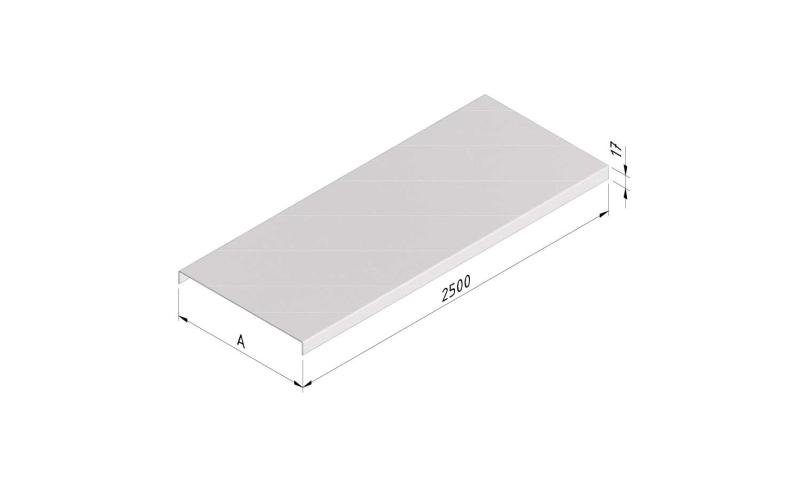
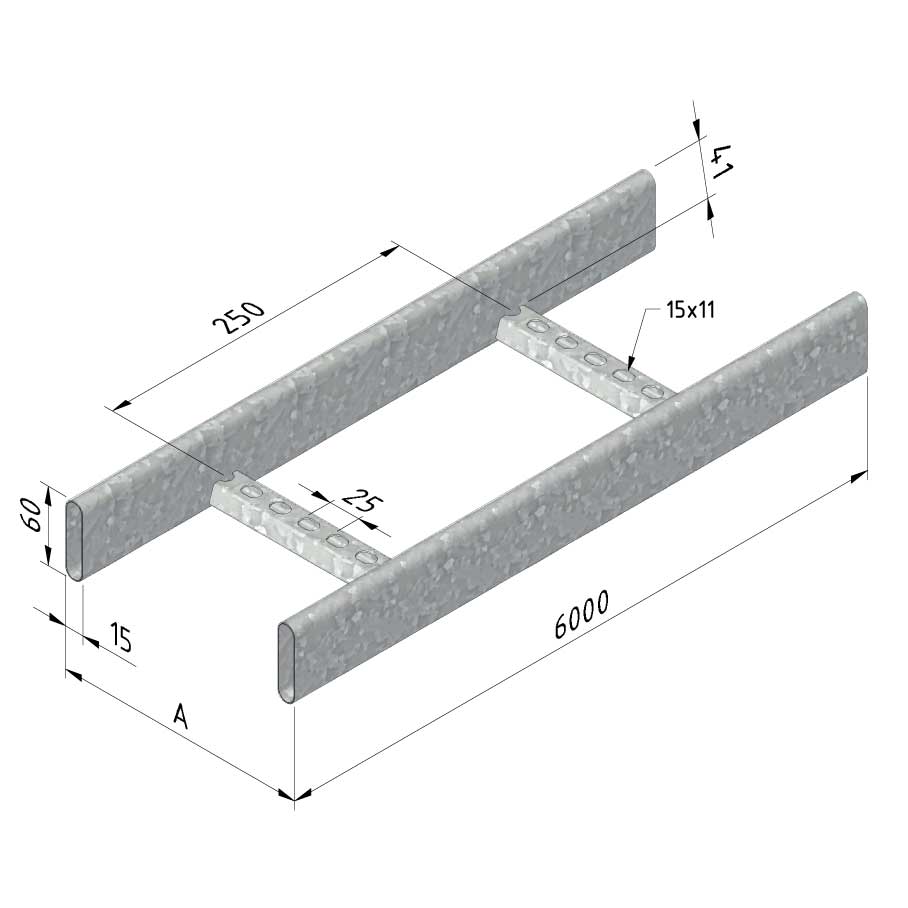
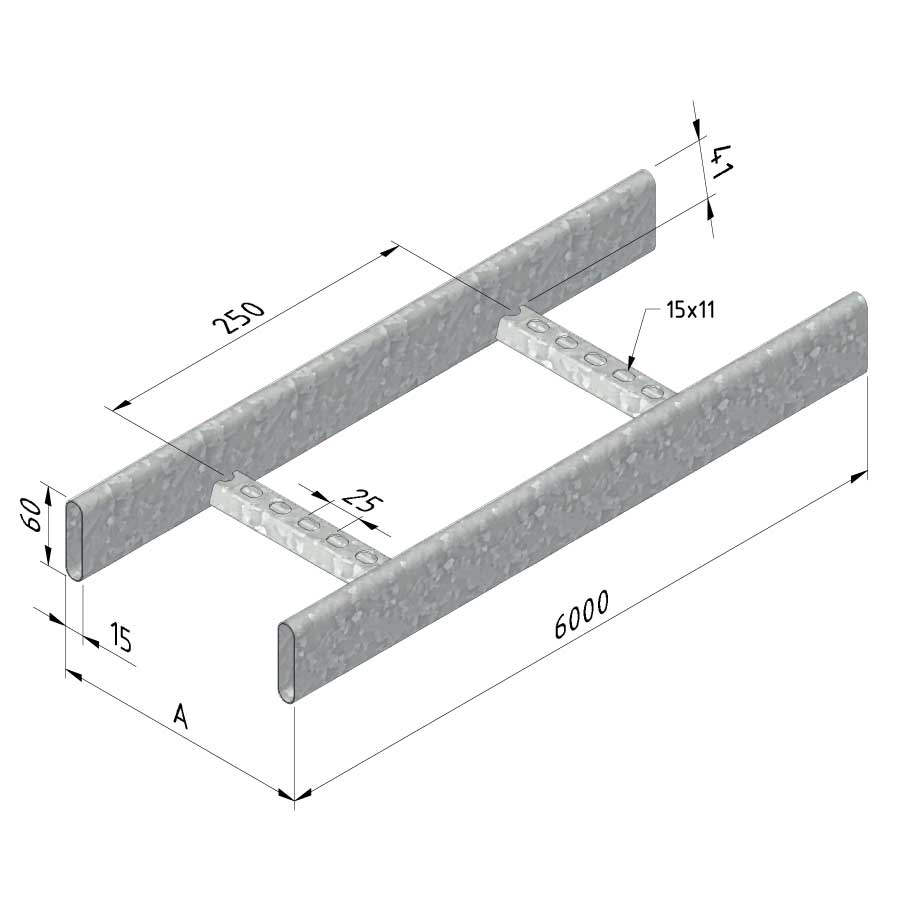
Cable Ladder CL60
CL60
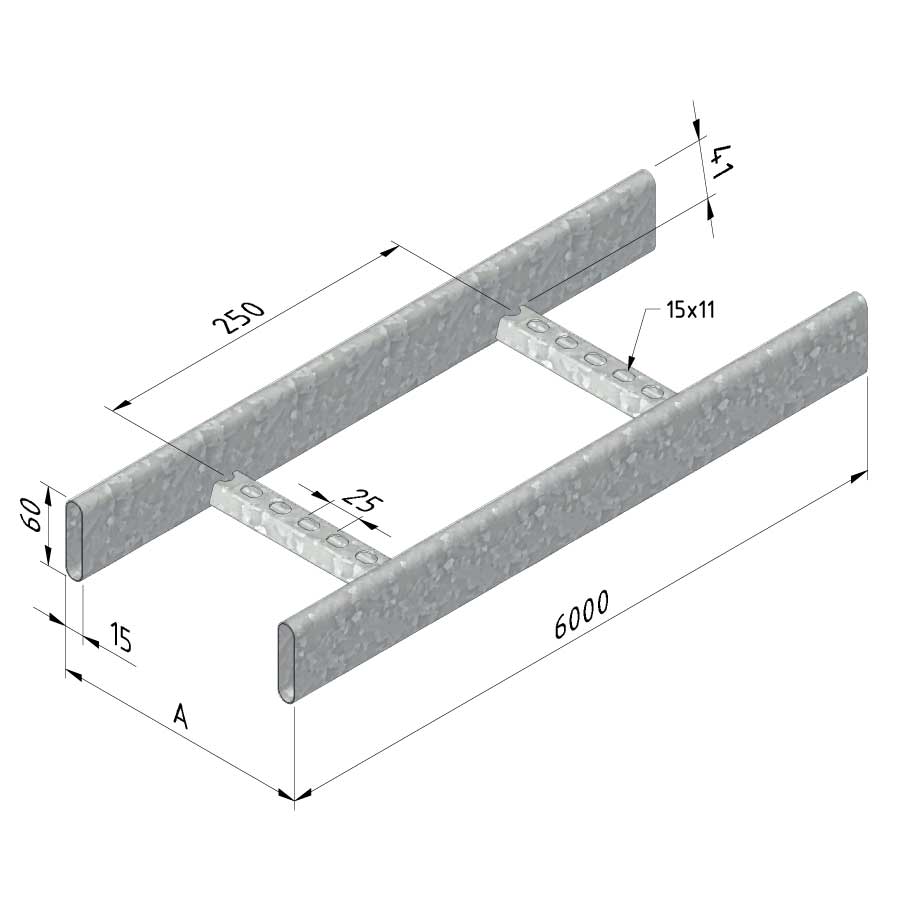
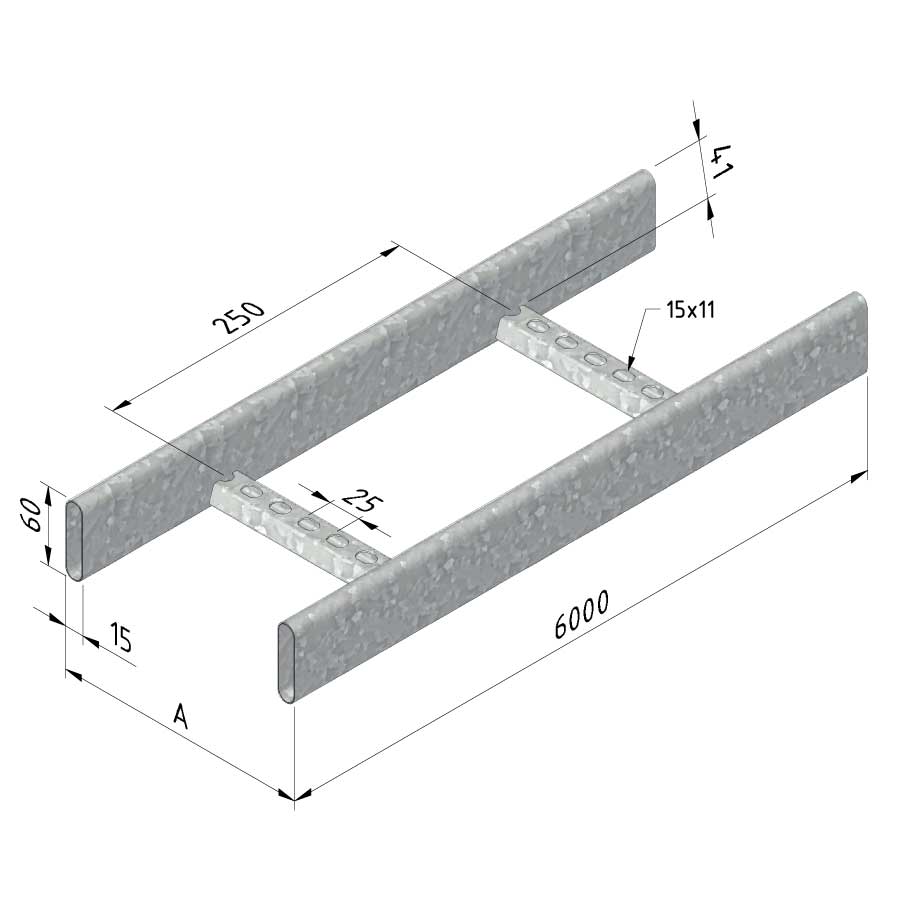
Cable Ladder CL60
CL60
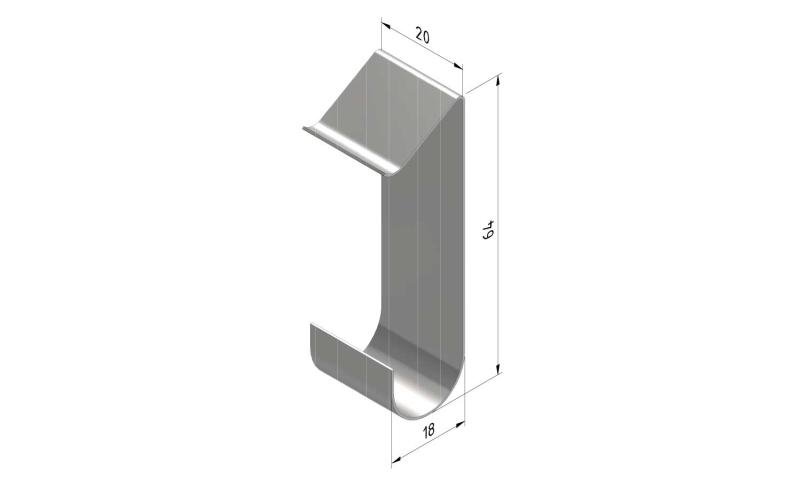
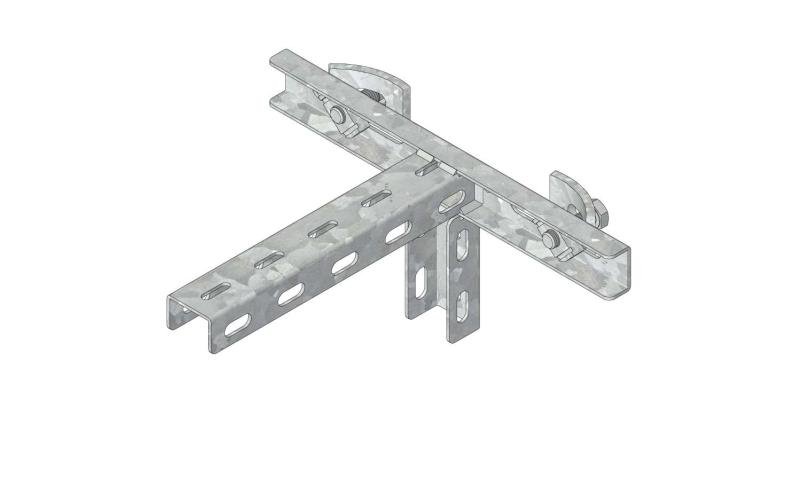
Connect with CL60-J
Coated finishing available on demand. RAL colour code to be confirmed on your order
| SKU | Article code | Finishing | Dimension A | Usable surface (cm²) | Packaging | |||
|---|---|---|---|---|---|---|---|---|
|
|
10041 |
CL60-200-6DG |
DG
|
200
|
68
|
6
|
Default
|
|
|
|
10042 |
CL60-300-6DG |
DG
|
300
|
108
|
6
|
Default
|
|
|
|
10043 |
CL60-400-6DG |
DG
|
400
|
148
|
6
|
Default
|
|
|
|
10044 |
CL60-500-6DG |
DG
|
500
|
188
|
6
|
Default
|
|
|
|
10045 |
CL60-600-6DG |
DG
|
600
|
228
|
6
|
Default
|
|
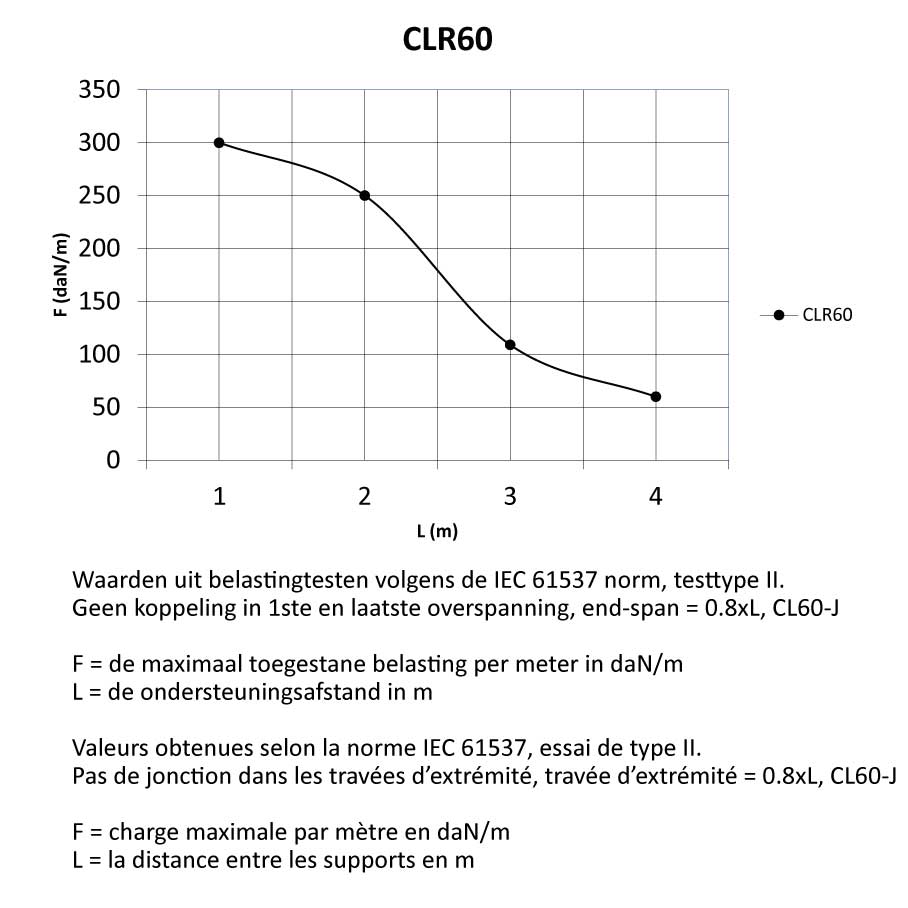
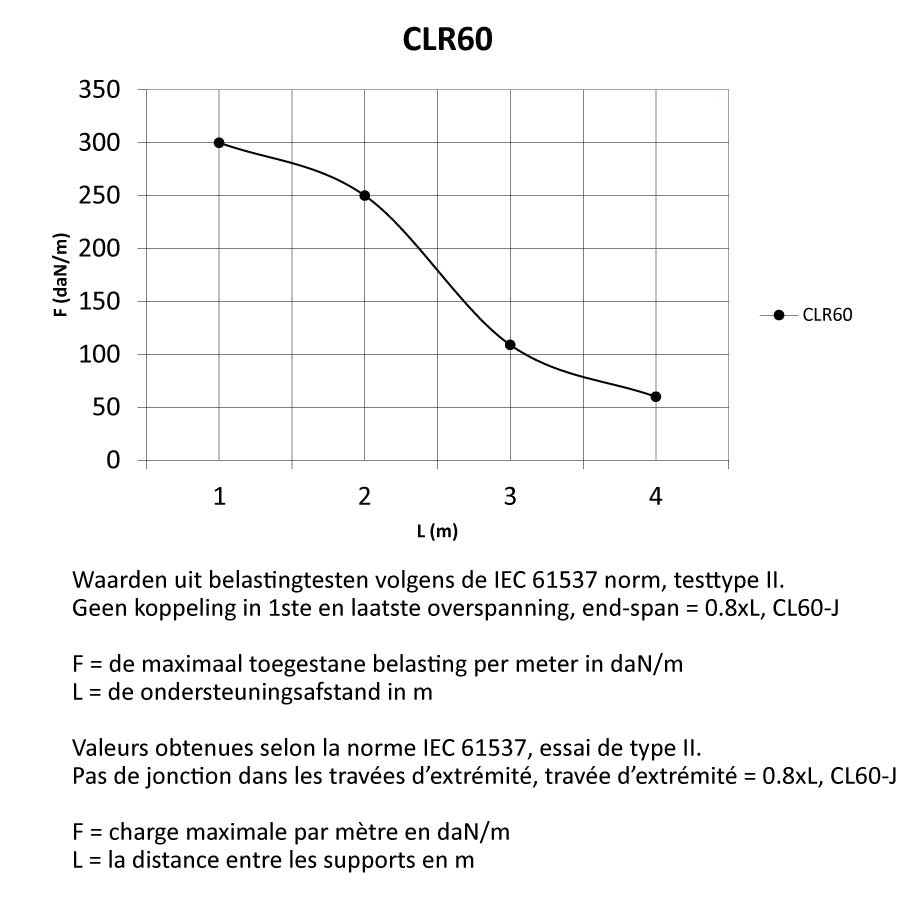





Load diagram