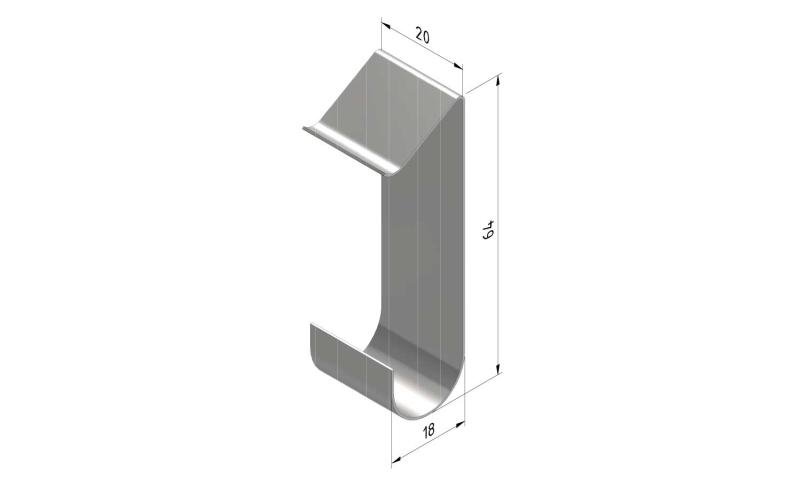
Cable ladder Cover X-piece
CL60-CX

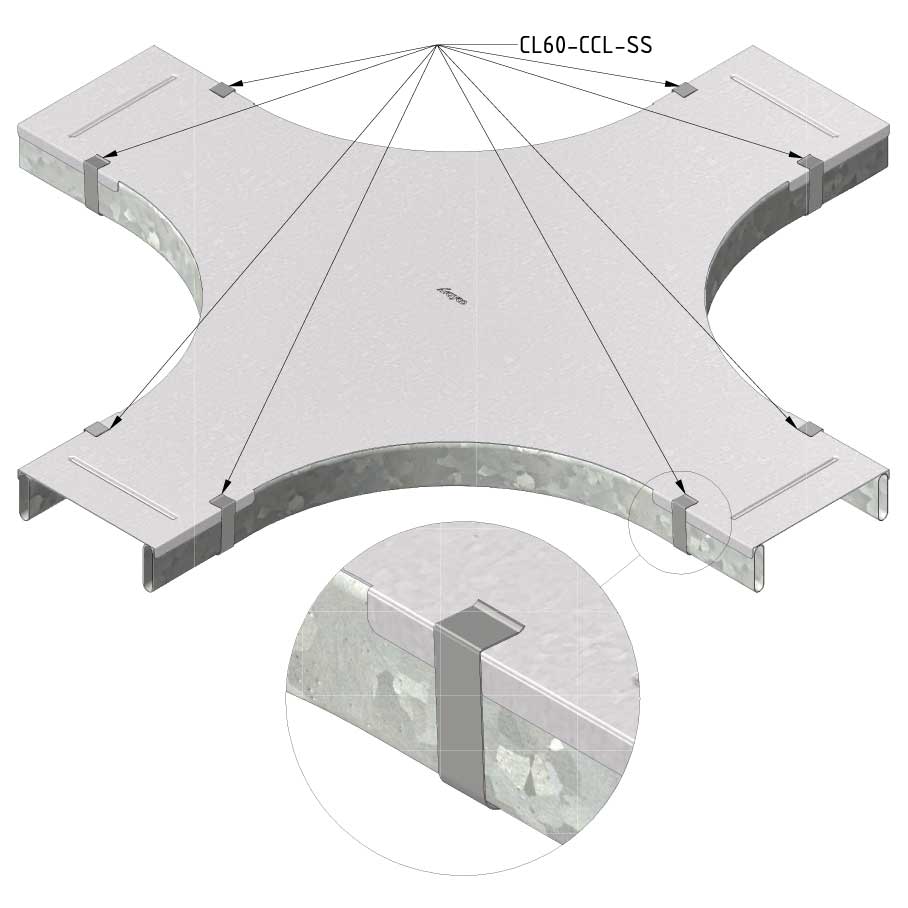
Cable ladder Cover X-piece
CL60-CX
Connect with CL60-CCL
Coated finishing available on demand. RAL colour code to be confirmed on your order
| SKU | Article code | Finishing | Dimension A | Packaging | |||
|---|---|---|---|---|---|---|---|
|
|
16089 |
CL60-CX-200-PG |
PG
|
200
|
1
|
Default
|
|
|
|
16090 |
CL60-CX-300-PG |
PG
|
300
|
1
|
Default
|
|
|
|
13011 |
CL60-CX-400-PG |
PG
|
400
|
1
|
Default
|
|
|
|
16091 |
CL60-CX-500-PG |
PG
|
500
|
1
|
Default
|
|
|
|
16092 |
CL60-CX-600-PG |
PG
|
600
|
1
|
Default
|
|
|
|
16093 |
CL60-CX-200-DG |
DG
|
200
|
1
|
|
|
|
|
16094 |
CL60-CX-300-DG |
DG
|
300
|
1
|
|
|
|
|
13009 |
CL60-CX-400-DG |
DG
|
400
|
1
|
|
|
|
|
16095 |
CL60-CX-500-DG |
DG
|
500
|
1
|
|
|
|
|
16096 |
CL60-CX-600-DG |
DG
|
600
|
1
|
|
|

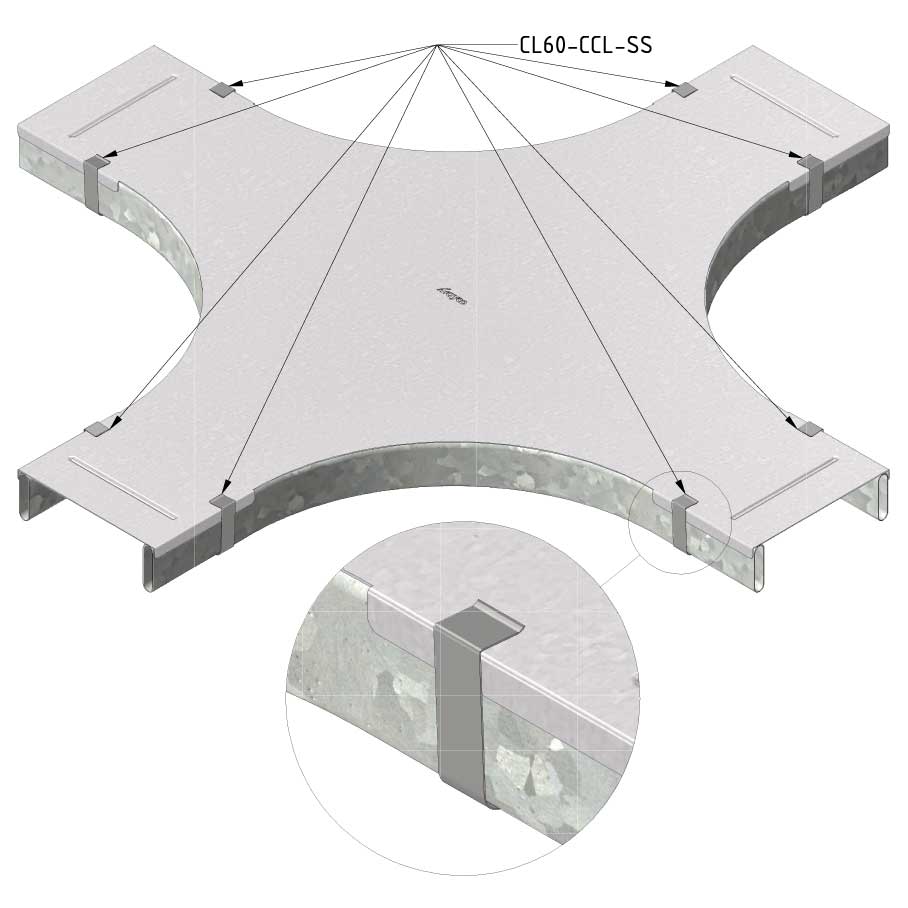

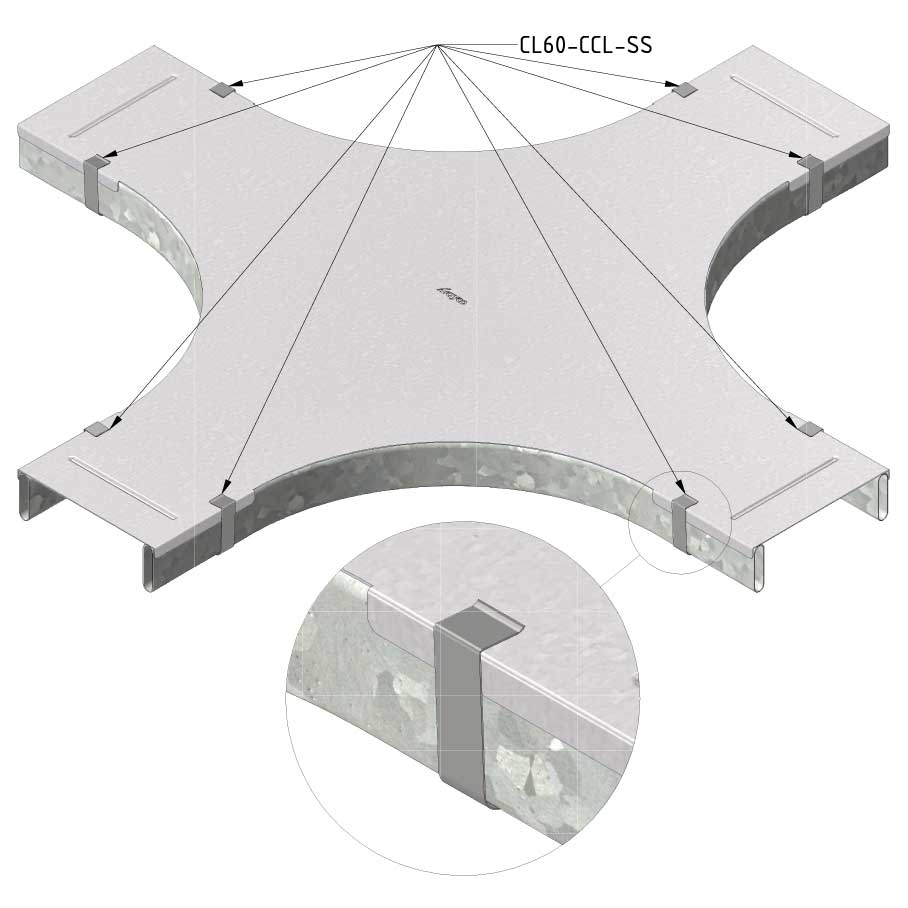



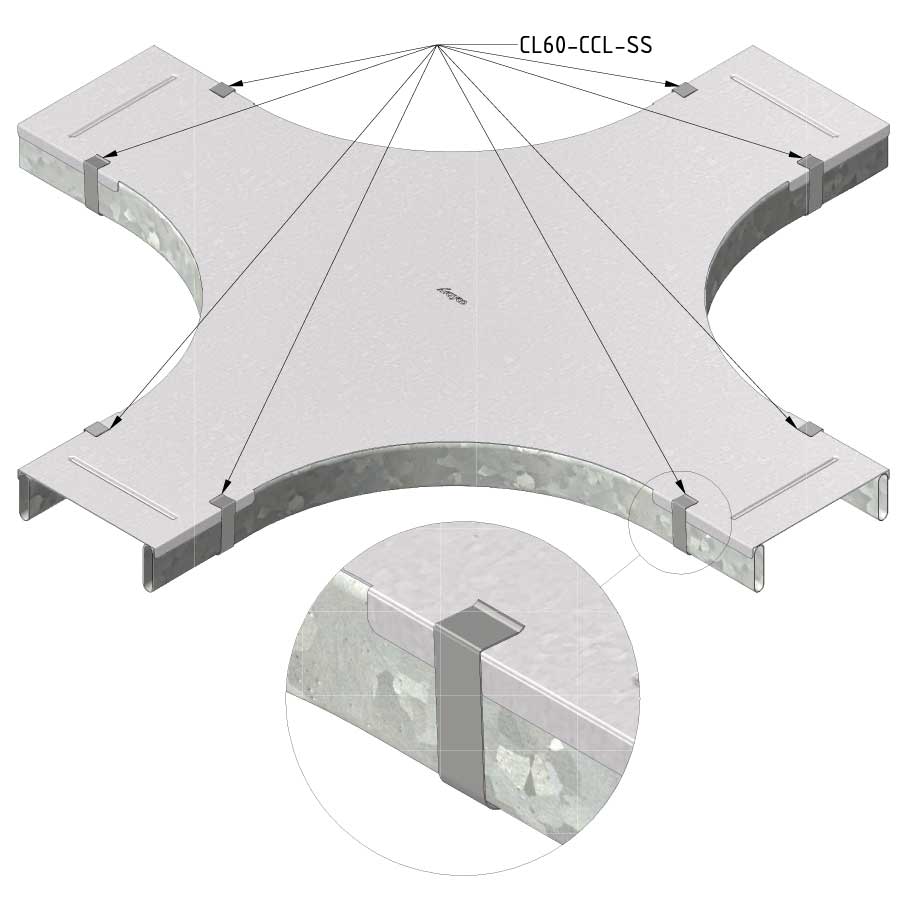

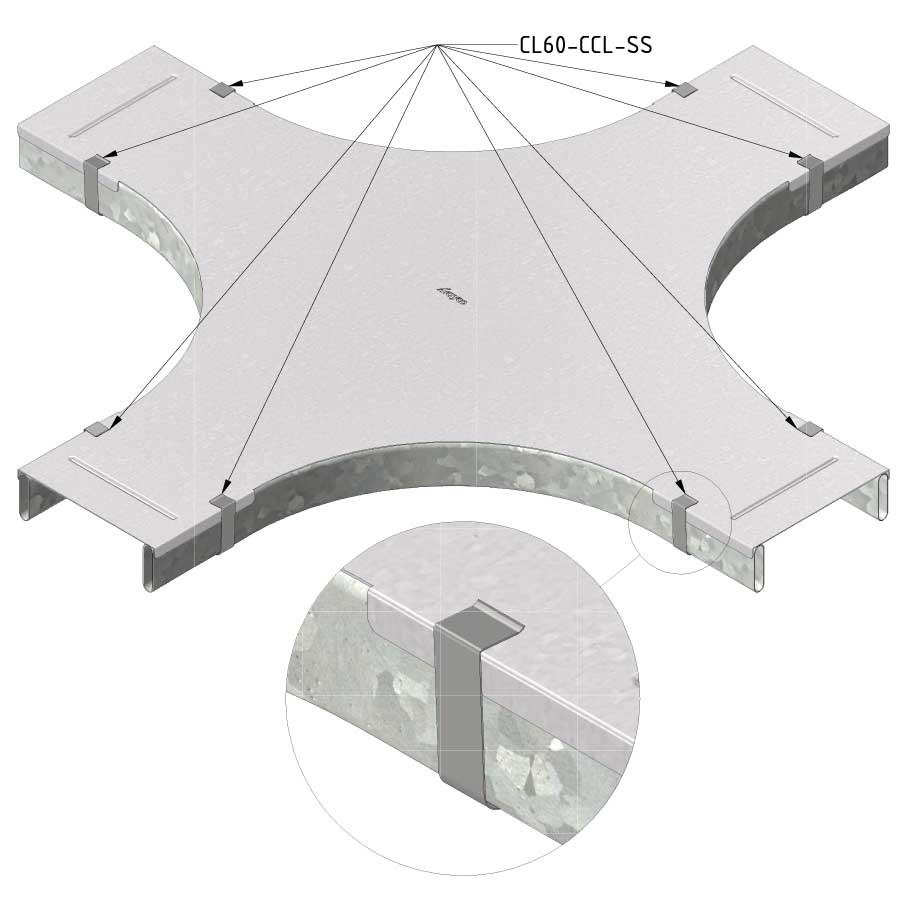

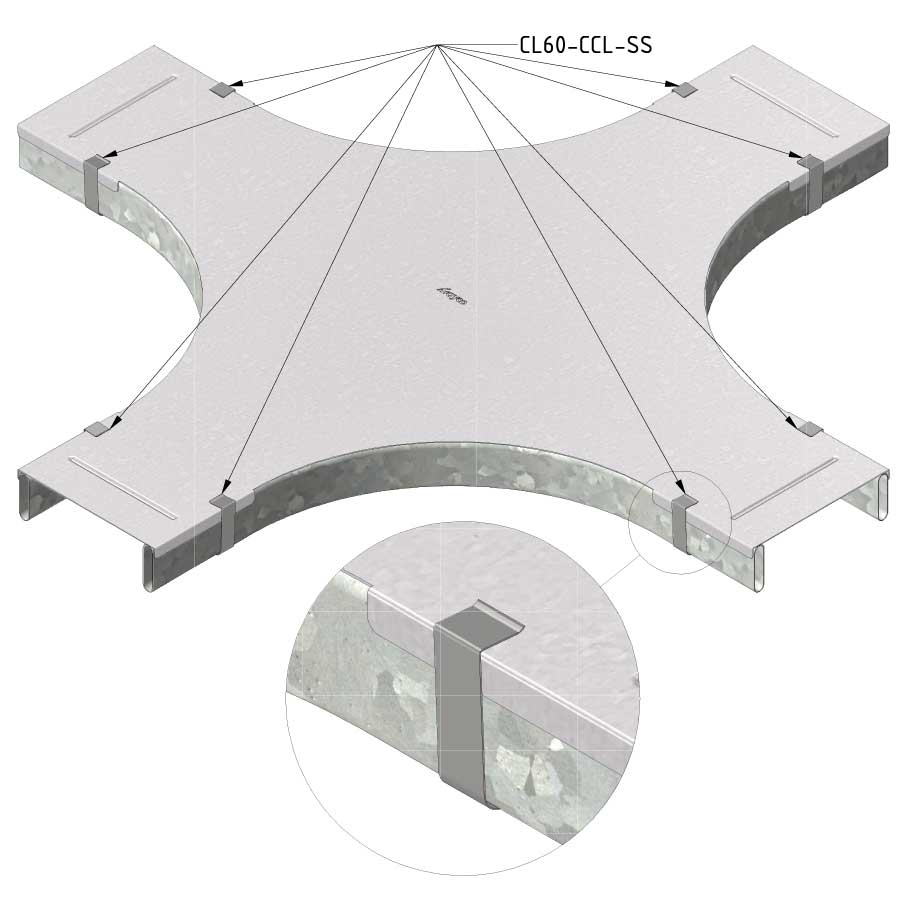

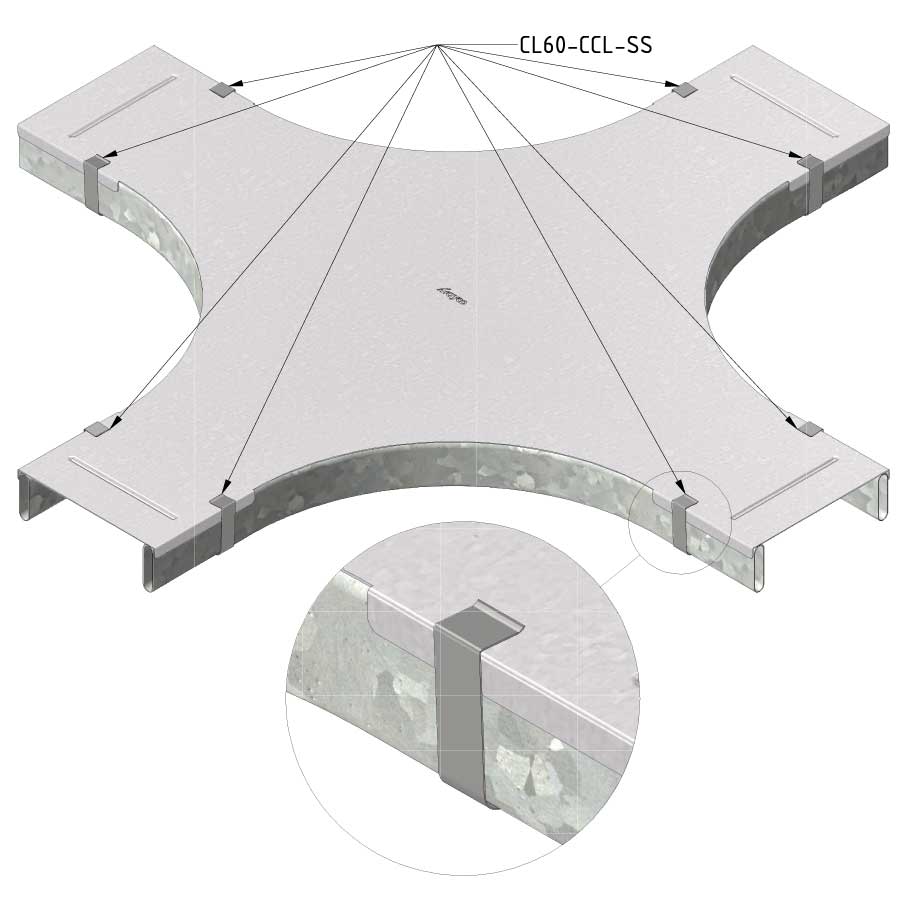

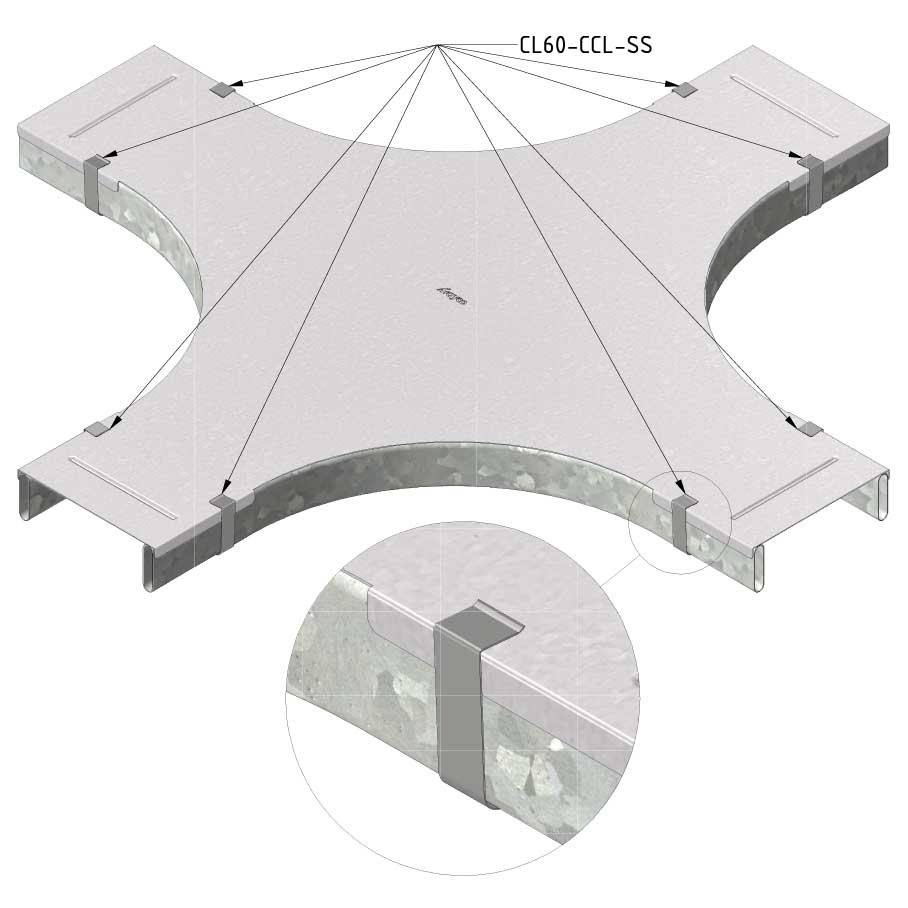

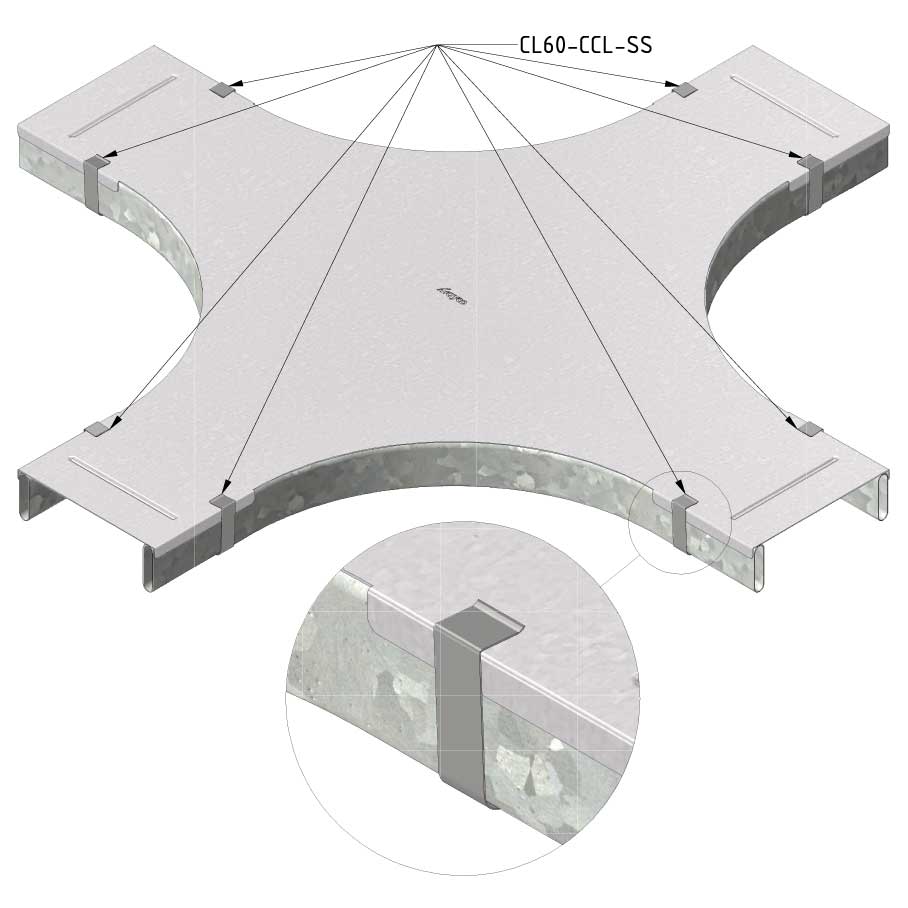

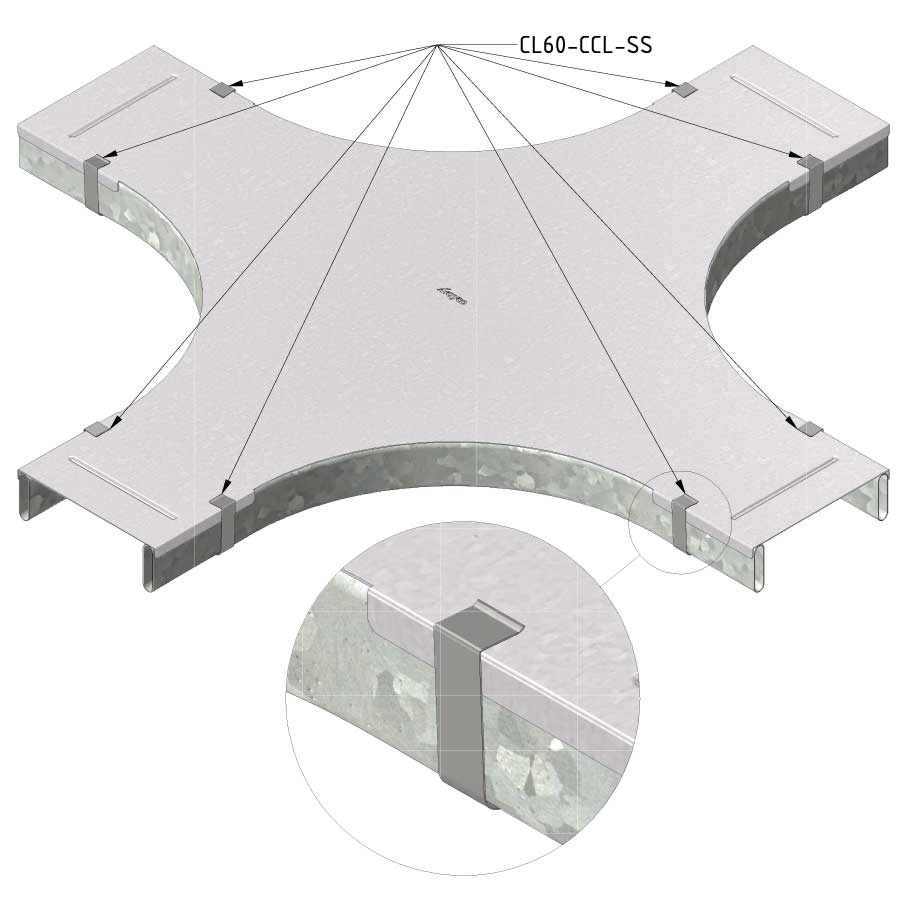
Assembly