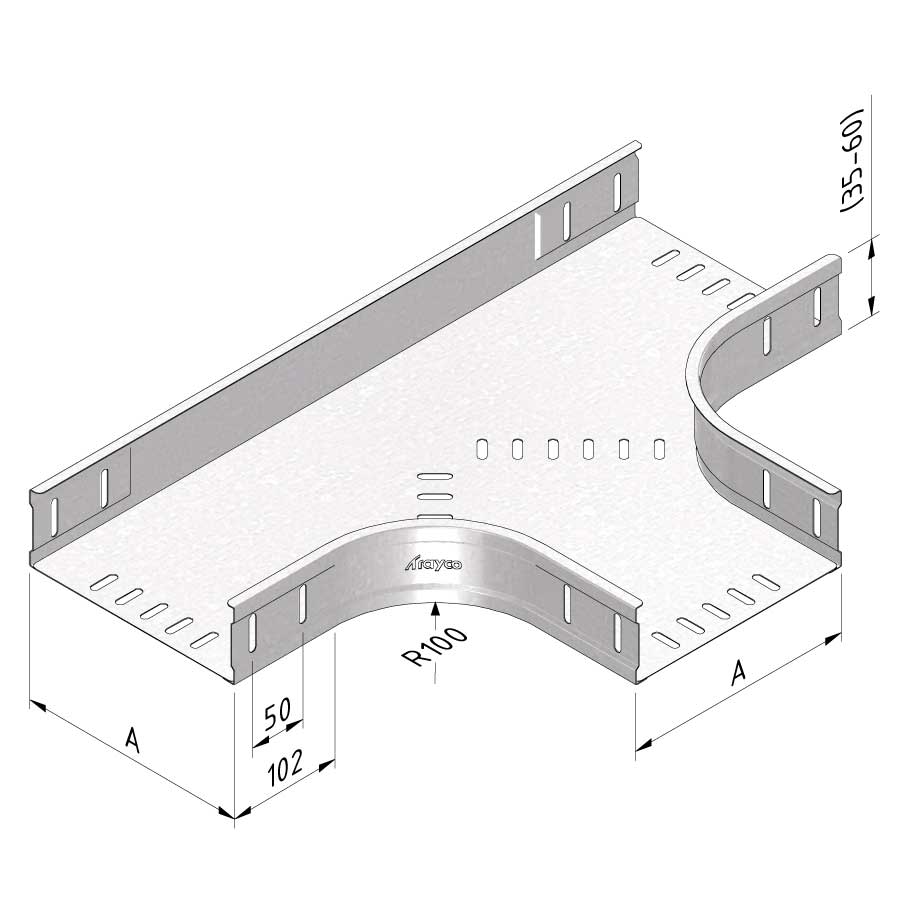
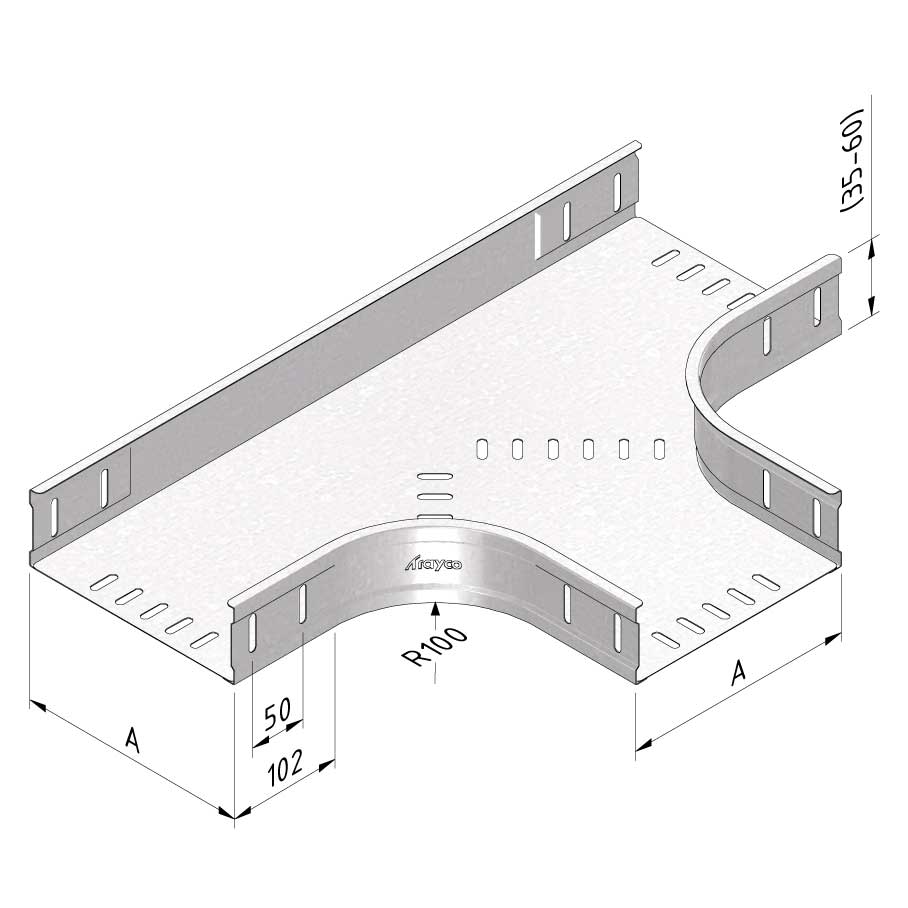
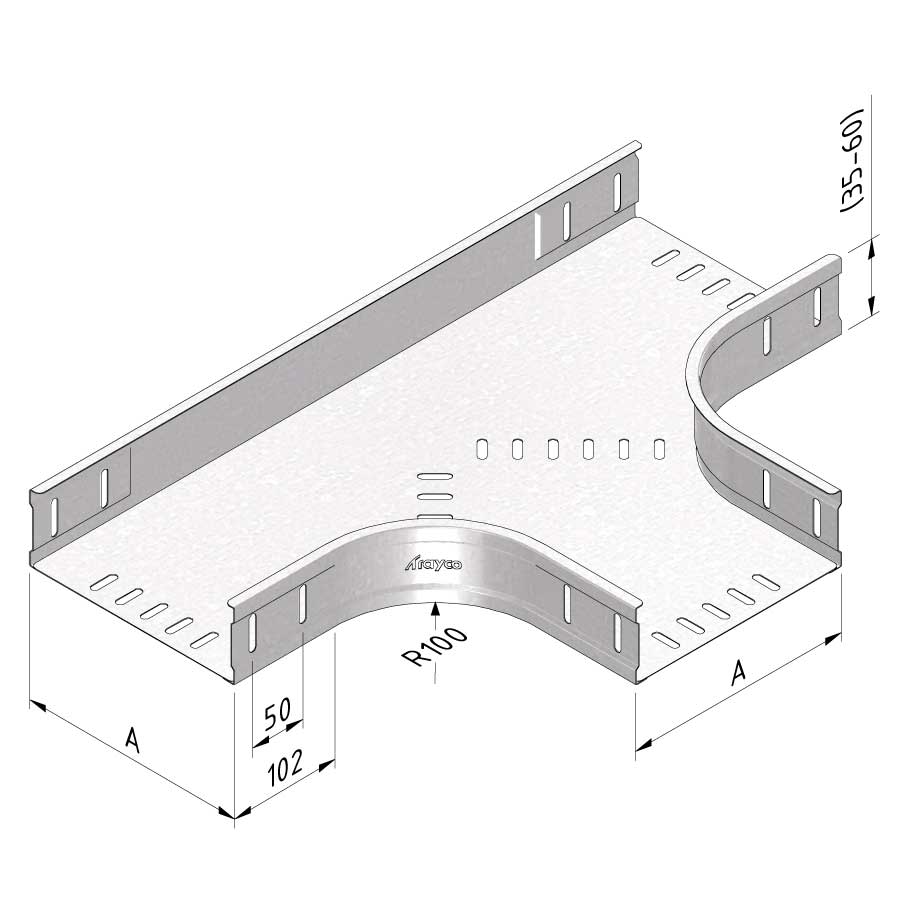
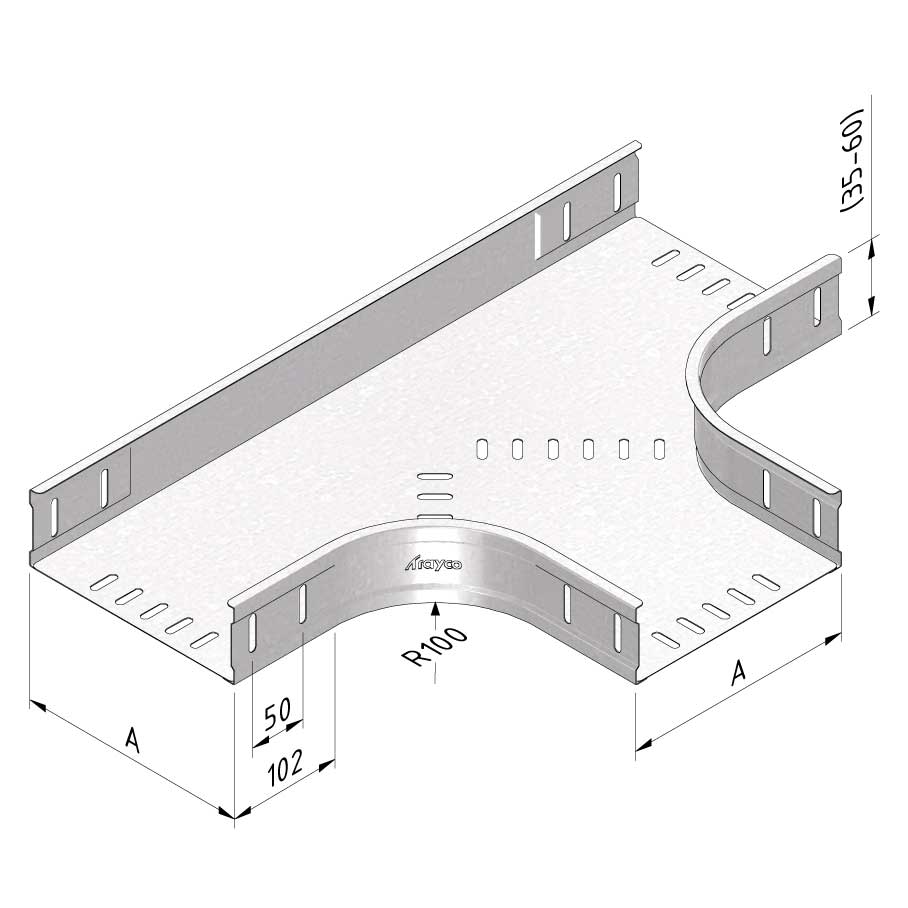
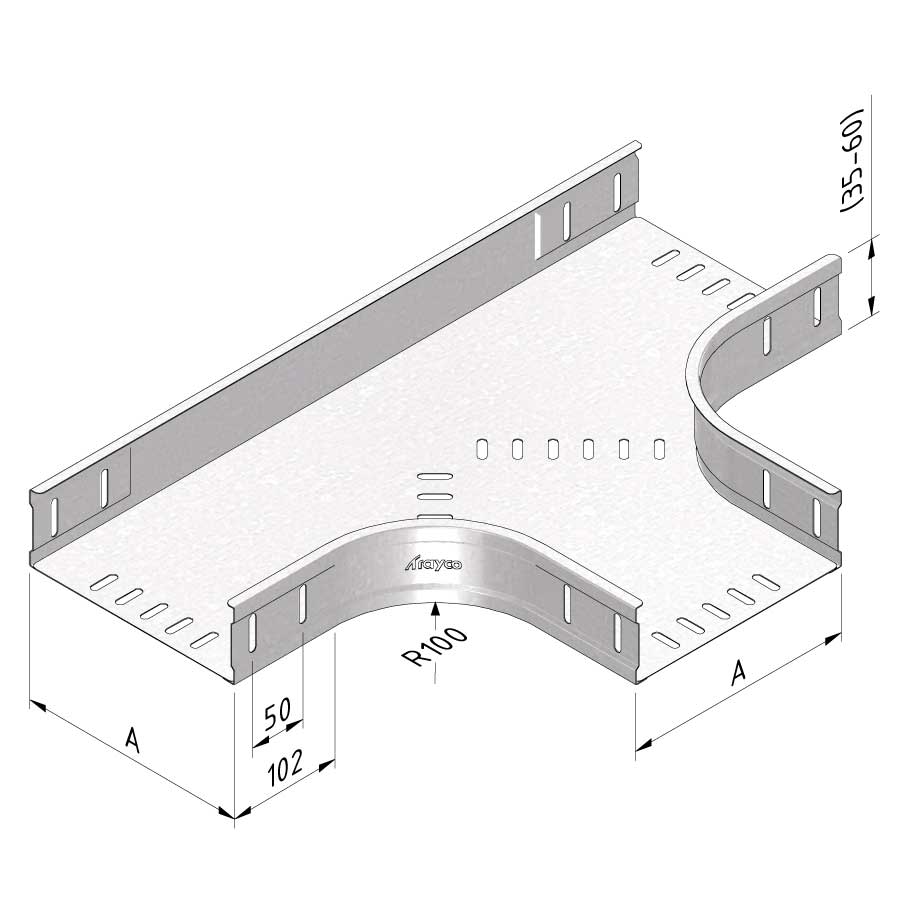
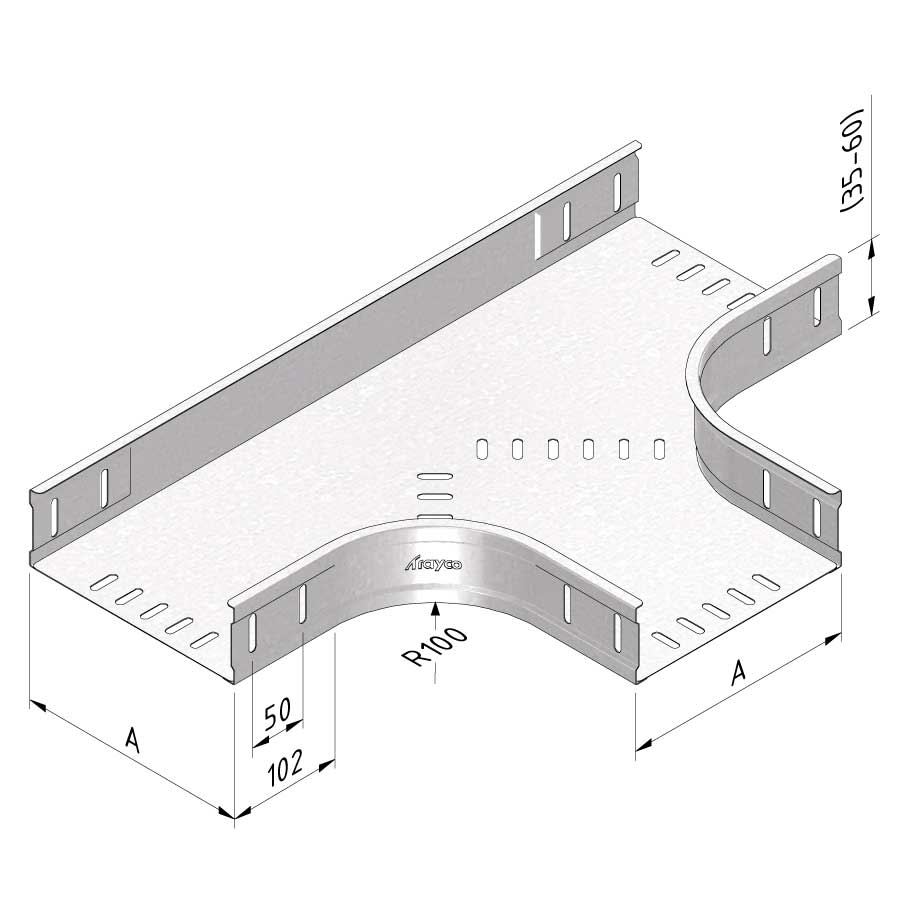
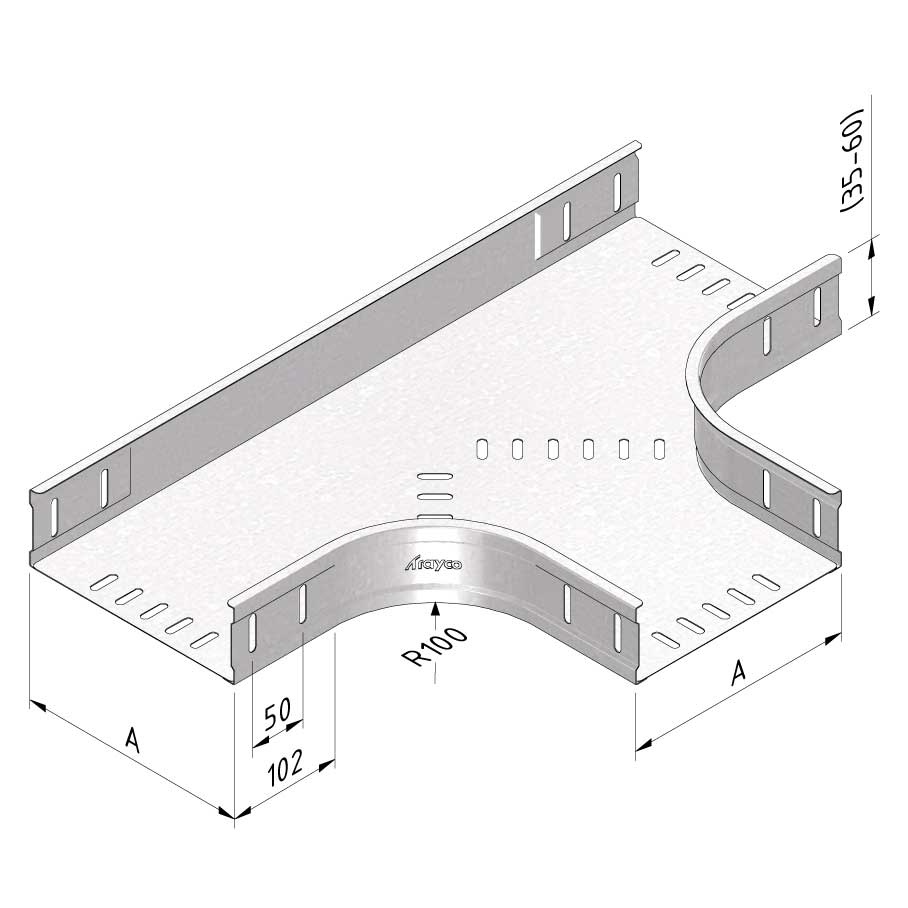
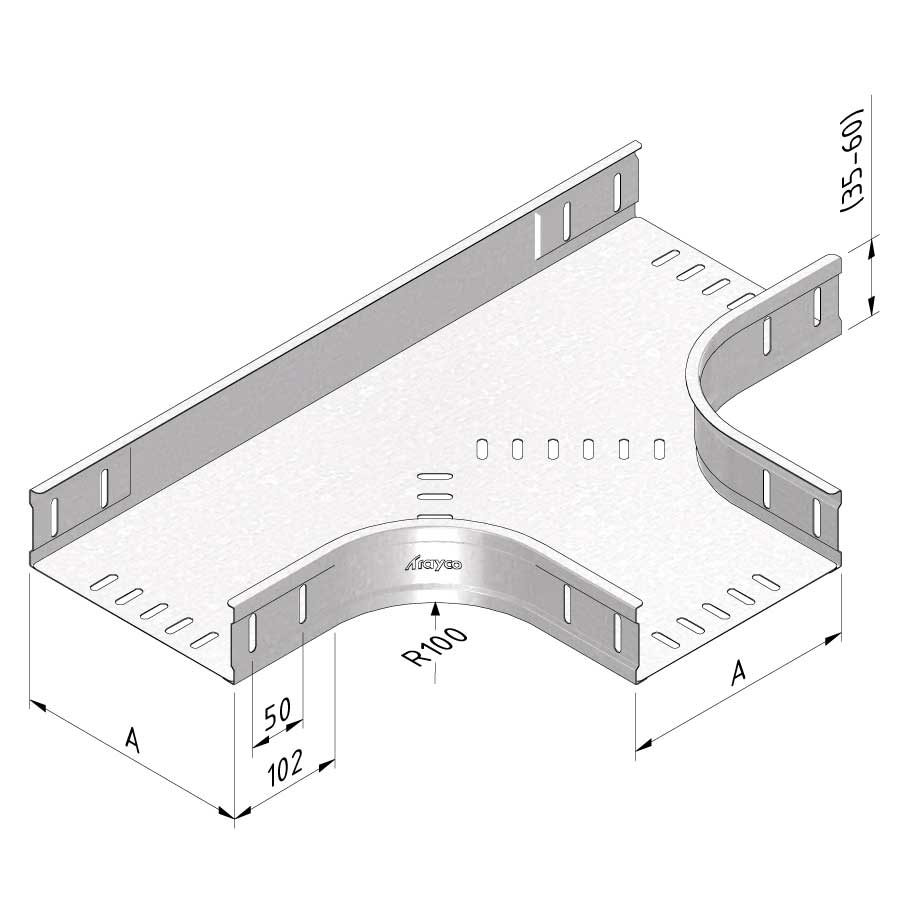
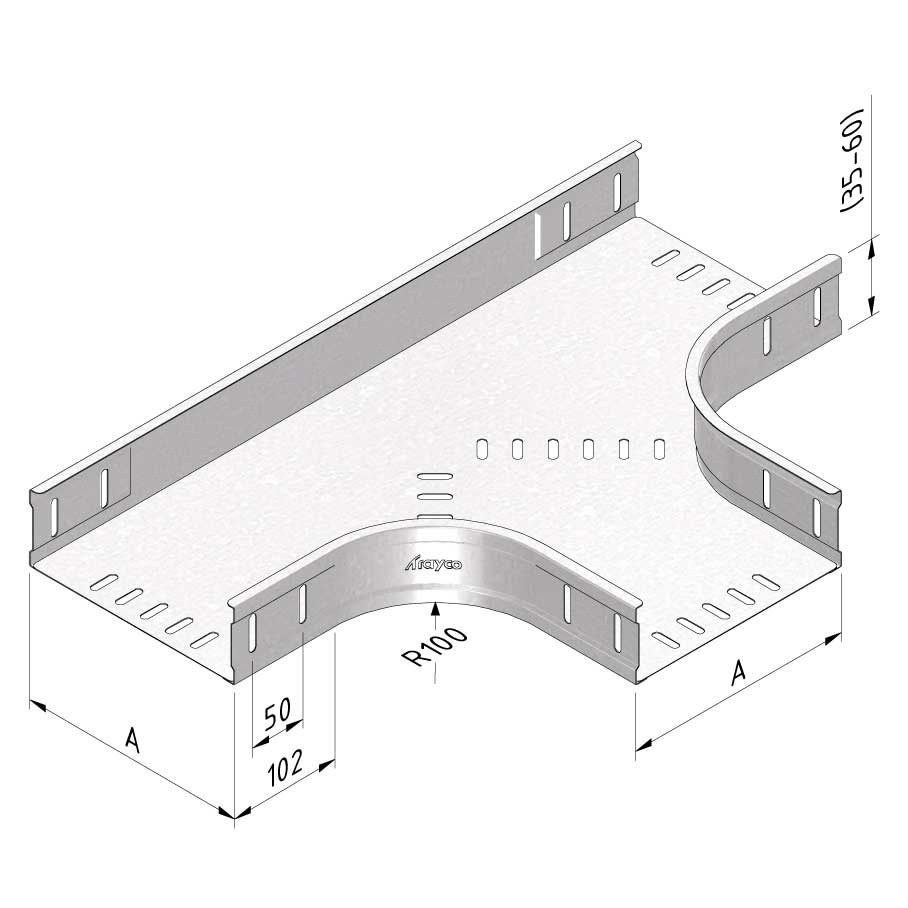
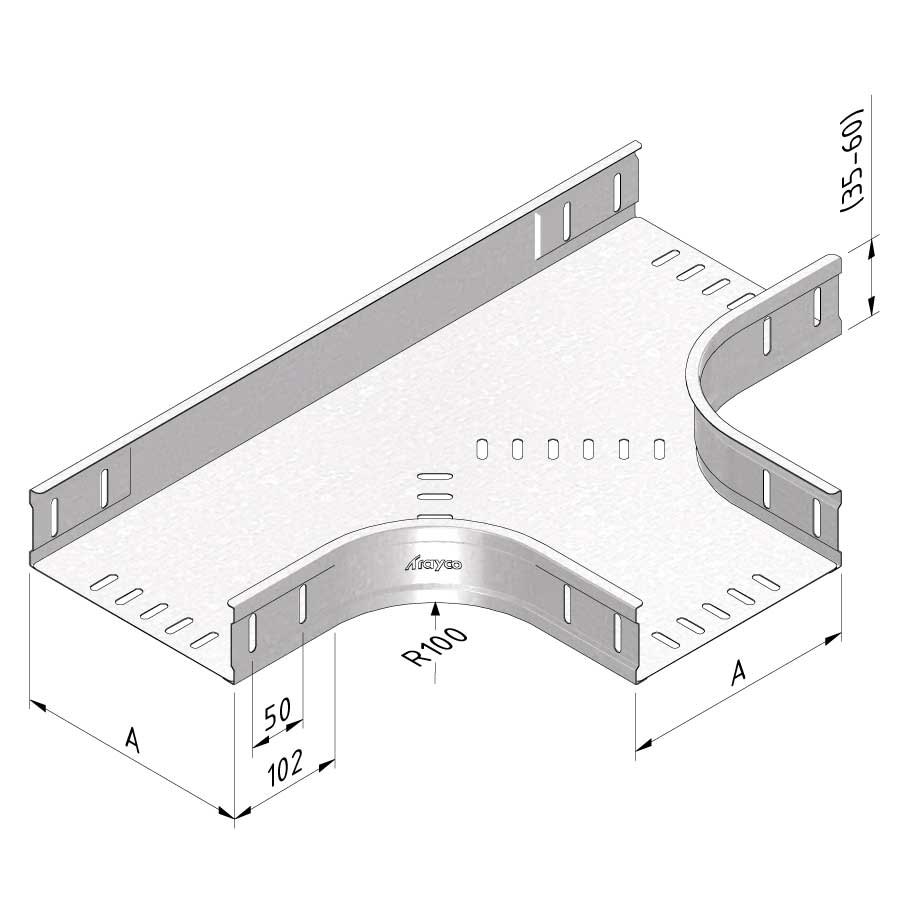
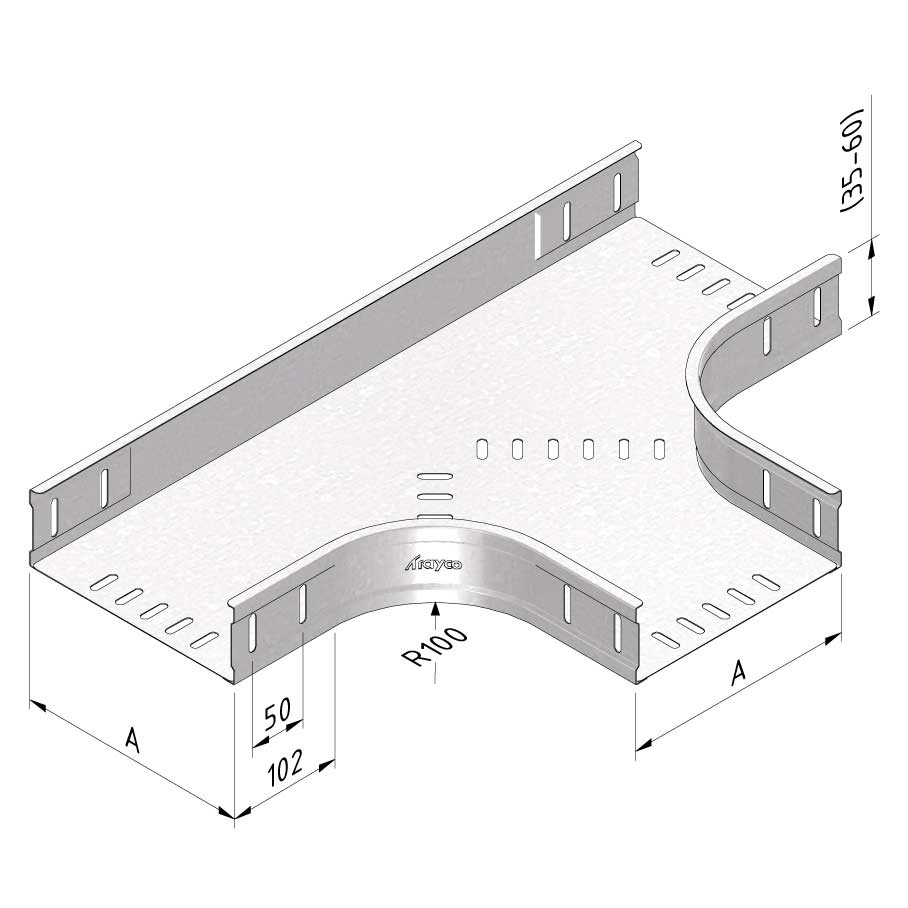
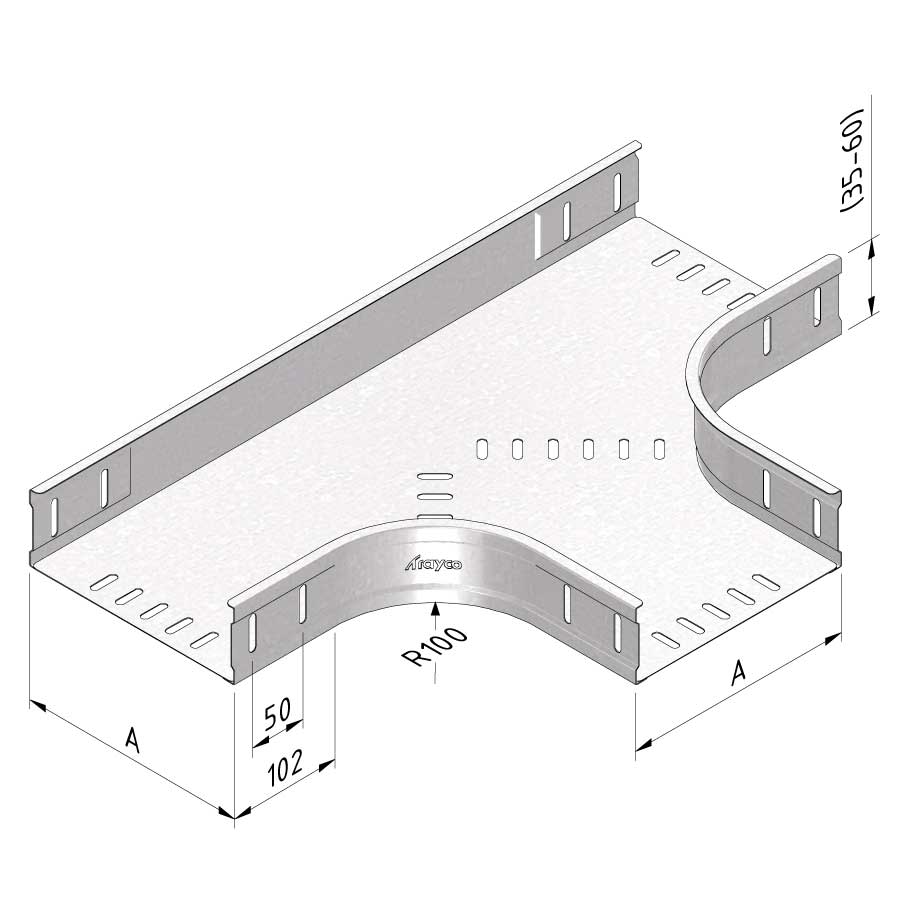
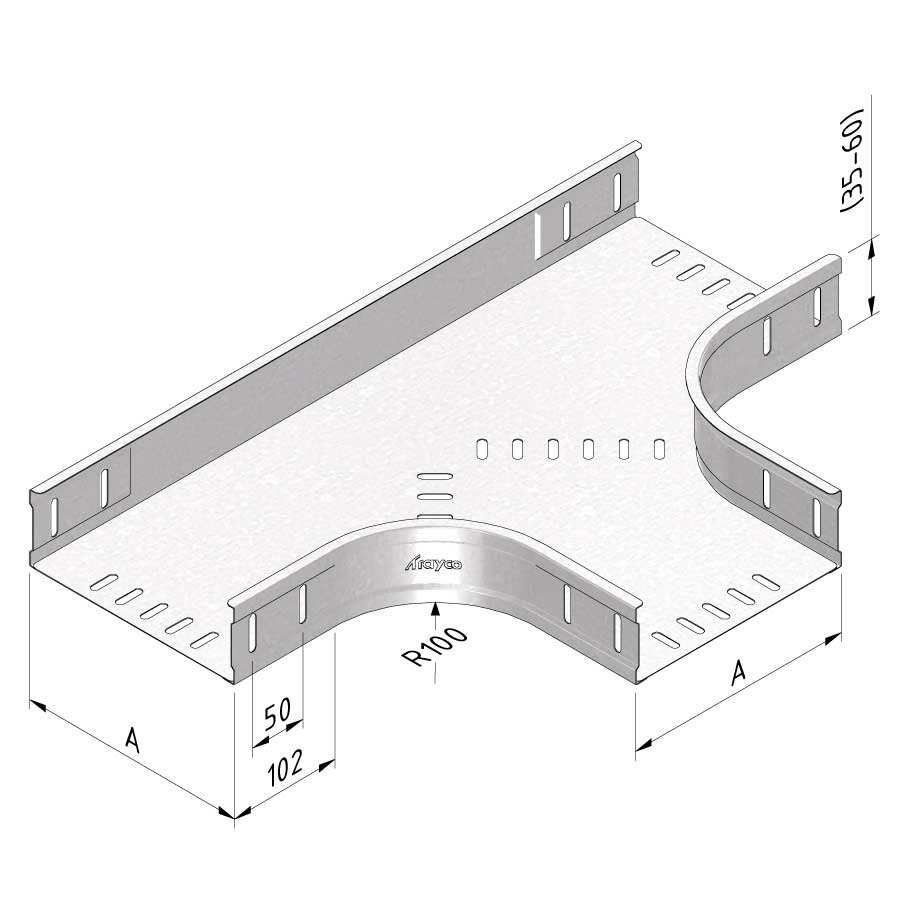
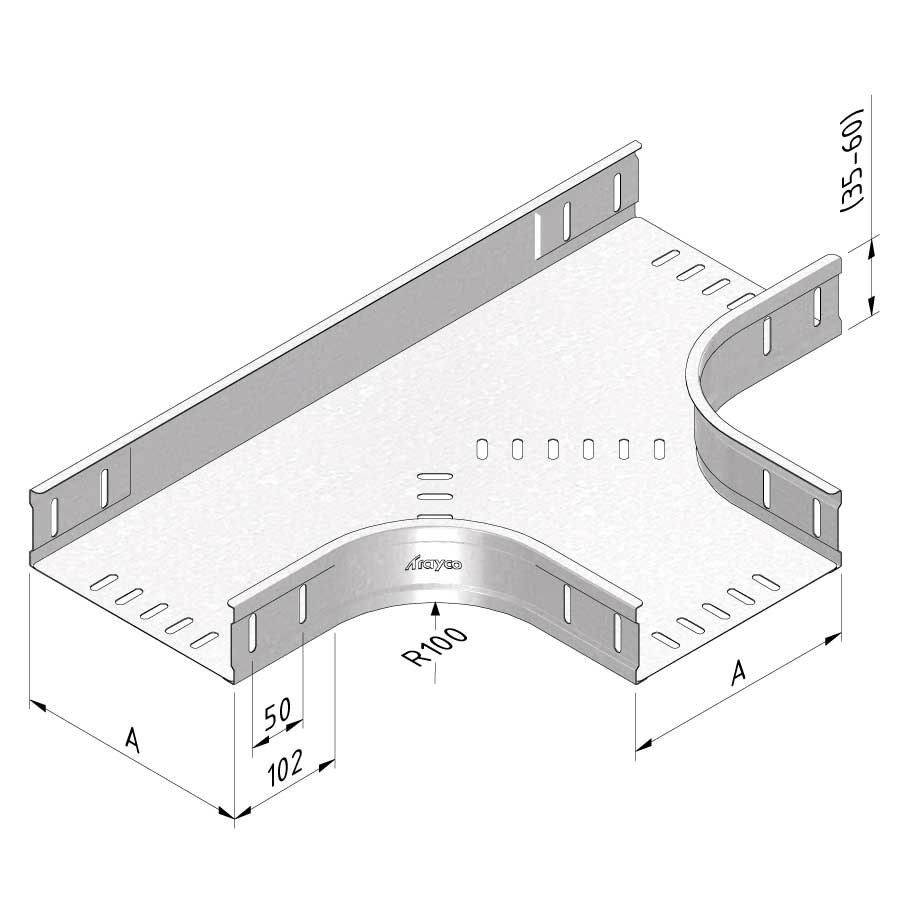
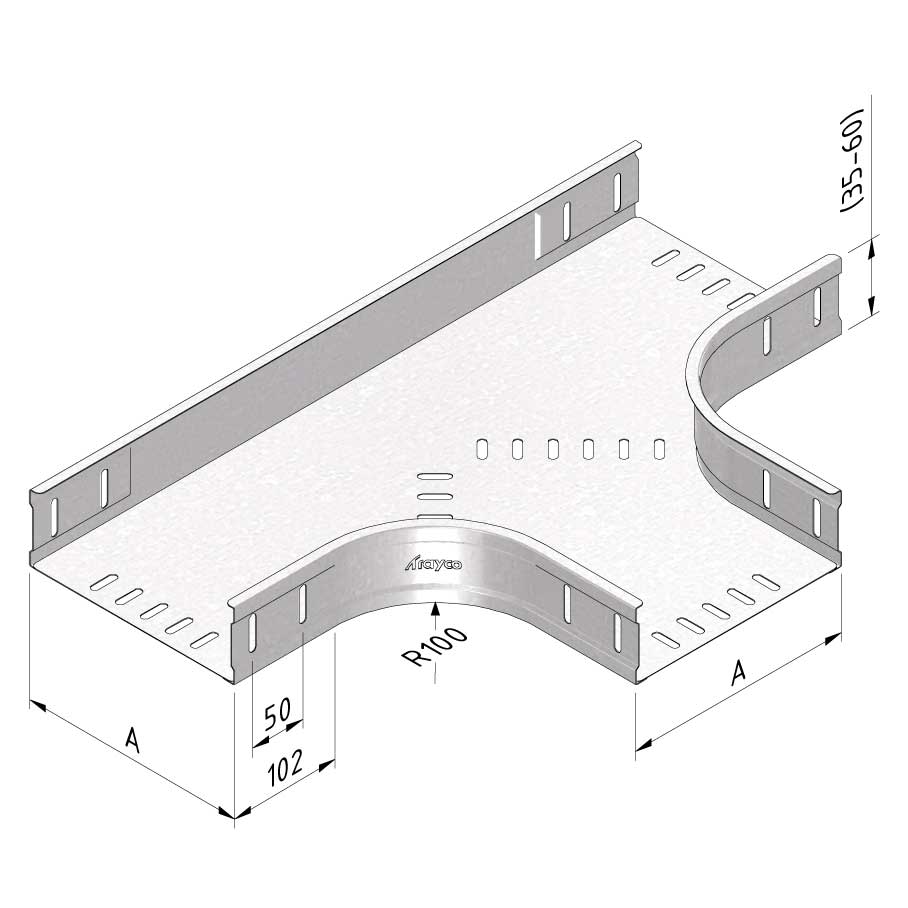
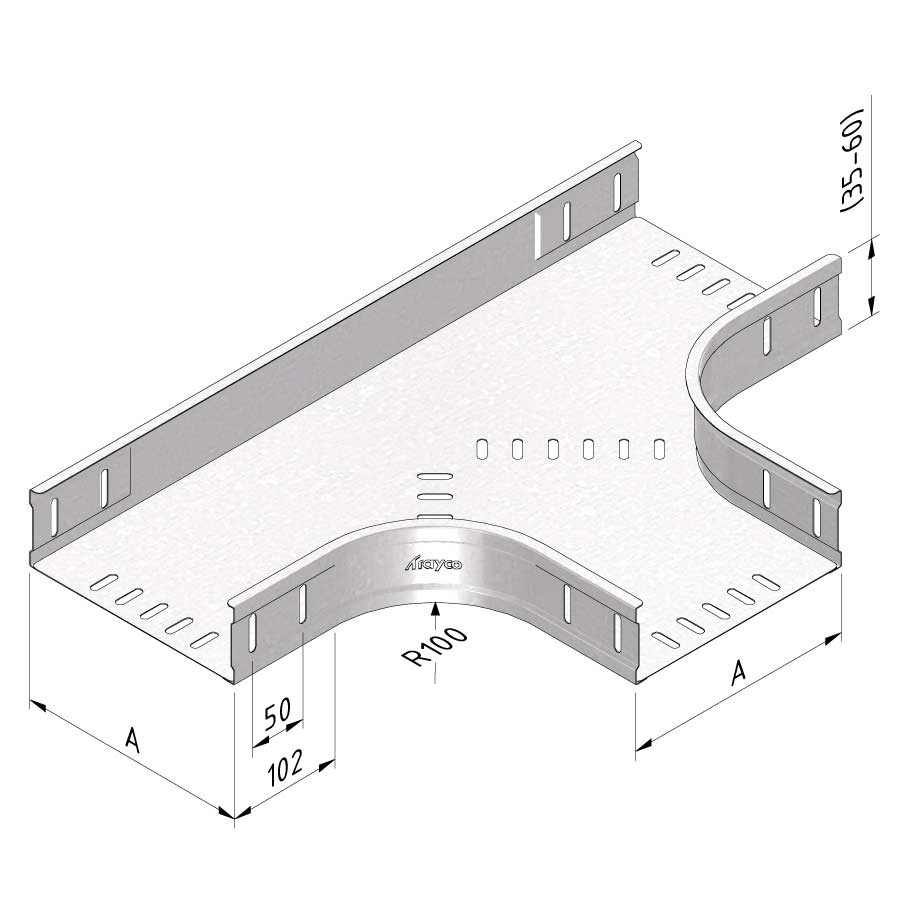
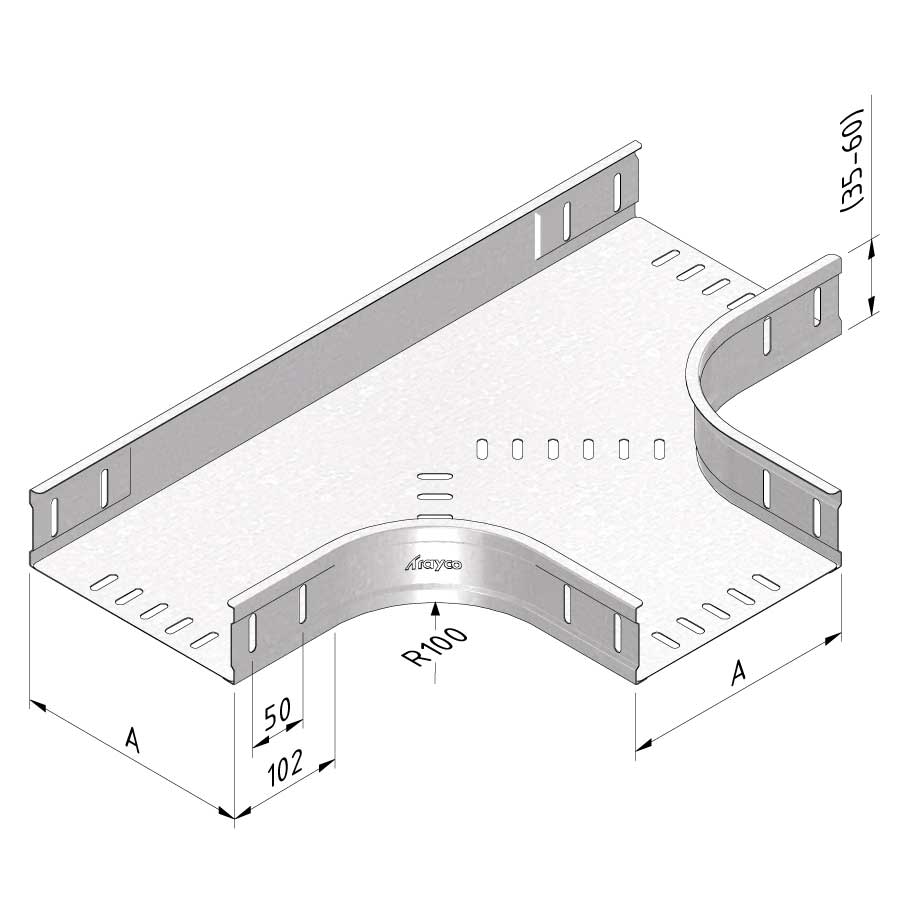
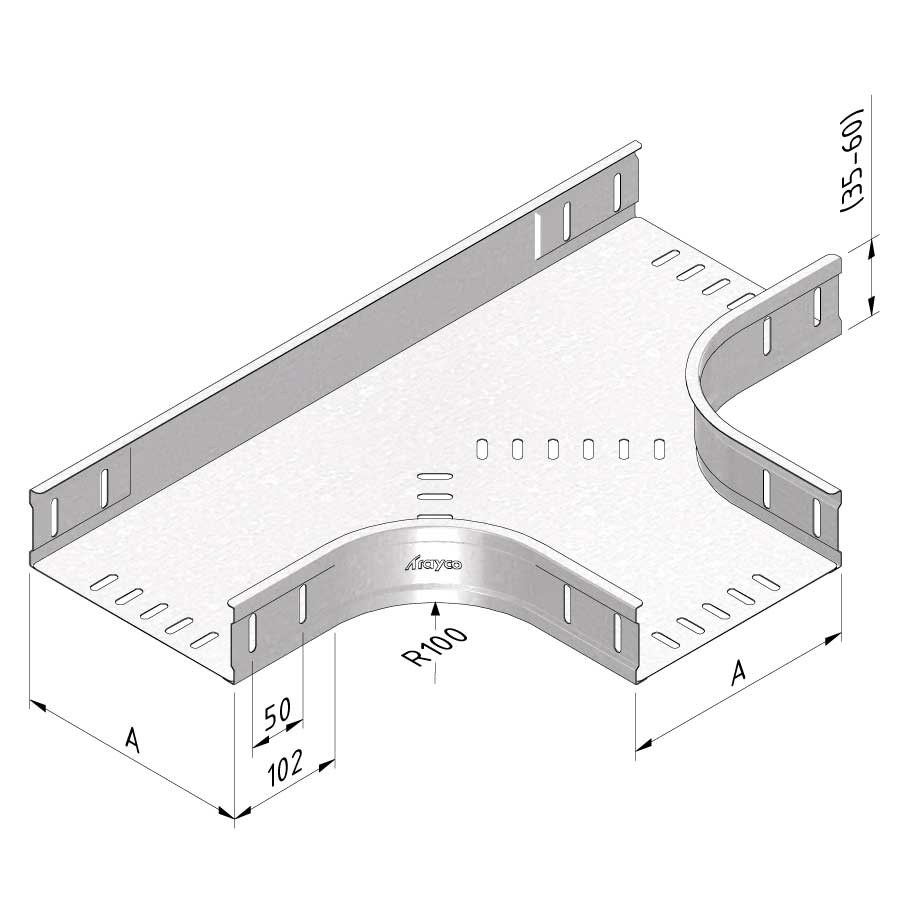
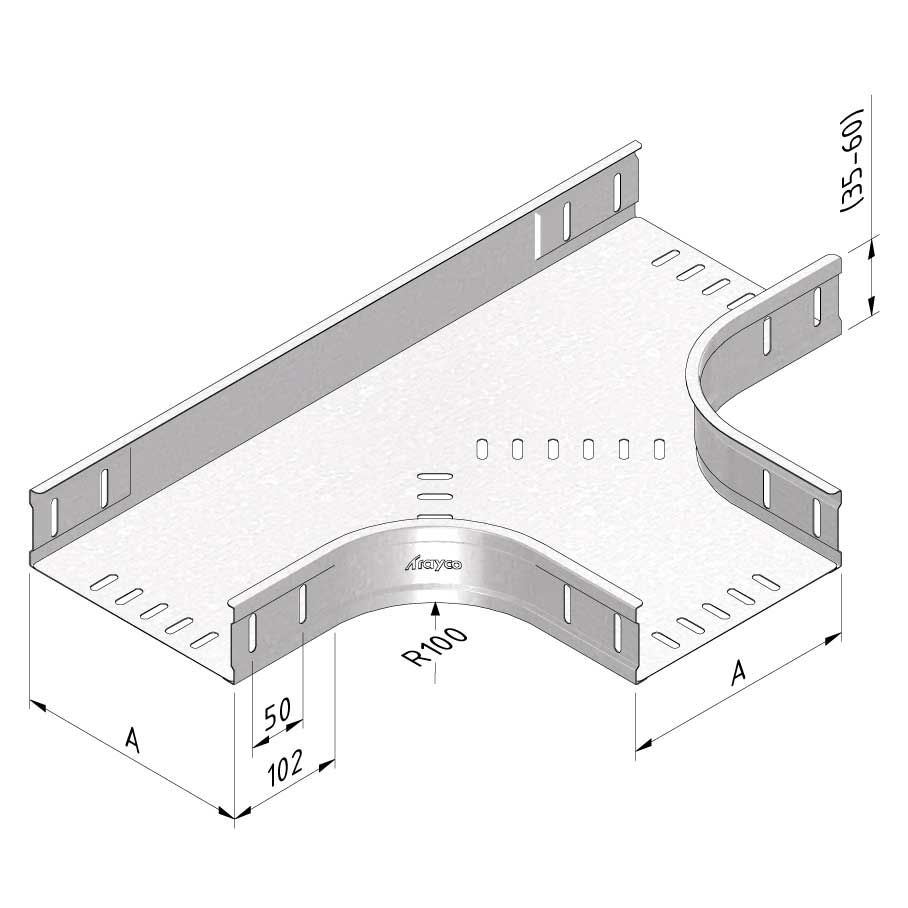
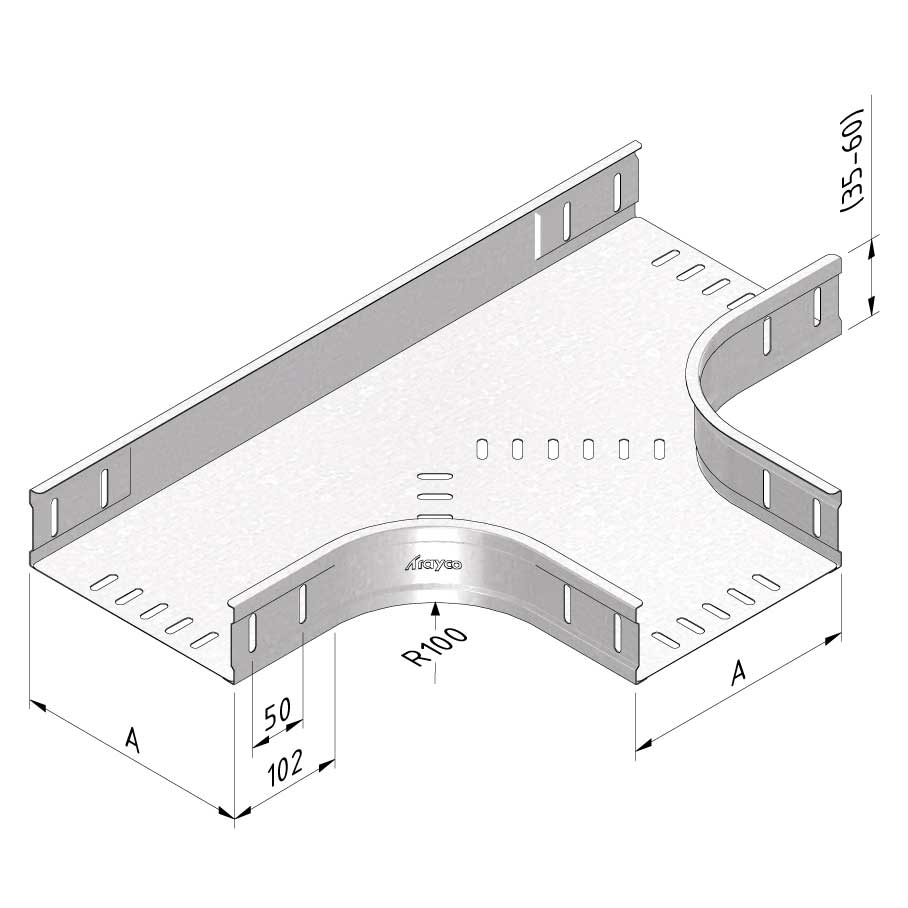
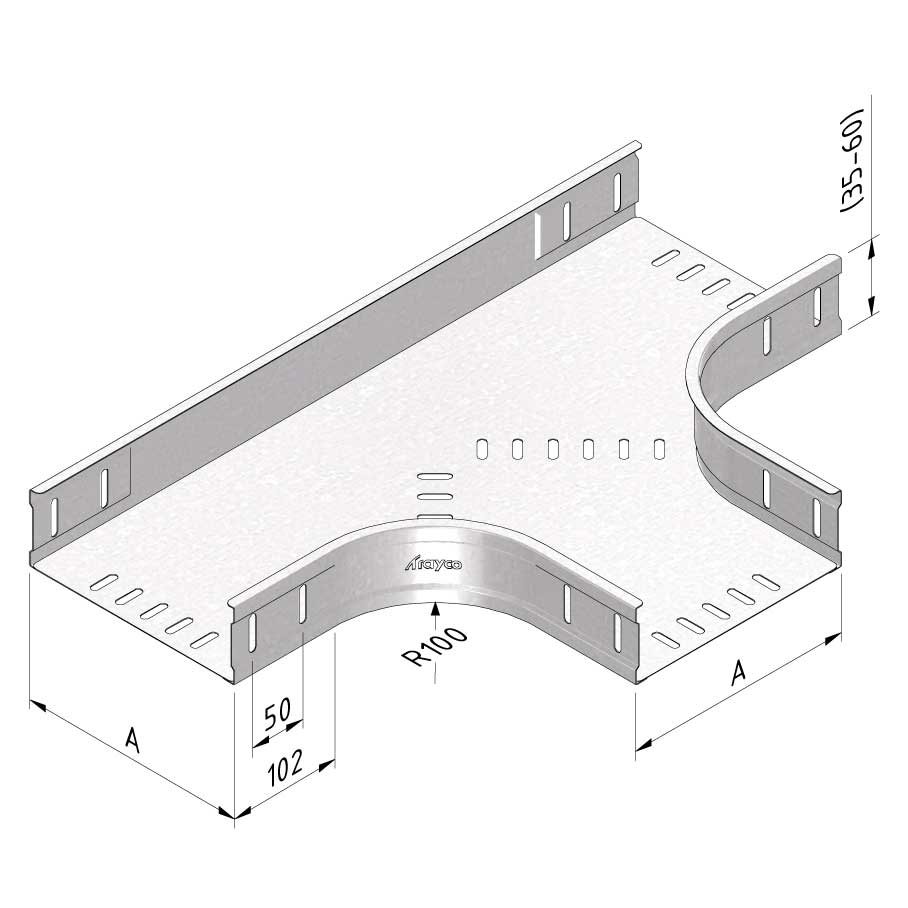
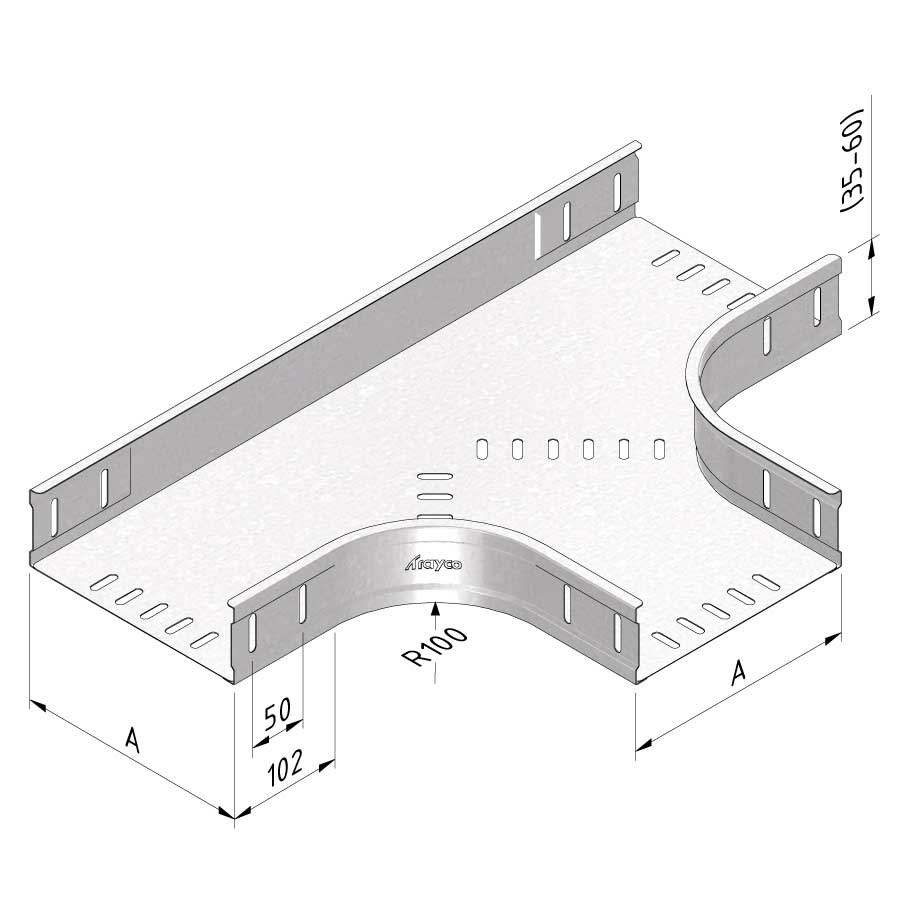
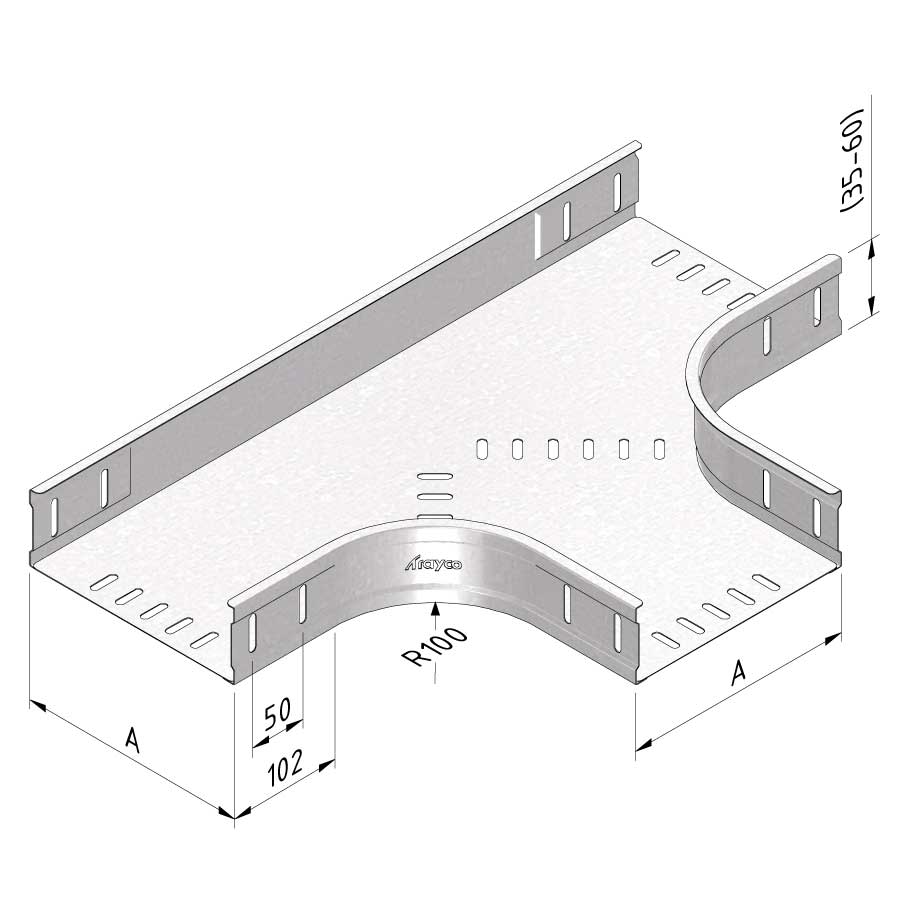
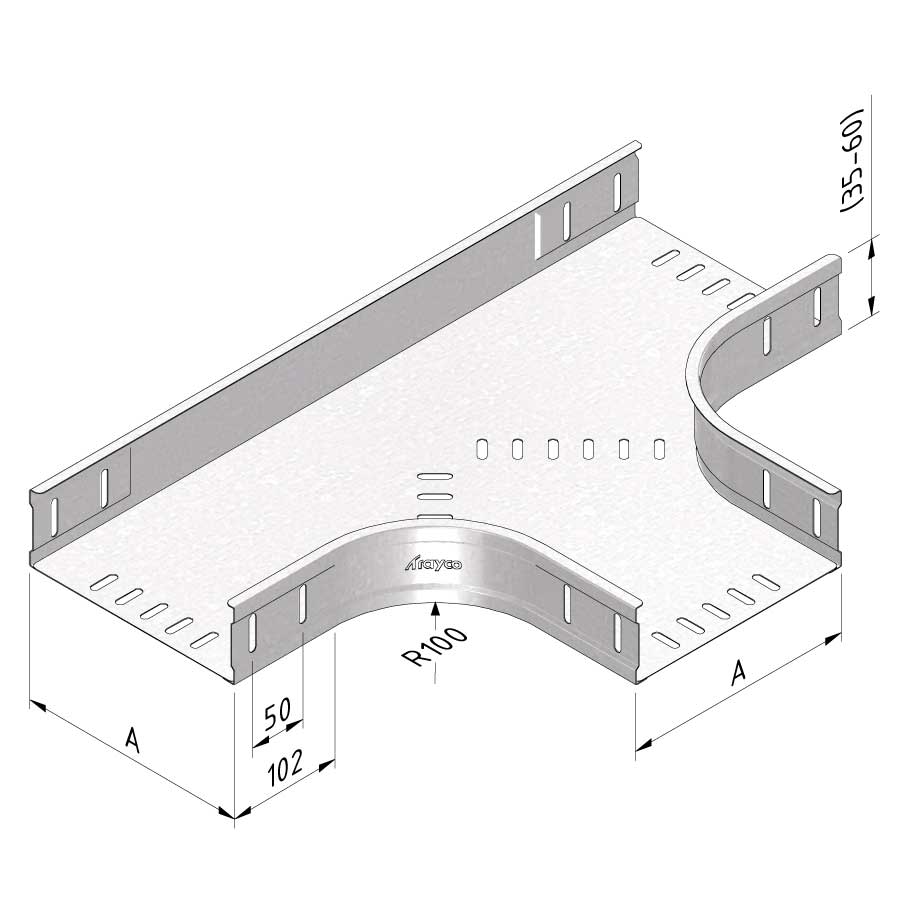
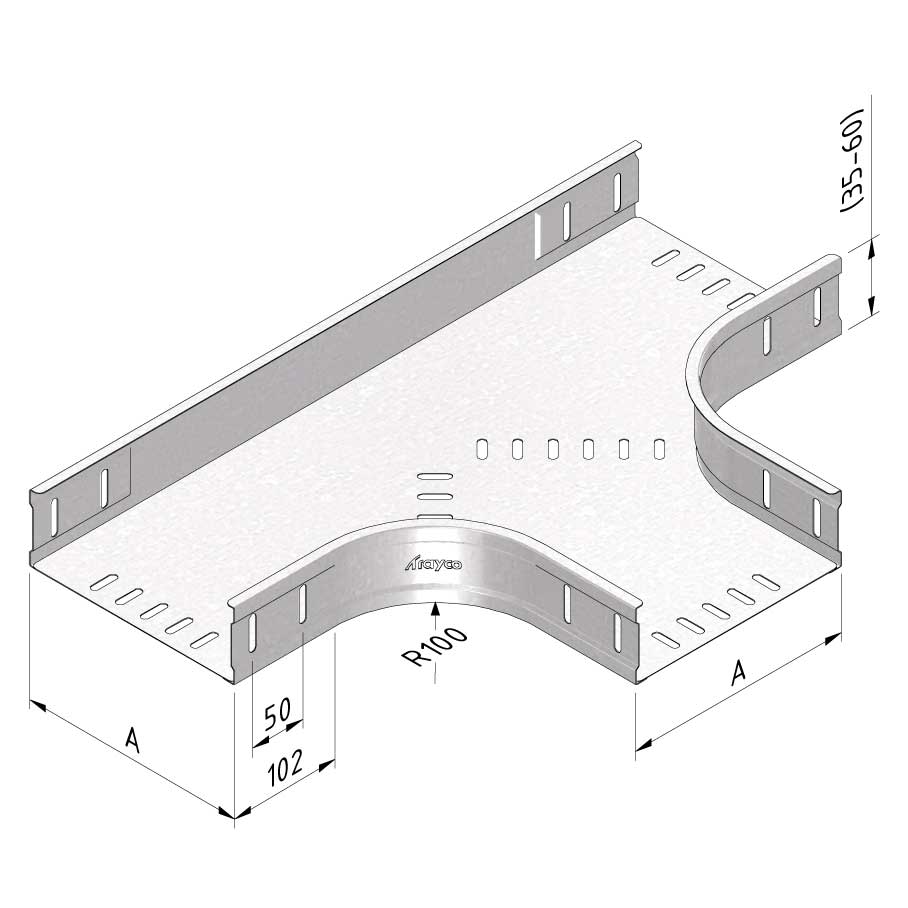
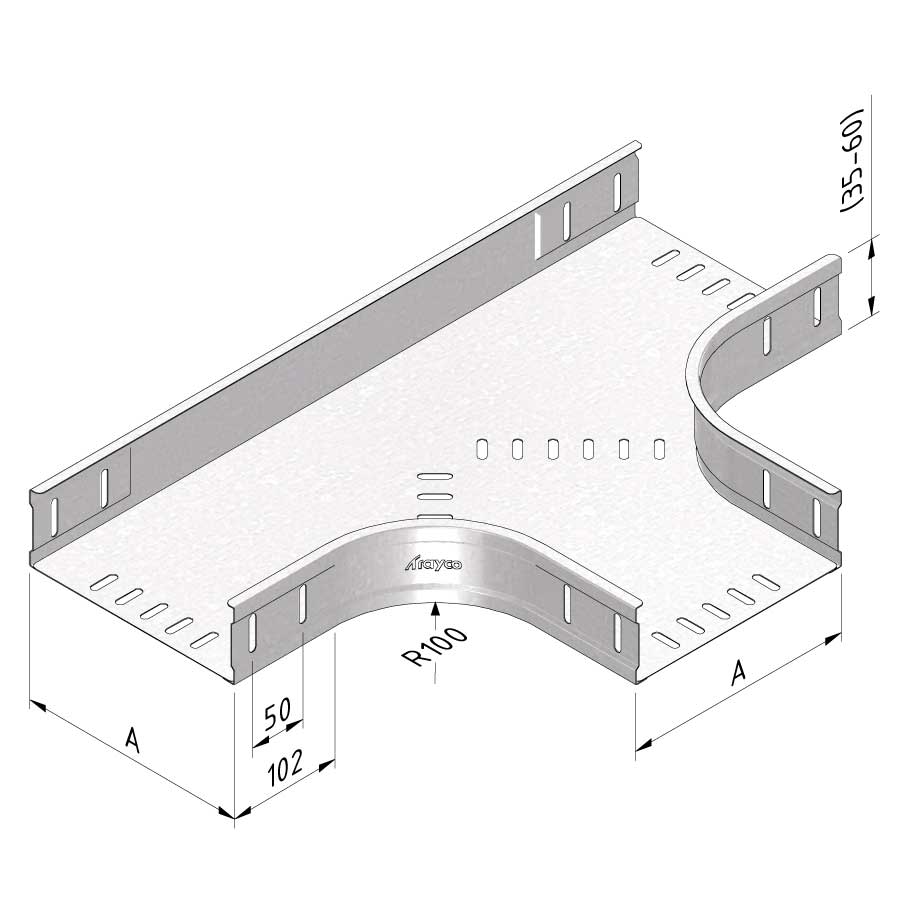
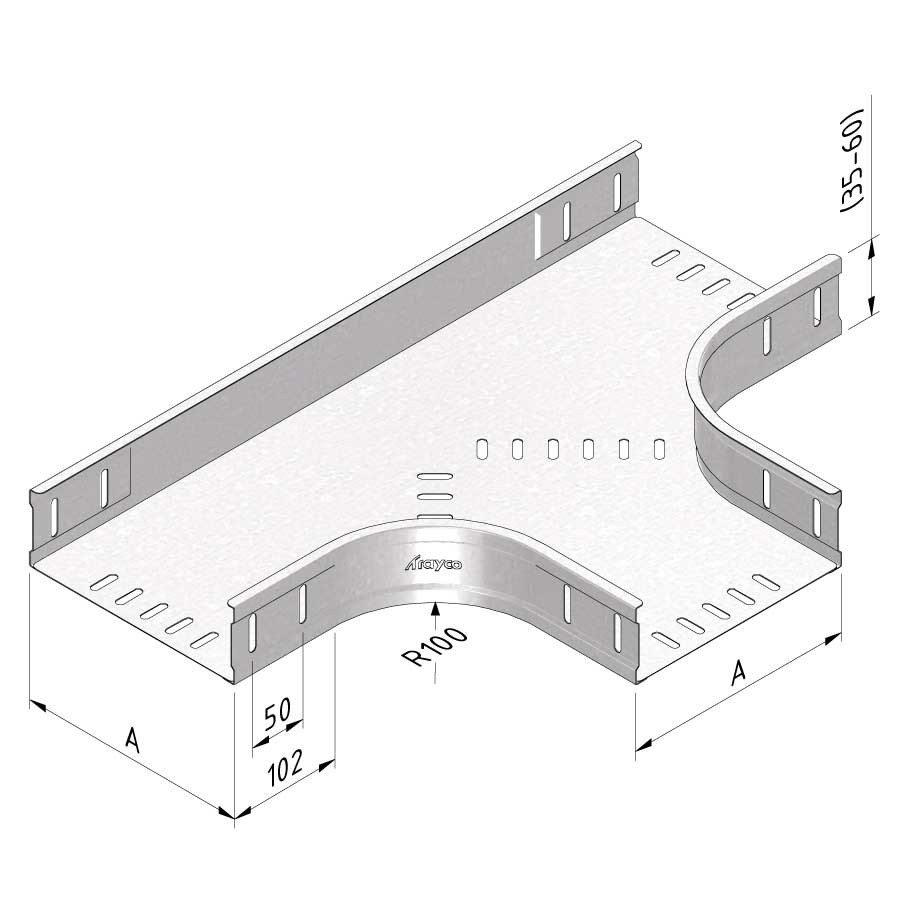
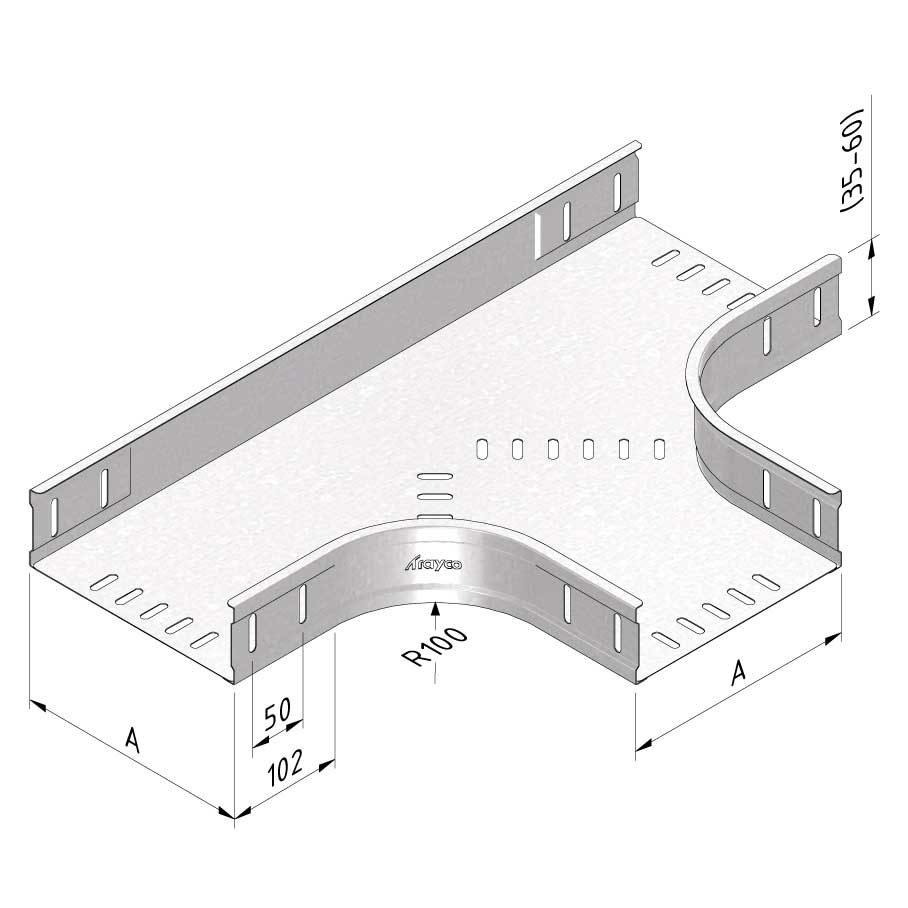
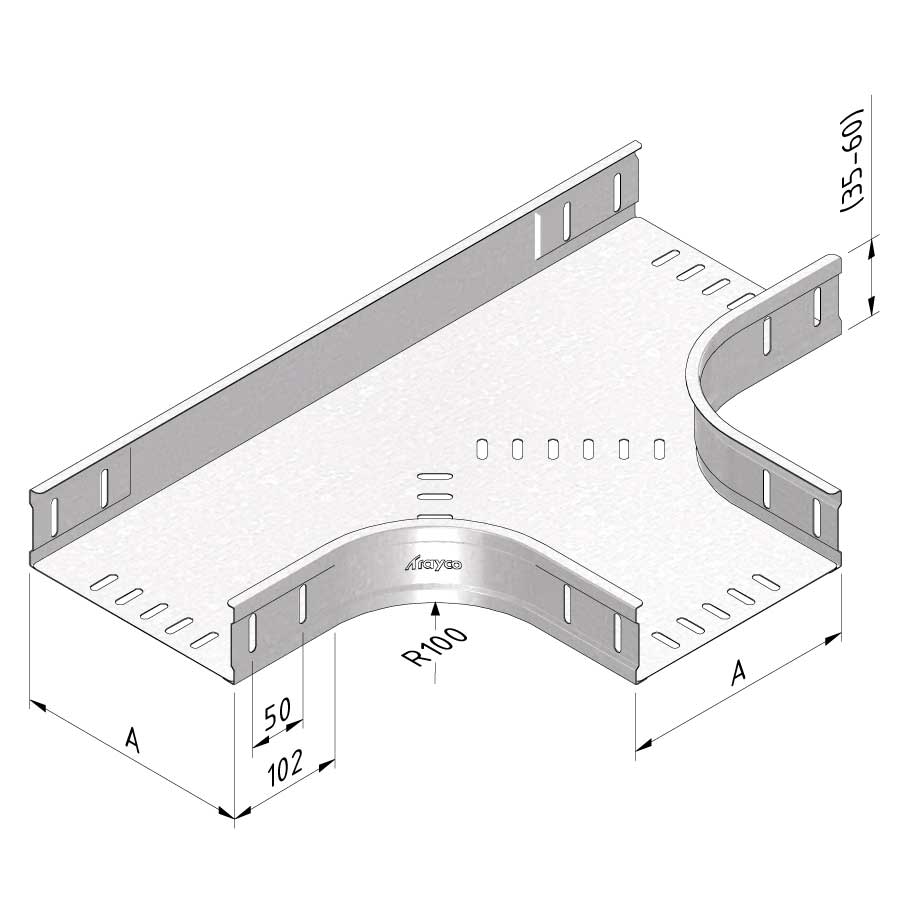
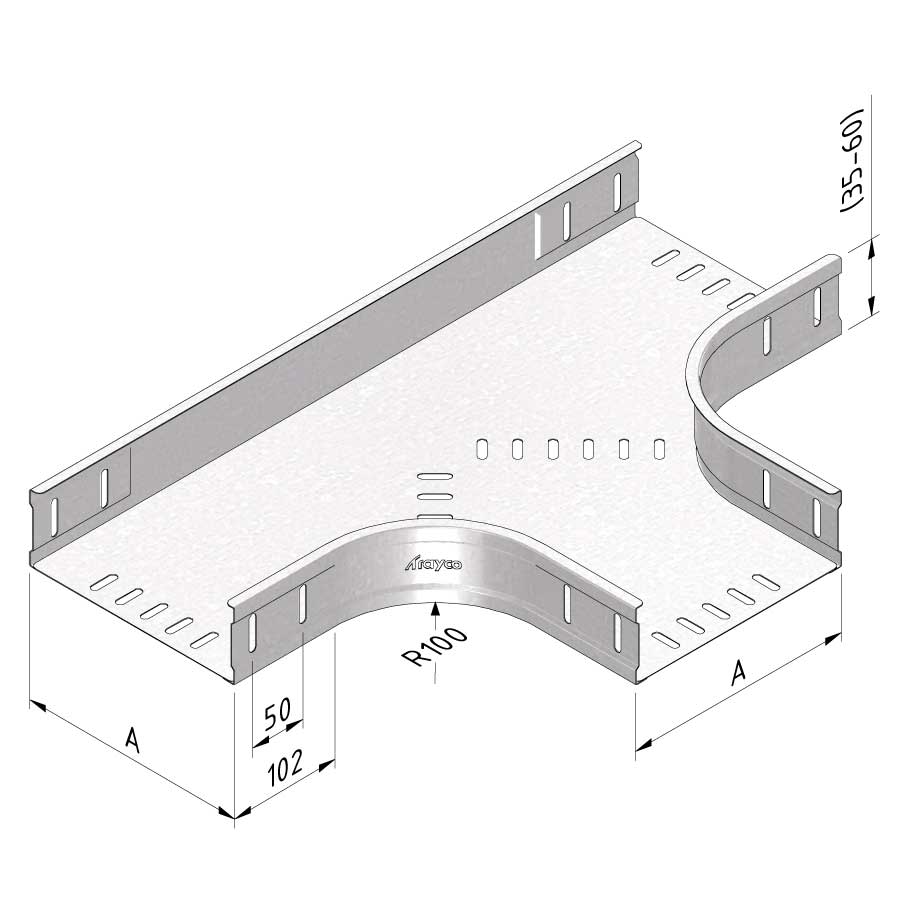
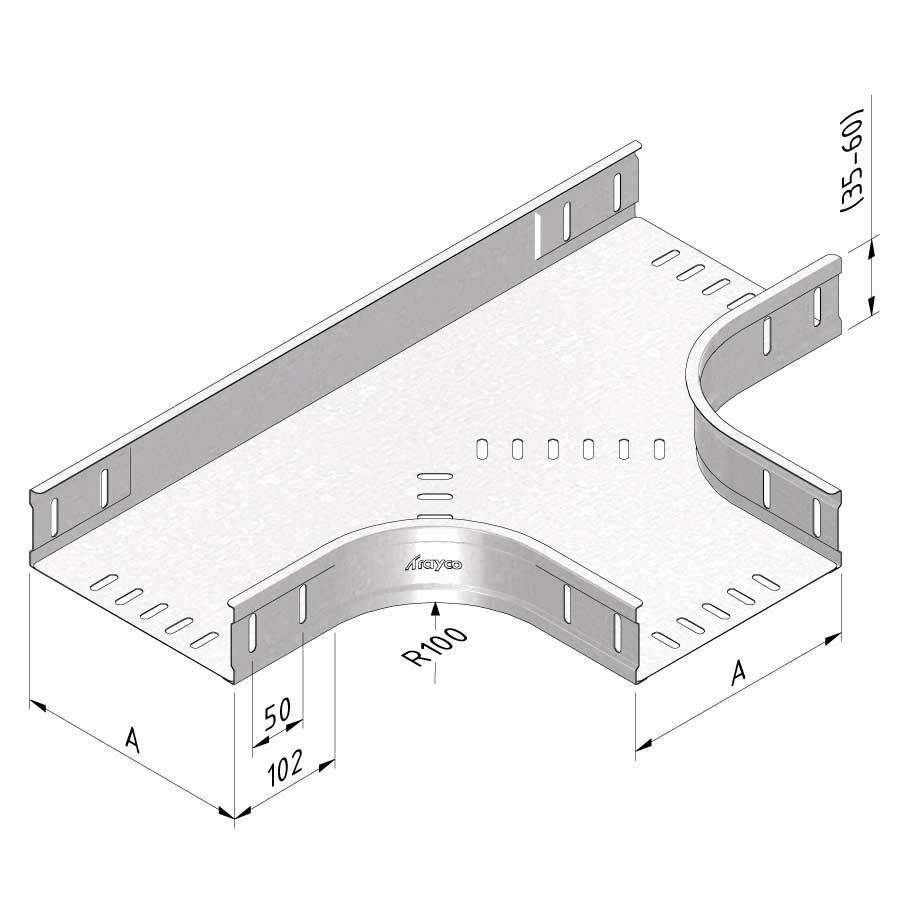
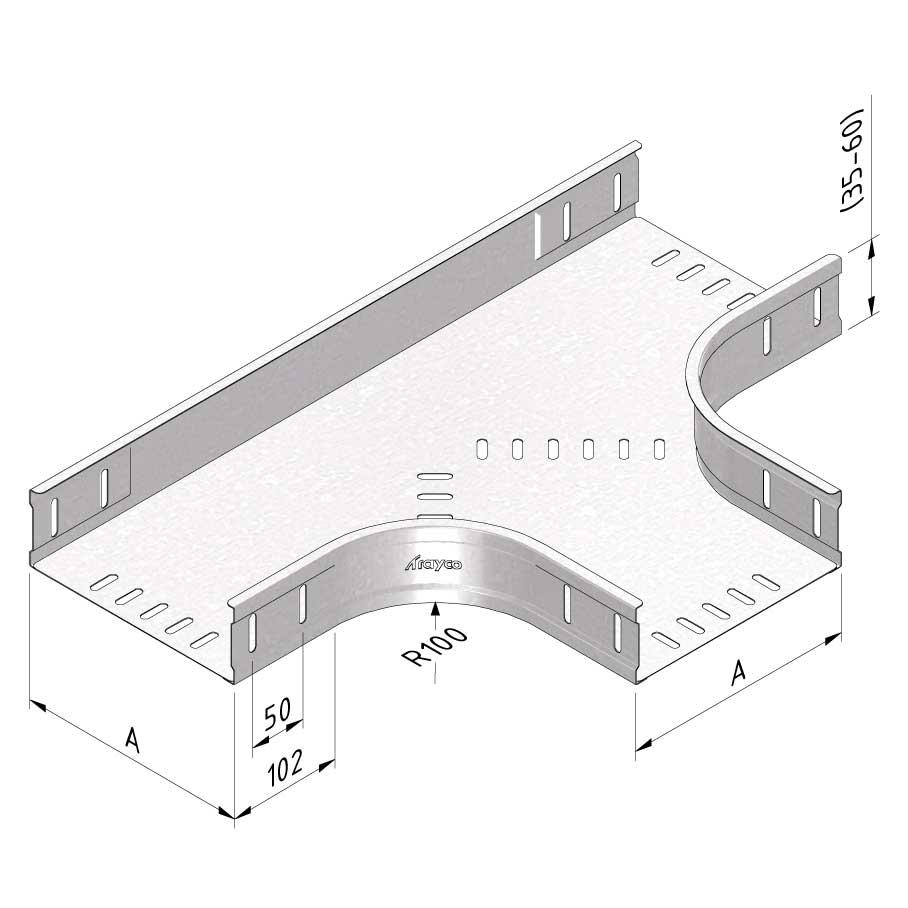
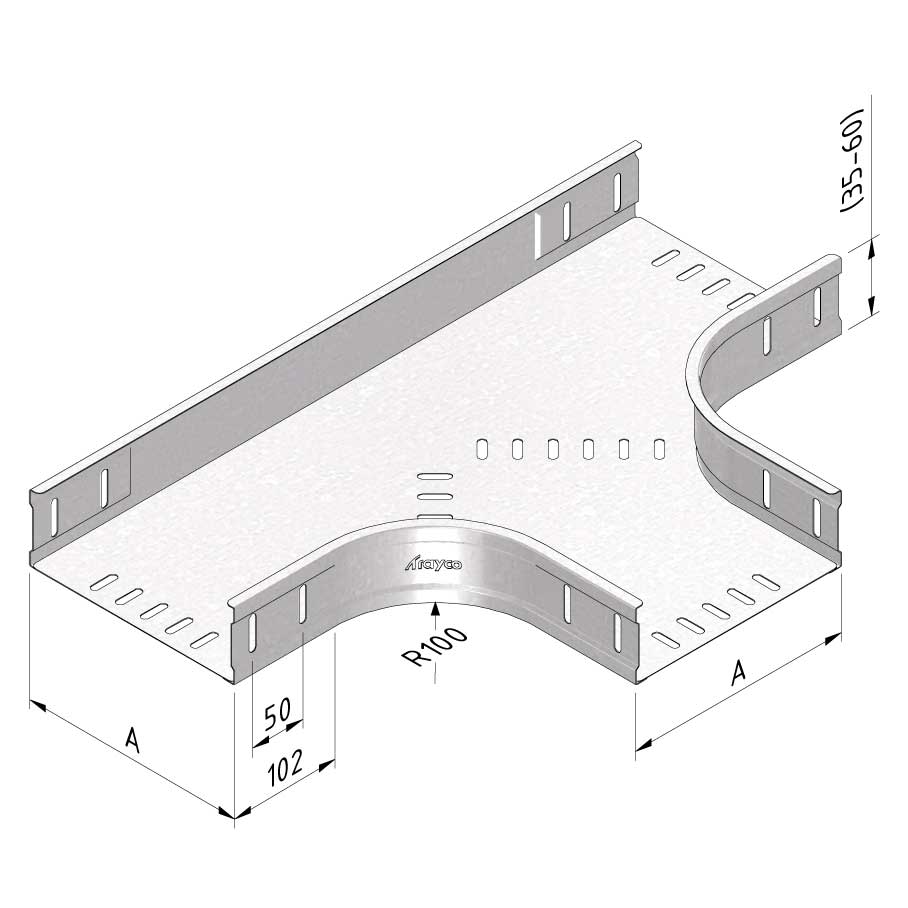
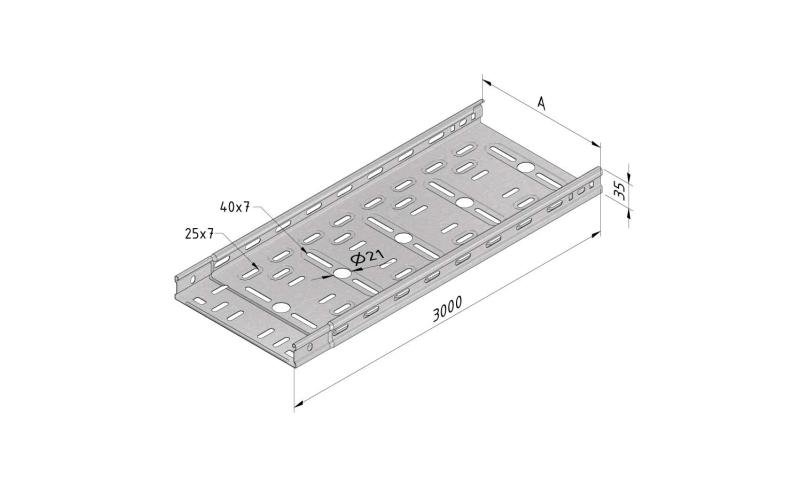
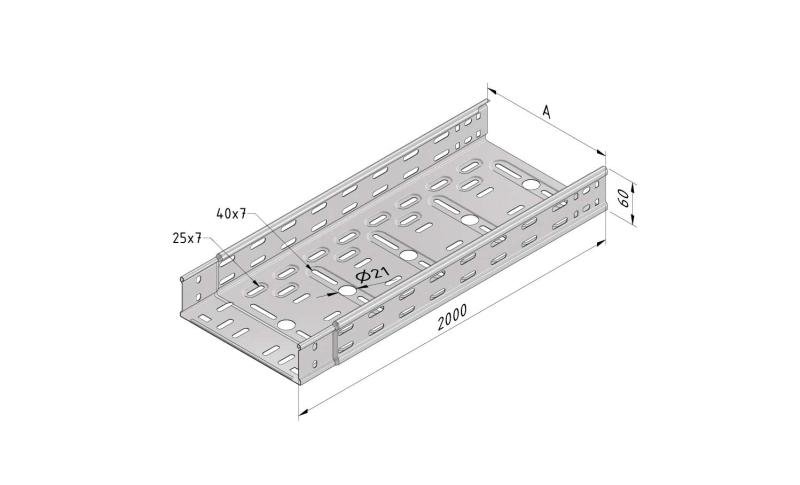
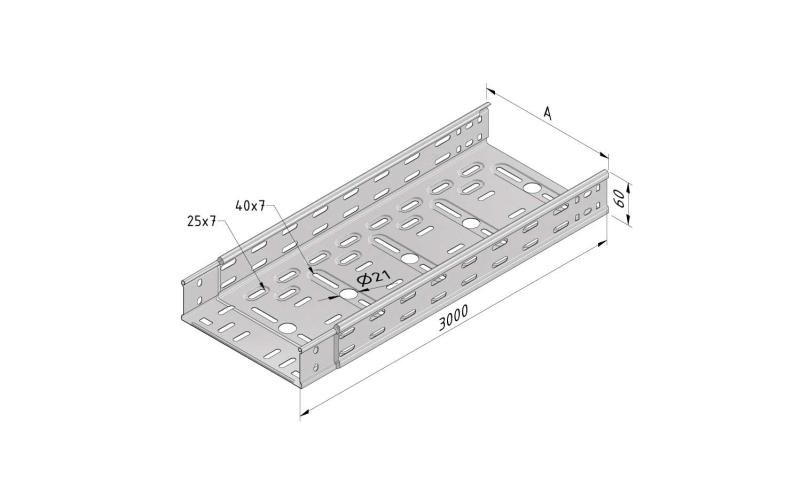
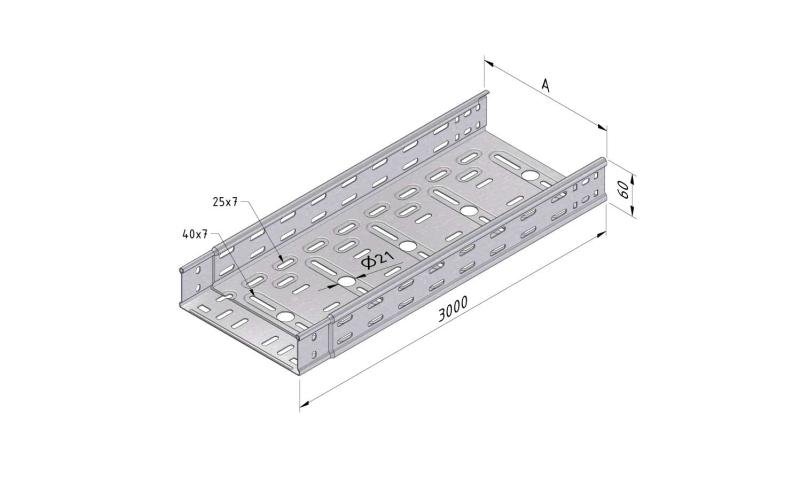
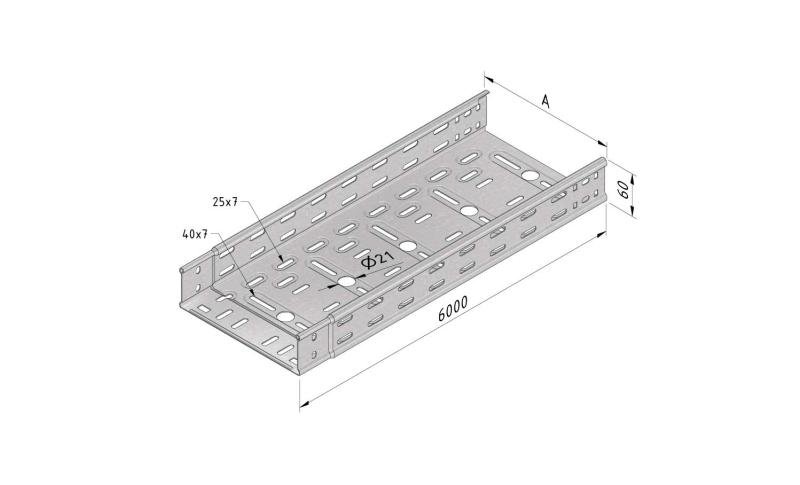
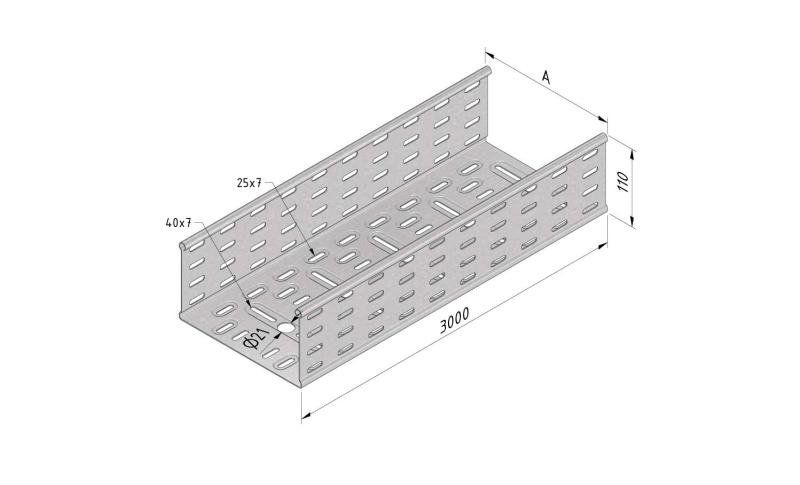
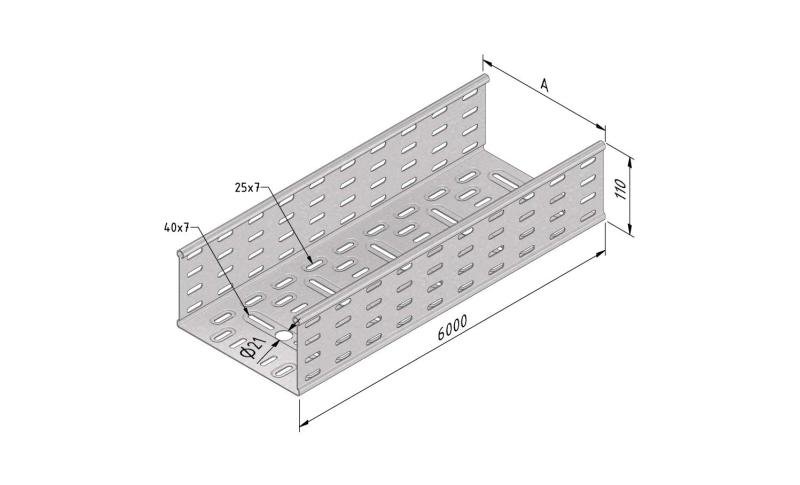
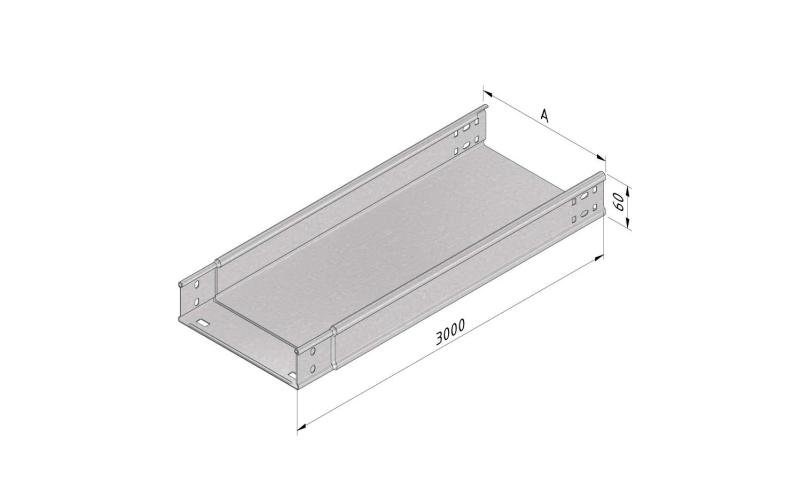
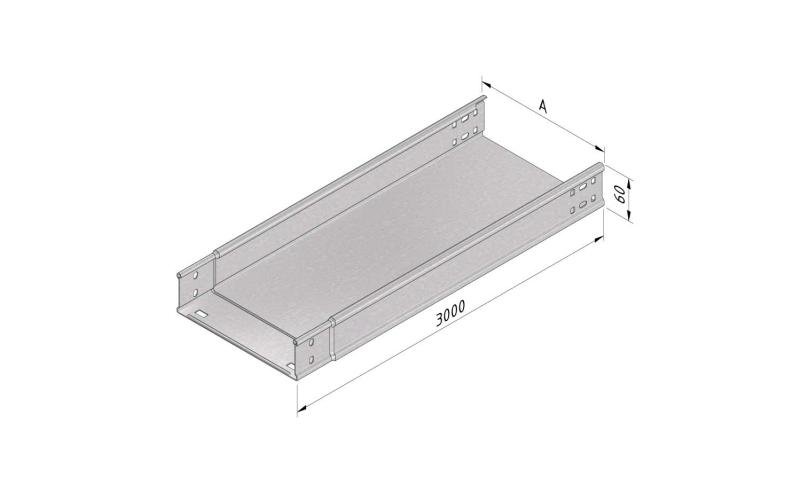
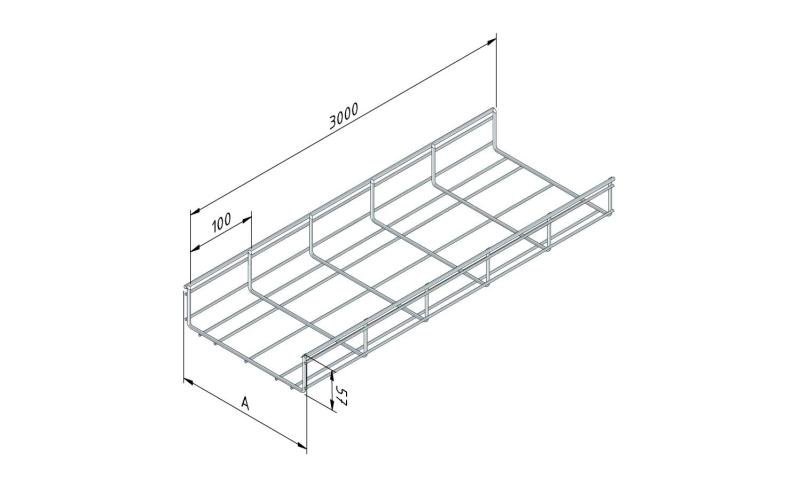
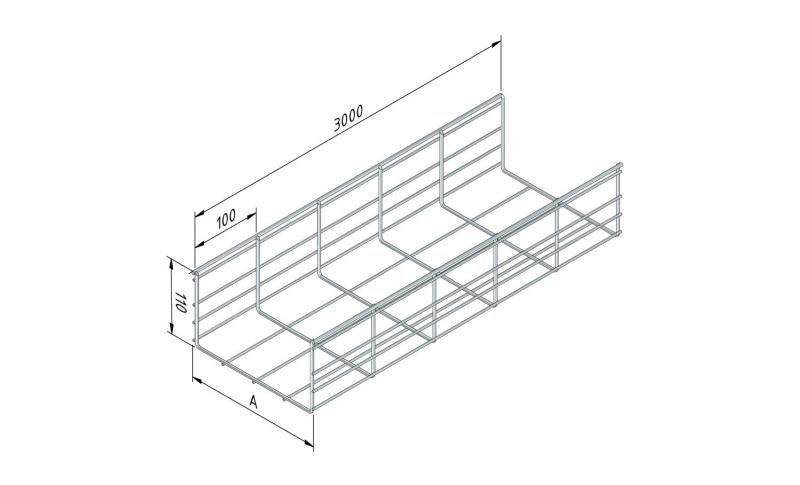
Cable Tray T-piece
CT-T



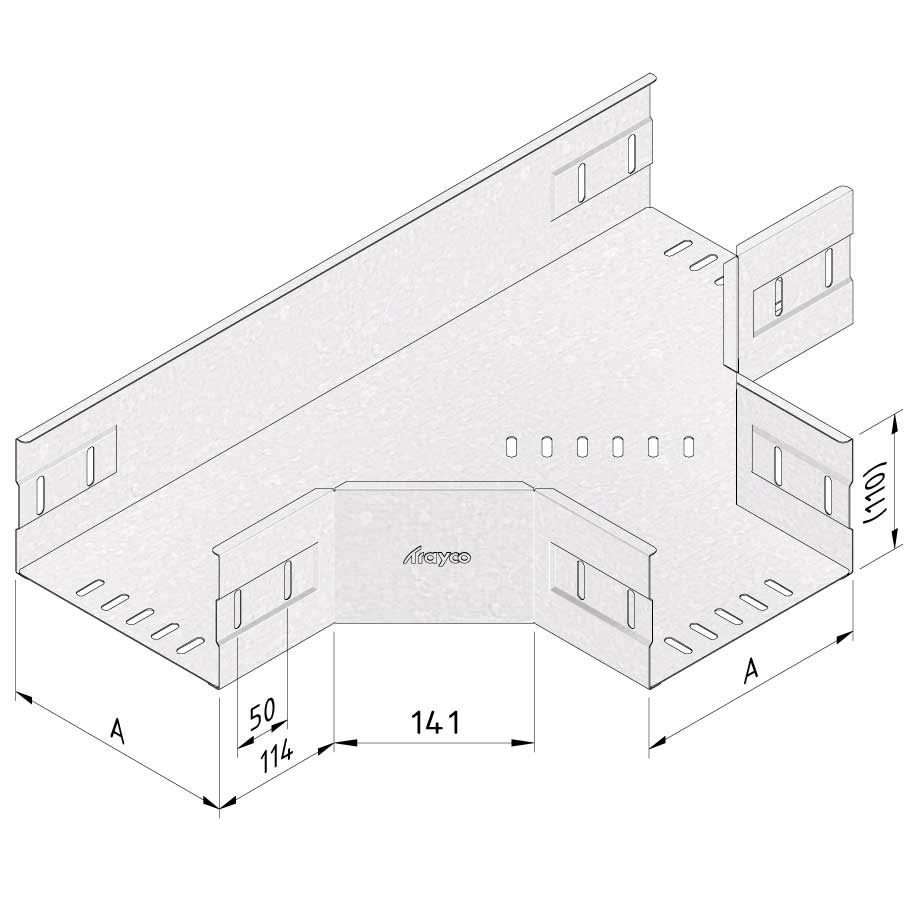
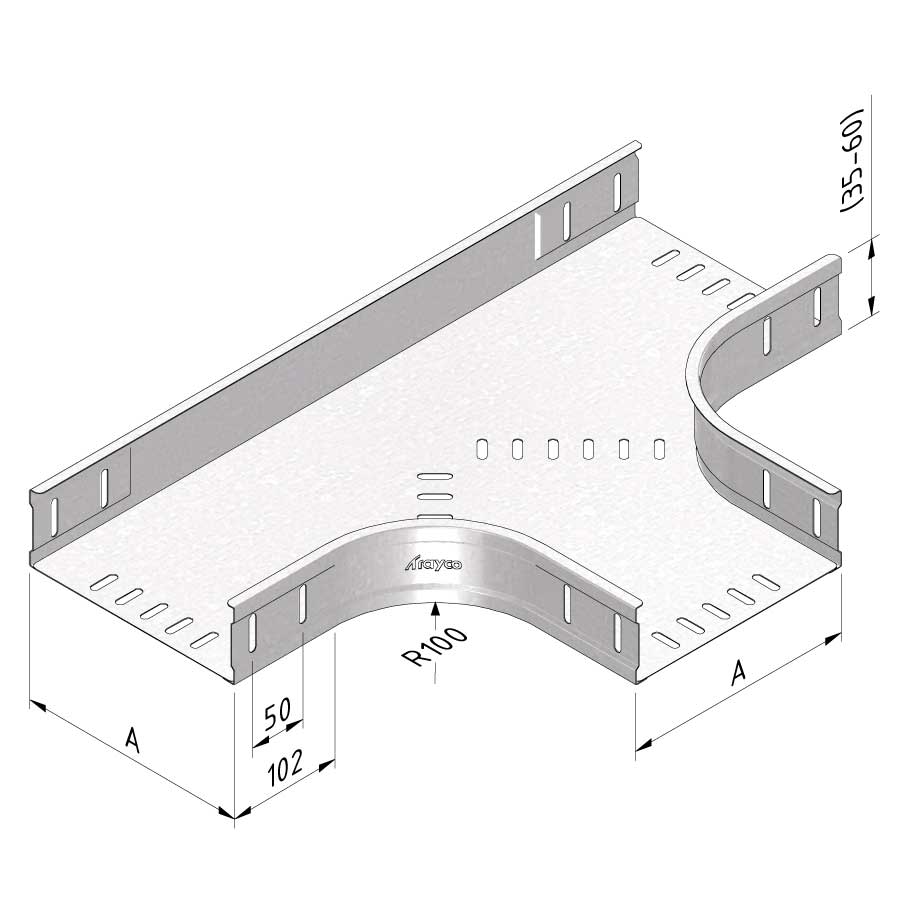

Cable Tray T-piece
CT-T
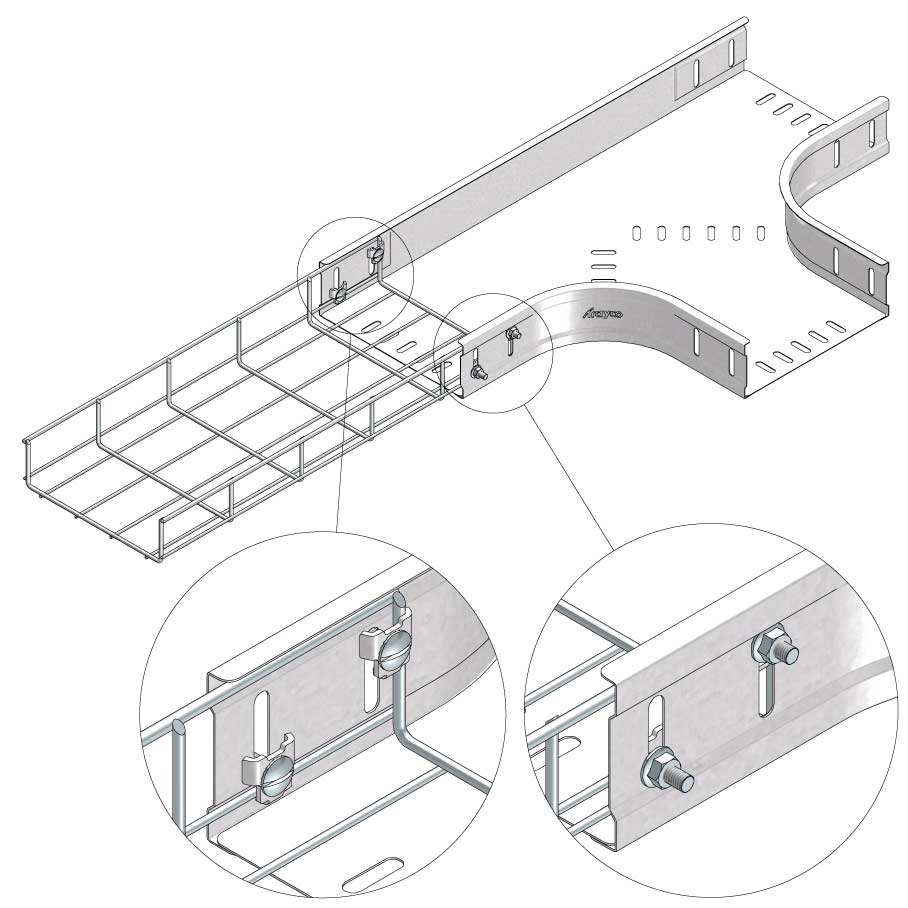
Connect with BN06-10
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
10171 |
CT35-T-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
10172 |
CT35-T-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
10173 |
CT35-T-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
10174 |
CT35-T-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
10175 |
CT35-T-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
10176 |
CT35-T-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
16322 |
CT35-T-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
10487 |
CT35-T-050-DG |
DG
|
50
|
1
|
|
|
|
|
10488 |
CT35-T-075-DG |
DG
|
75
|
1
|
|
|
|
|
10489 |
CT35-T-100-DG |
DG
|
100
|
1
|
|
|
|
|
10490 |
CT35-T-150-DG |
DG
|
150
|
1
|
|
|
|
|
10491 |
CT35-T-200-DG |
DG
|
200
|
1
|
|
|
|
|
10492 |
CT35-T-300-DG |
DG
|
300
|
1
|
|
|
|
|
16323 |
CT35-T-400-DG |
DG
|
400
|
1
|
|
|
|
|
10928 |
CT60-T-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
10177 |
CT60-T-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
10178 |
CT60-T-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
10179 |
CT60-T-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
10180 |
CT60-T-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
10181 |
CT60-T-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
10182 |
CT60-T-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
10183 |
CT60-T-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
10184 |
CT60-T-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
19841 |
CT60-T-050-UG |
UG
|
50
|
1
|
|
|
|
|
19842 |
CT60-T-075-UG |
UG
|
75
|
1
|
|
|
|
|
19843 |
CT60-T-100-UG |
UG
|
100
|
1
|
|
|
|
|
19844 |
CT60-T-150-UG |
UG
|
150
|
1
|
|
|
|
|
19845 |
CT60-T-200-UG |
UG
|
200
|
1
|
|
|
|
|
19846 |
CT60-T-300-UG |
UG
|
300
|
1
|
|
|
|
|
19847 |
CT60-T-400-UG |
UG
|
400
|
1
|
|
|
|
|
19848 |
CT60-T-500-UG |
UG
|
500
|
1
|
|
|
|
|
19849 |
CT60-T-600-UG |
UG
|
600
|
1
|
|
|
|
|
12008 |
CT110-T-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
12009 |
CT110-T-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
12010 |
CT110-T-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
12011 |
CT110-T-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
12012 |
CT110-T-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
12064 |
CT110-T-150-DG |
DG
|
150
|
1
|
|
|
|
|
12065 |
CT110-T-200-DG |
DG
|
200
|
1
|
|
|
|
|
12066 |
CT110-T-300-DG |
DG
|
300
|
1
|
|
|
|
|
12067 |
CT110-T-400-DG |
DG
|
400
|
1
|
|
|
|
|
12068 |
CT110-T-500-DG |
DG
|
500
|
1
|
|
|
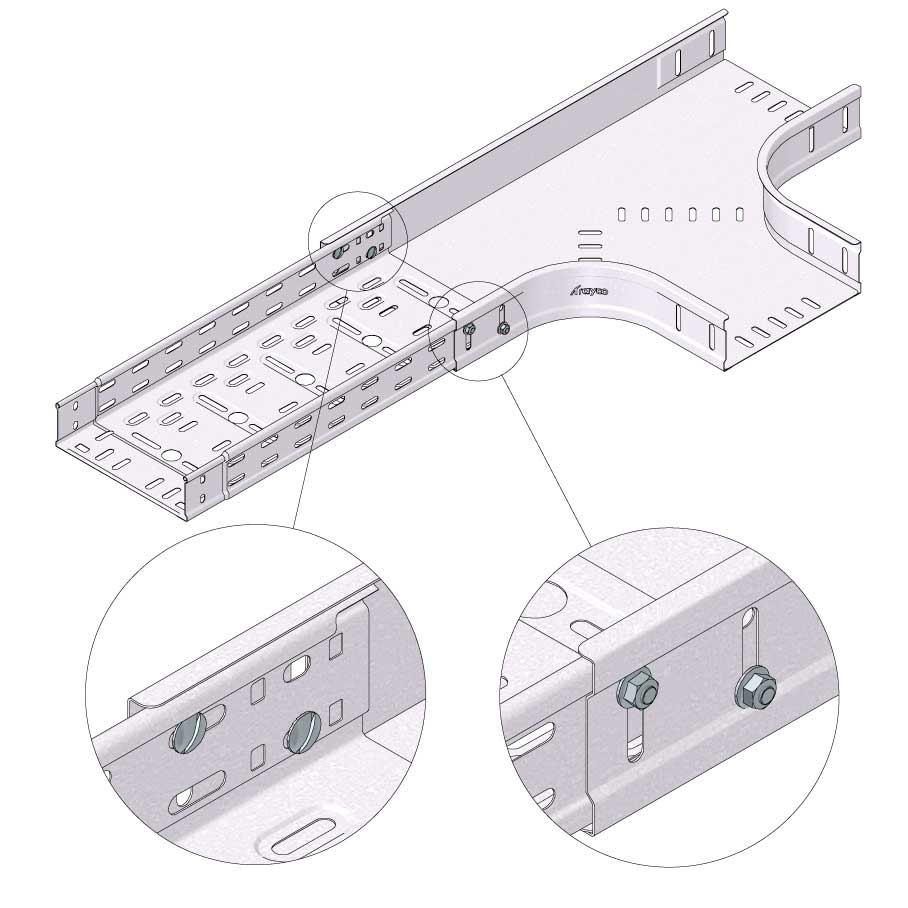



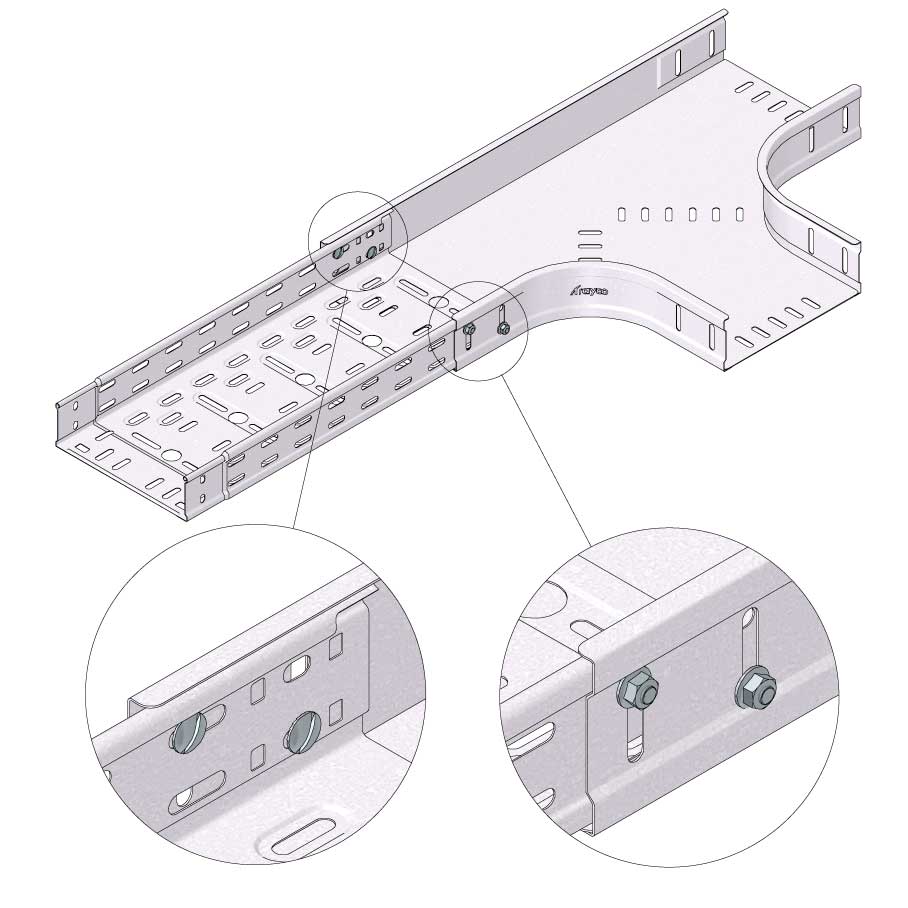



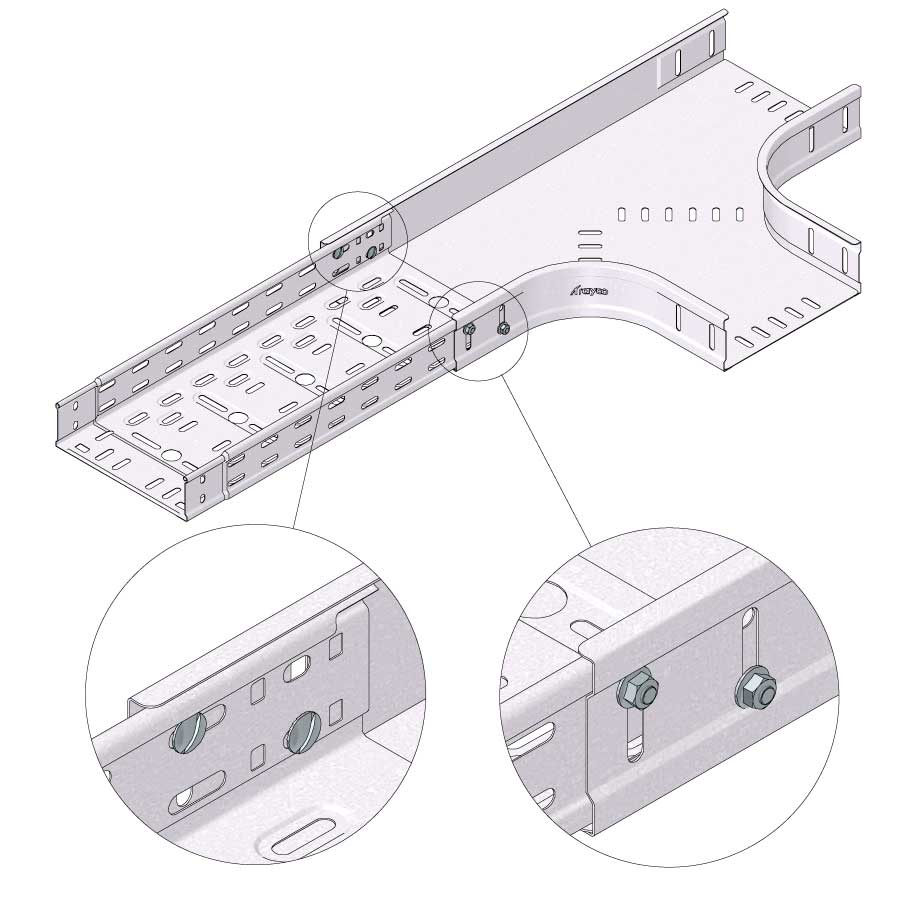



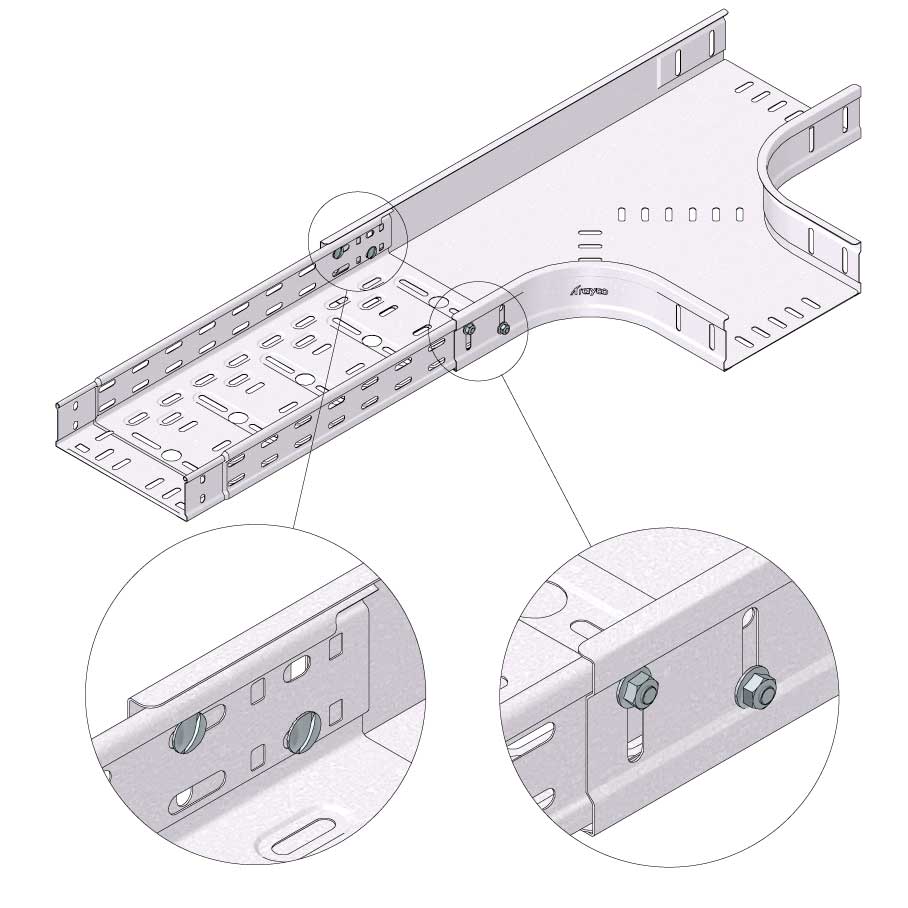



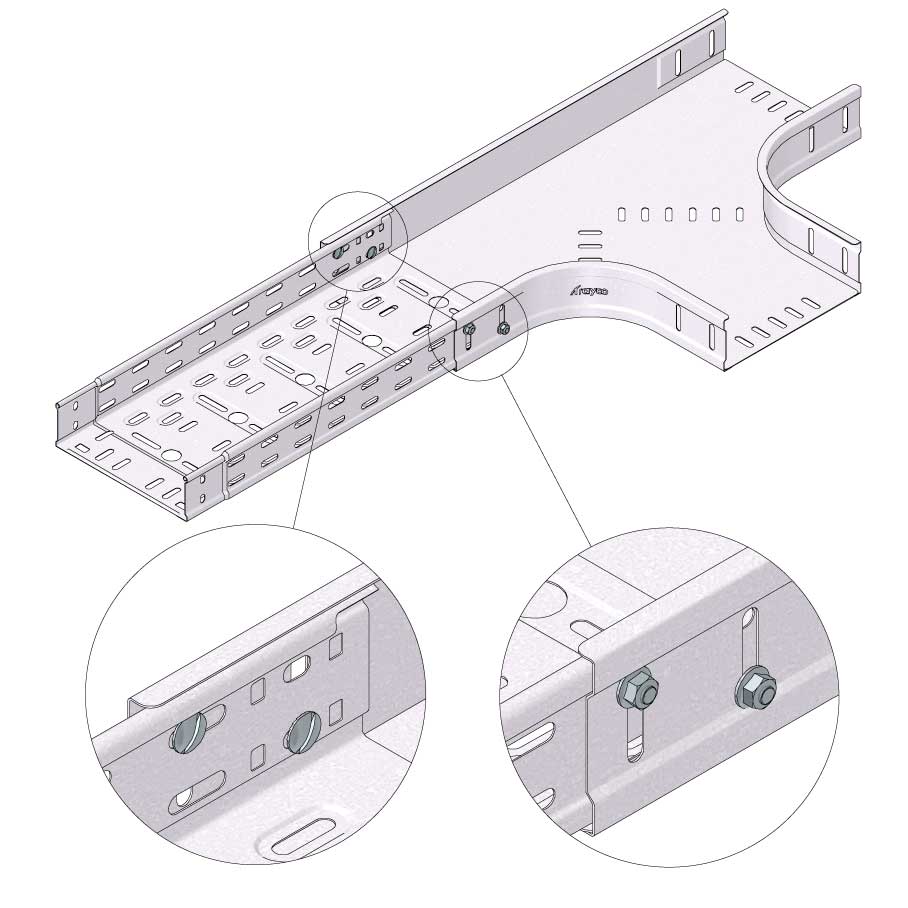



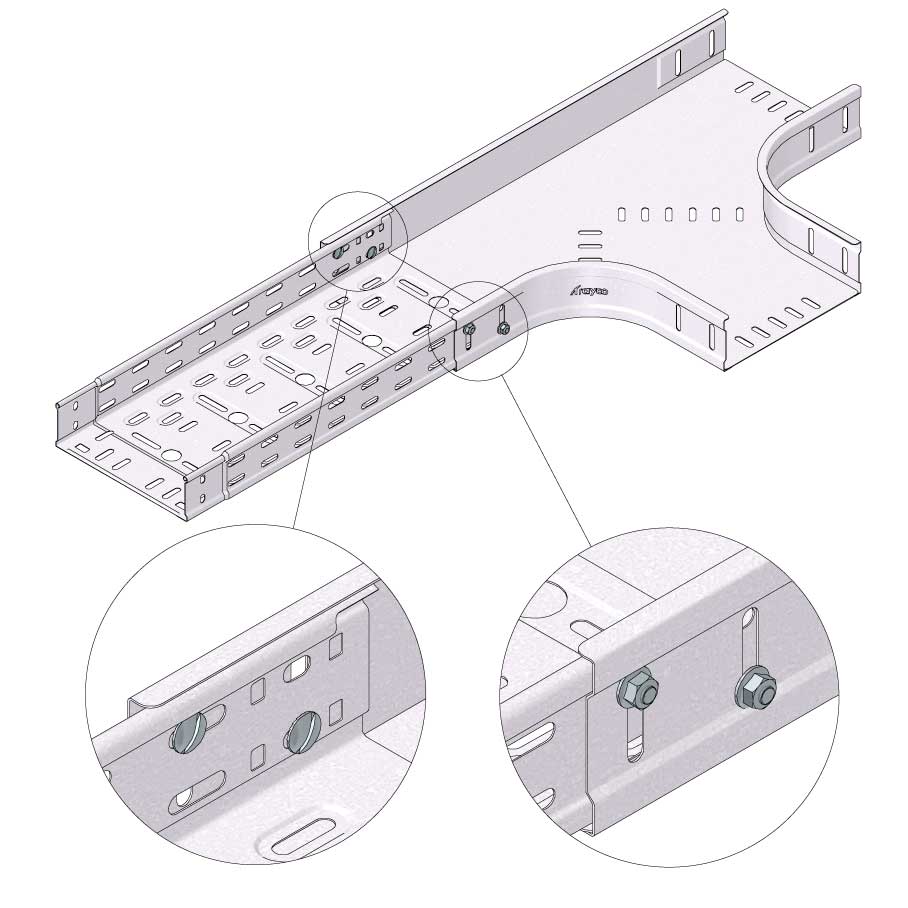



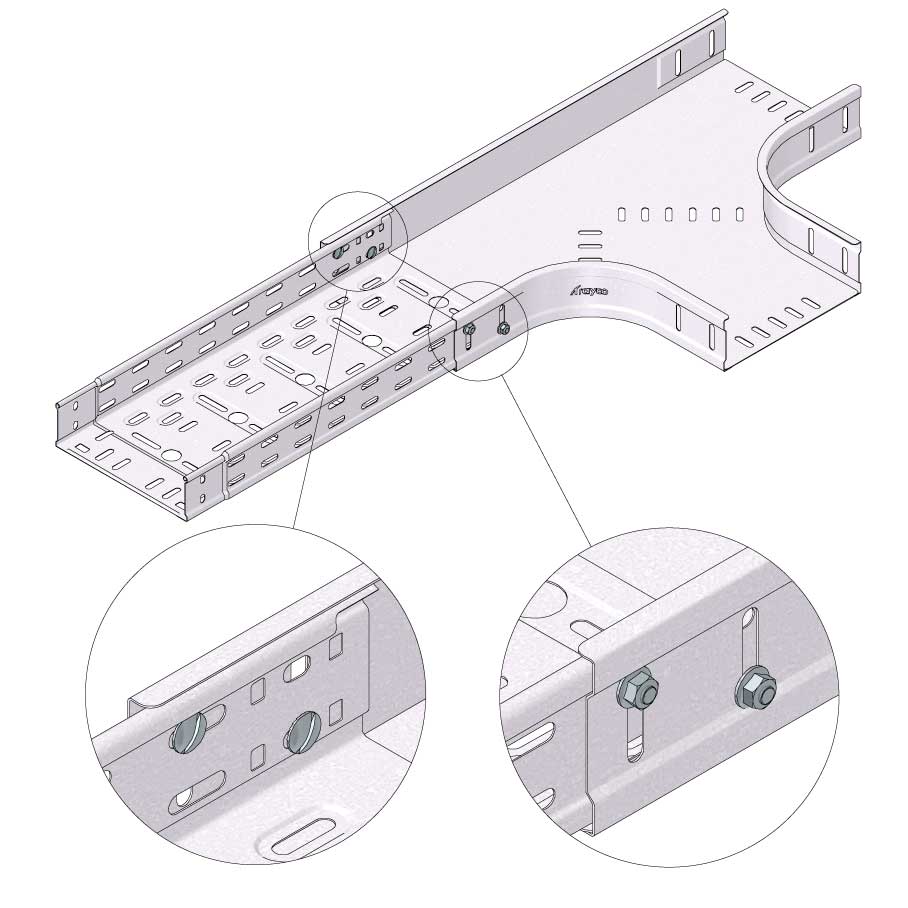



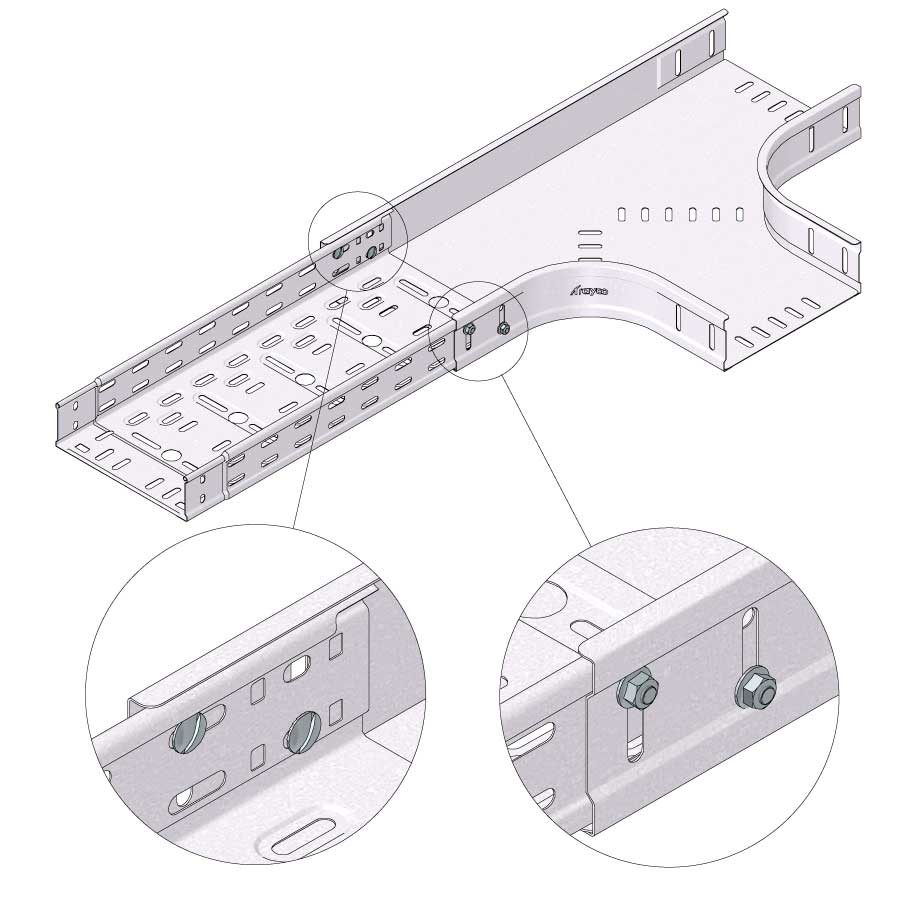



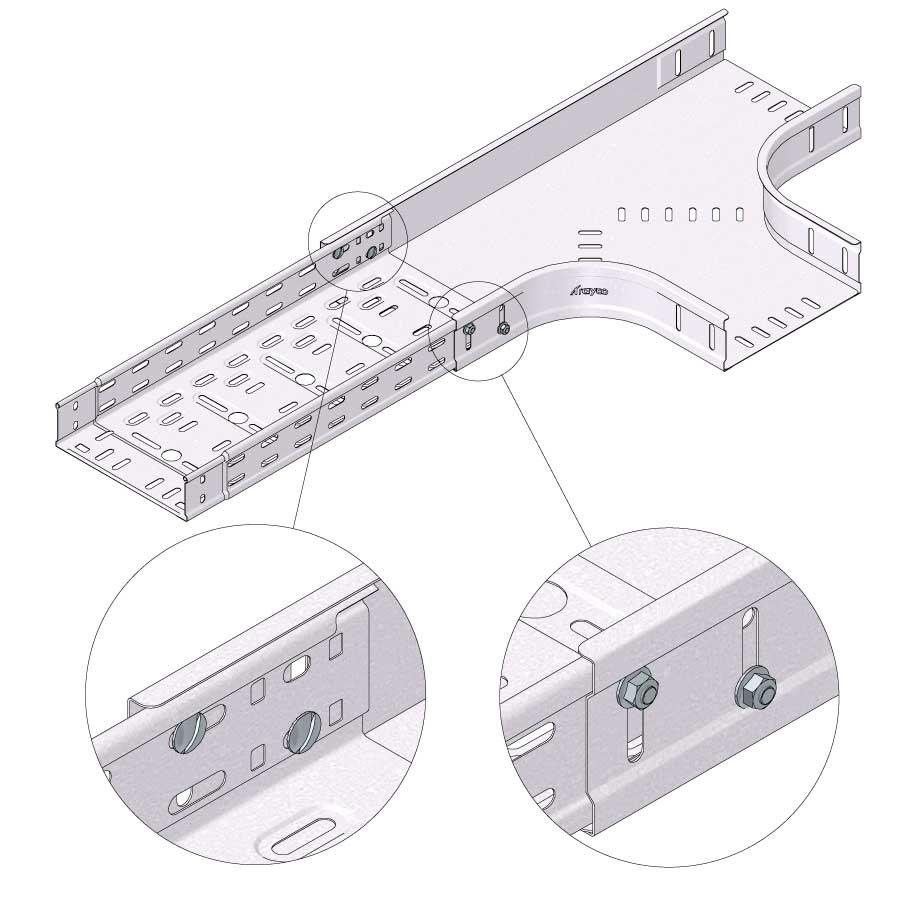



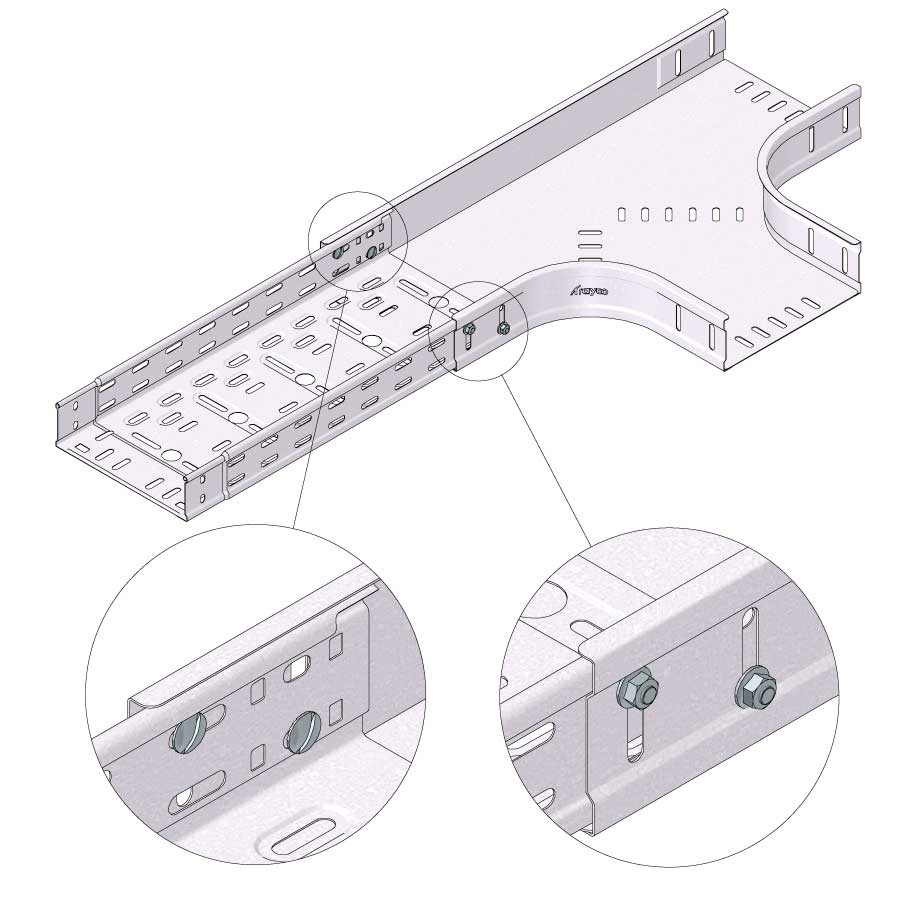



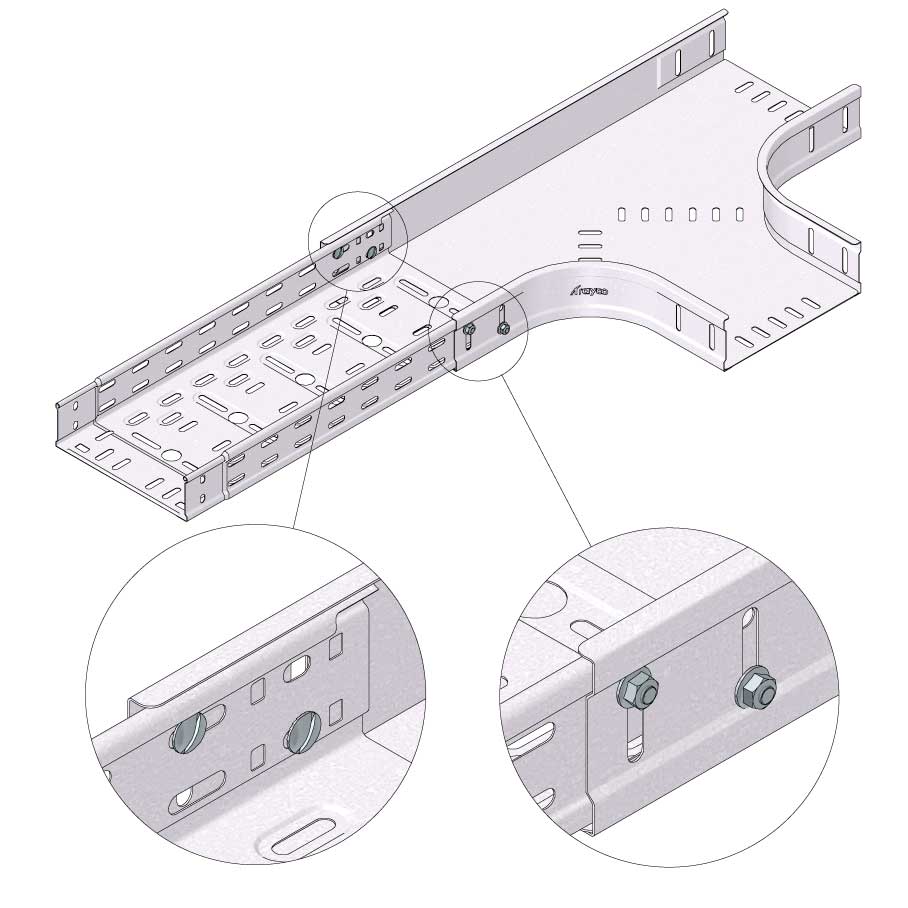



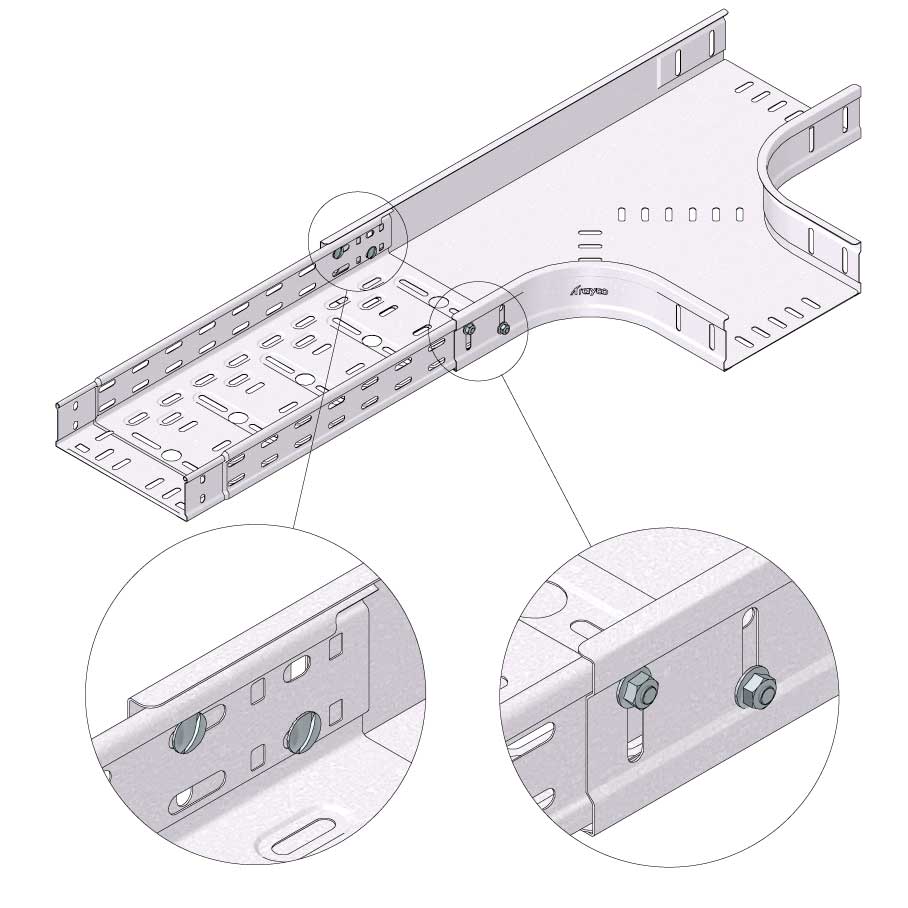



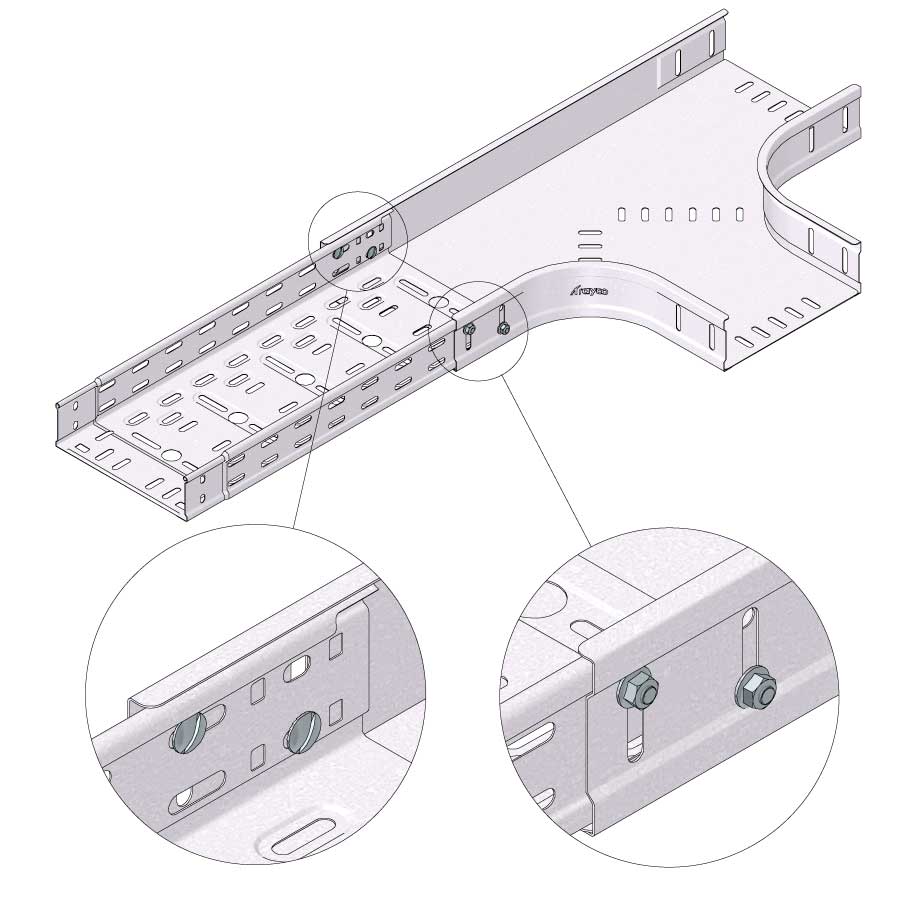



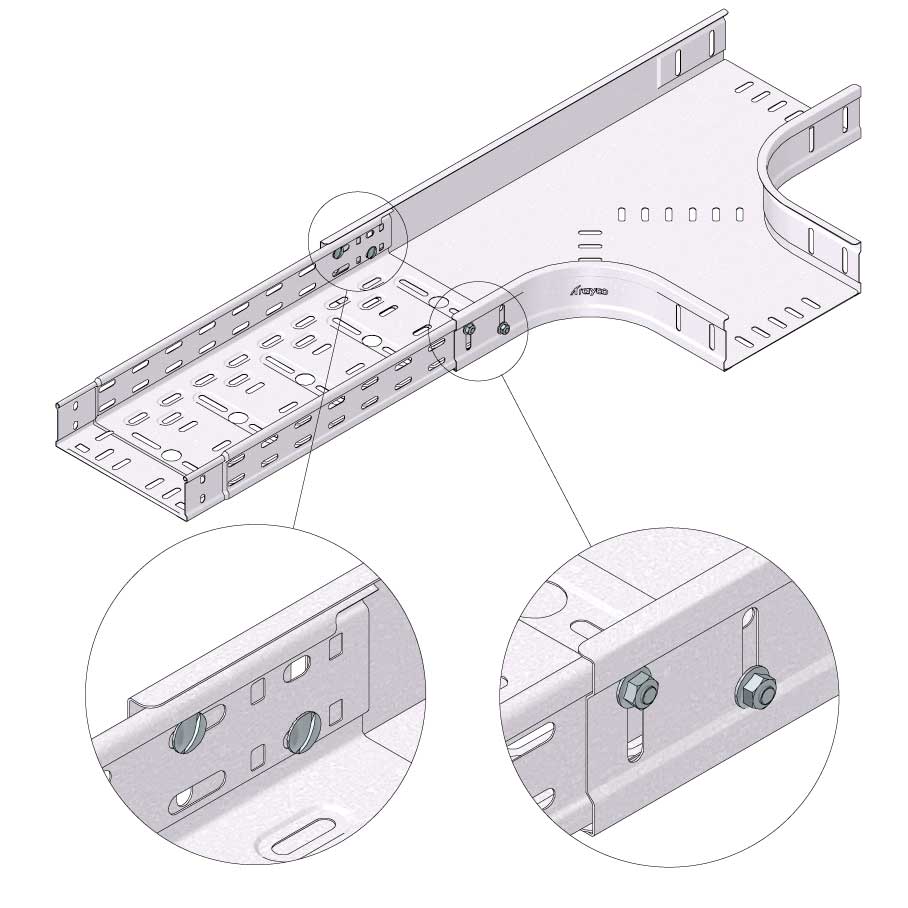



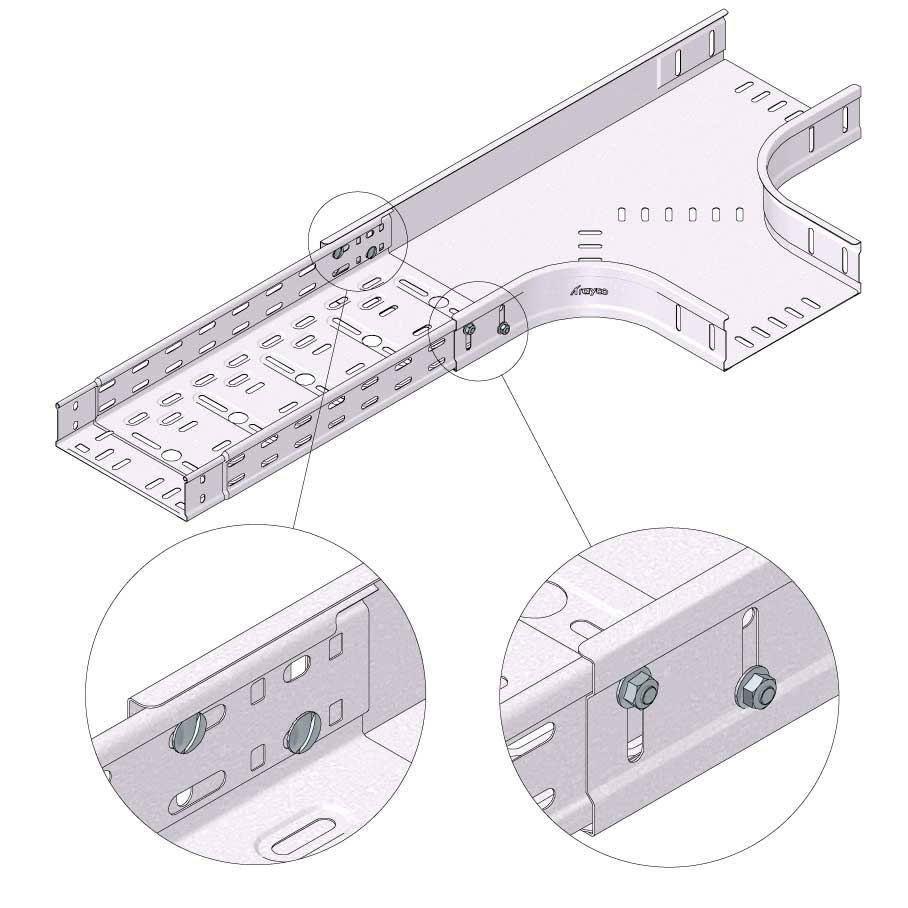



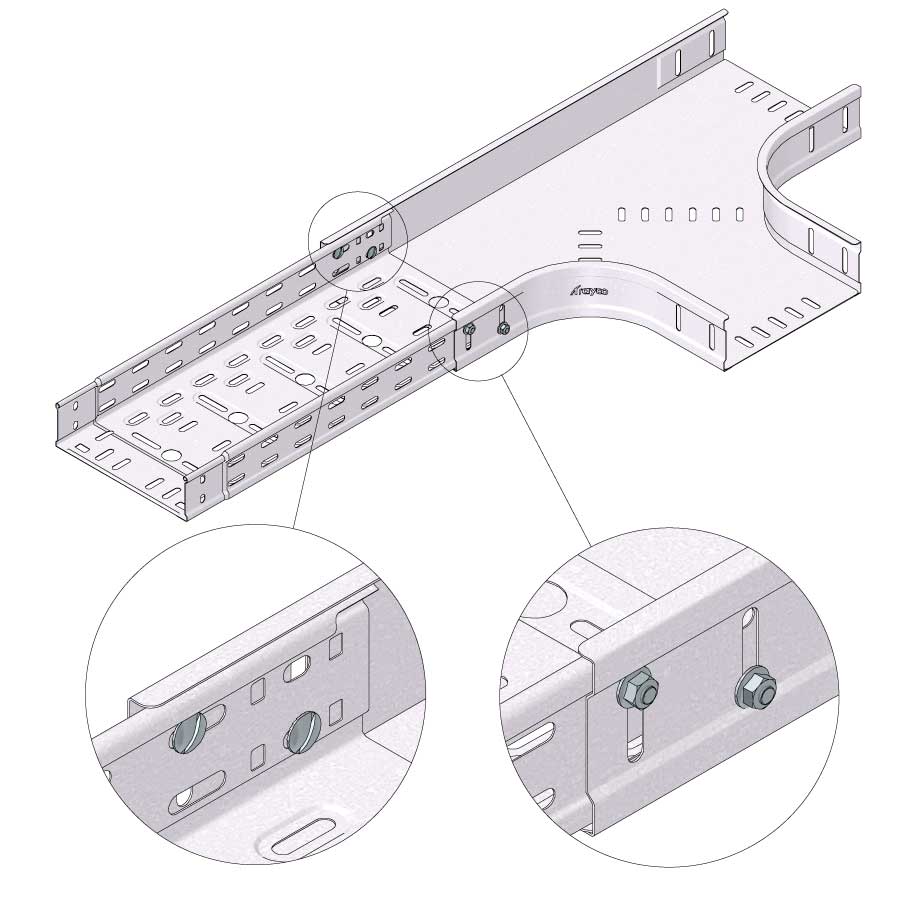



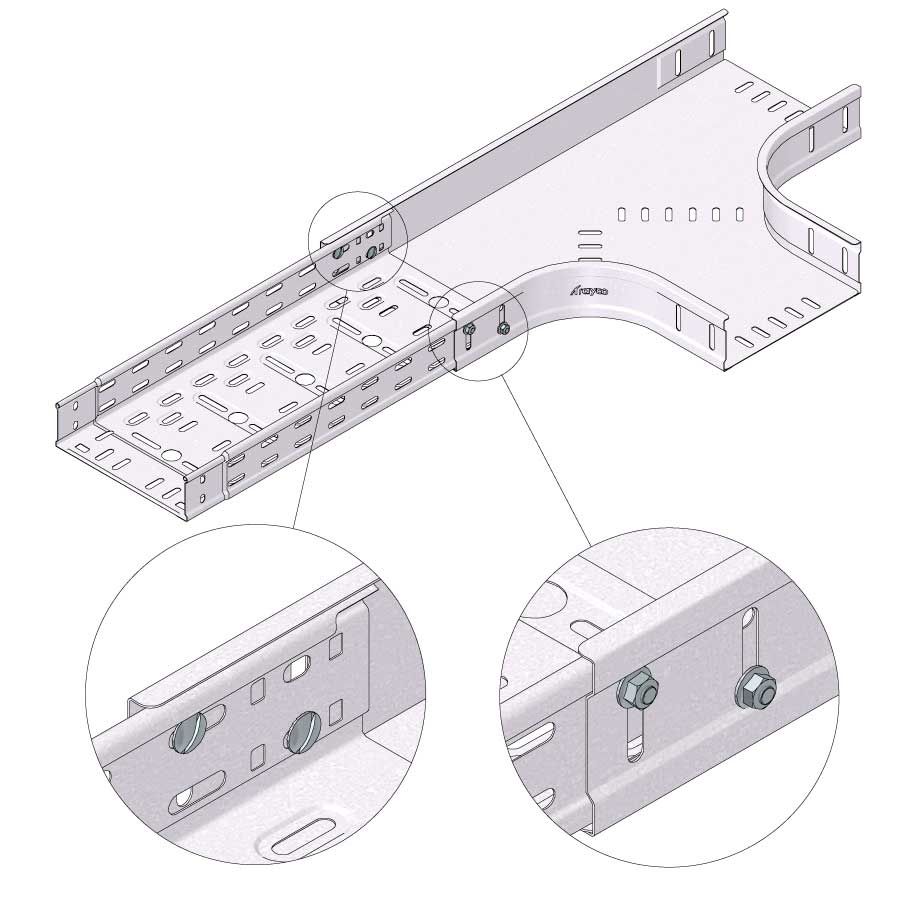



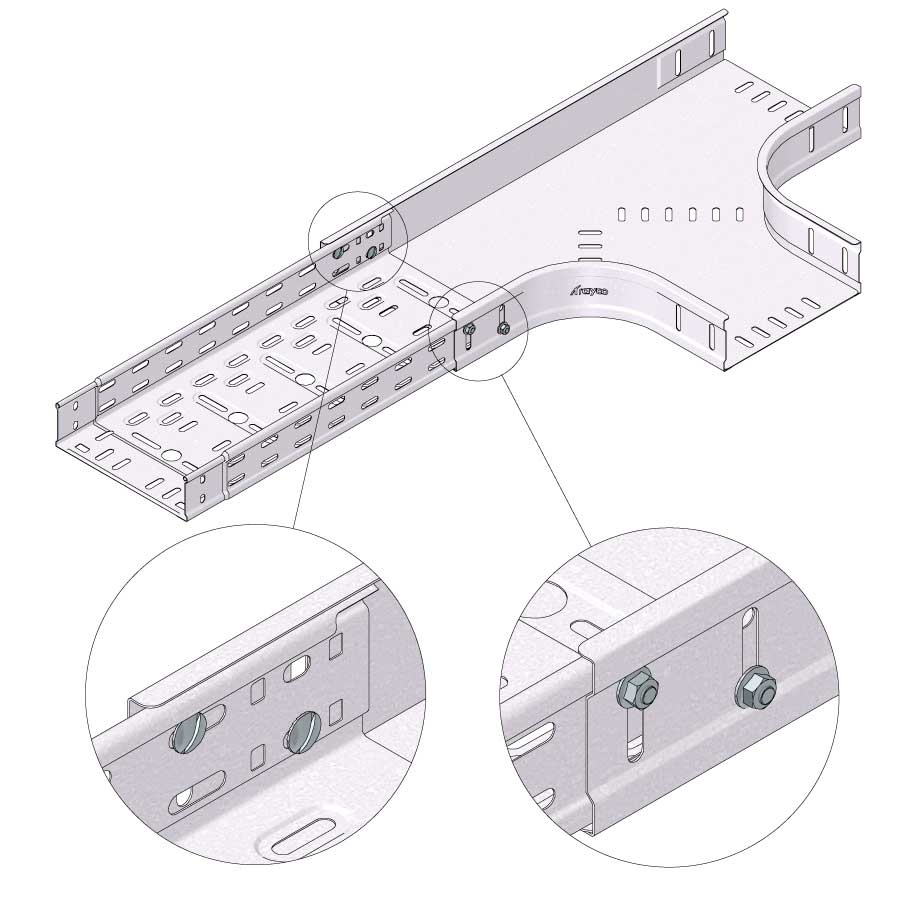



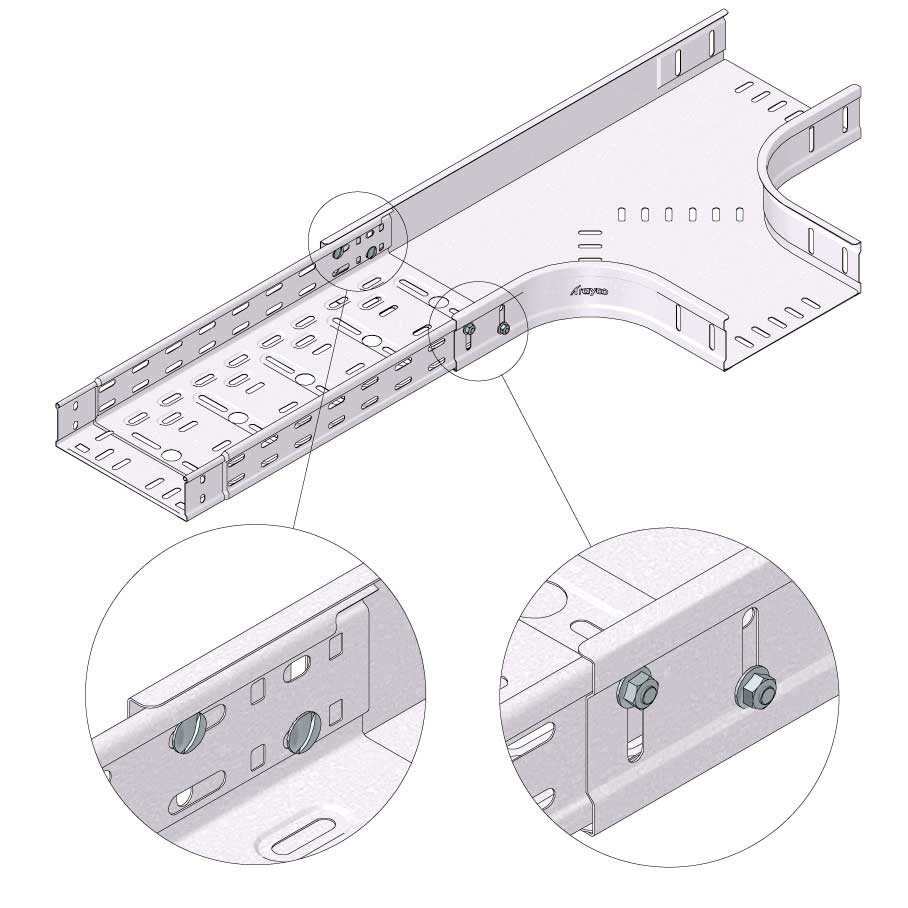



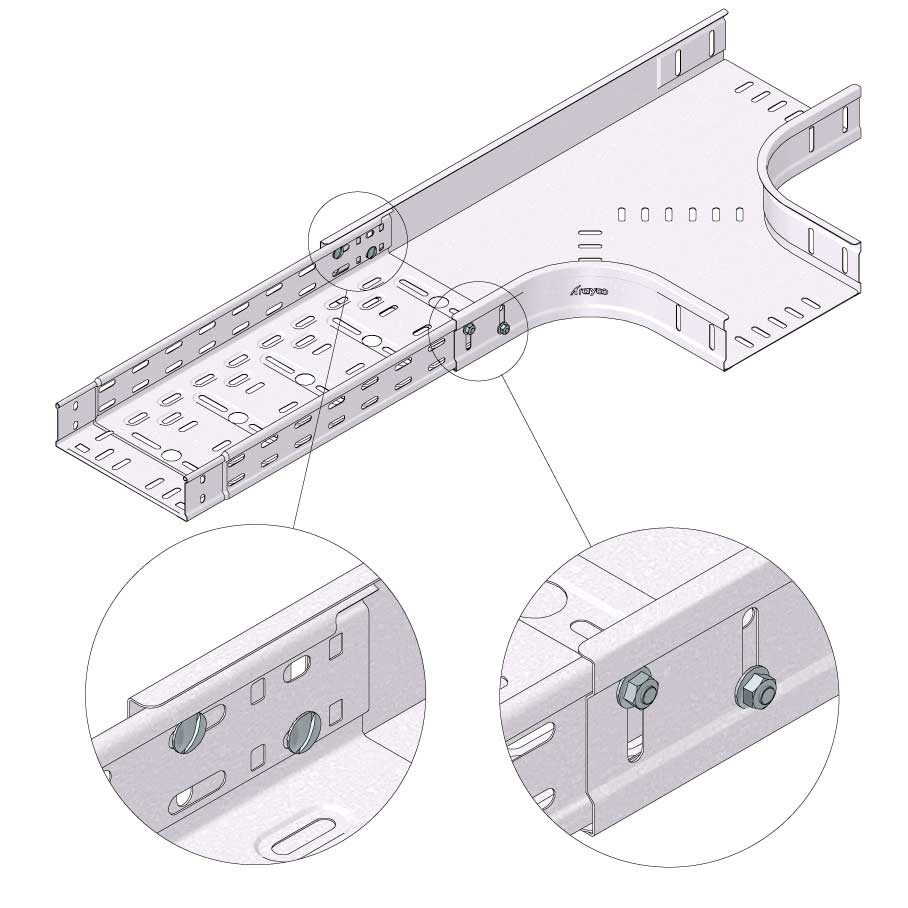



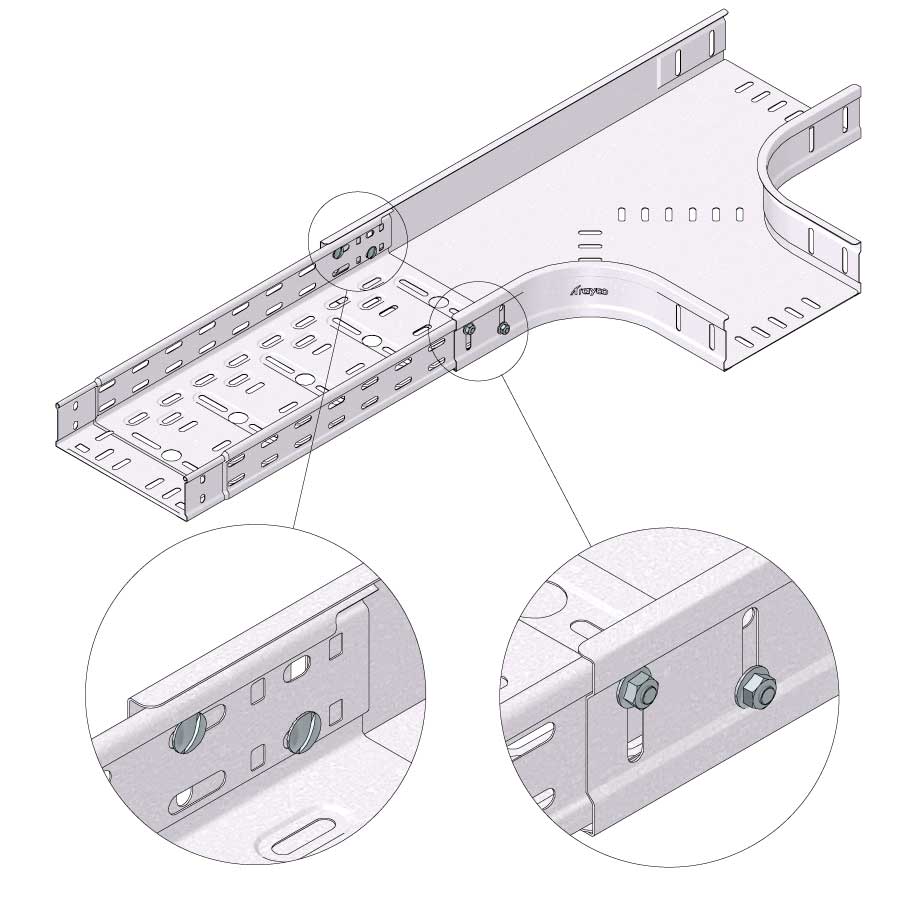



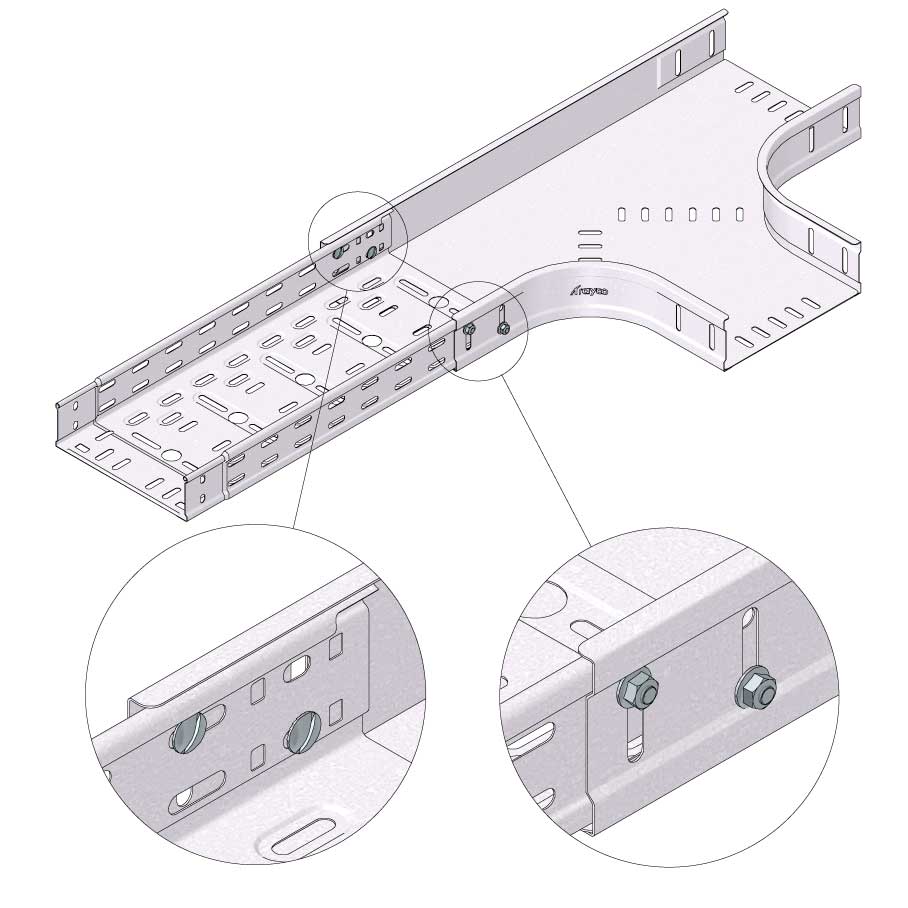



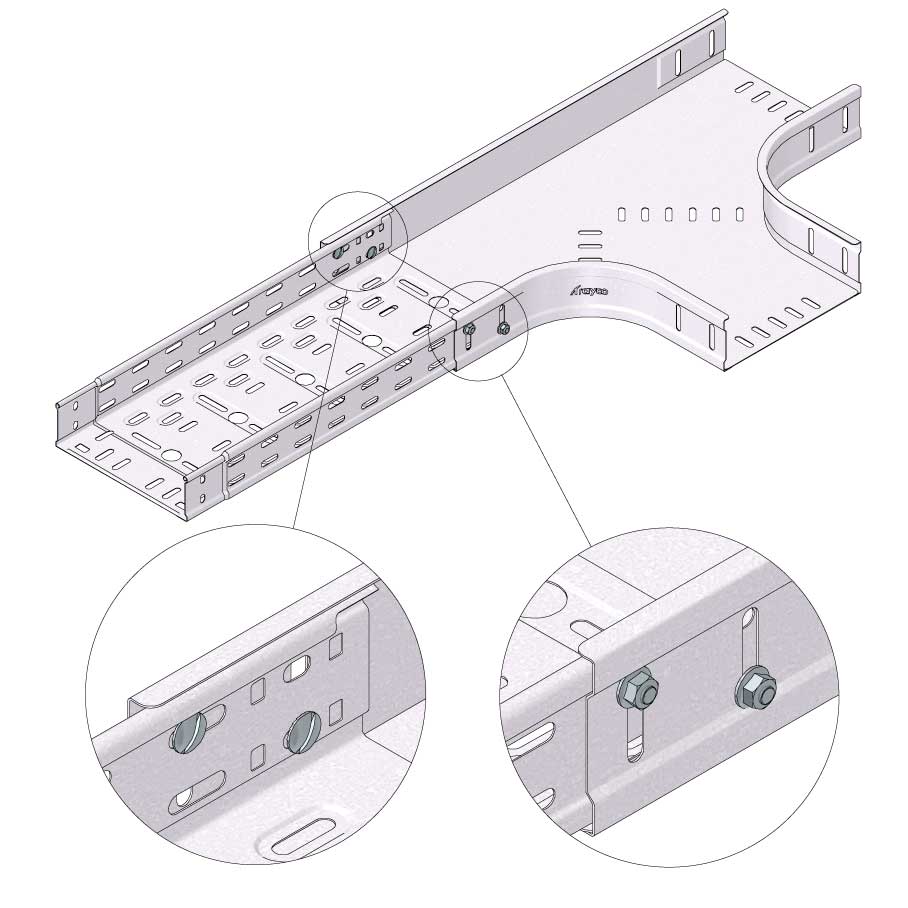



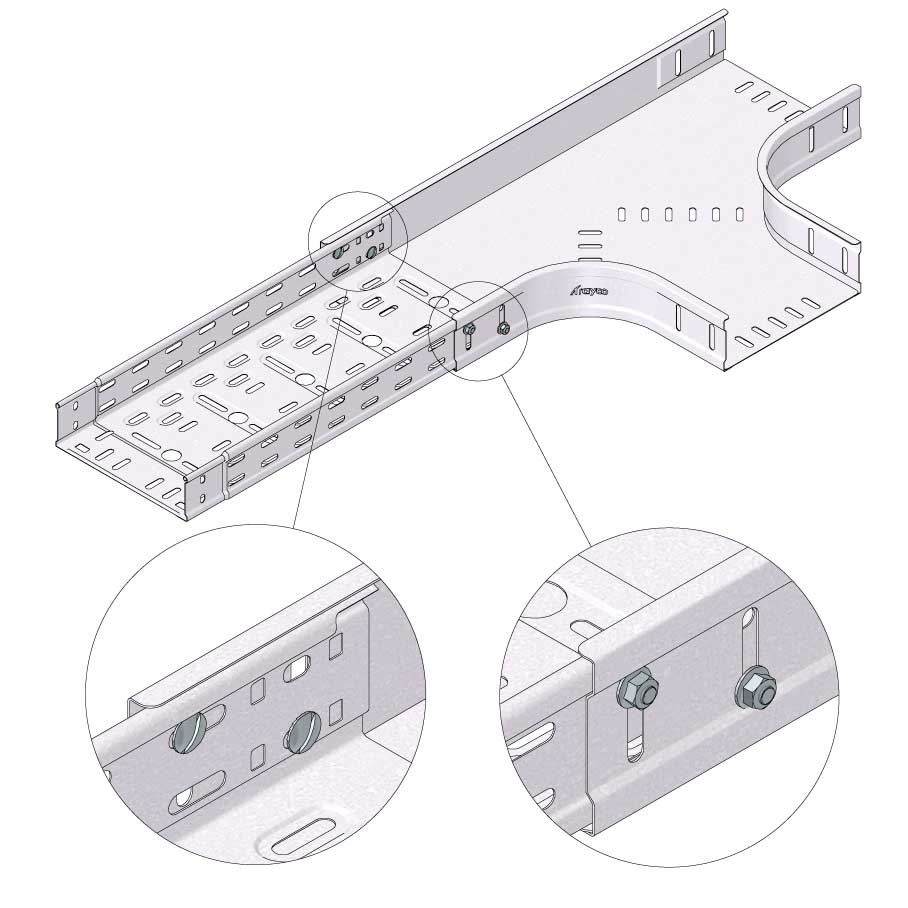



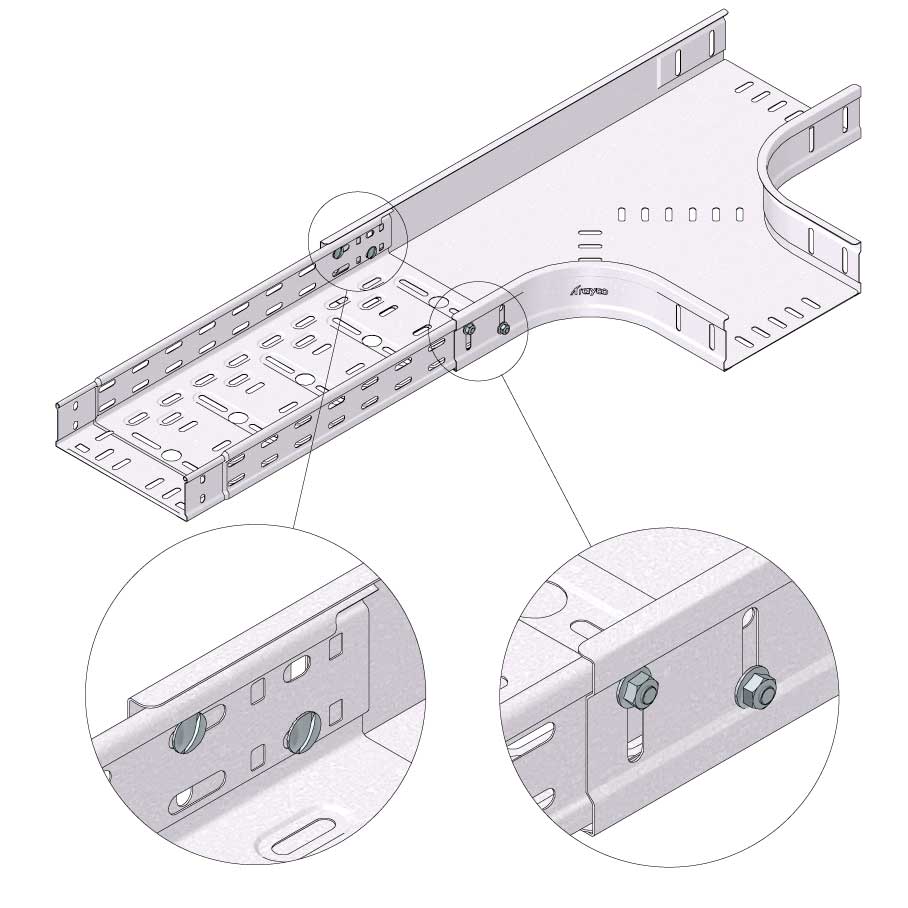



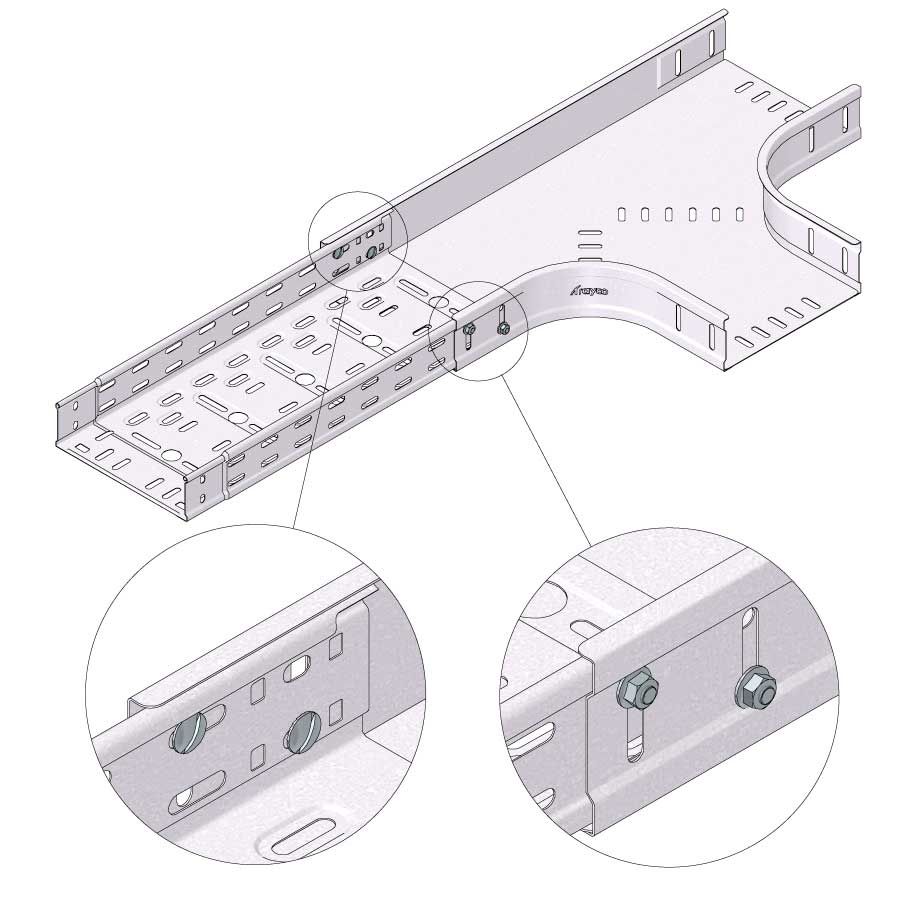



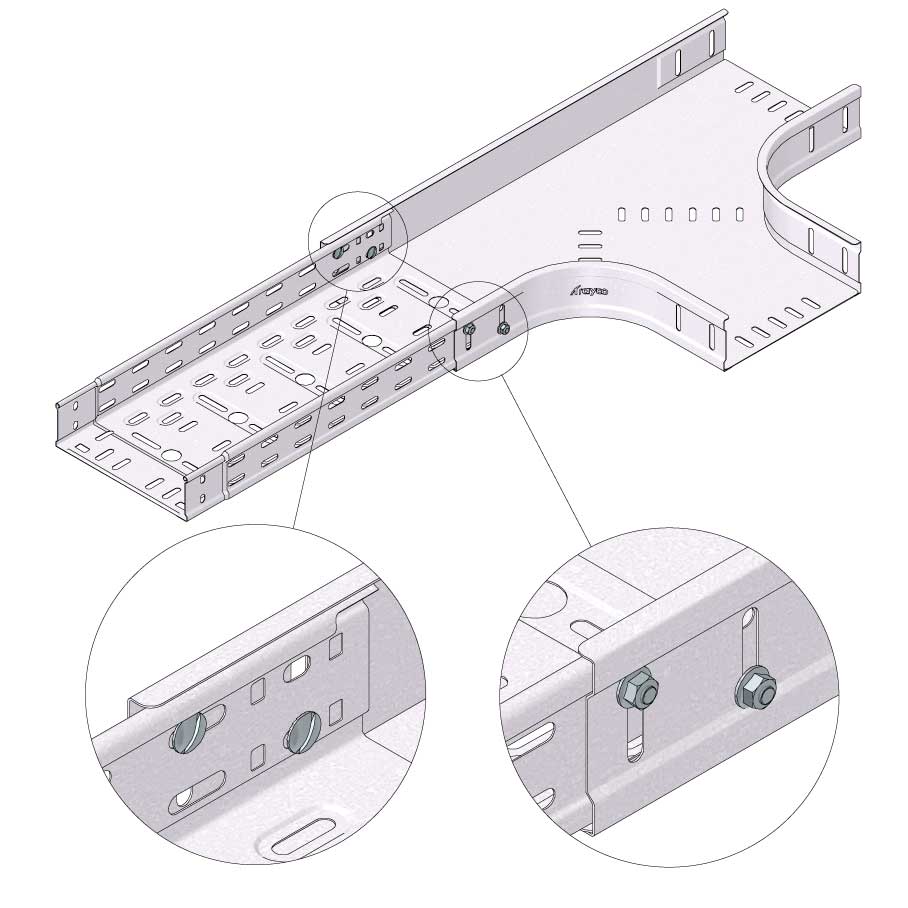



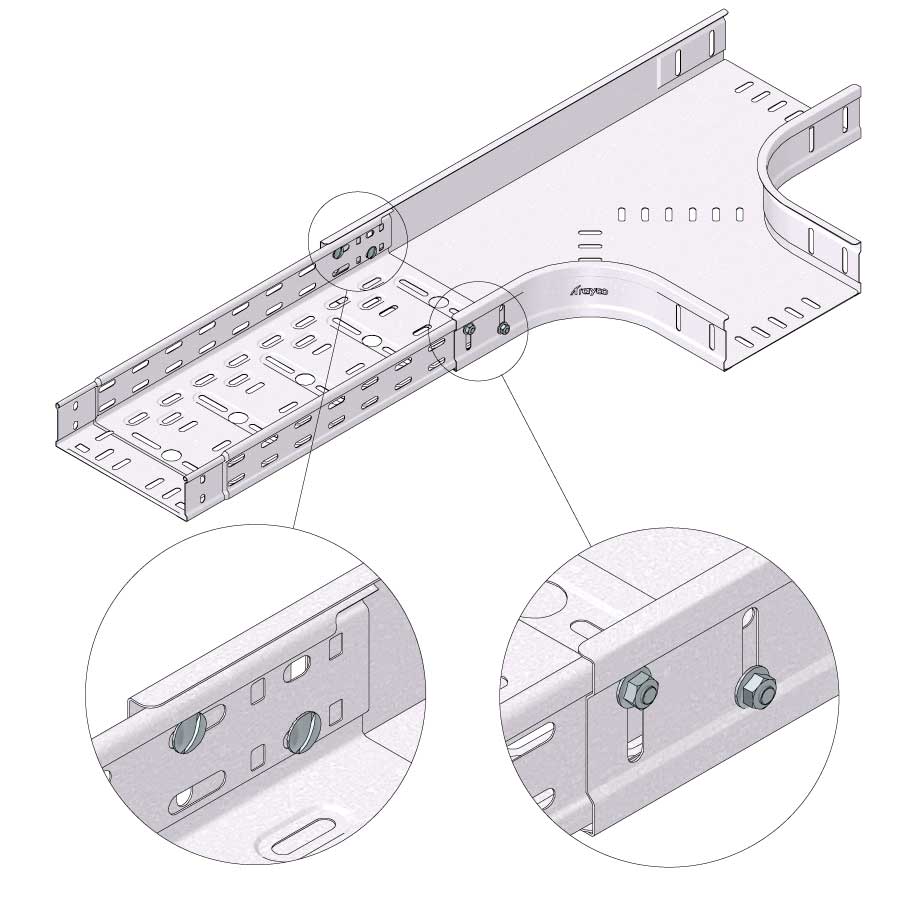



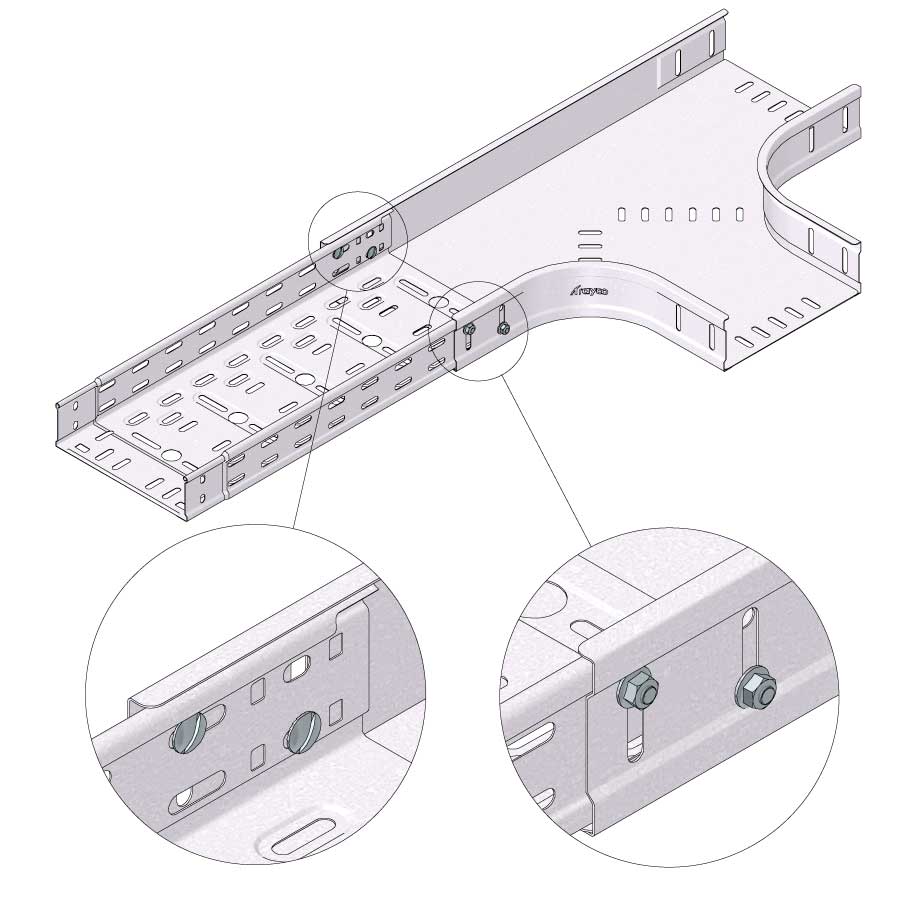



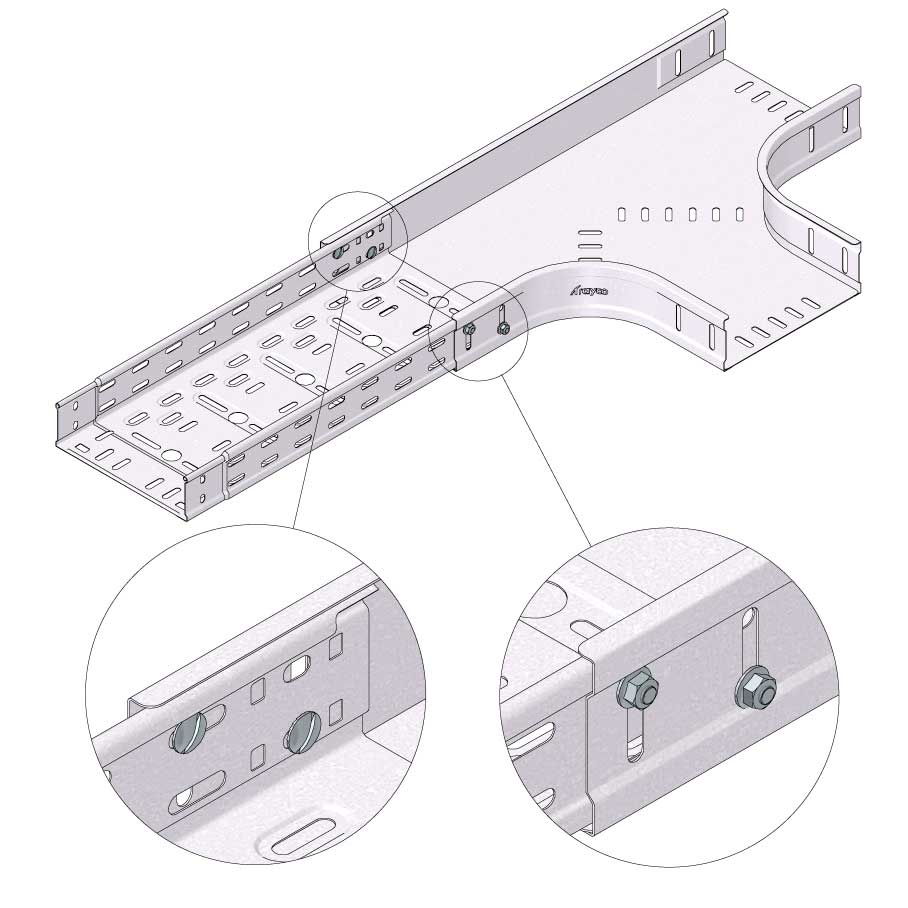



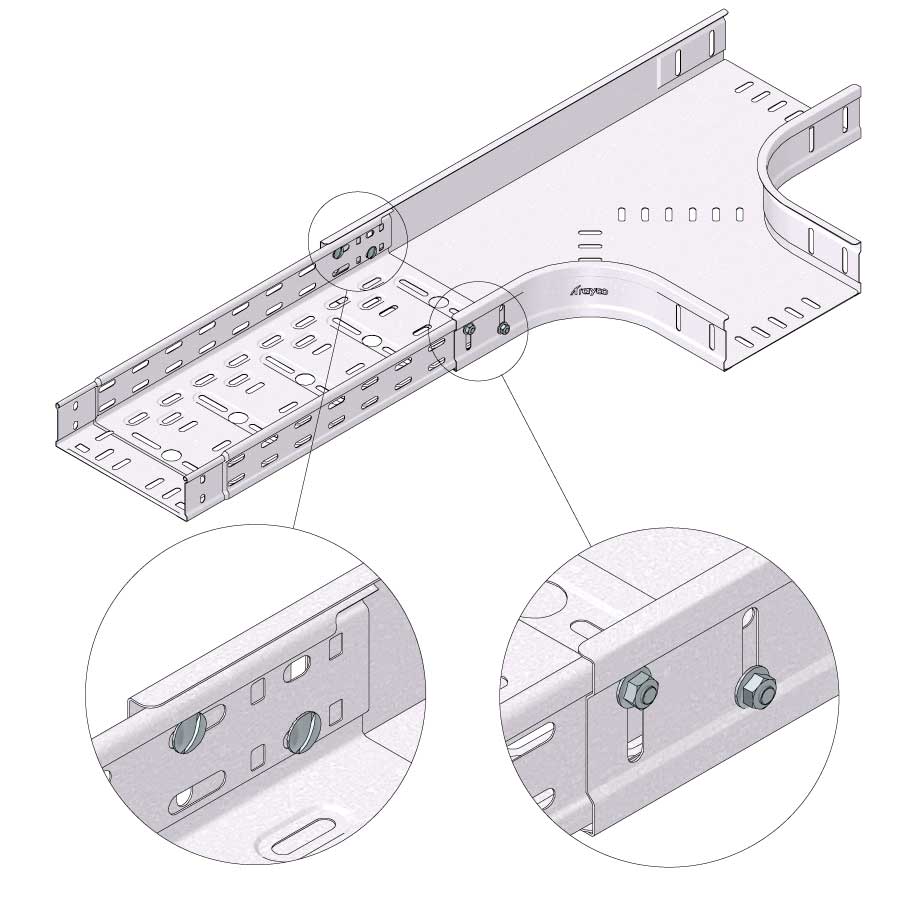



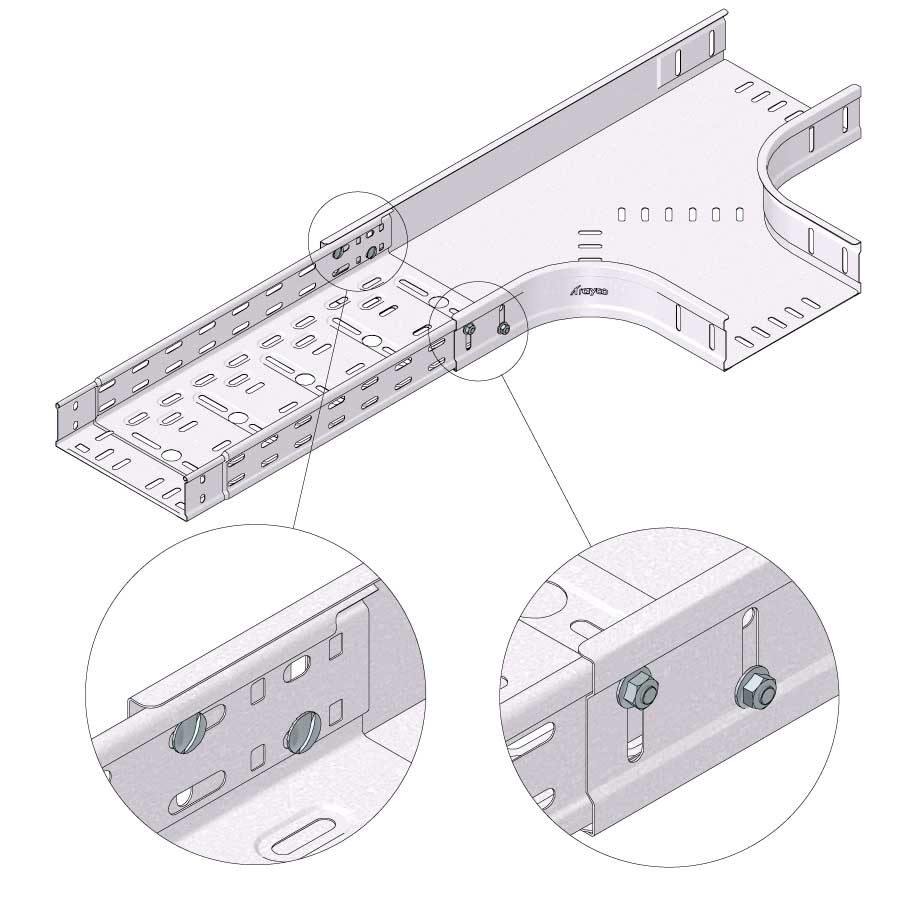



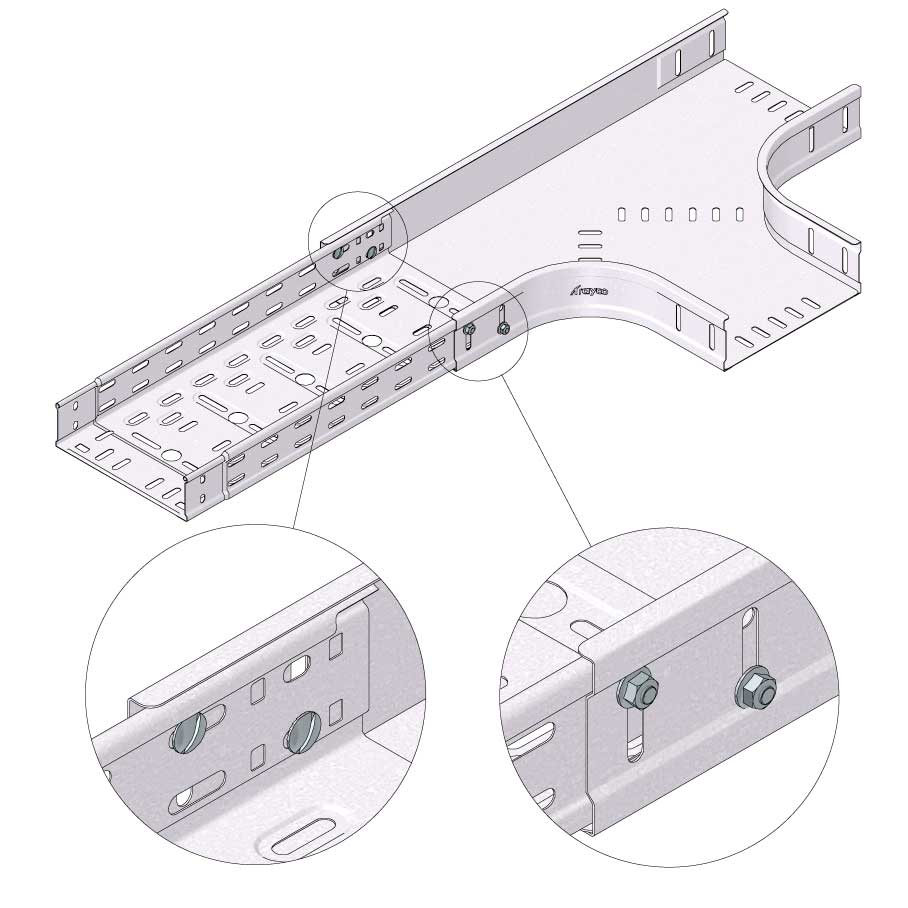



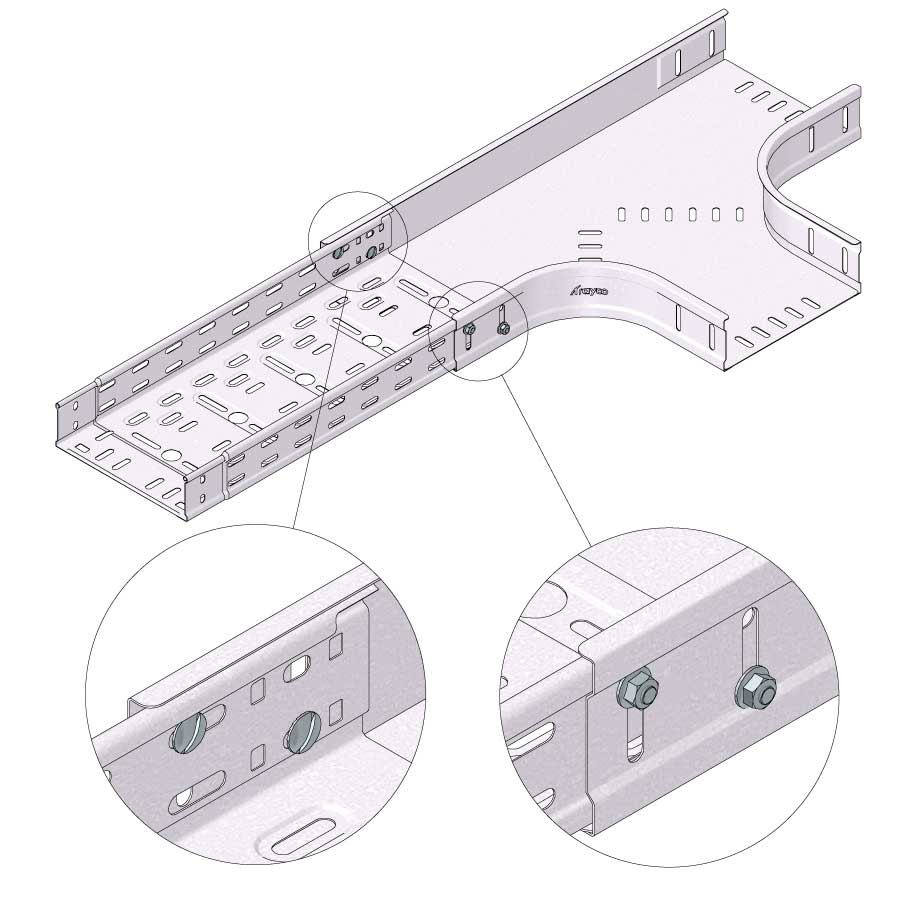



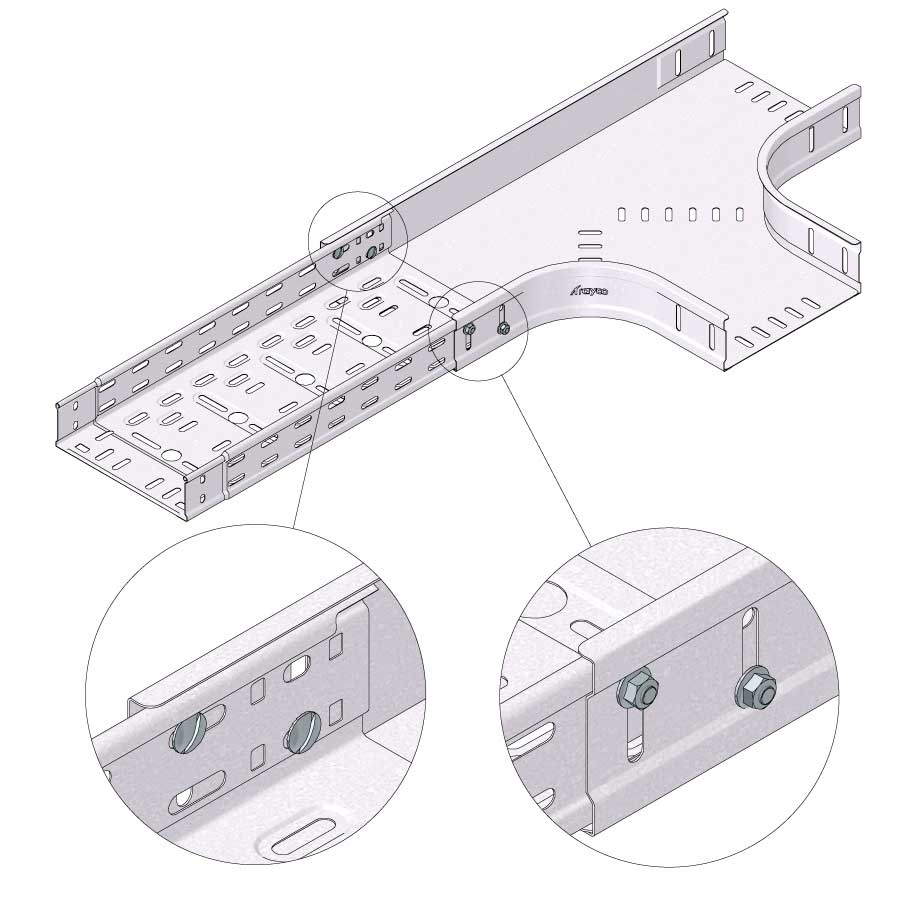



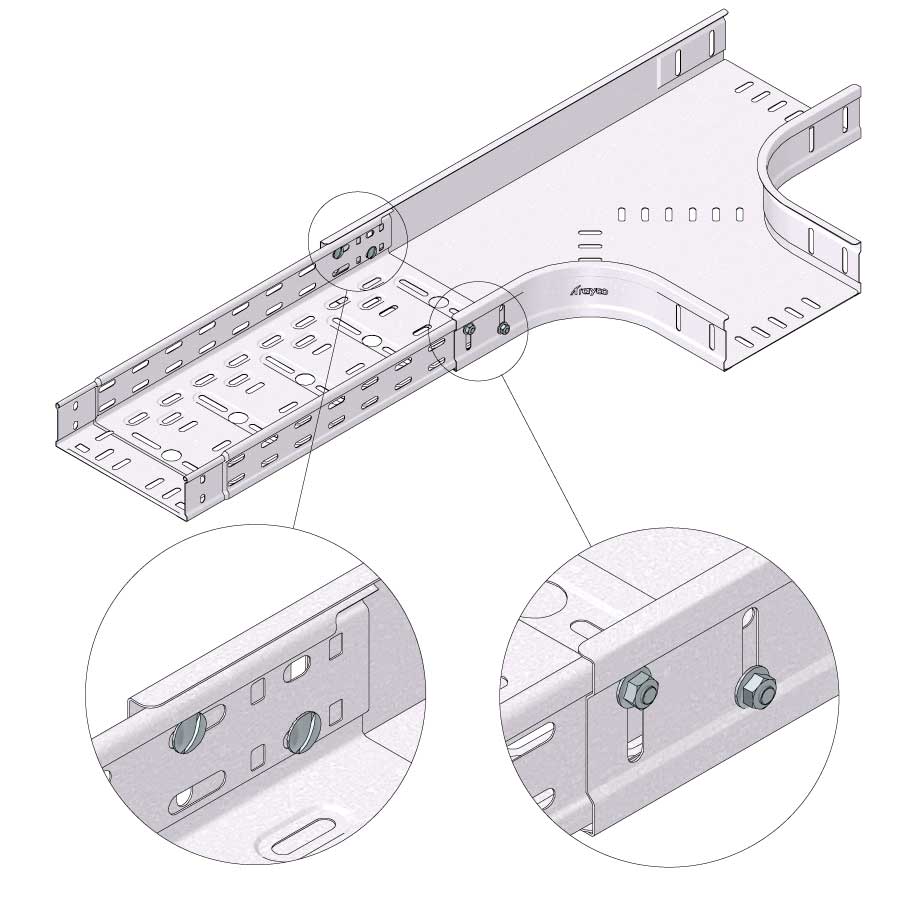



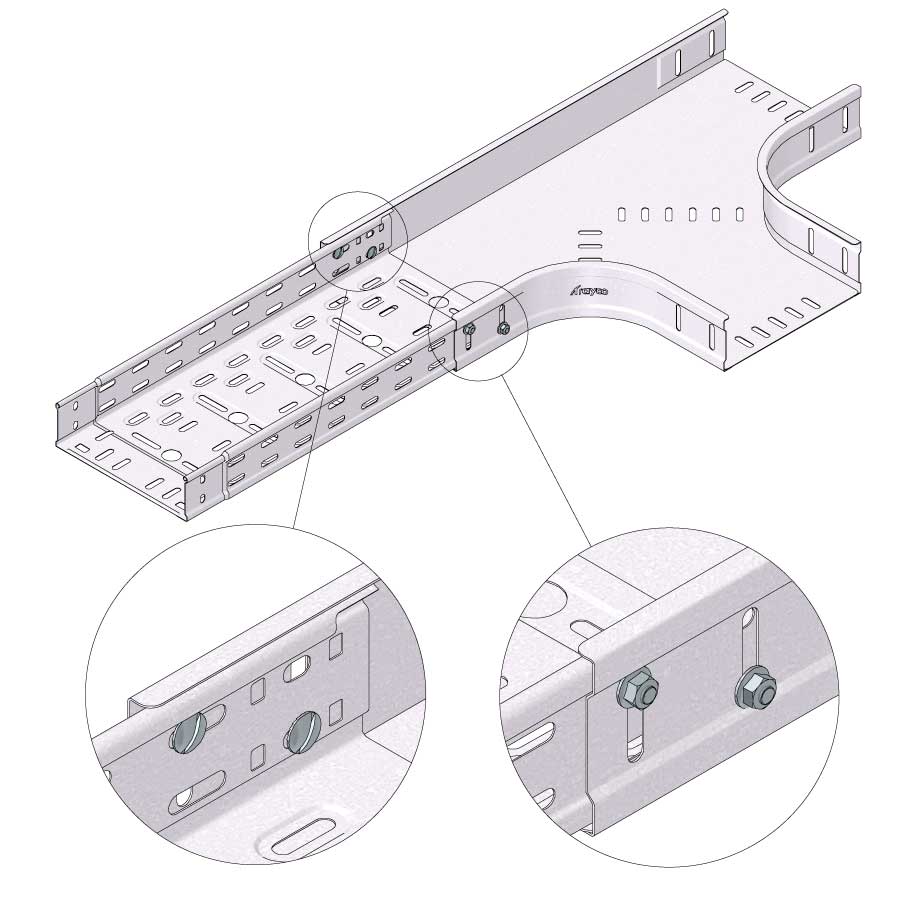



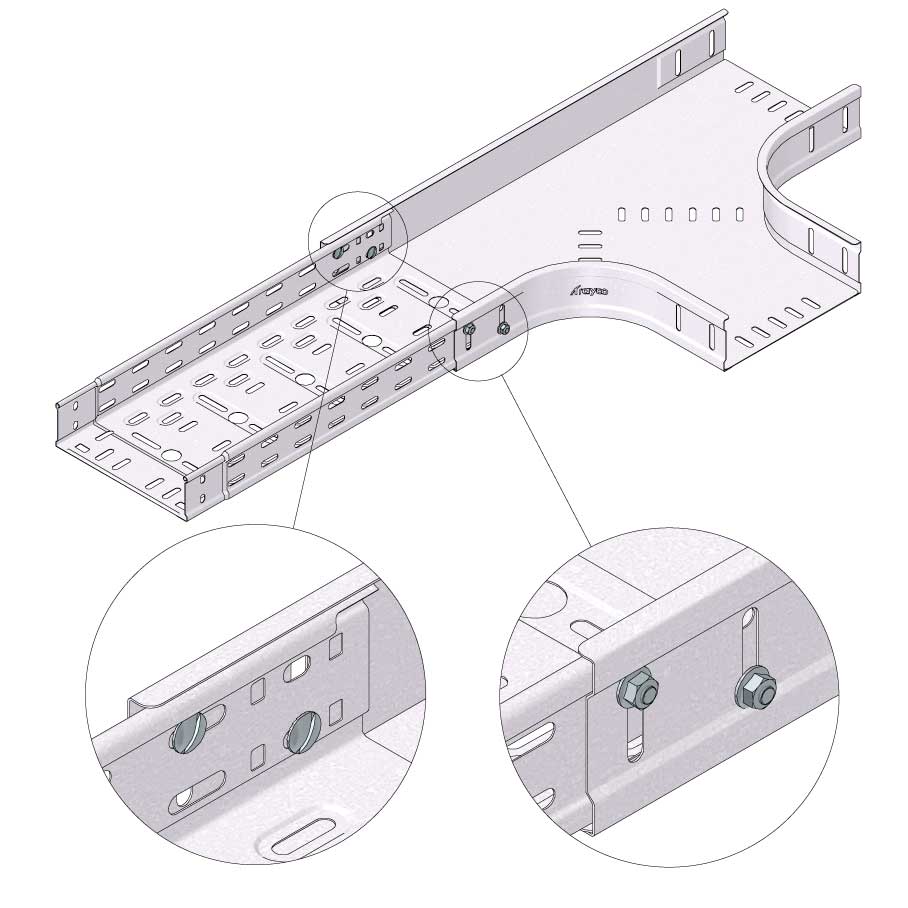



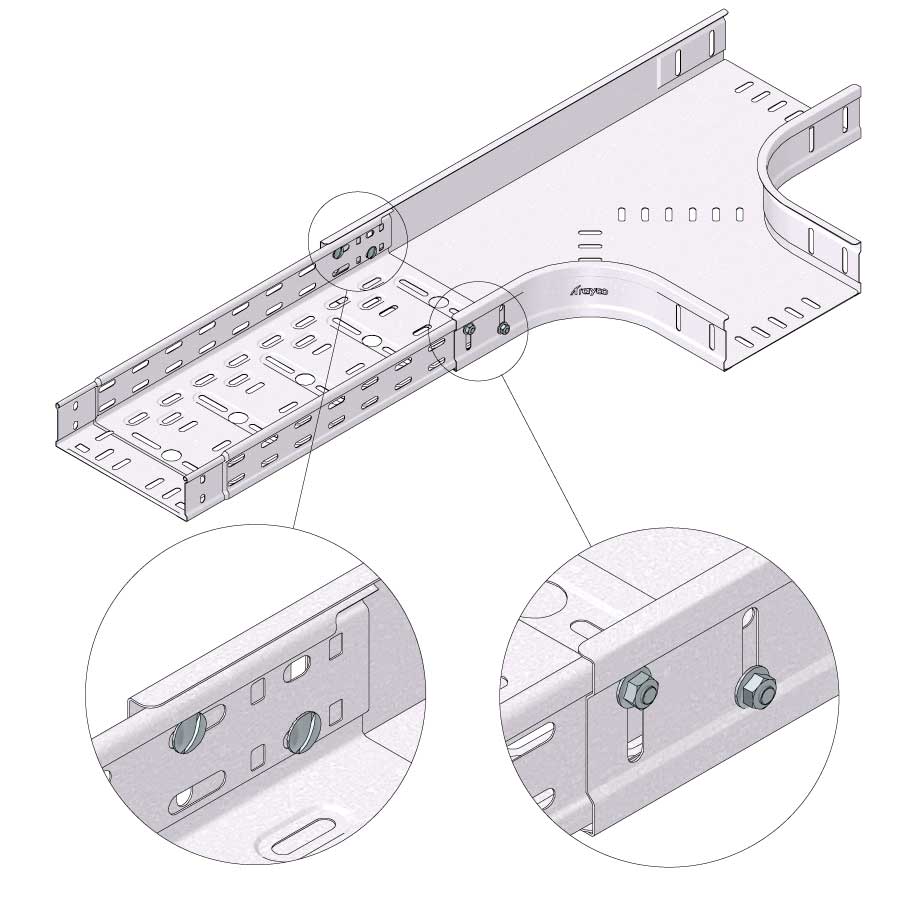



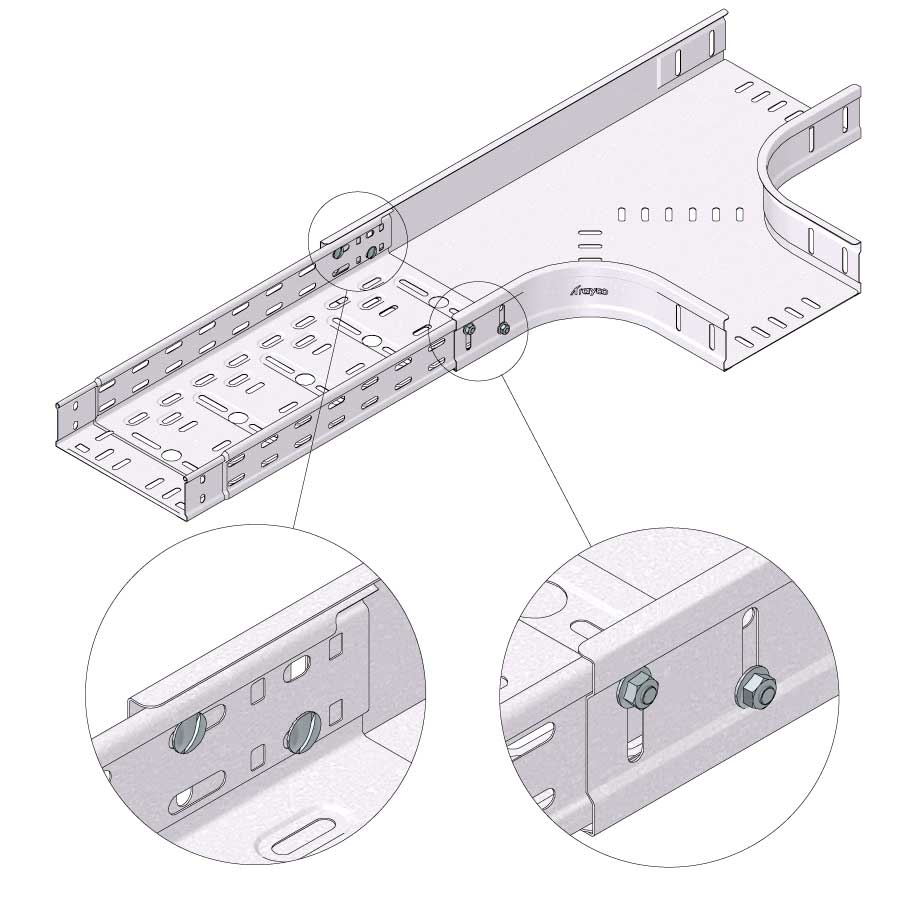



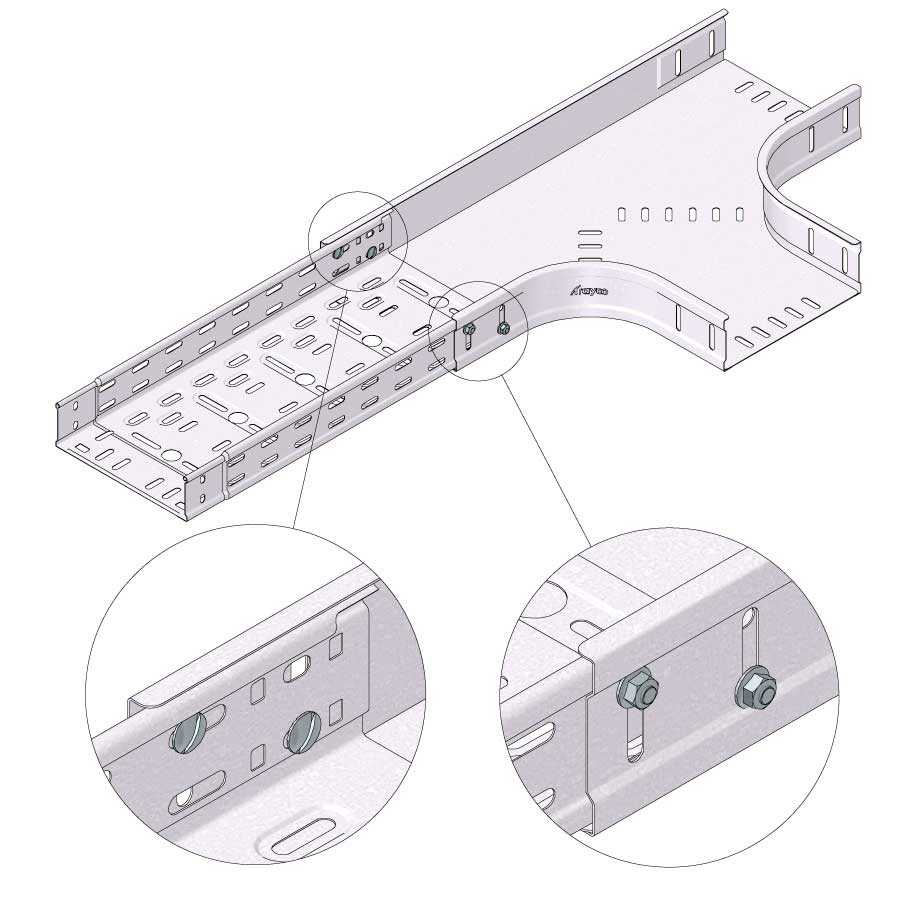



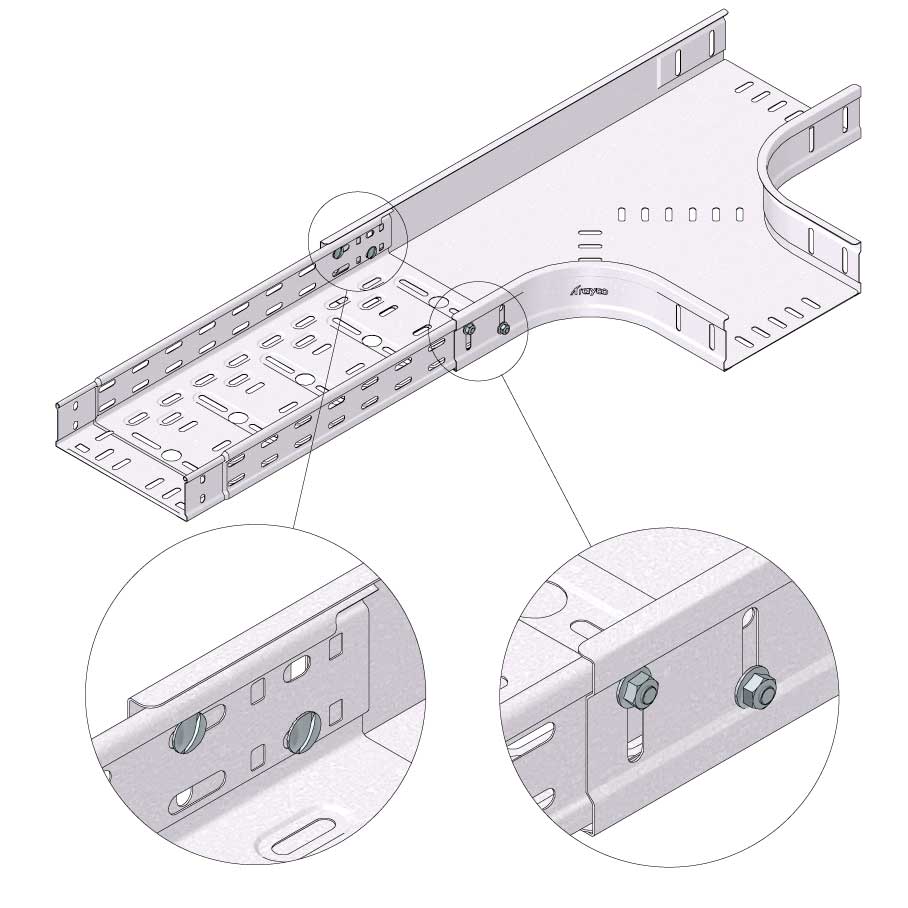
Assembly
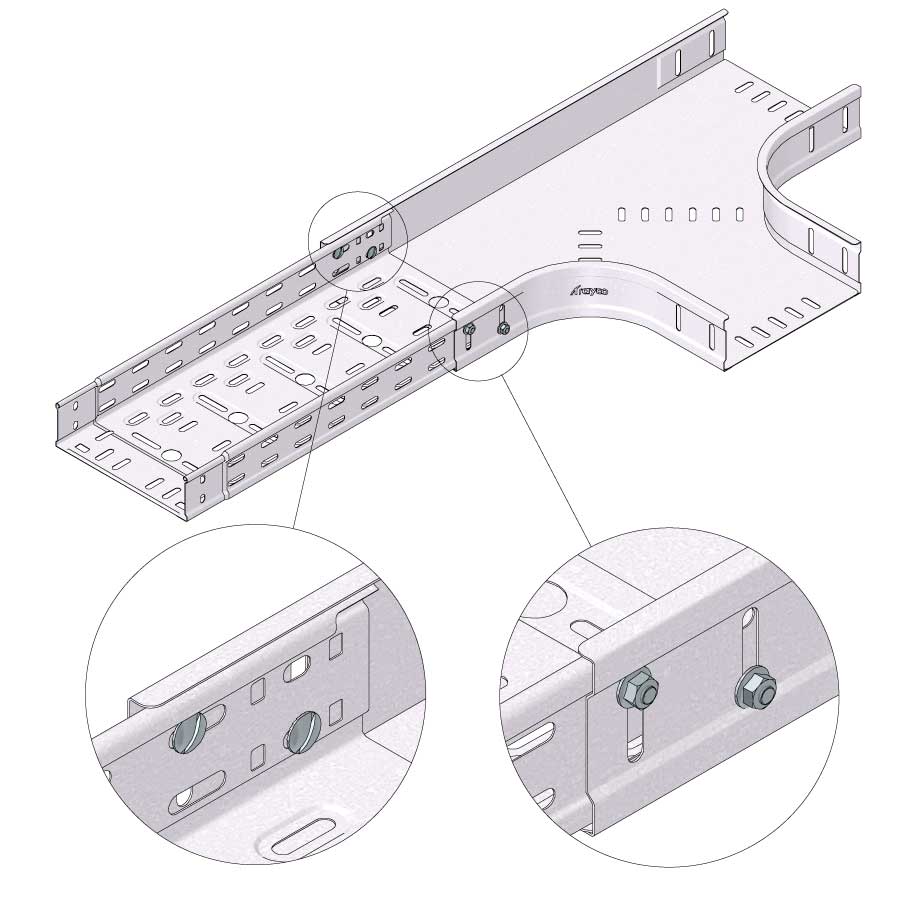

{kind=link}