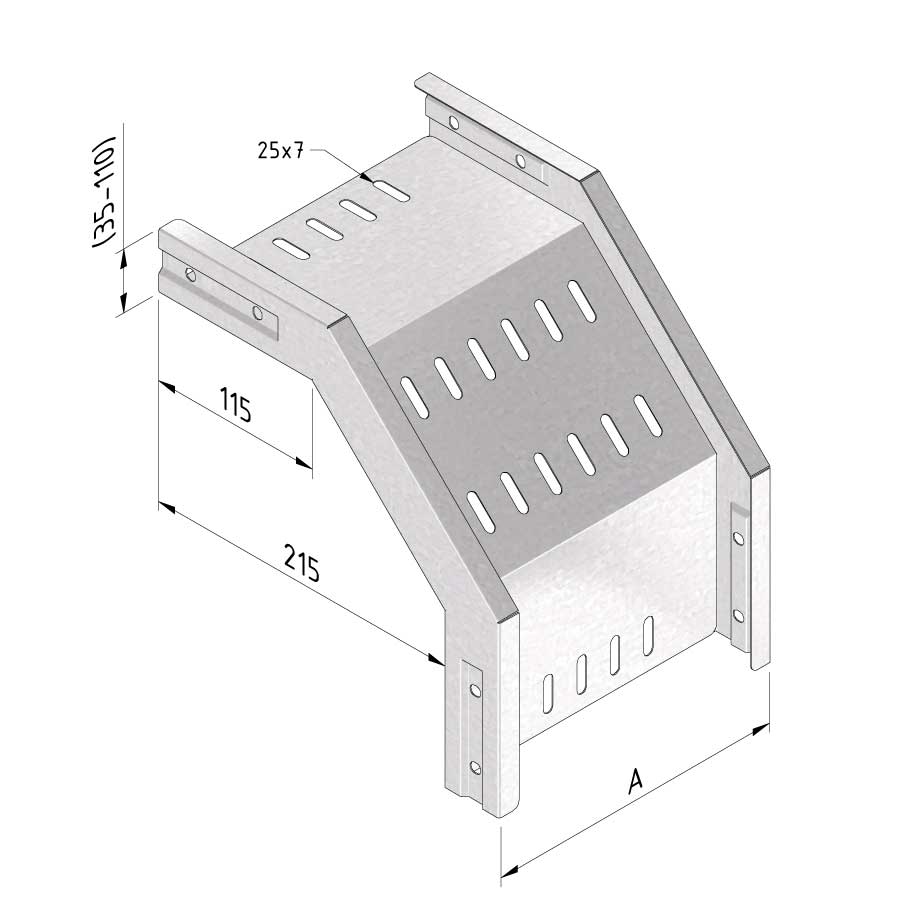
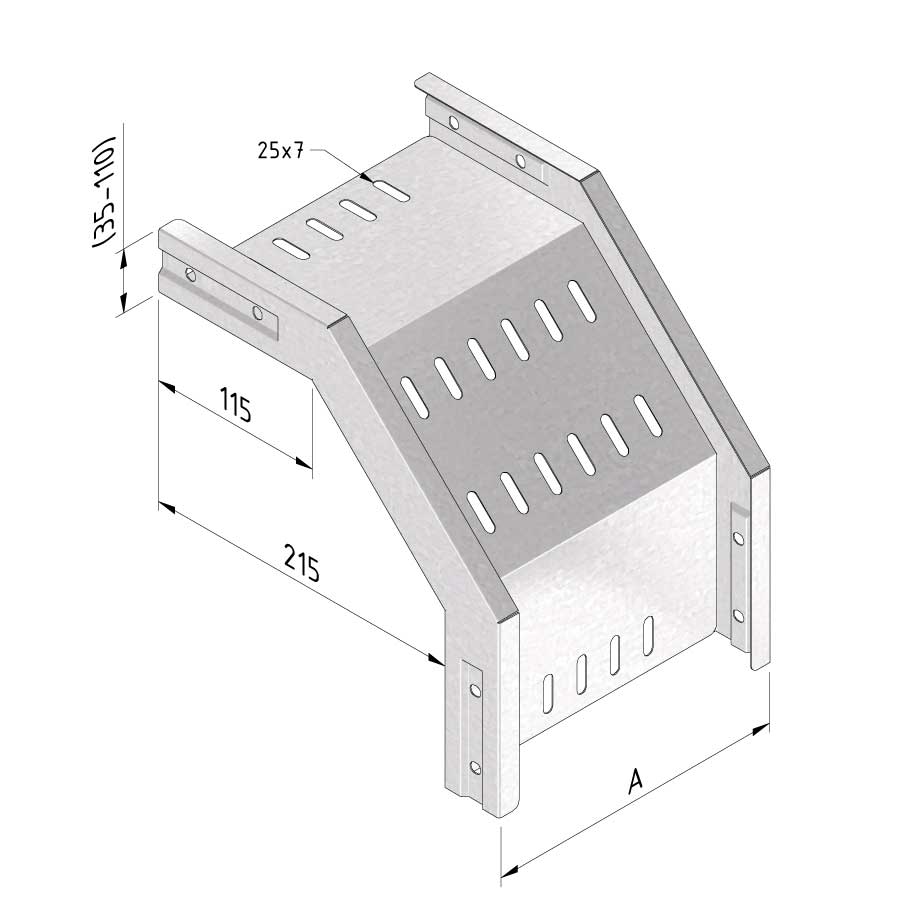
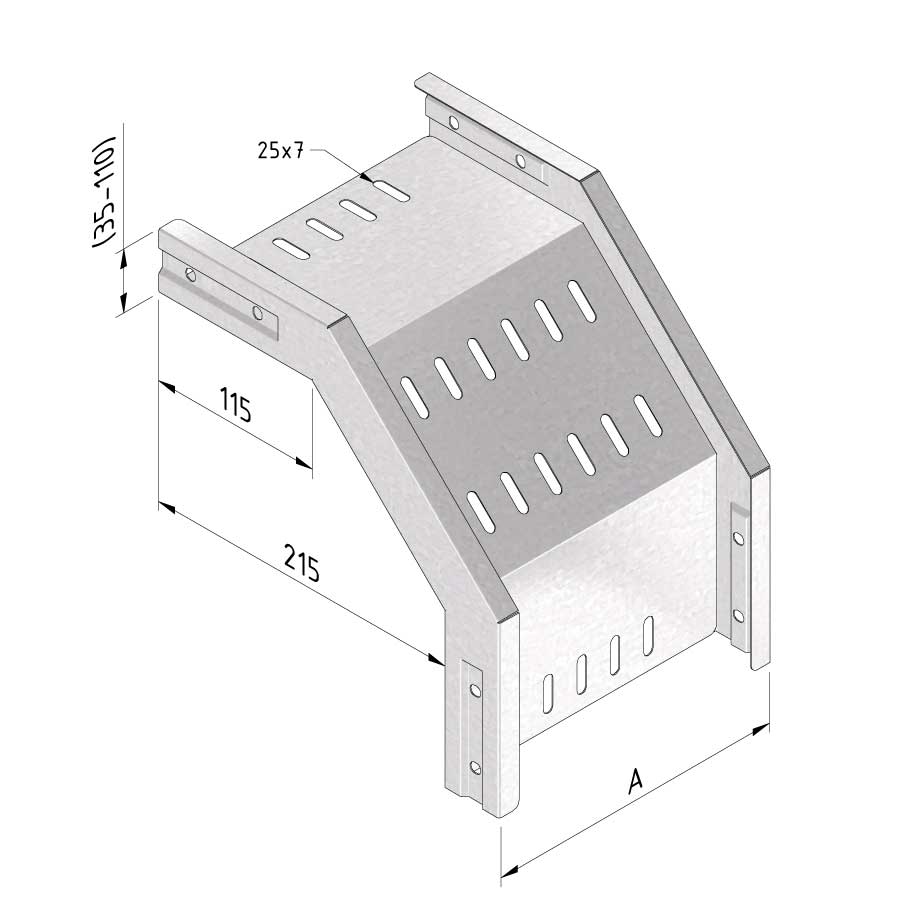
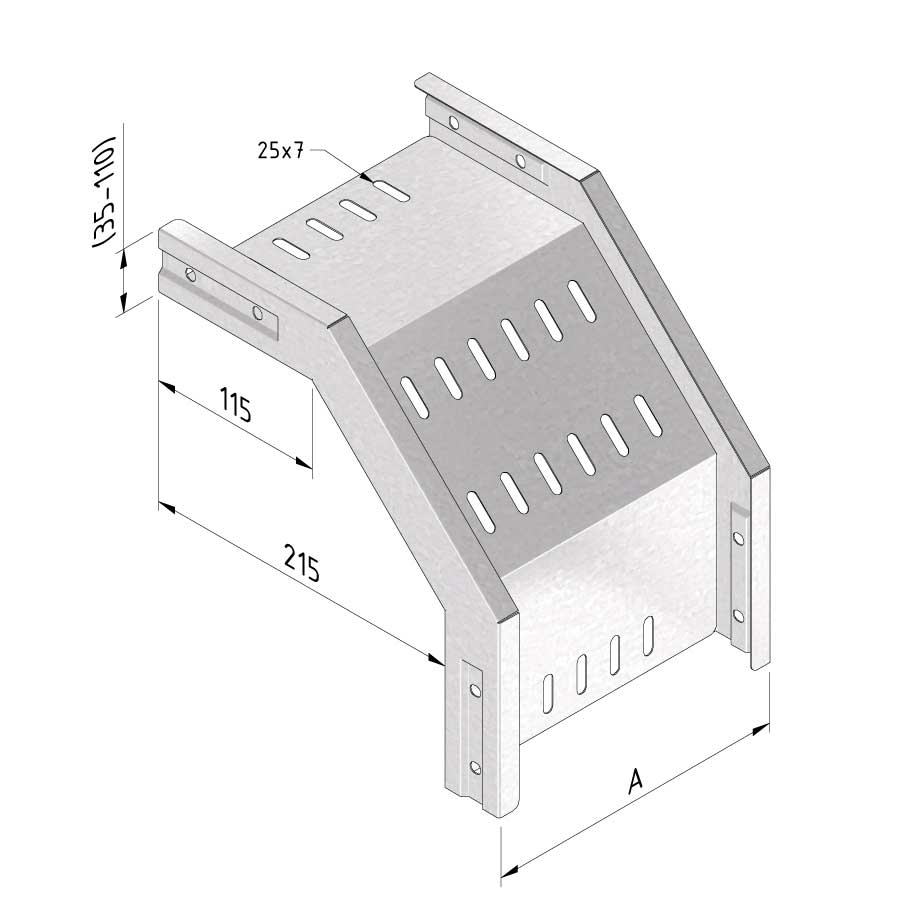
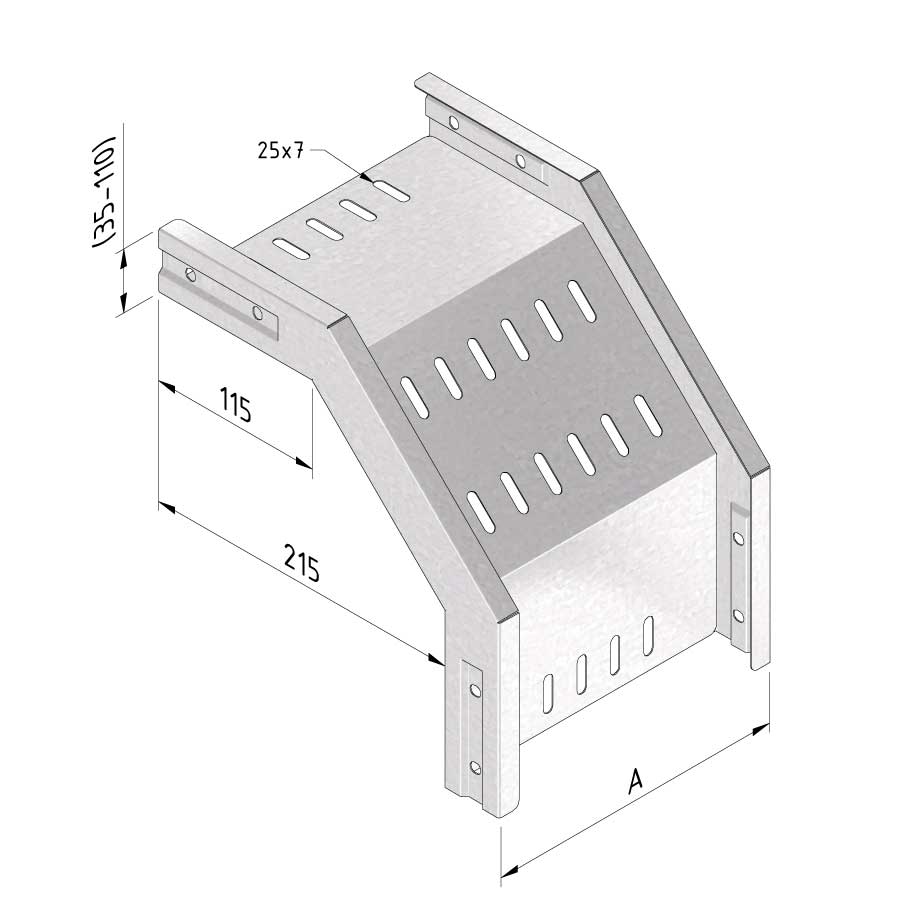
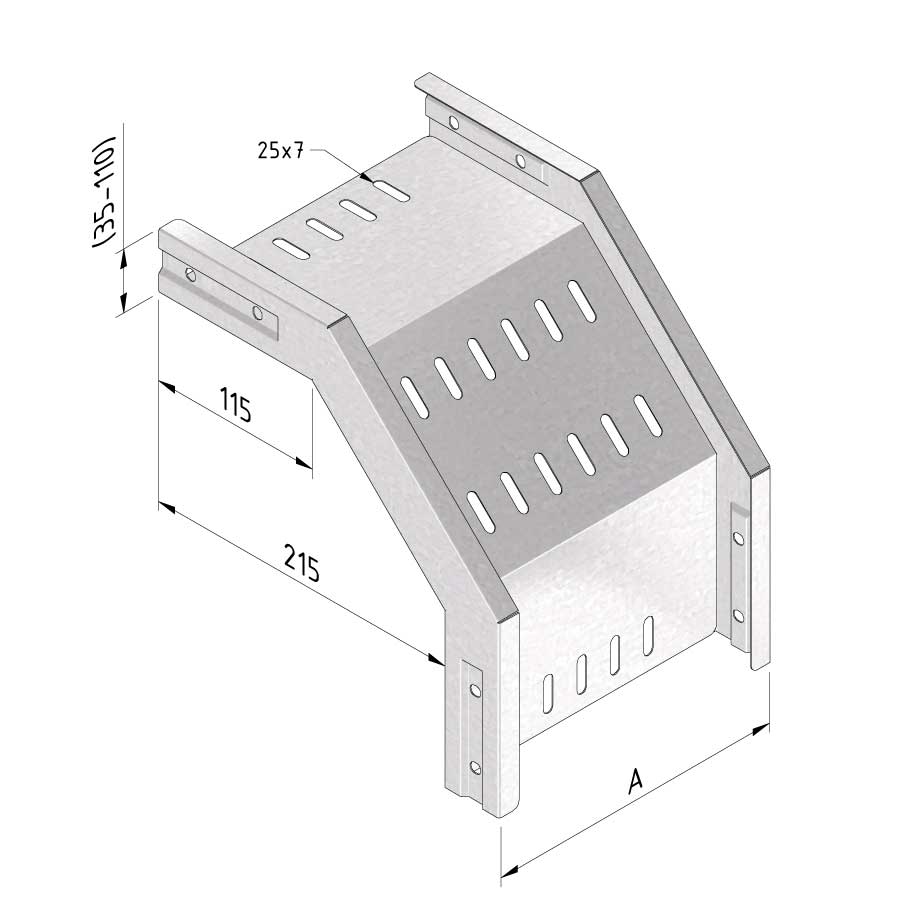
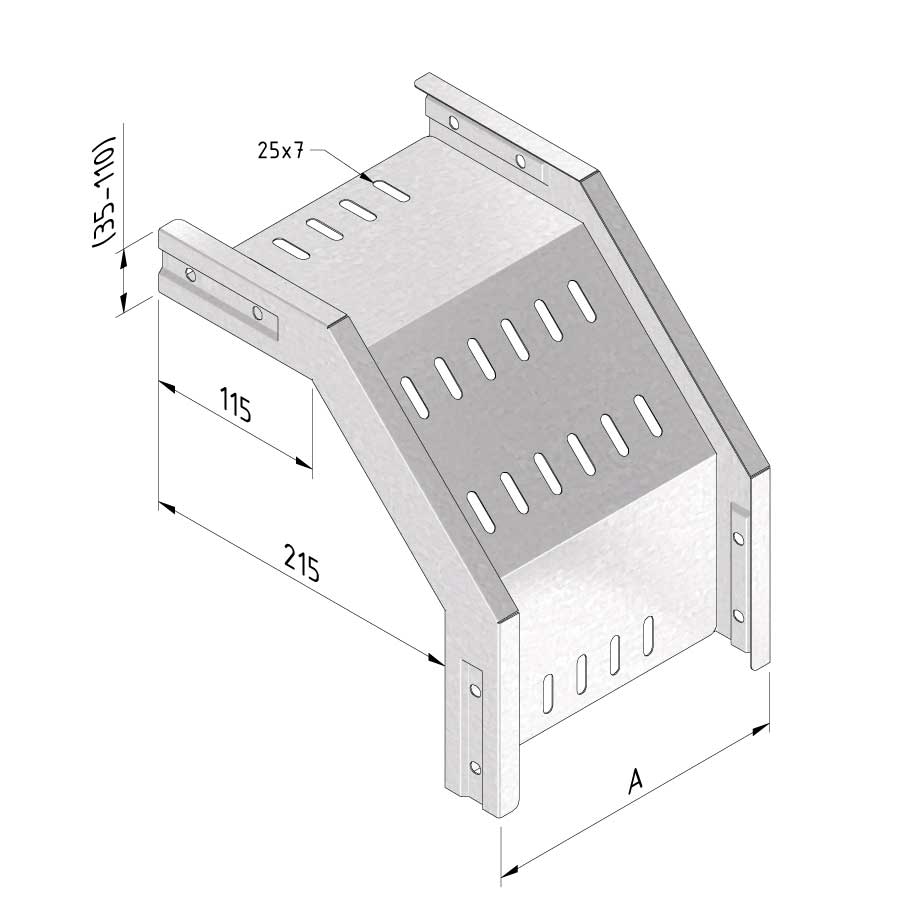
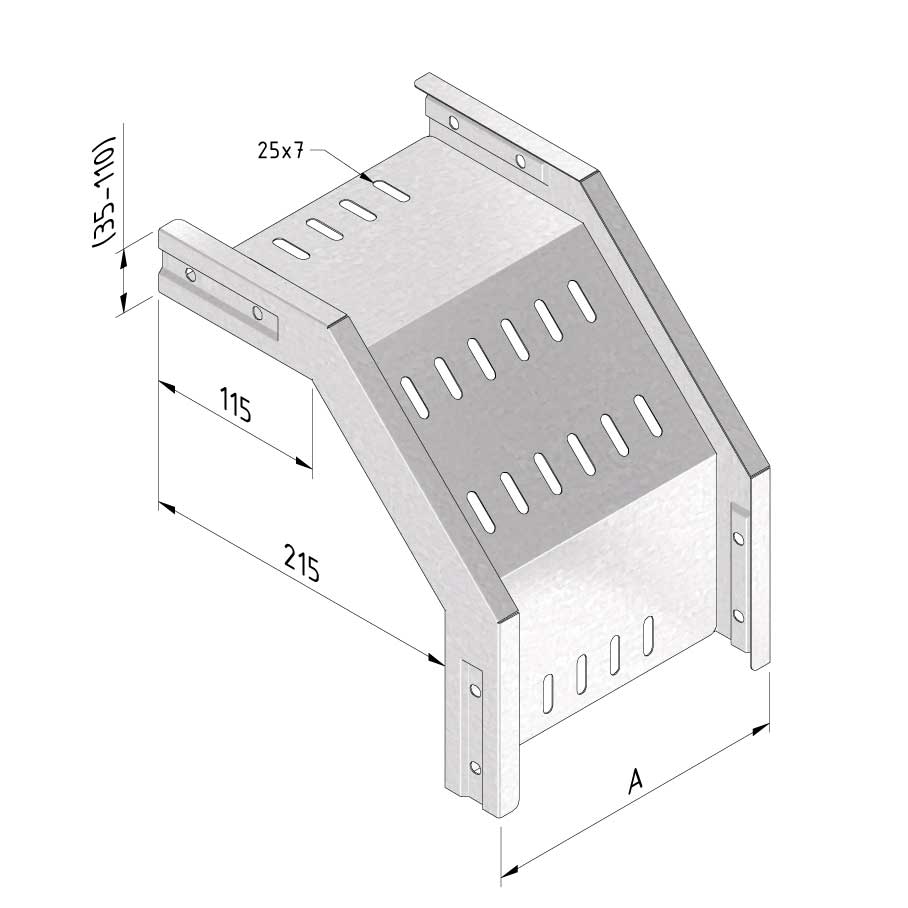
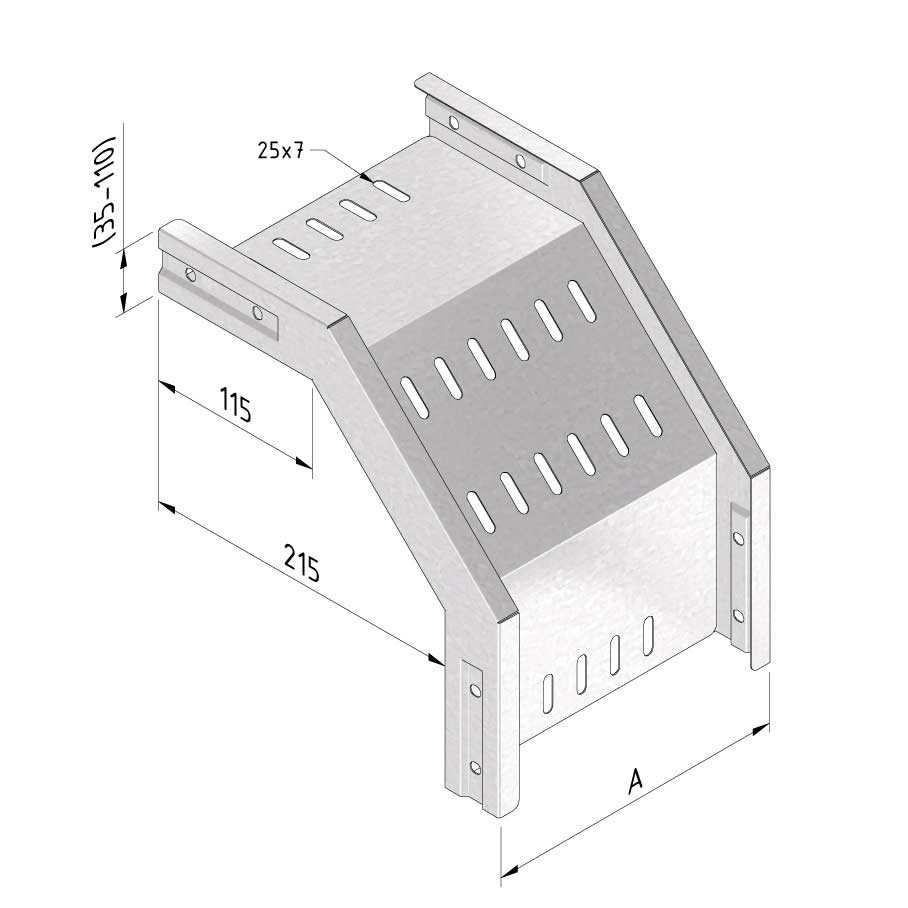
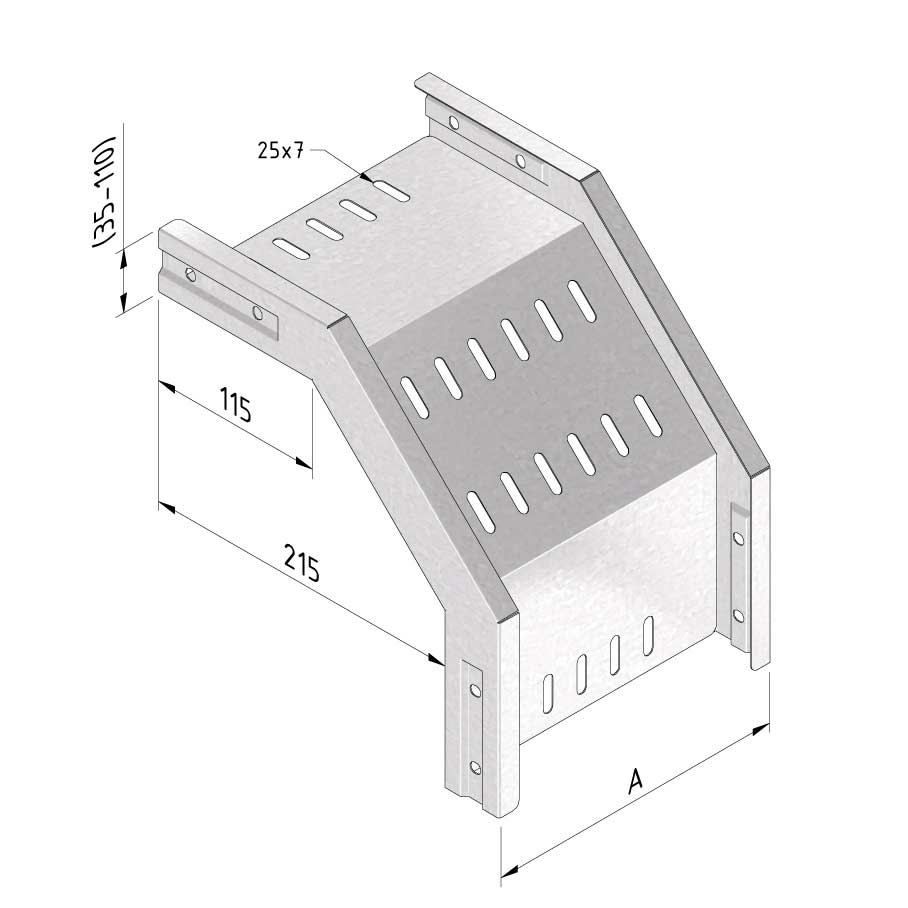
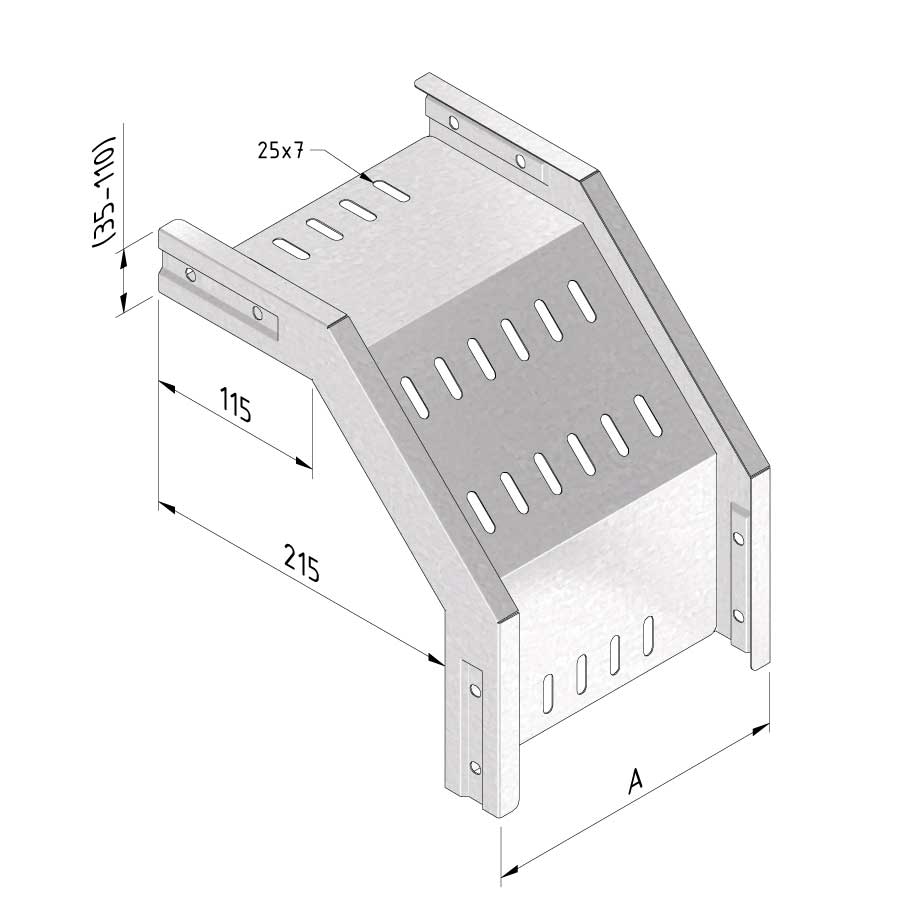
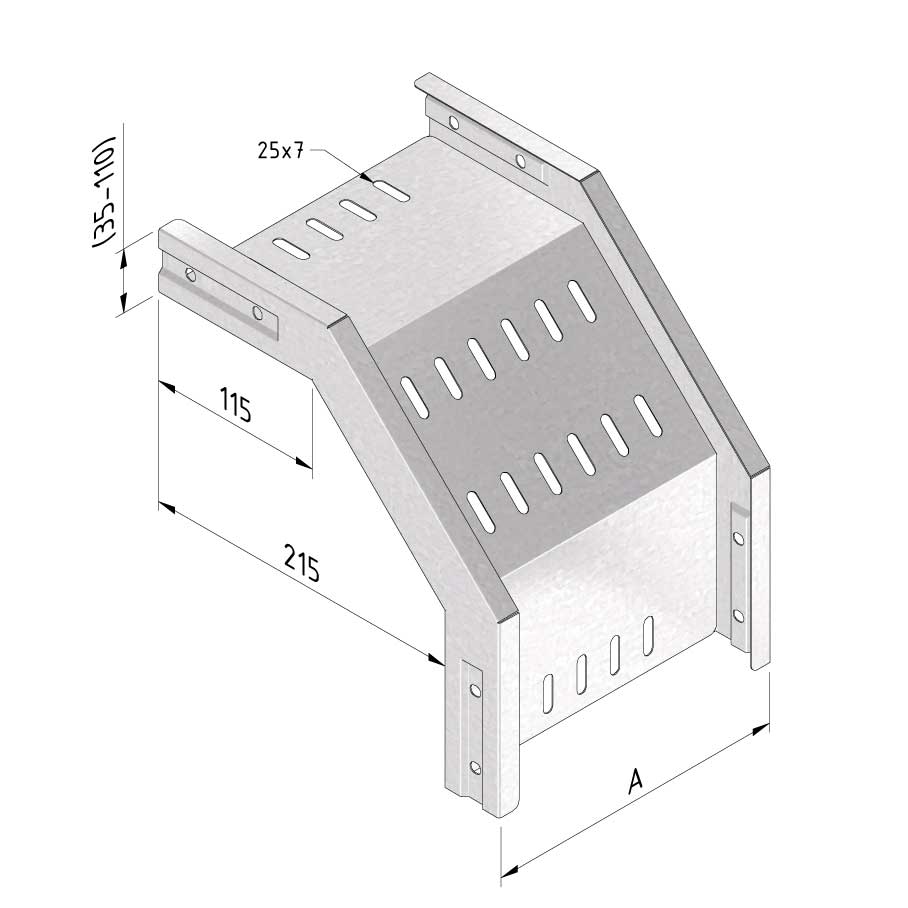
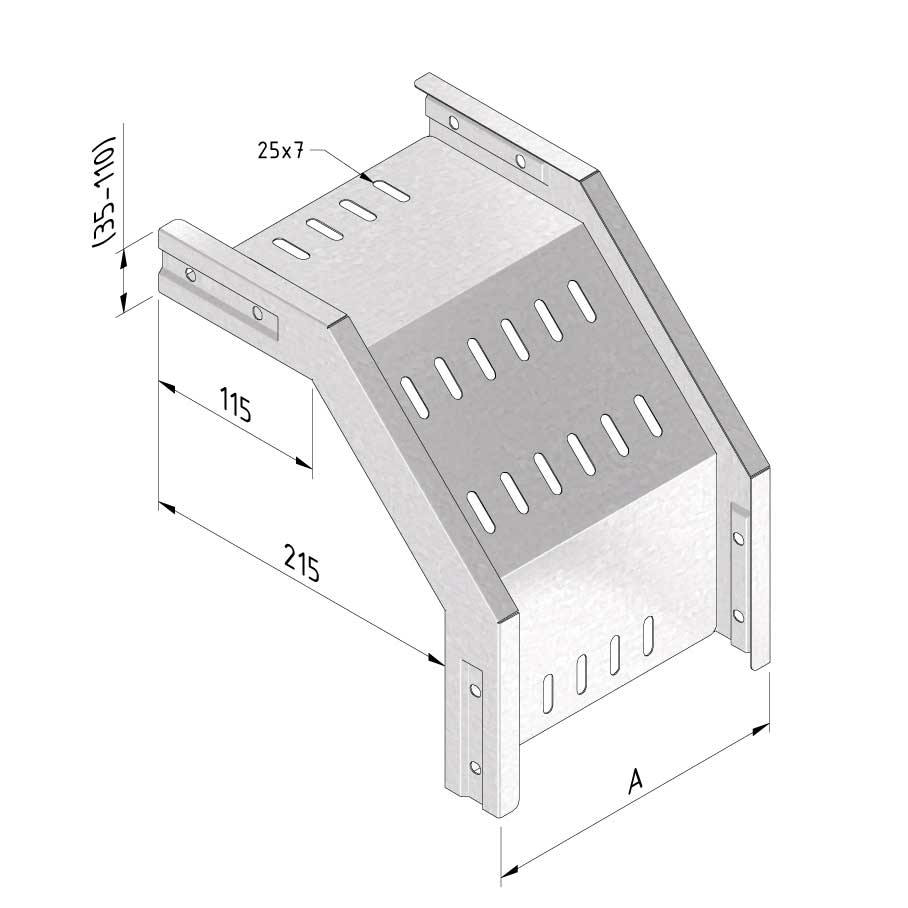
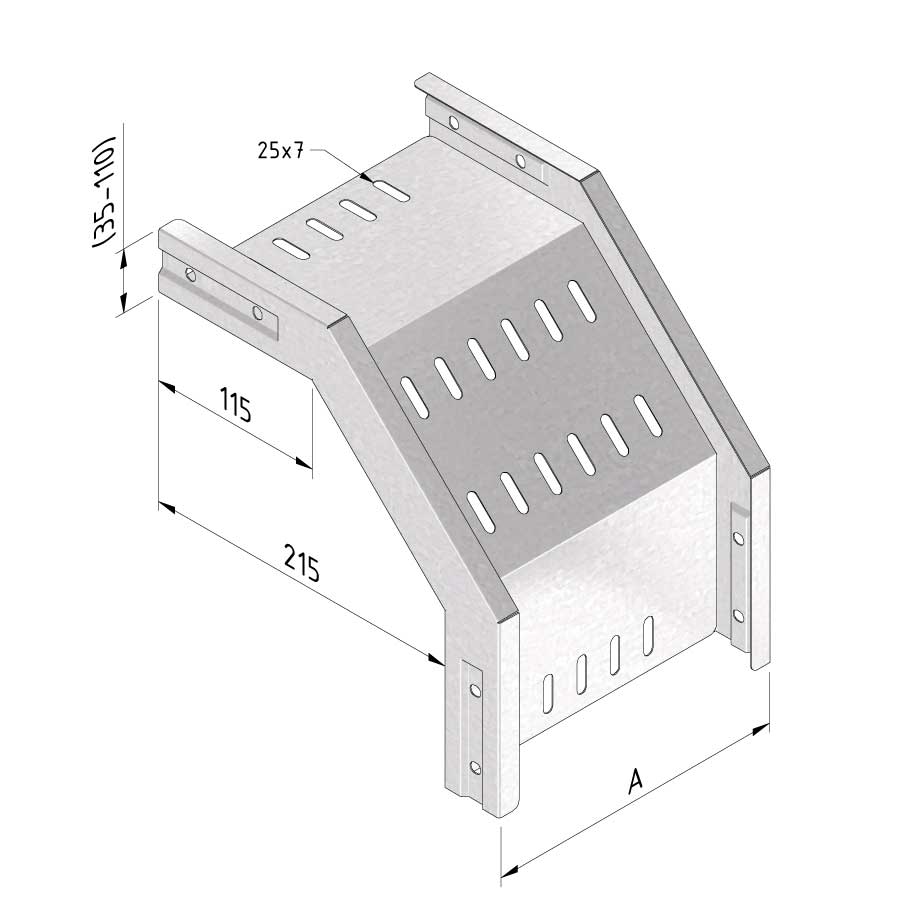
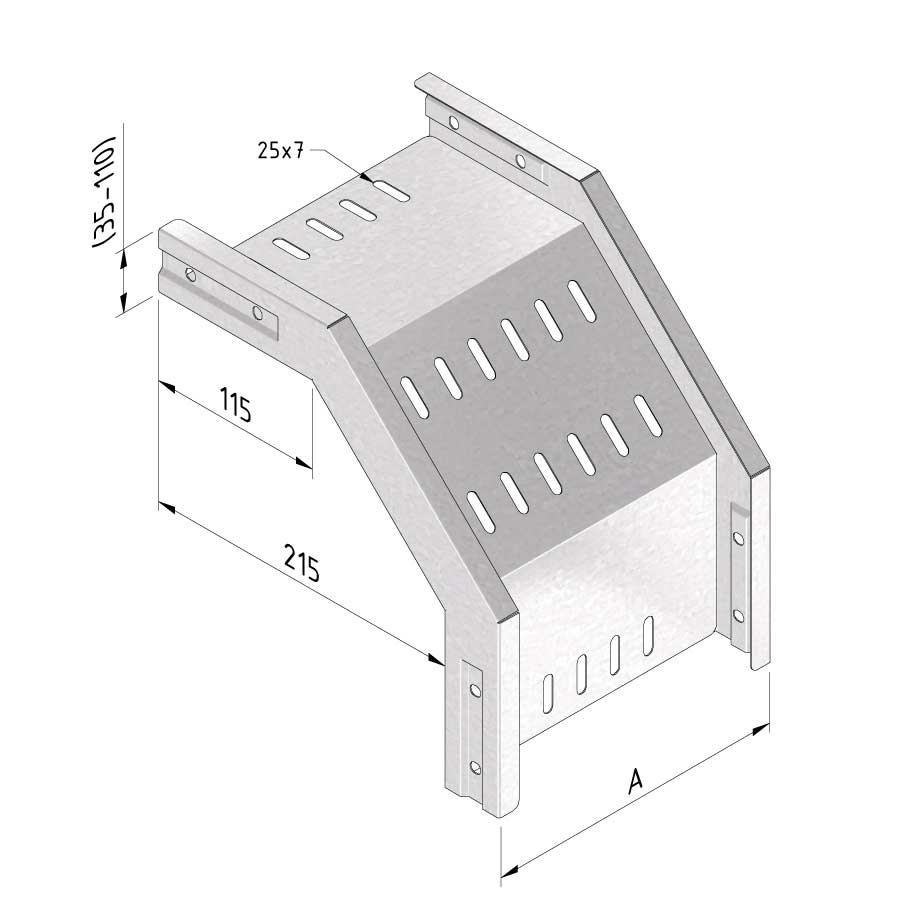
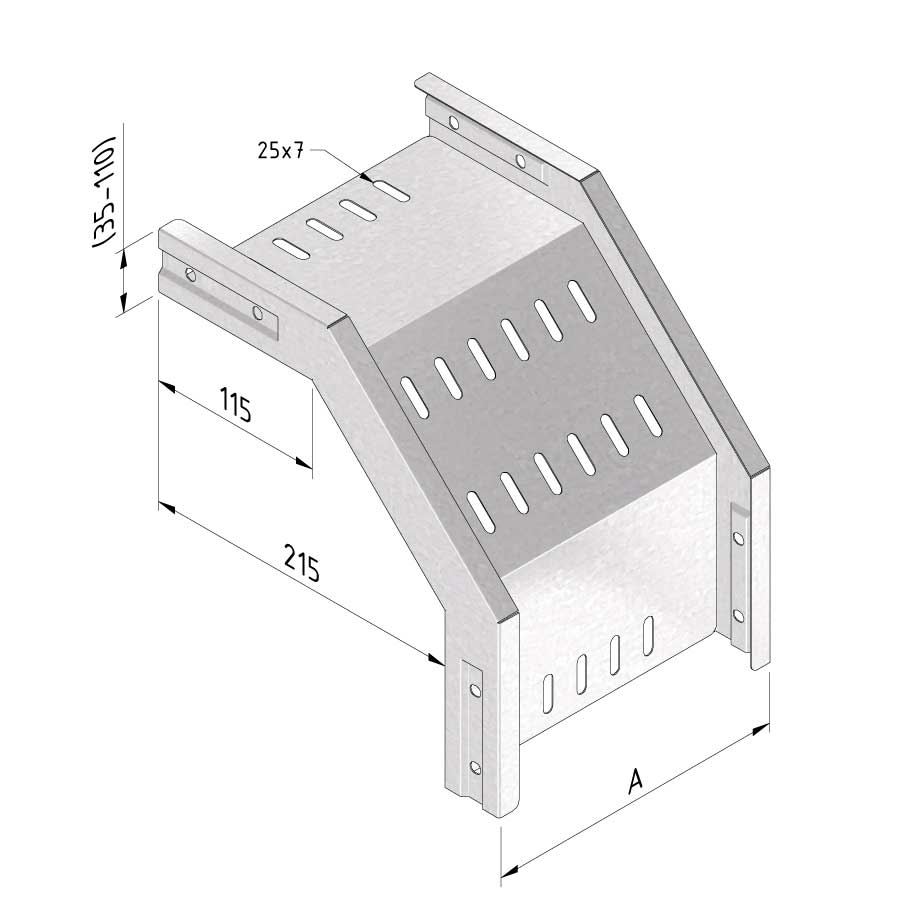
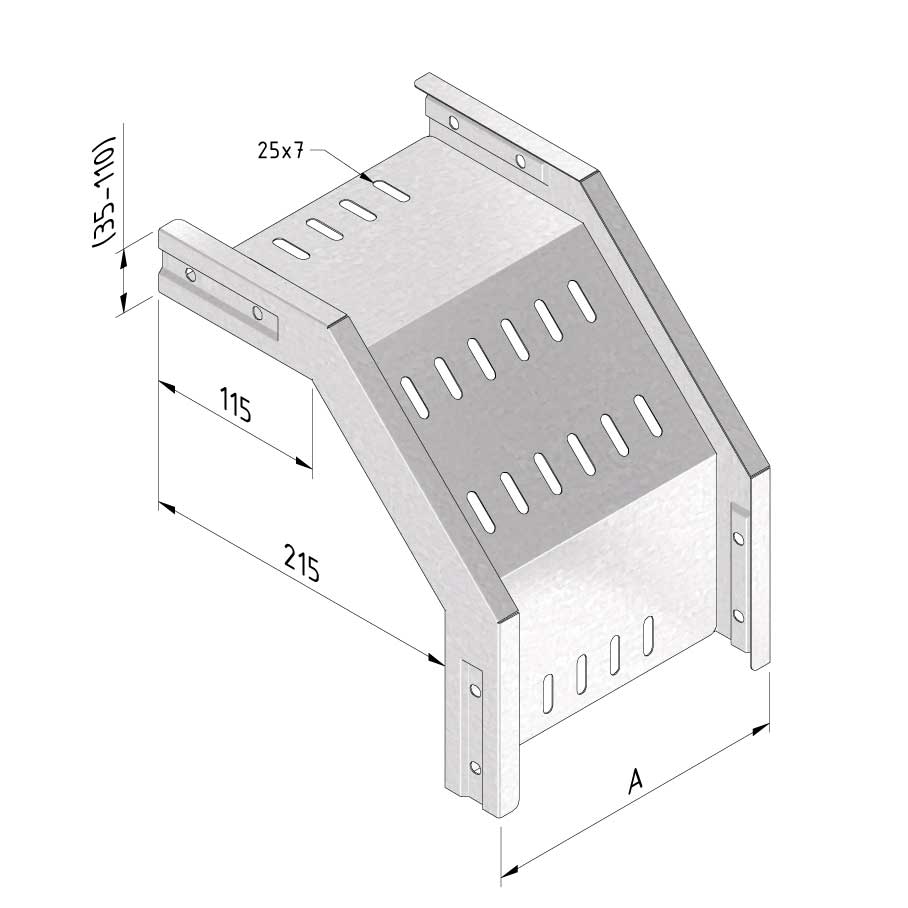
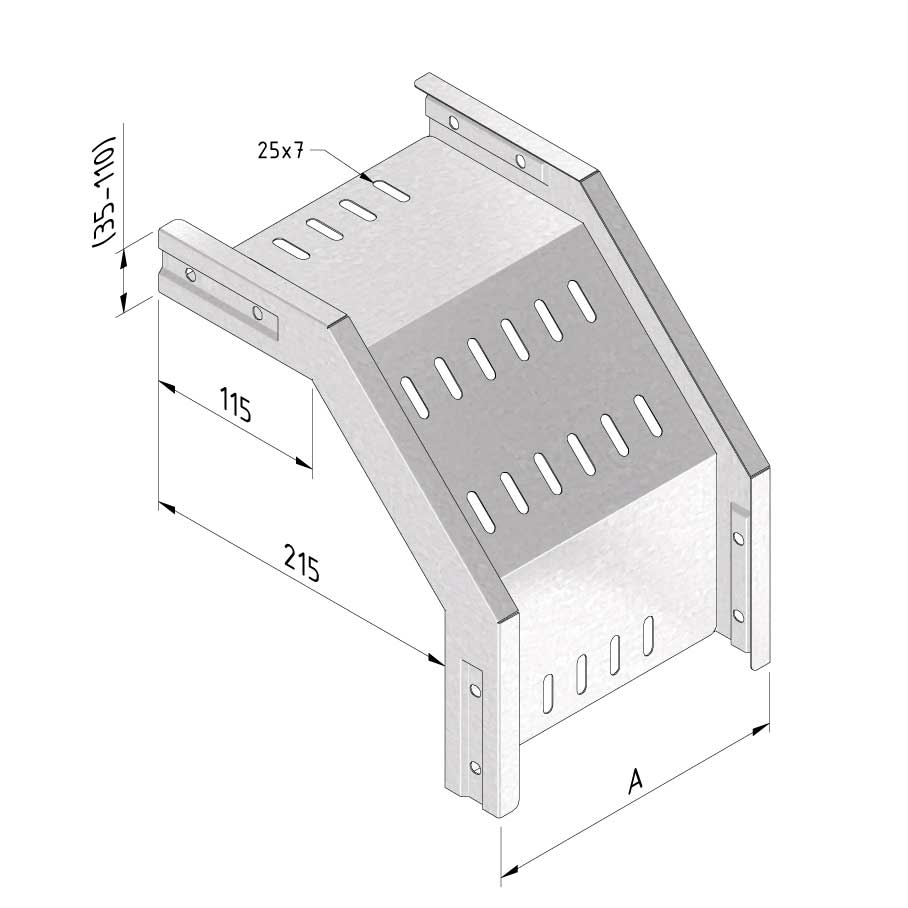
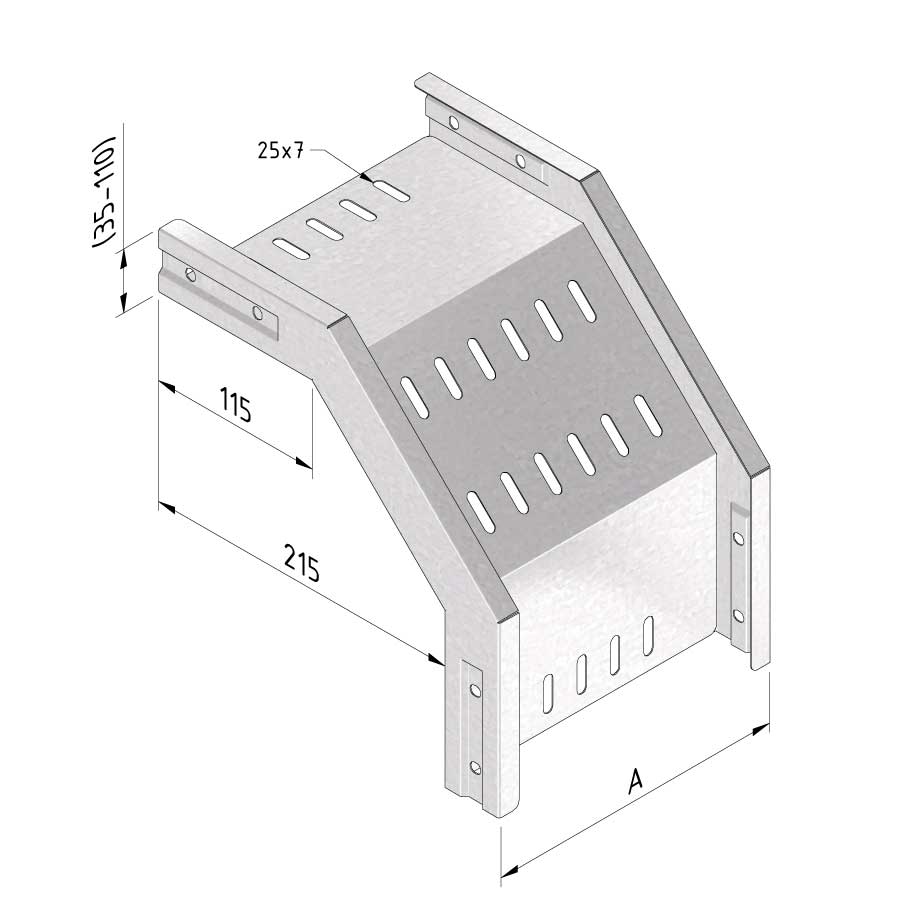
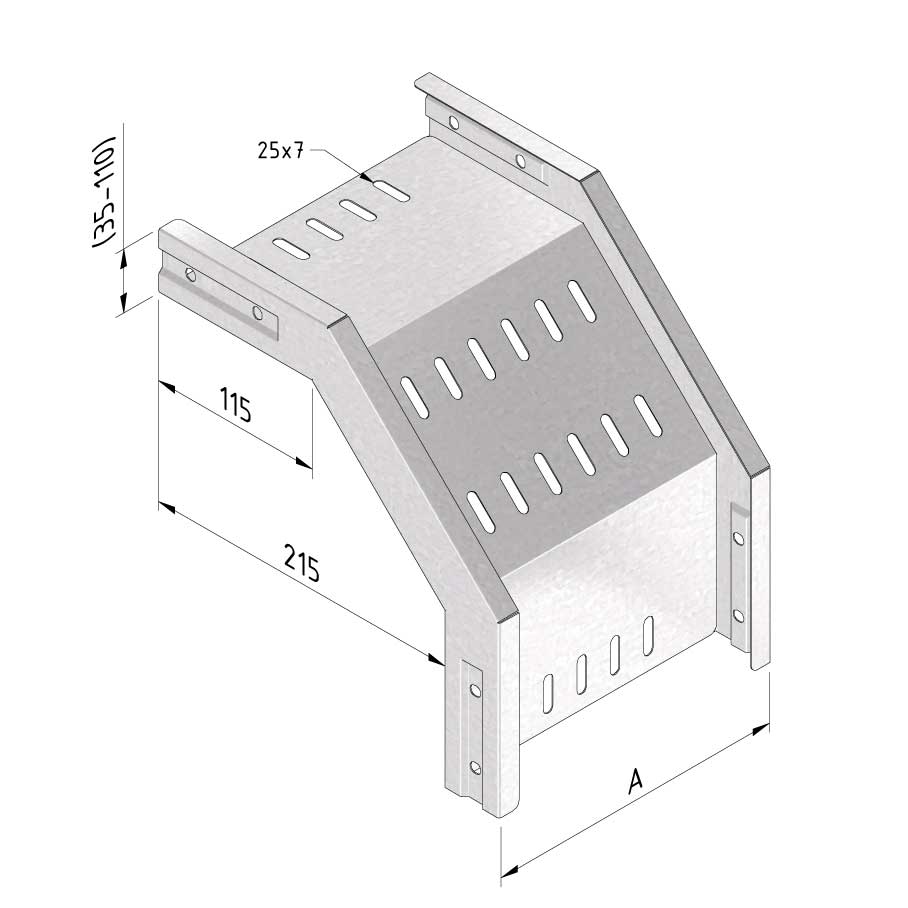
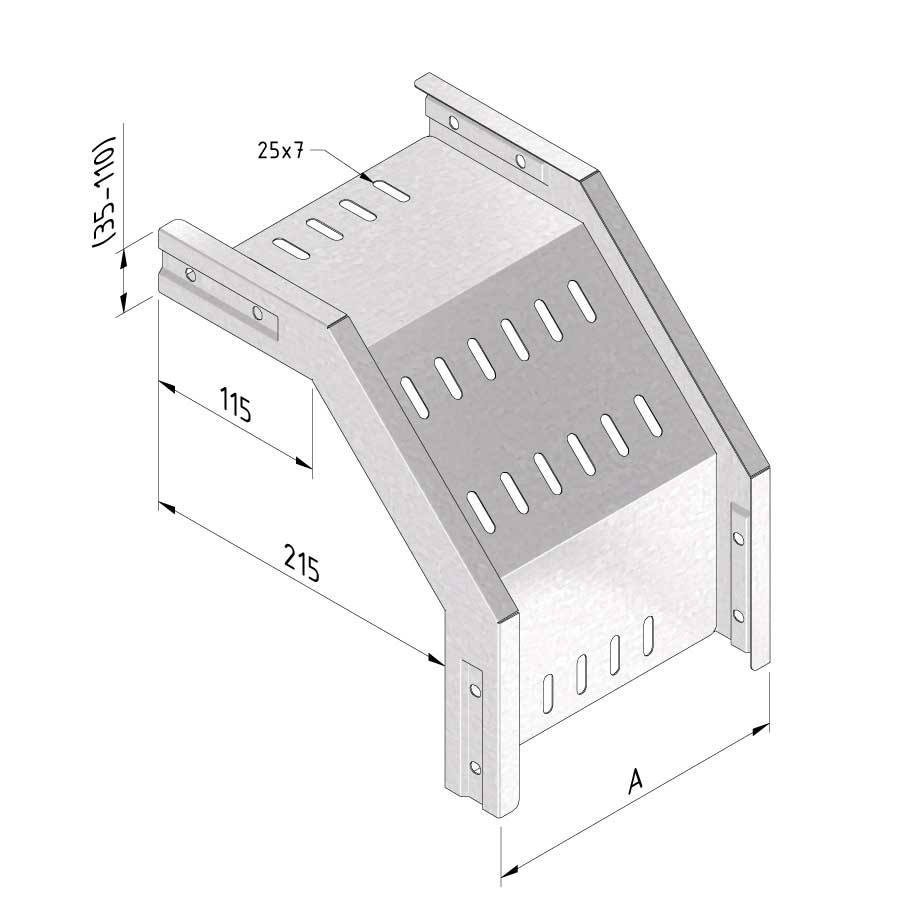
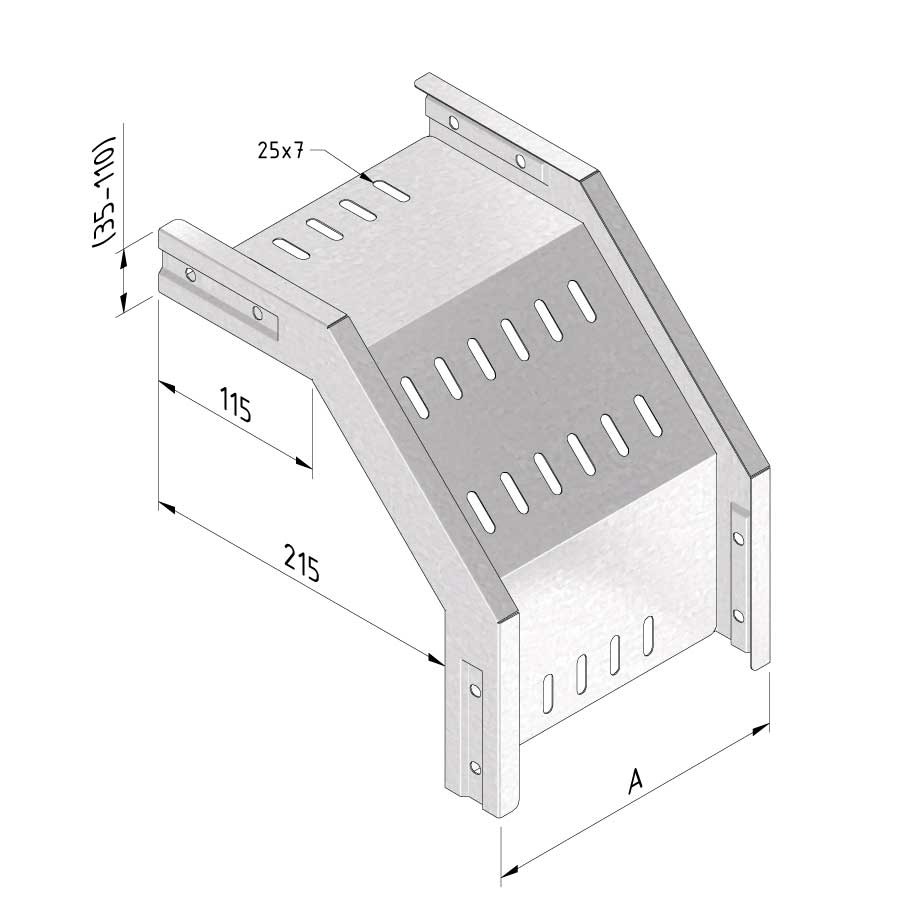
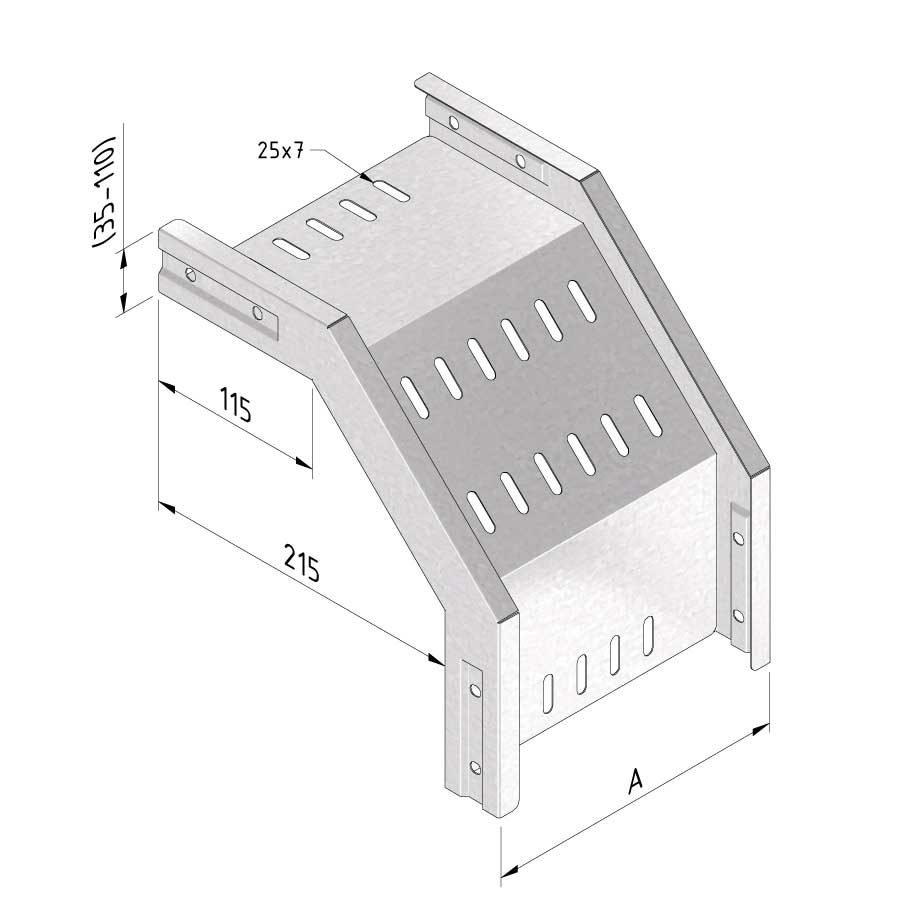
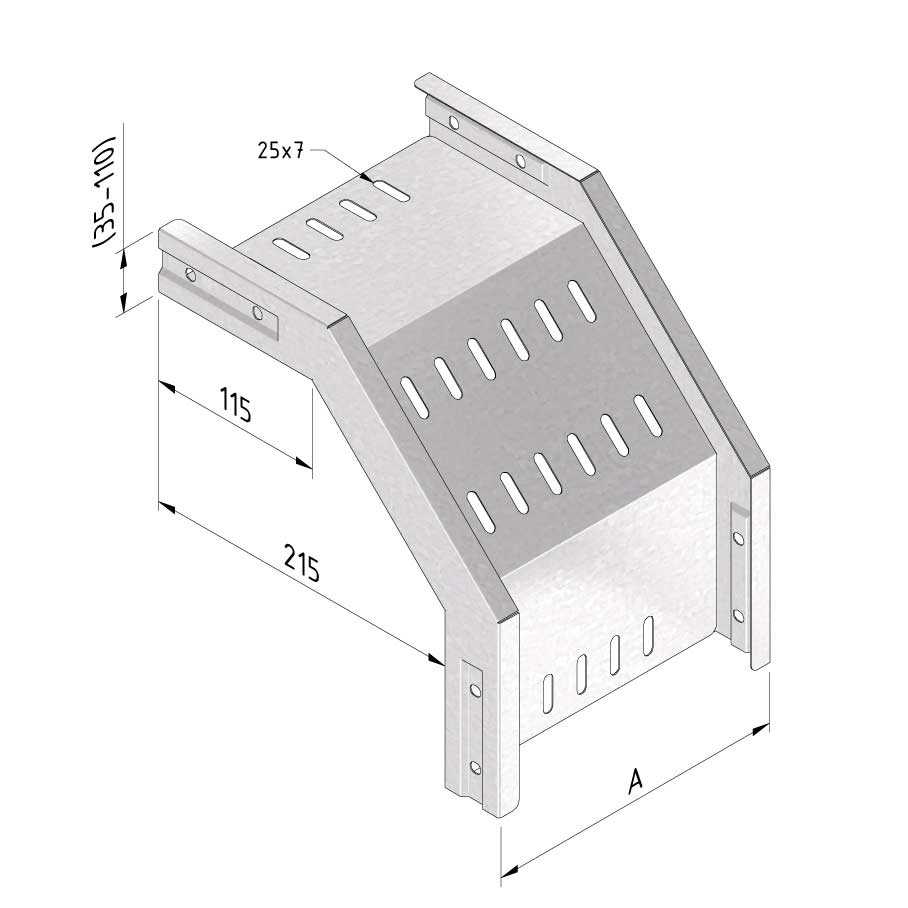
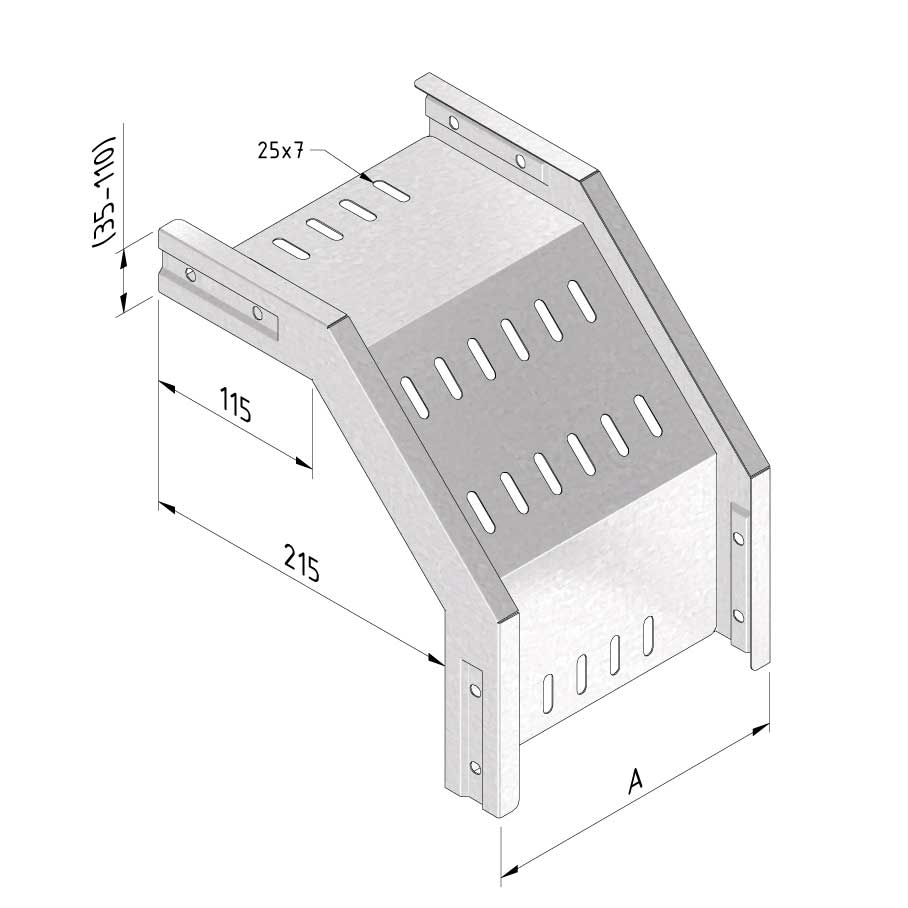
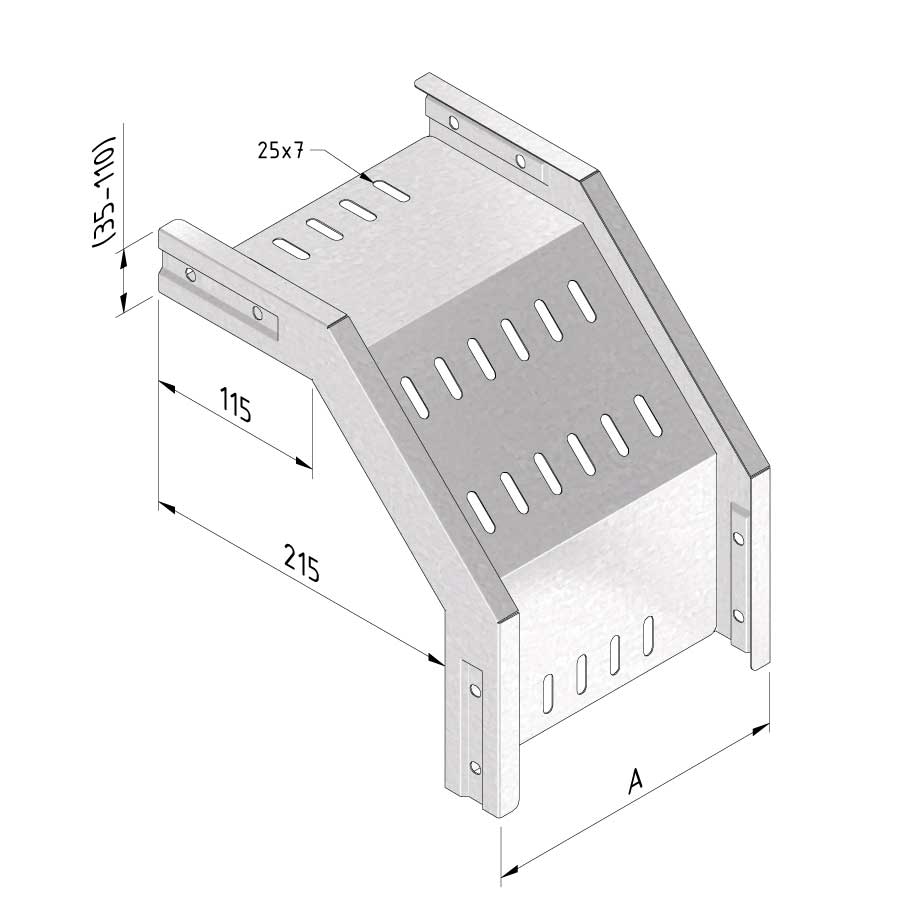
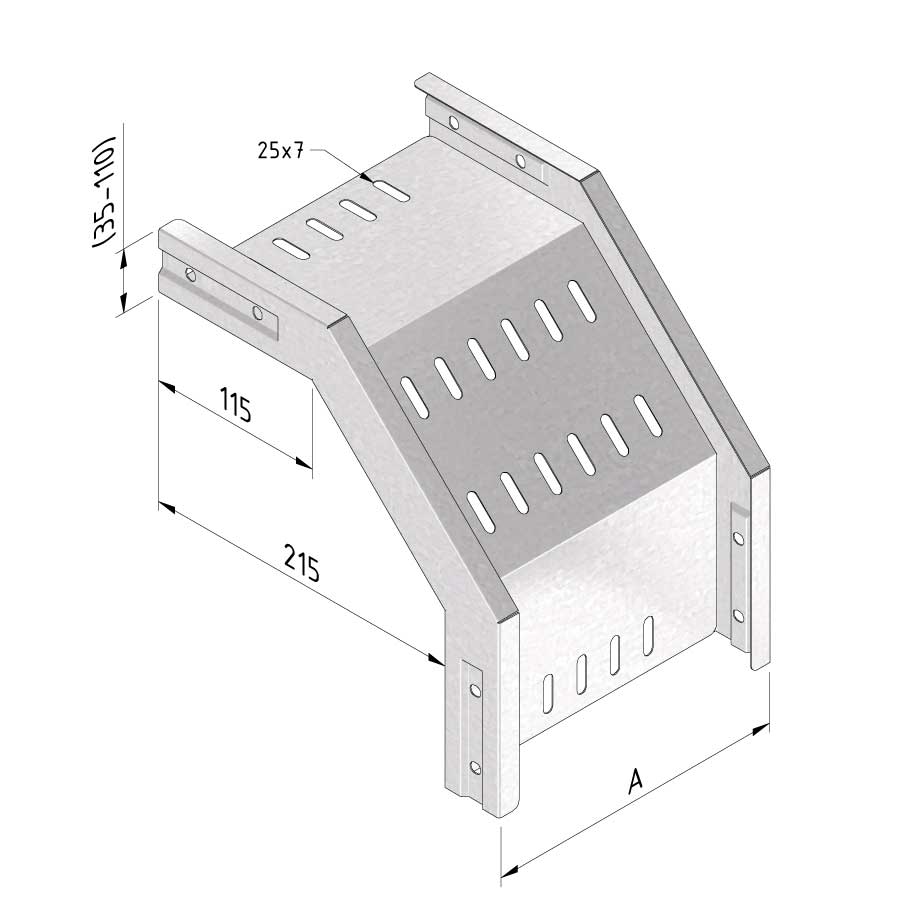
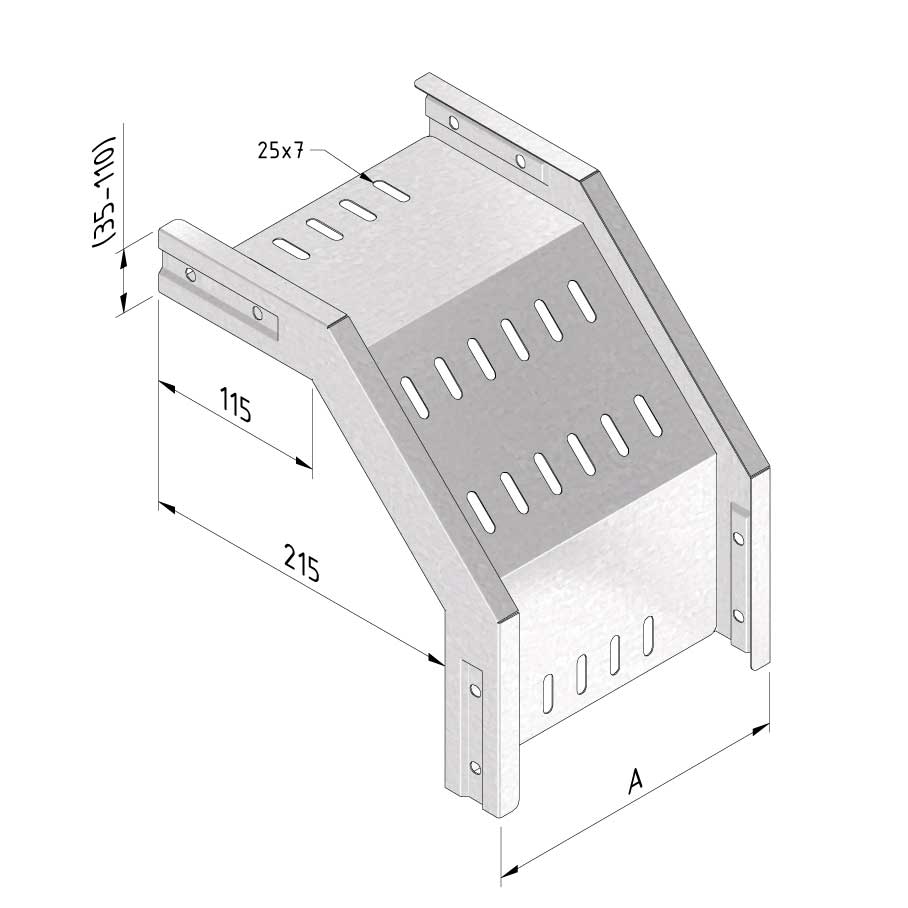
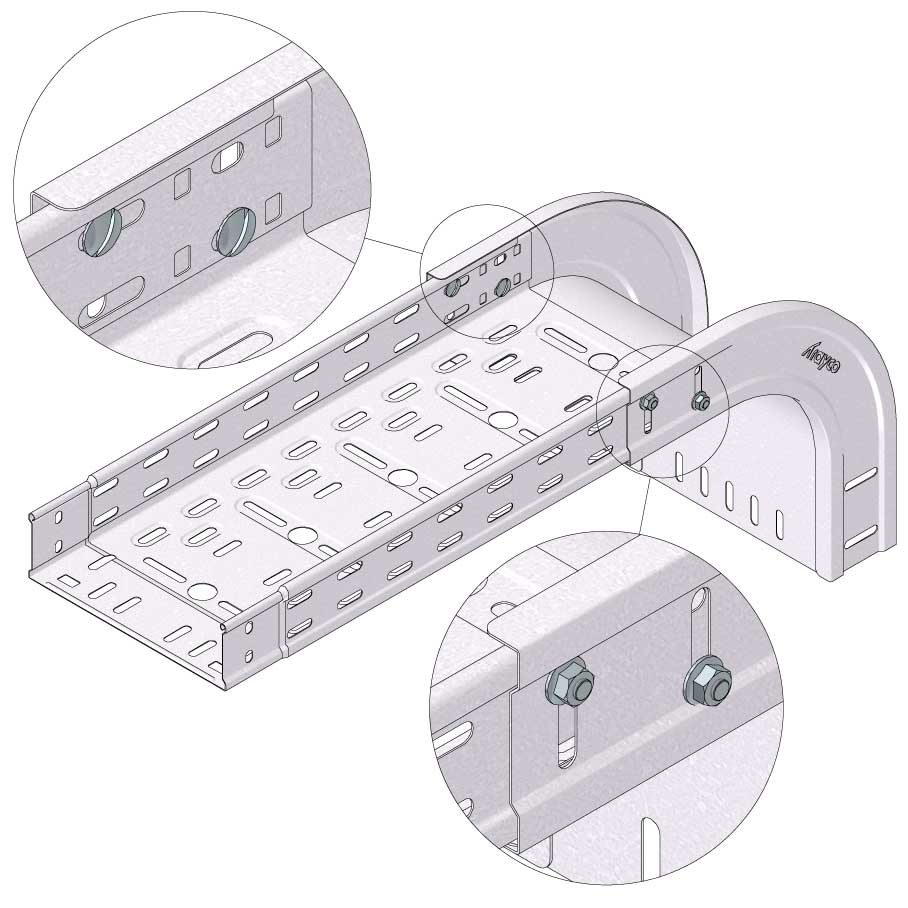
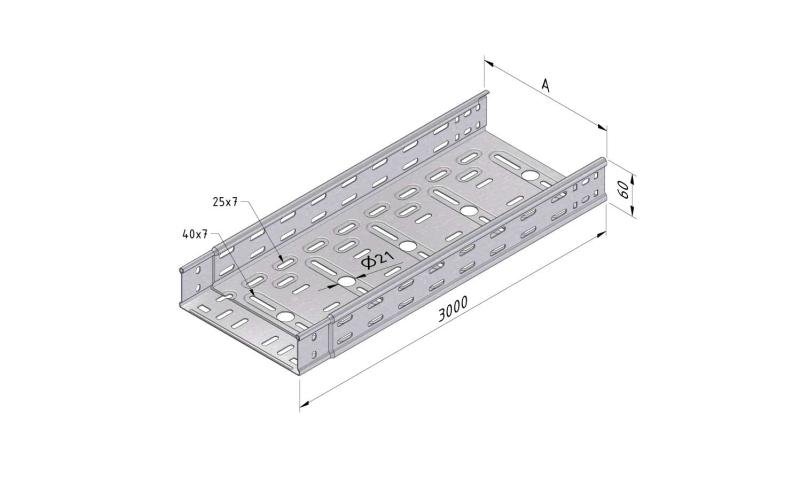
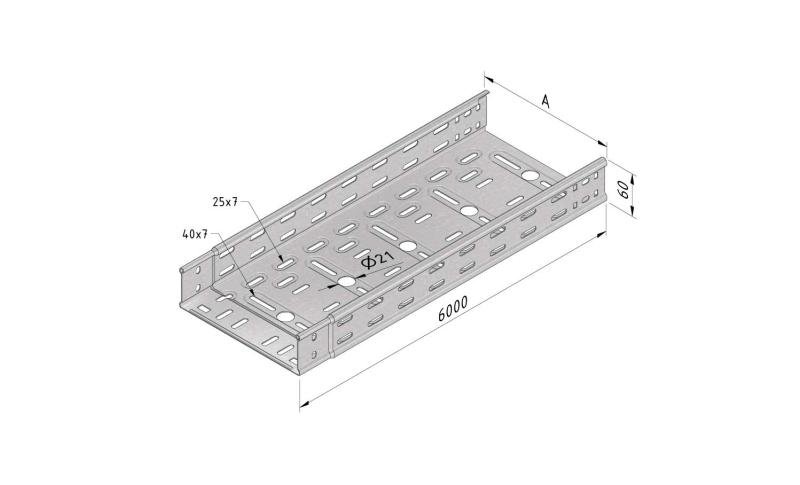
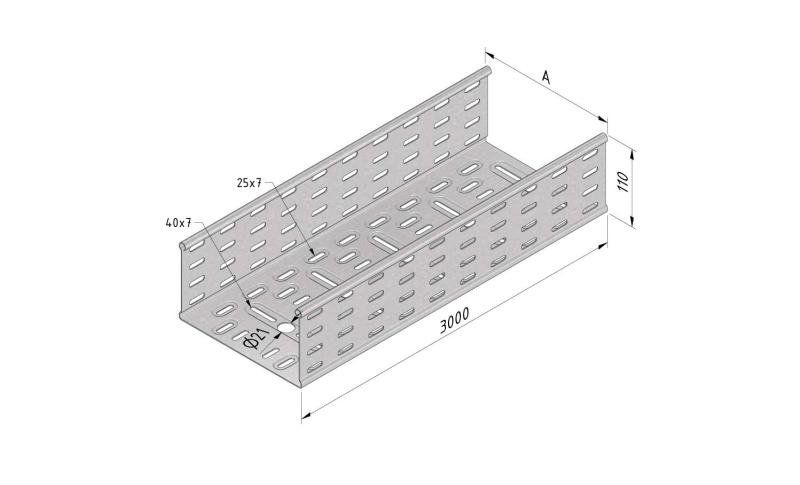
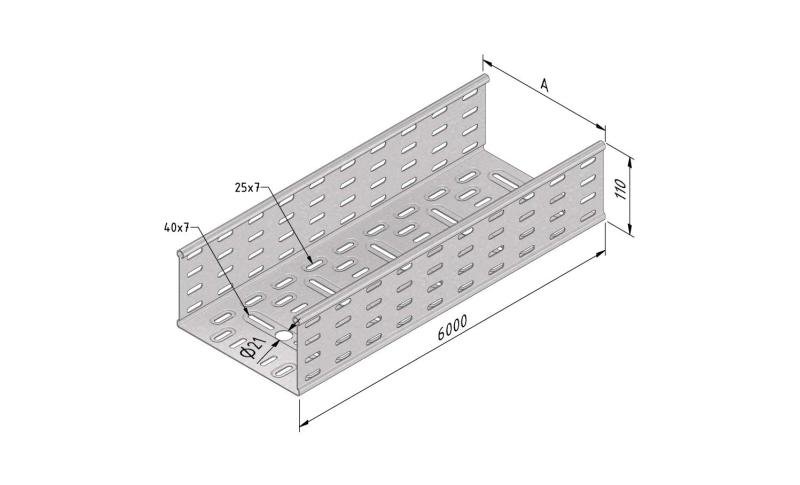
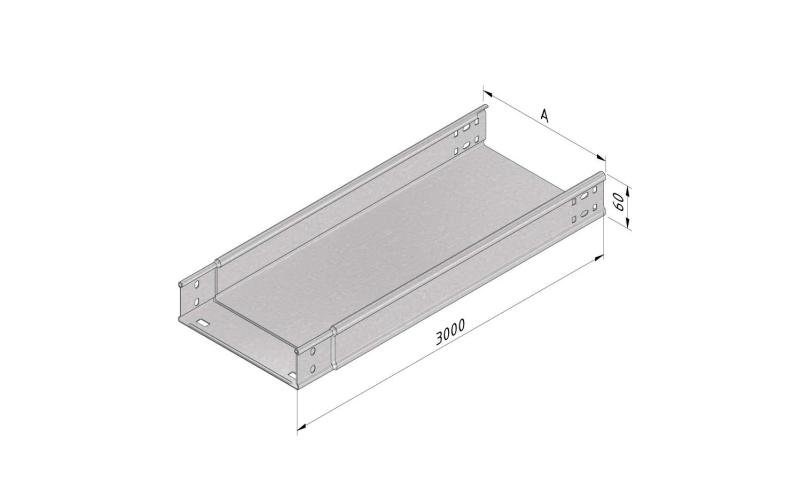
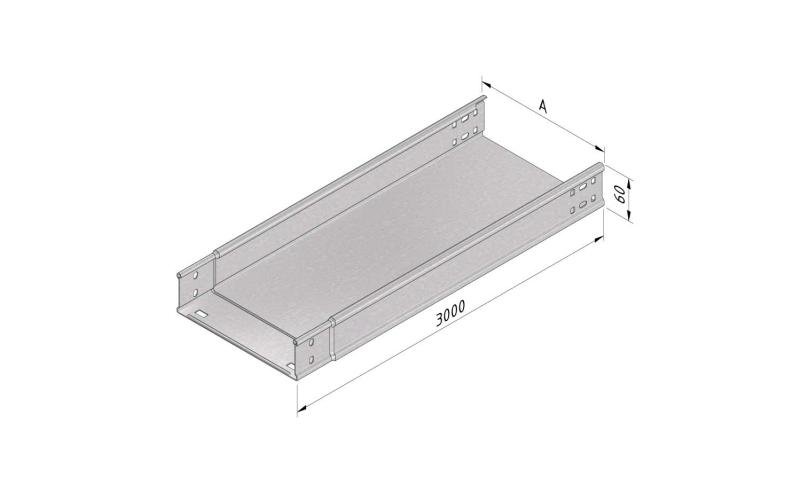
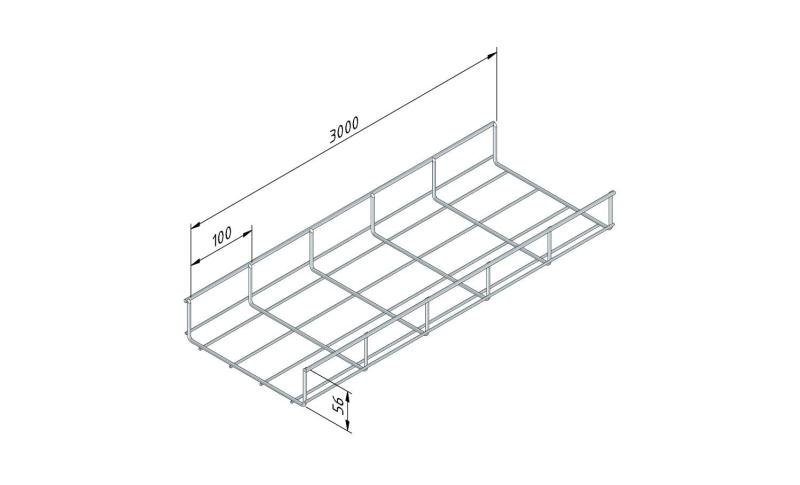
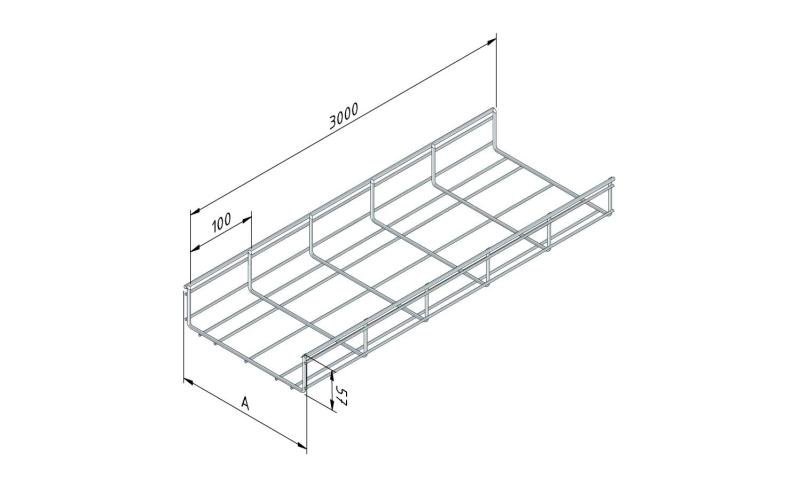
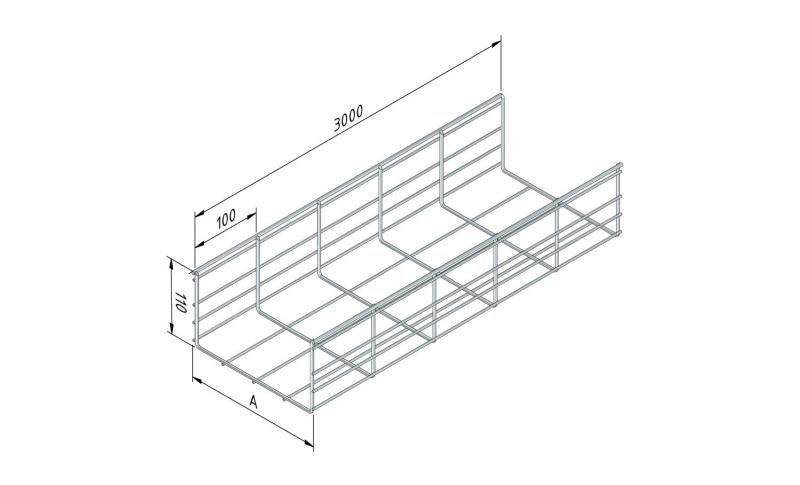
Cable Tray Falling Bend
CT-FB



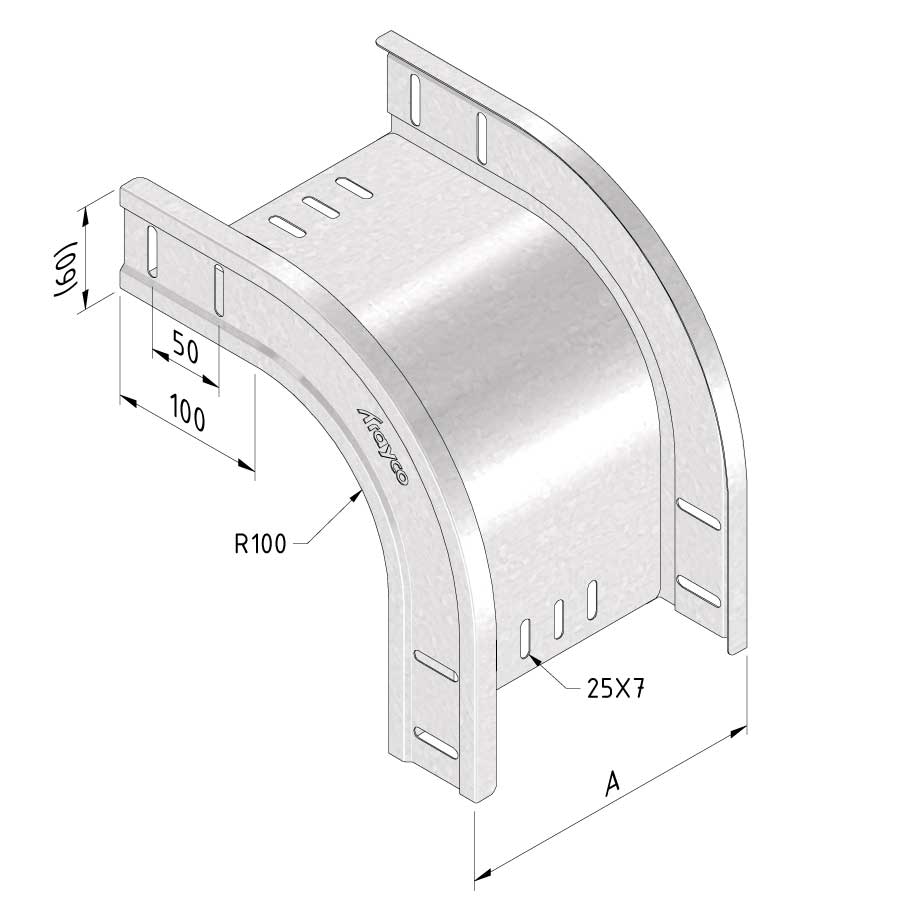
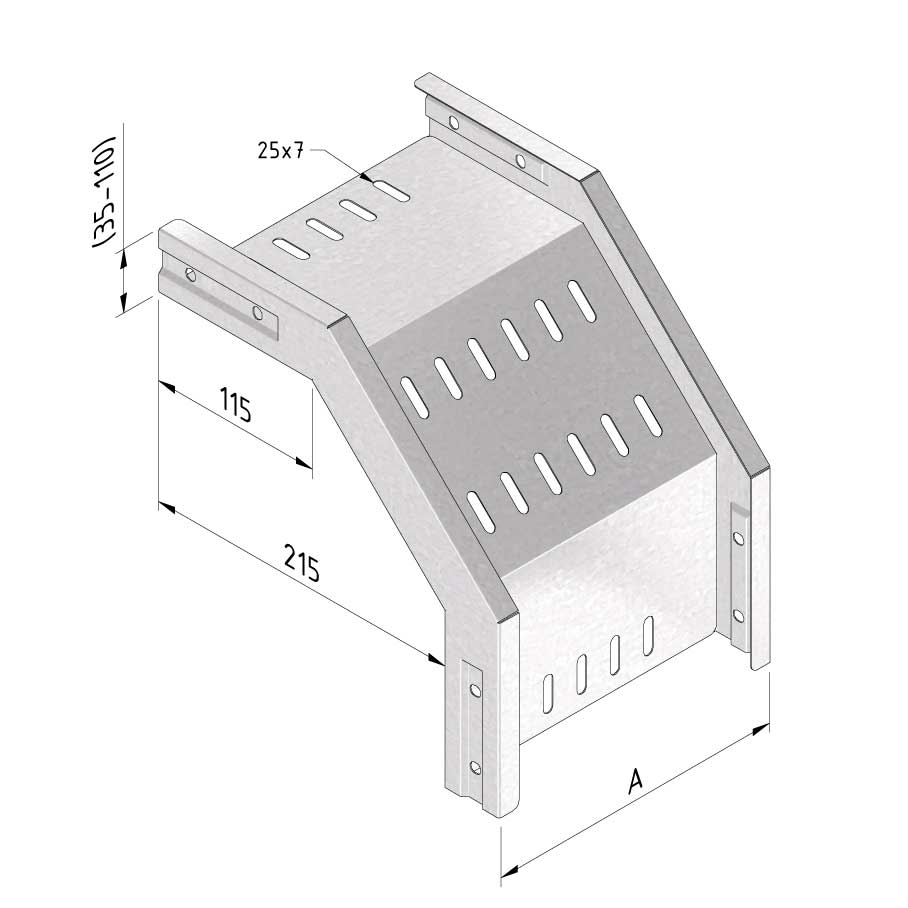

Cable Tray Falling Bend
CT-FB
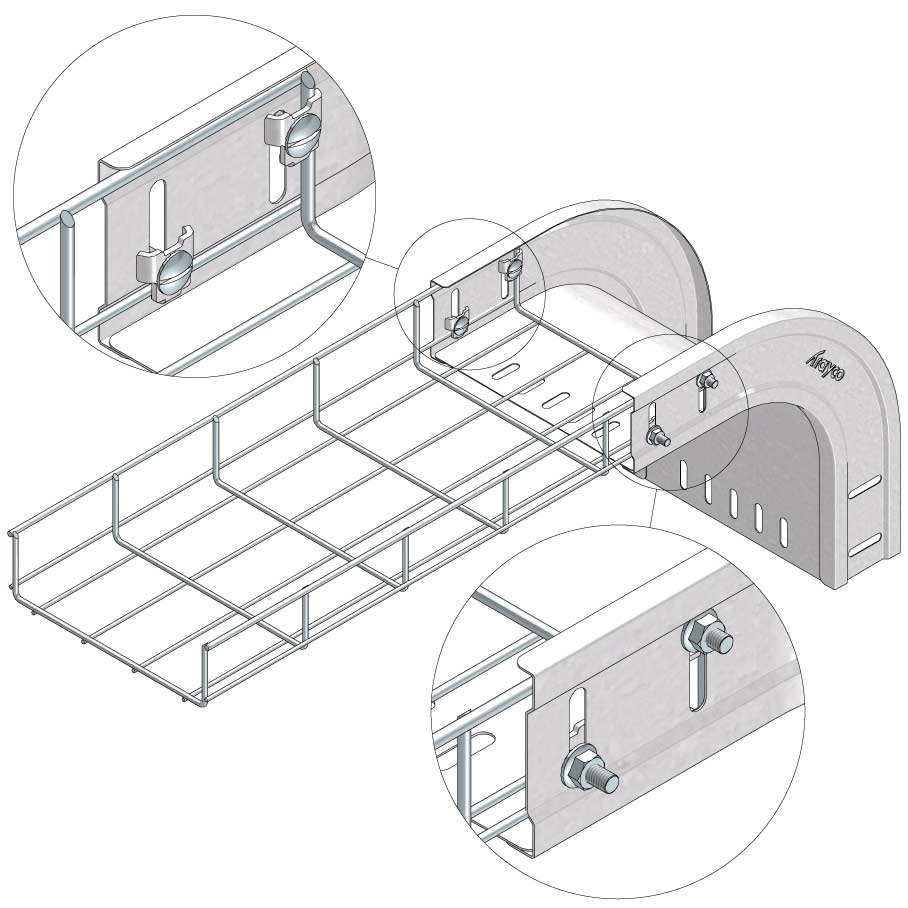
Connect with BN06-10
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
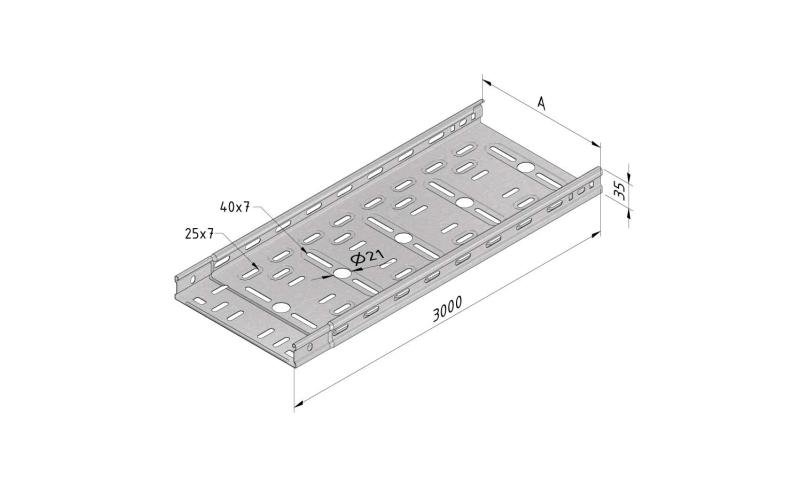
12124 |
CT35-FB90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
12125 |
CT35-FB90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
12126 |
CT35-FB90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
12127 |
CT35-FB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
12128 |
CT35-FB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
12129 |
CT35-FB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
16334 |
CT35-FB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
12174 |
CT35-FB90-050-DG |
DG
|
50
|
1
|
|
|
|
|
12175 |
CT35-FB90-075-DG |
DG
|
75
|
1
|
|
|
|
|
12176 |
CT35-FB90-100-DG |
DG
|
100
|
1
|
|
|
|
|
12177 |
CT35-FB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
12178 |
CT35-FB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
12179 |
CT35-FB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
16335 |
CT35-FB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
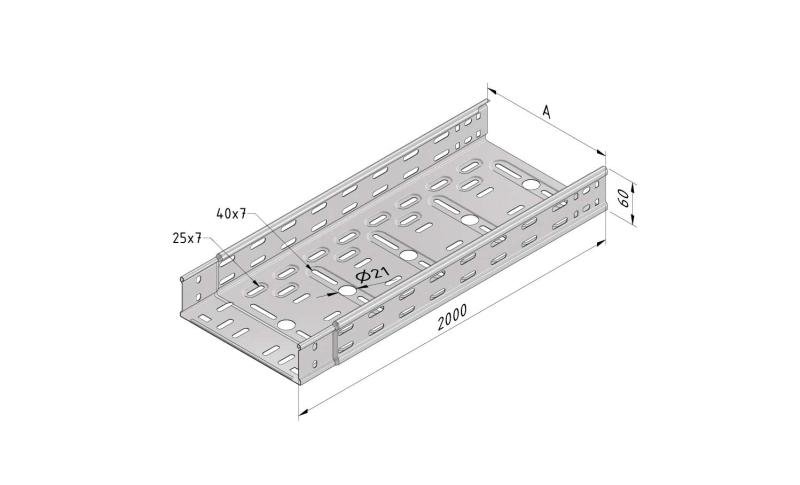
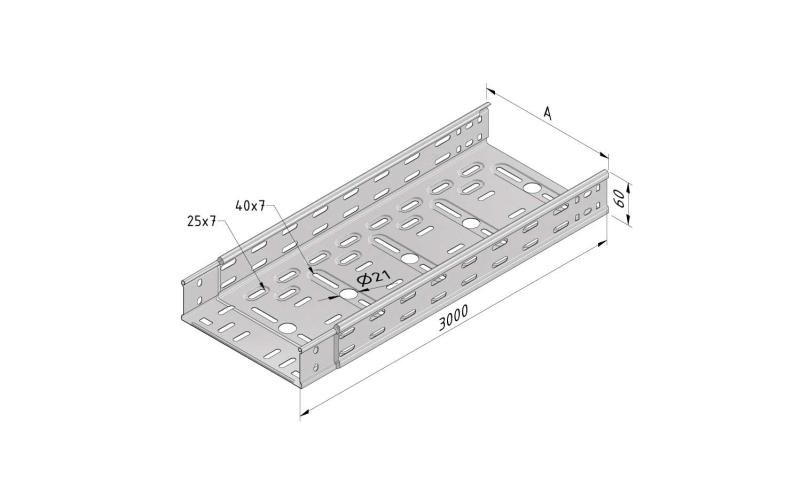
10121 |
CT60-FB90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
10122 |
CT60-FB90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
10123 |
CT60-FB90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
10124 |
CT60-FB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
10125 |
CT60-FB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
10126 |
CT60-FB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
10127 |
CT60-FB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
11471 |
CT60-FB90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
11516 |
CT60-FB90-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
19823 |
CT60-FB90-050-UG |
UG
|
50
|
1
|
|
|
|
|
19824 |
CT60-FB90-075-UG |
UG
|
75
|
1
|
|
|
|
|
19825 |
CT60-FB90-100-UG |
UG
|
100
|
1
|
Default
|
|
|
|
19826 |
CT60-FB90-150-UG |
UG
|
150
|
1
|
|
|
|
|
19827 |
CT60-FB90-200-UG |
UG
|
200
|
1
|
|
|
|
|
19828 |
CT60-FB90-300-UG |
UG
|
300
|
1
|
|
|
|
|
19829 |
CT60-FB90-400-UG |
UG
|
400
|
1
|
|
|
|
|
19830 |
CT60-FB90-500-UG |
UG
|
500
|
1
|
|
|
|
|
19831 |
CT60-FB90-600-UG |
UG
|
600
|
1
|
|
|
|
|
11968 |
CT110-FB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
11969 |
CT110-FB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
11970 |
CT110-FB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
11971 |
CT110-FB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
11972 |
CT110-FB90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
12051 |
CT110-FB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
12052 |
CT110-FB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
12053 |
CT110-FB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
12054 |
CT110-FB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
12055 |
CT110-FB90-500-DG |
DG
|
500
|
1
|
|
|









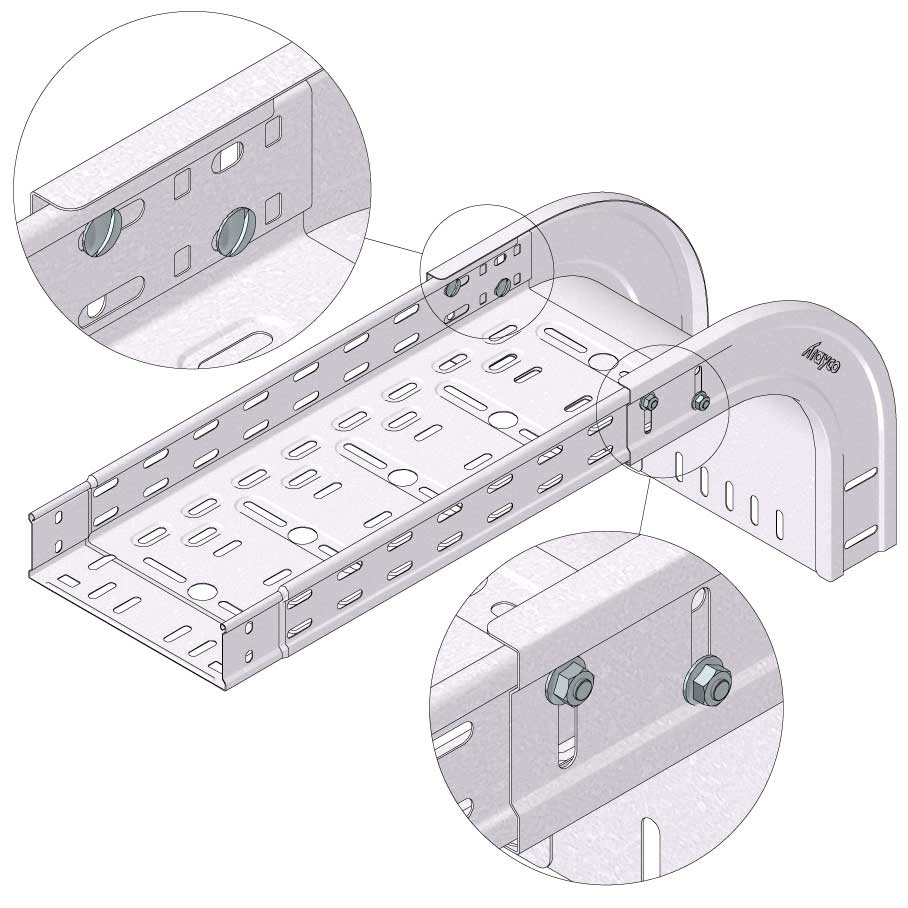







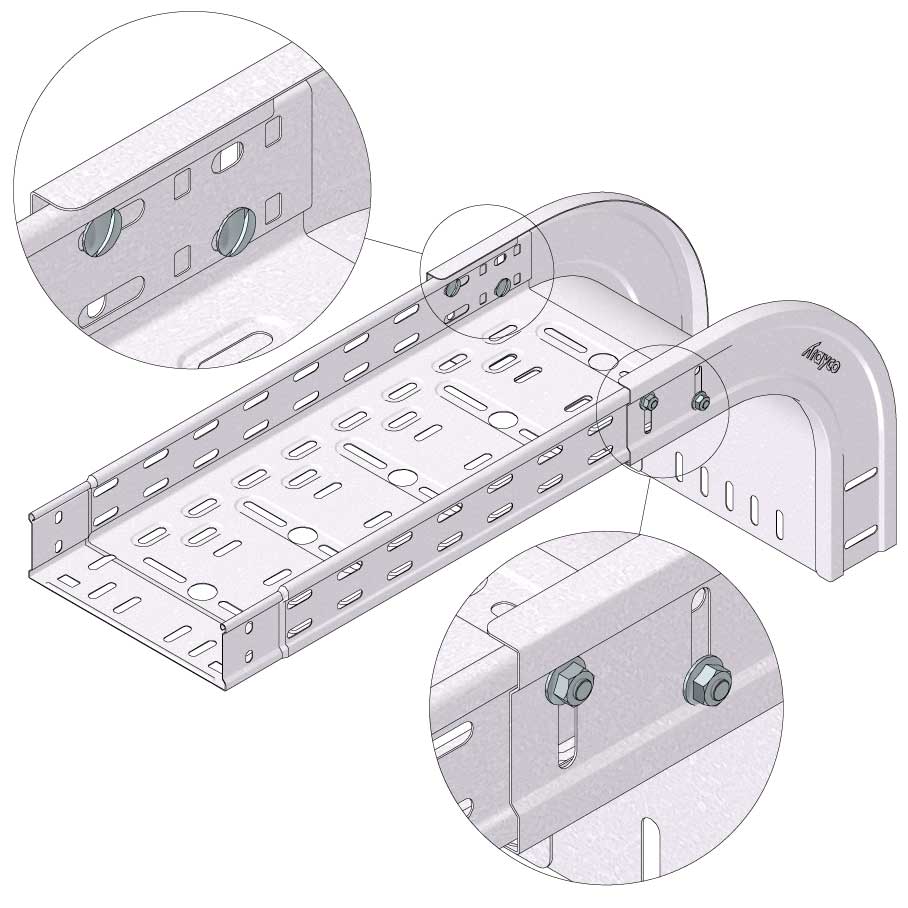



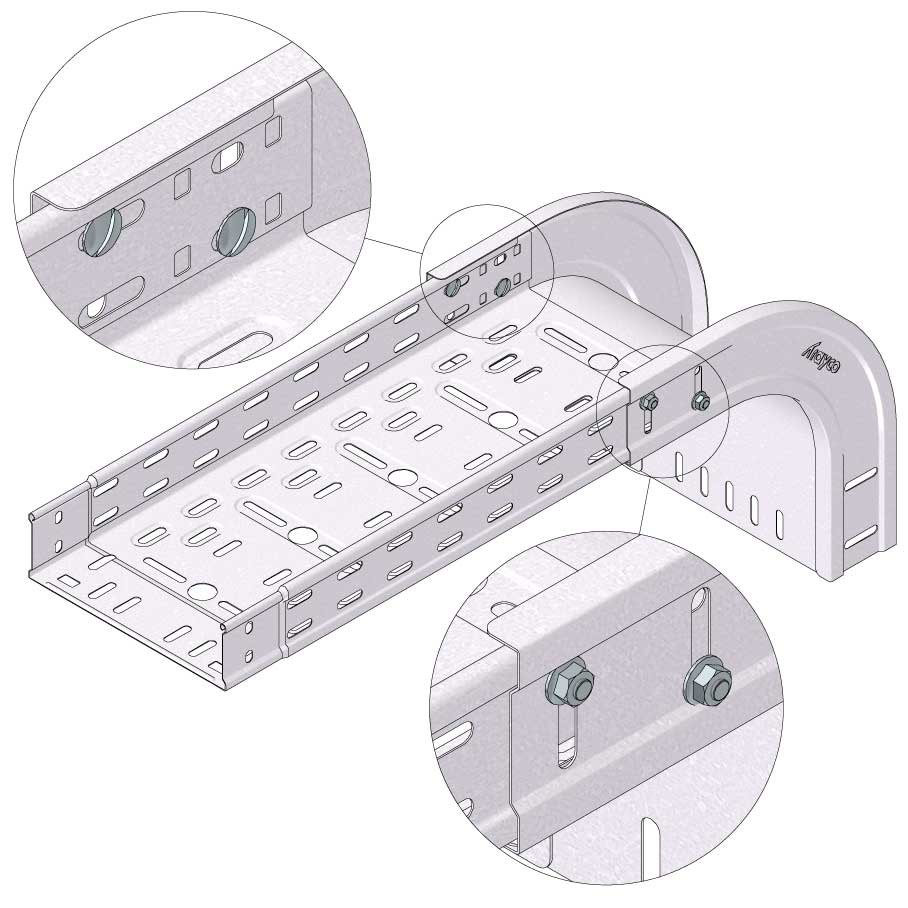




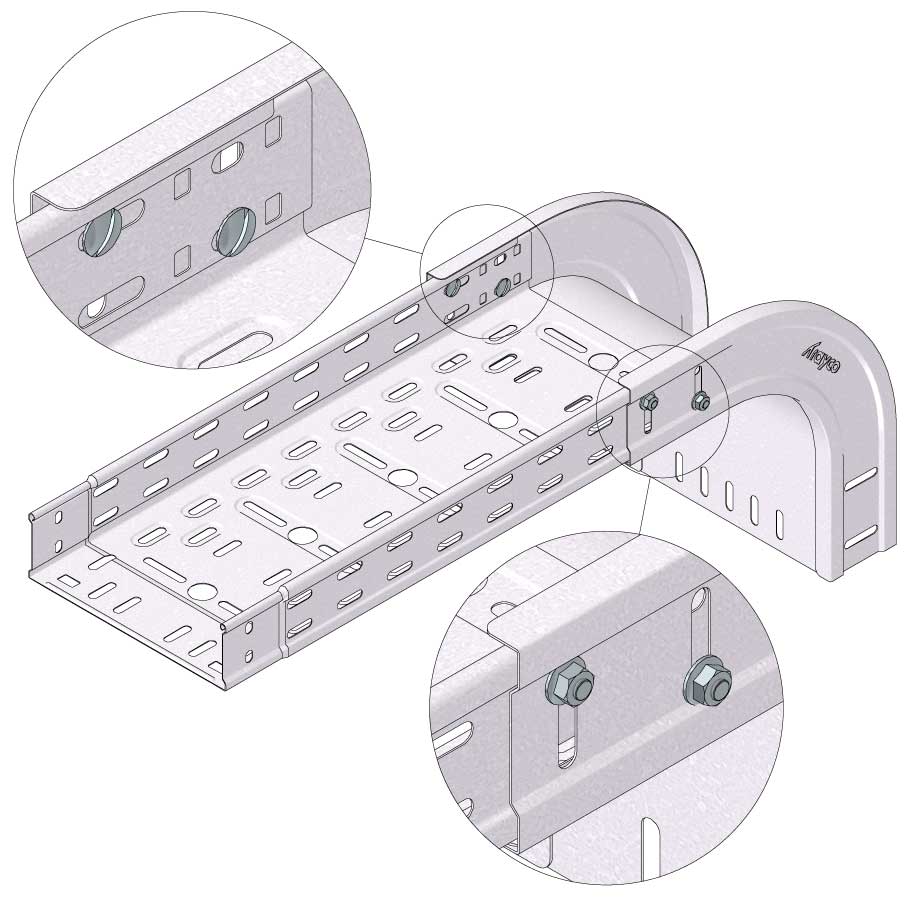









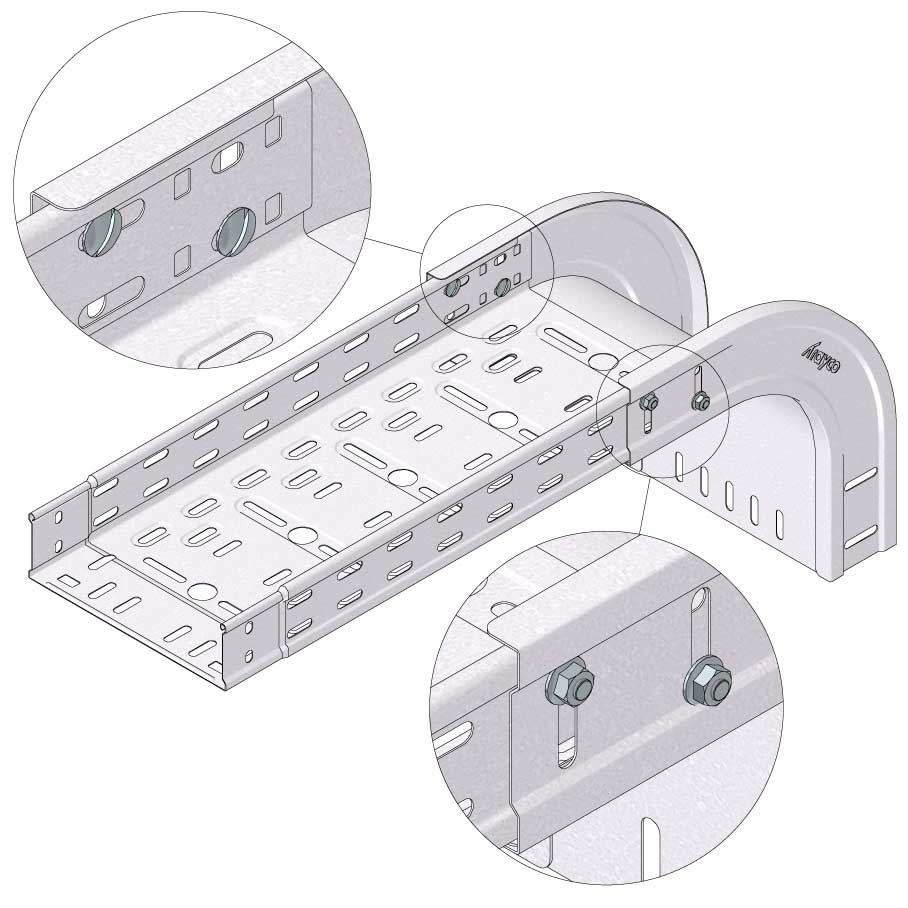



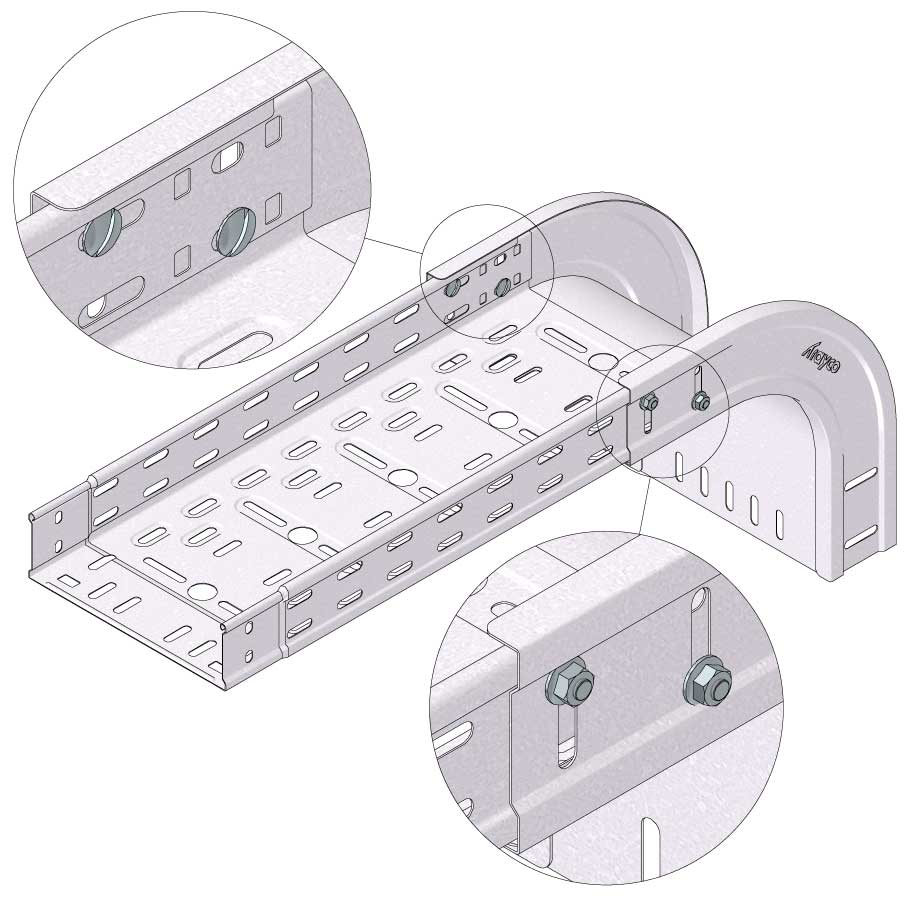








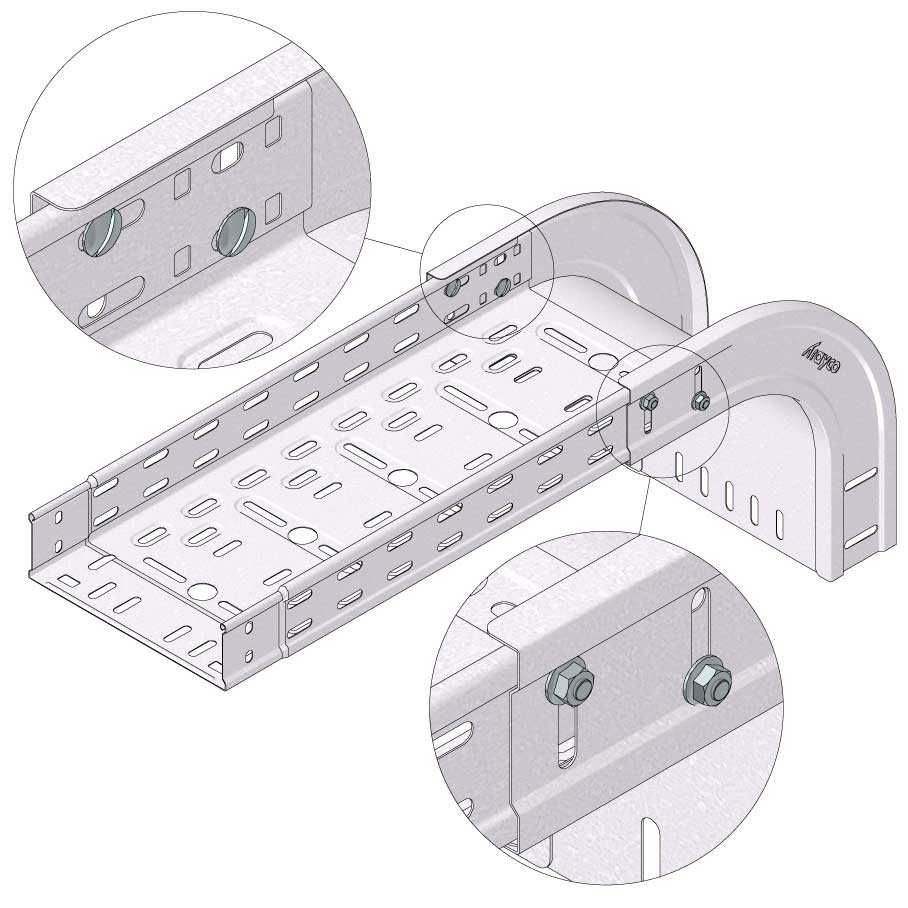




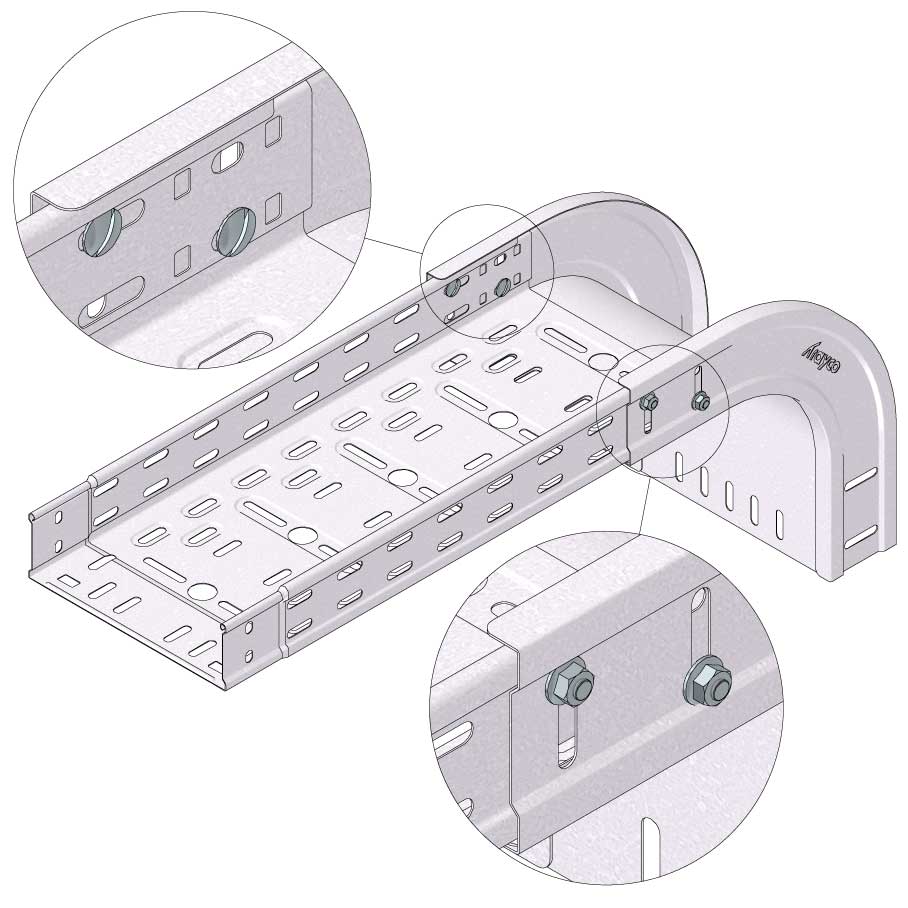



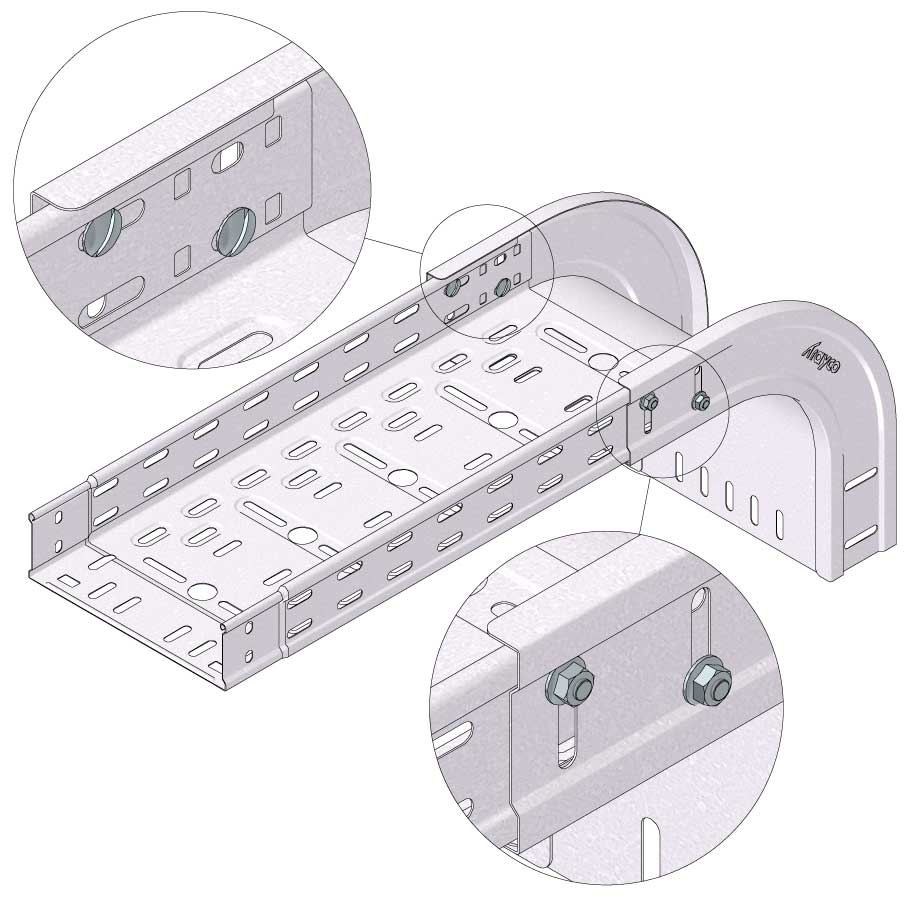



















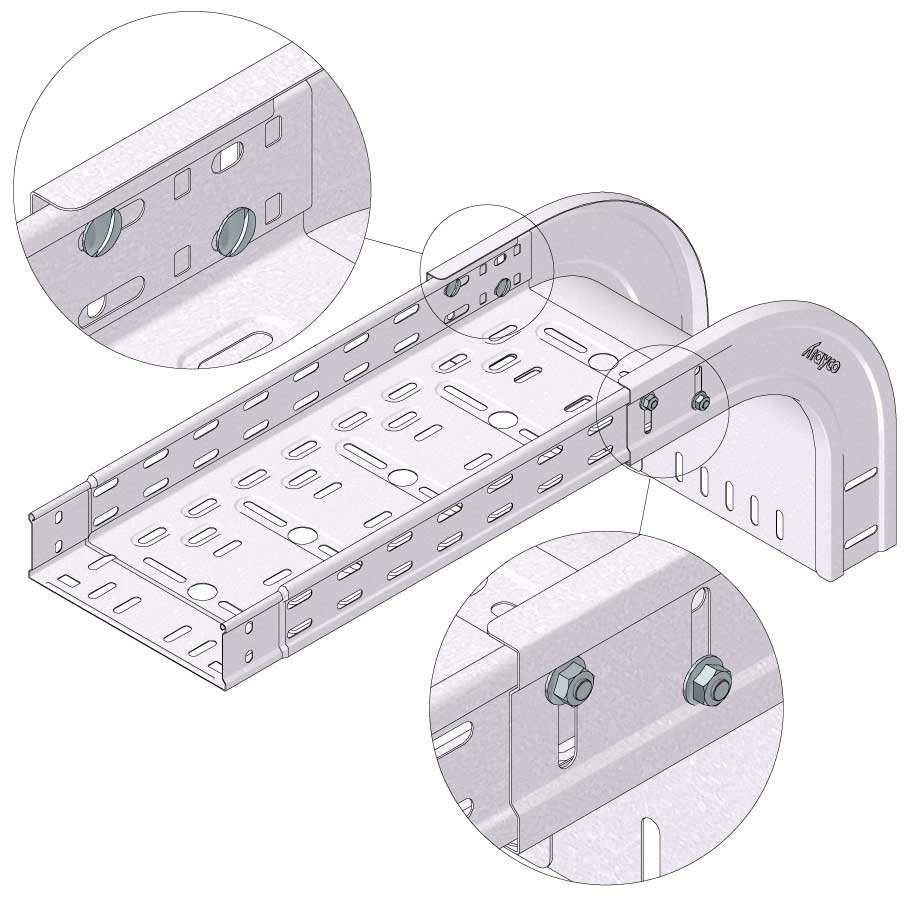



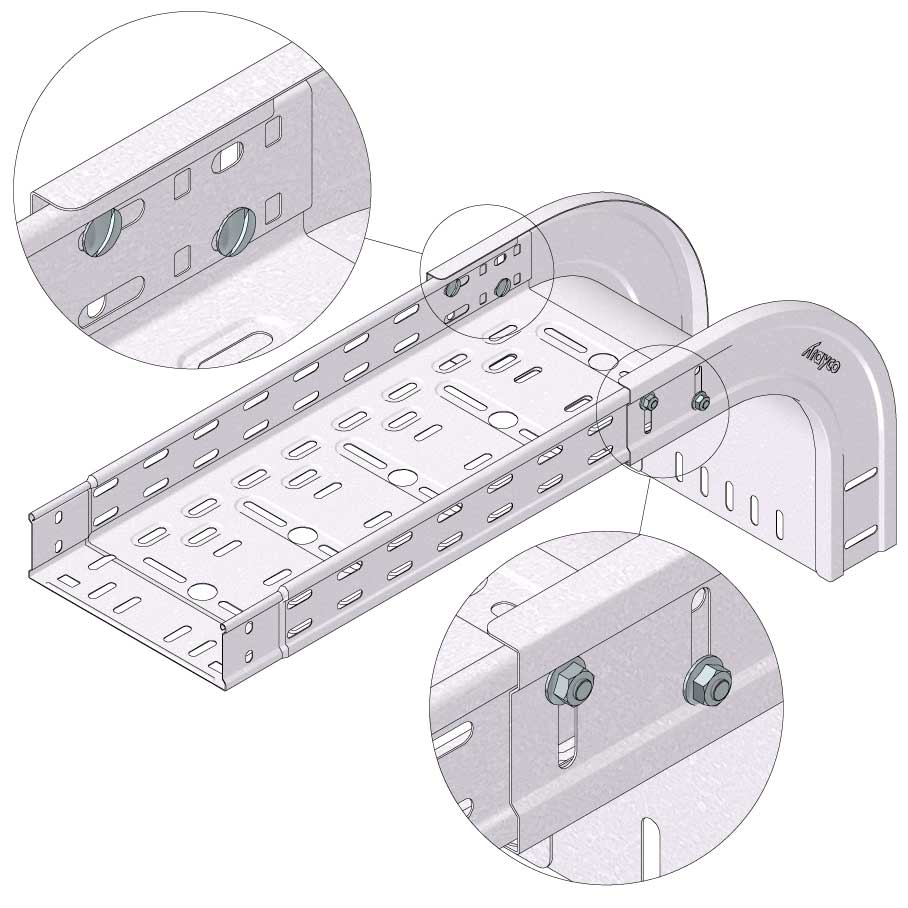












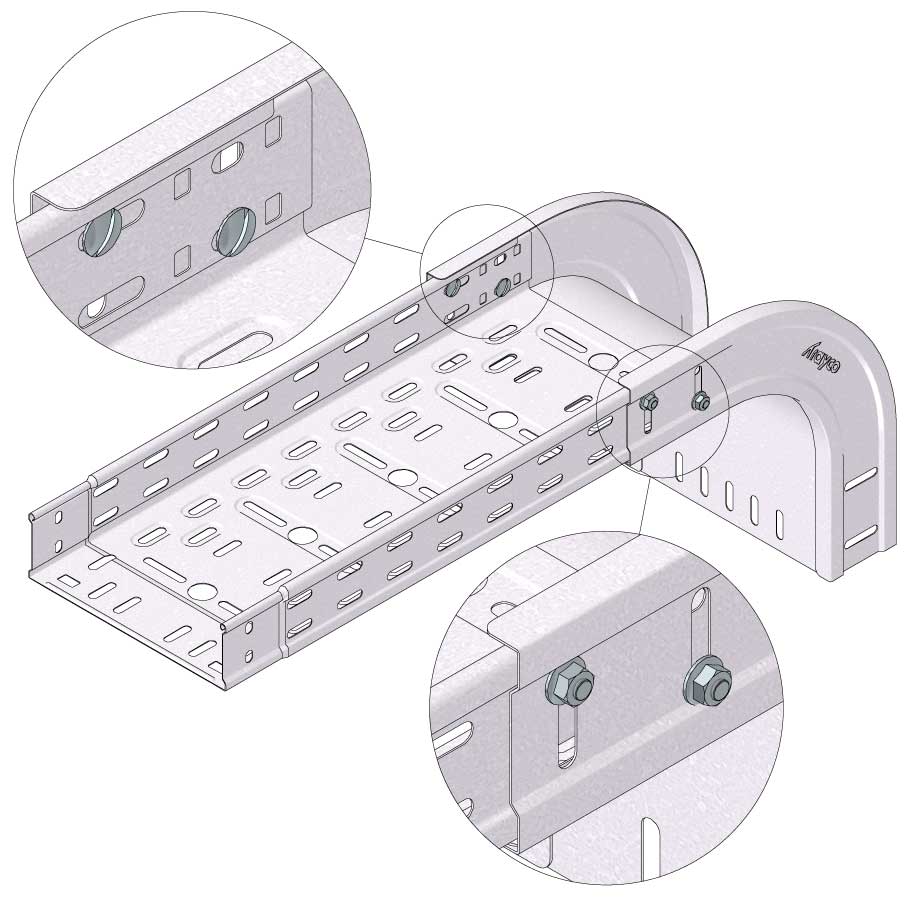







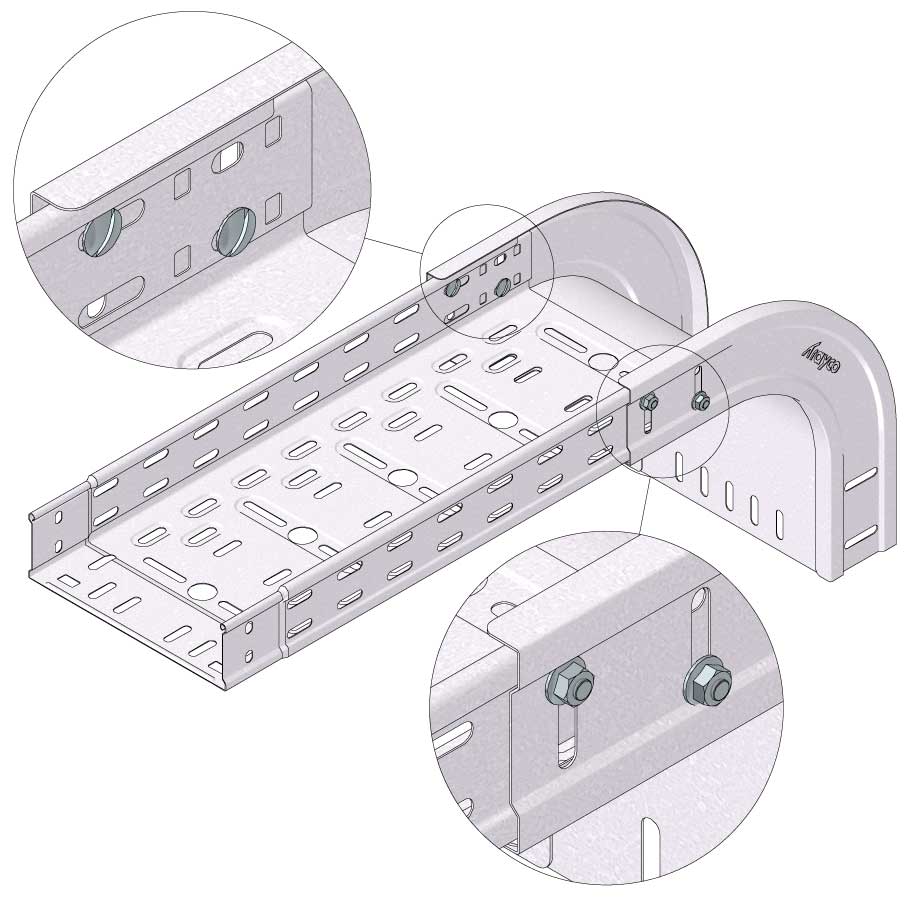




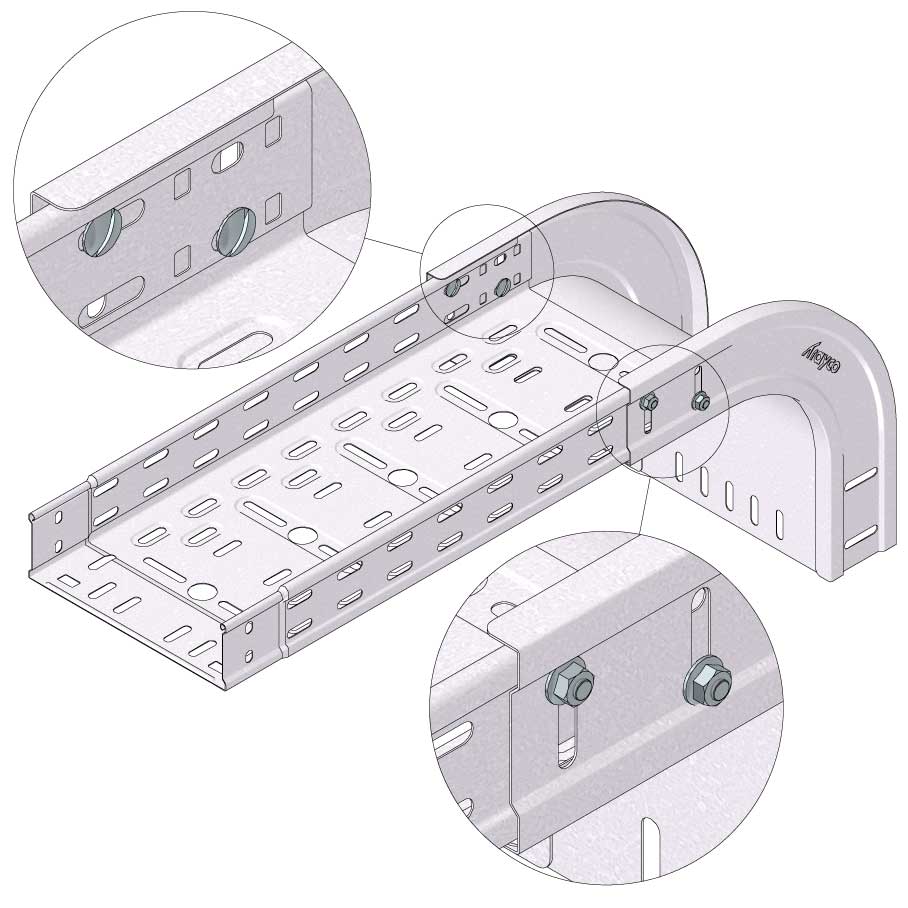

















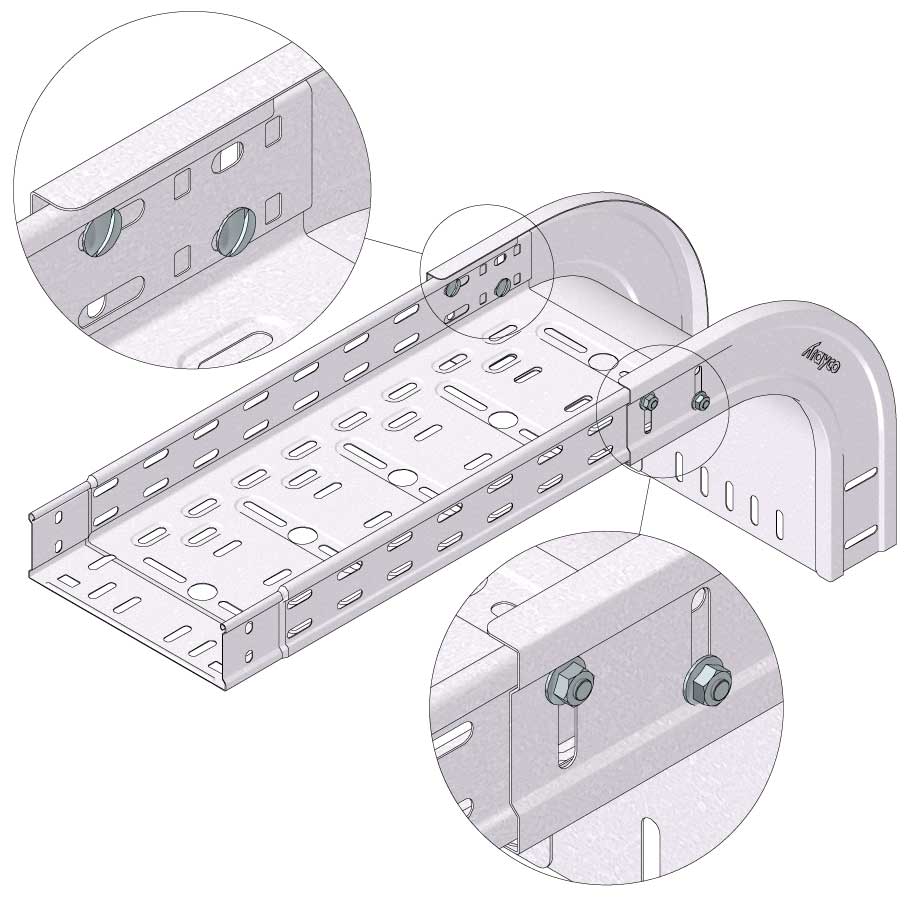




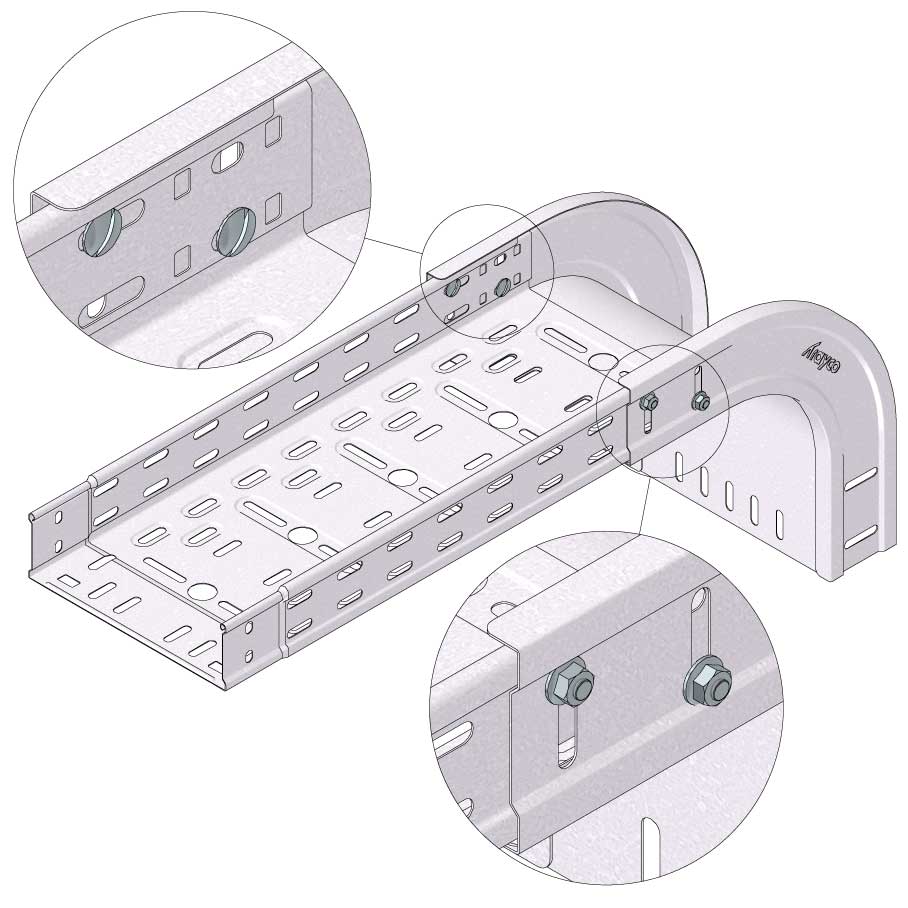



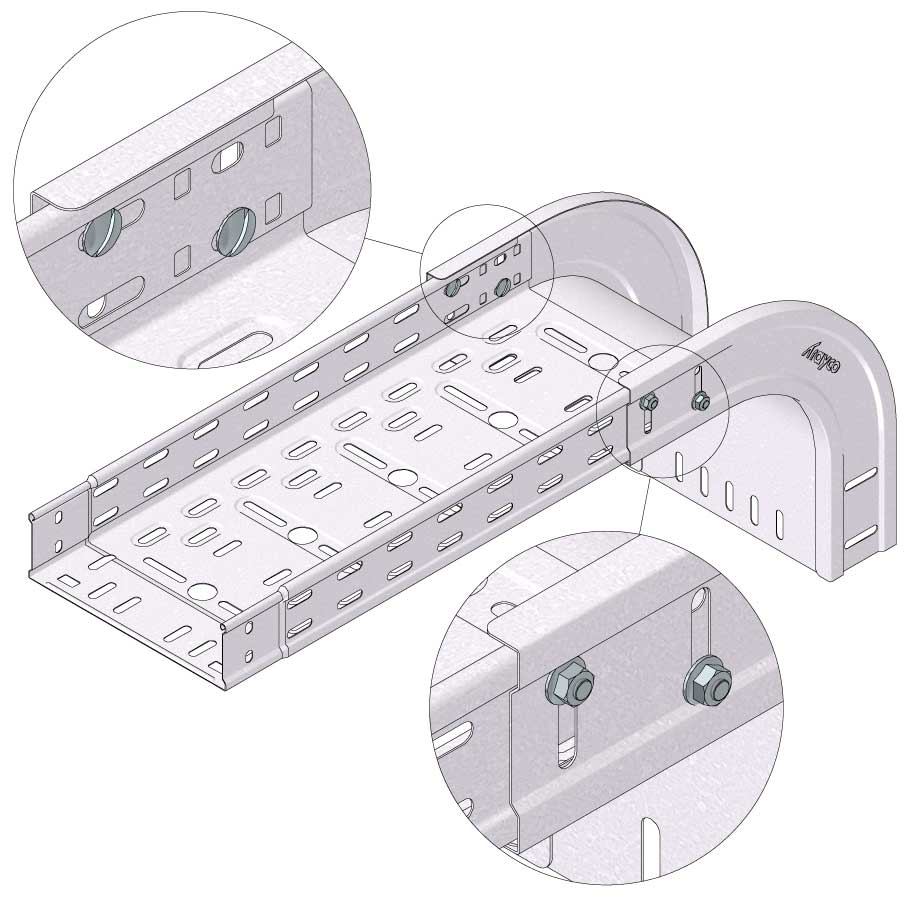







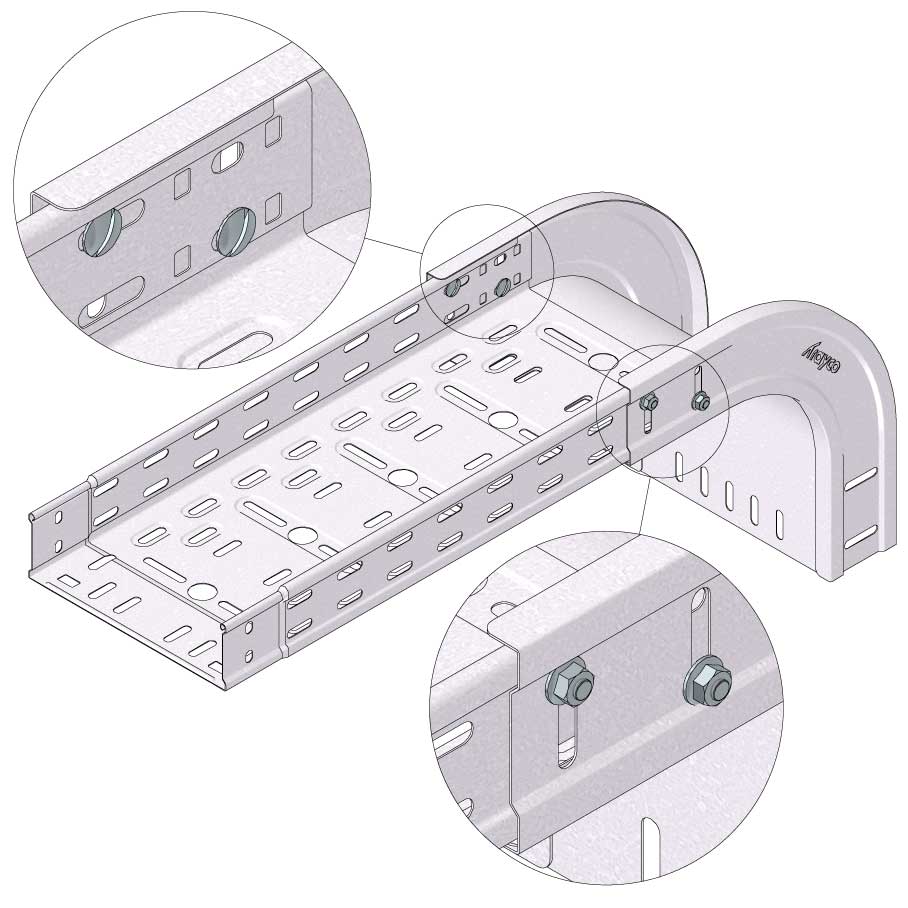



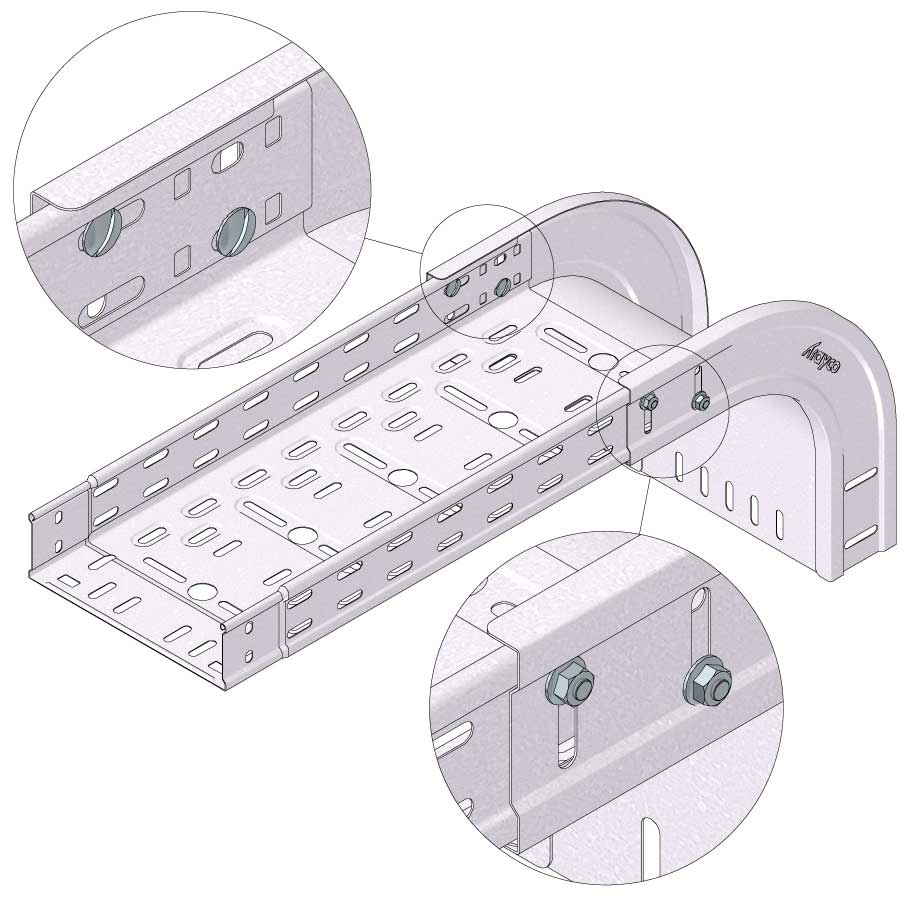

























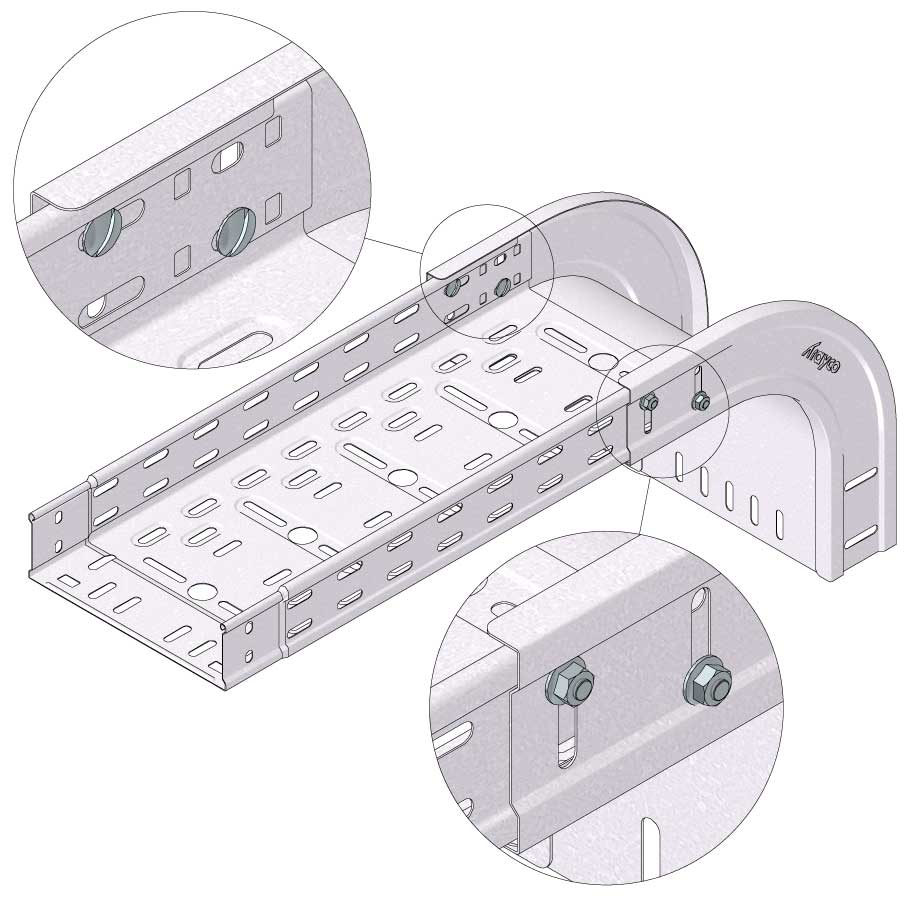




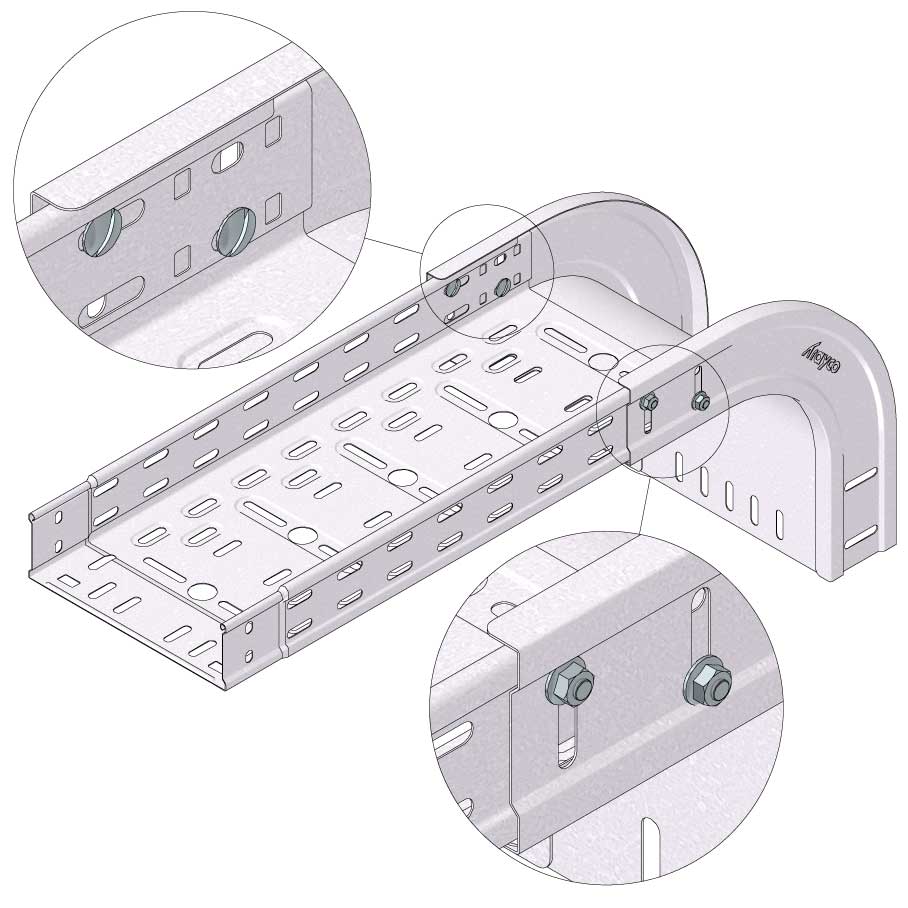
Assembly

{kind=link}