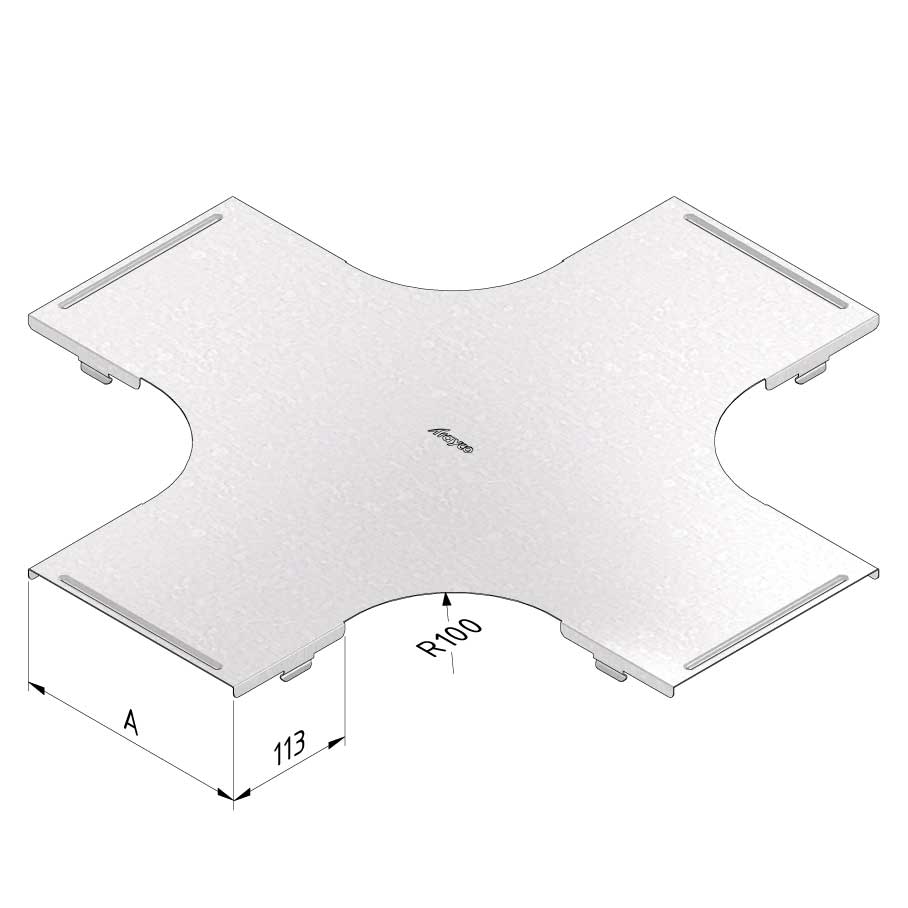
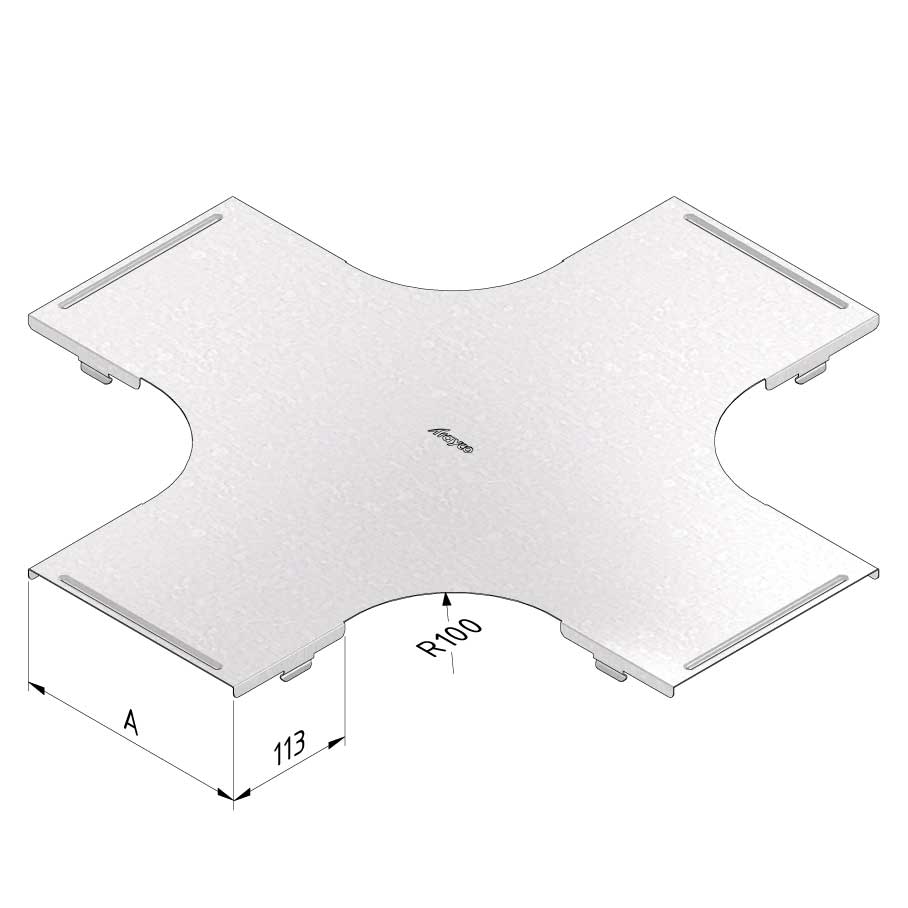
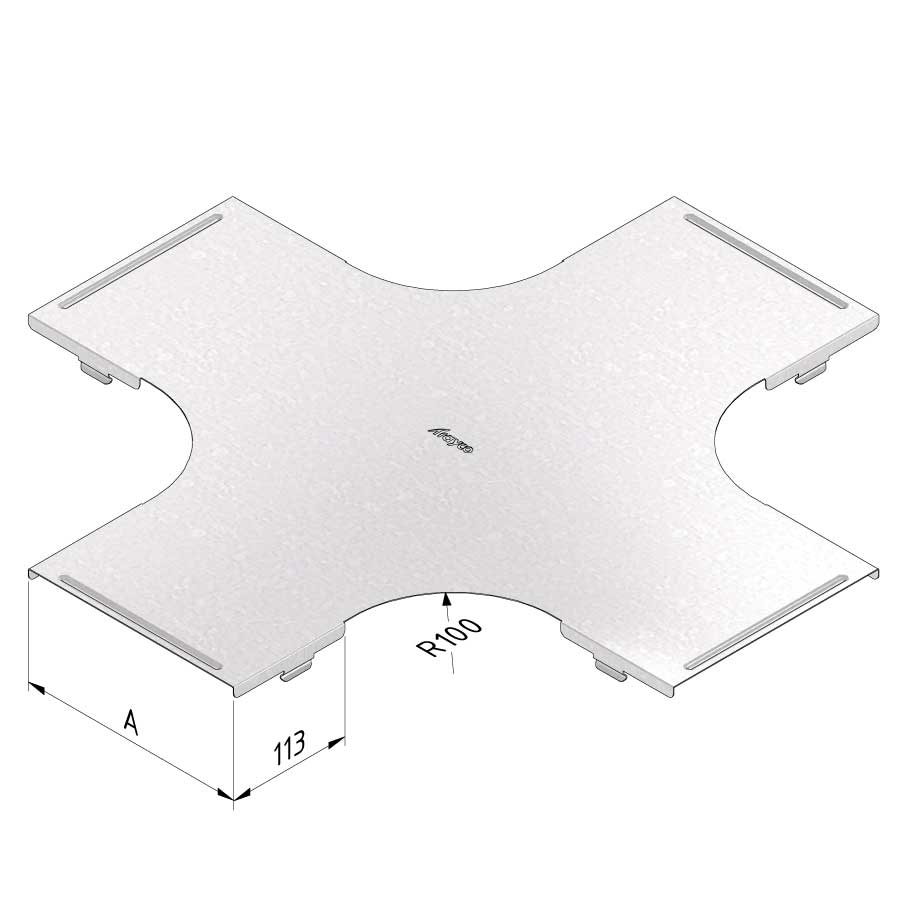
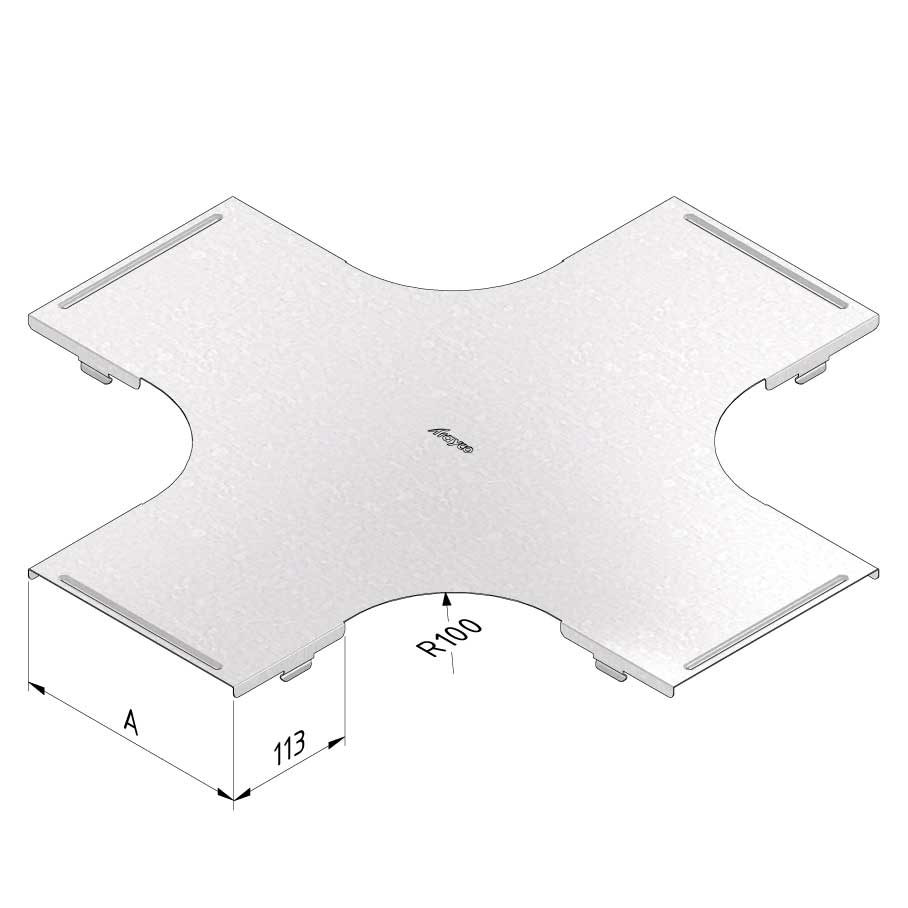
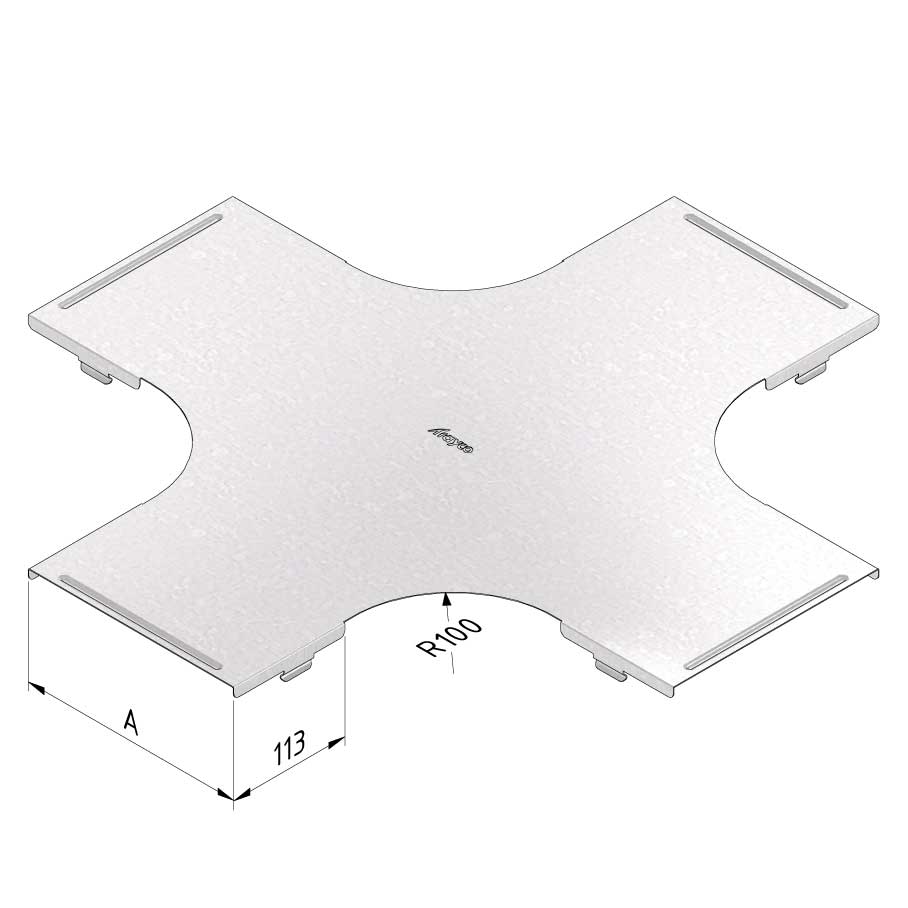
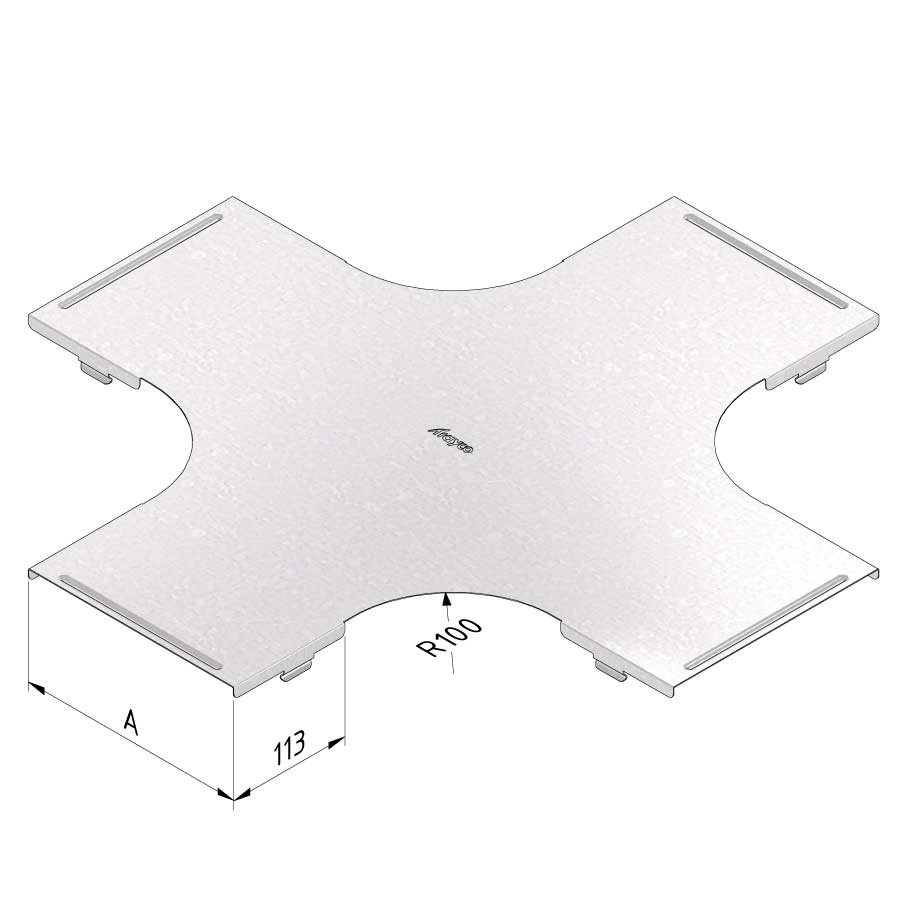
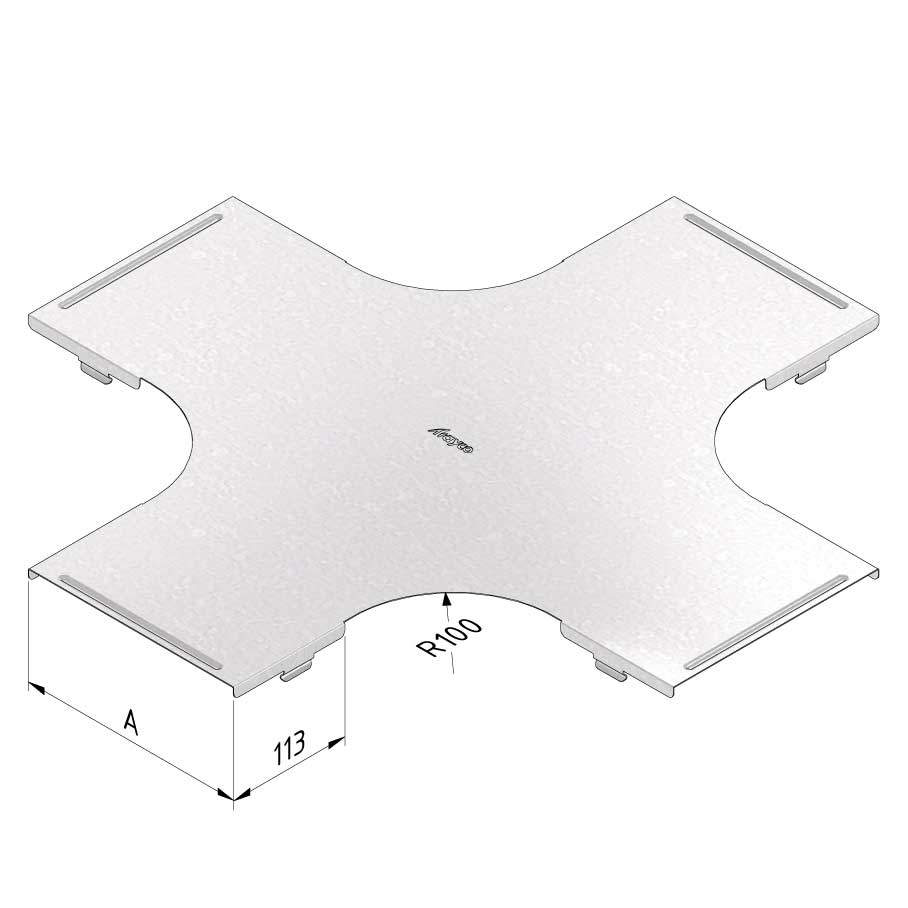
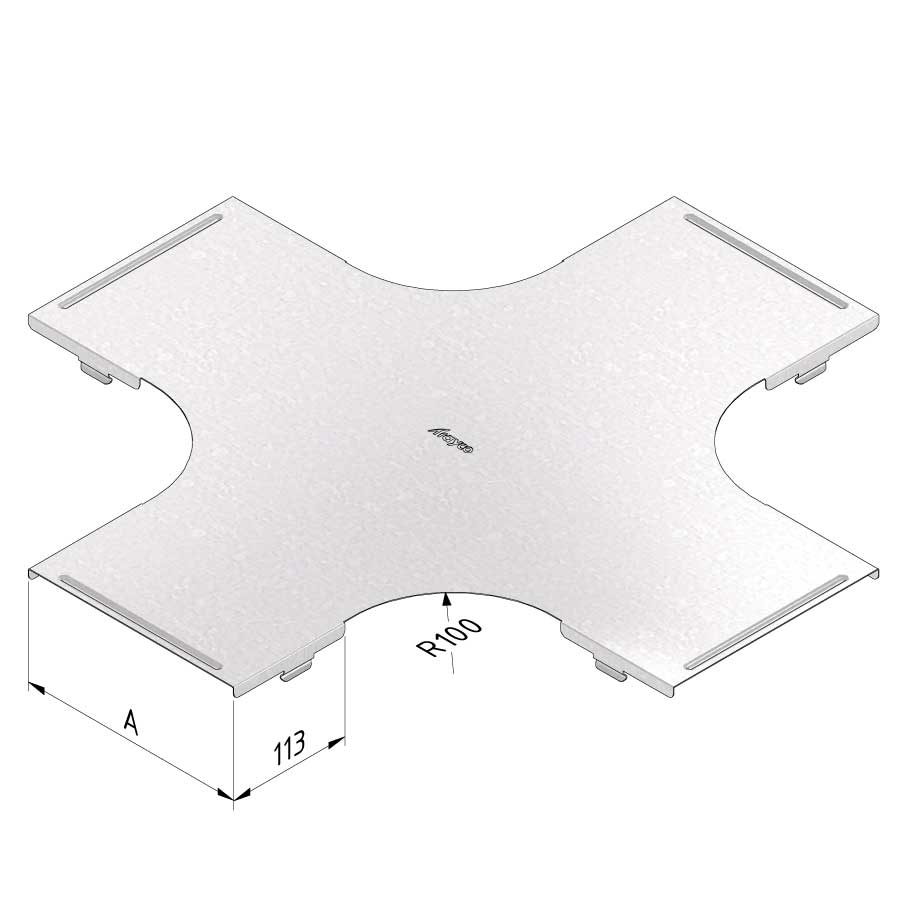
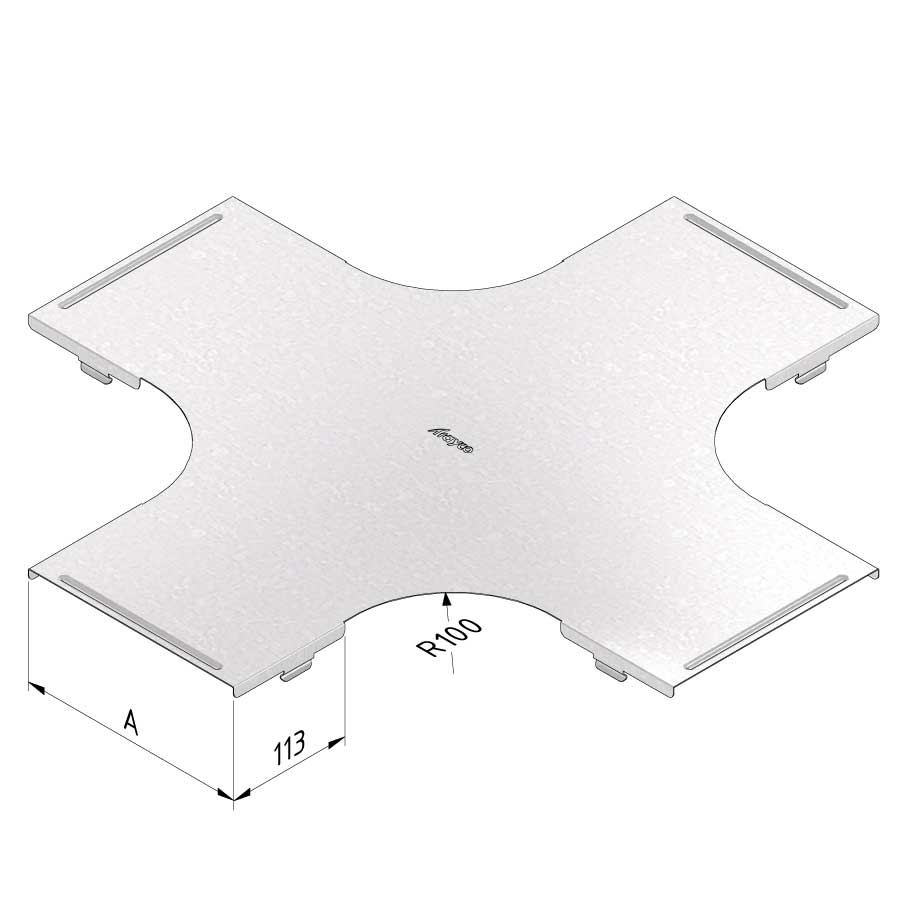
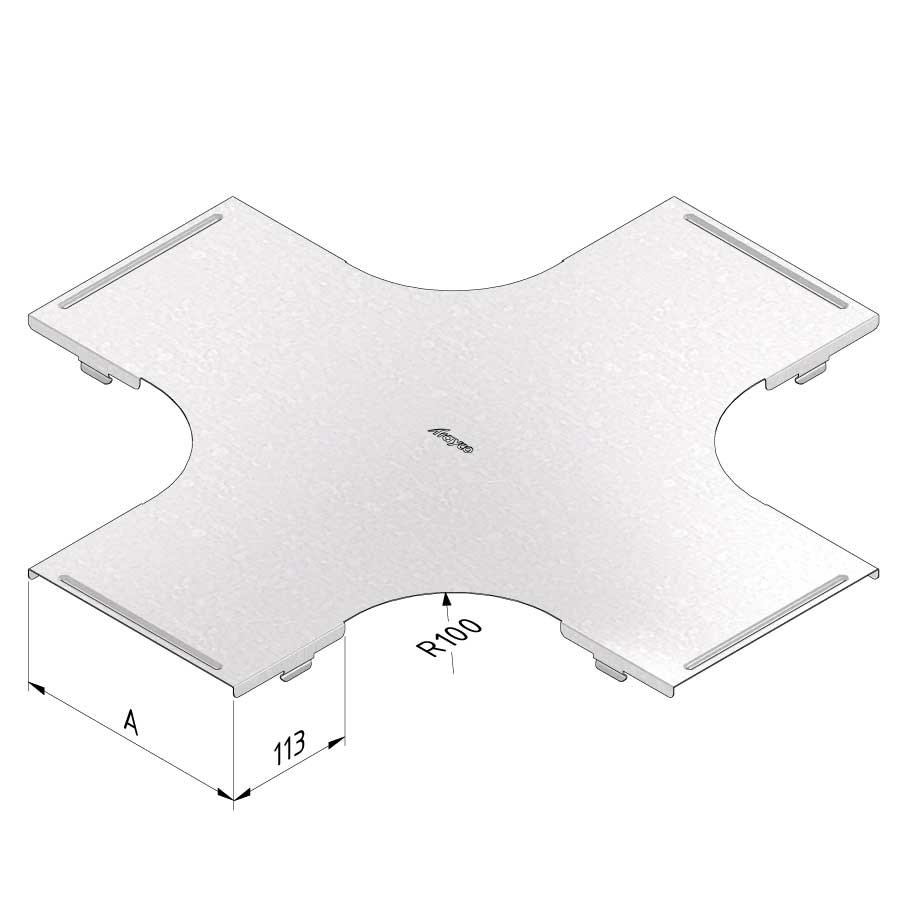
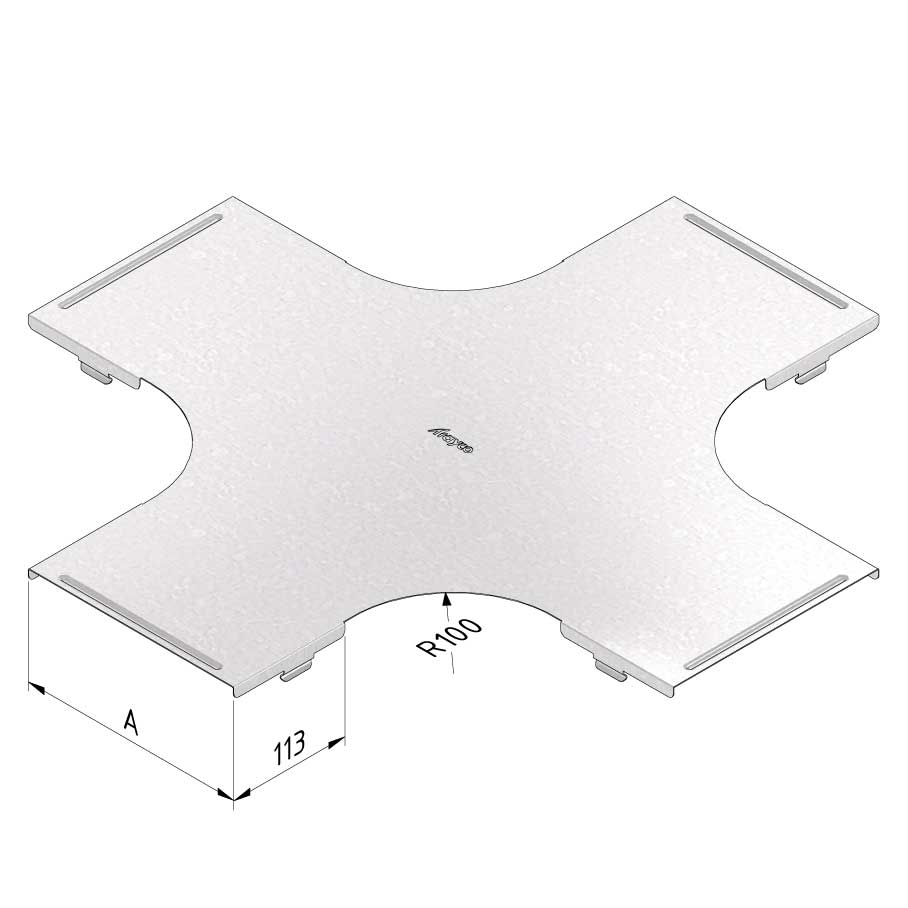
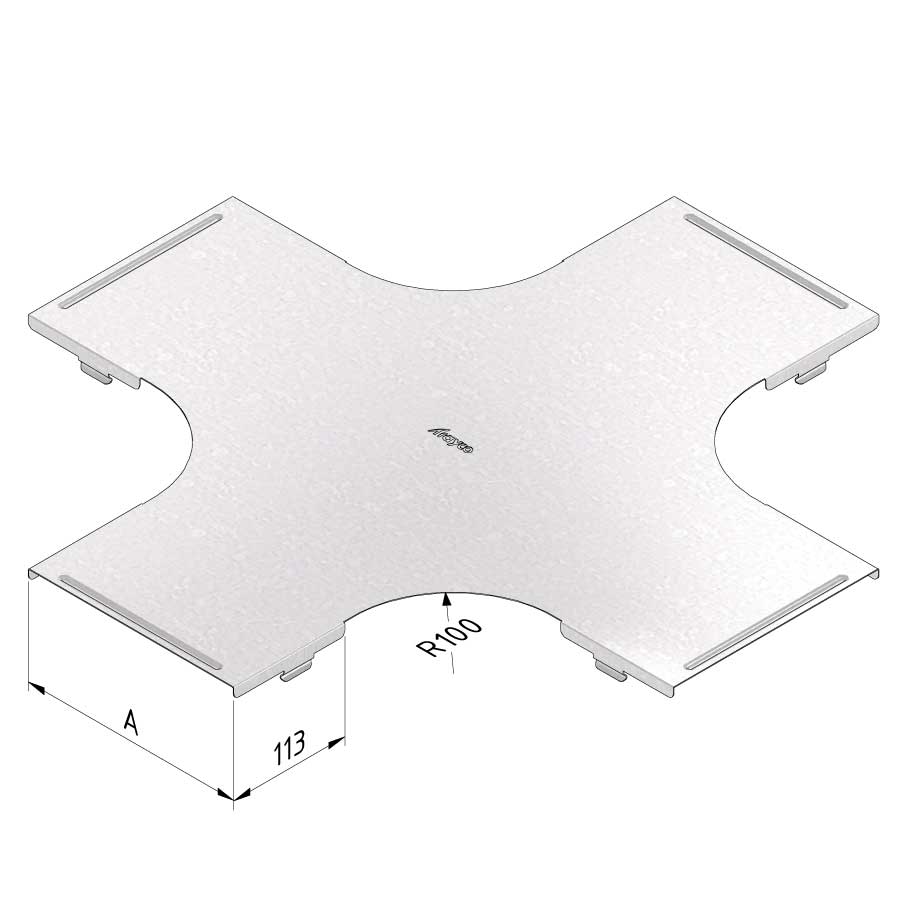
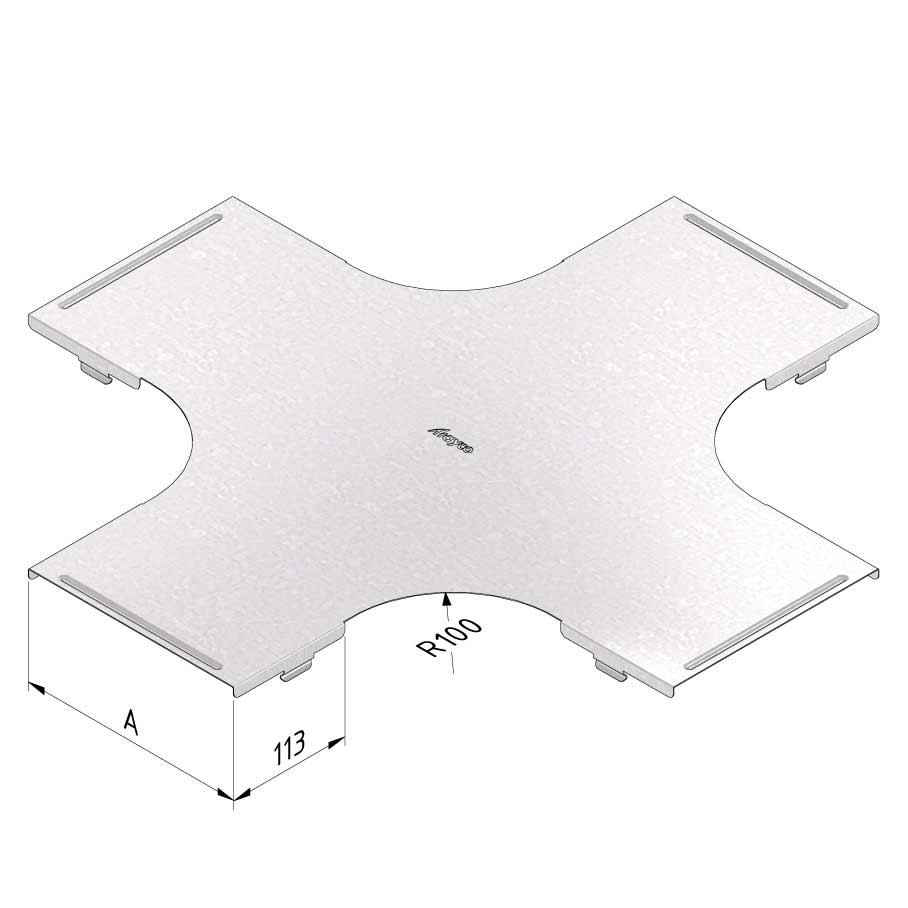
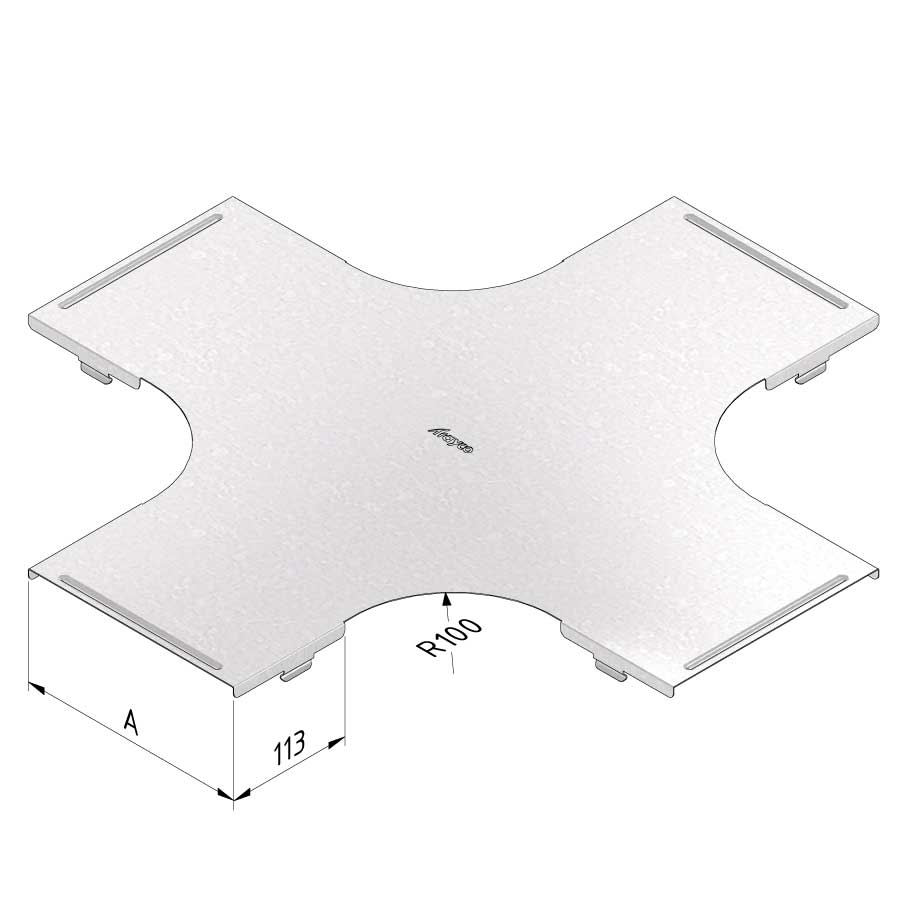
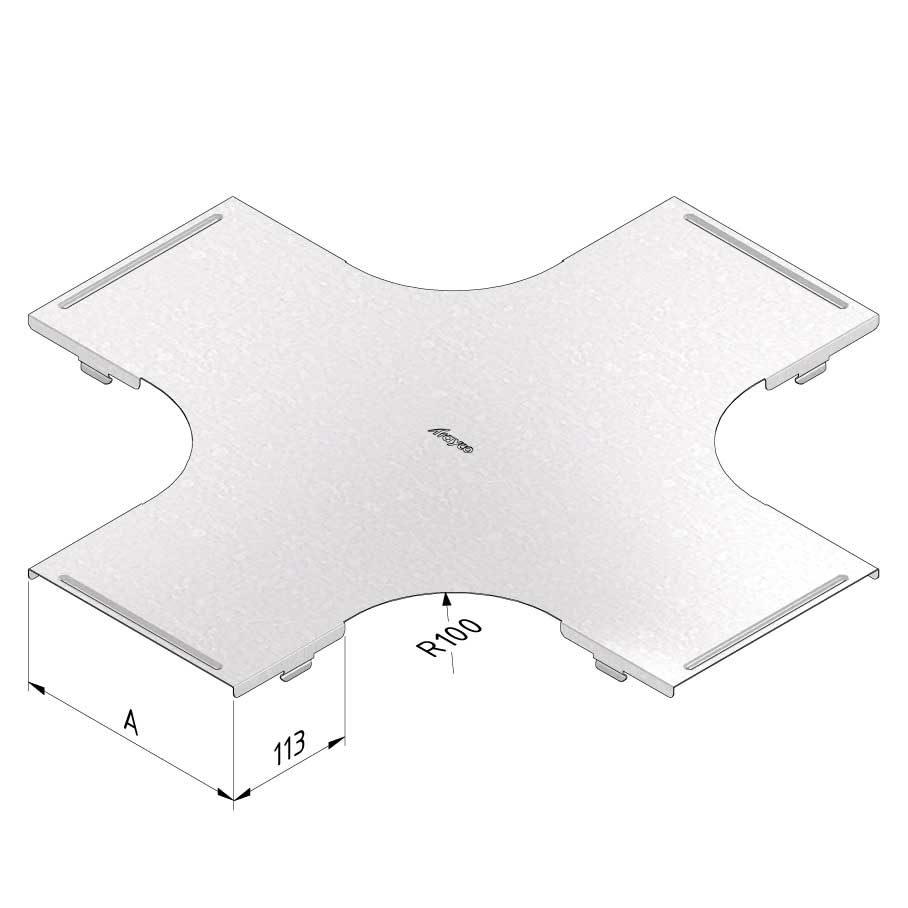
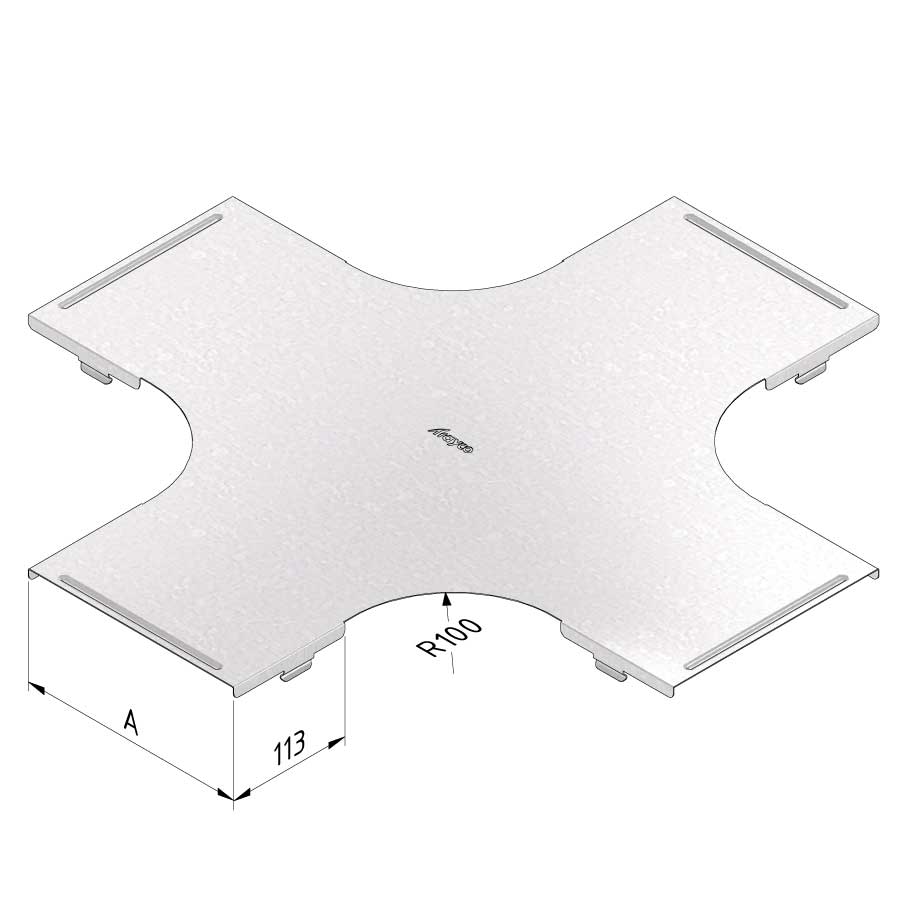
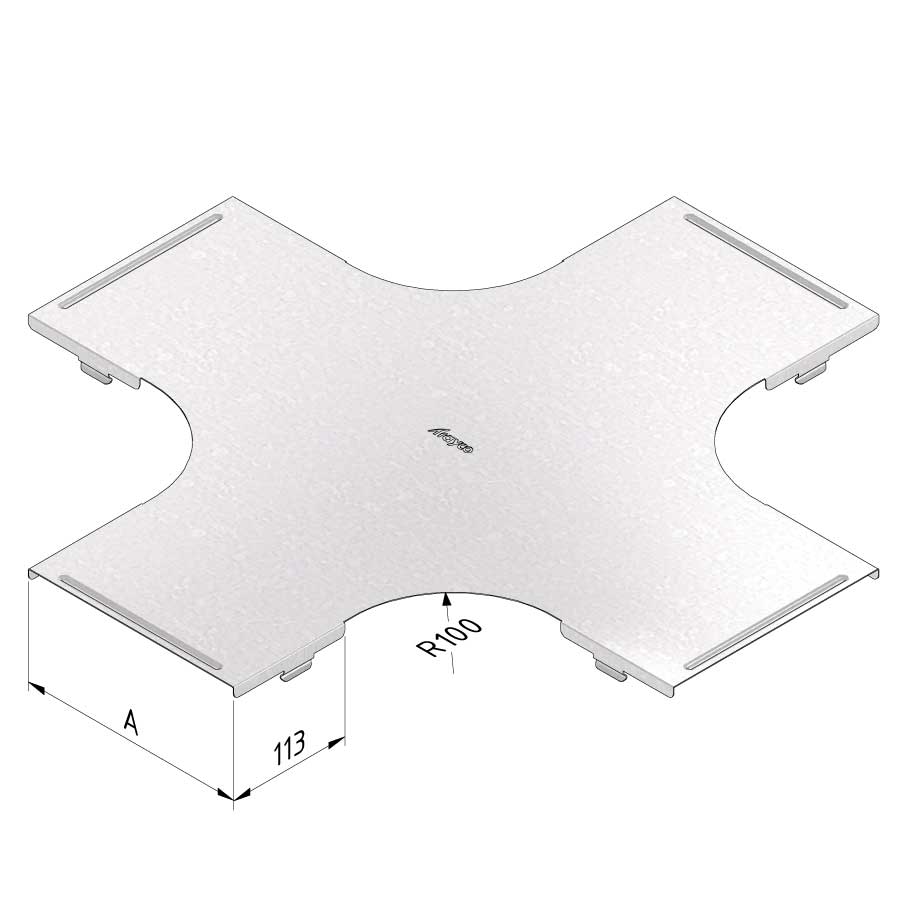
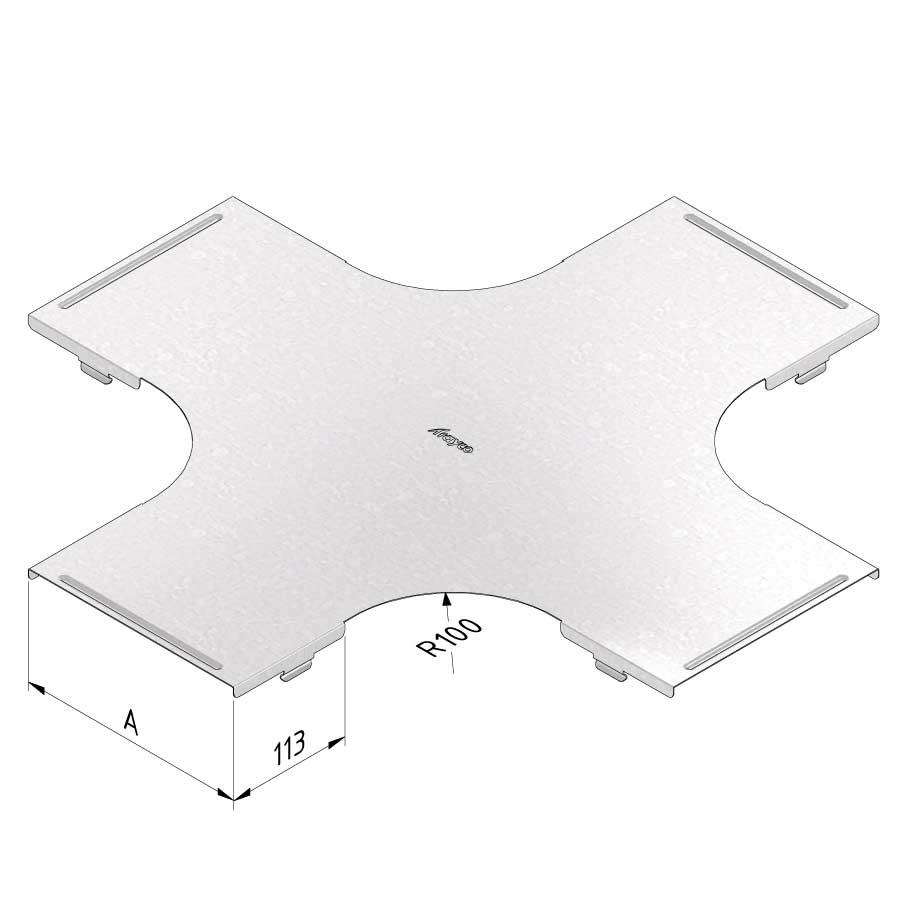
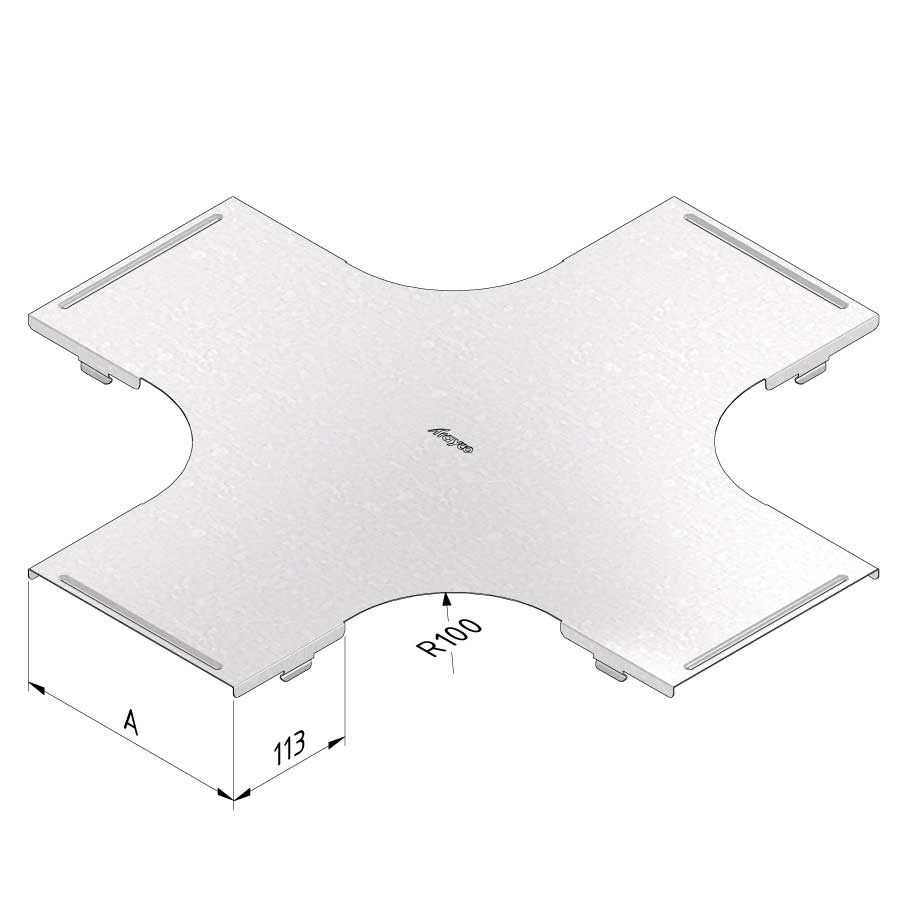
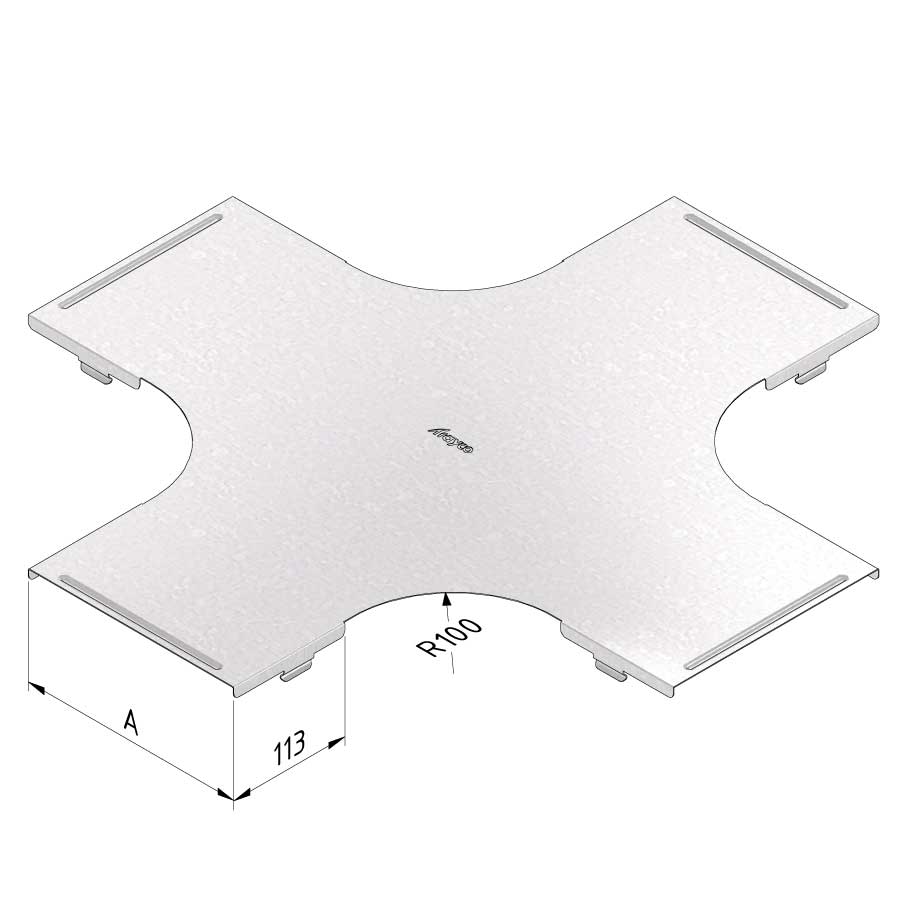
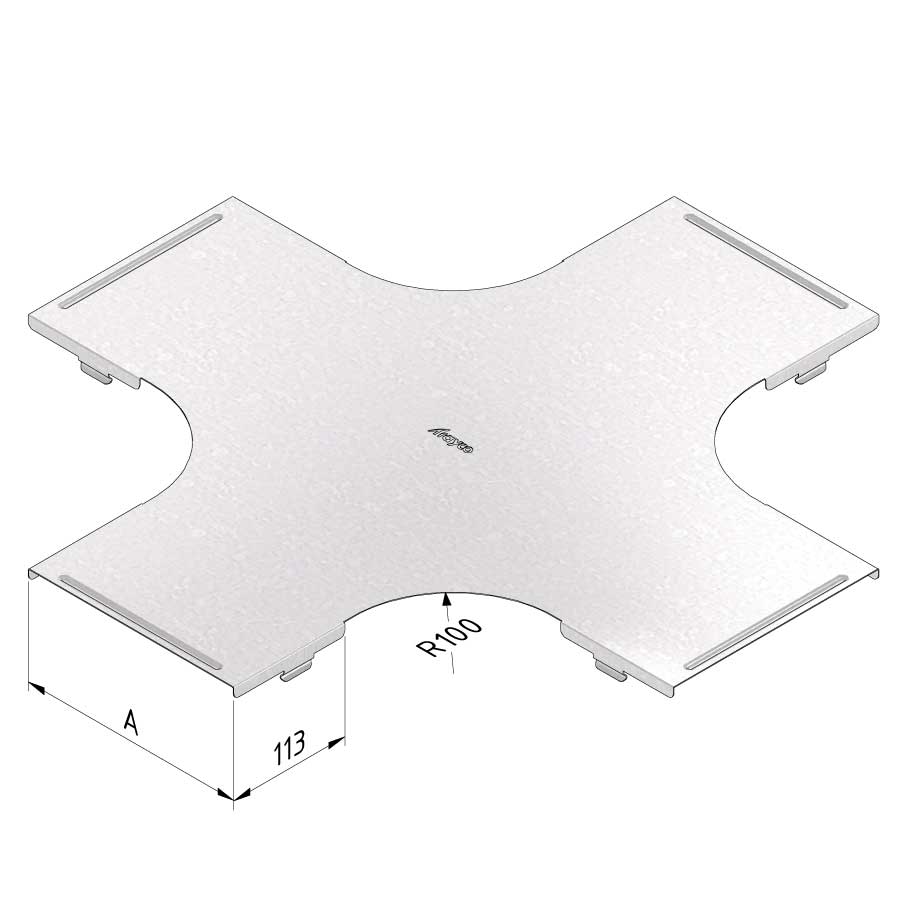
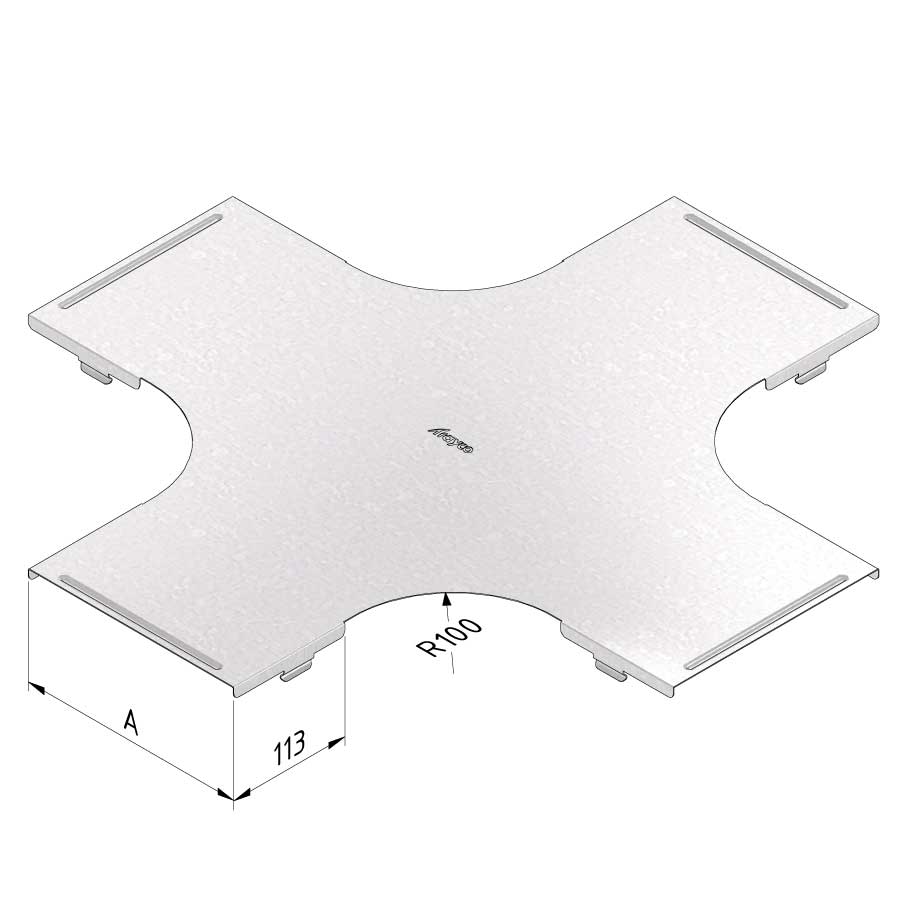
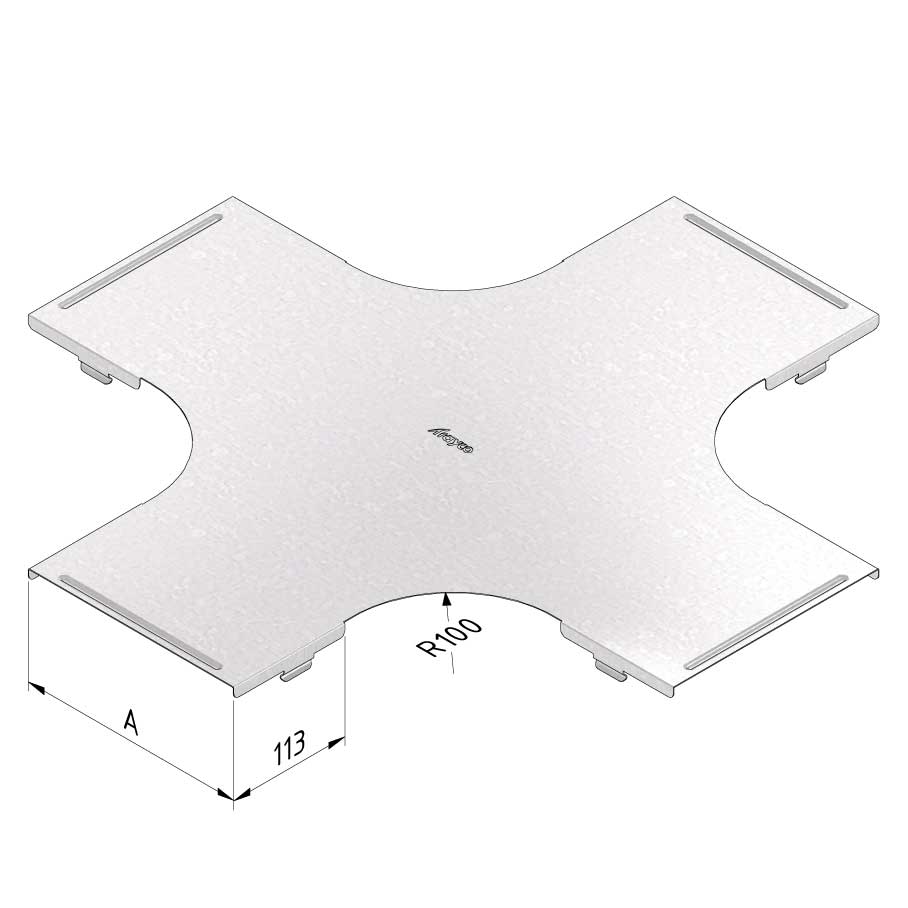
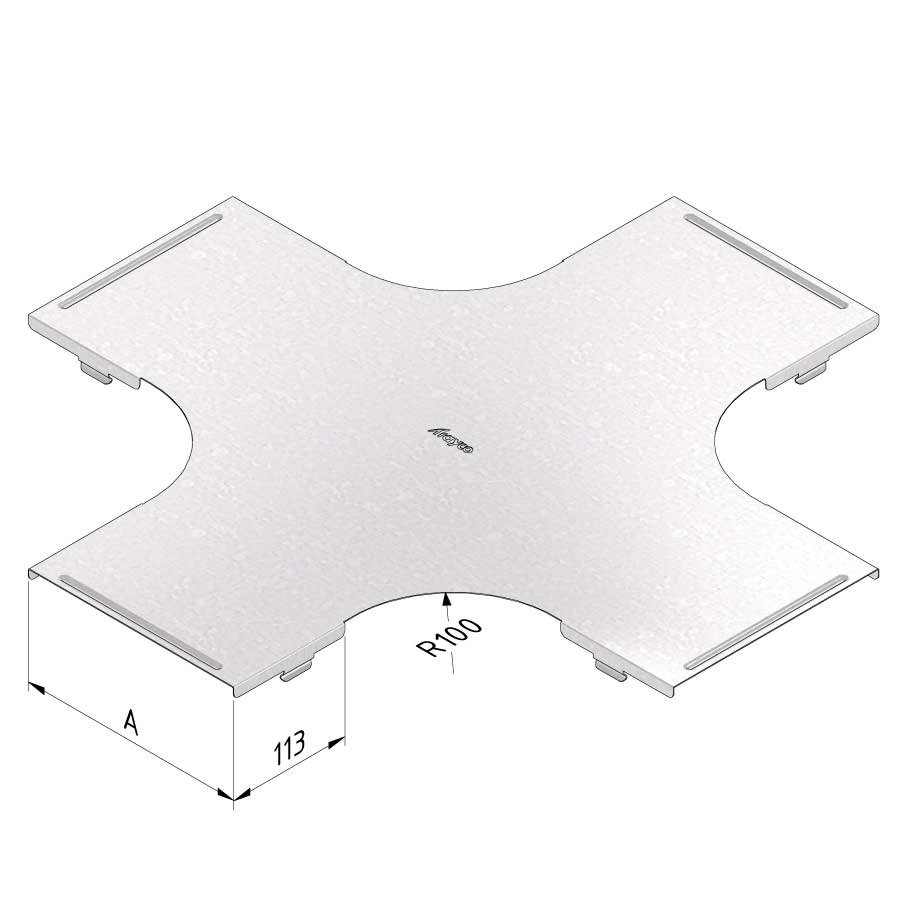
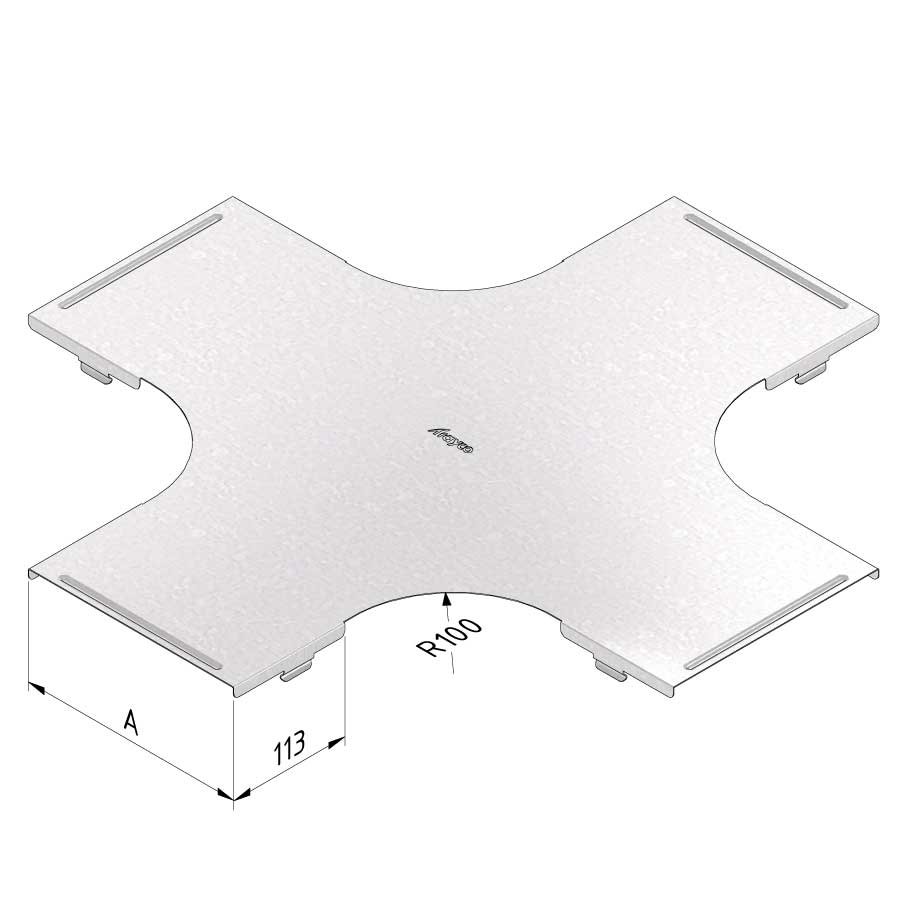
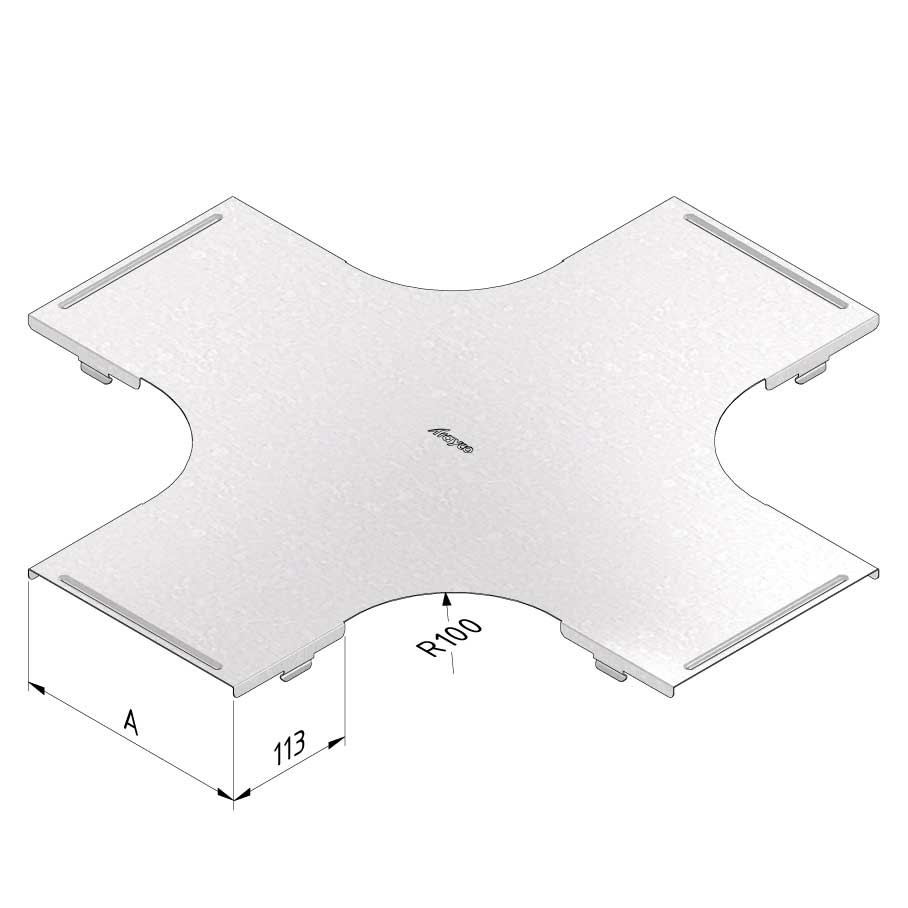
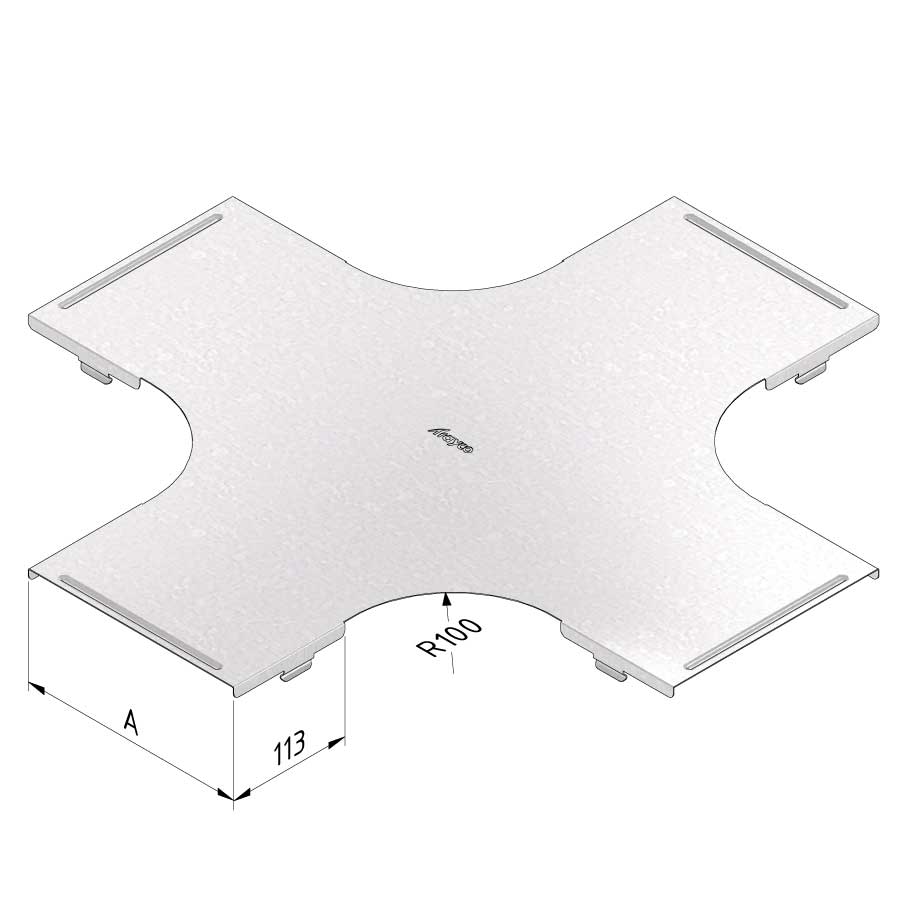
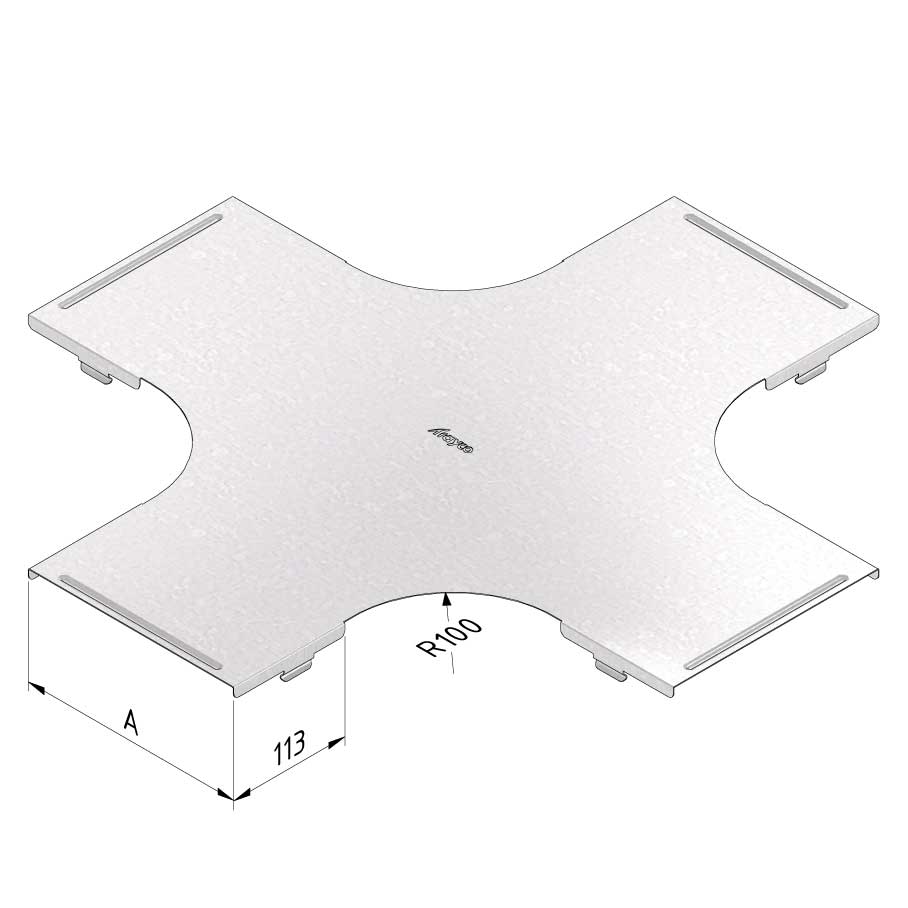
Cable tray cover X-piece
CT-CX



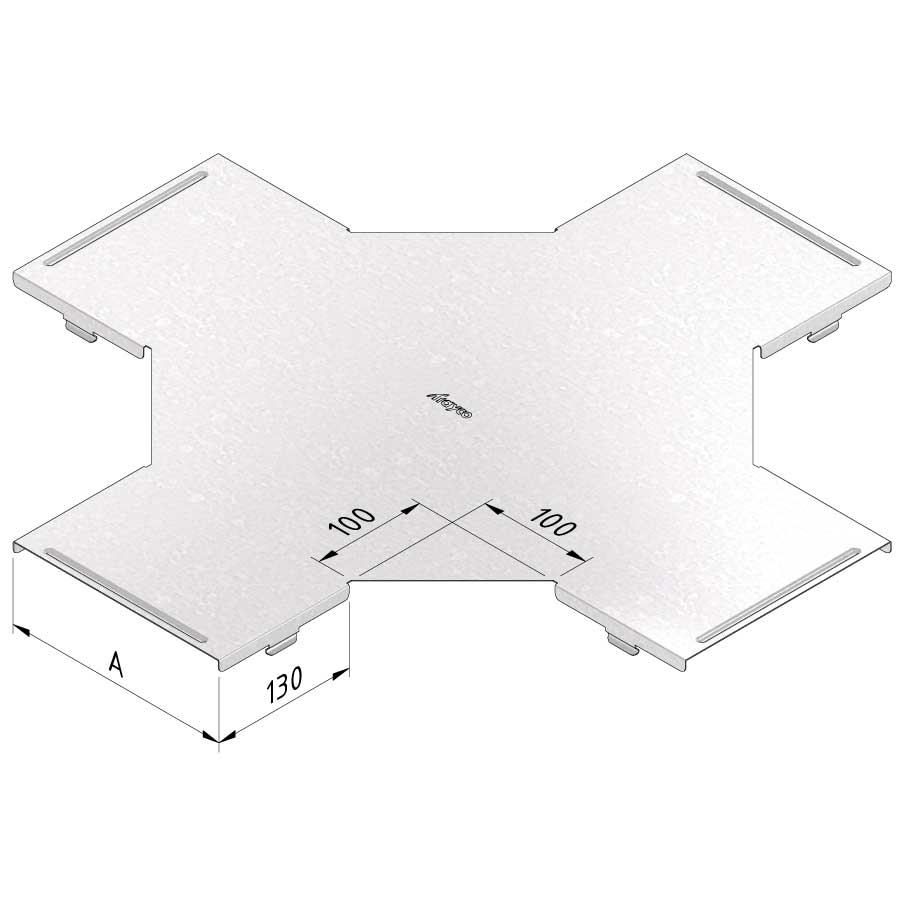
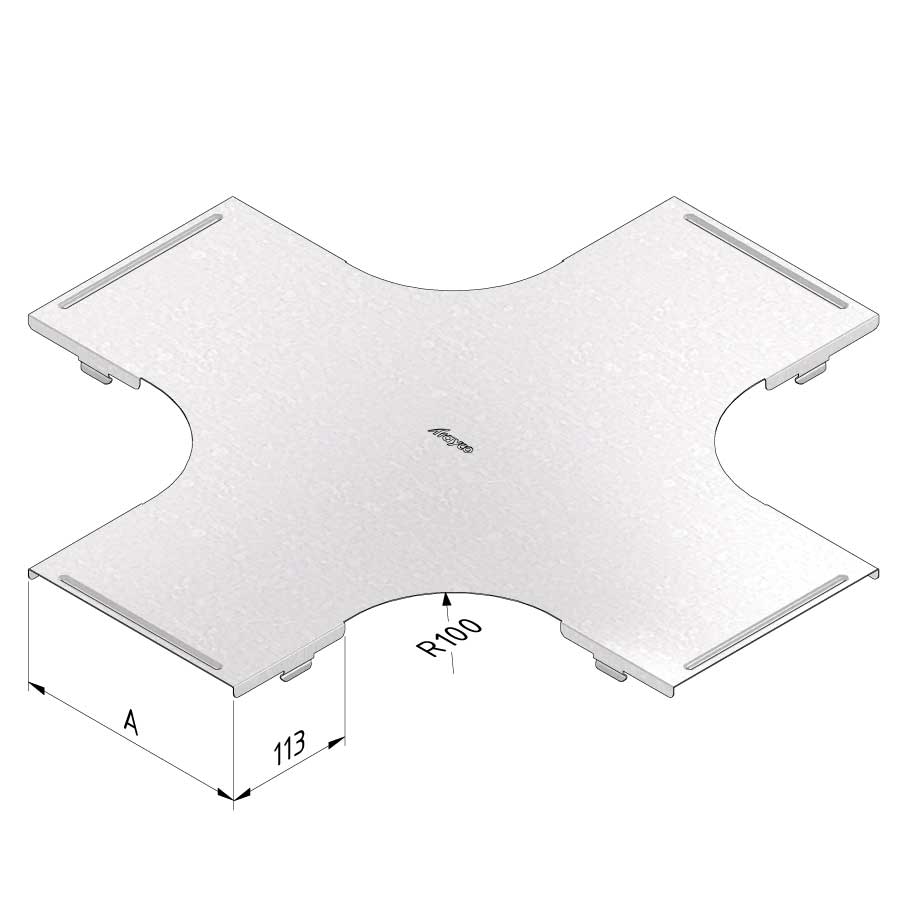

Cable tray cover X-piece
CT-CX
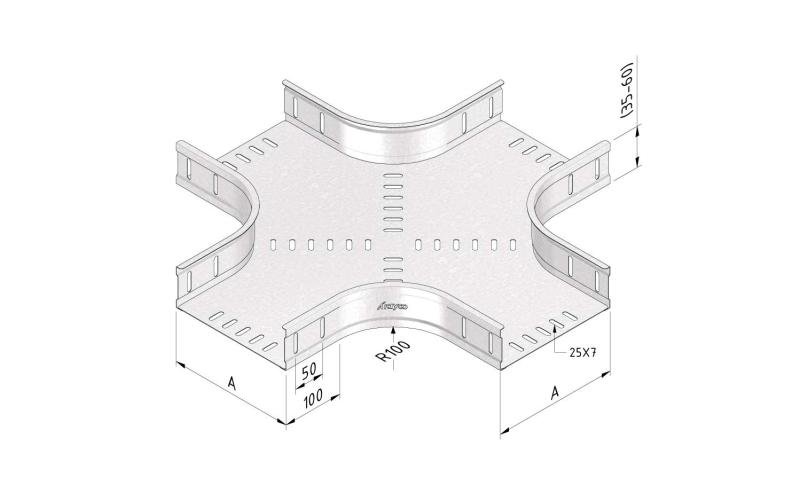
CT-CX -> CT35-X + CT60-X
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
15745 |
CT-CX-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
15746 |
CT-CX-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
15747 |
CT-CX-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
15748 |
CT-CX-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
15749 |
CT-CX-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
15750 |
CT-CX-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
15752 |
CT-CX-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
15753 |
CT-CX-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
15754 |
CT-CX-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
19892 |
CT-CX-050-UG |
UG
|
50
|
1
|
|
|
|
|
19893 |
CT-CX-075-UG |
UG
|
75
|
1
|
|
|
|
|
19894 |
CT-CX-100-UG |
UG
|
100
|
1
|
|
|
|
|
19895 |
CT-CX-150-UG |
UG
|
150
|
1
|
|
|
|
|
19896 |
CT-CX-200-UG |
UG
|
200
|
1
|
|
|
|
|
19897 |
CT-CX-300-UG |
UG
|
300
|
1
|
|
|
|
|
19898 |
CT-CX-400-UG |
UG
|
400
|
1
|
|
|
|
|
19899 |
CT-CX-500-UG |
UG
|
500
|
1
|
|
|
|
|
19900 |
CT-CX-600-UG |
UG
|
600
|
1
|
|
|
|
|
16372 |
CT110-CX-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
16373 |
CT110-CX-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
16374 |
CT110-CX-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
16375 |
CT110-CX-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
16376 |
CT110-CX-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
16377 |
CT110-CX-150-DG |
DG
|
150
|
1
|
|
|
|
|
16378 |
CT110-CX-200-DG |
DG
|
200
|
1
|
|
|
|
|
16379 |
CT110-CX-300-DG |
DG
|
300
|
1
|
|
|
|
|
16380 |
CT110-CX-400-DG |
DG
|
400
|
1
|
|
|
|
|
16381 |
CT110-CX-500-DG |
DG
|
500
|
1
|
|
|
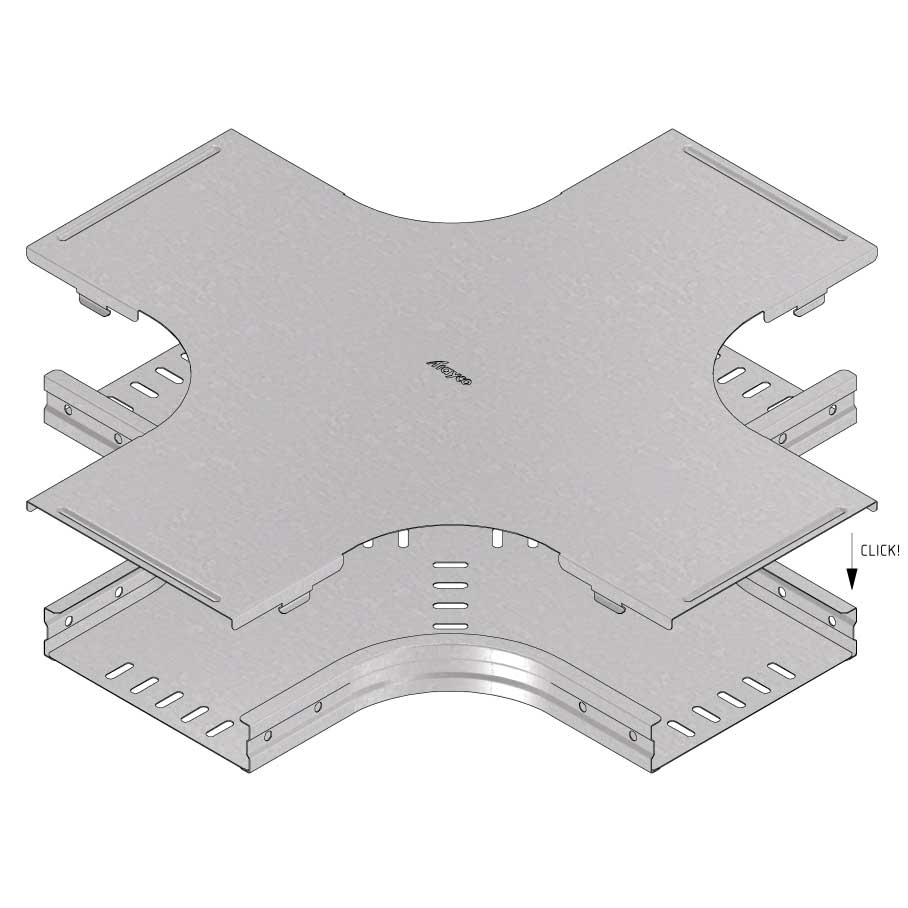



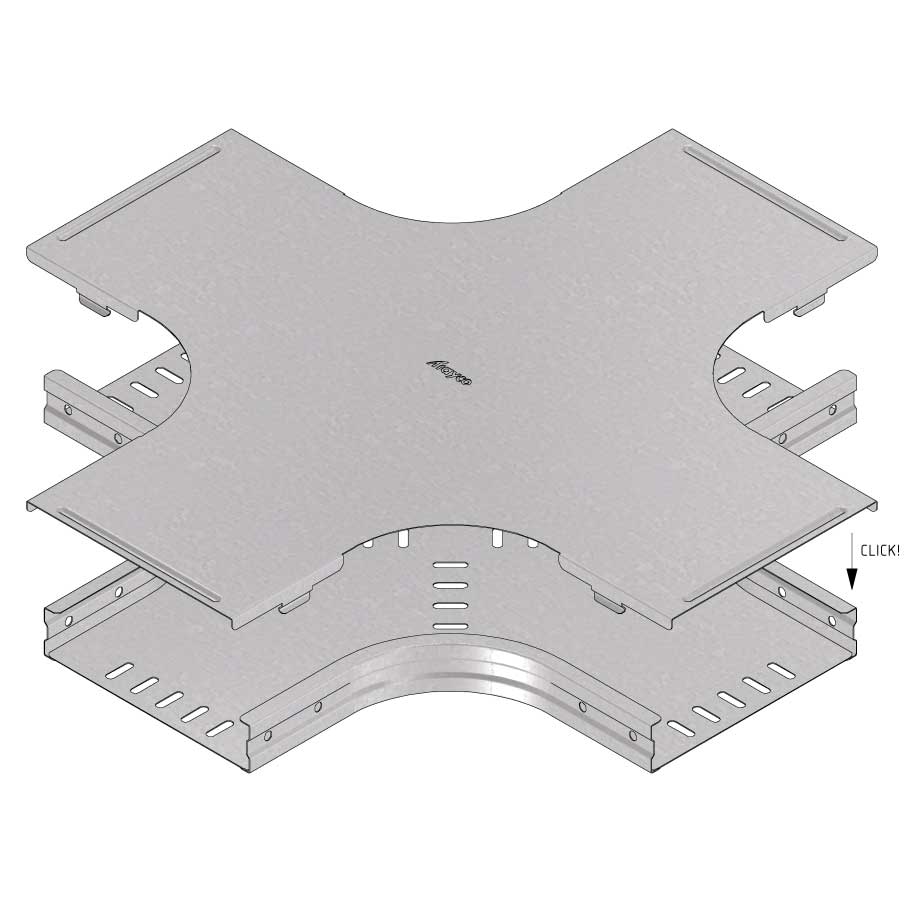



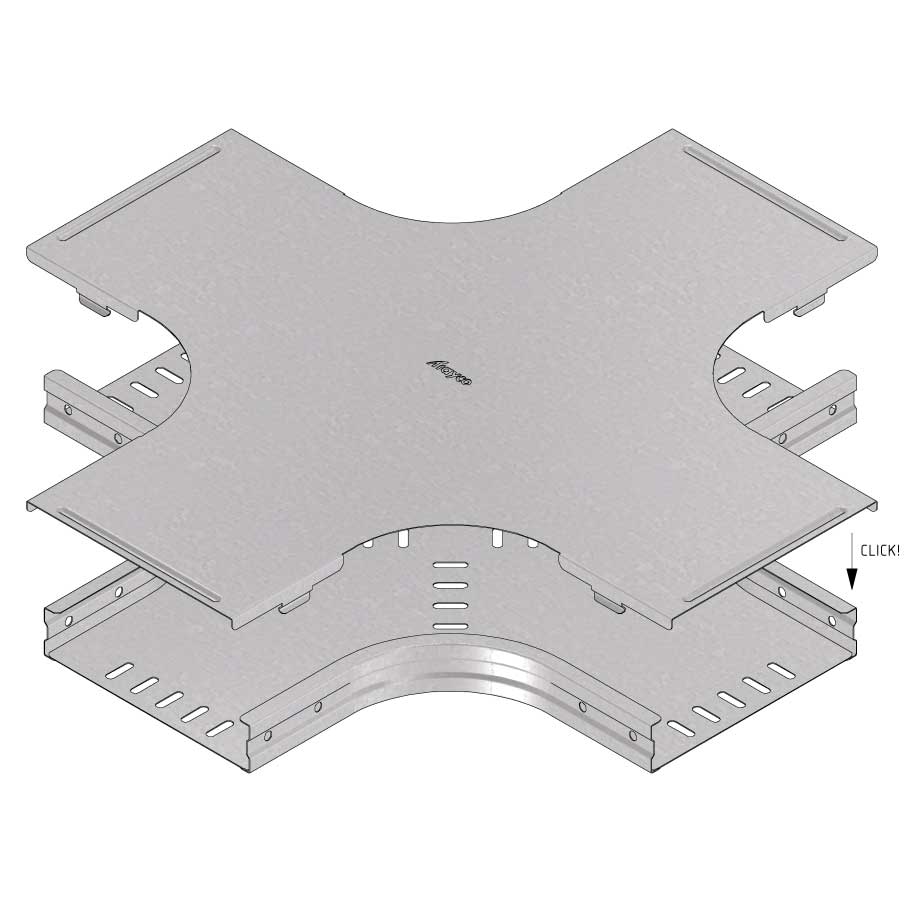



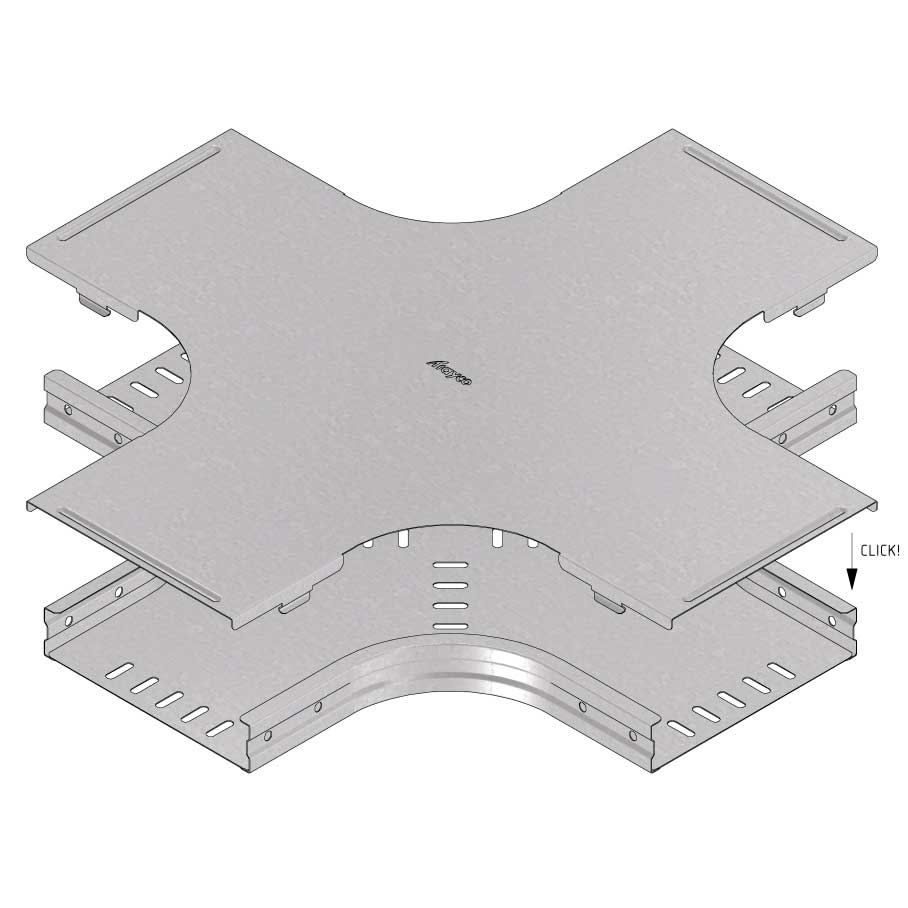



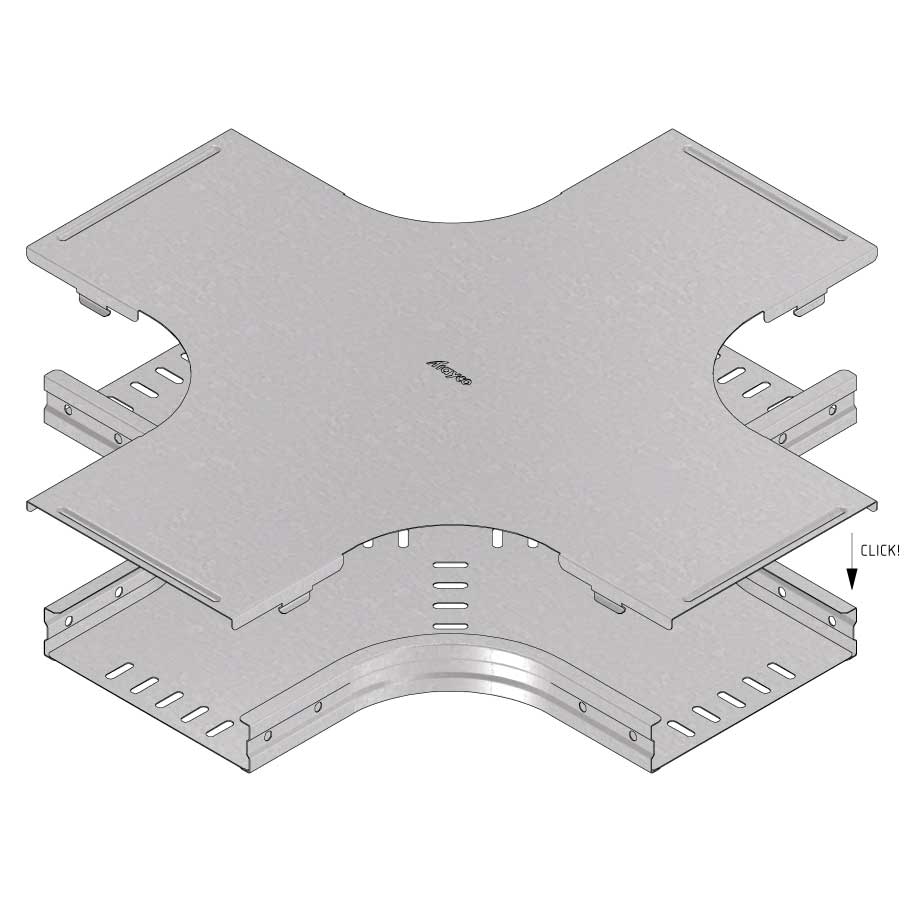



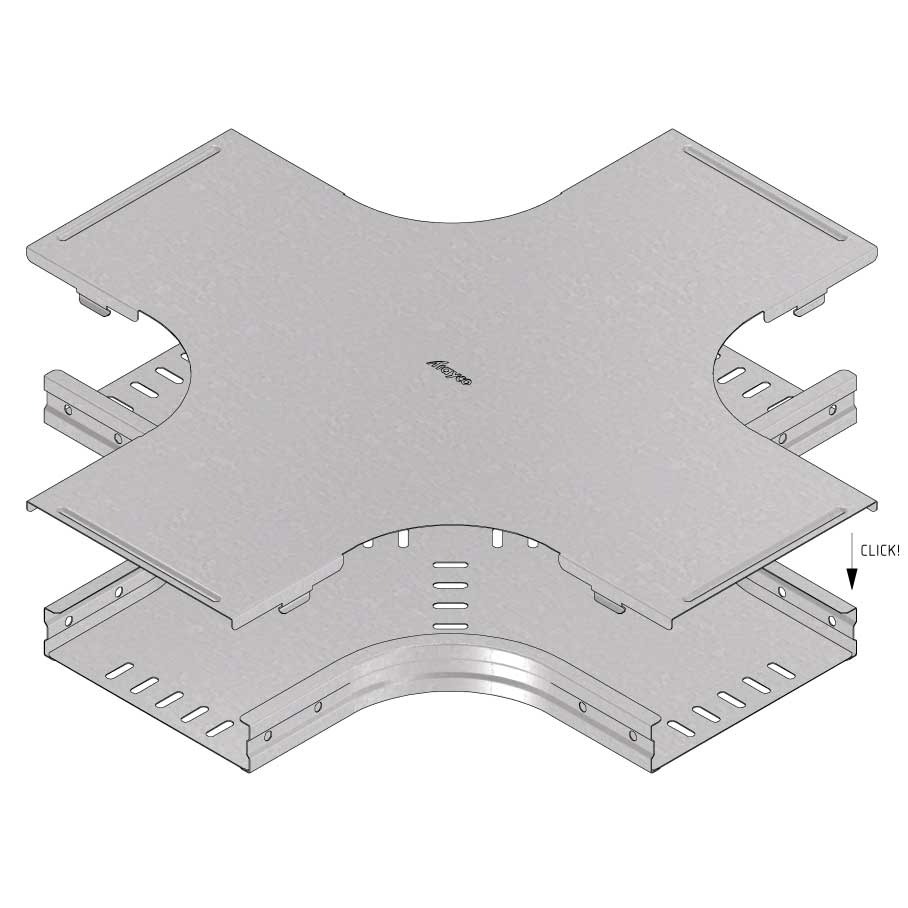



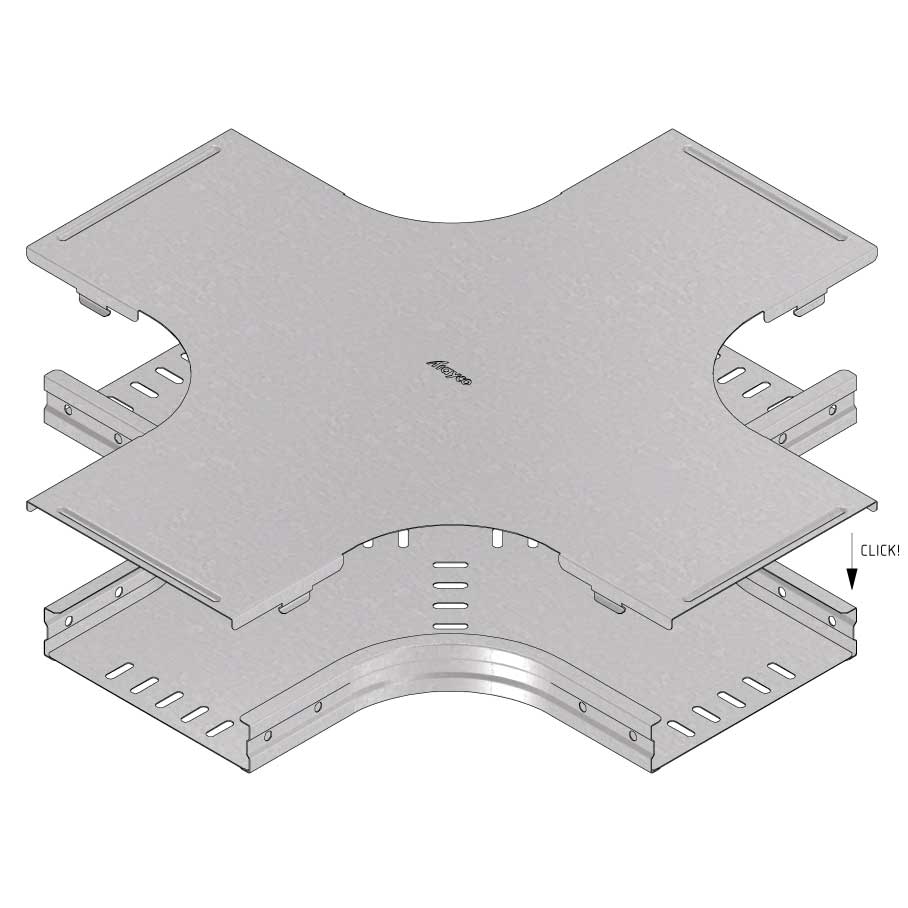



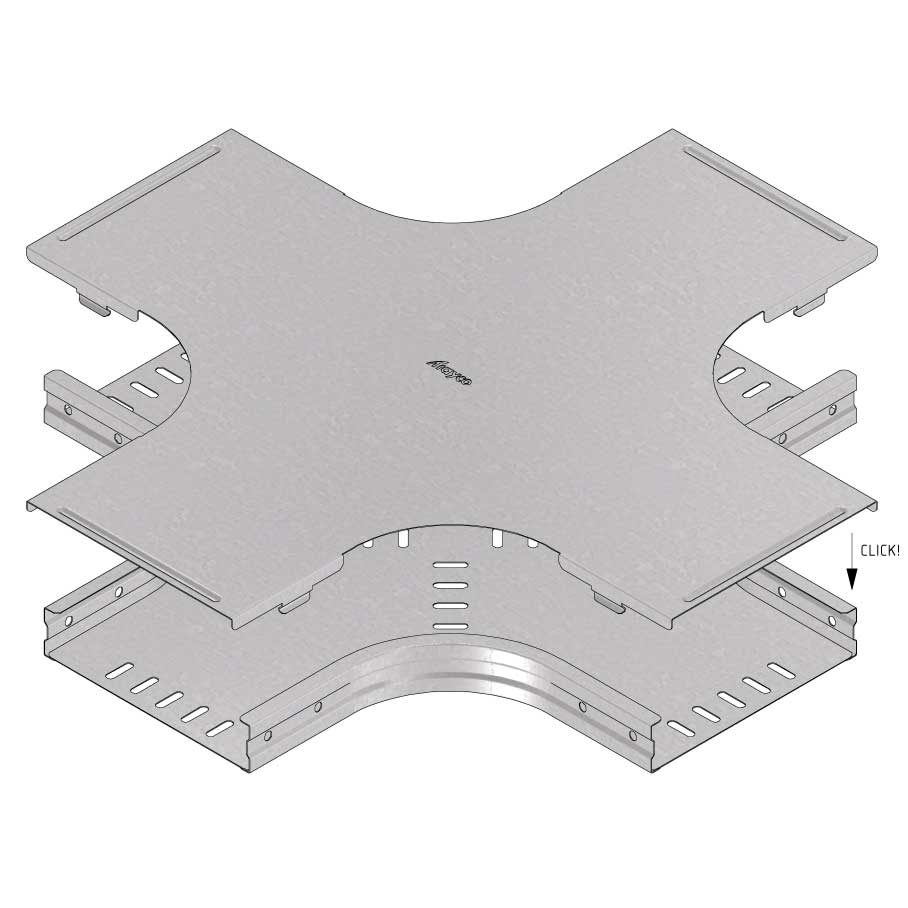



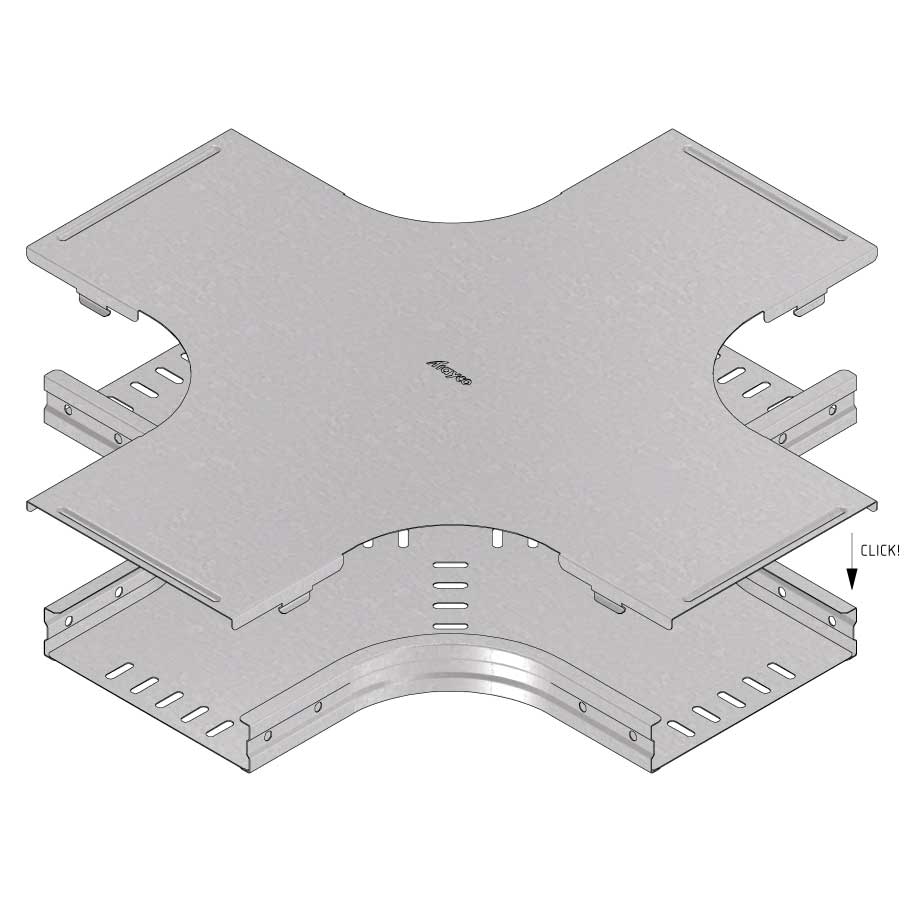



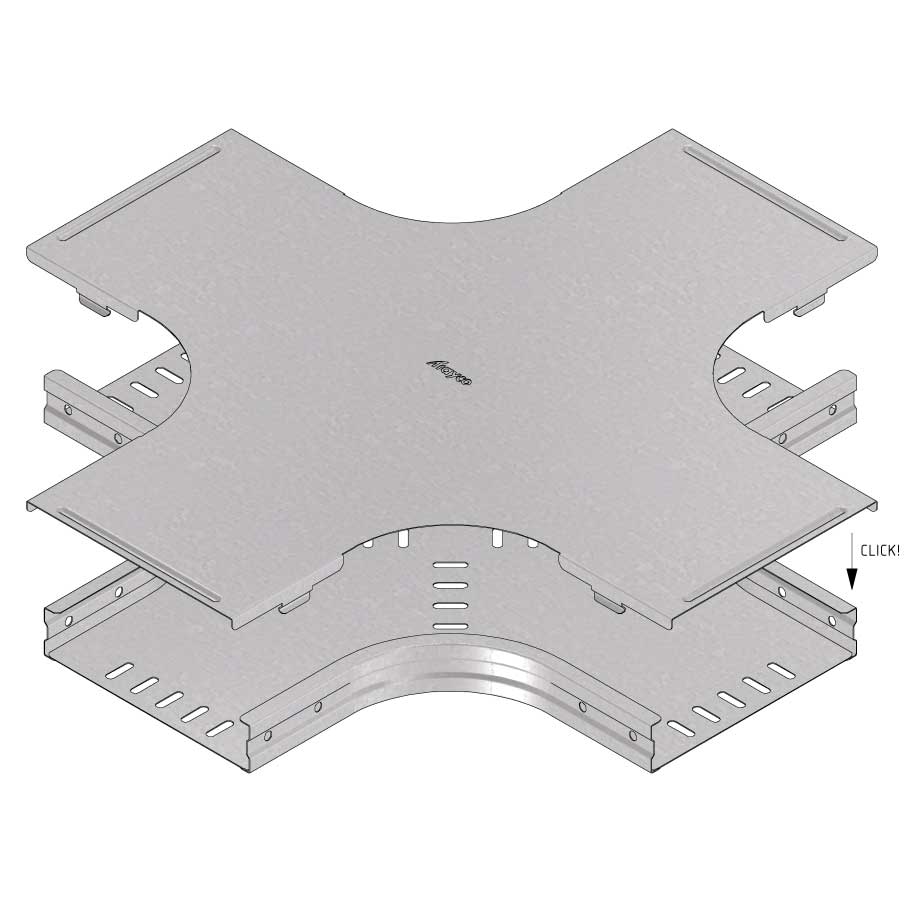



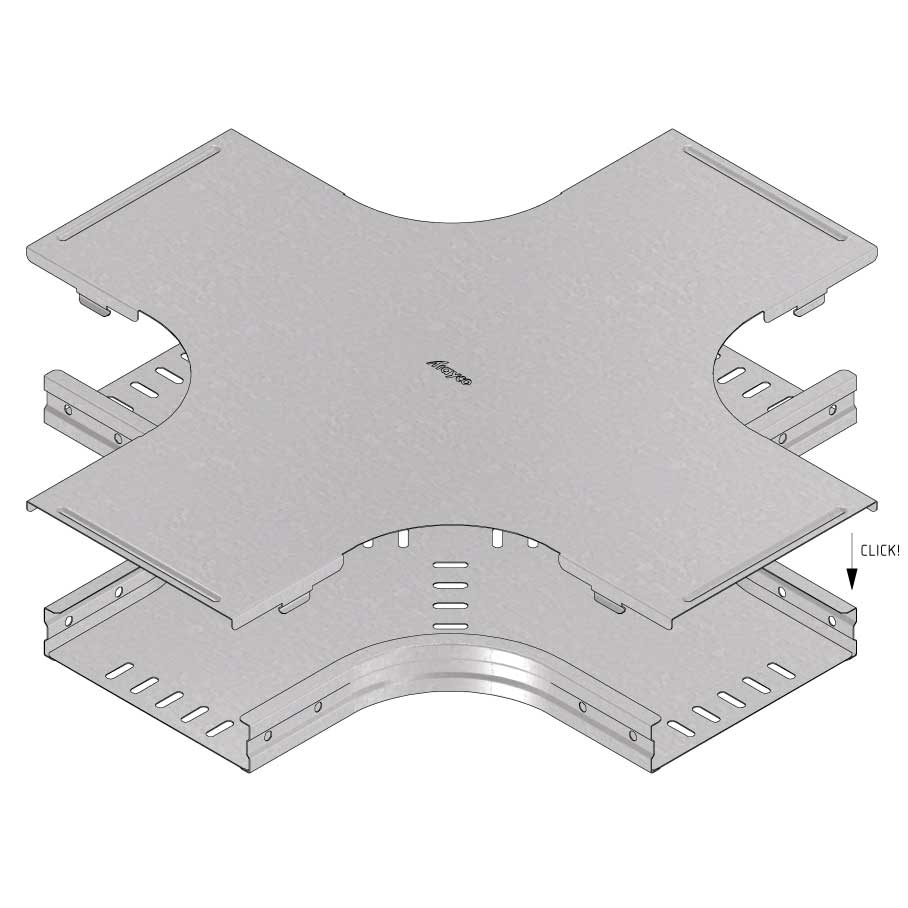



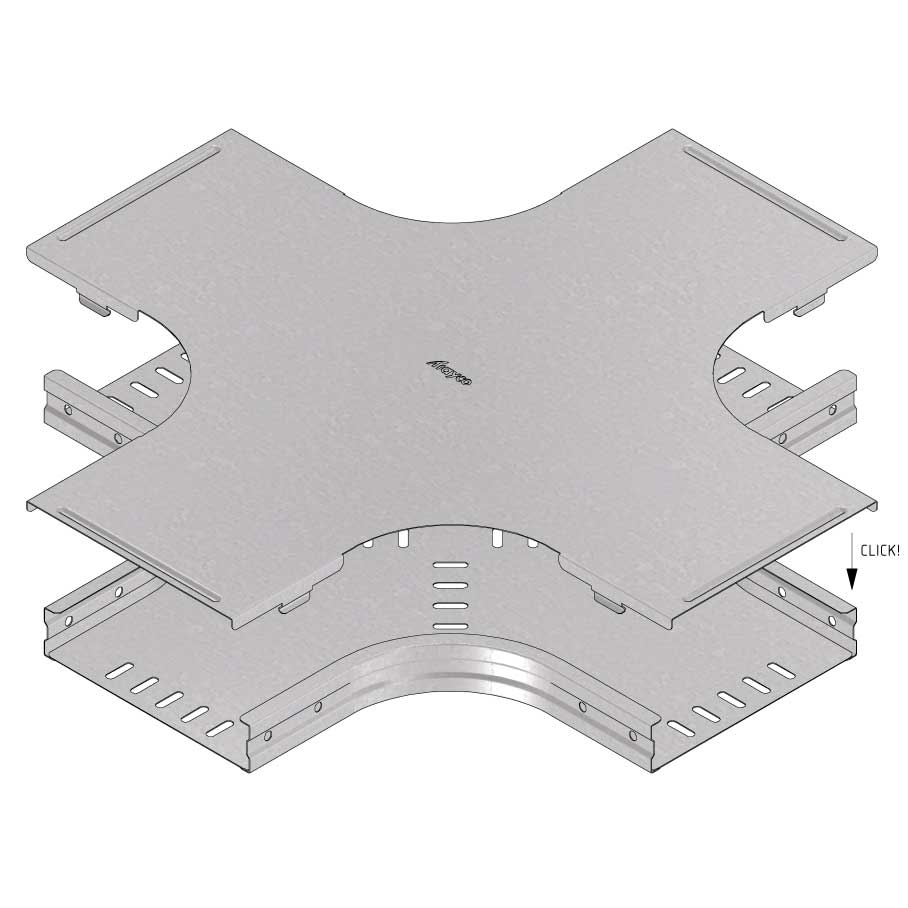



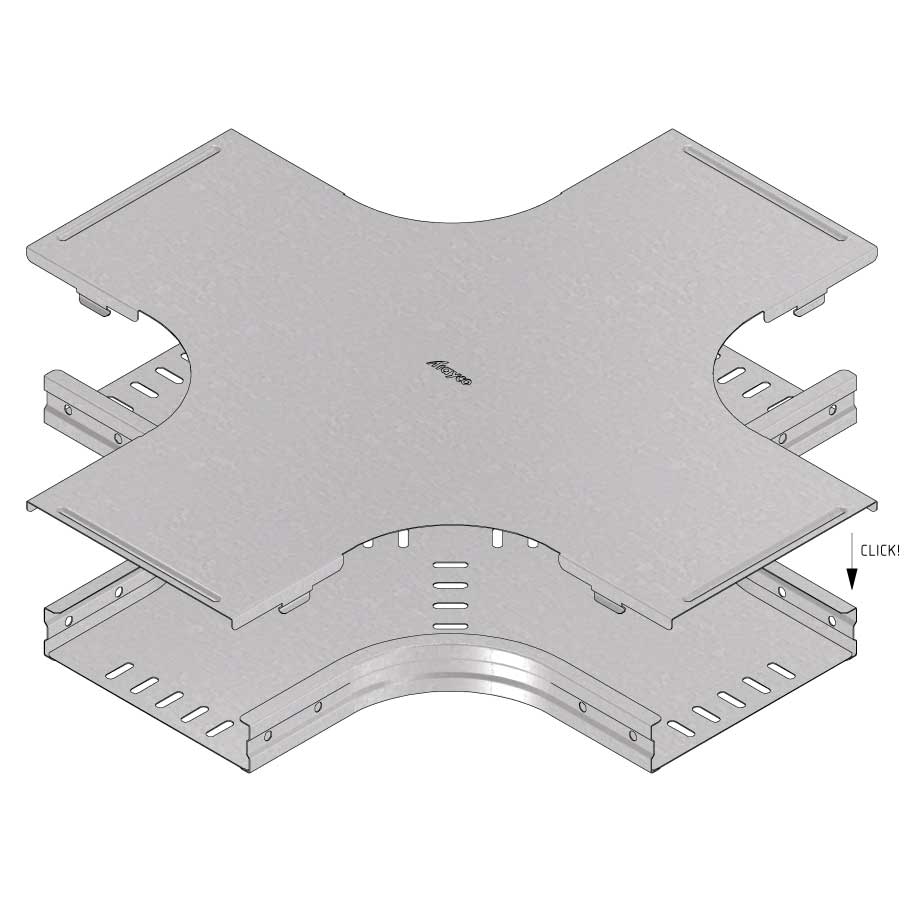



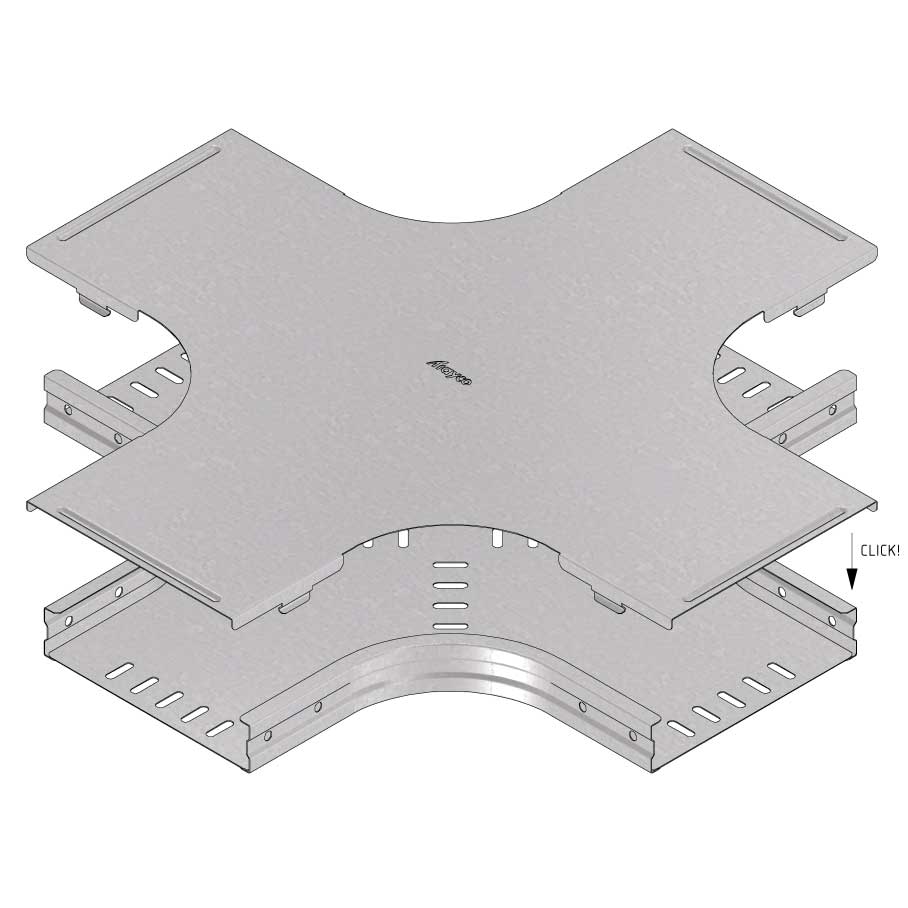



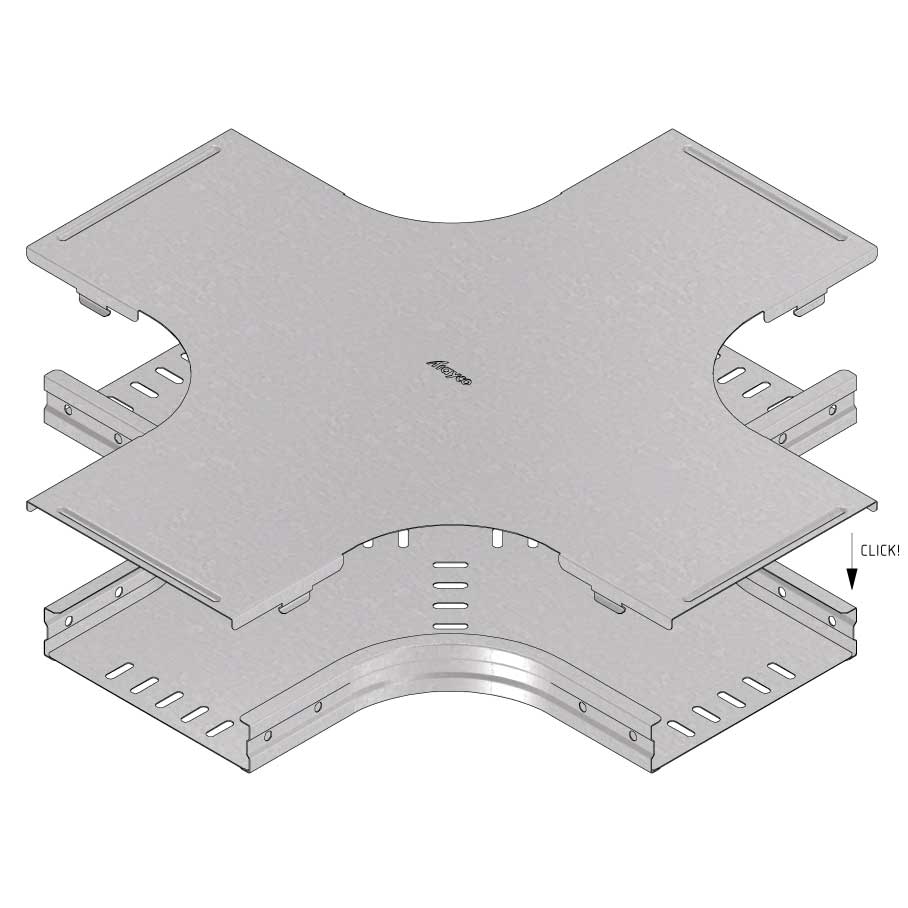



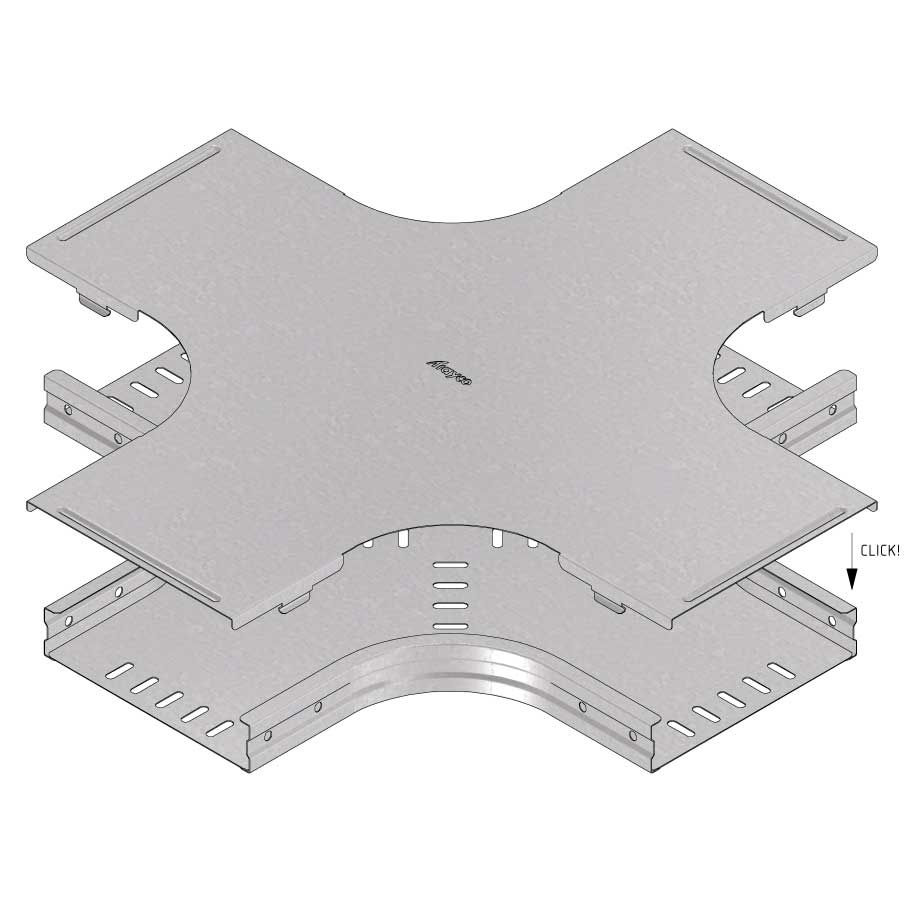



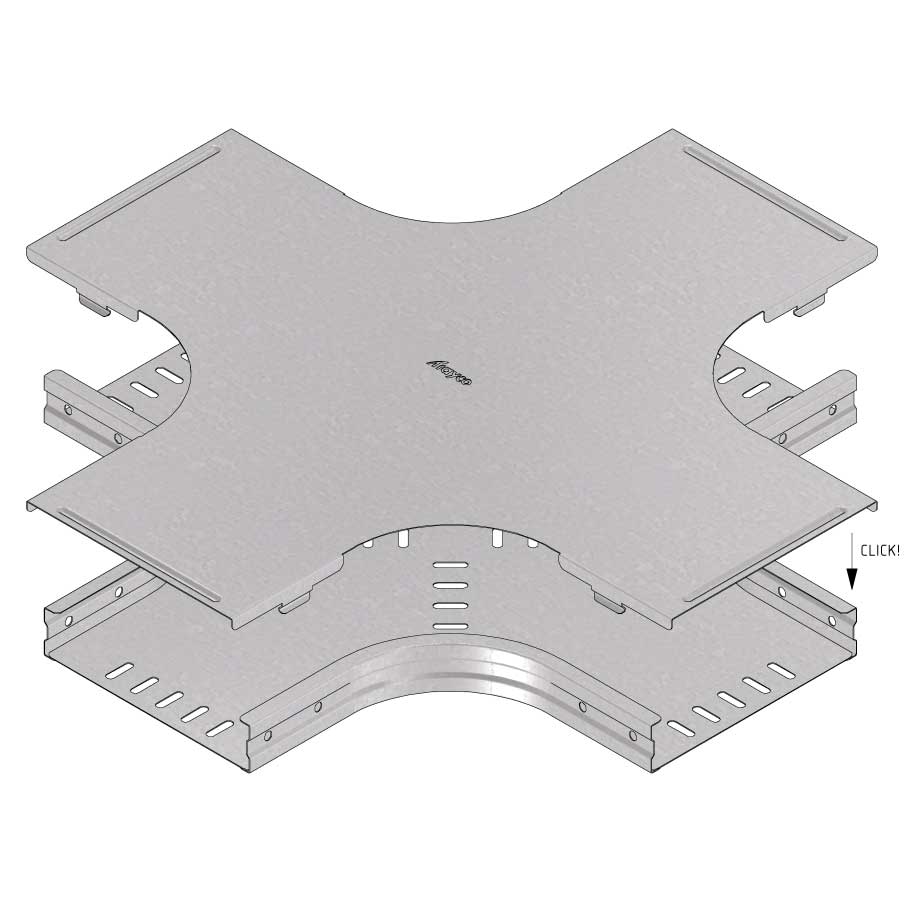



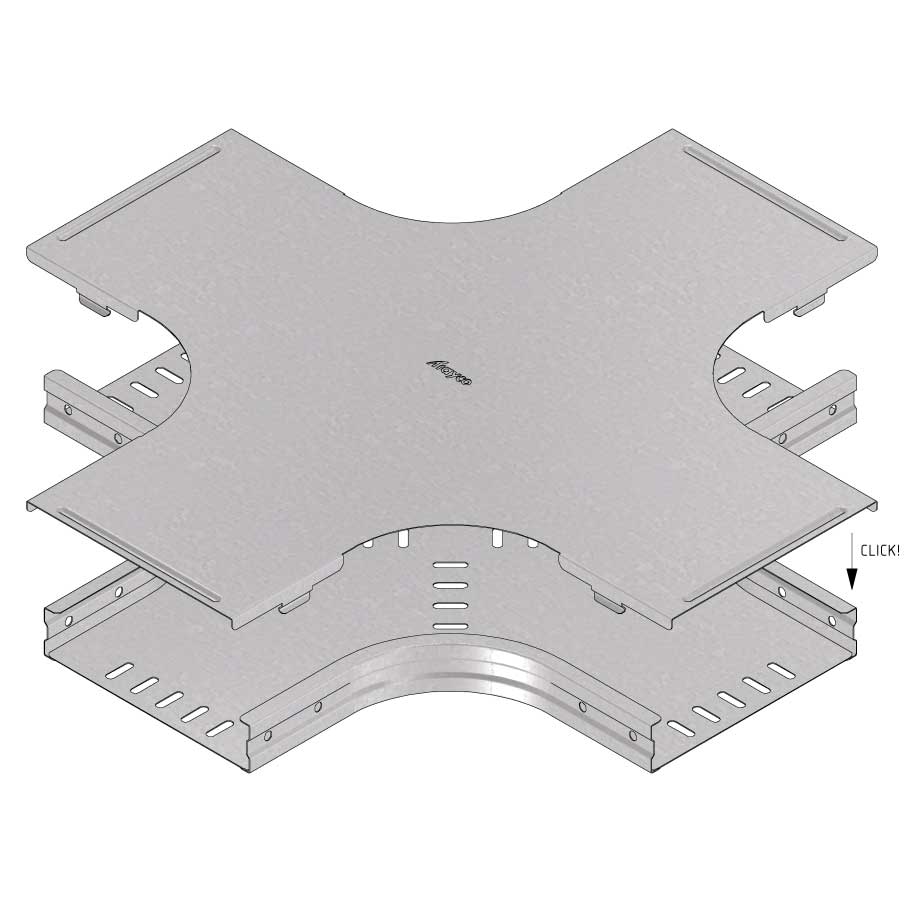



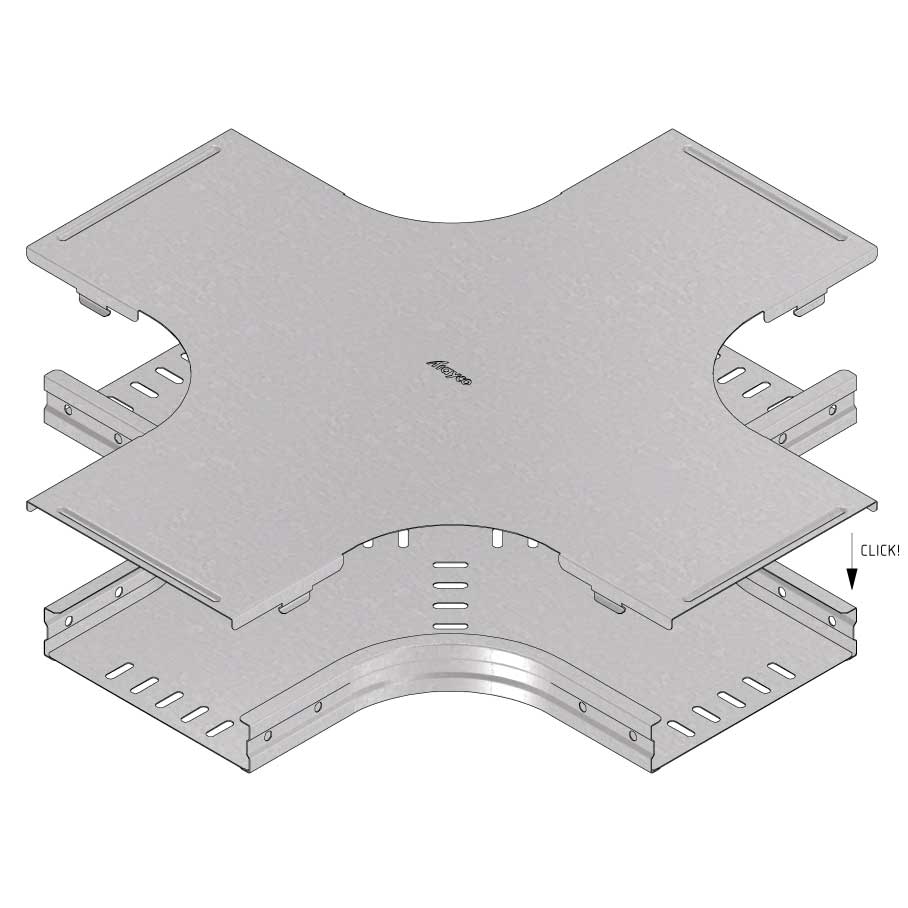



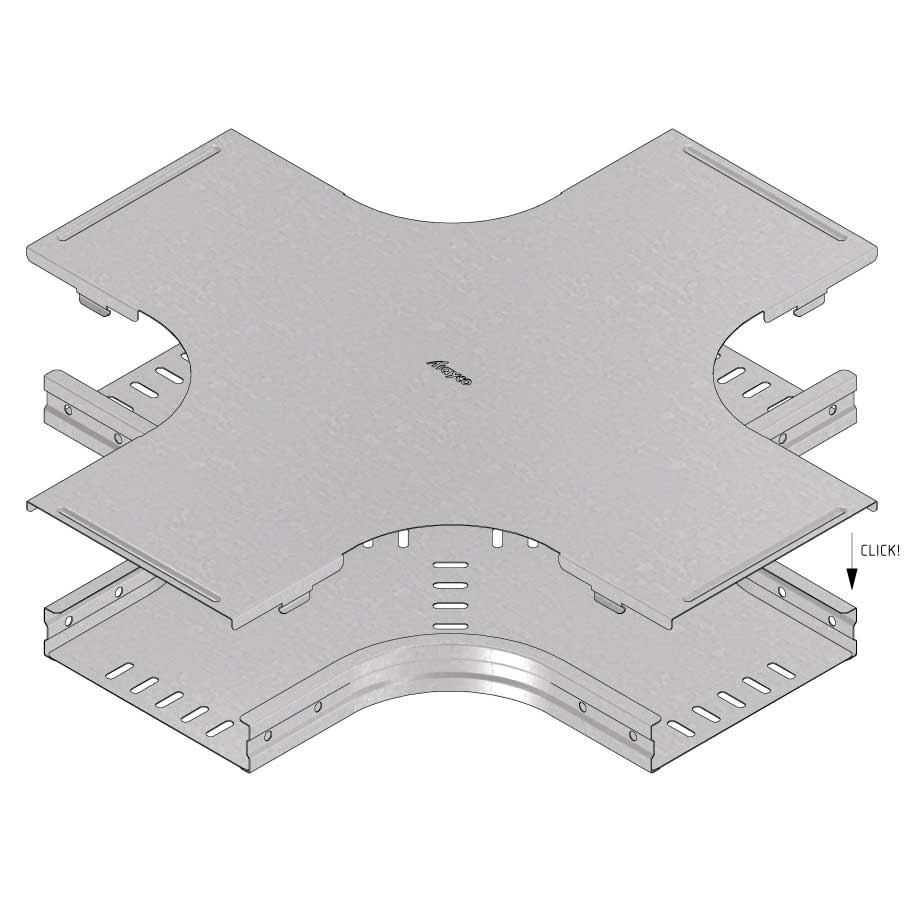



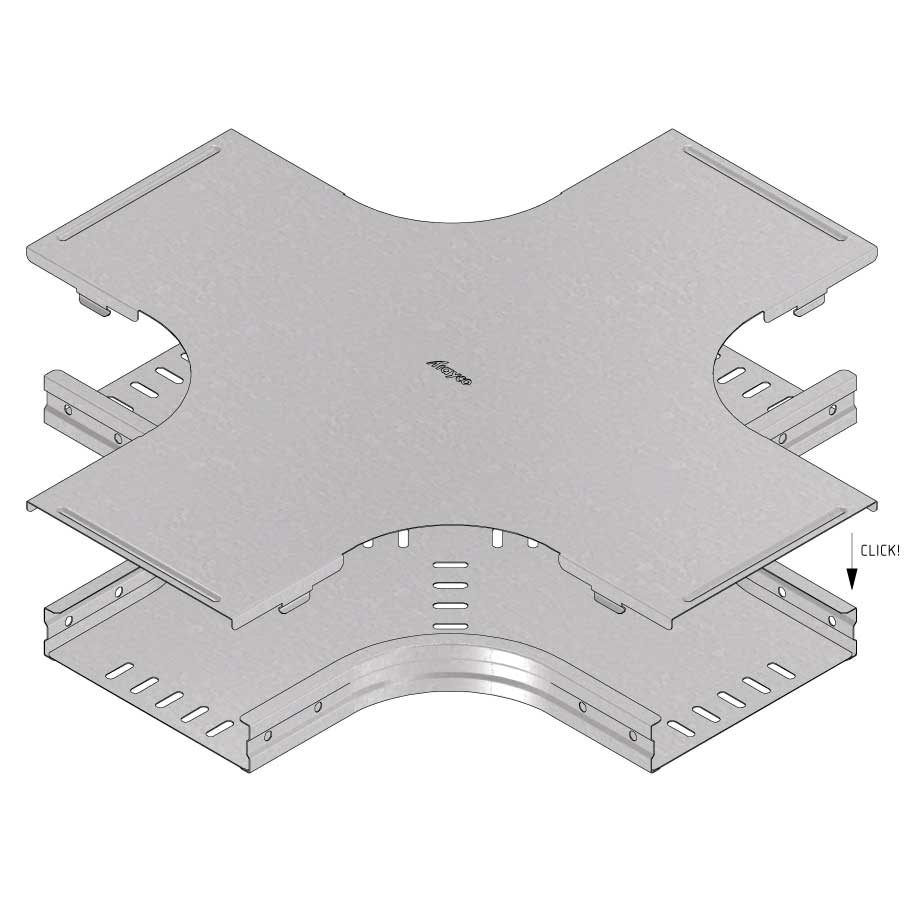



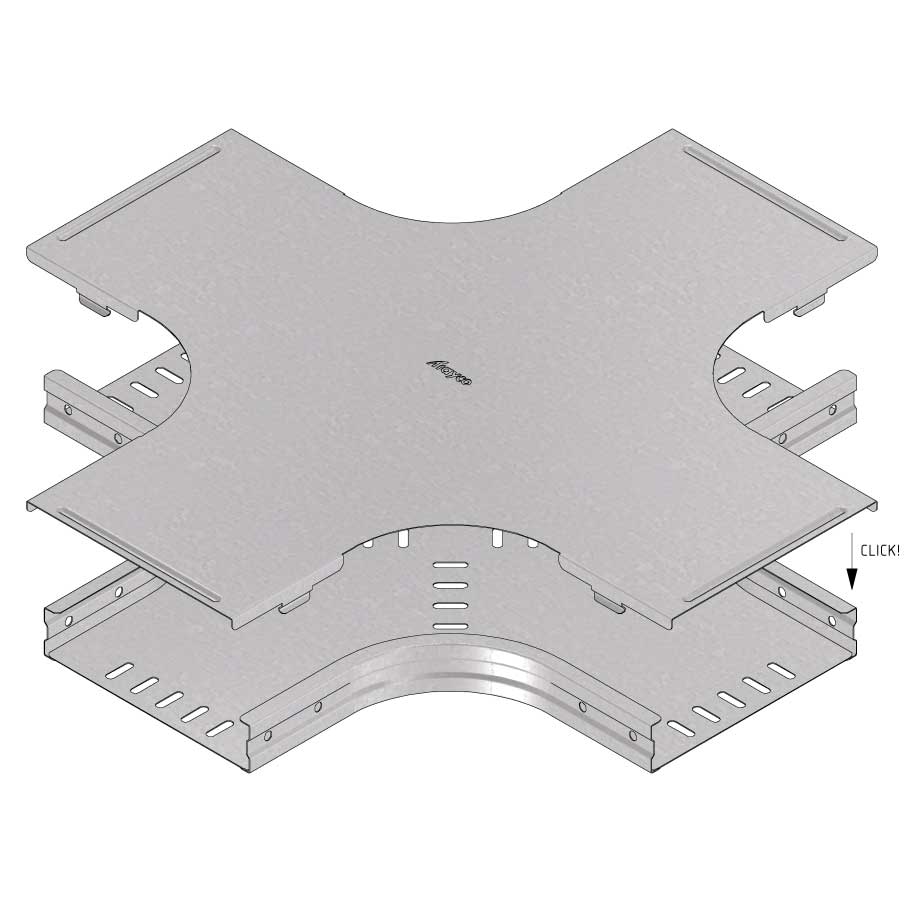



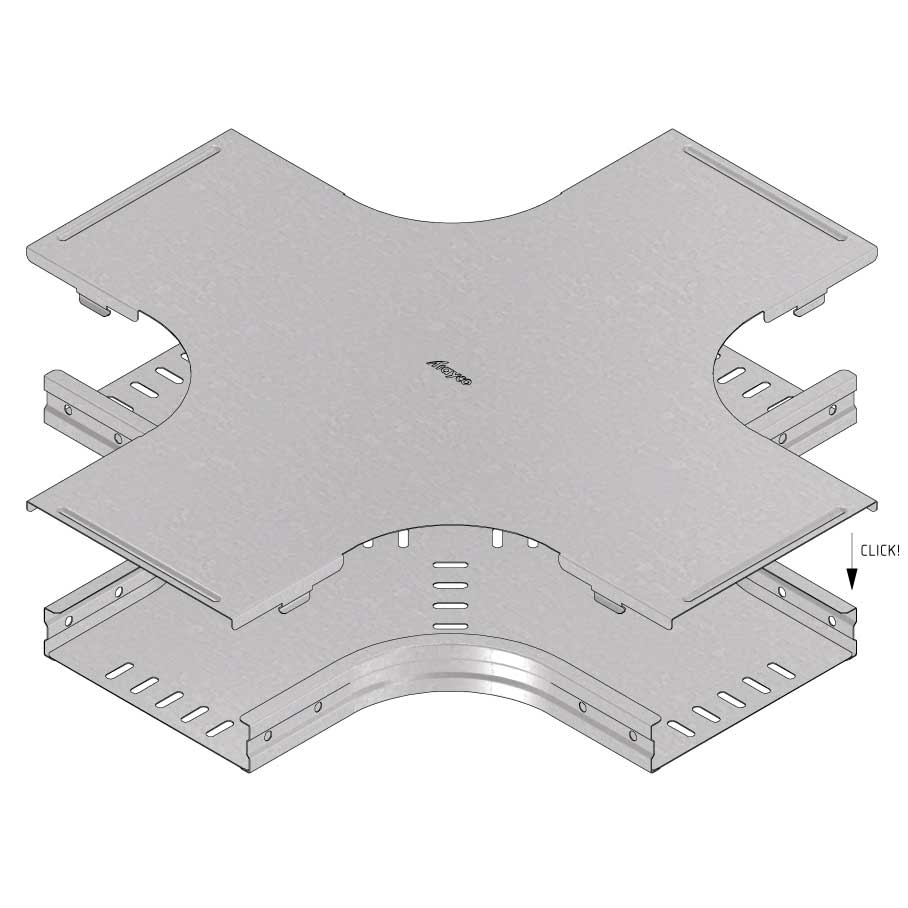



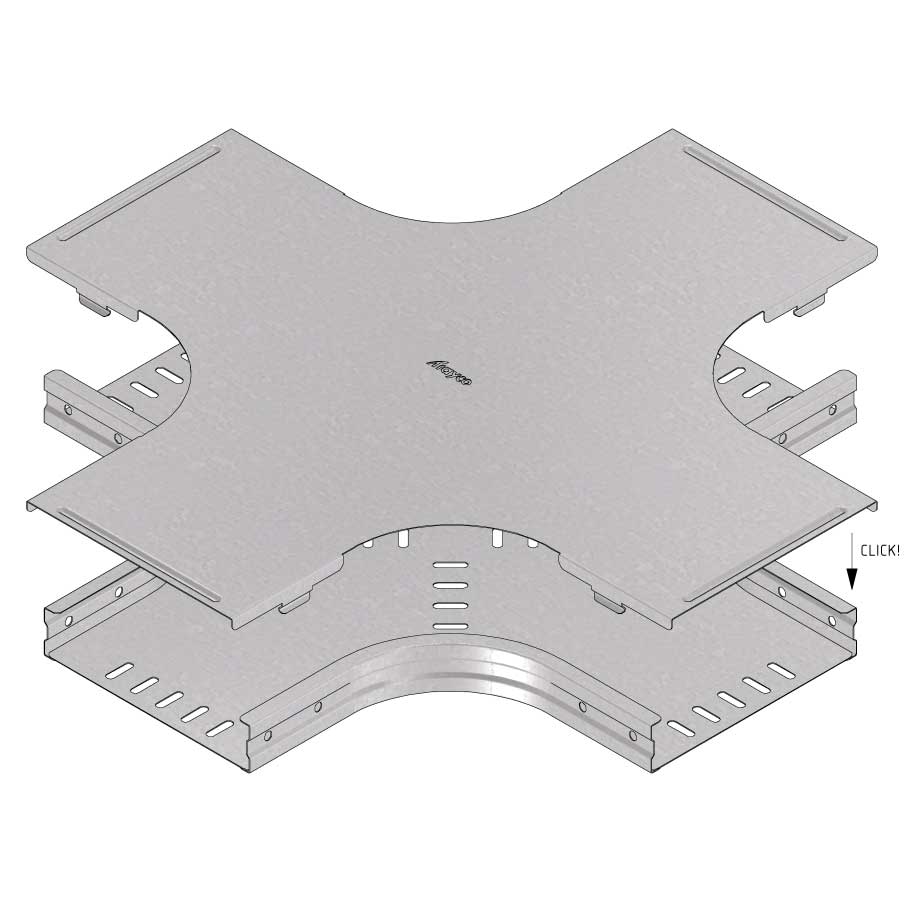



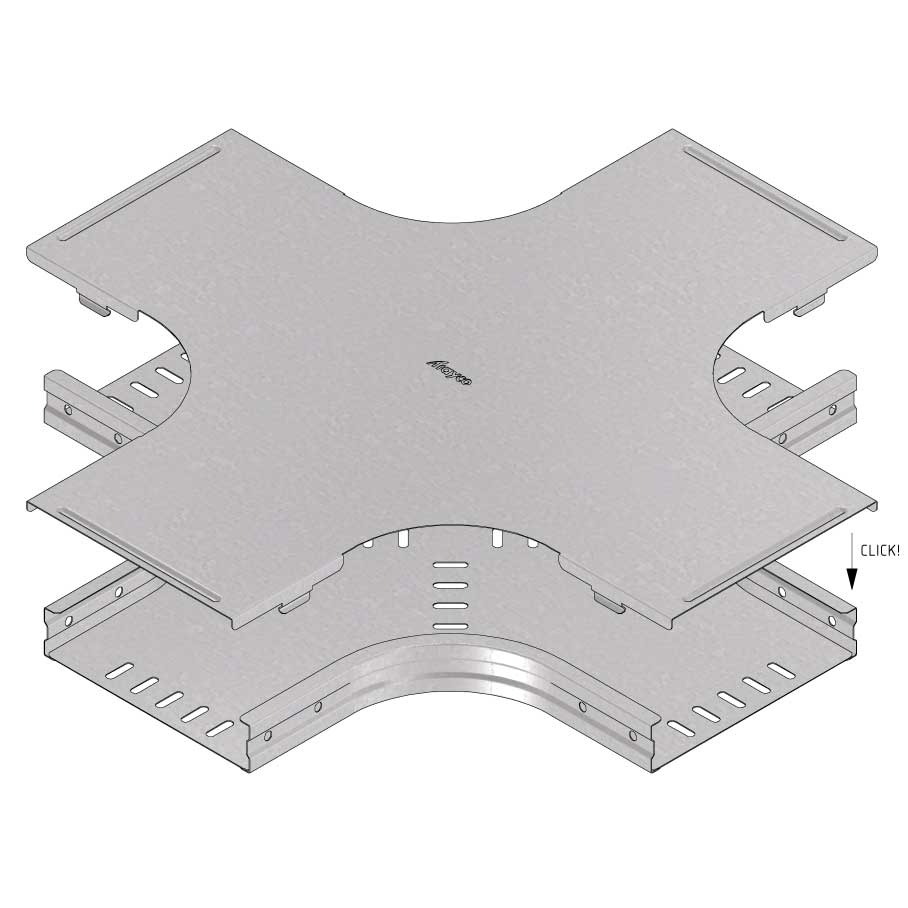



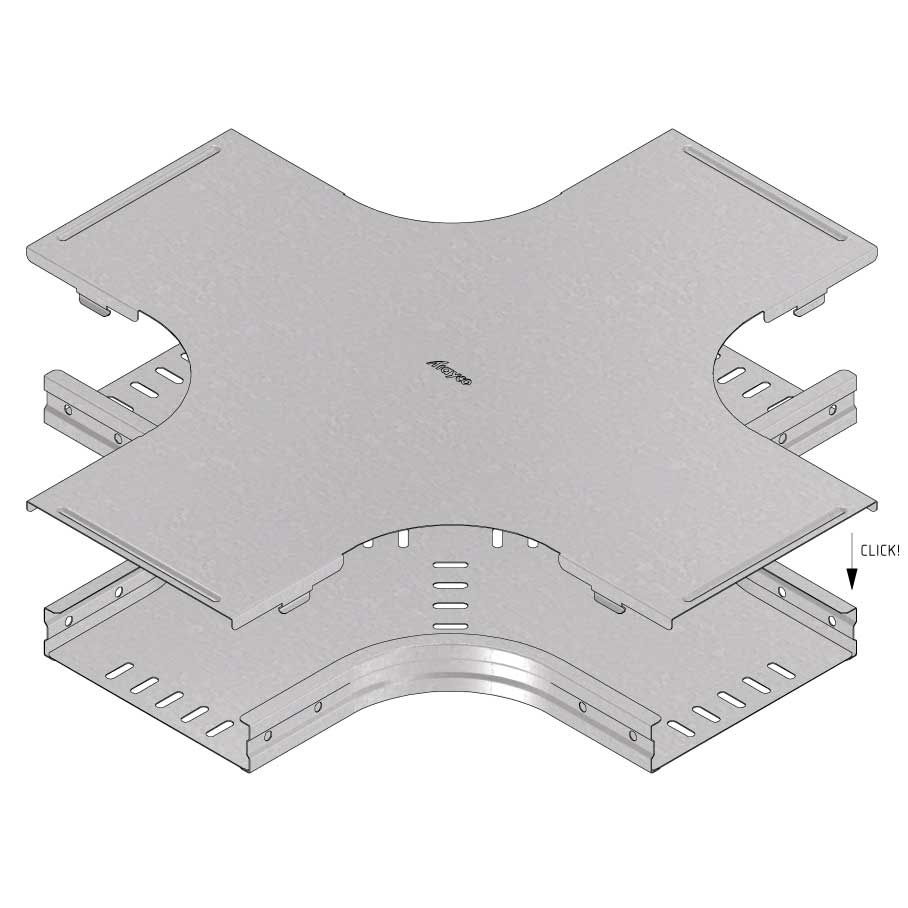



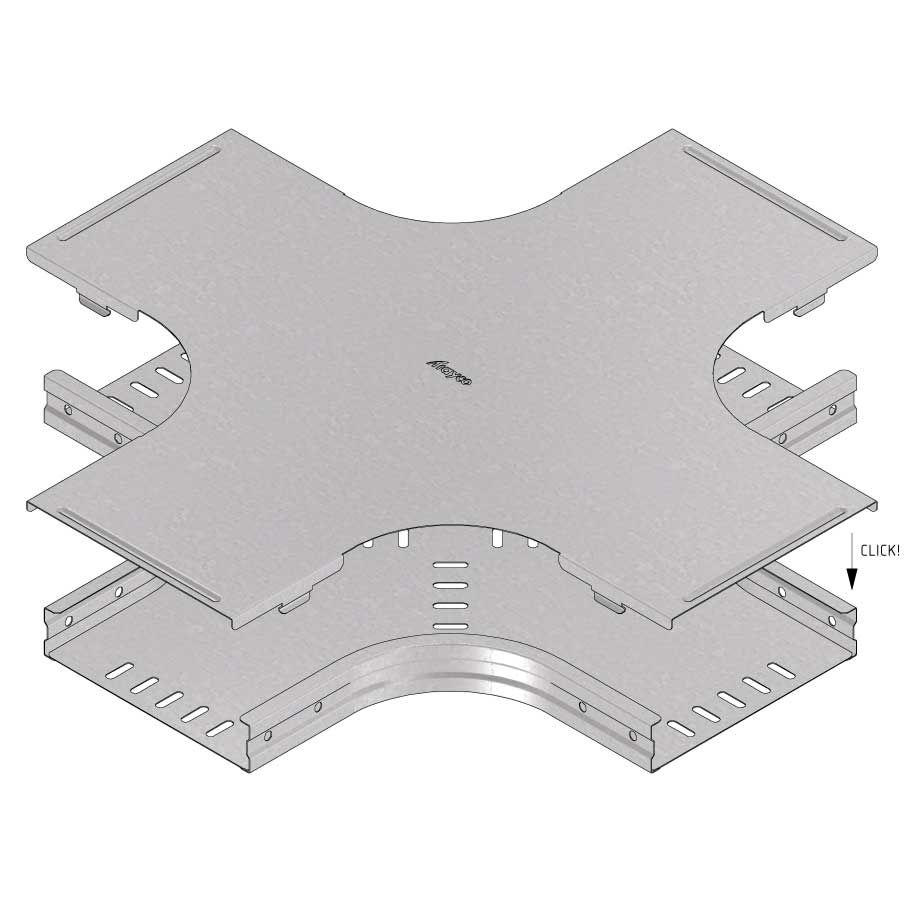



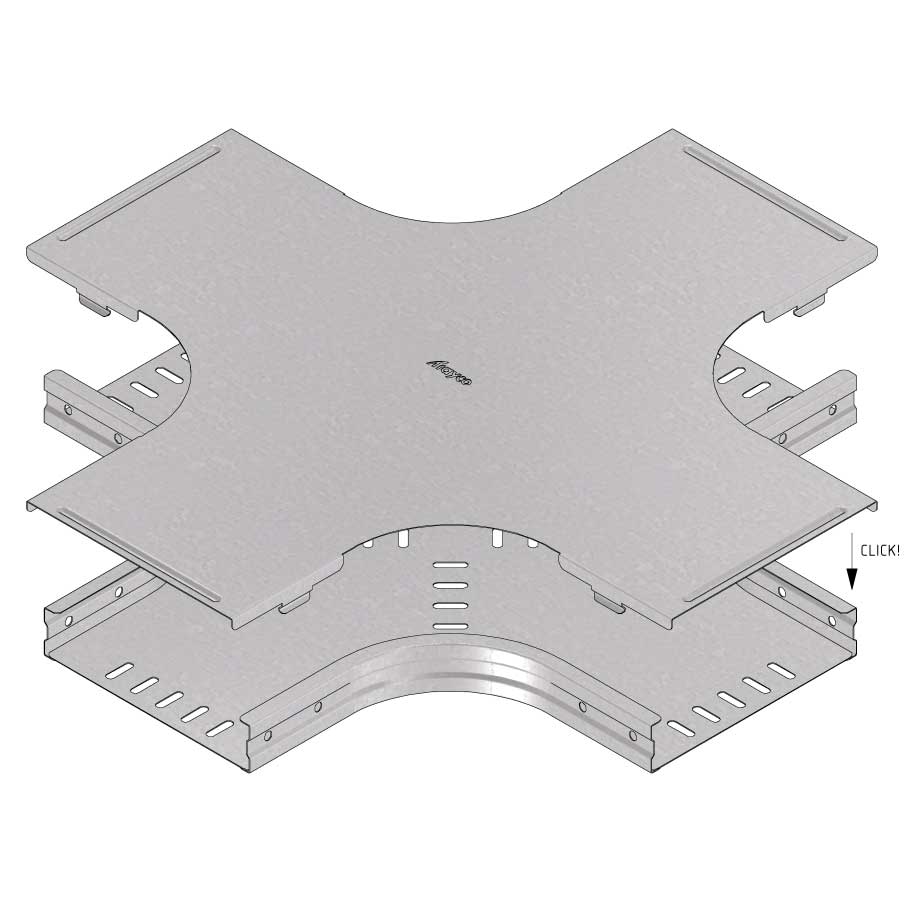
Assembly
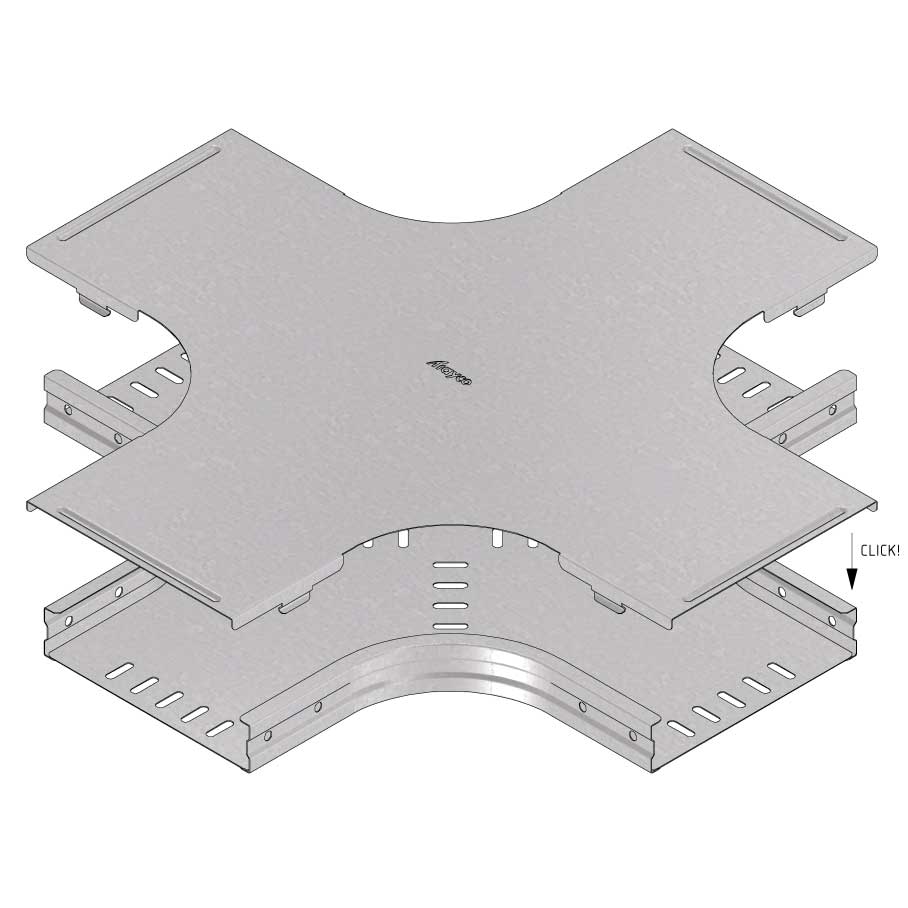

{kind=link}