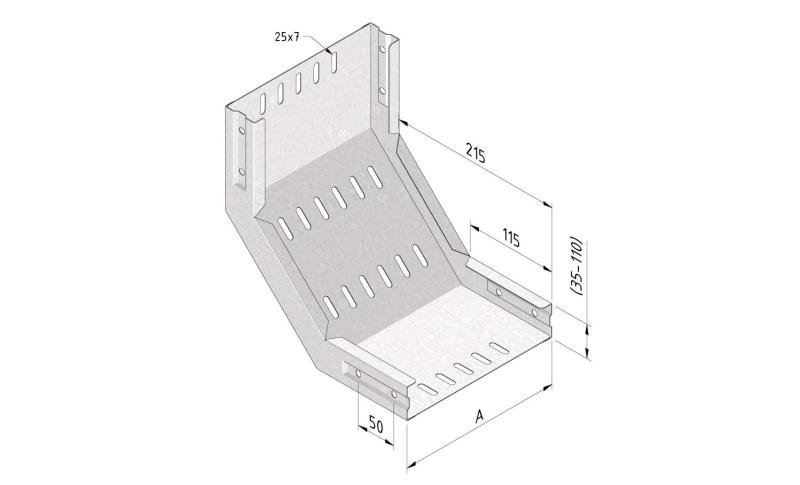
Cable Tray Cover Rising Bend
CT-CRB






Cable Tray Cover Rising Bend
CT-CRB
CT-CRB -> CT60-RB90
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
16399 |
CT35-CRB90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
16400 |
CT35-CRB90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
16401 |
CT35-CRB90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
16402 |
CT35-CRB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
16403 |
CT35-CRB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
16404 |
CT35-CRB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
16405 |
CT35-CRB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
16796 |
CT35-CRB90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
16799 |
CT35-CRB90-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
16406 |
CT35-CRB90-050-DG |
DG
|
50
|
1
|
|
|
|
|
16407 |
CT35-CRB90-075-DG |
DG
|
75
|
1
|
|
|
|
|
16408 |
CT35-CRB90-100-DG |
DG
|
100
|
1
|
|
|
|
|
16409 |
CT35-CRB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
16410 |
CT35-CRB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
16411 |
CT35-CRB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
16412 |
CT35-CRB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
16797 |
CT35-CRB90-500-DG |
DG
|
500
|
1
|
|
|
|
|
16800 |
CT35-CRB90-600-DG |
DG
|
600
|
1
|
|
|
|
|
10105 |
CT-CRB90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
10106 |
CT-CRB90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
10107 |
CT-CRB90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
10108 |
CT-CRB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
10109 |
CT-CRB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
10110 |
CT-CRB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
12155 |
CT-CRB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
12156 |
CT-CRB90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
12157 |
CT-CRB90-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
19874 |
CT-CRB90-050-UG |
UG
|
50
|
1
|
|
|
|
|
19875 |
CT-CRB90-075-UG |
UG
|
75
|
1
|
|
|
|
|
19876 |
CT-CRB90-100-UG |
UG
|
100
|
1
|
|
|
|
|
19877 |
CT-CRB90-150-UG |
UG
|
150
|
1
|
|
|
|
|
19878 |
CT-CRB90-200-UG |
UG
|
200
|
1
|
|
|
|
|
19879 |
CT-CRB90-300-UG |
UG
|
300
|
1
|
|
|
|
|
19880 |
CT-CRB90-400-UG |
UG
|
400
|
1
|
|
|
|
|
19881 |
CT-CRB90-500-UG |
UG
|
500
|
1
|
|
|
|
|
19882 |
CT-CRB90-600-UG |
UG
|
600
|
1
|
|
|
|
|
16253 |
CT110-CRB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
14826 |
CT110-CRB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
13628 |
CT110-CRB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
15073 |
CT110-CRB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
15064 |
CT110-CRB90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
16254 |
CT110-CRB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
14827 |
CT110-CRB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
13632 |
CT110-CRB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
15074 |
CT110-CRB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
16255 |
CT110-CRB90-500-DG |
DG
|
500
|
1
|
|
|






















































































































































































{kind=link}