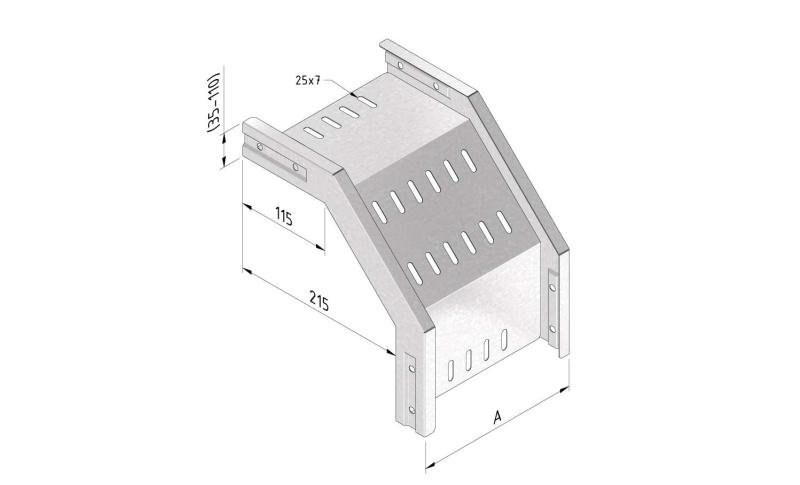
Cable Tray Cover Falling Bend
CT-CFB






Cable Tray Cover Falling Bend
CT-CFB
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
16428 |
CT35-CFB90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
16429 |
CT35-CFB90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
16430 |
CT35-CFB90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
16431 |
CT35-CFB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
16432 |
CT35-CFB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
16433 |
CT35-CFB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
16434 |
CT35-CFB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
16435 |
CT35-CFB90-050-DG |
DG
|
50
|
1
|
|
|
|
|
16436 |
CT35-CFB90-075-DG |
DG
|
75
|
1
|
|
|
|
|
16437 |
CT35-CFB90-100-DG |
DG
|
100
|
1
|
|
|
|
|
16438 |
CT35-CFB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
16439 |
CT35-CFB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
16440 |
CT35-CFB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
16441 |
CT35-CFB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
12545 |
CT60-CFB90-050-PG |
PG
|
50
|
1
|
Default
|
|
|
|
12546 |
CT60-CFB90-075-PG |
PG
|
75
|
1
|
Default
|
|
|
|
12547 |
CT60-CFB90-100-PG |
PG
|
100
|
1
|
Default
|
|
|
|
12548 |
CT60-CFB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
12368 |
CT60-CFB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
12549 |
CT60-CFB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
12550 |
CT60-CFB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
12551 |
CT60-CFB90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
12552 |
CT60-CFB90-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
19814 |
CT60-CFB90-050-UG |
UG
|
50
|
1
|
Default
|
|
|
|
19815 |
CT60-CFB90-075-UG |
UG
|
75
|
1
|
Default
|
|
|
|
19816 |
CT60-CFB90-100-UG |
UG
|
100
|
1
|
Default
|
|
|
|
19817 |
CT60-CFB90-150-UG |
UG
|
150
|
1
|
Default
|
|
|
|
19818 |
CT60-CFB90-200-UG |
UG
|
200
|
1
|
Default
|
|
|
|
19819 |
CT60-CFB90-300-UG |
UG
|
300
|
1
|
Default
|
|
|
|
19820 |
CT60-CFB90-400-UG |
UG
|
400
|
1
|
Default
|
|
|
|
19821 |
CT60-CFB90-500-UG |
UG
|
500
|
1
|
Default
|
|
|
|
19822 |
CT60-CFB90-600-UG |
UG
|
600
|
1
|
Default
|
|
|
|
16278 |
CT110-CFB90-150-PG |
PG
|
150
|
1
|
Default
|
|
|
|
14784 |
CT110-CFB90-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
13629 |
CT110-CFB90-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
15205 |
CT110-CFB90-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
15065 |
CT110-CFB90-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
16279 |
CT110-CFB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
14825 |
CT110-CFB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
13633 |
CT110-CFB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
16280 |
CT110-CFB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
16281 |
CT110-CFB90-500-DG |
DG
|
500
|
1
|
|
|






































































































































































{kind=link}