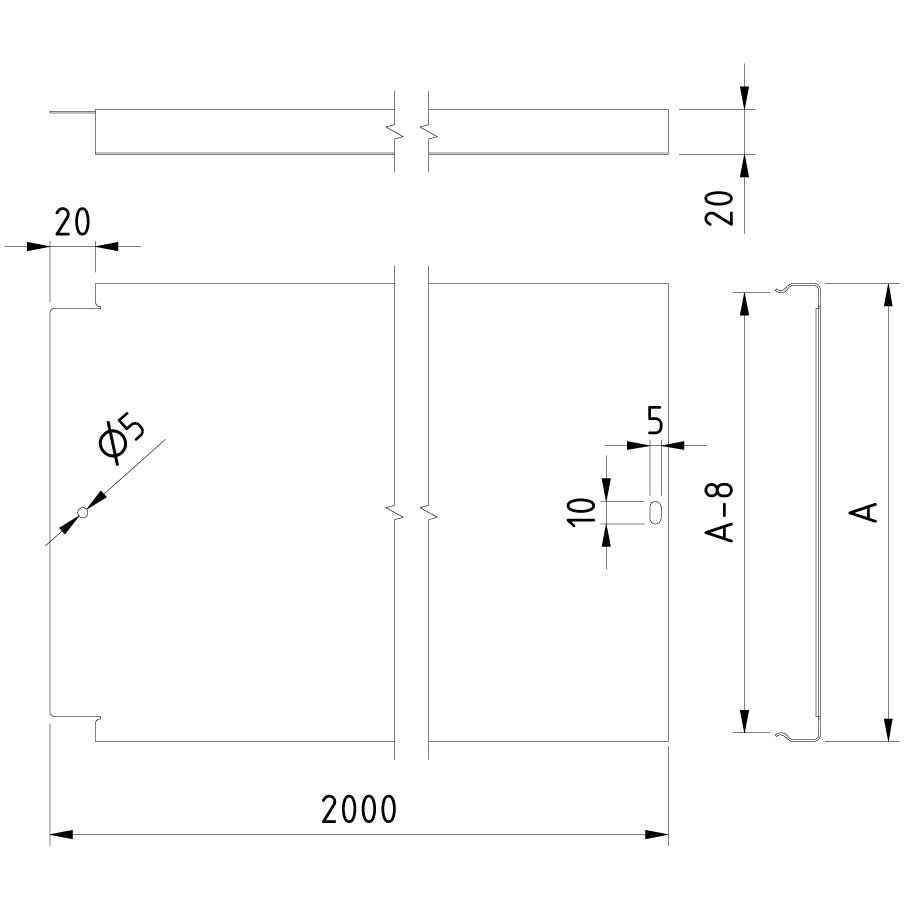
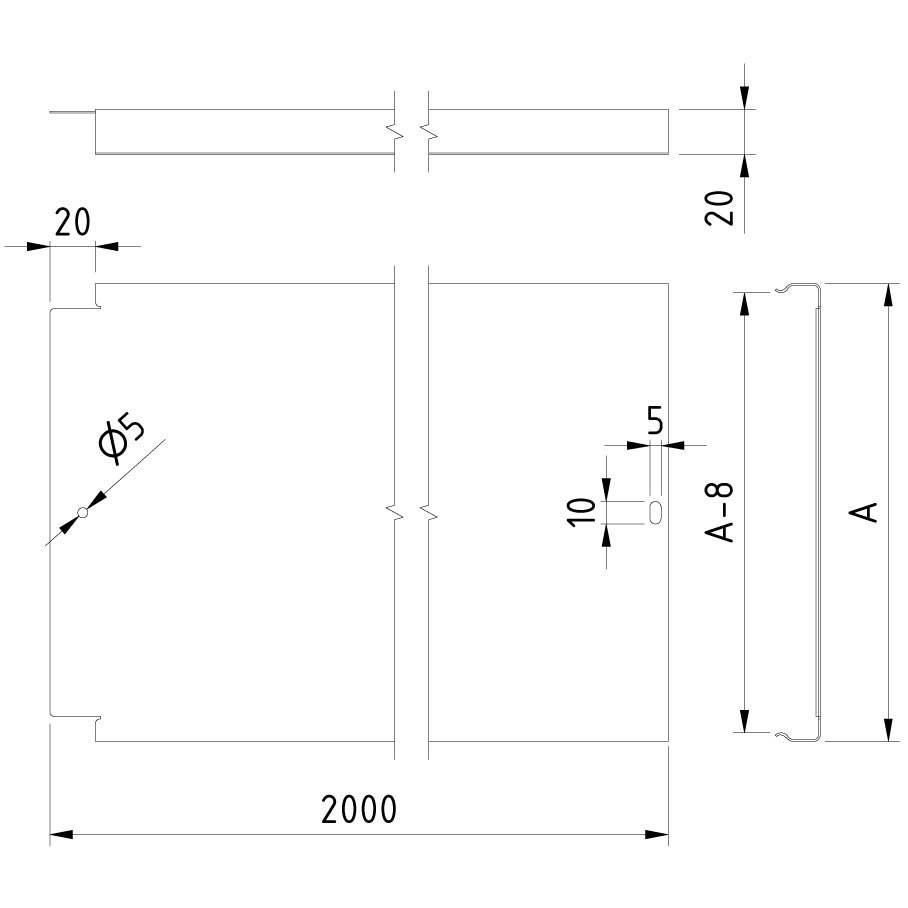
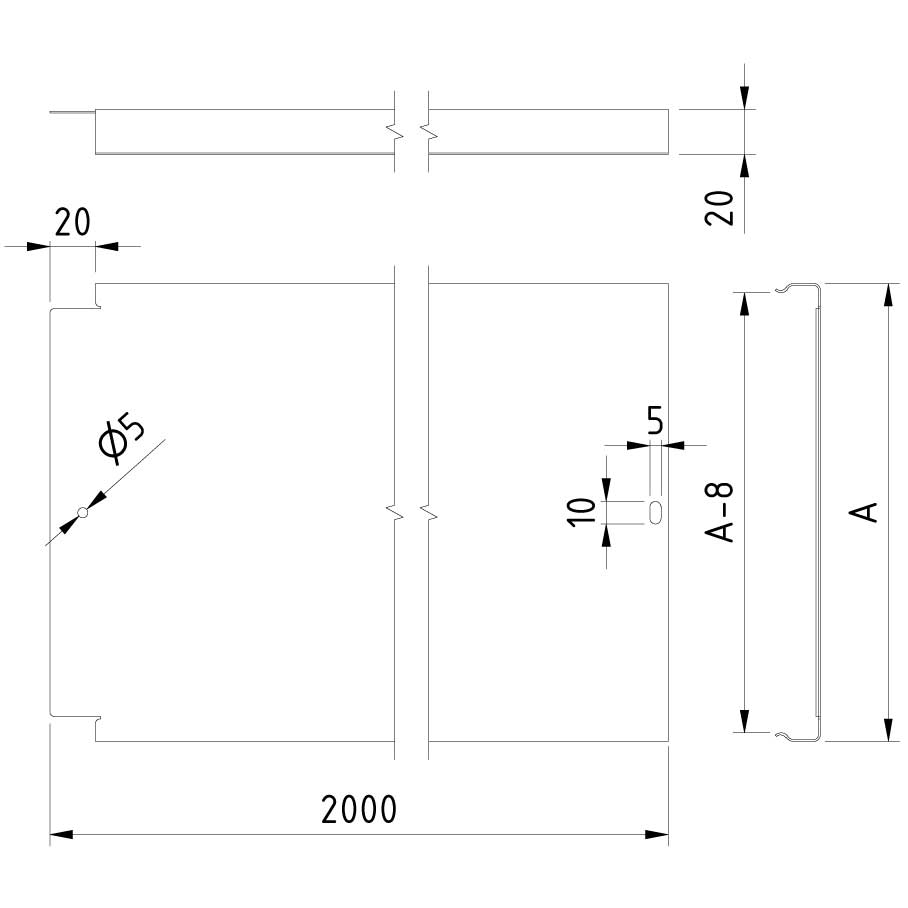
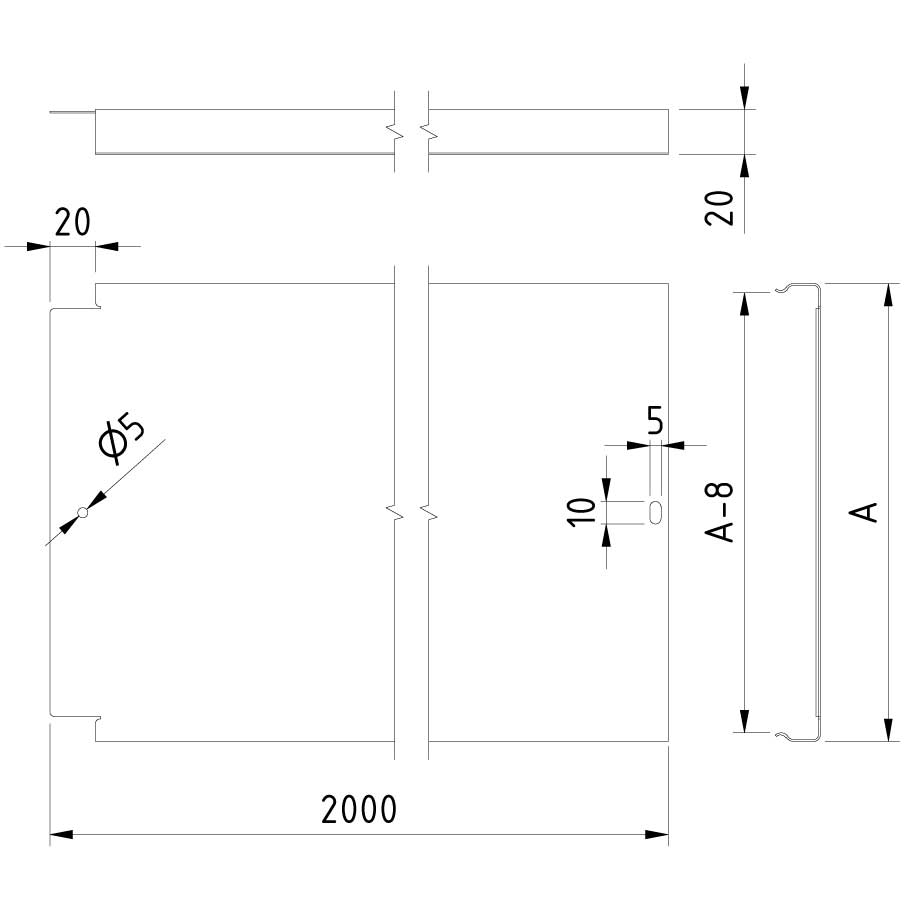
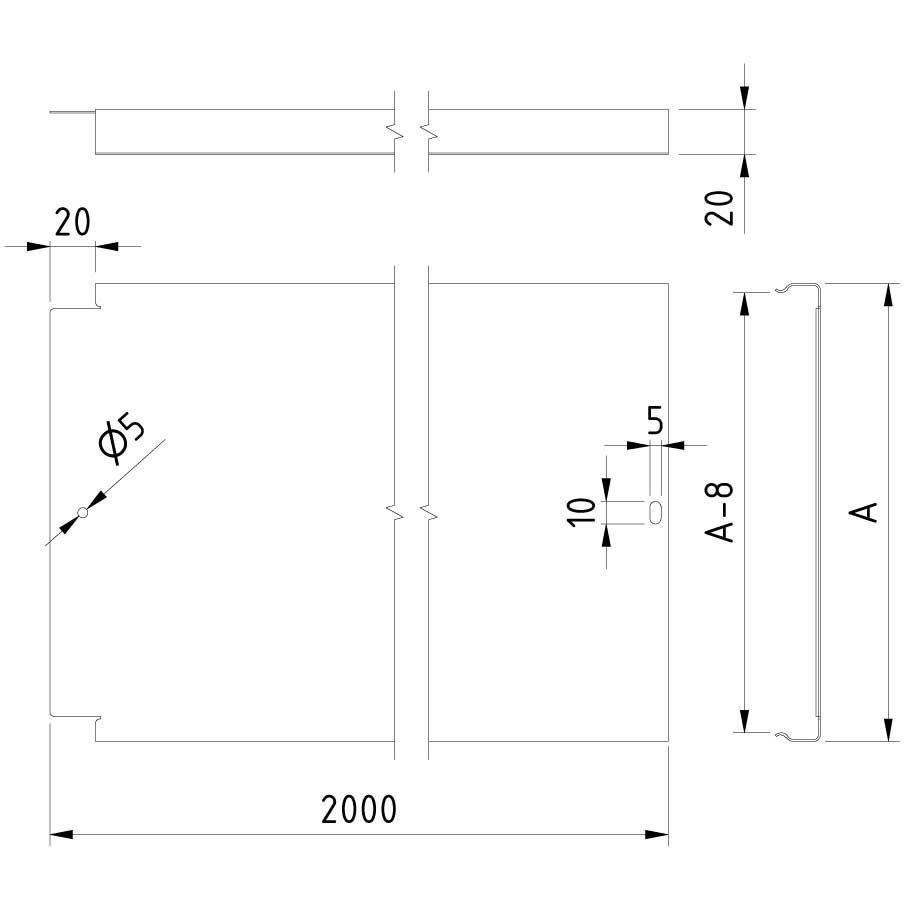
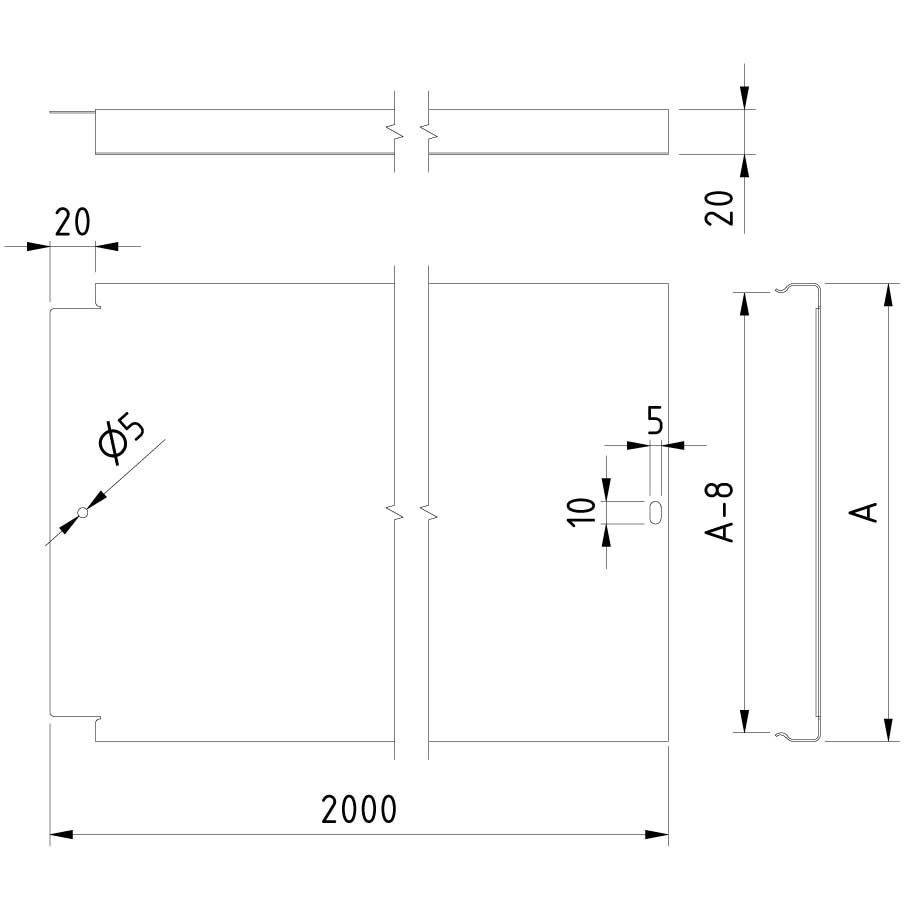
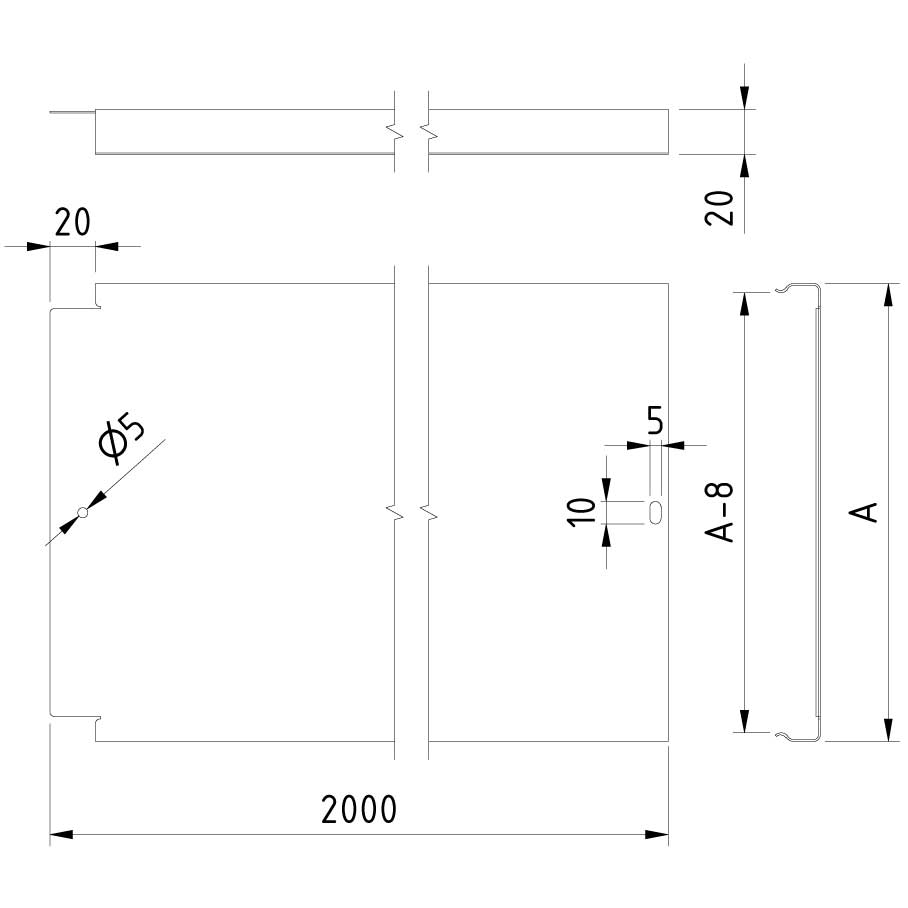
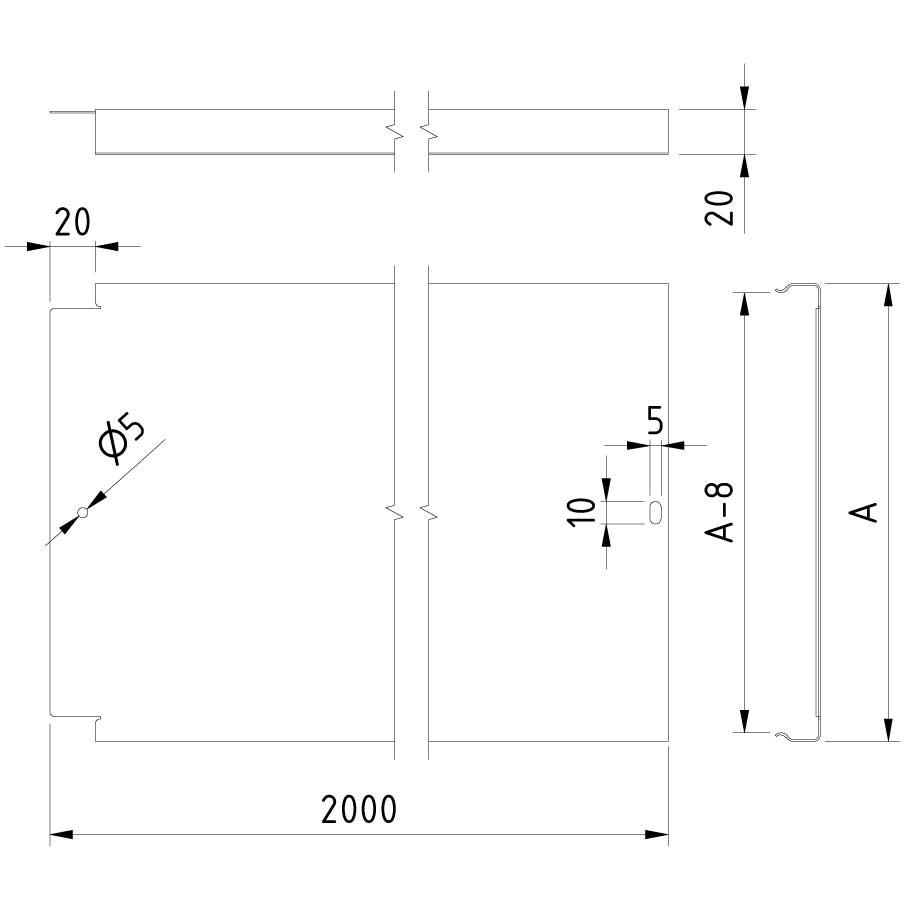
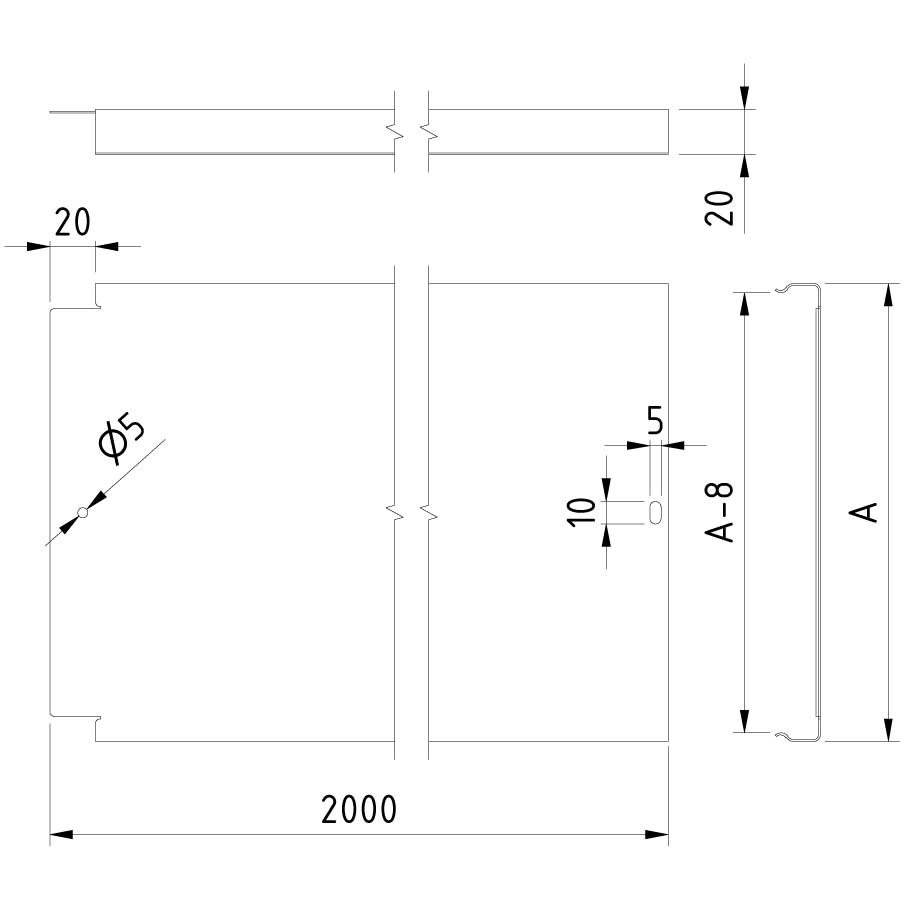
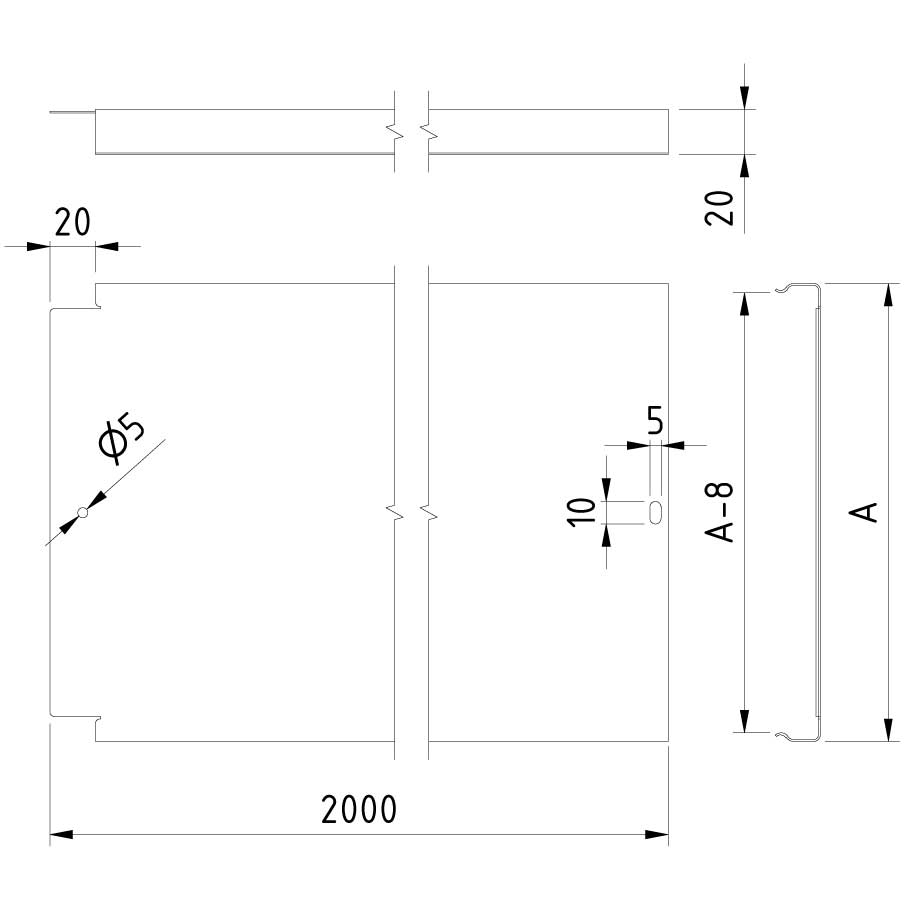
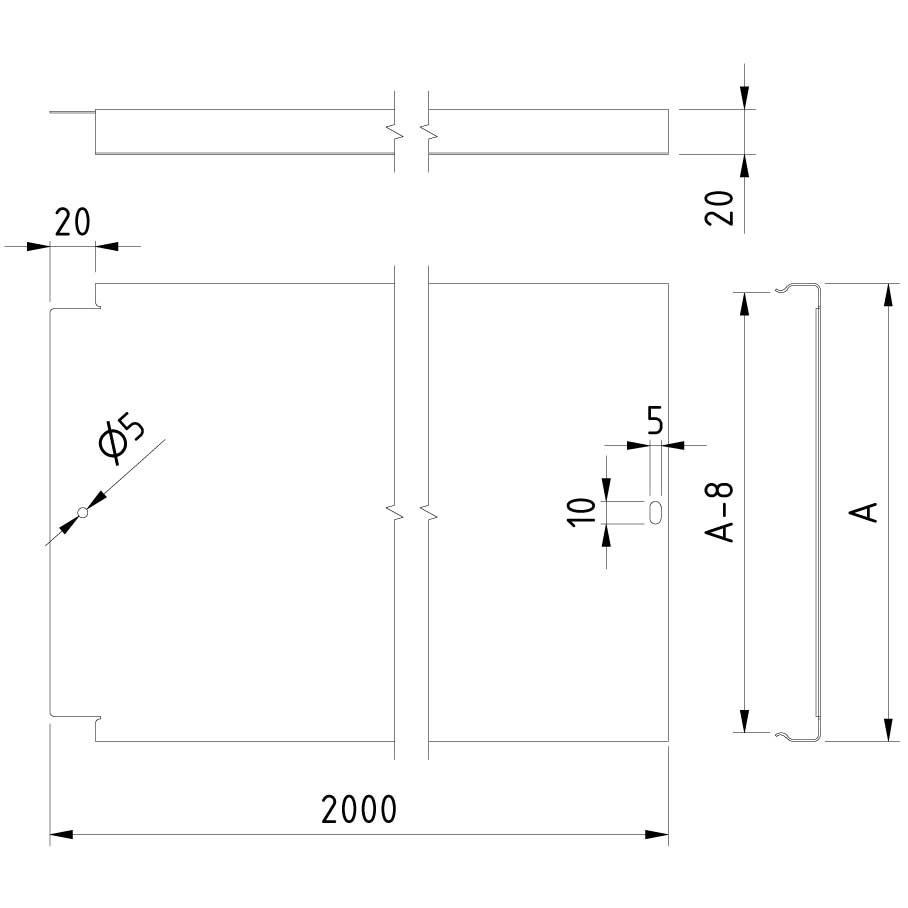
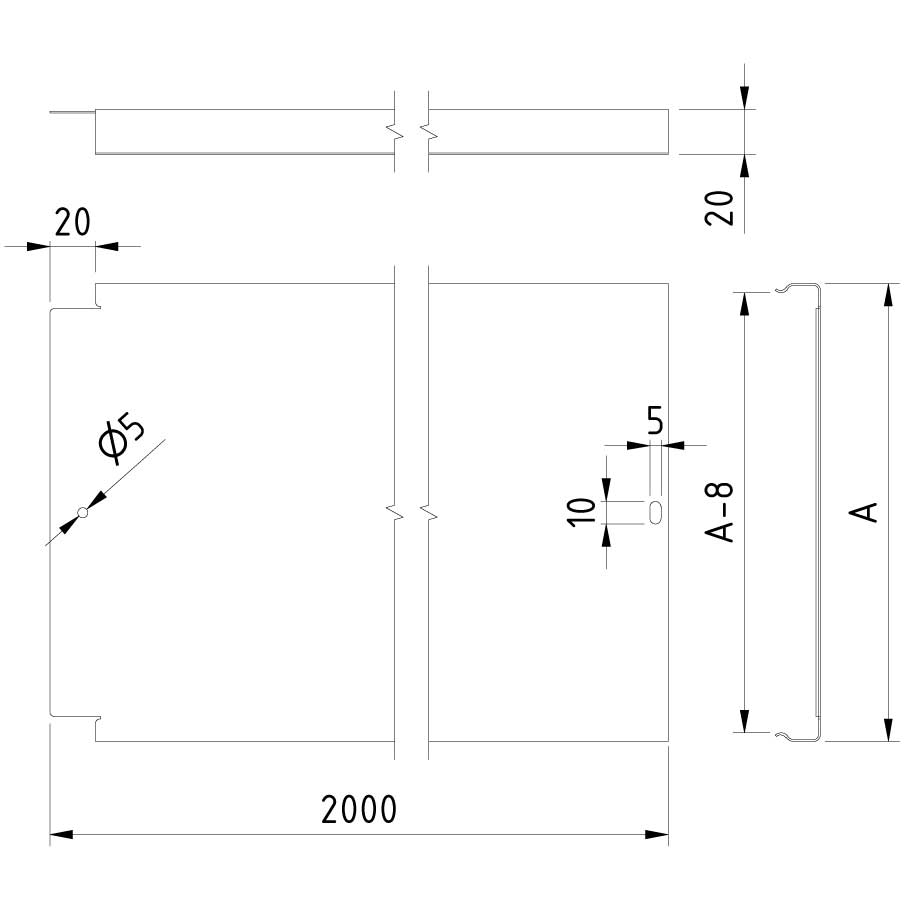
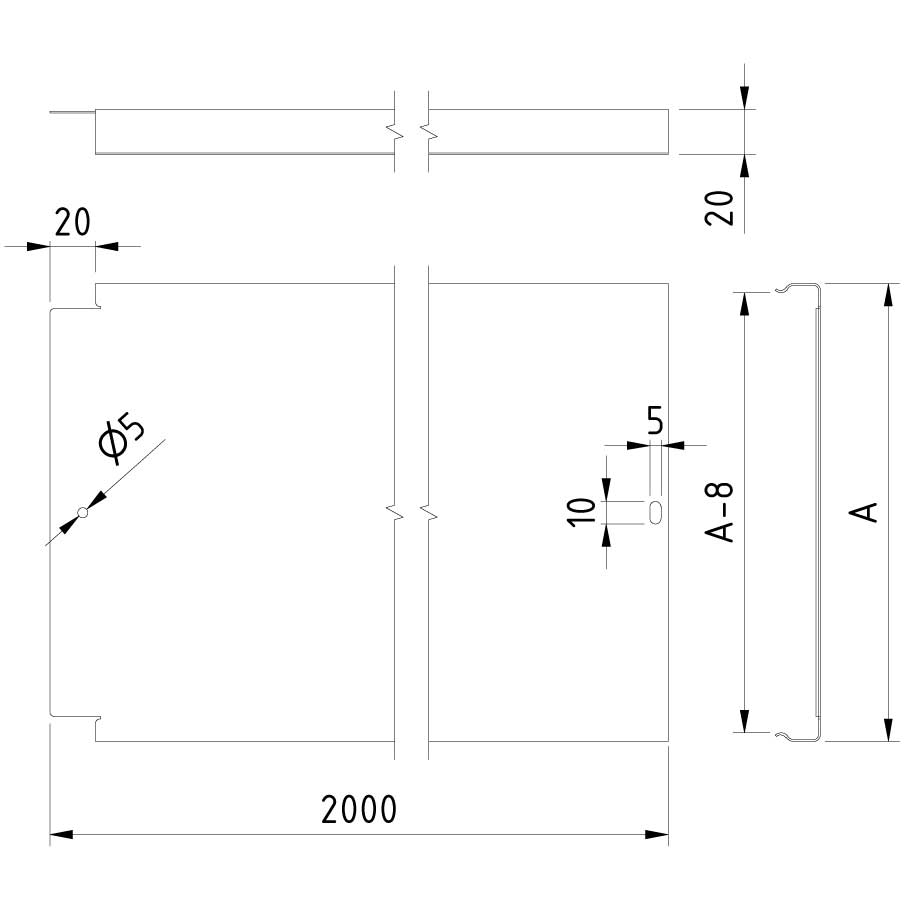
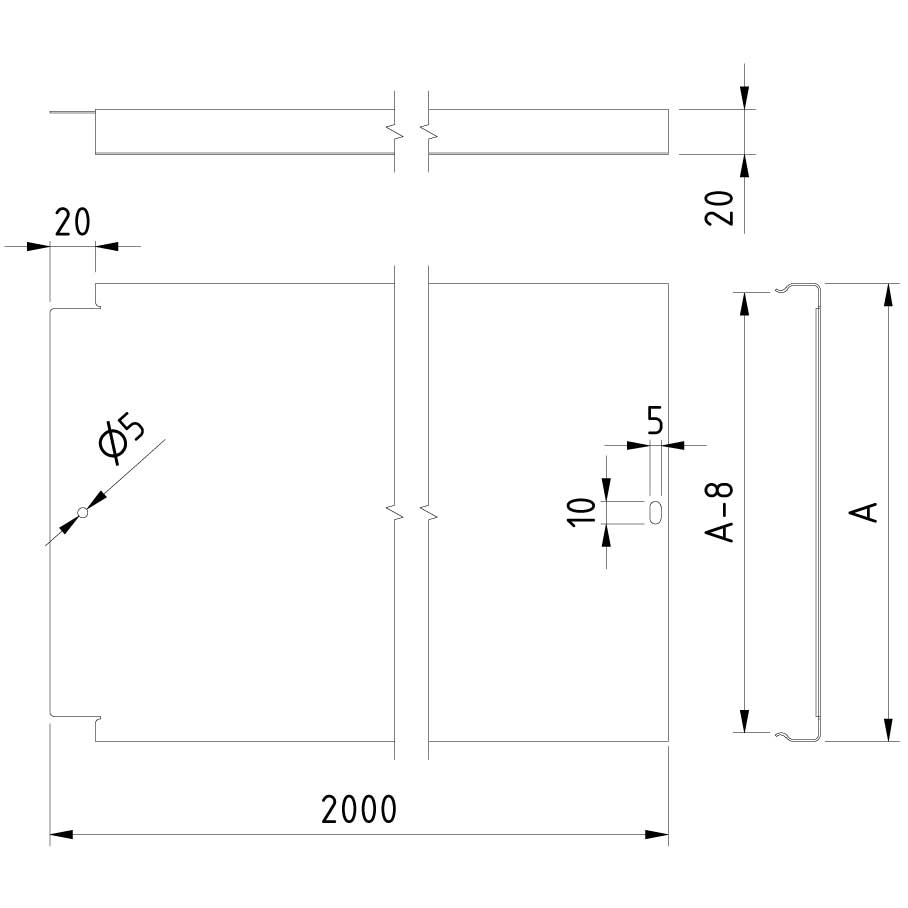
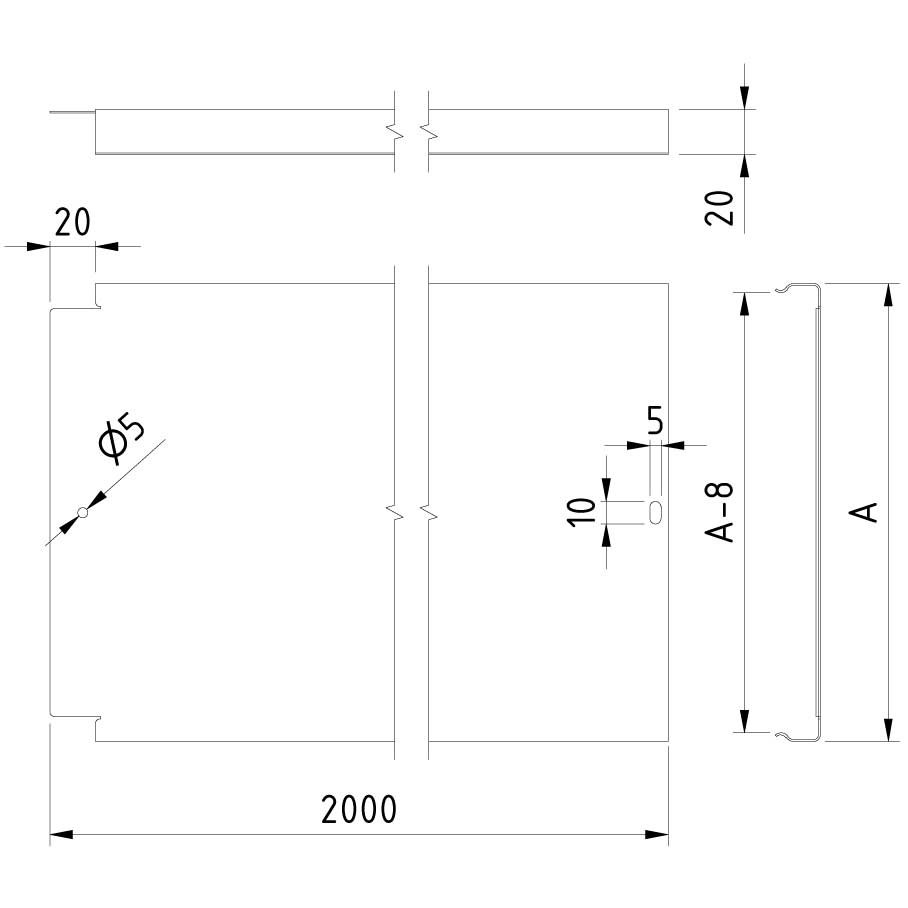
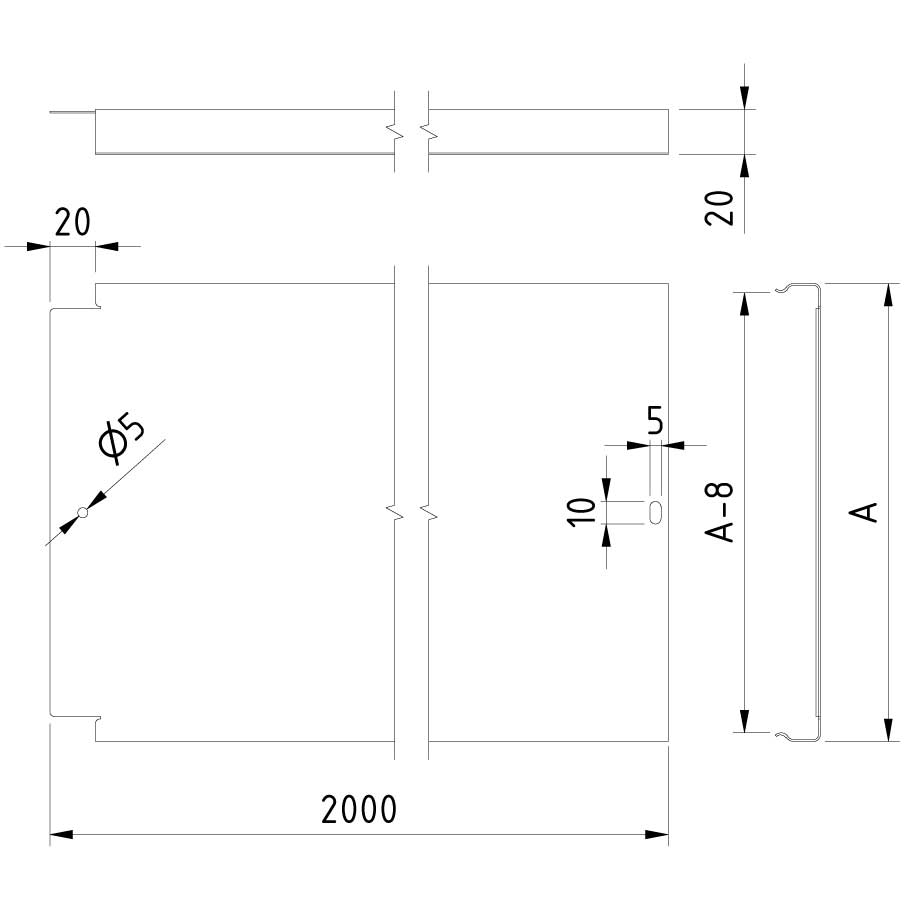
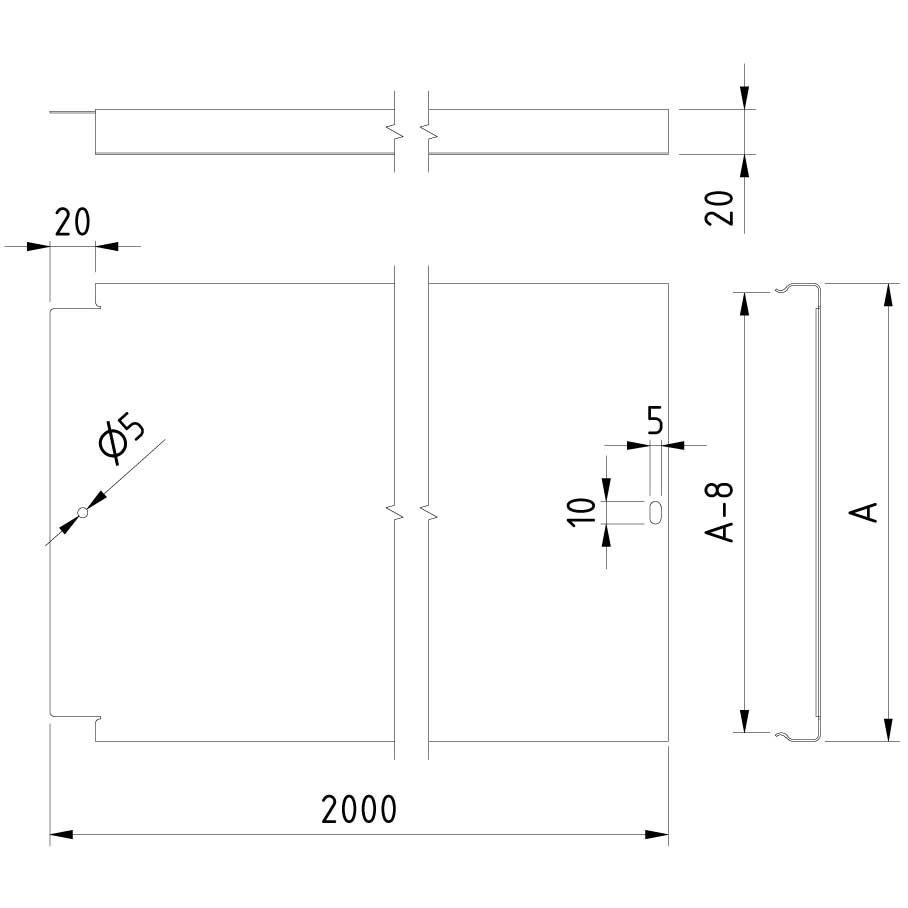
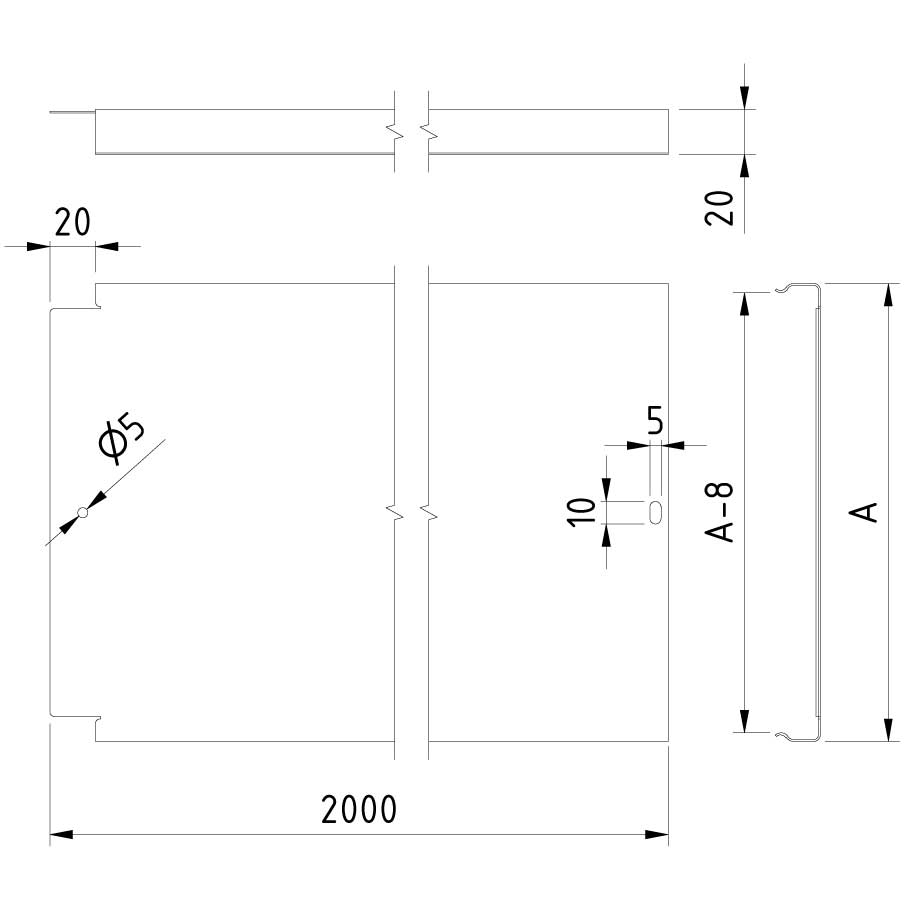
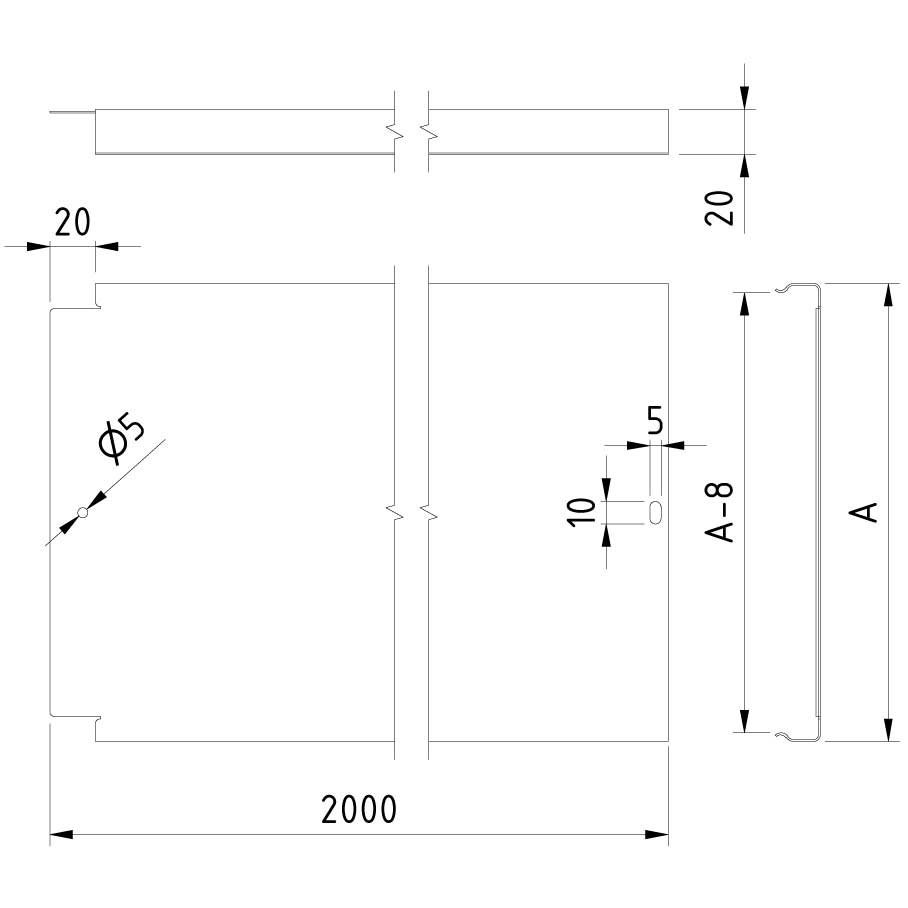
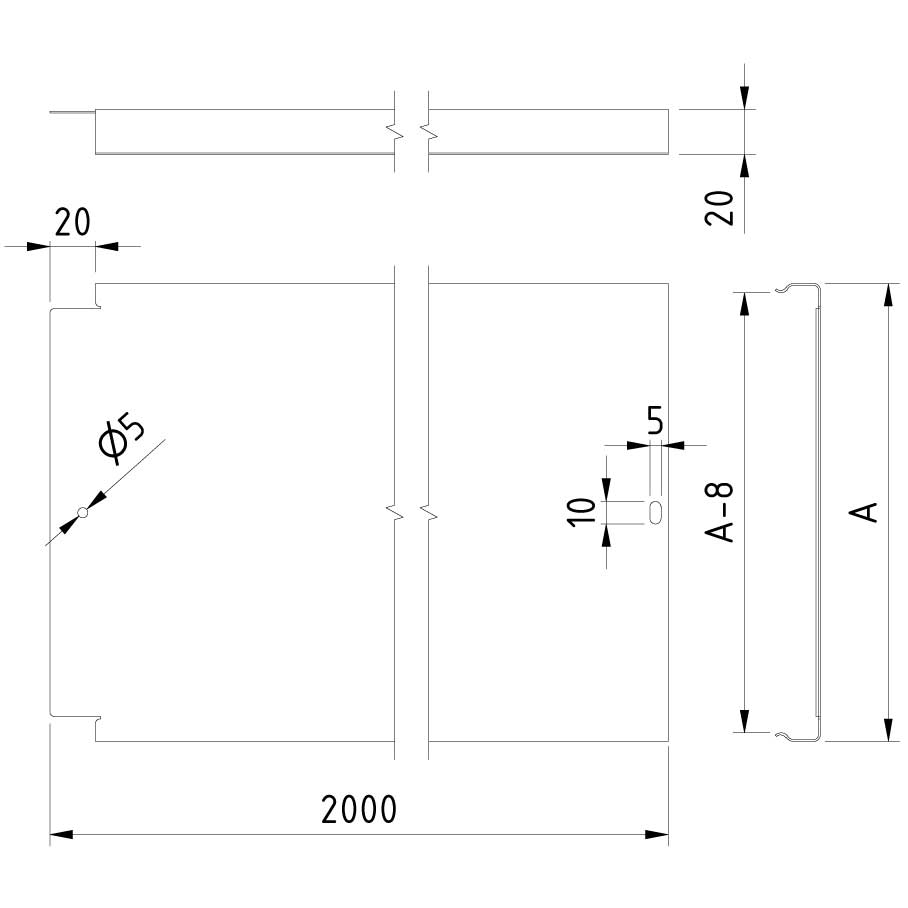
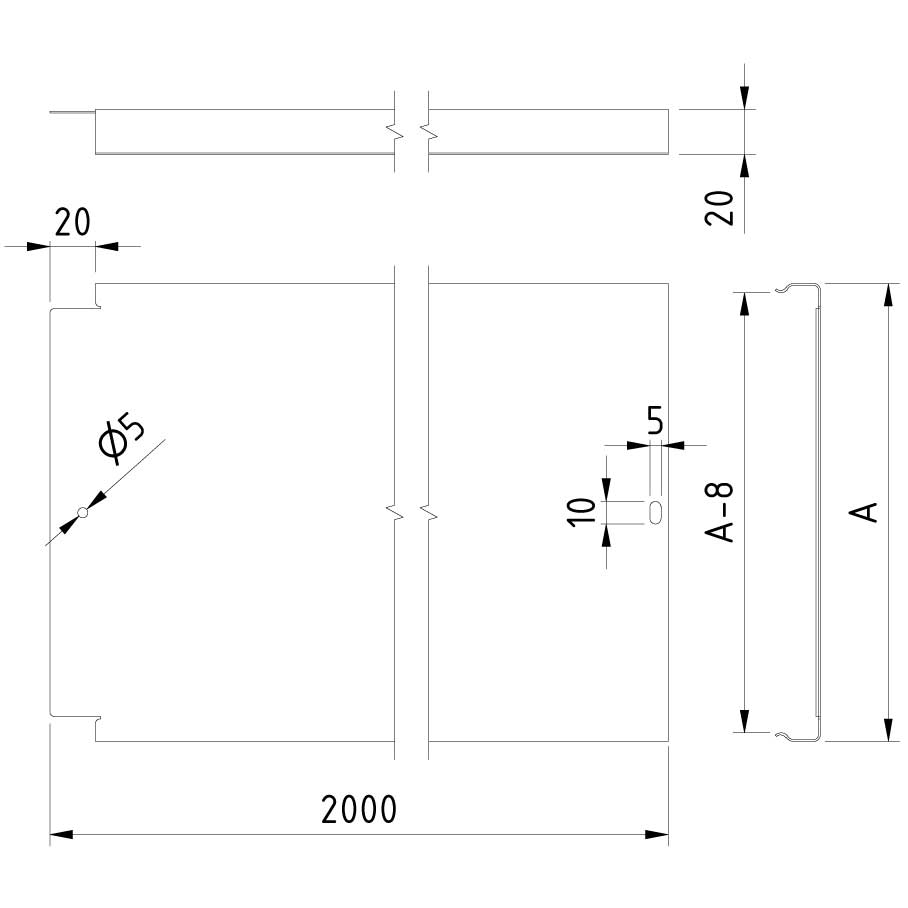
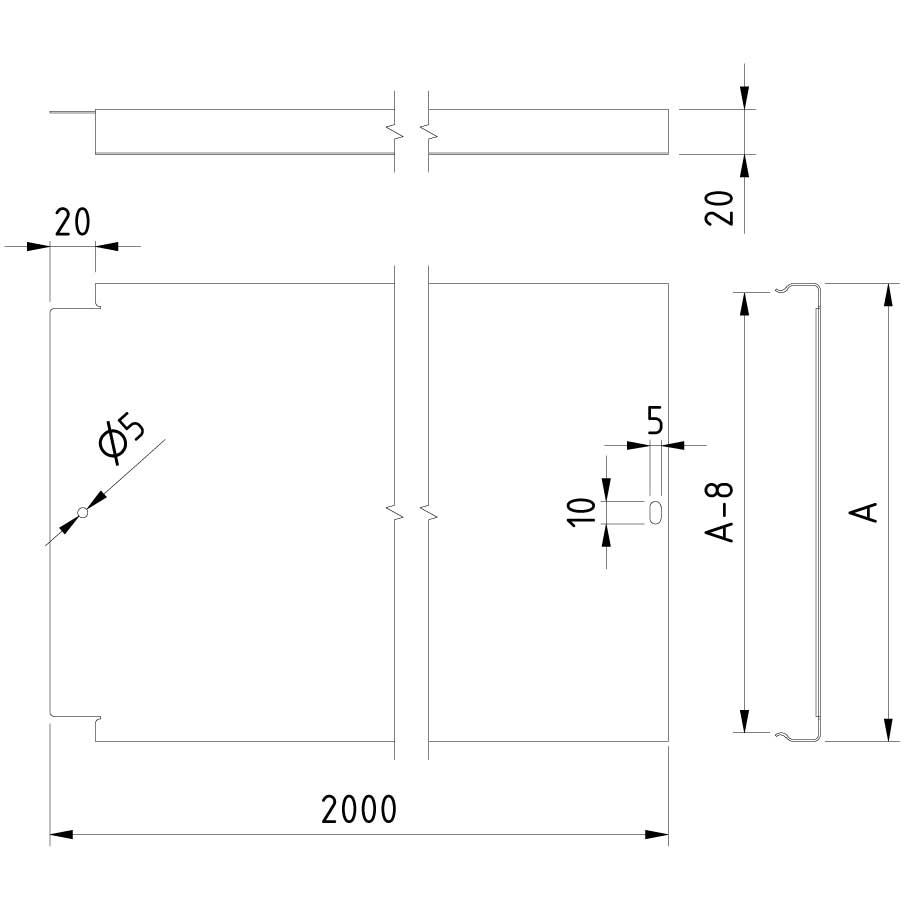
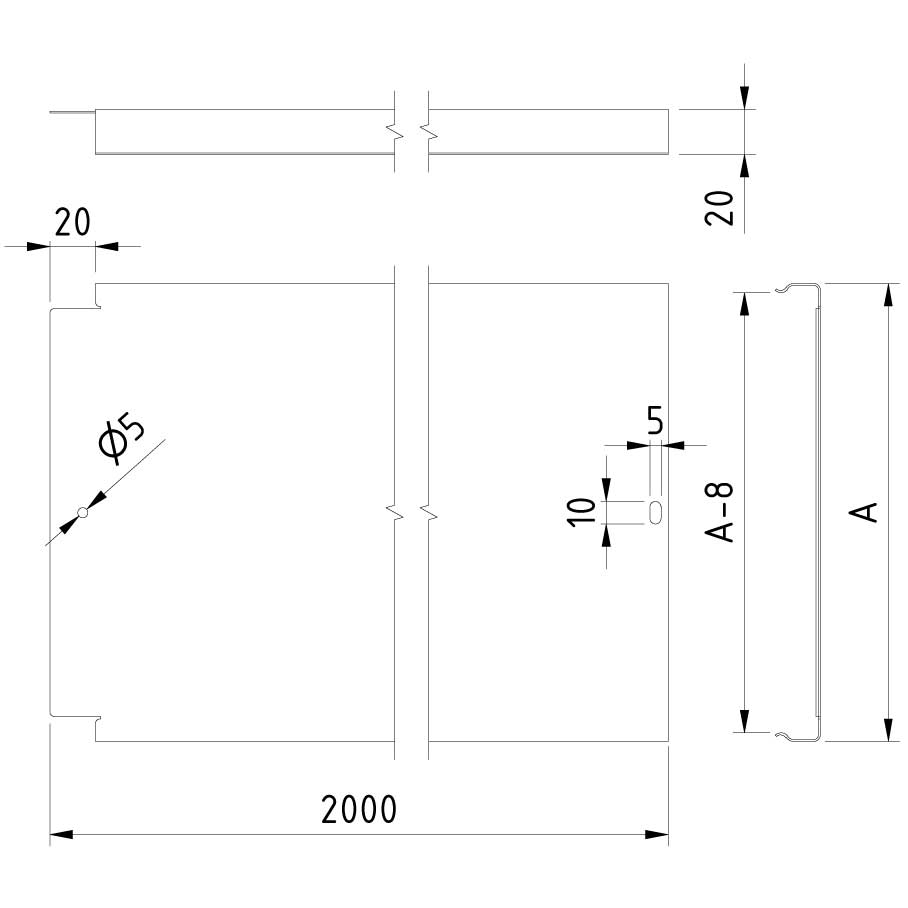
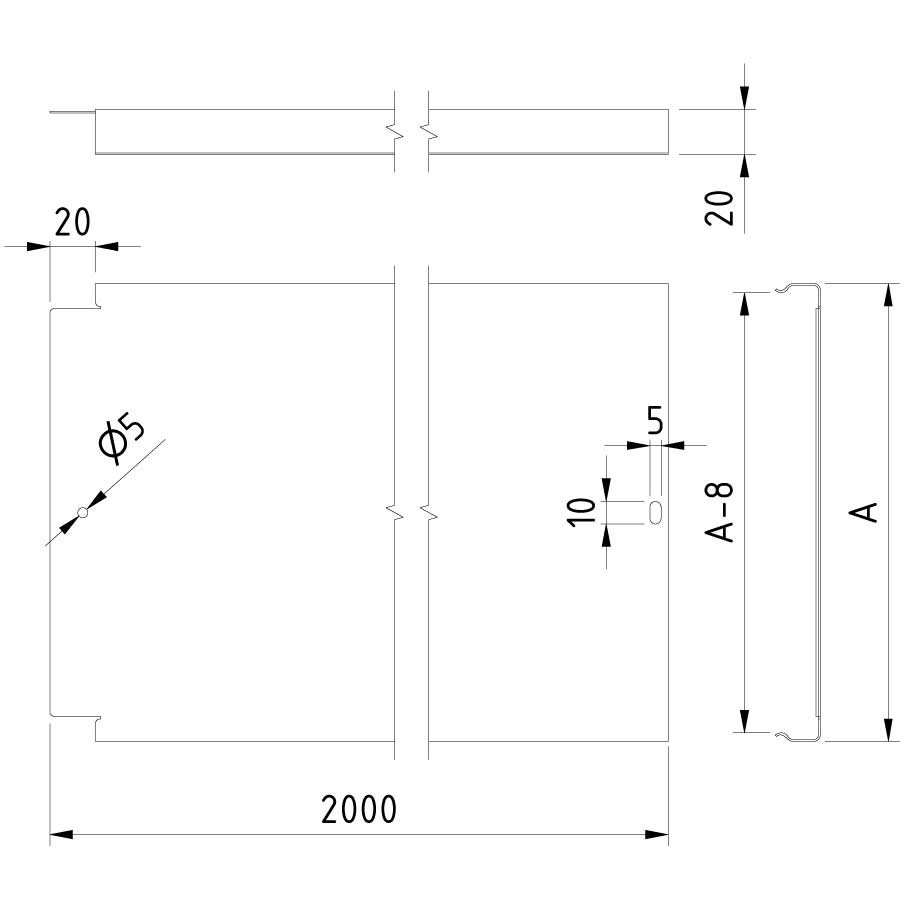
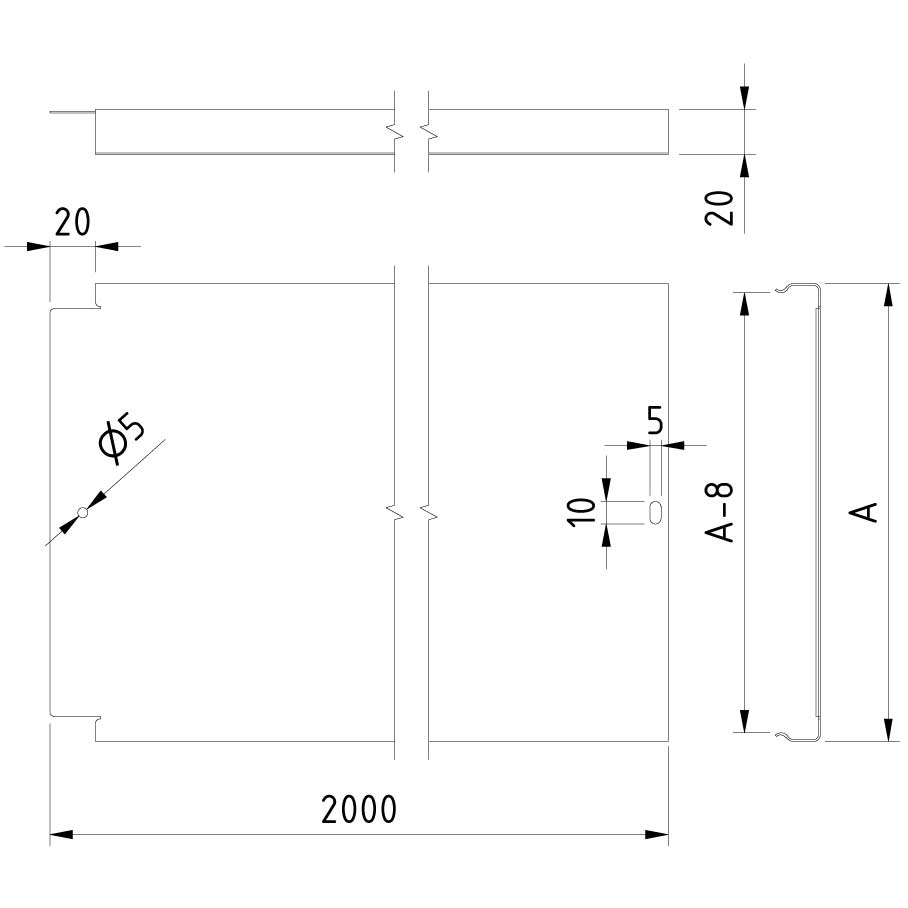
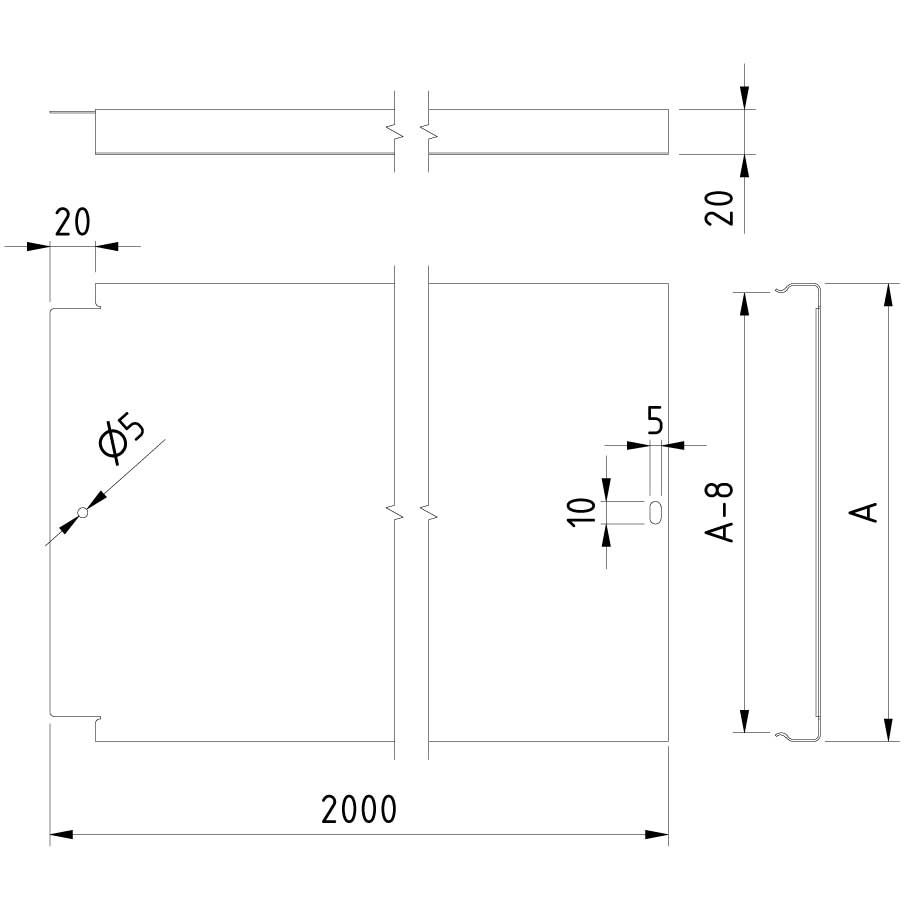
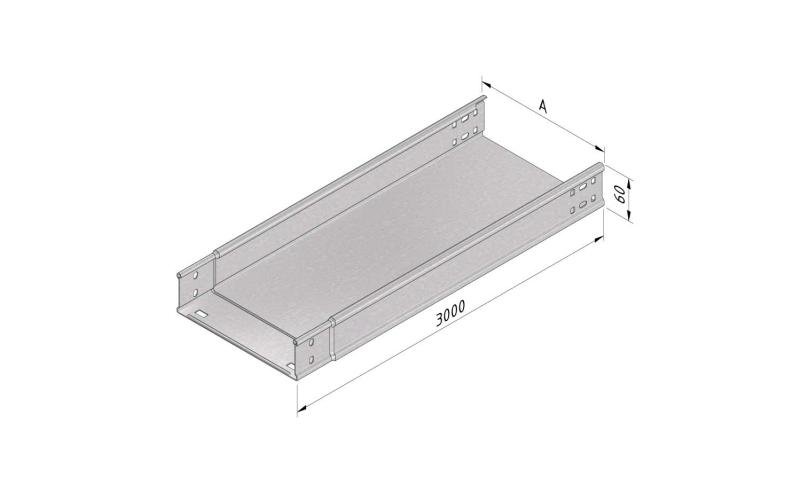
Cable Tray Cover clippable
CT-C





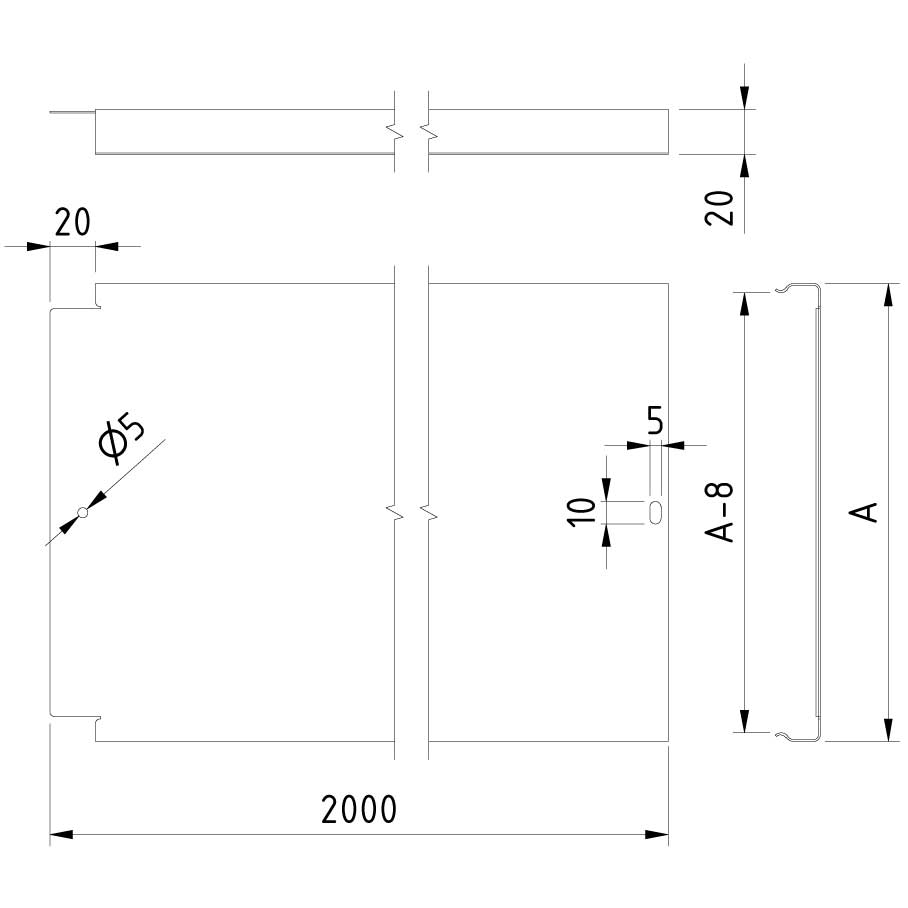


Cable Tray Cover clippable
CT-C
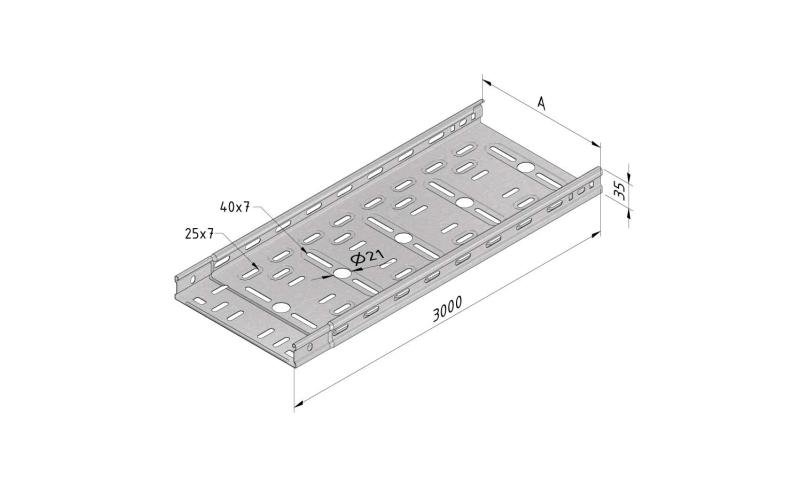
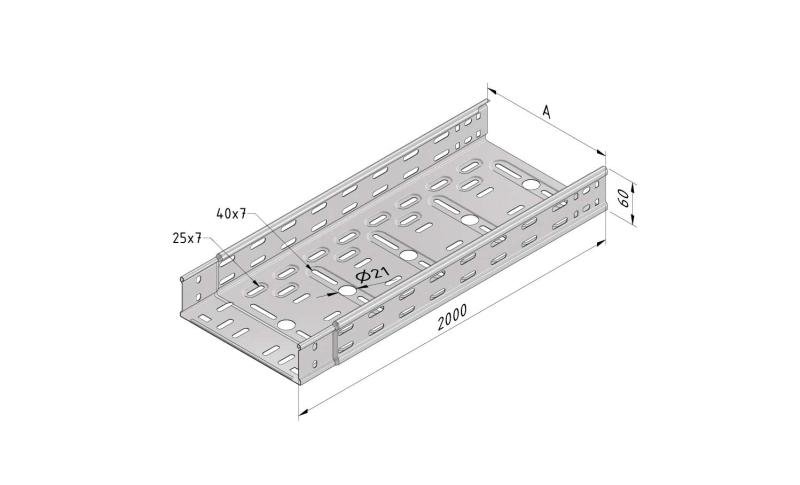
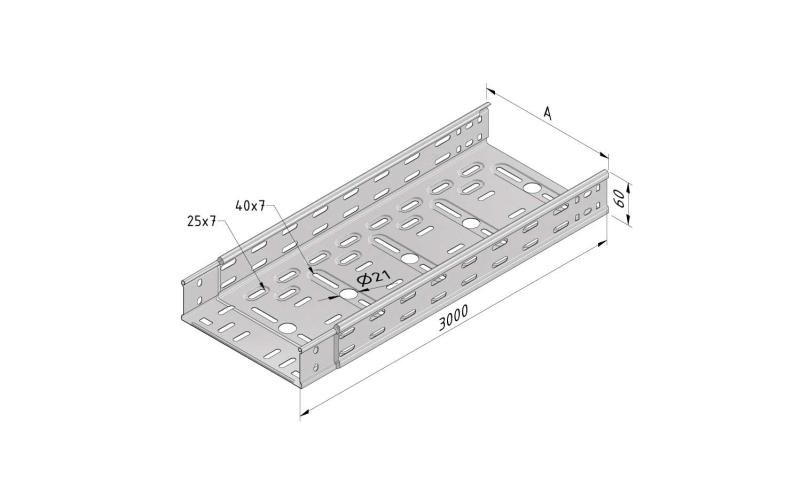
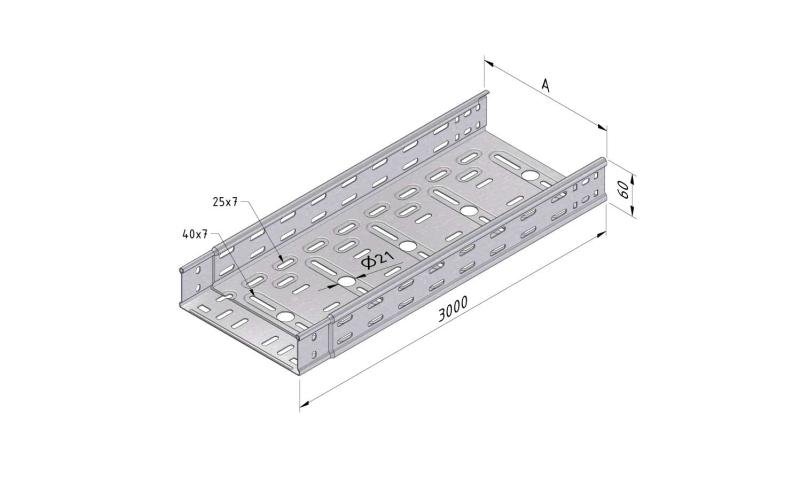
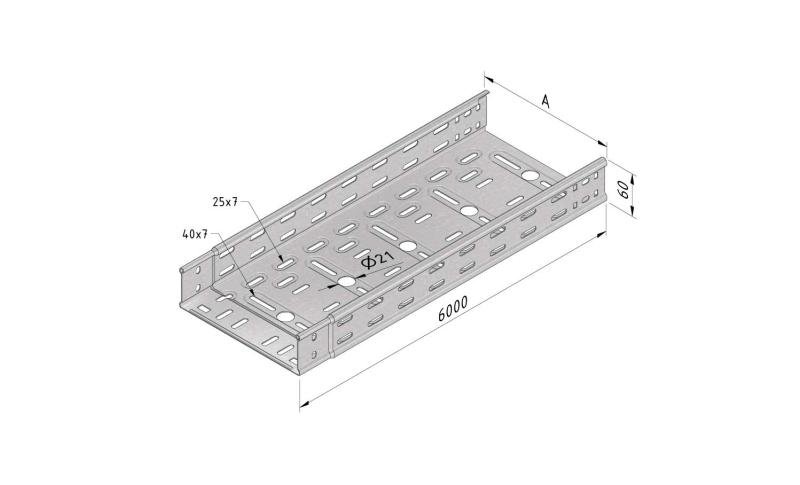
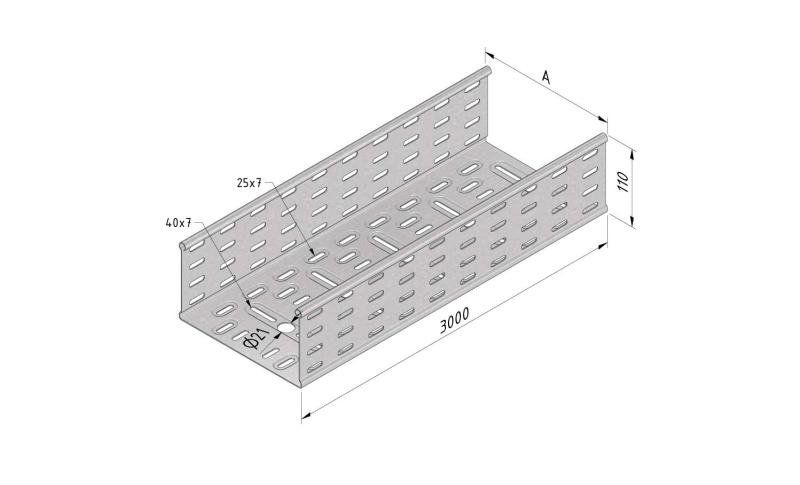
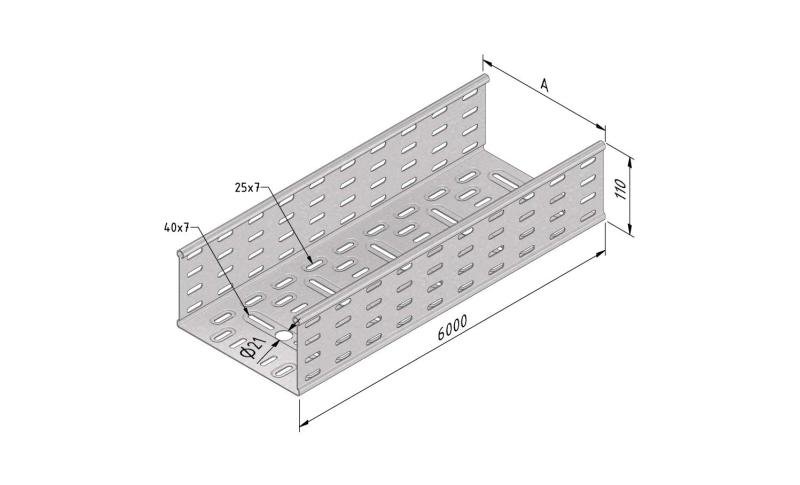
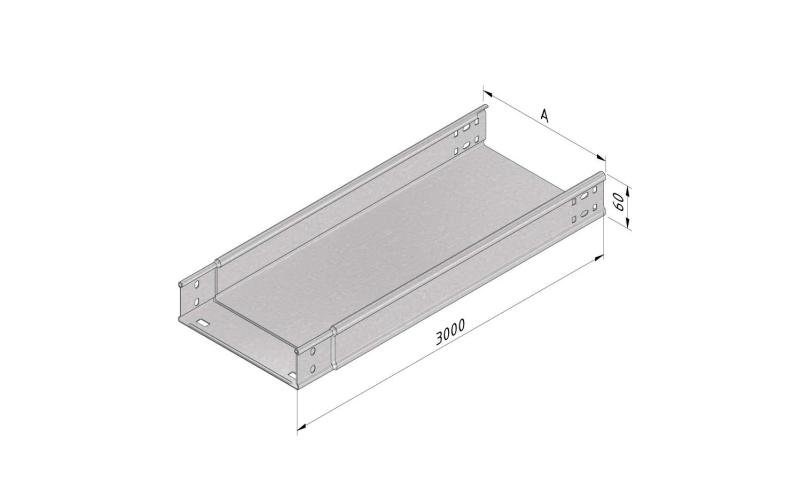
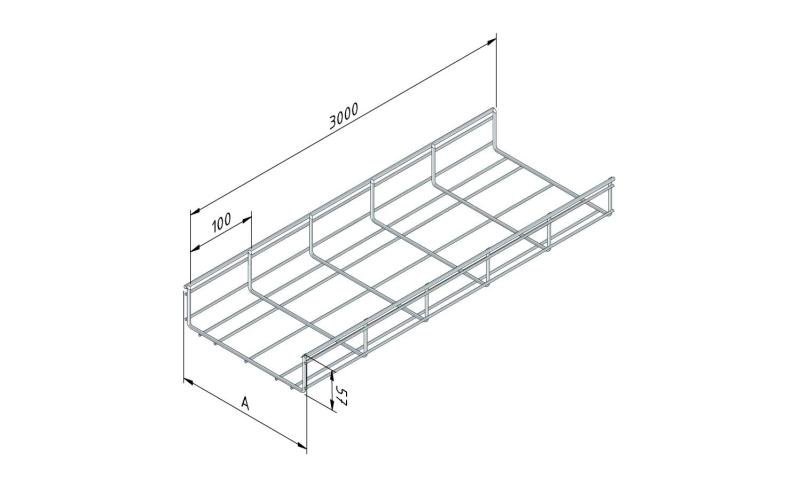
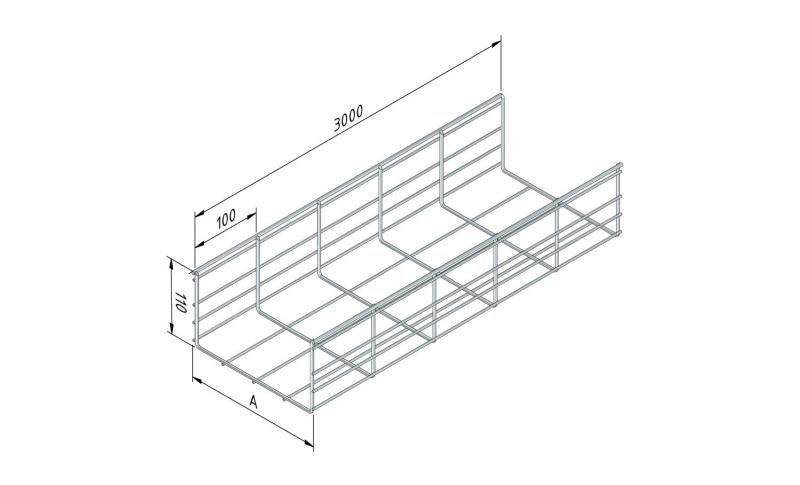
CT60 / CT110: Additional security can be provided using CT-CCL (h=35mm) or CT60-CCL (h=60mm or 110mm)
MT60 / MT110: Additional security can be provided using MT60-CCL
CLFI60 / CLF110 / CLF160 / CLF200: Additional security can be provided using CLF-CCL
Coated finishing available on demand. RAL colour code to be confirmed on your order.
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
10090 |
CT-C-050-2PG |
PG
|
50
|
2
|
Default
|
|
|
|
10091 |
CT-C-075-2PG |
PG
|
75
|
2
|
Default
|
|
|
|
10092 |
CT-C-100-2PG |
PG
|
100
|
2
|
Default
|
|
|
|
10093 |
CT-C-150-2PG |
PG
|
150
|
2
|
Default
|
|
|
|
10094 |
CT-C-200-2PG |
PG
|
200
|
2
|
Default
|
|
|
|
10095 |
CT-C-300-2PG |
PG
|
300
|
2
|
Default
|
|
|
|
10096 |
CT-C-400-2PG |
PG
|
400
|
2
|
Default
|
|
|
|
10097 |
CT-C-500-2PG |
PG
|
500
|
2
|
Default
|
|
|
|
10098 |
CT-C-600-2PG |
PG
|
600
|
2
|
Default
|
|
|
|
10414 |
CT-C-050-2DG |
DG
|
50
|
2
|
|
|
|
|
10415 |
CT-C-075-2DG |
DG
|
75
|
2
|
|
|
|
|
10416 |
CT-C-100-2DG |
DG
|
100
|
2
|
|
|
|
|
10417 |
CT-C-150-2DG |
DG
|
150
|
2
|
|
|
|
|
10418 |
CT-C-200-2DG |
DG
|
200
|
2
|
|
|
|
|
10419 |
CT-C-300-2DG |
DG
|
300
|
2
|
|
|
|
|
10420 |
CT-C-400-2DG |
DG
|
400
|
2
|
|
|
|
|
10421 |
CT-C-500-2DG |
DG
|
500
|
2
|
|
|
|
|
10422 |
CT-C-600-2DG |
DG
|
600
|
2
|
|
|
|
|
17348 |
CT-C-050-2UG |
UG
|
50
|
2
|
|
|
|
|
17133 |
CT-C-100-2UG |
UG
|
100
|
2
|
|
|
|
|
17134 |
CT-C-150-2UG |
UG
|
150
|
2
|
|
|
|
|
17135 |
CT-C-200-2UG |
UG
|
200
|
2
|
|
|
|
|
17136 |
CT-C-300-2UG |
UG
|
300
|
2
|
|
|
|
|
19004 |
CT-C-400-2UG |
UG
|
400
|
2
|
|
|
|
|
19005 |
CT-C-500-2UG |
UG
|
500
|
2
|
|
|
|
|
19006 |
CT-C-600-2UG |
UG
|
600
|
2
|
|
|

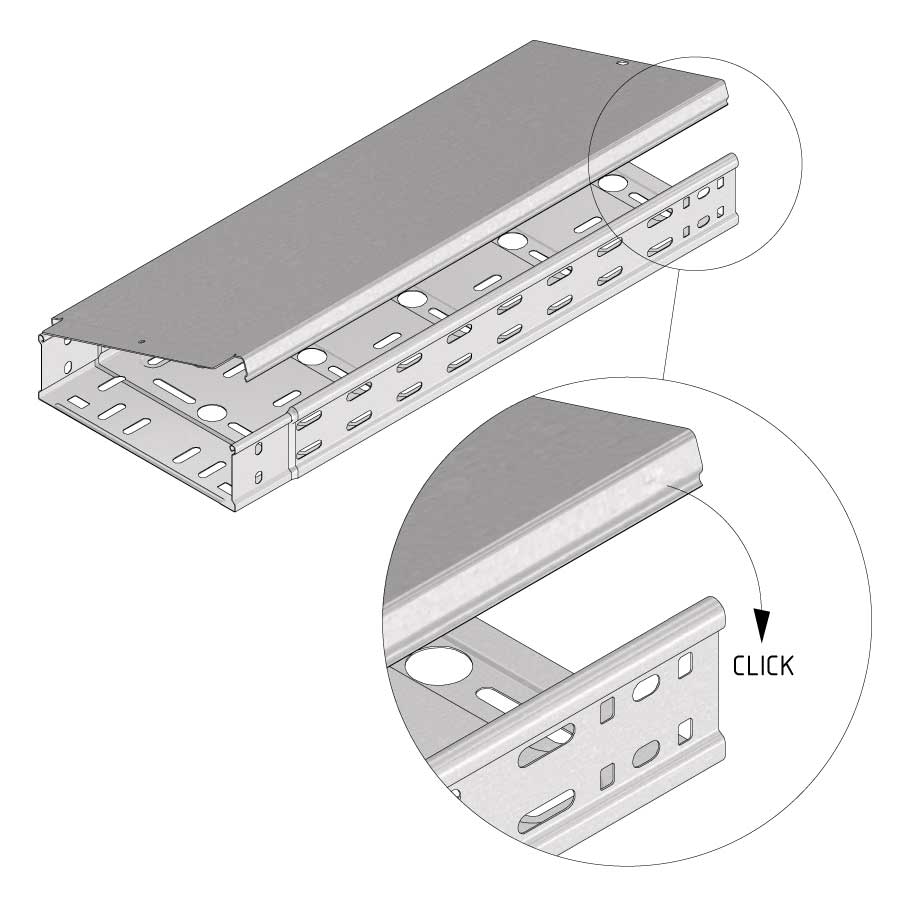






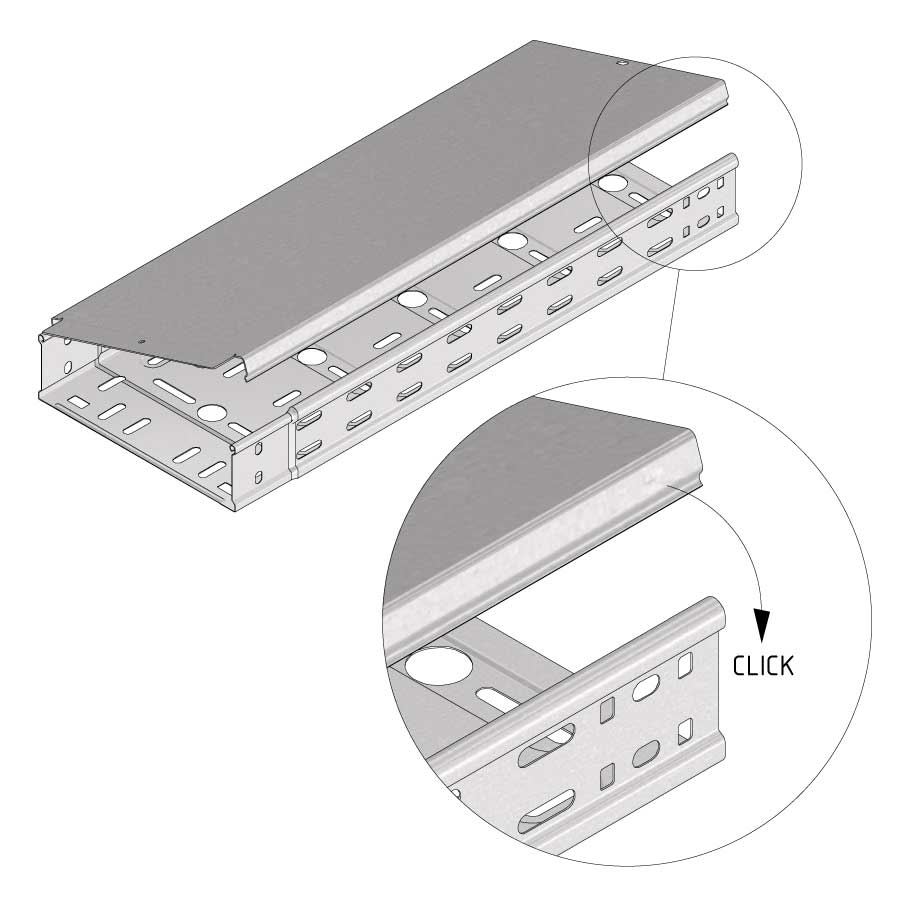






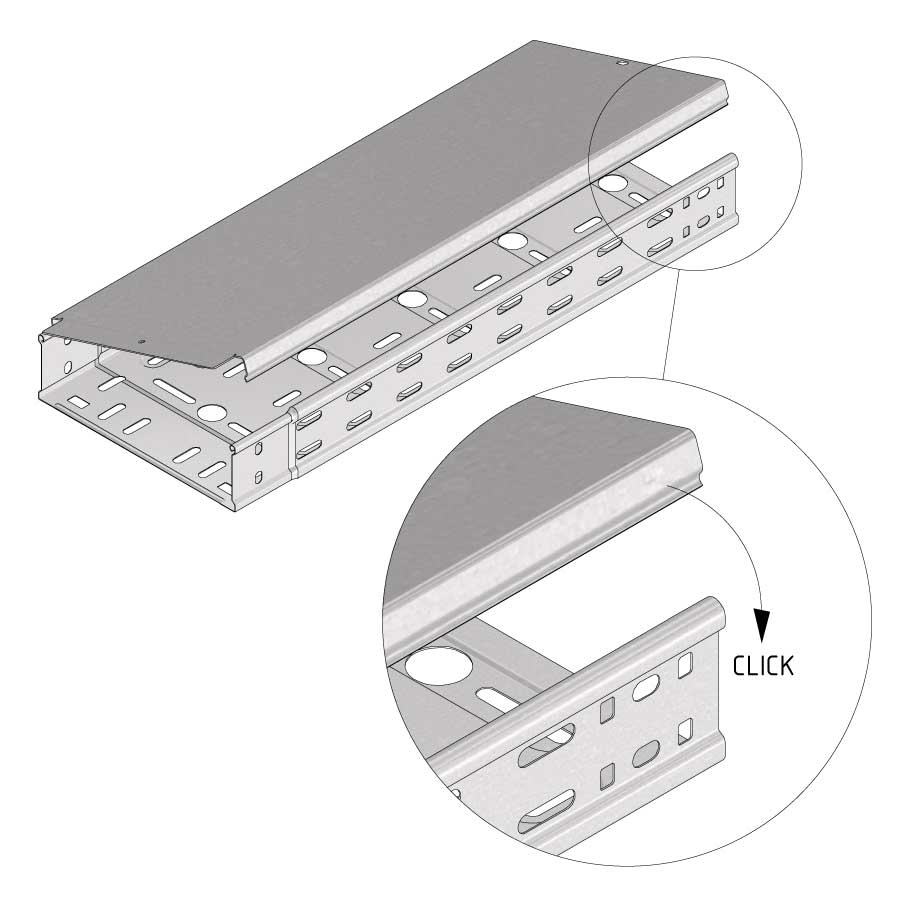






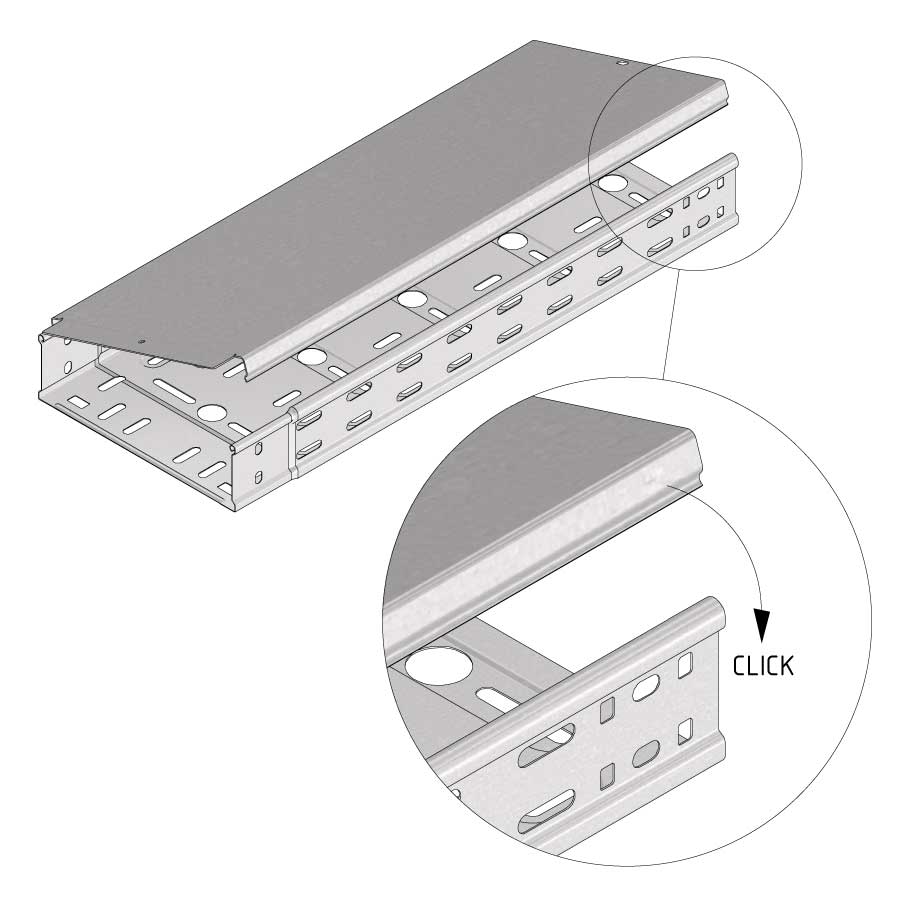






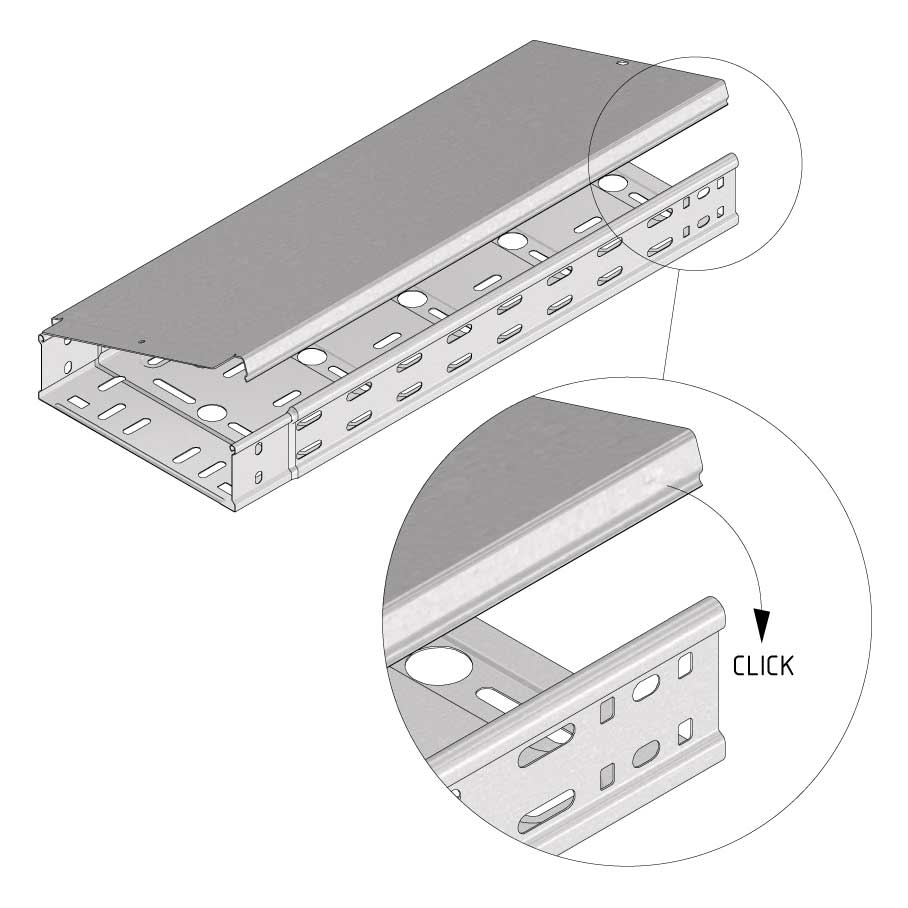






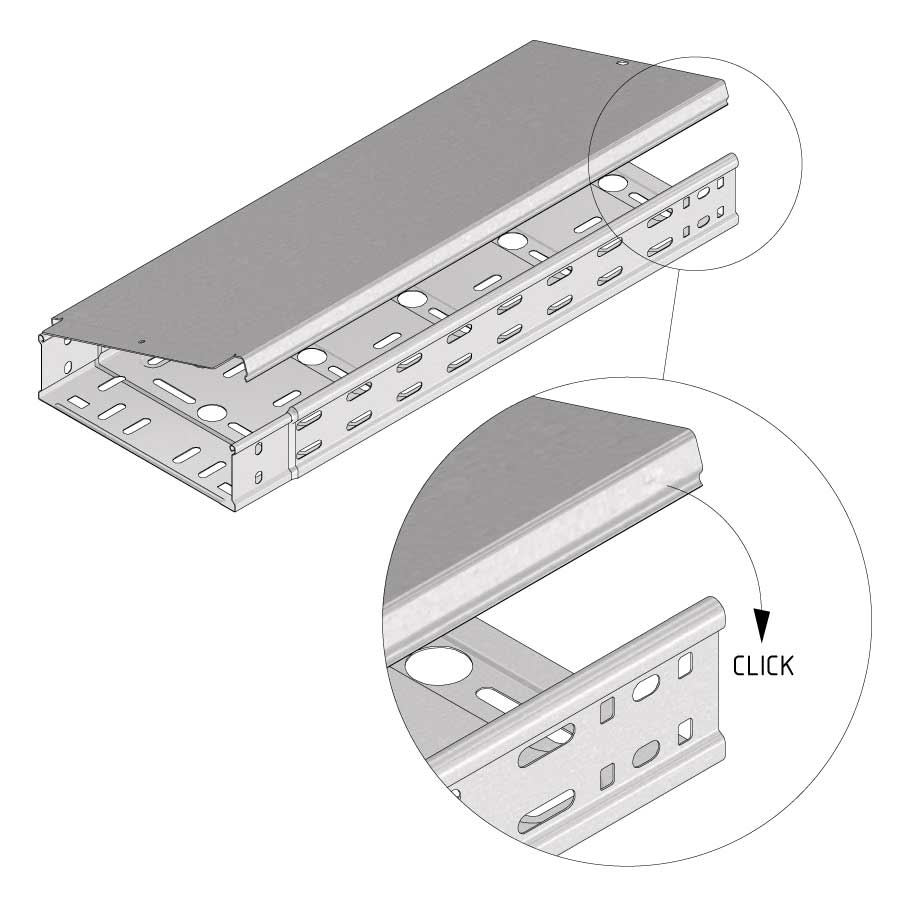






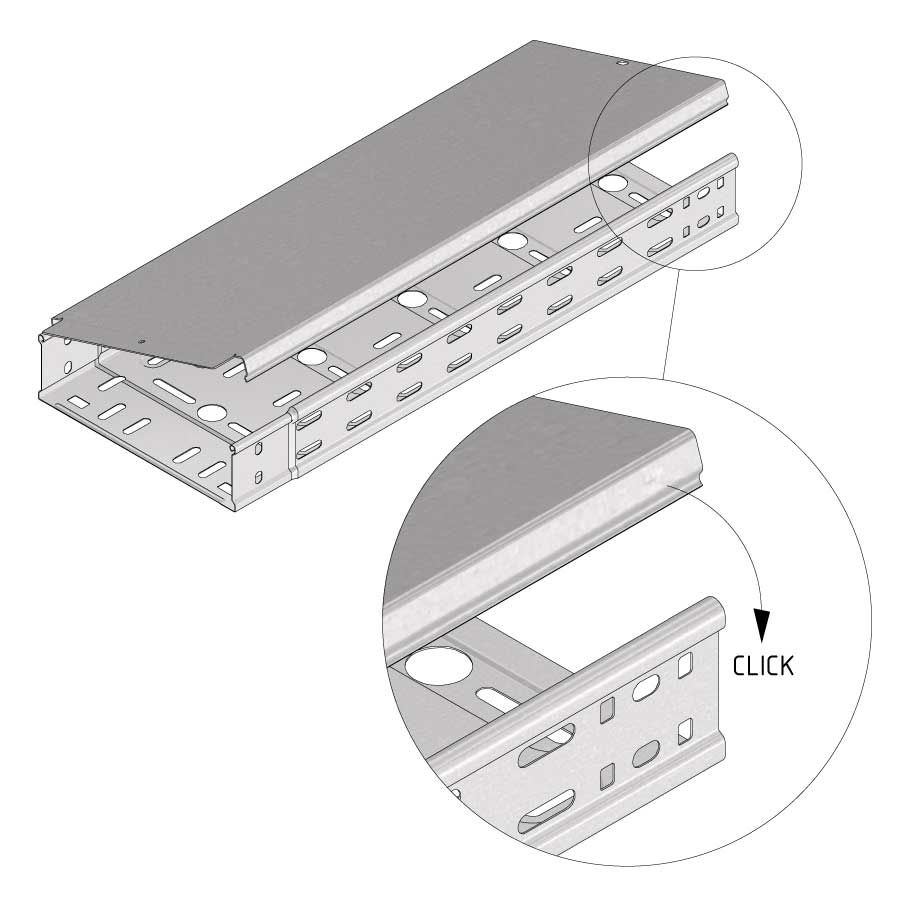






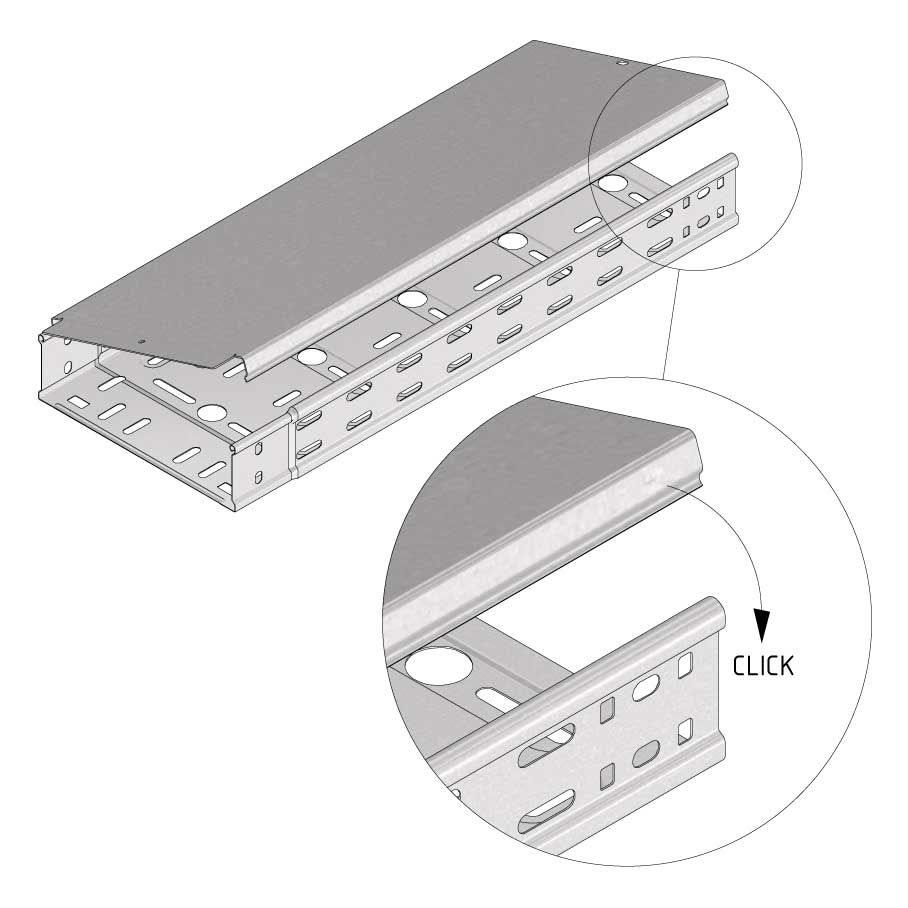






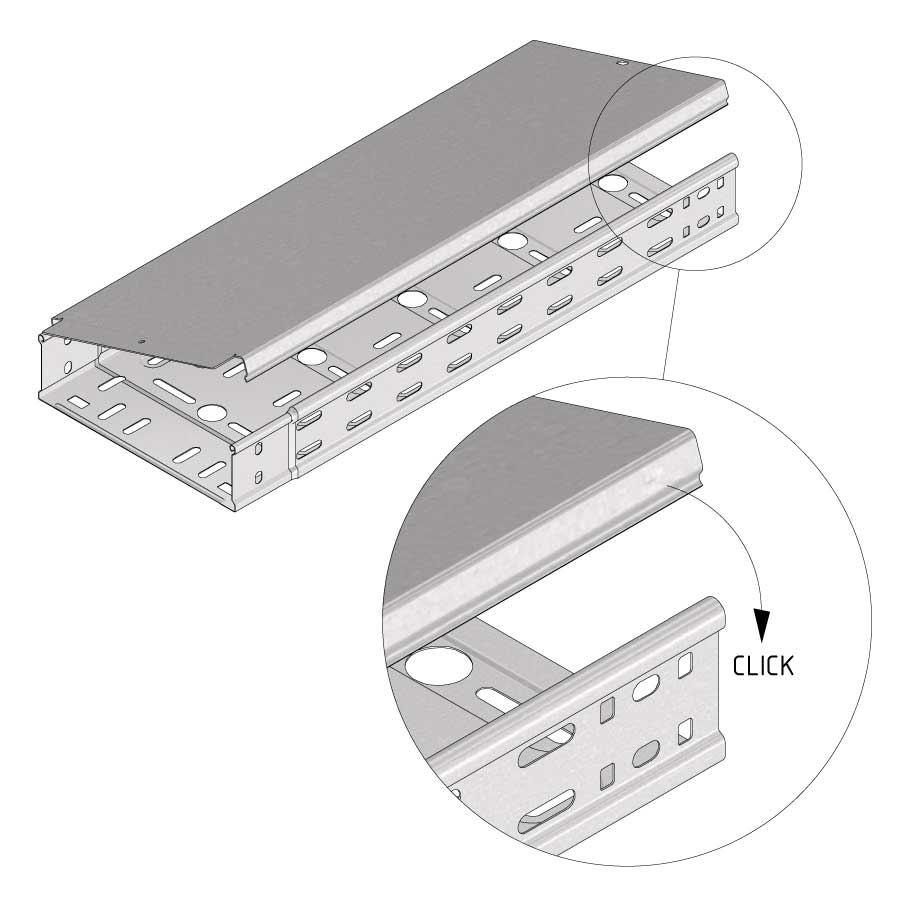






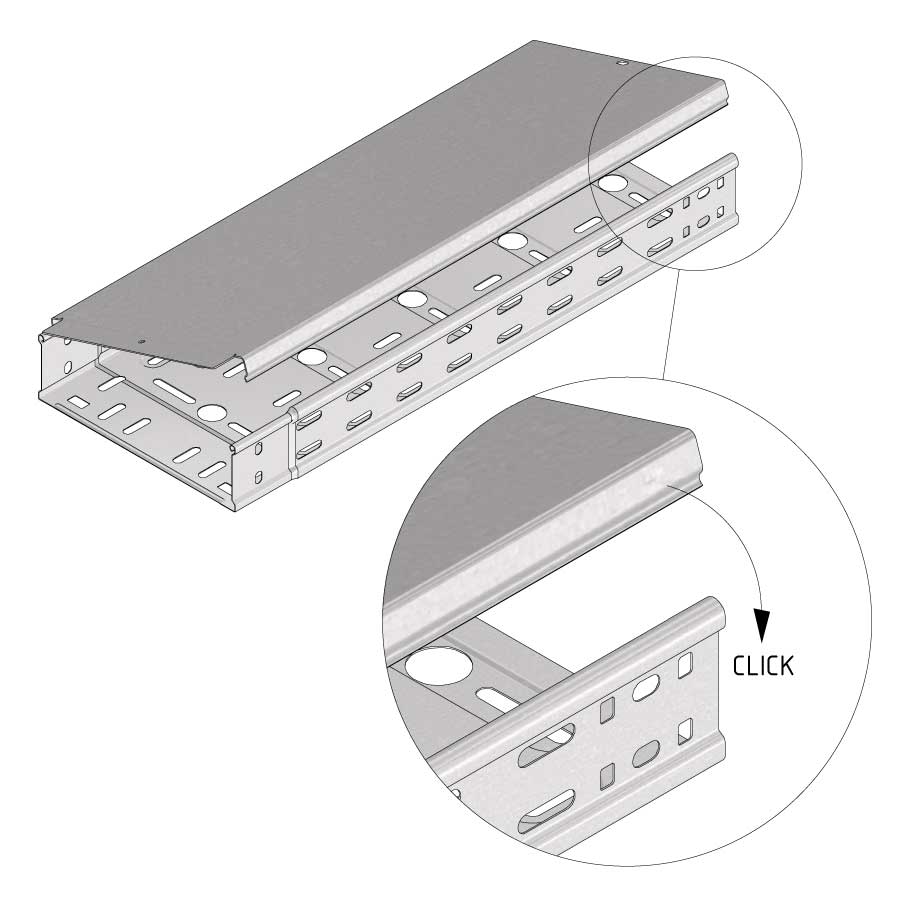






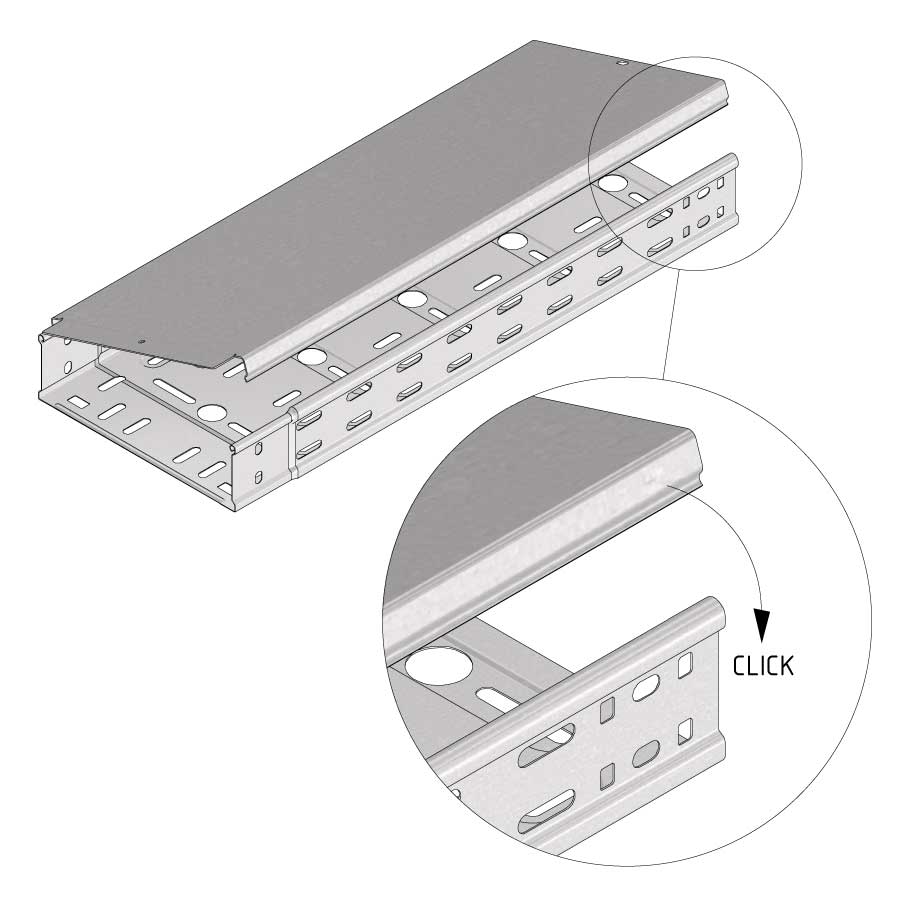






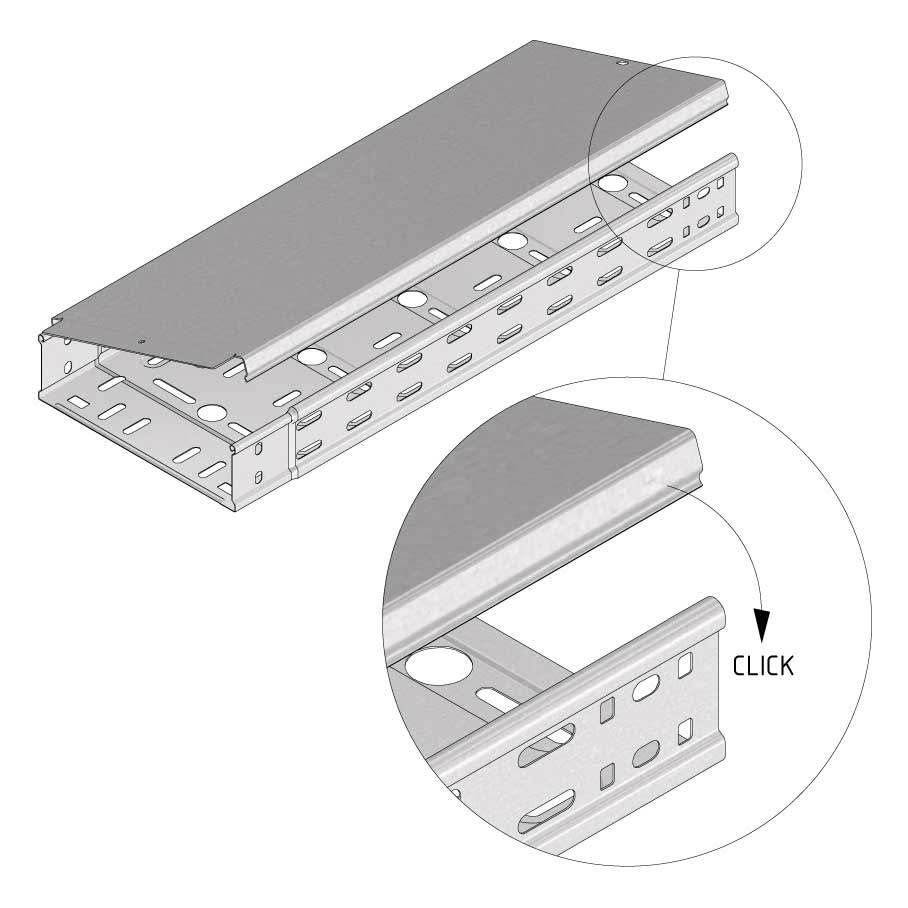






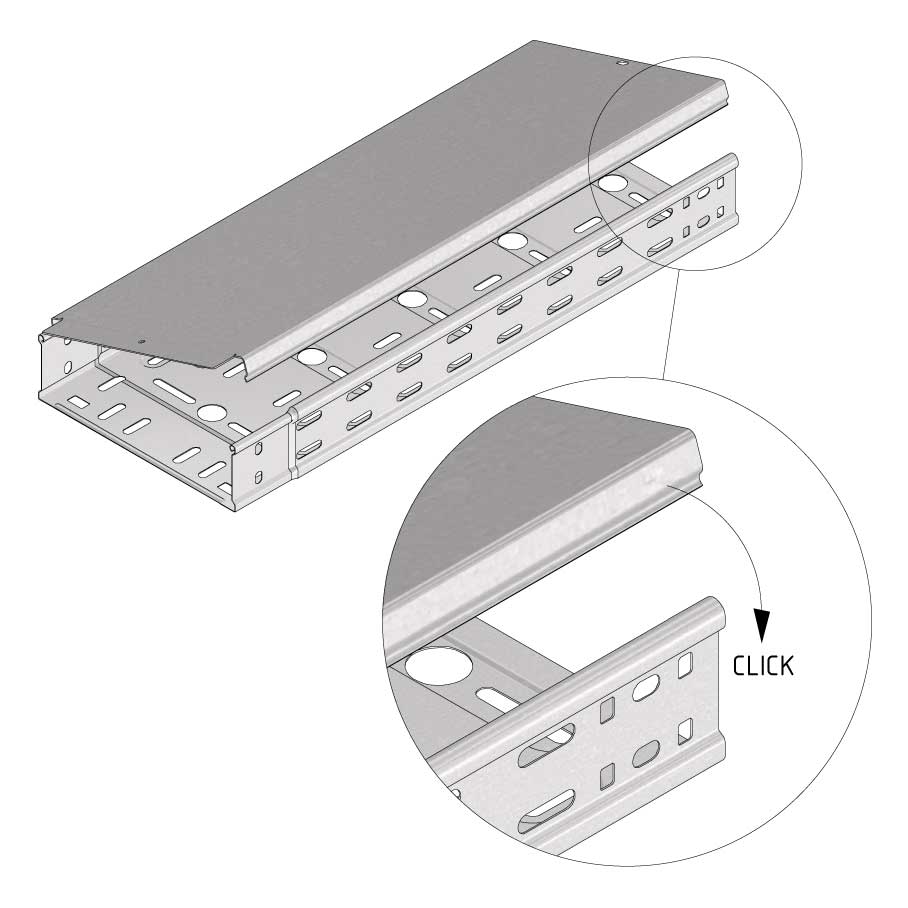






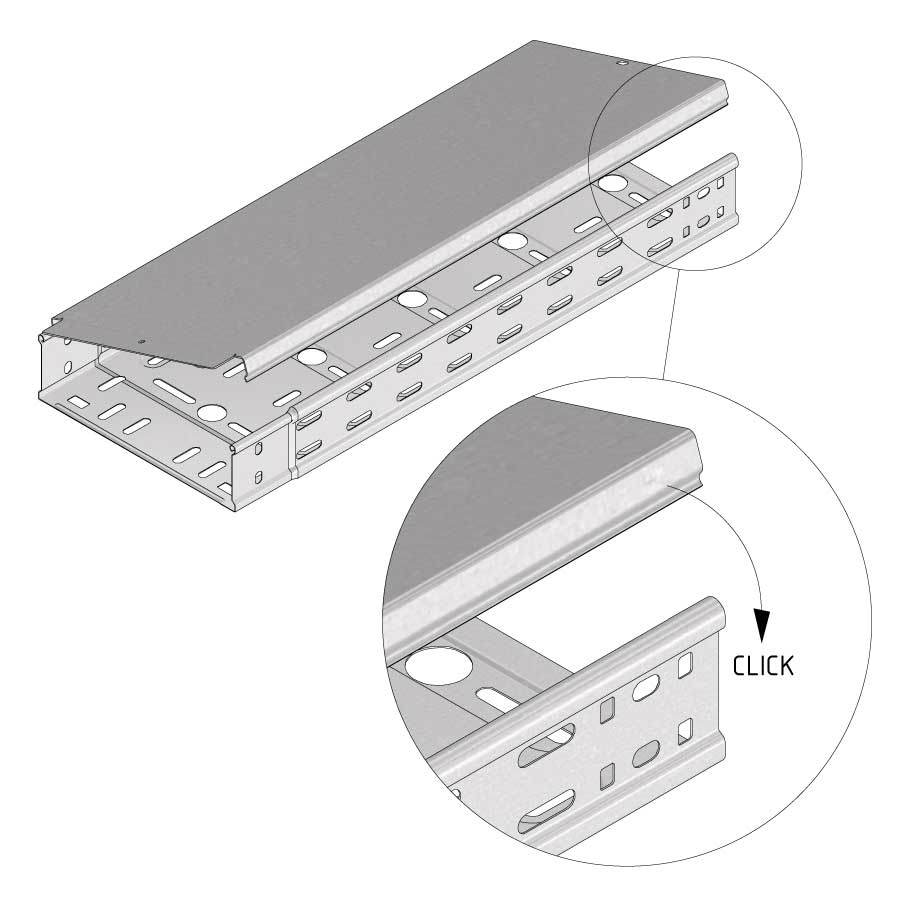






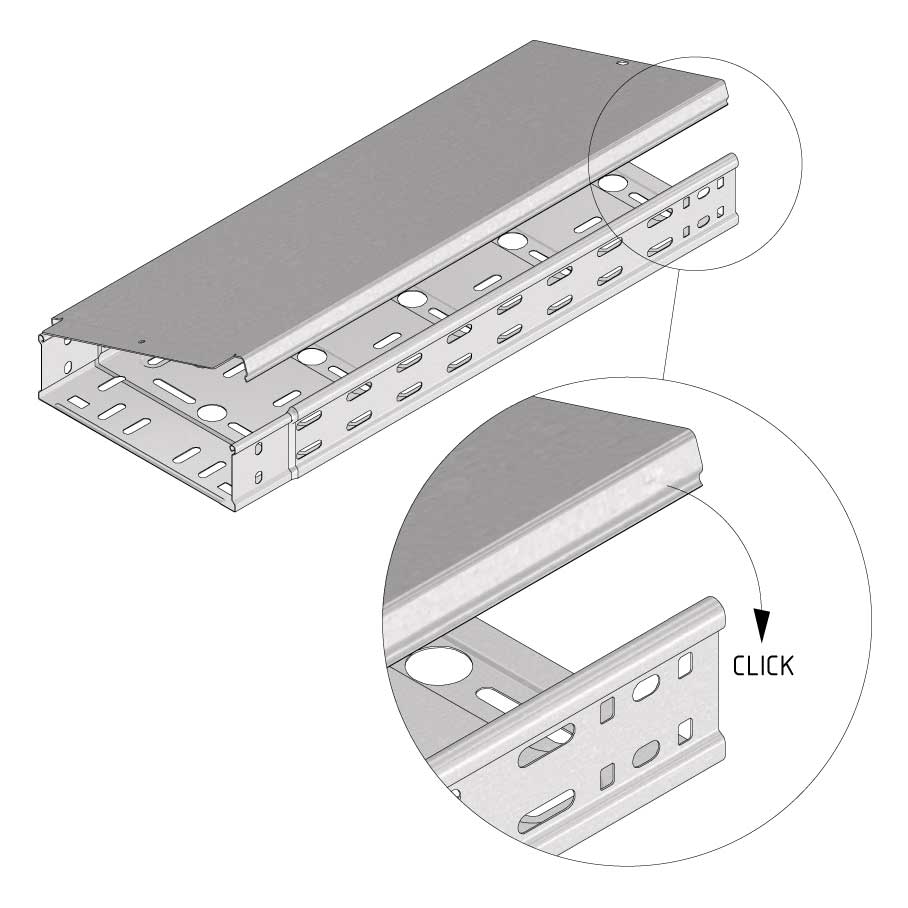






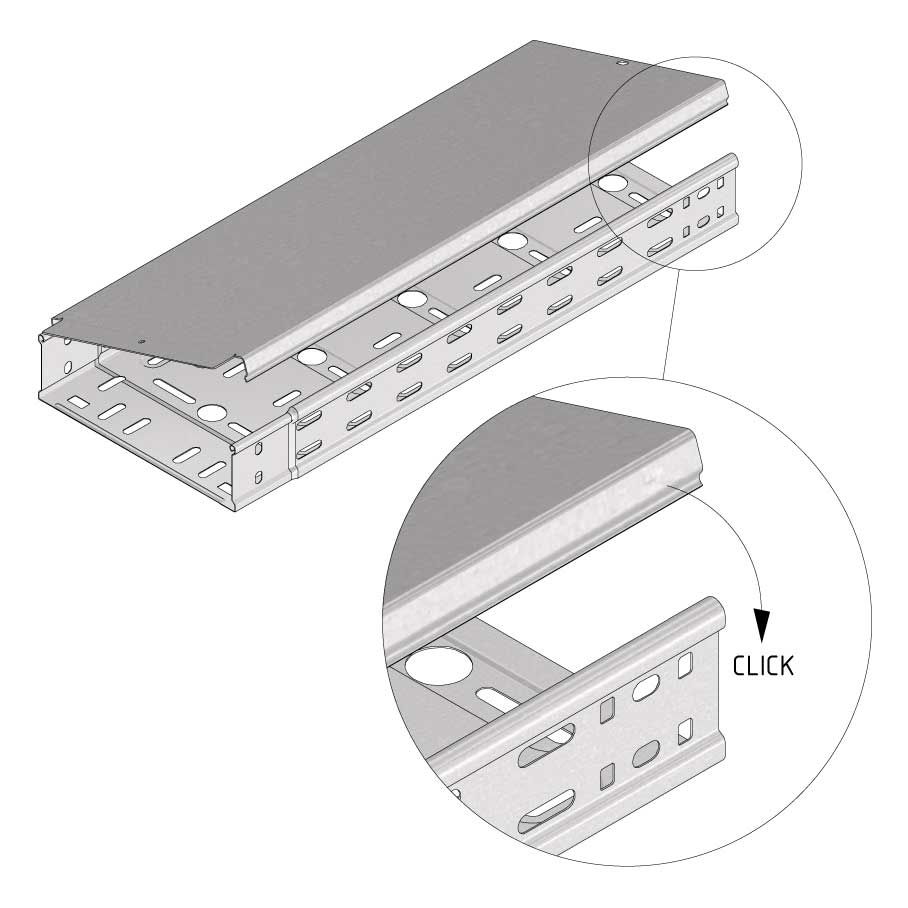






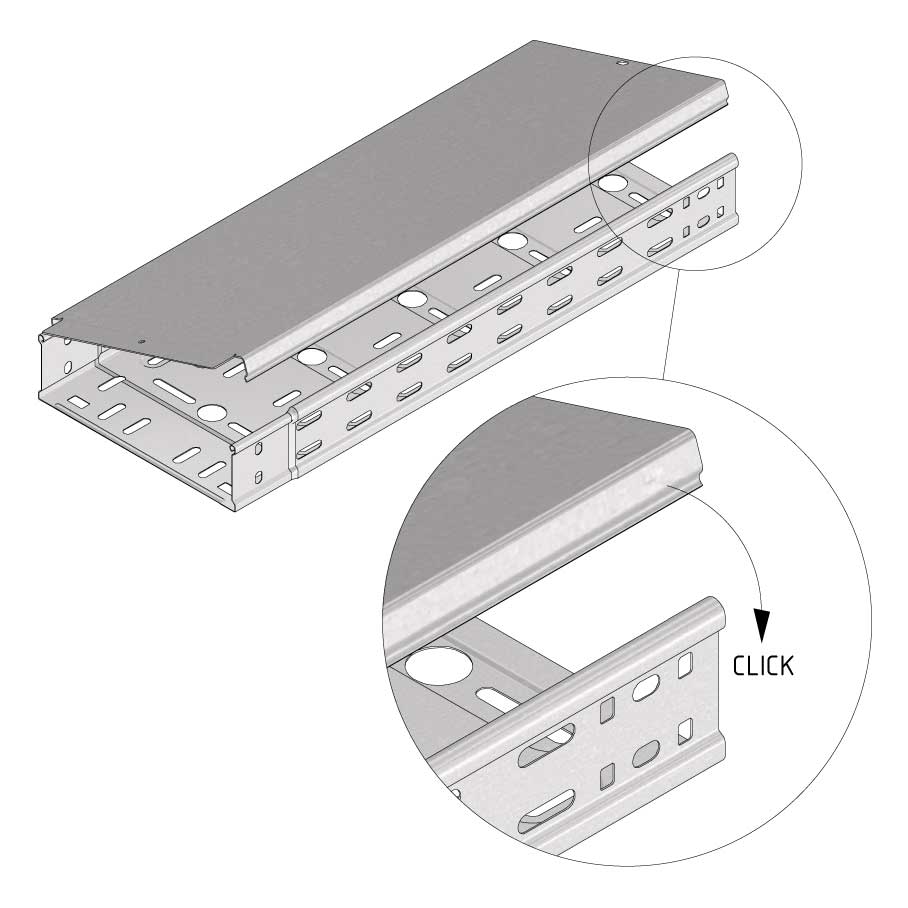






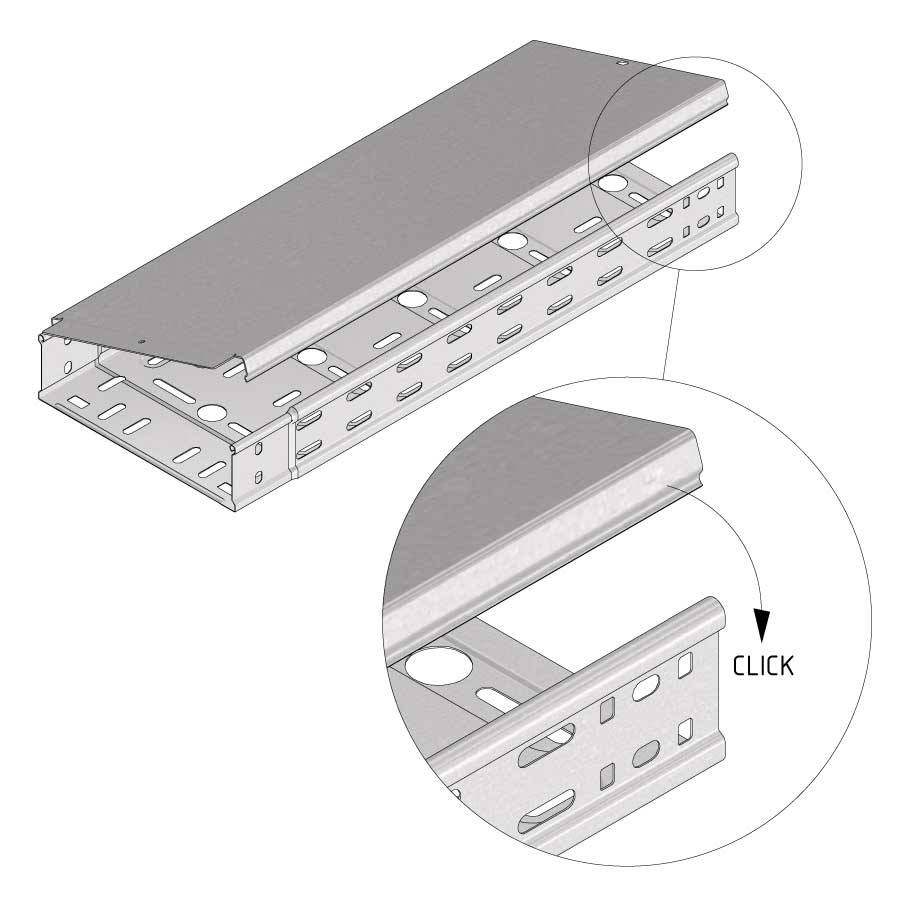






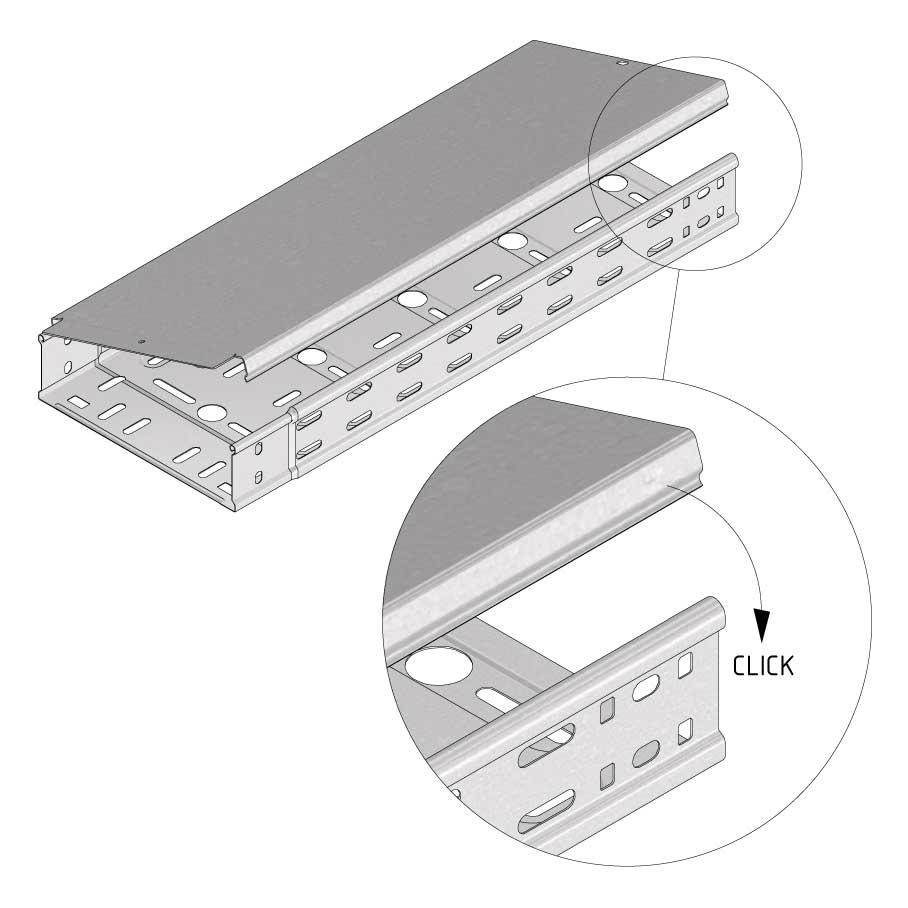






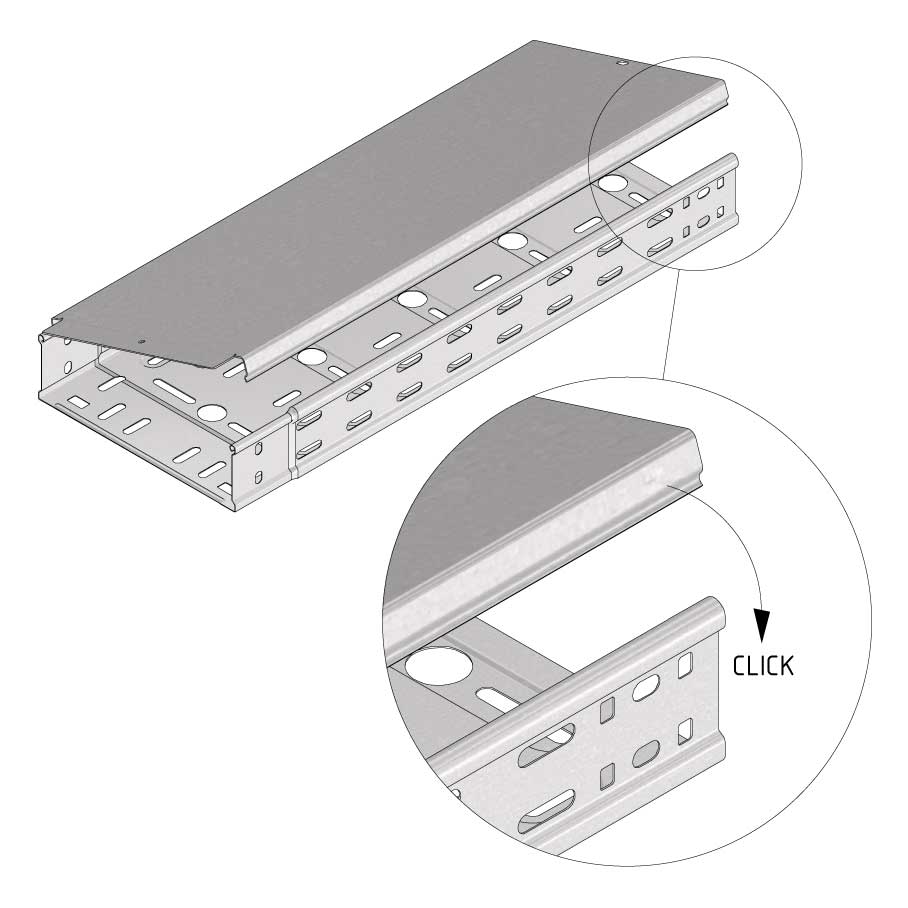






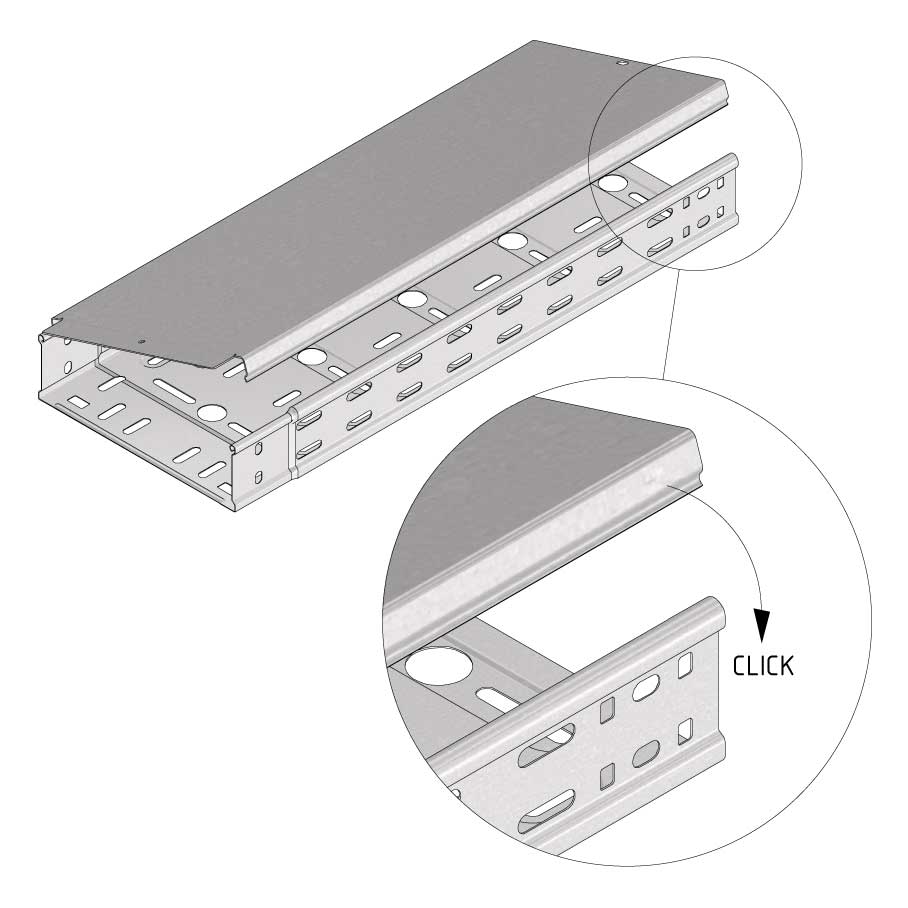






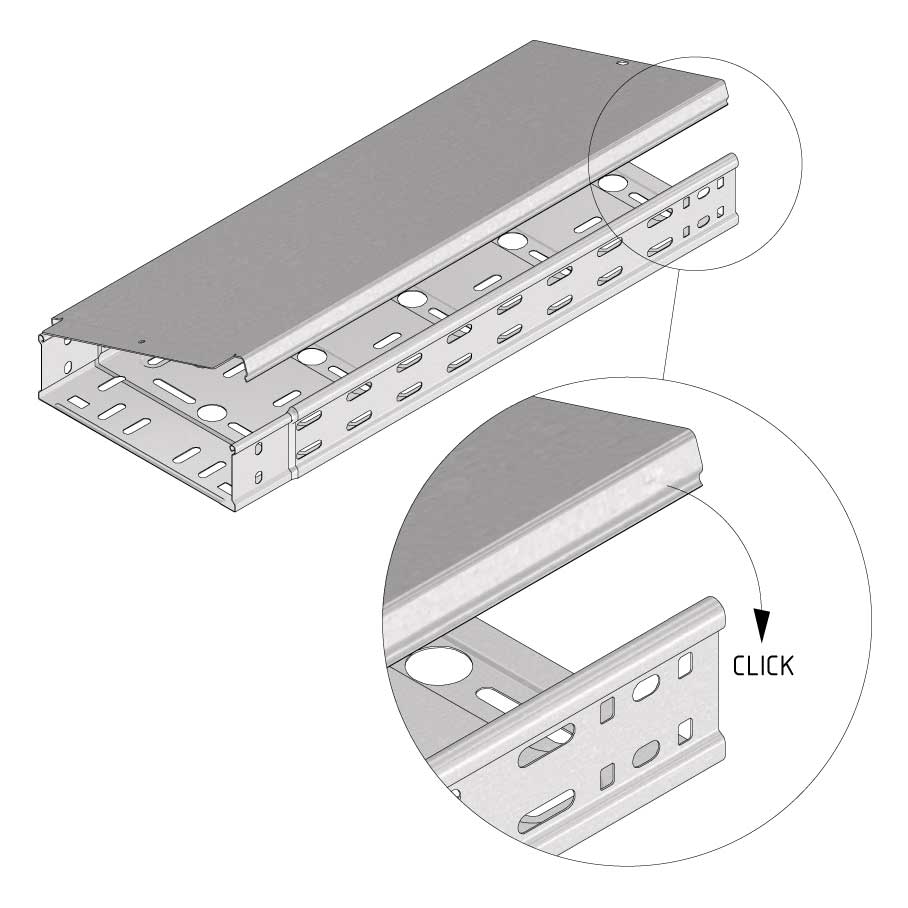






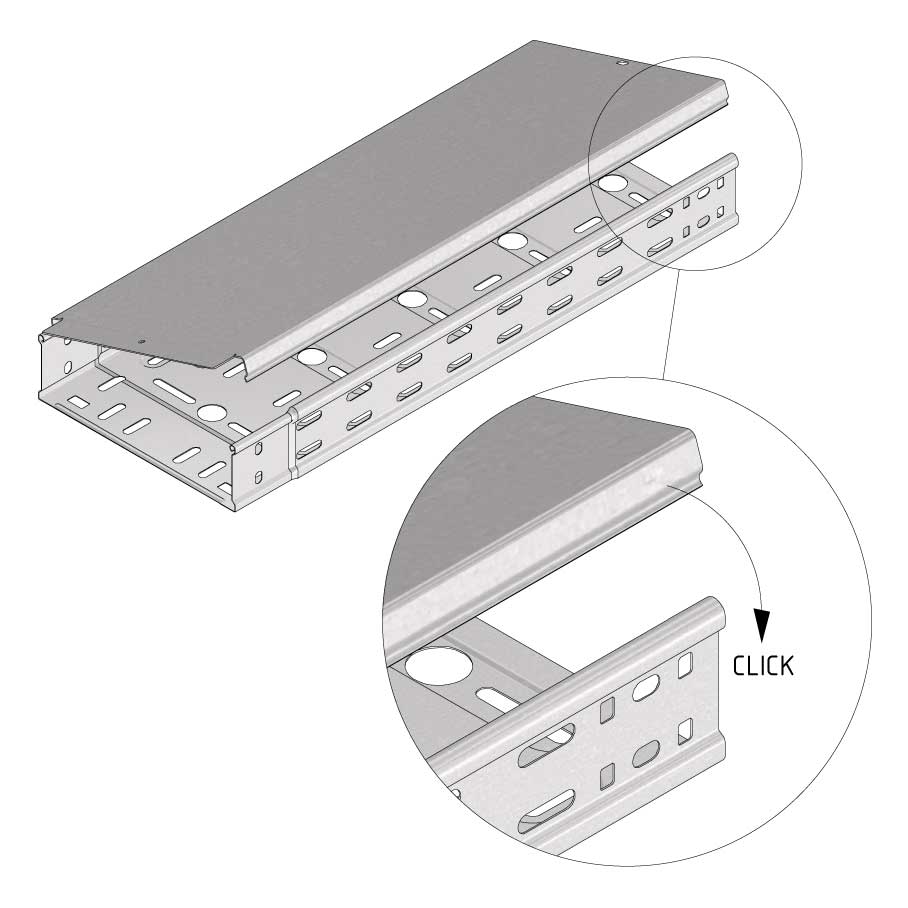






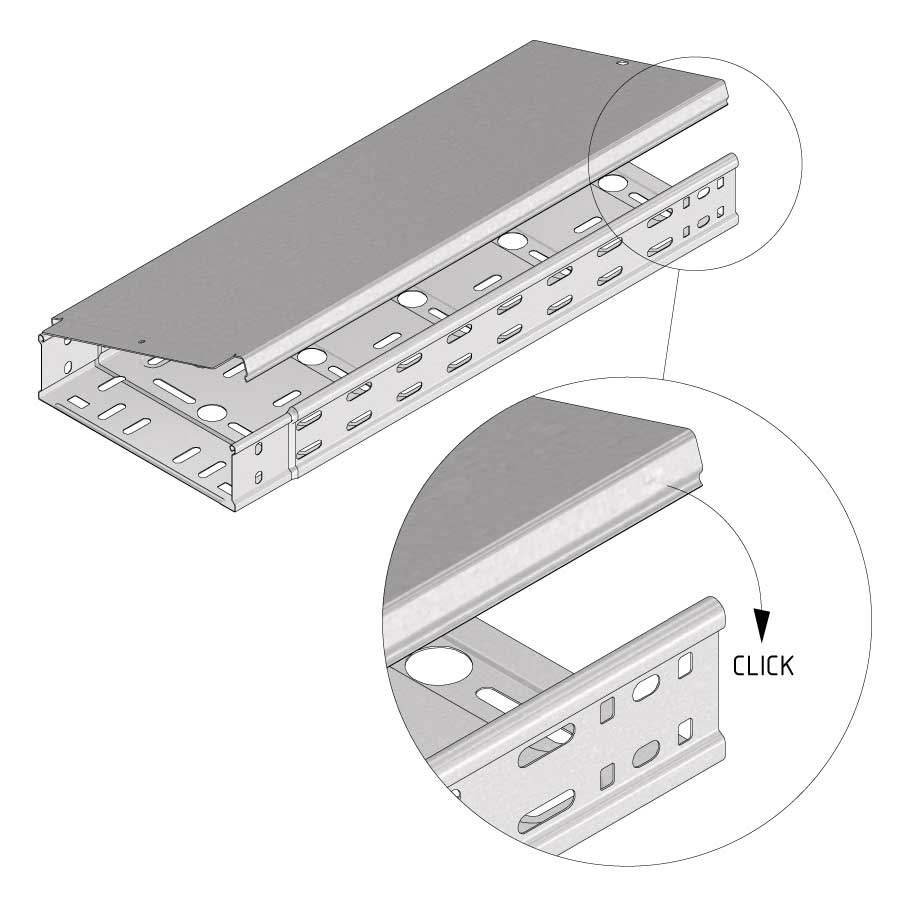






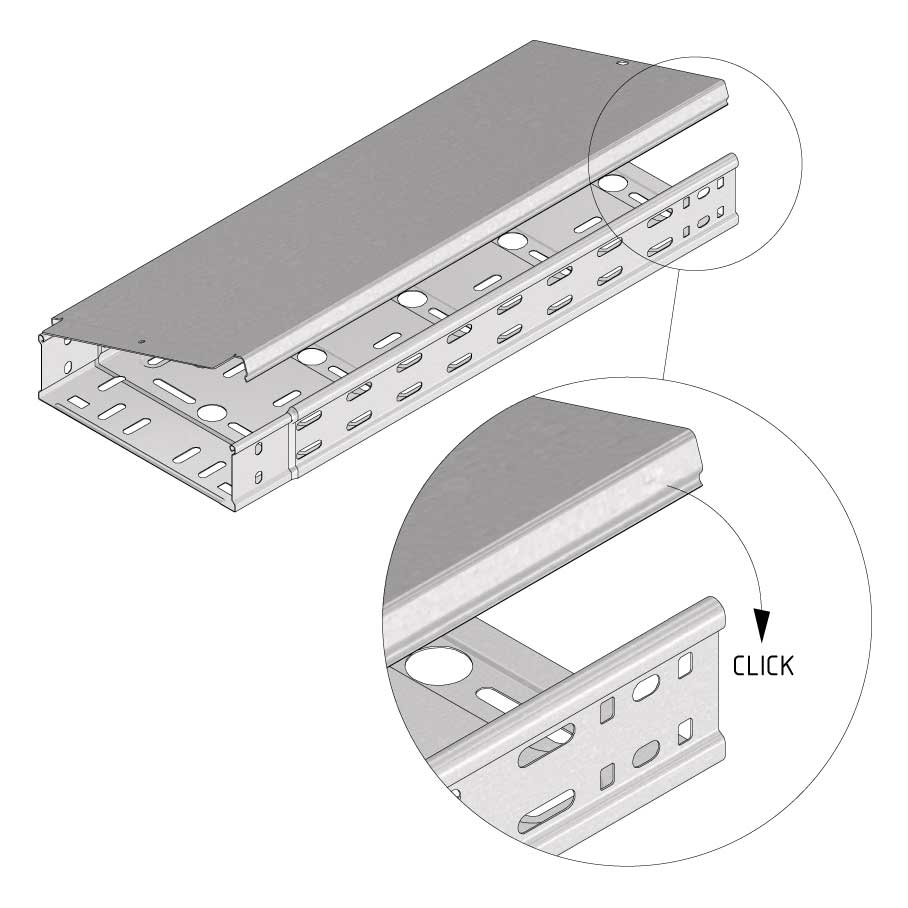






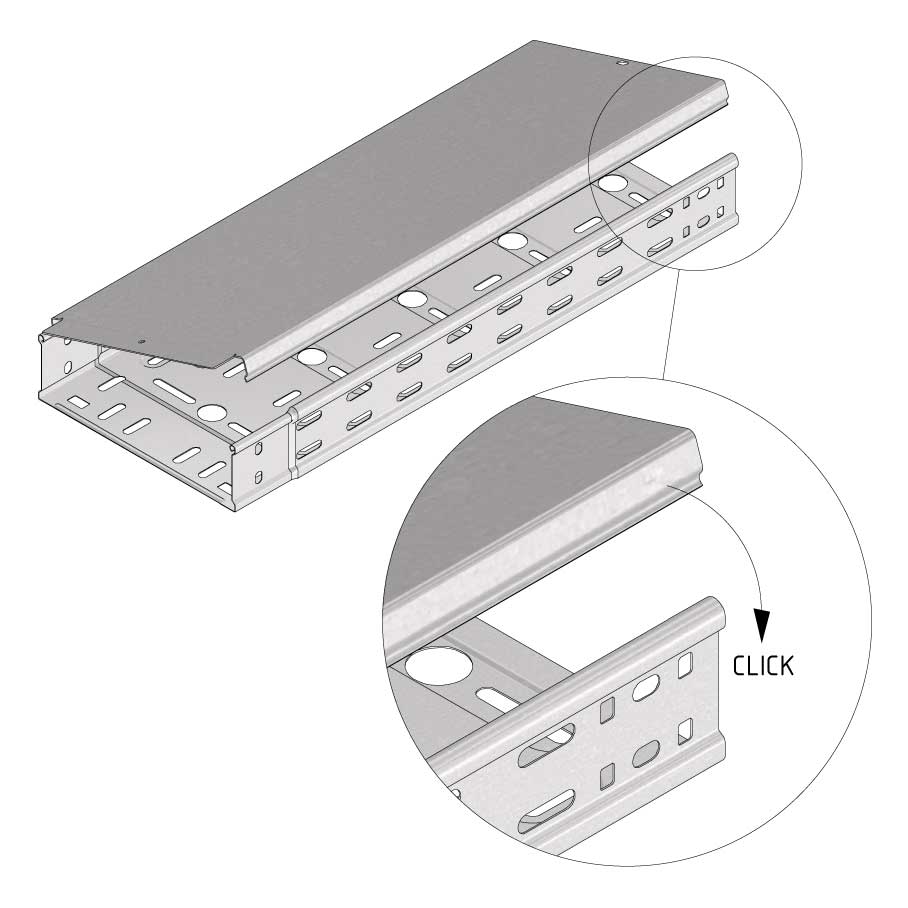
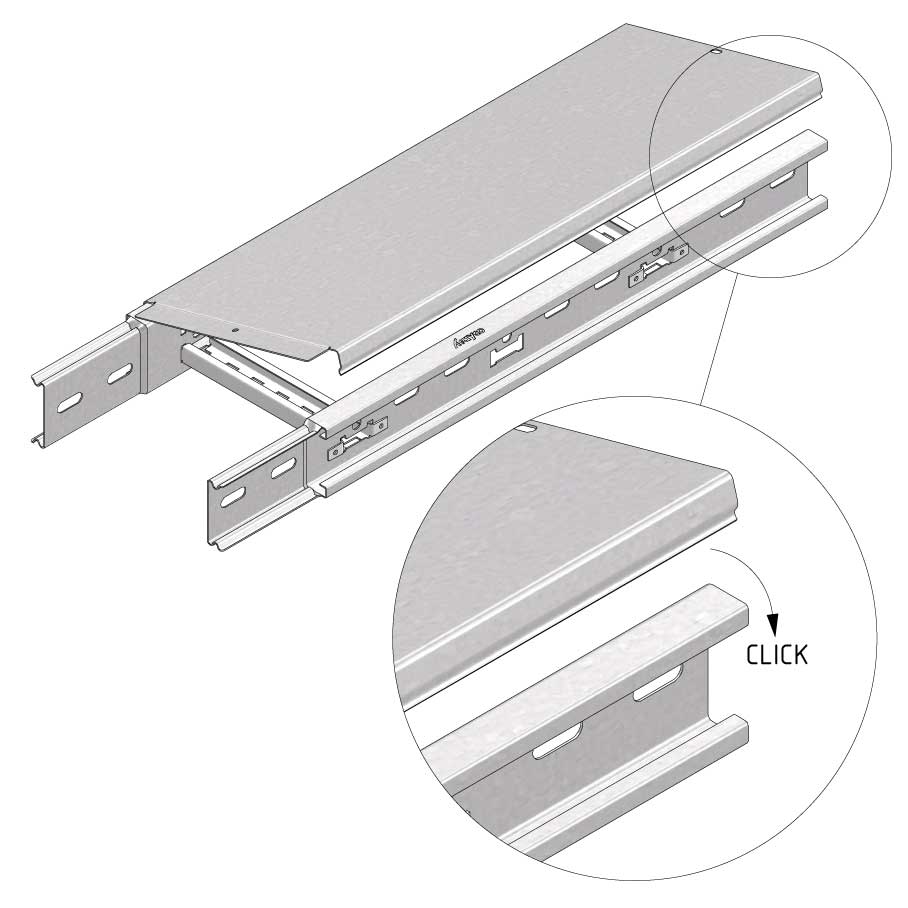
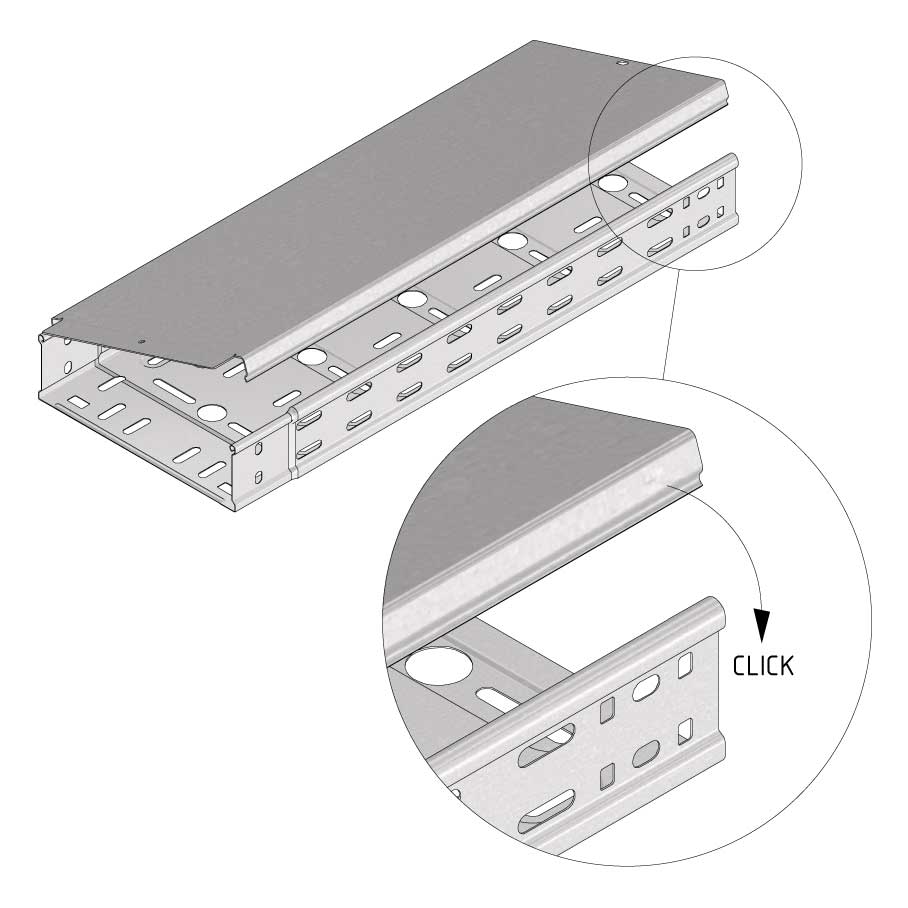
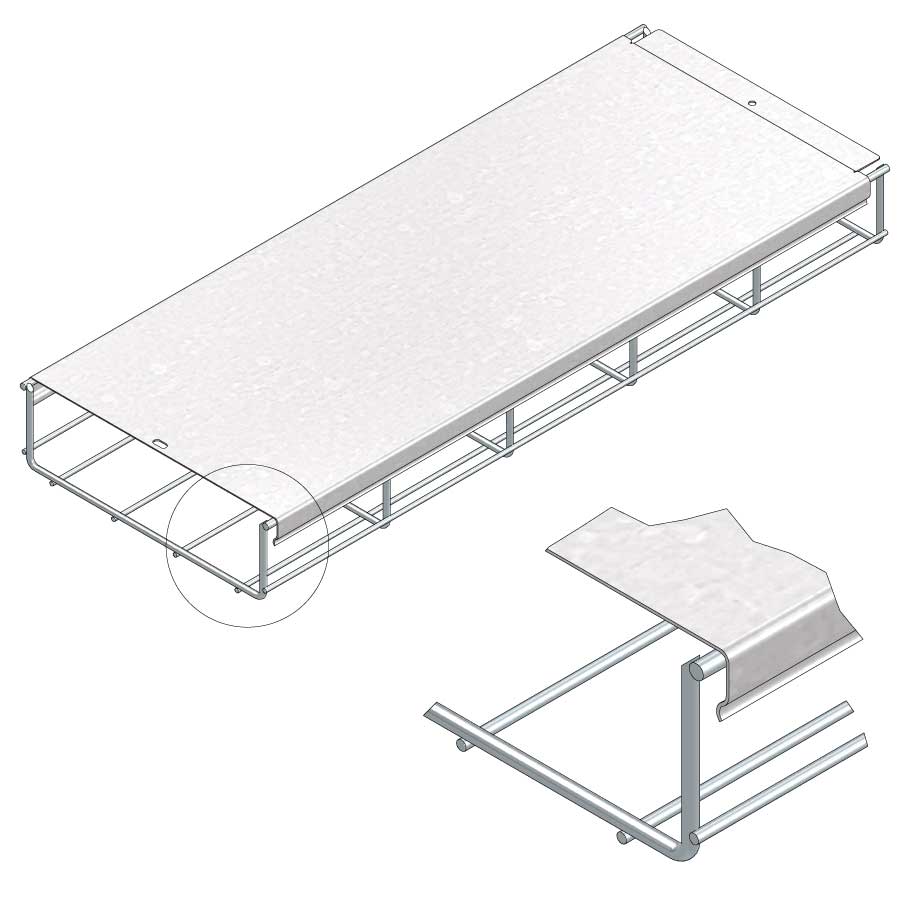
Assembly
Load diagram



{kind=link}