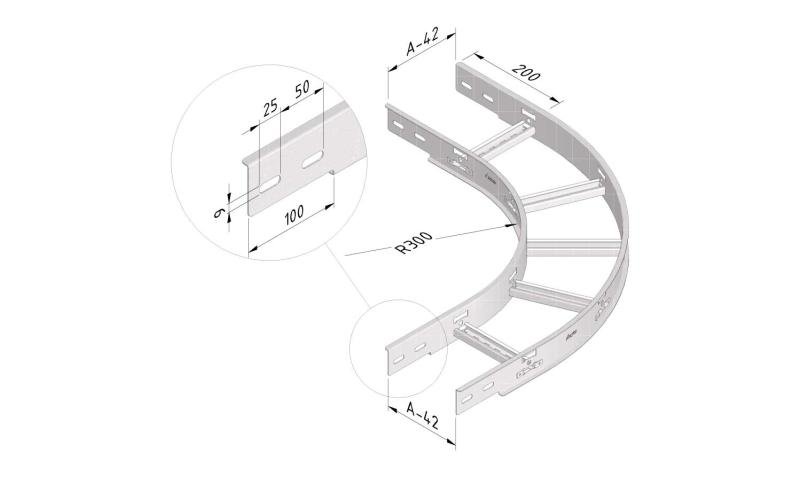
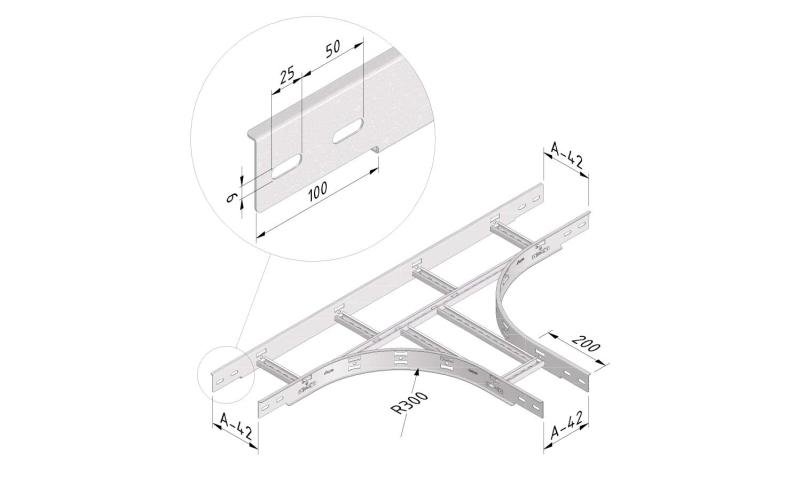
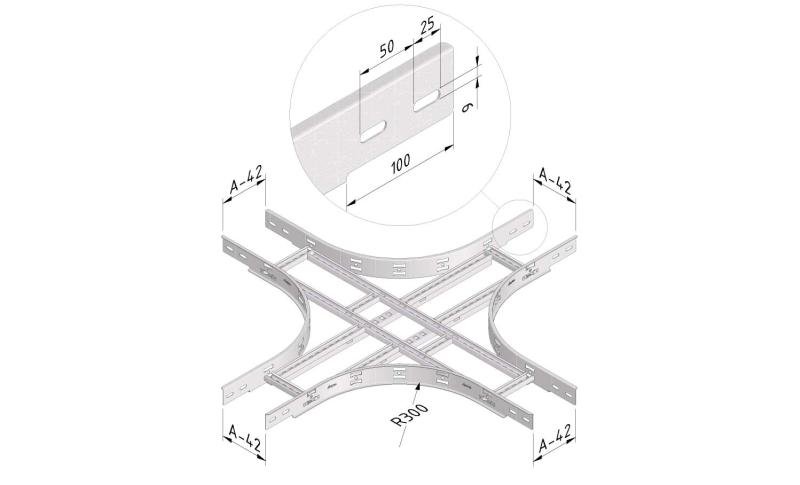
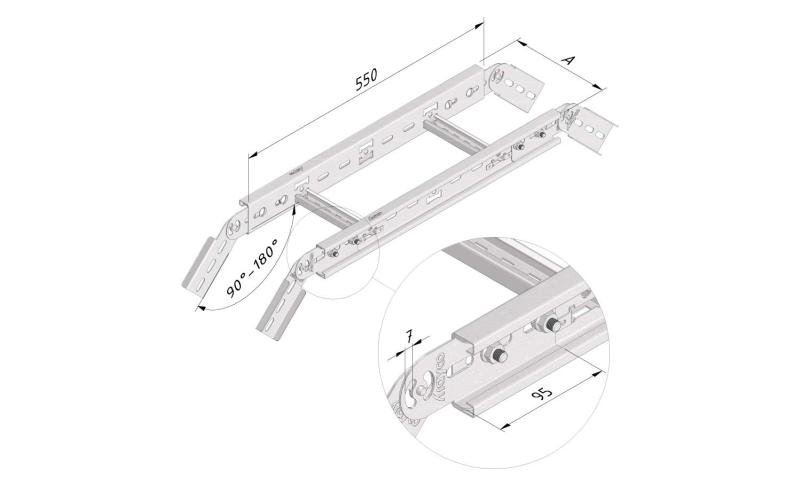
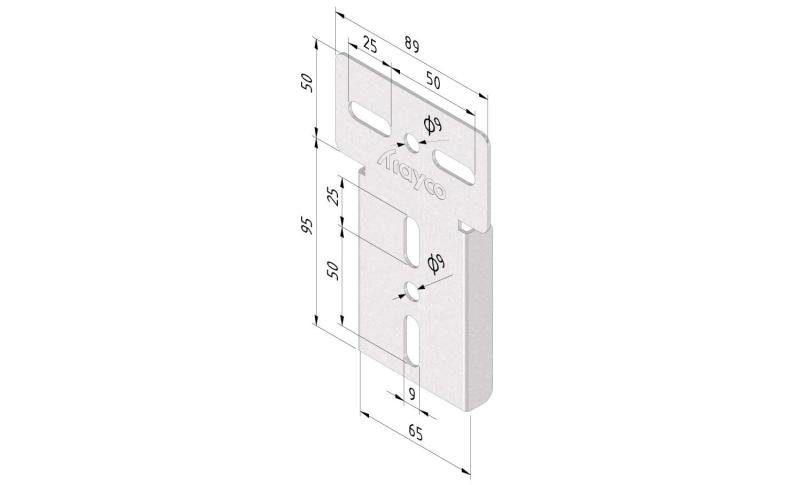
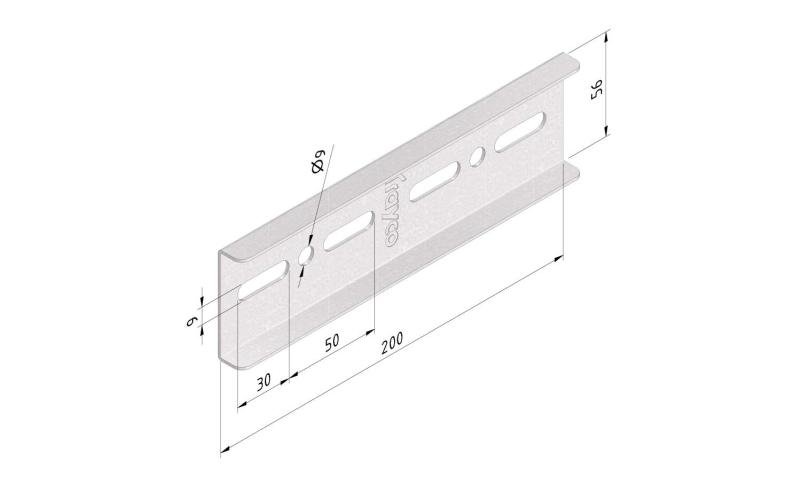
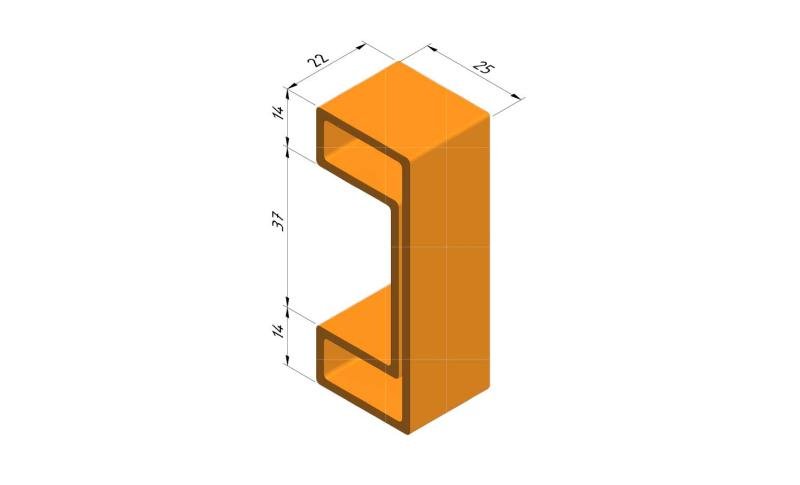
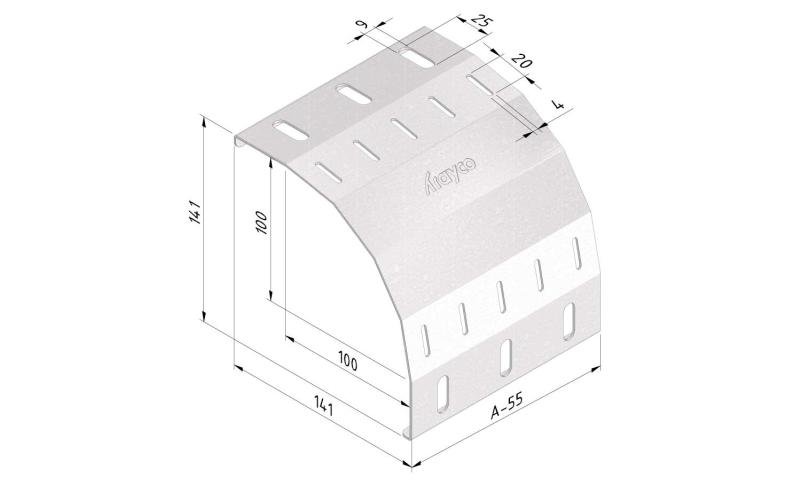
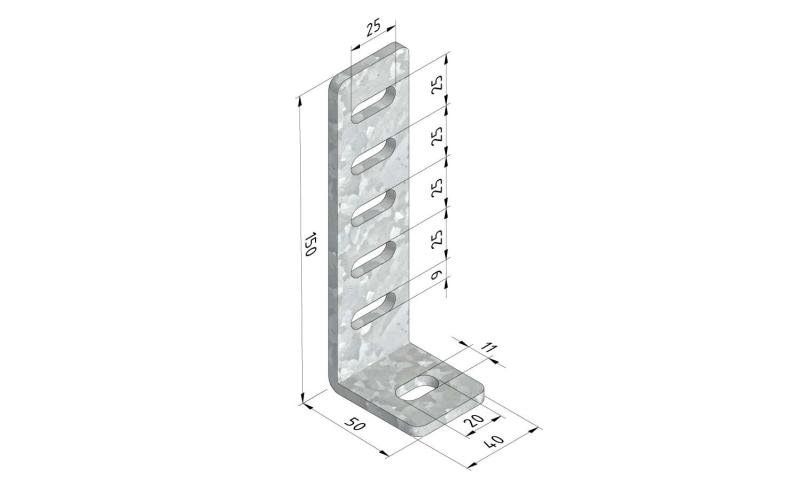
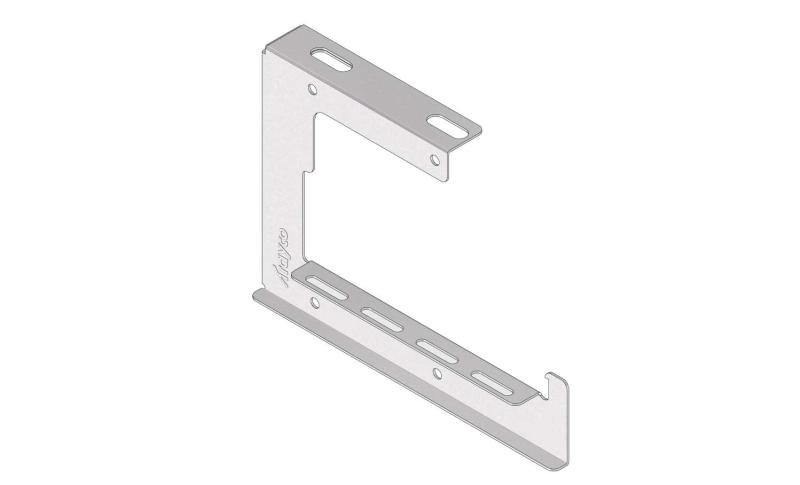
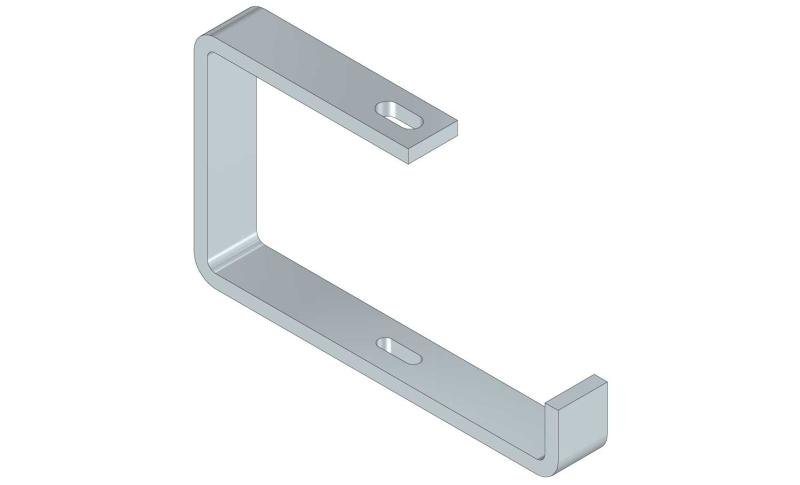
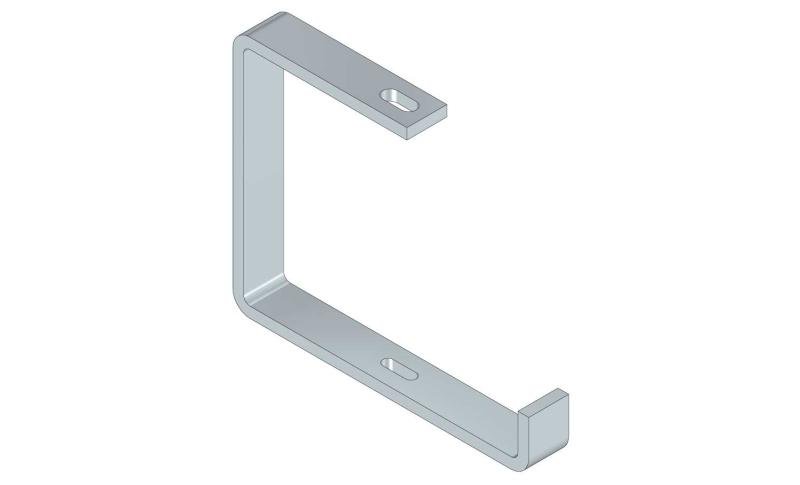
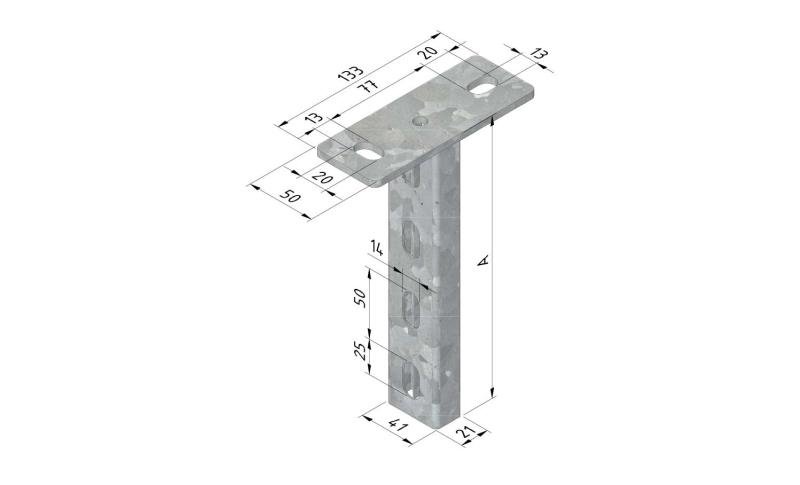
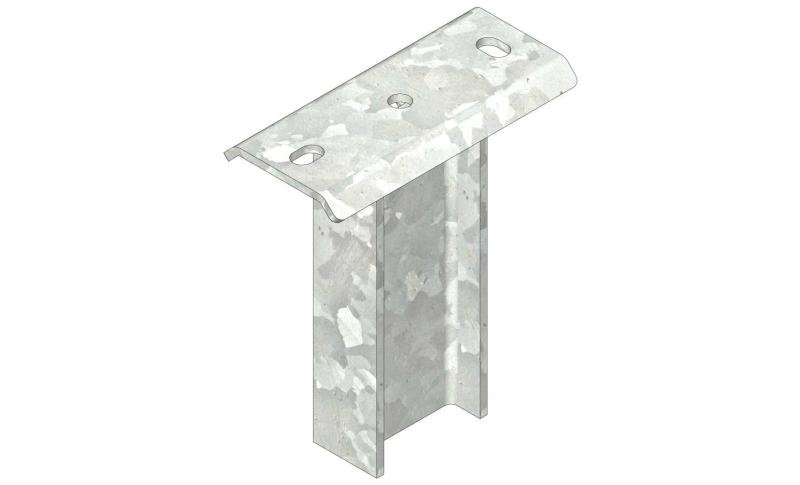
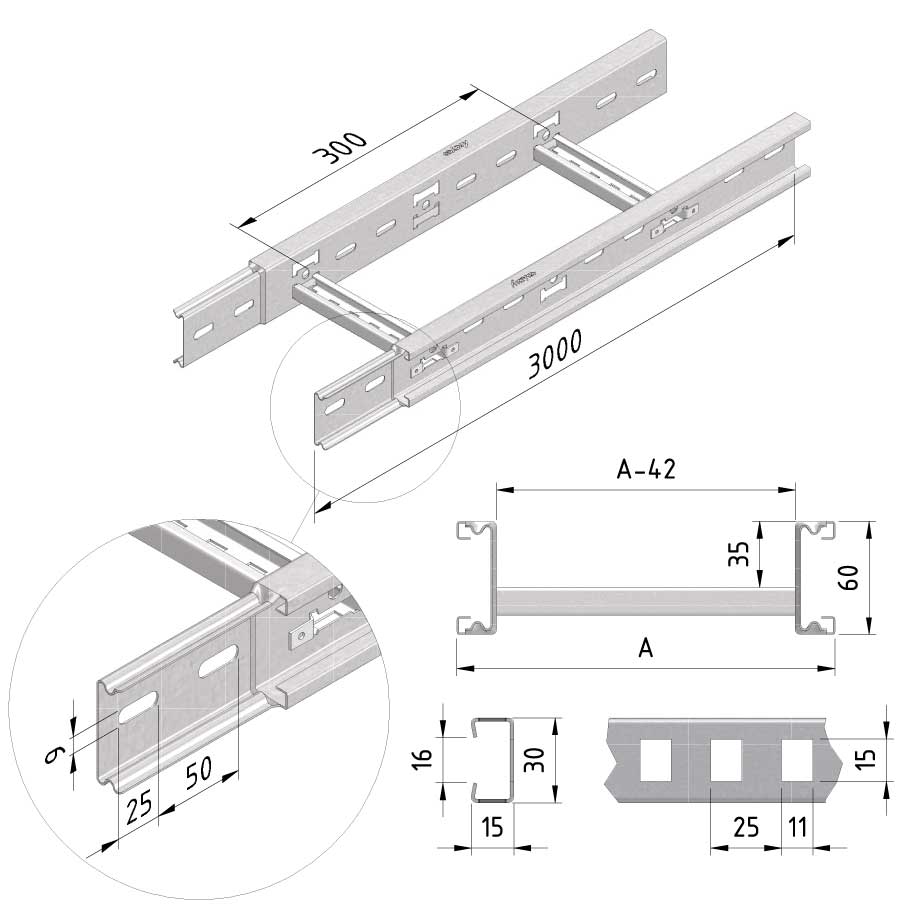
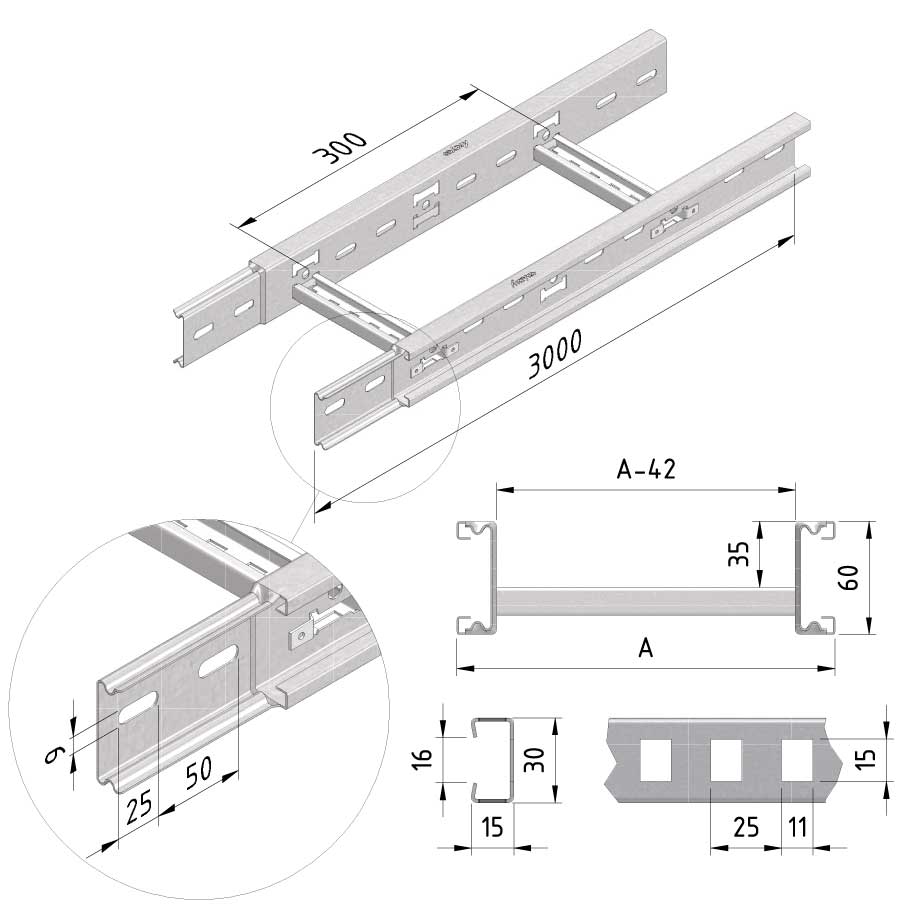
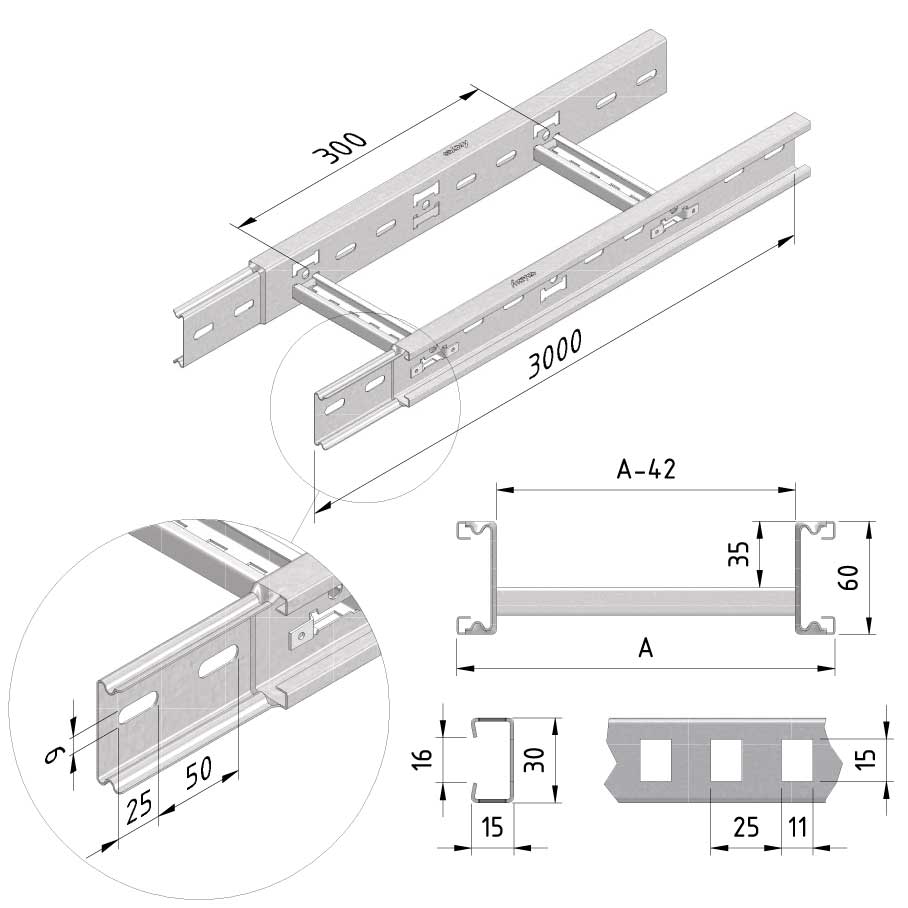
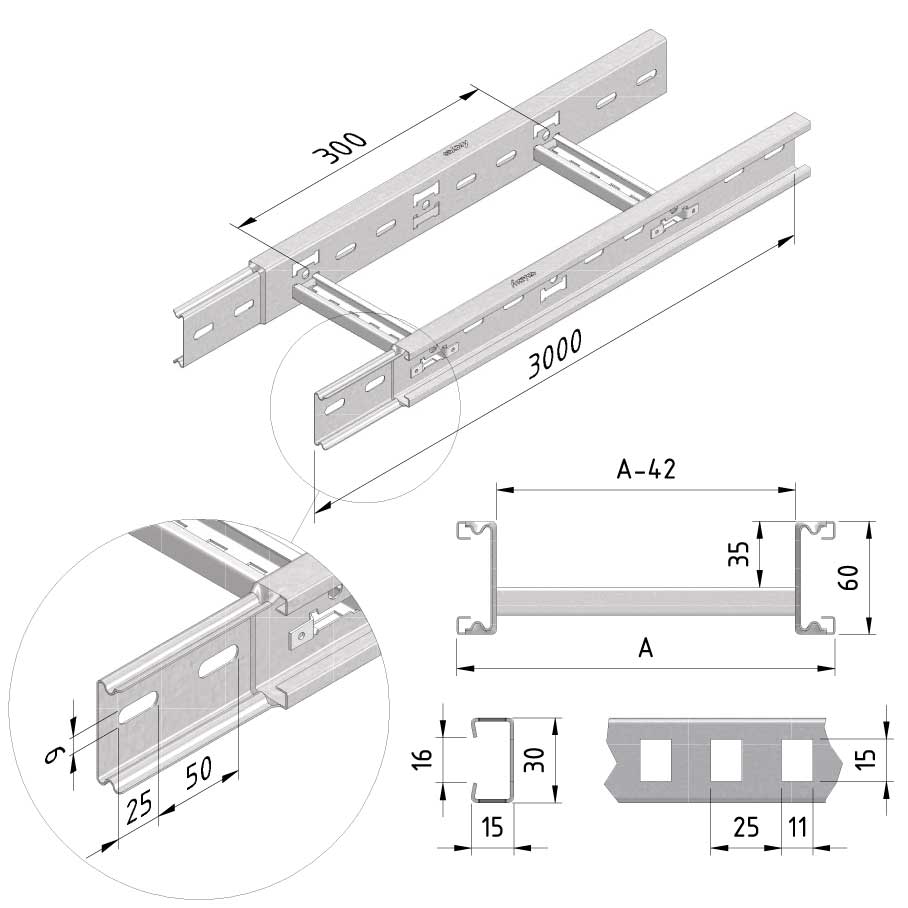
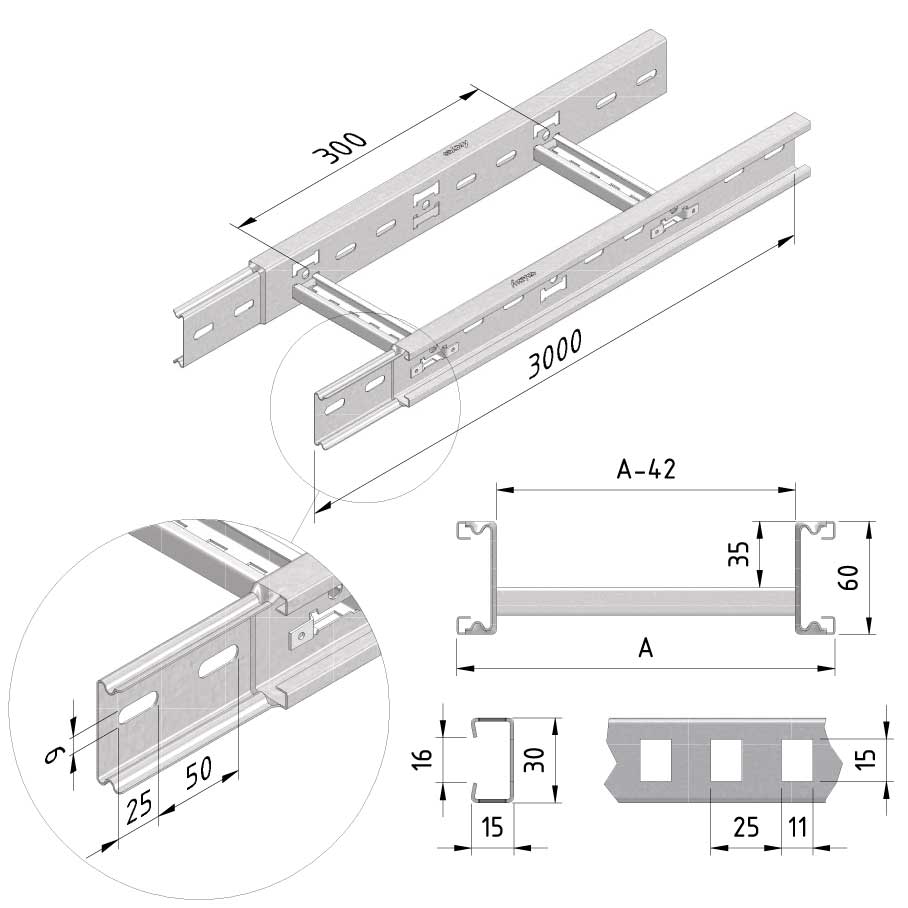
Cable ladder interlocking
CLFI60


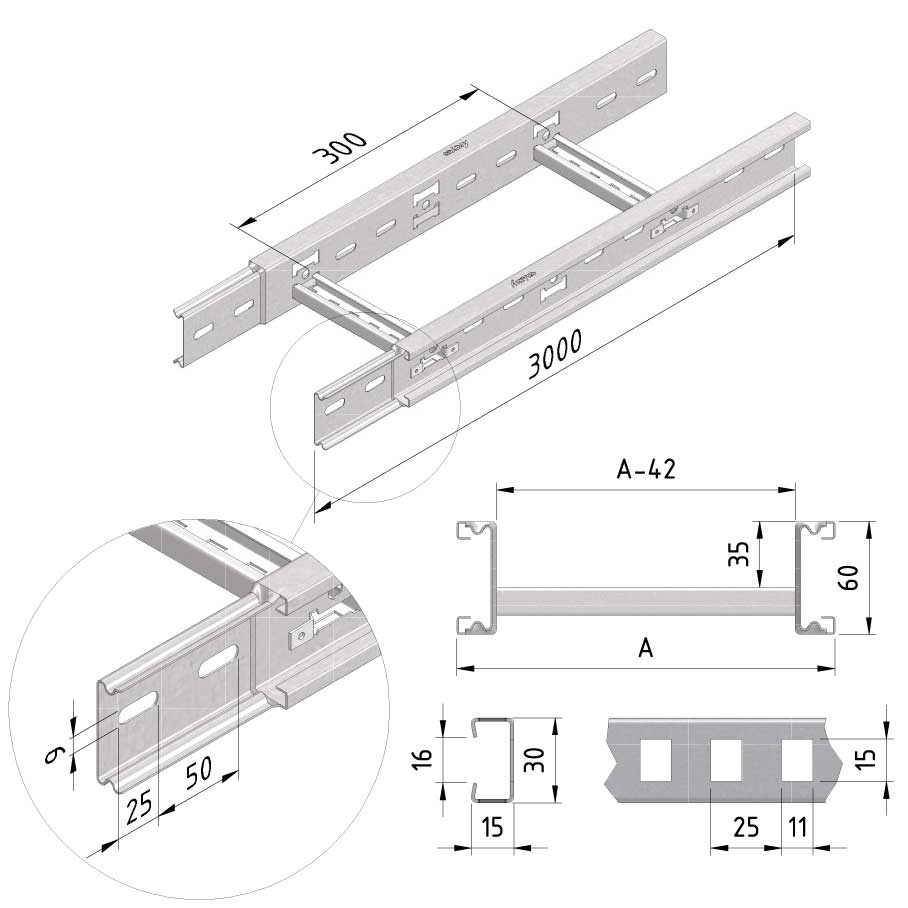

Cable ladder interlocking
CLFI60
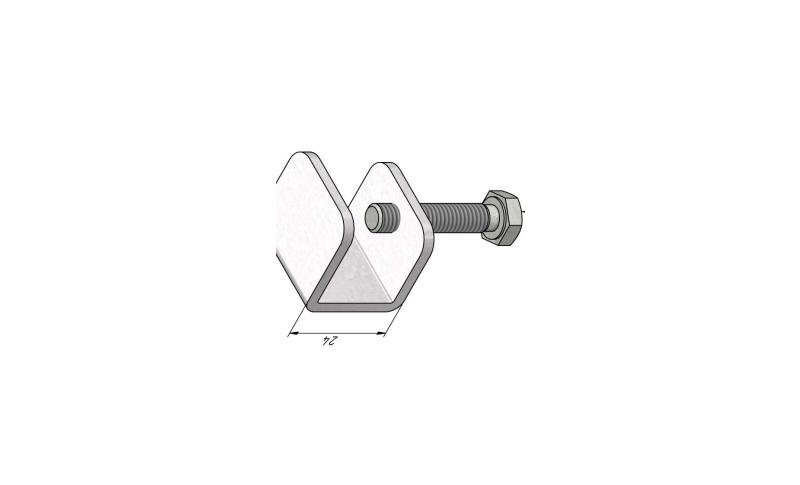
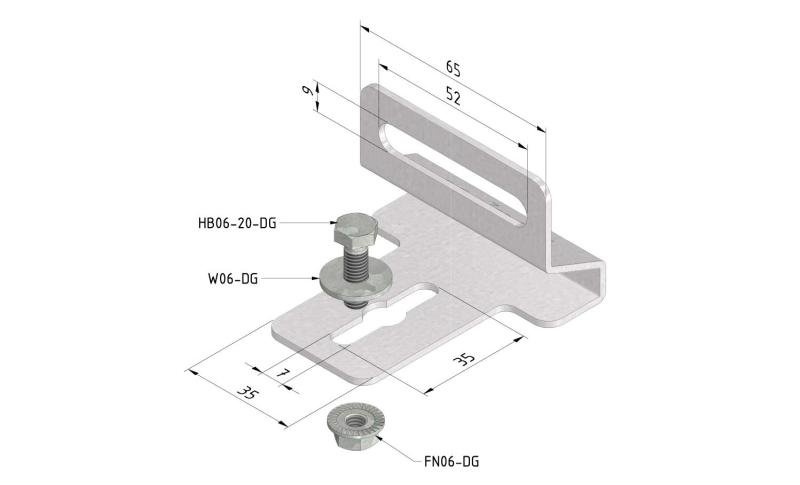
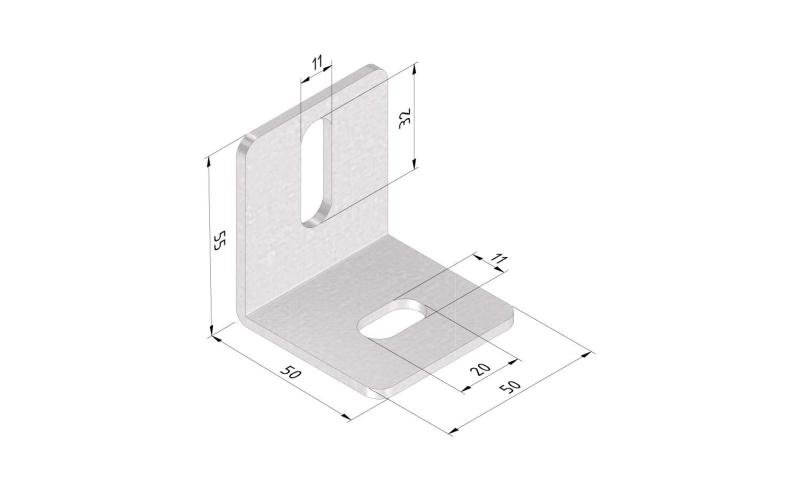
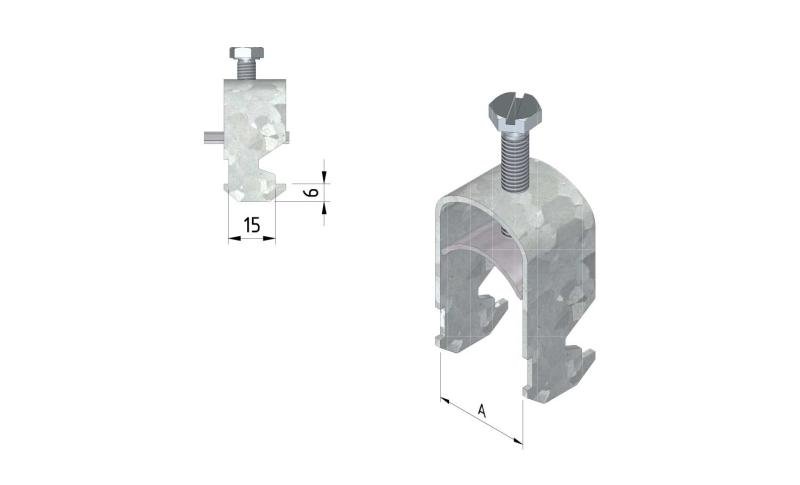
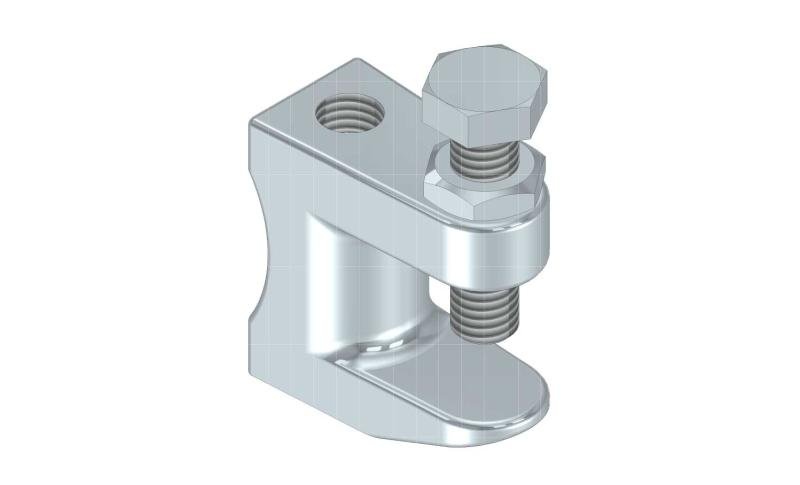
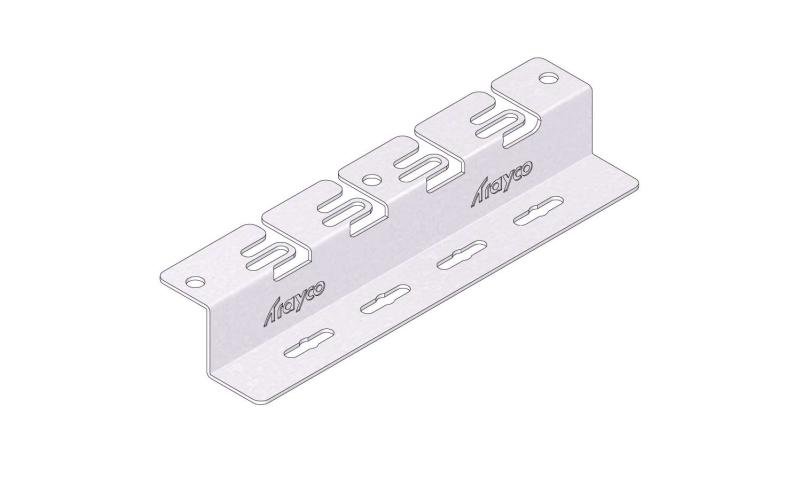
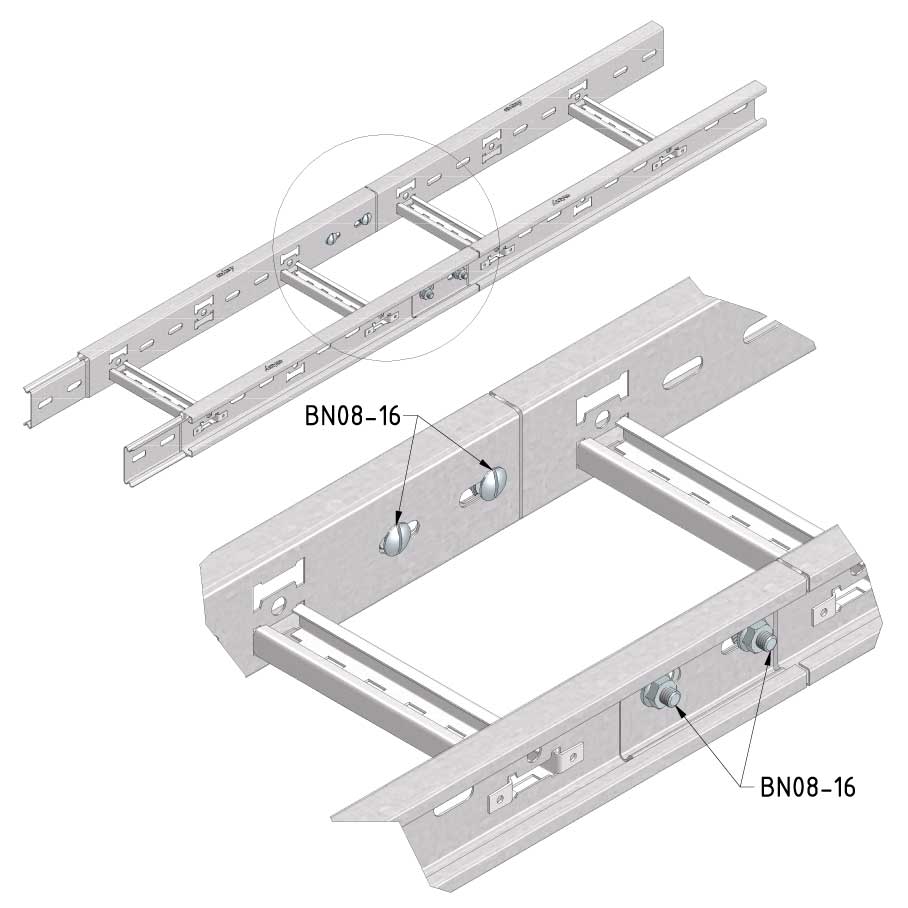
Connect with BN08-16 / Fixation with CLF-BC
Also available in stainless steel finish
Coated finishing available on demand. RAL colour code to be confirmed on your order
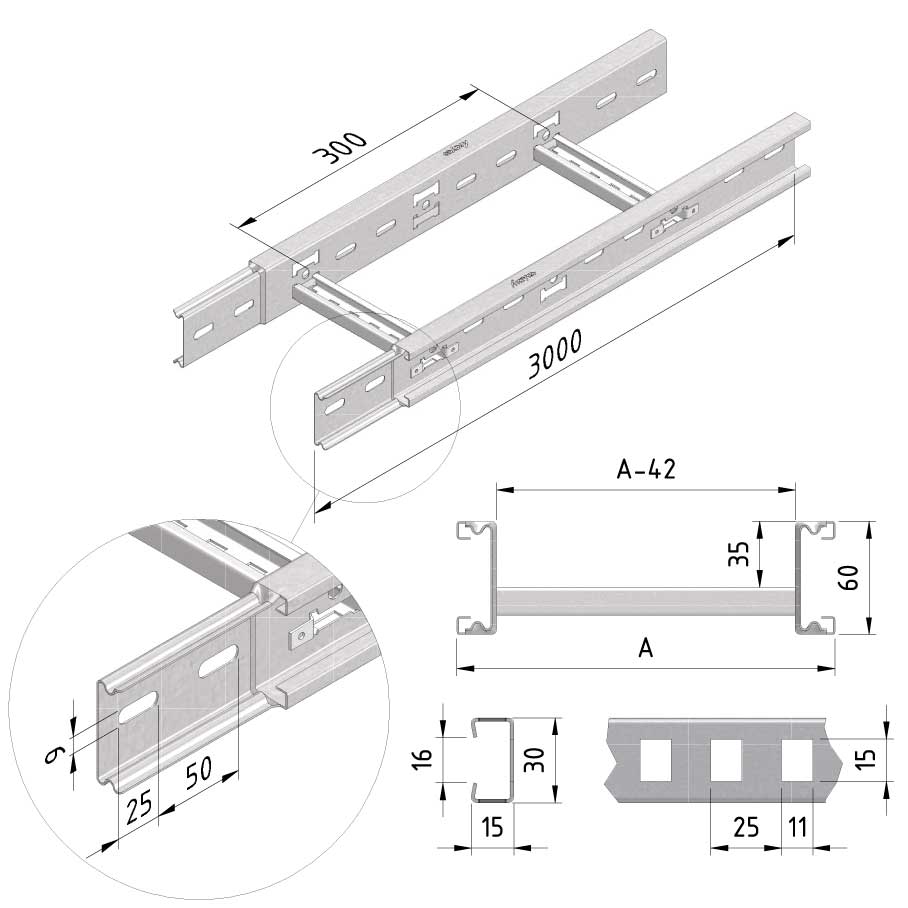
| SKU | Article code | Finishing | Dimension A | Usable surface (cm²) | Packaging | |||
|---|---|---|---|---|---|---|---|---|
|
|
17368 |
CLFI60-0200-10-3PG |
PG
|
200
|
55.3
|
3
|
Default
|
|
|
|
17369 |
CLFI60-0300-10-3PG |
PG
|
300
|
90.3
|
3
|
Default
|
|
|
|
17370 |
CLFI60-0400-10-3PG |
PG
|
400
|
125.3
|
3
|
Default
|
|
|
|
17371 |
CLFI60-0500-10-3PG |
PG
|
500
|
160.3
|
3
|
Default
|
|
|
|
17372 |
CLFI60-0600-10-3PG |
PG
|
600
|
195.3
|
3
|
Default
|
|
|
|
17392 |
CLFI60-0200-10-3DG |
DG
|
200
|
55.3
|
3
|
|
|
|
|
17393 |
CLFI60-0300-10-3DG |
DG
|
300
|
90.3
|
3
|
|
|
|
|
17394 |
CLFI60-0400-10-3DG |
DG
|
400
|
125.3
|
3
|
|
|
|
|
17395 |
CLFI60-0500-10-3DG |
DG
|
500
|
160.3
|
3
|
|
|
|
|
17396 |
CLFI60-0600-10-3DG |
DG
|
600
|
195.3
|
3
|
|
|















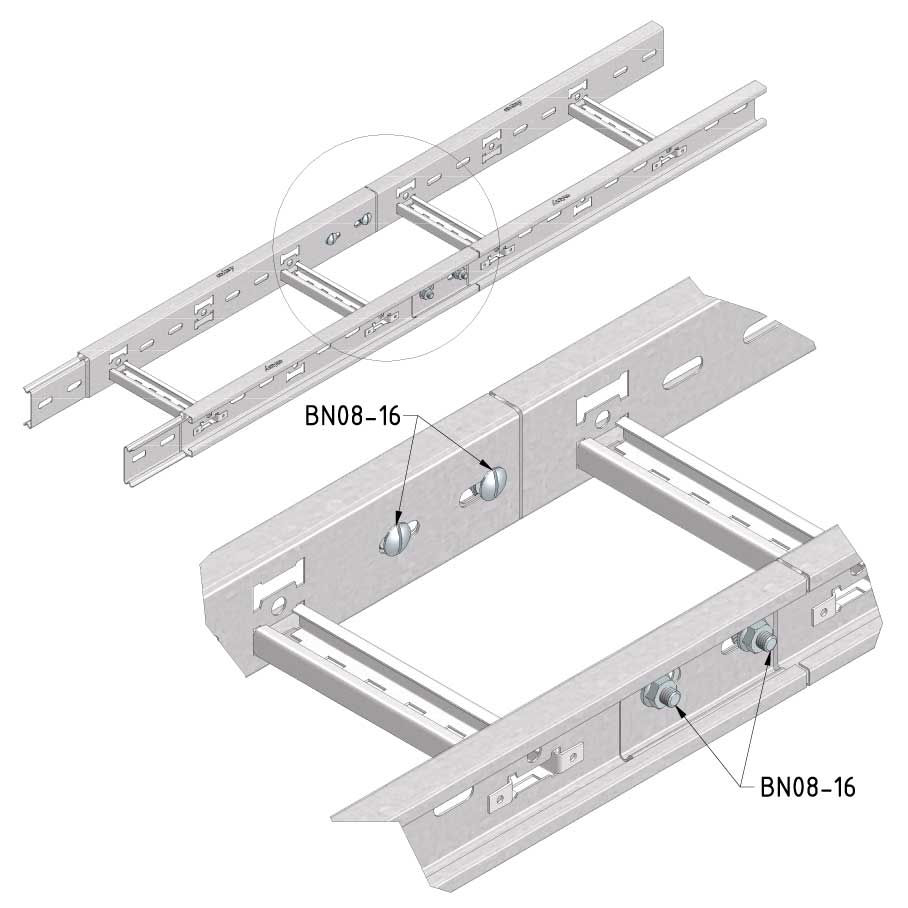




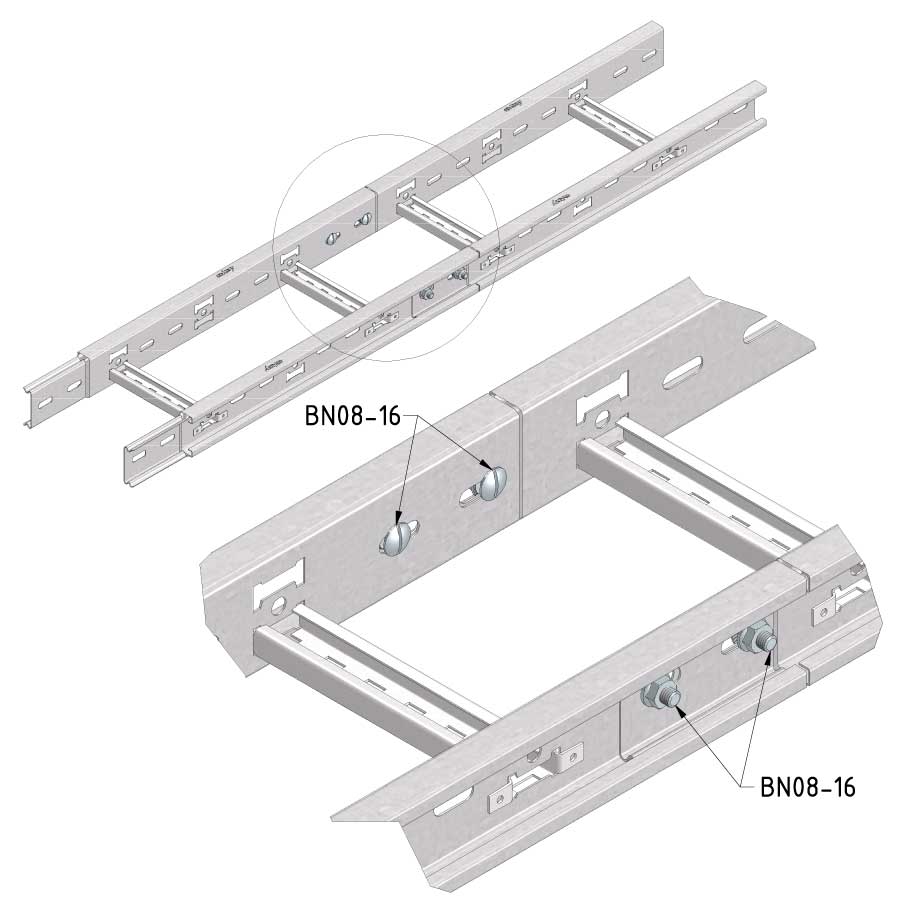




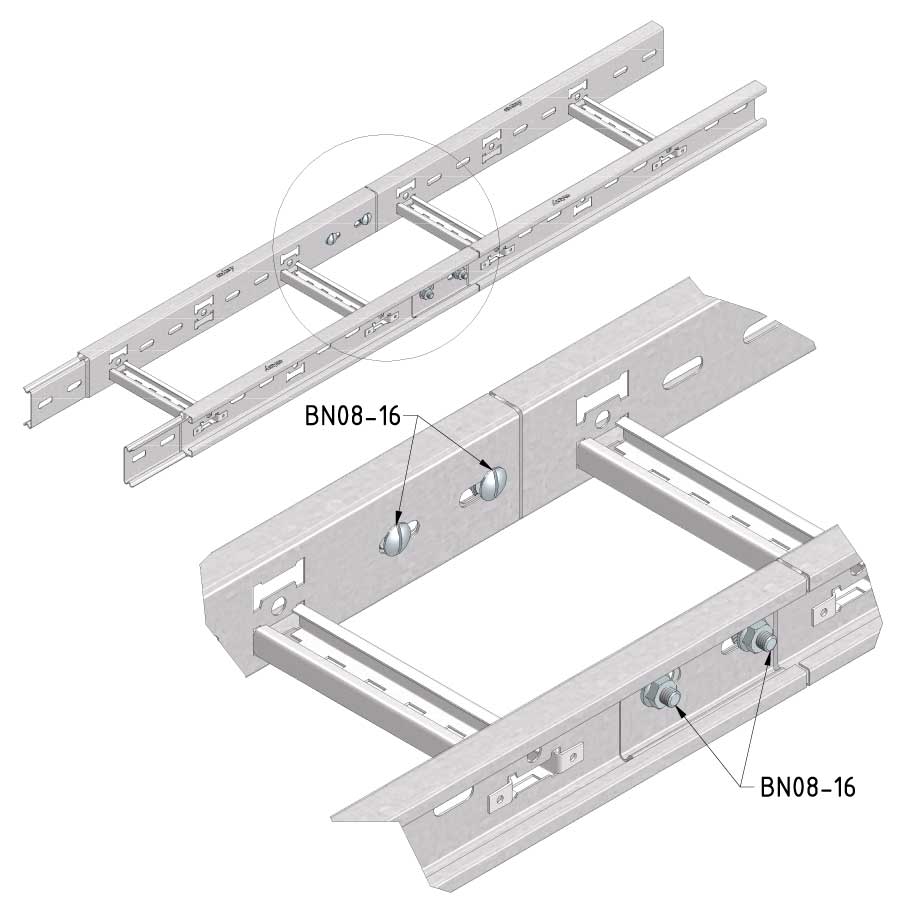



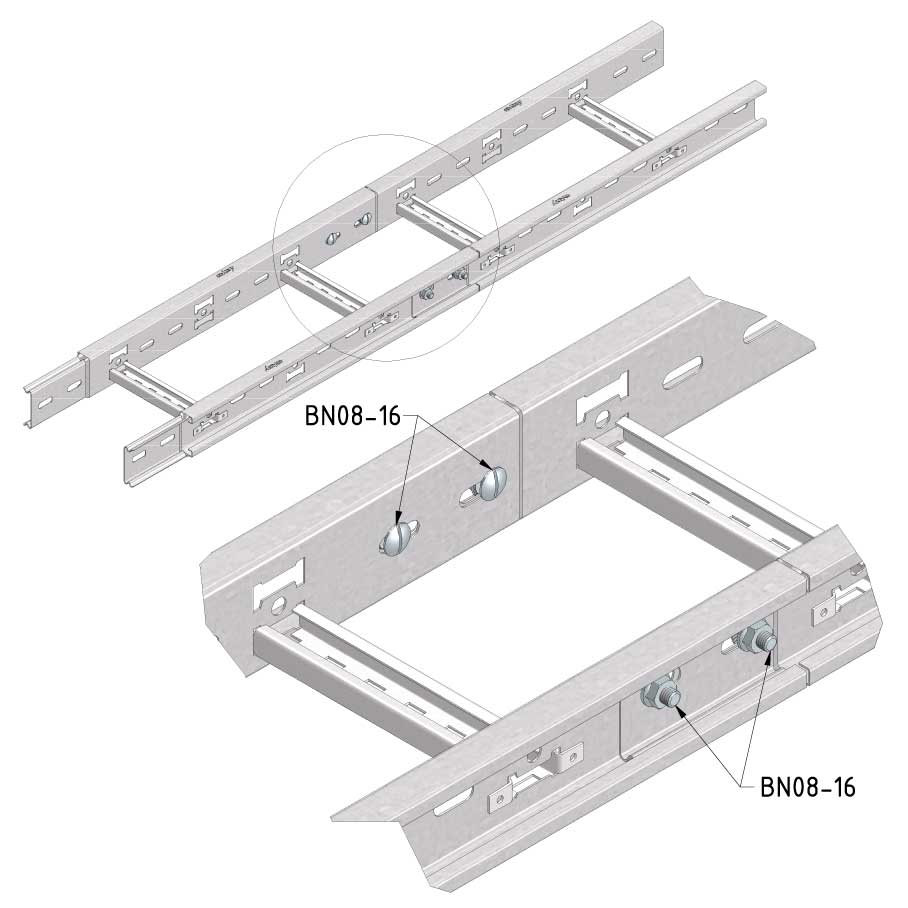








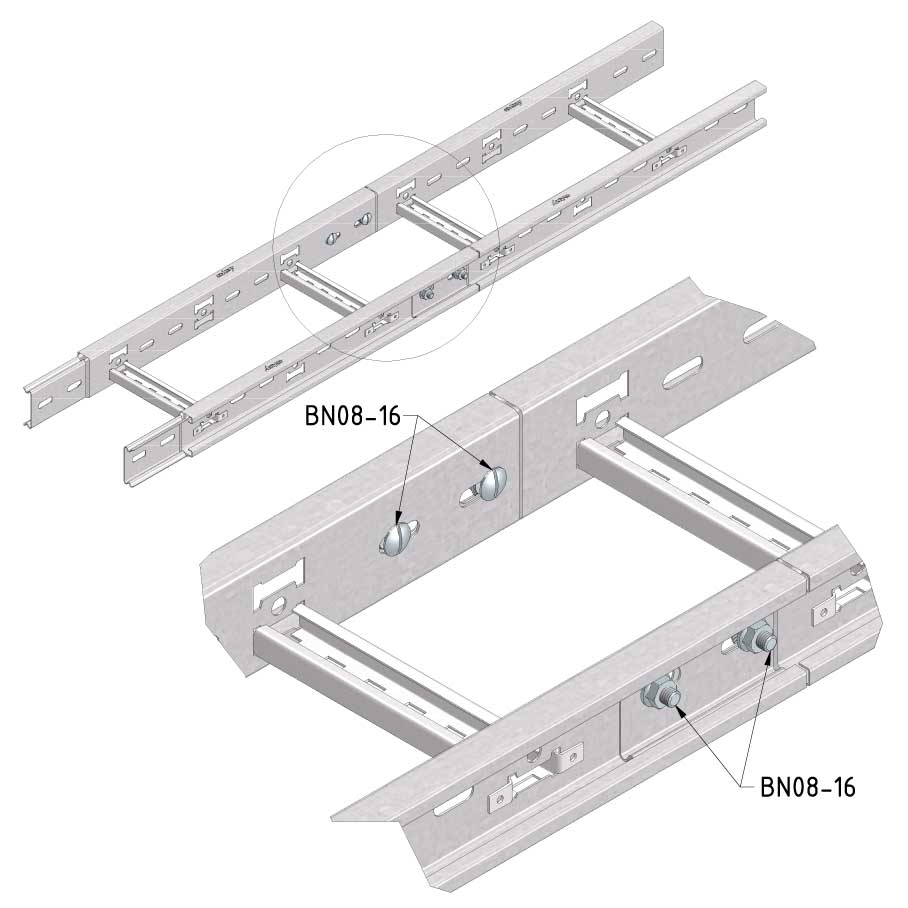

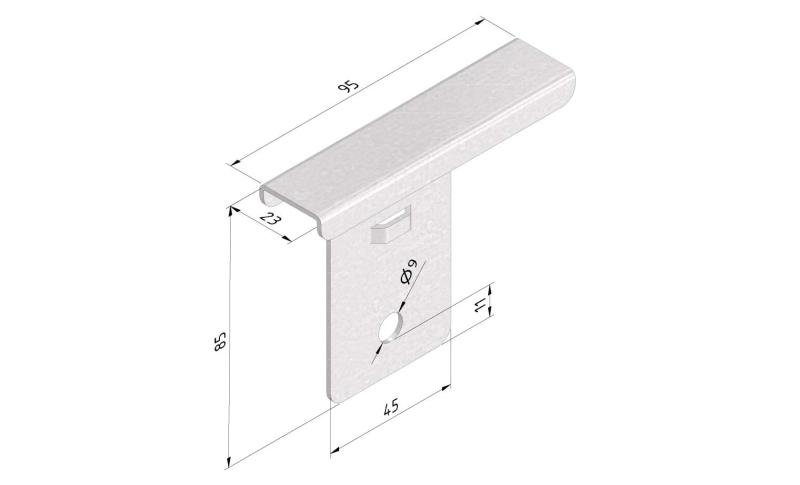
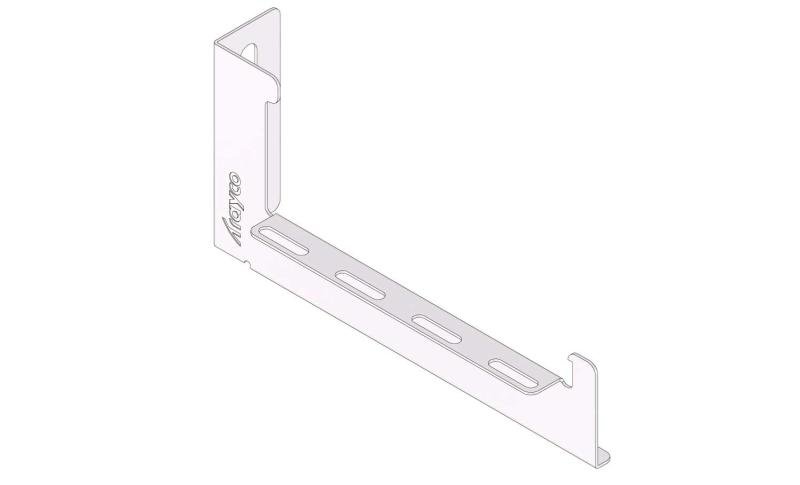
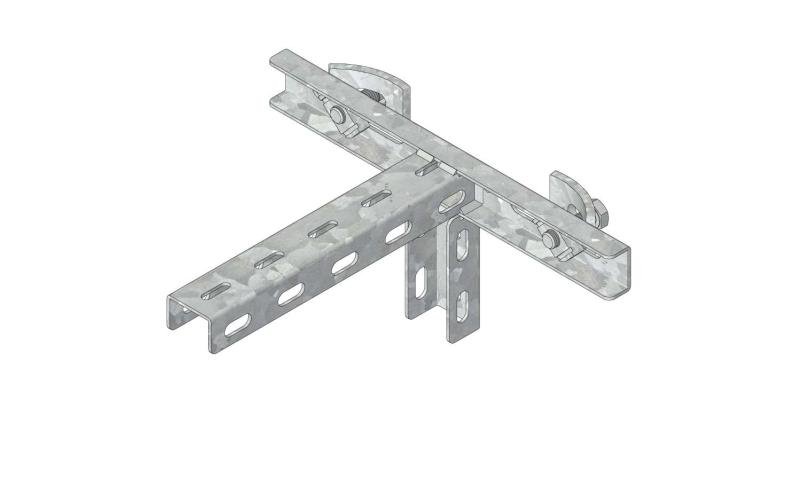
Assembly
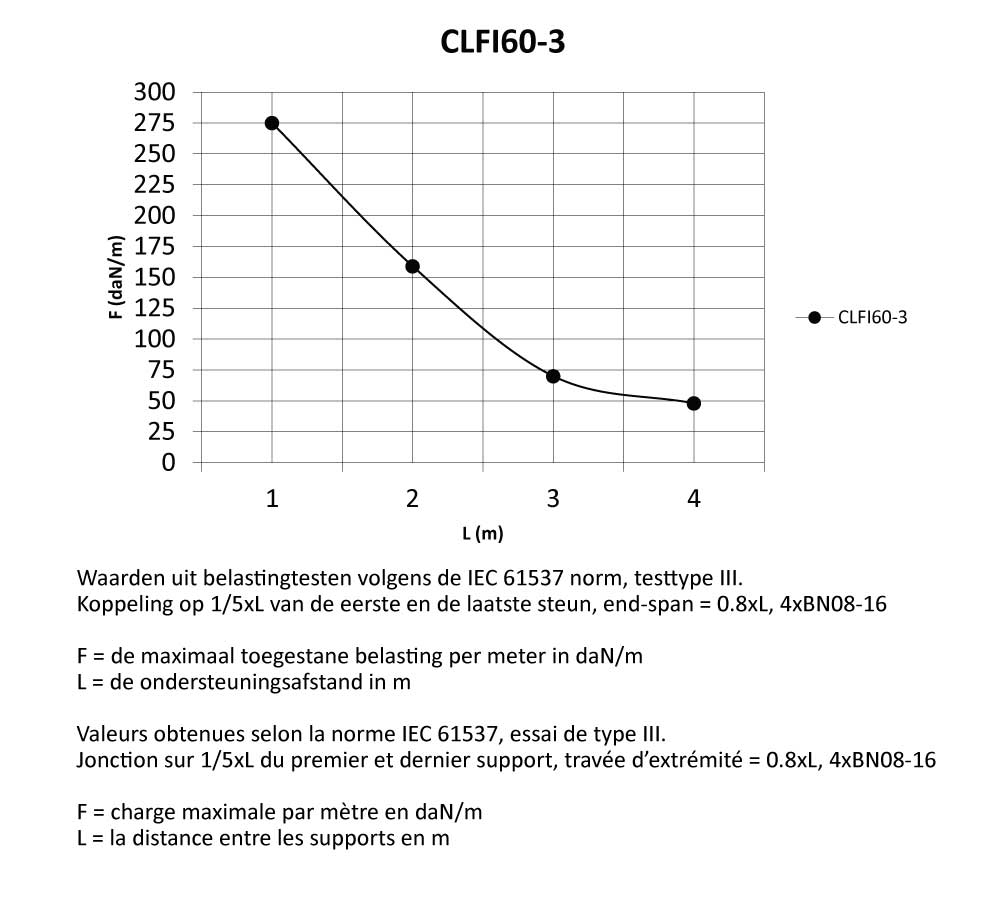
Load diagram