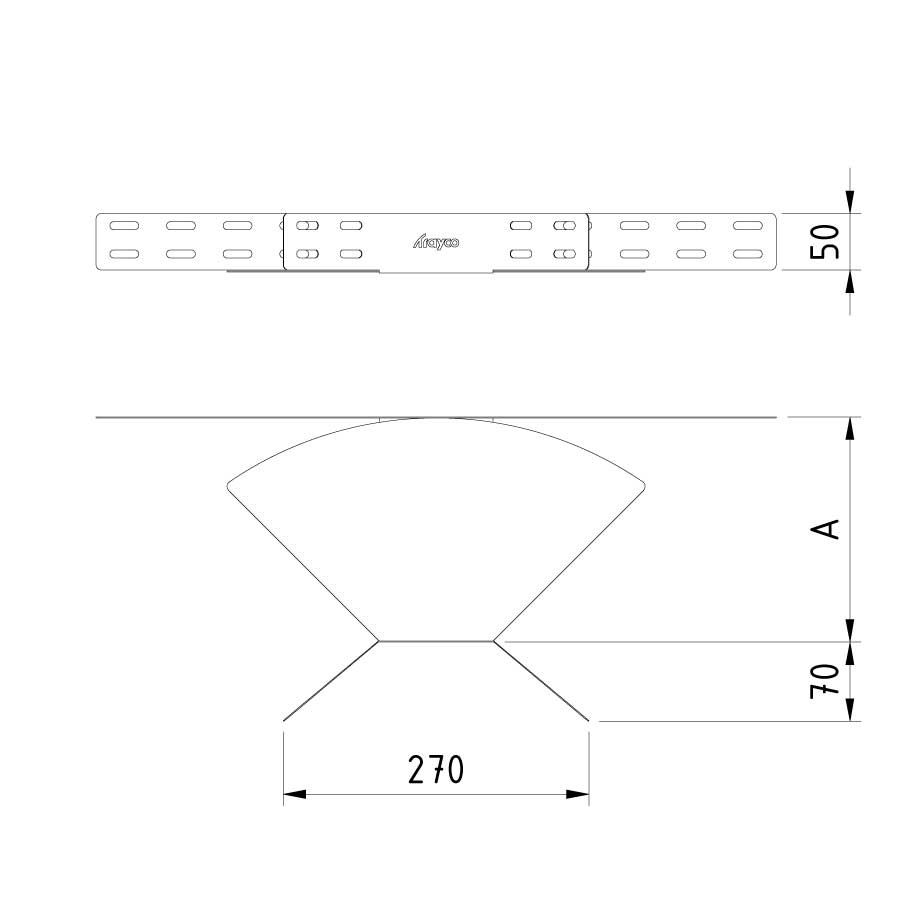
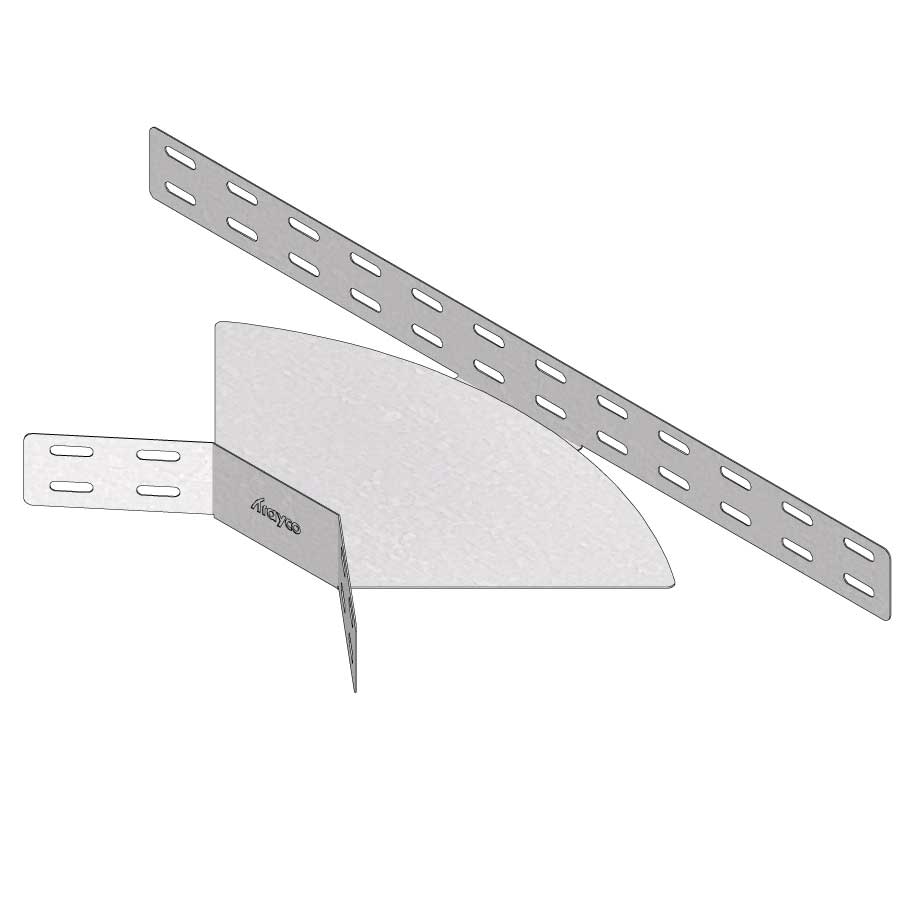
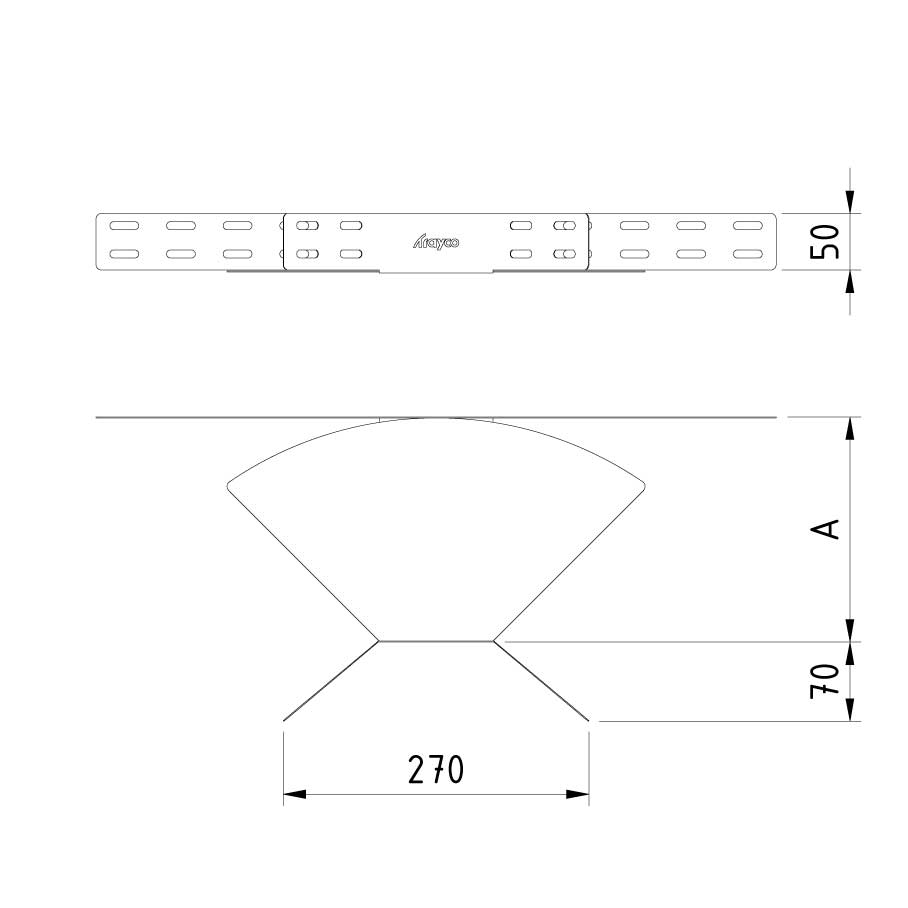
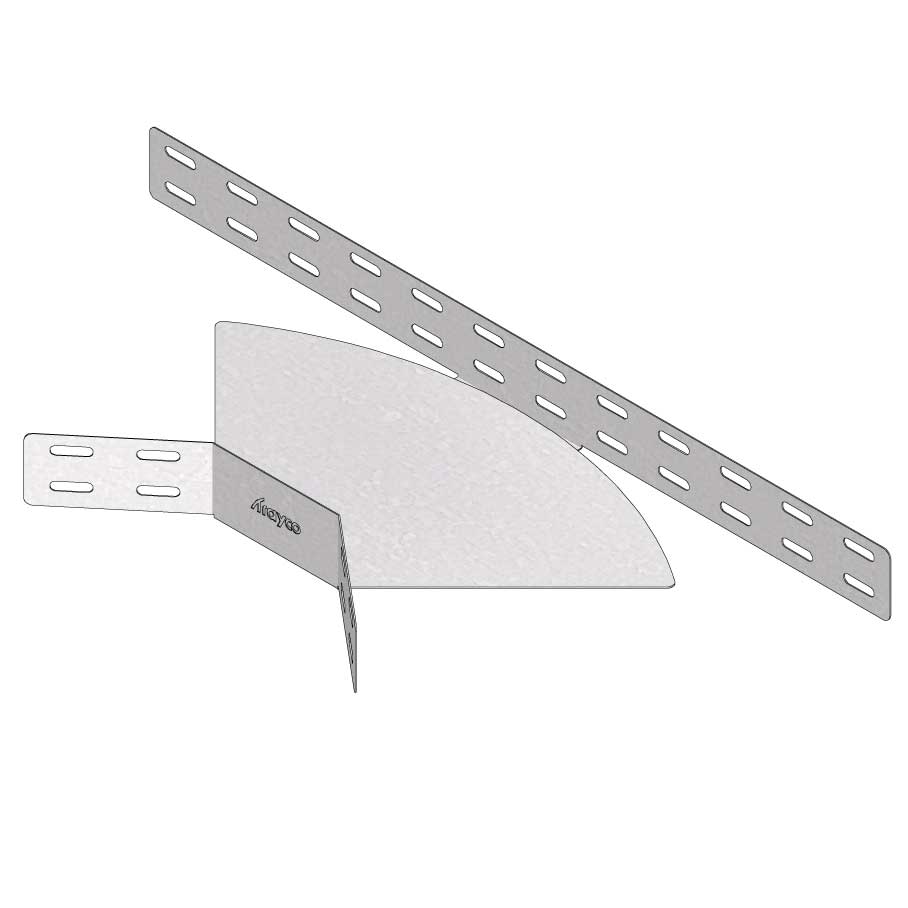
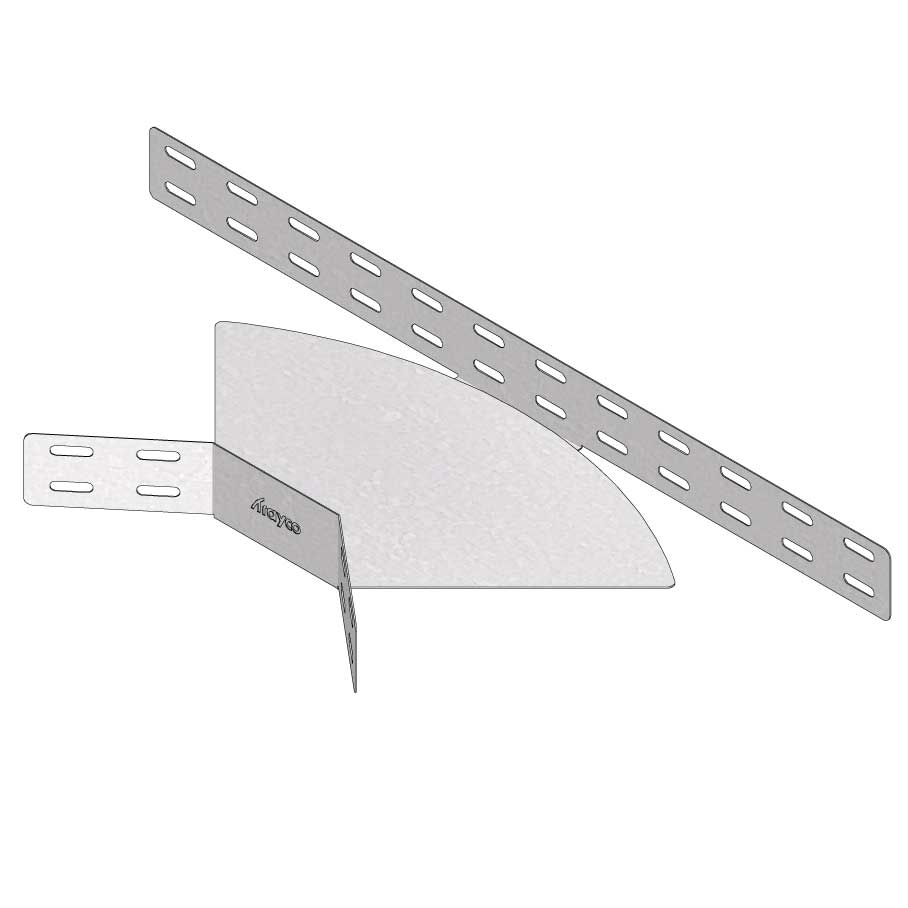
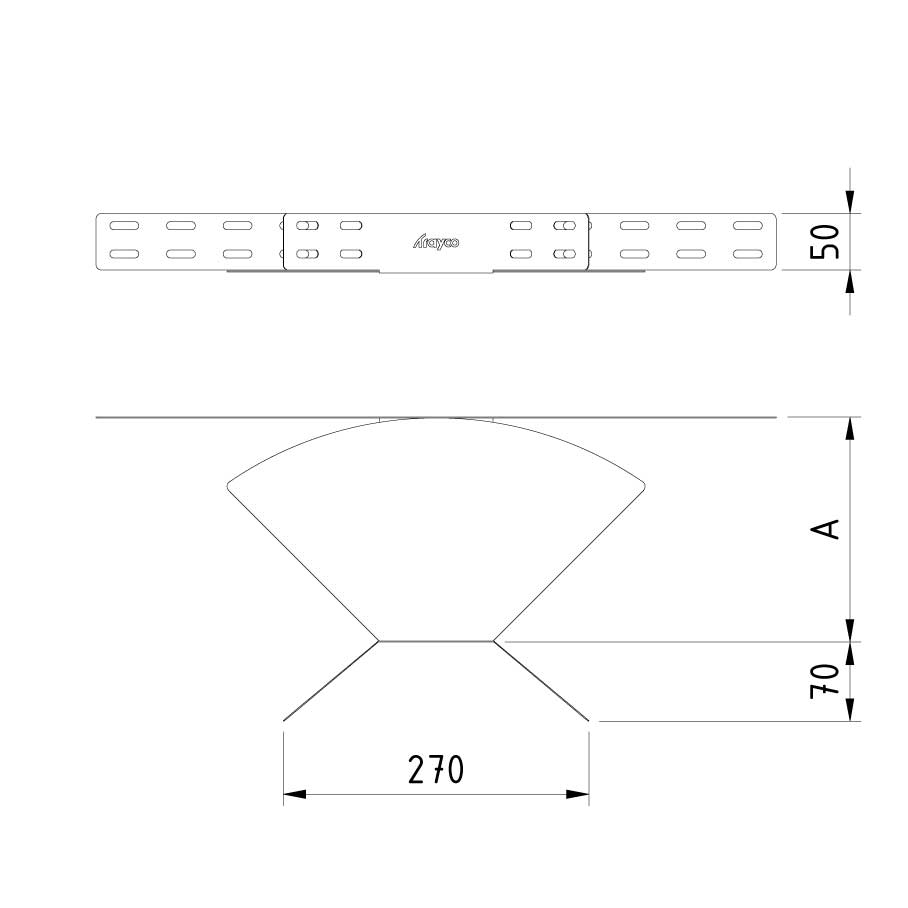
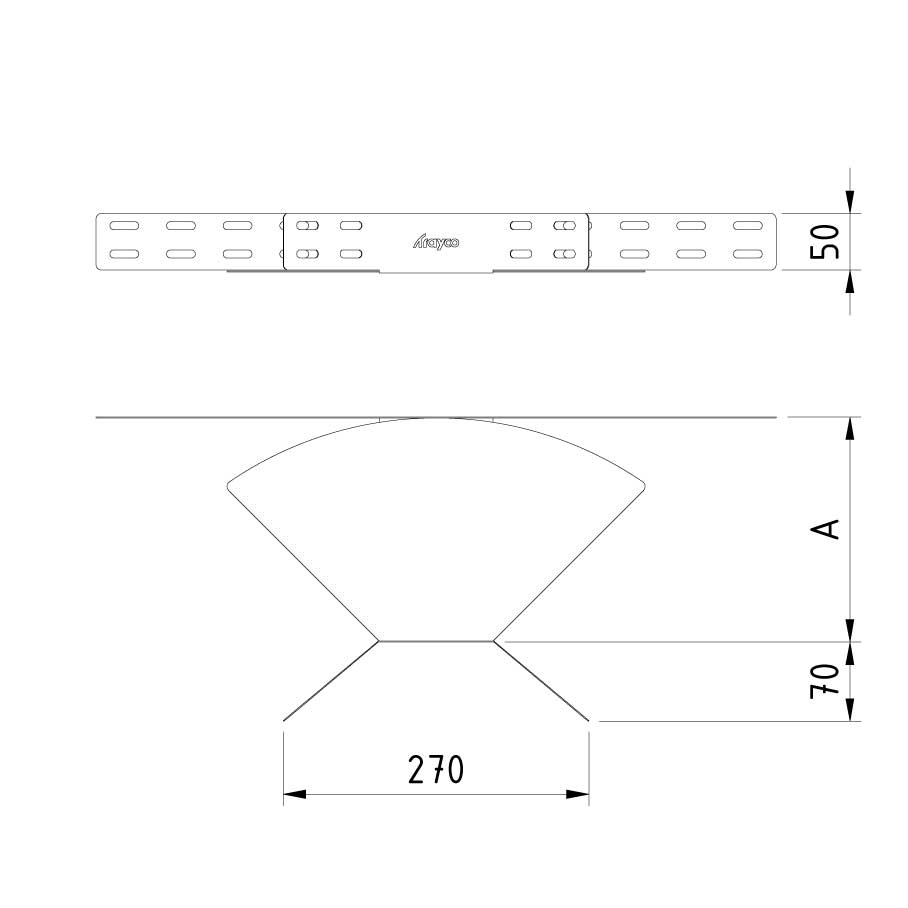
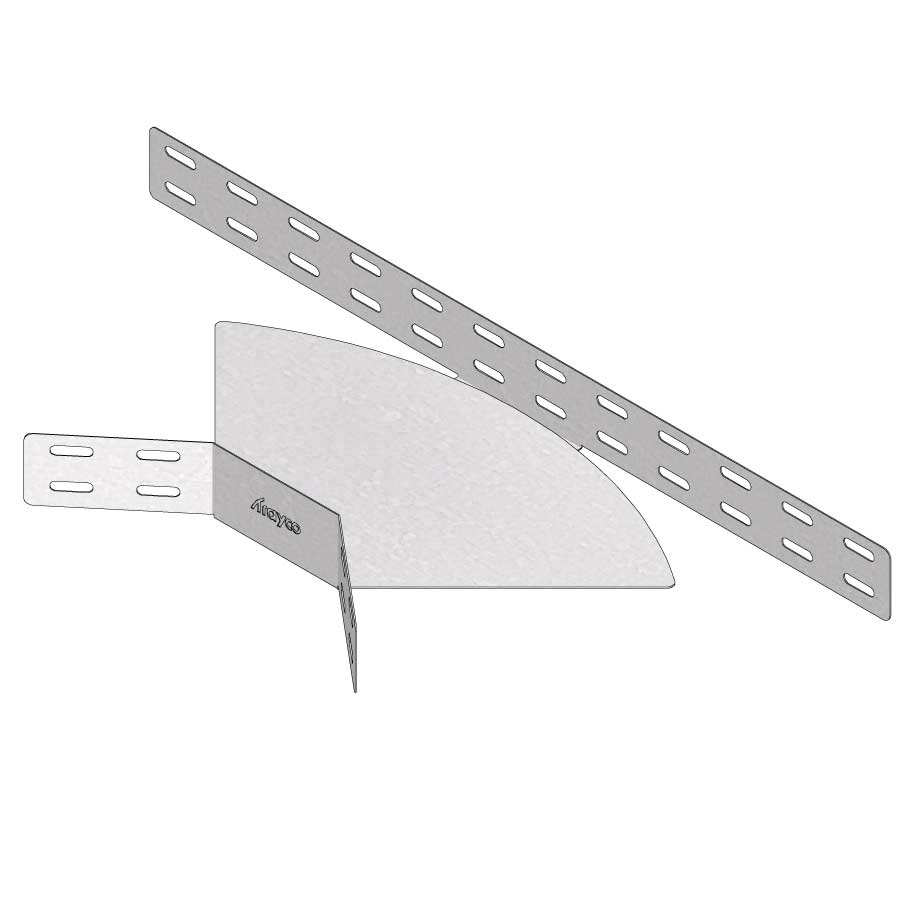
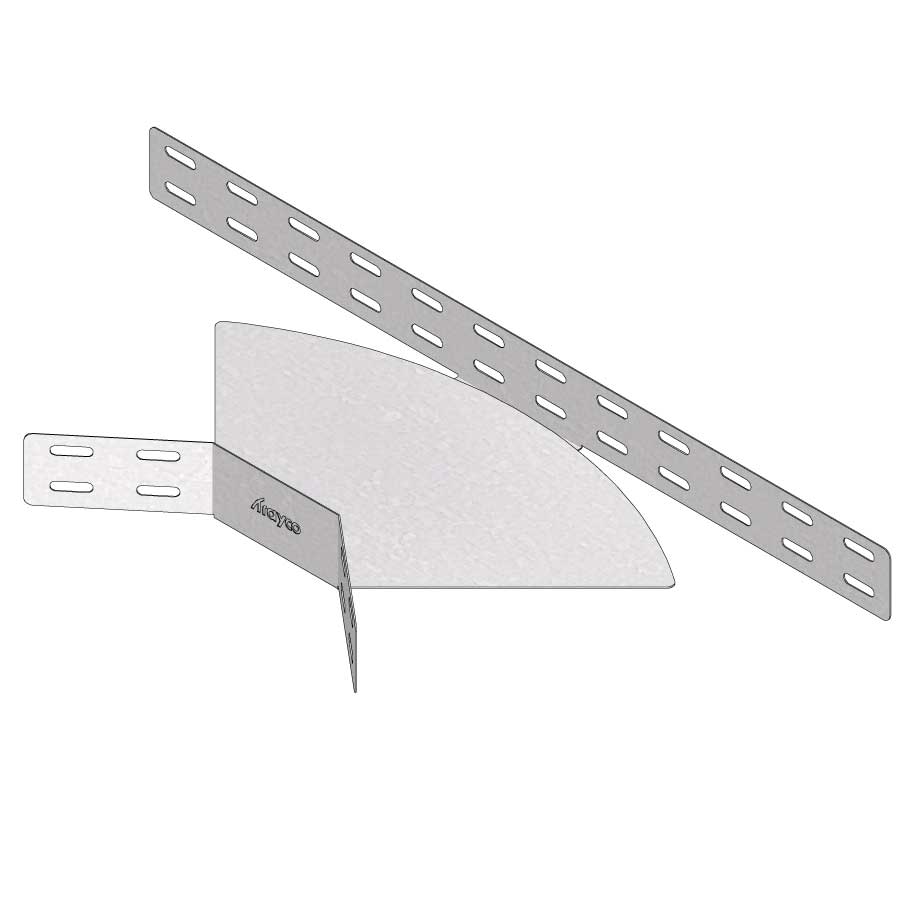
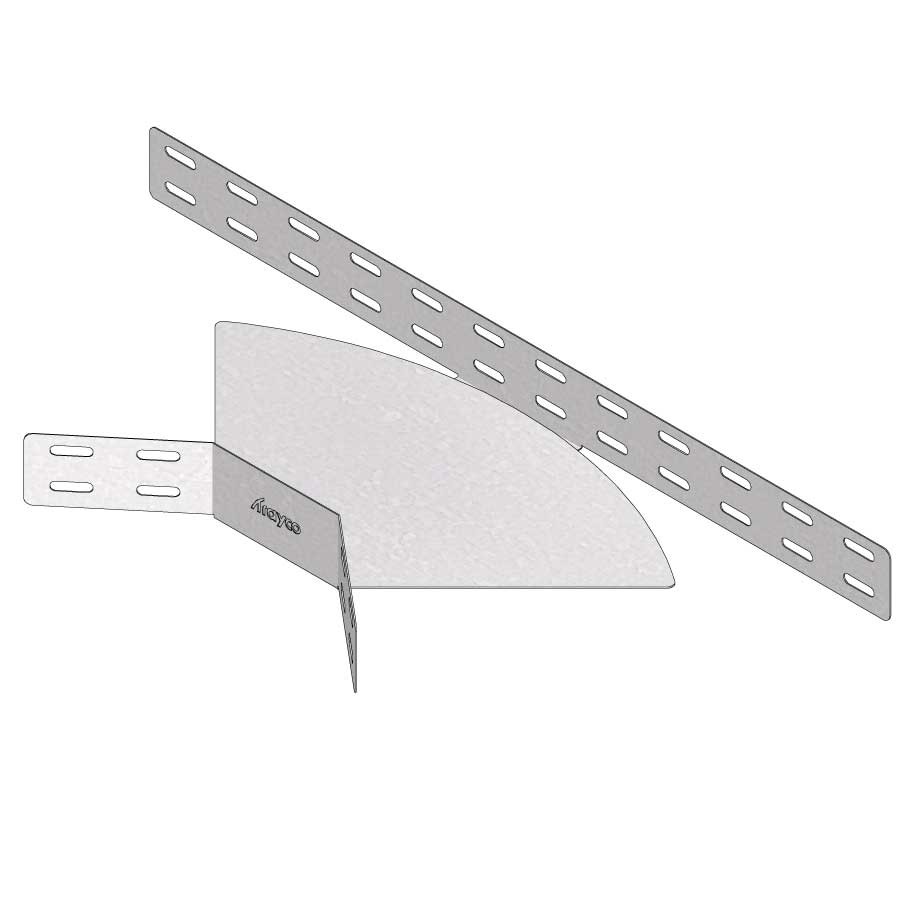
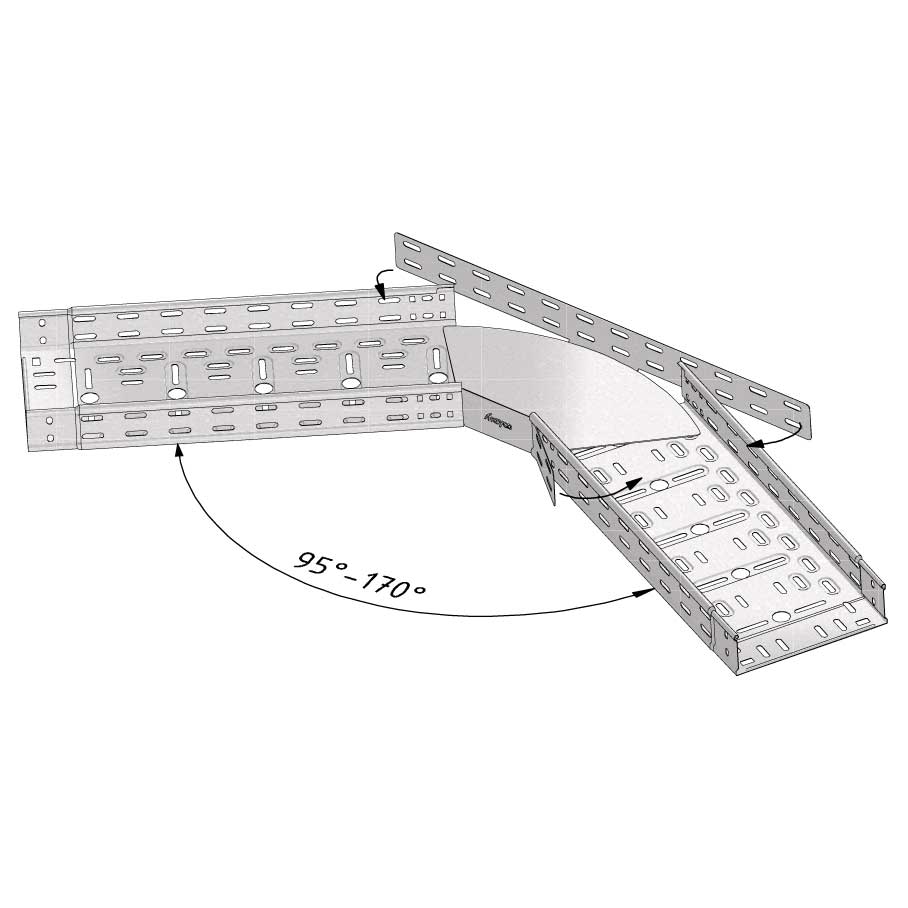
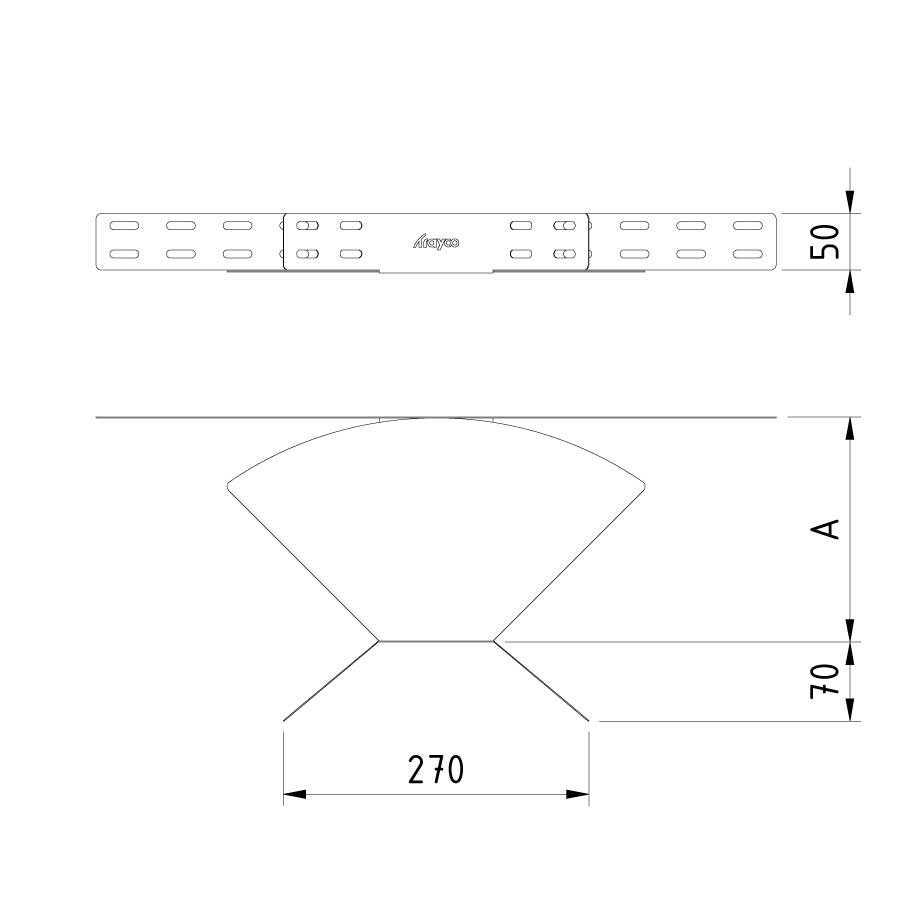
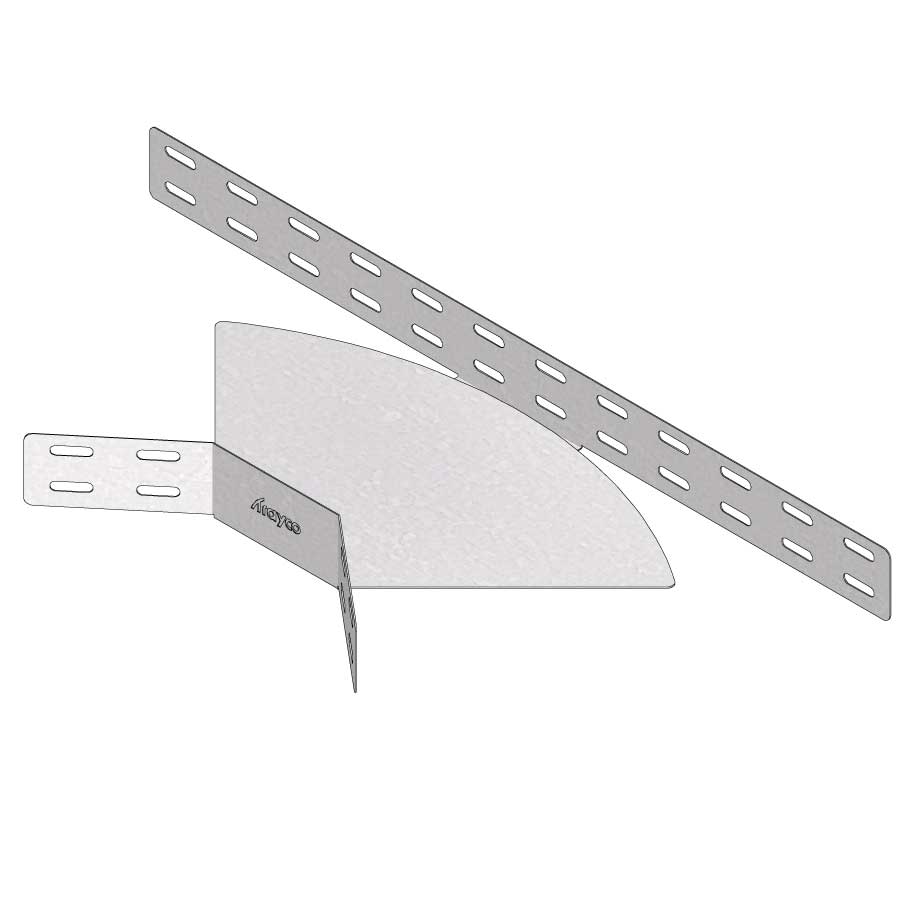
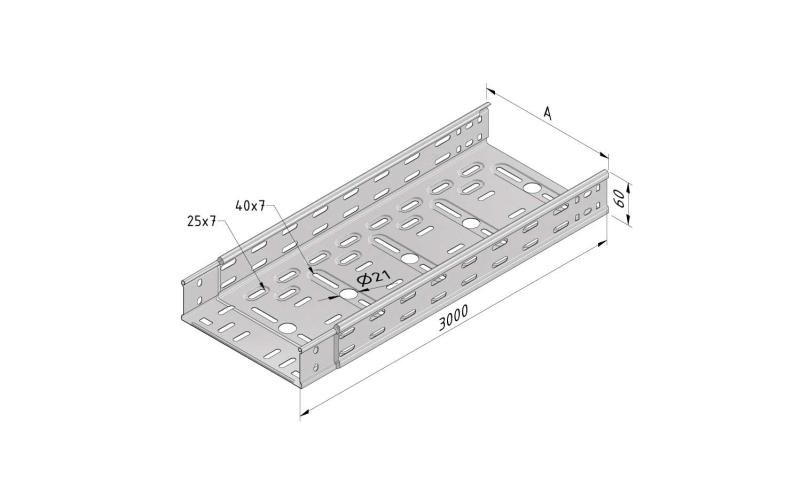
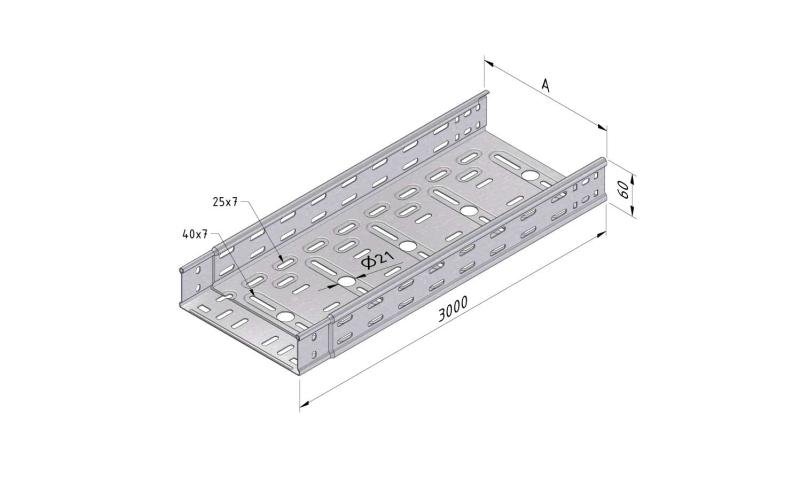
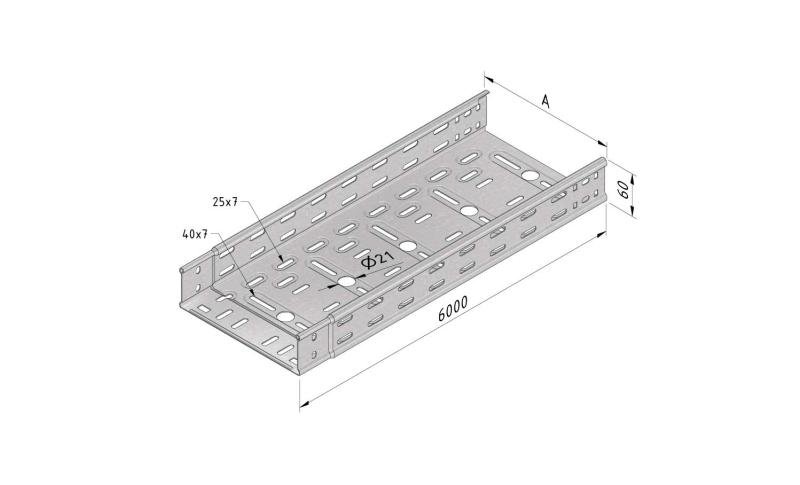
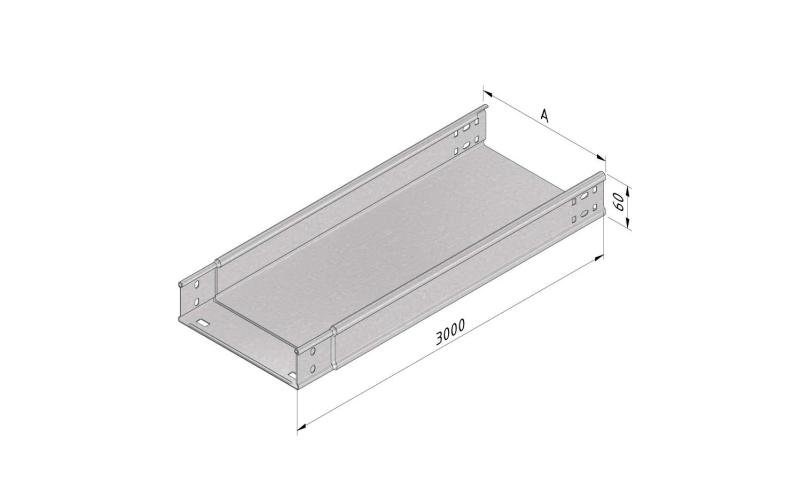
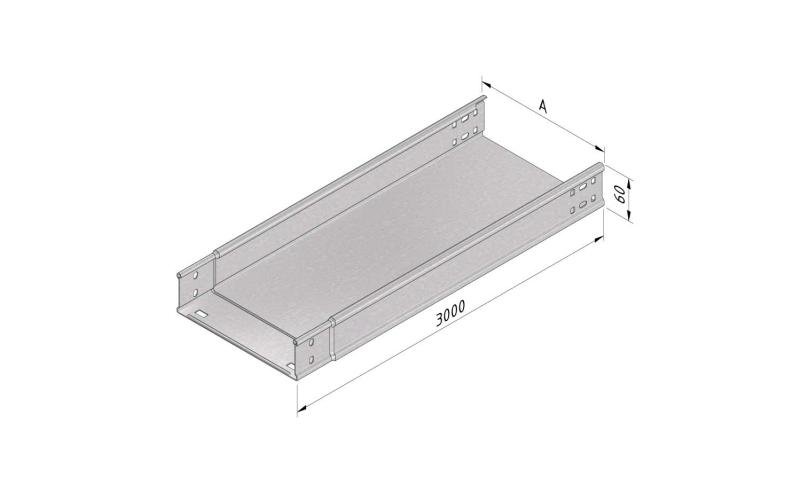
Winkelverstellbares Formstück
CT-AB


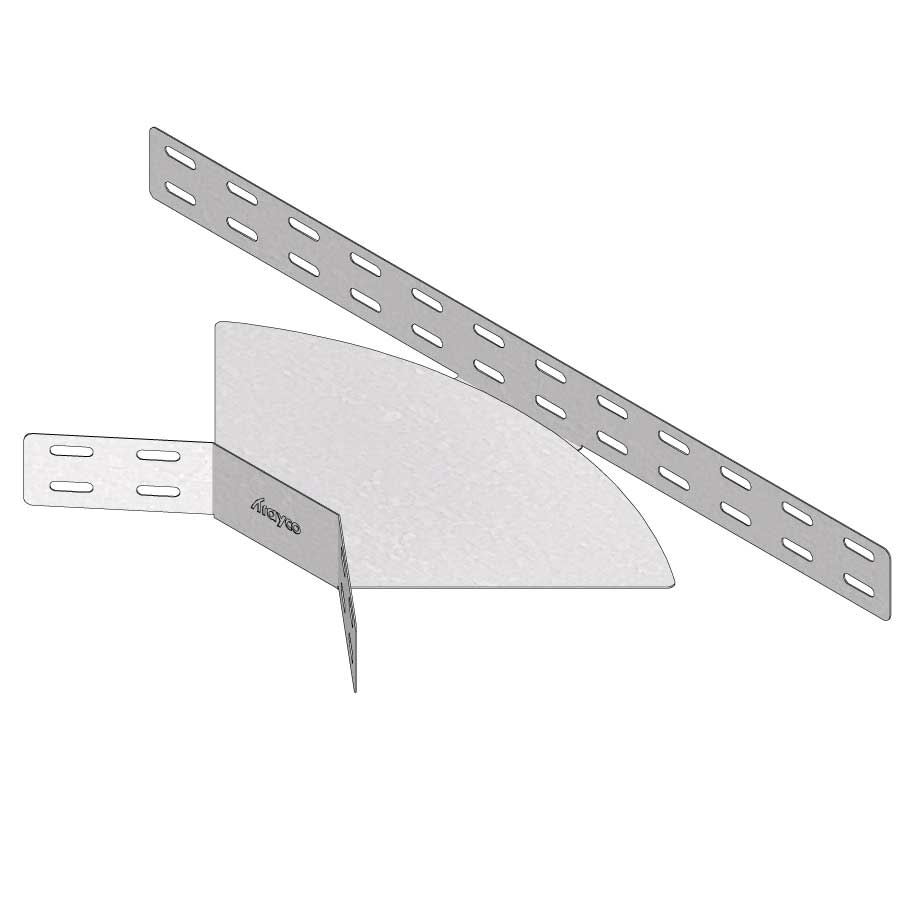

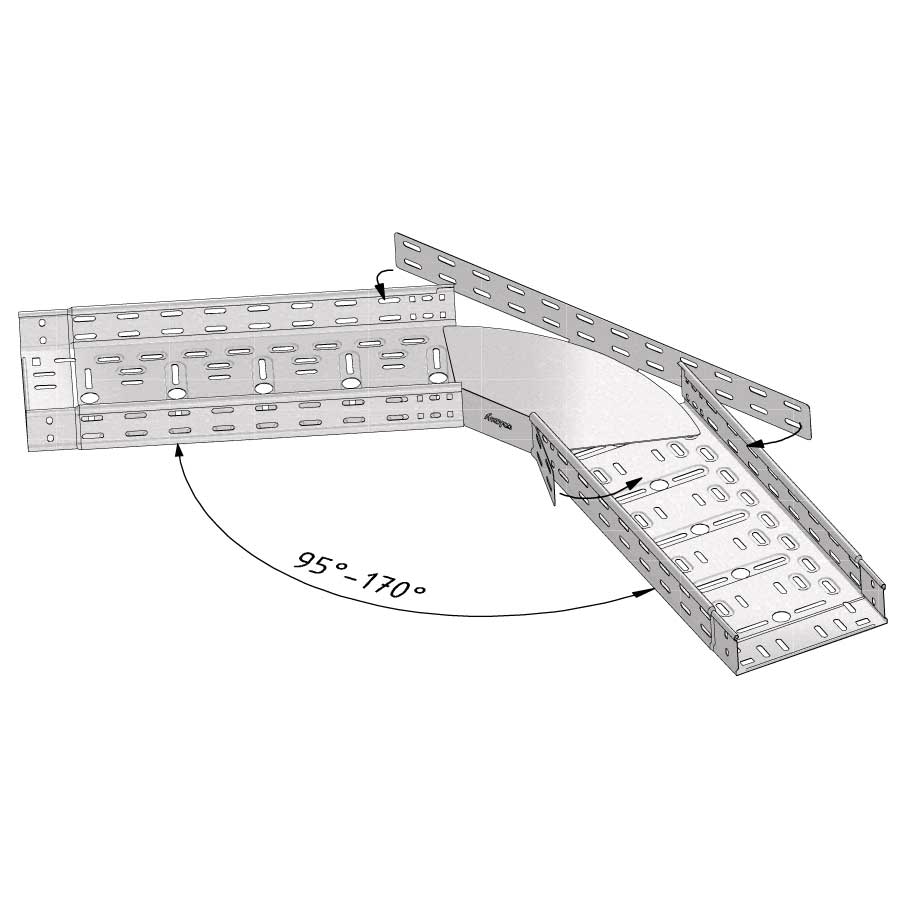
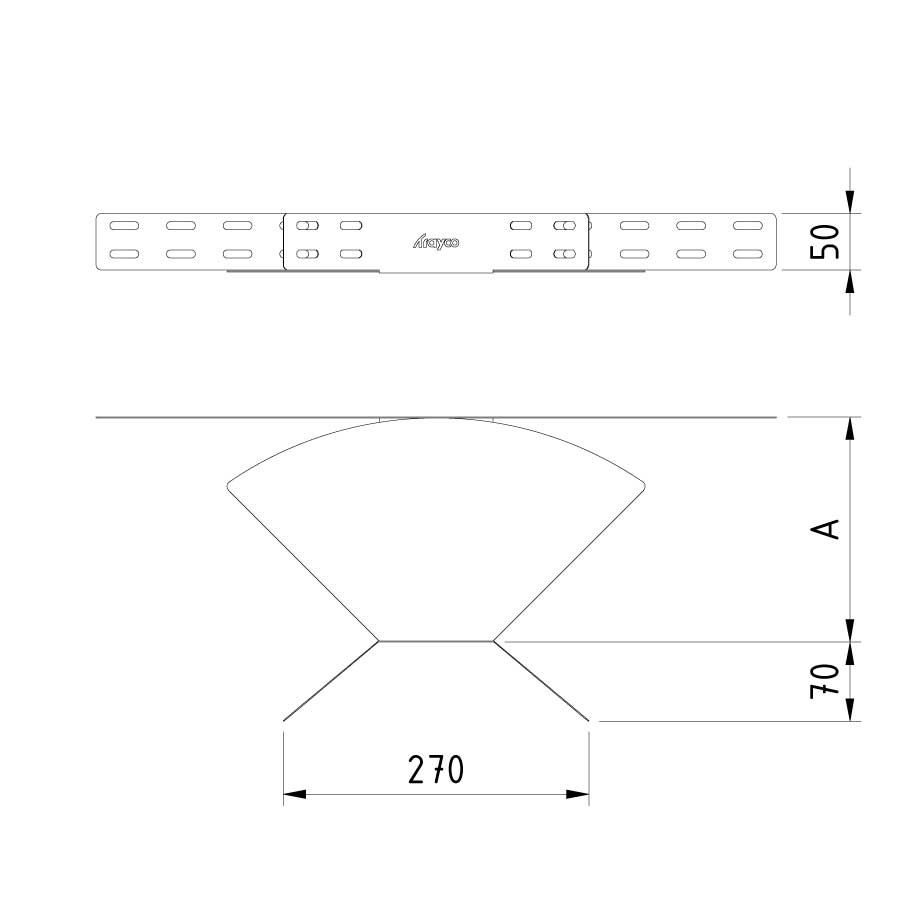
Winkelverstellbares Formstück
CT-AB
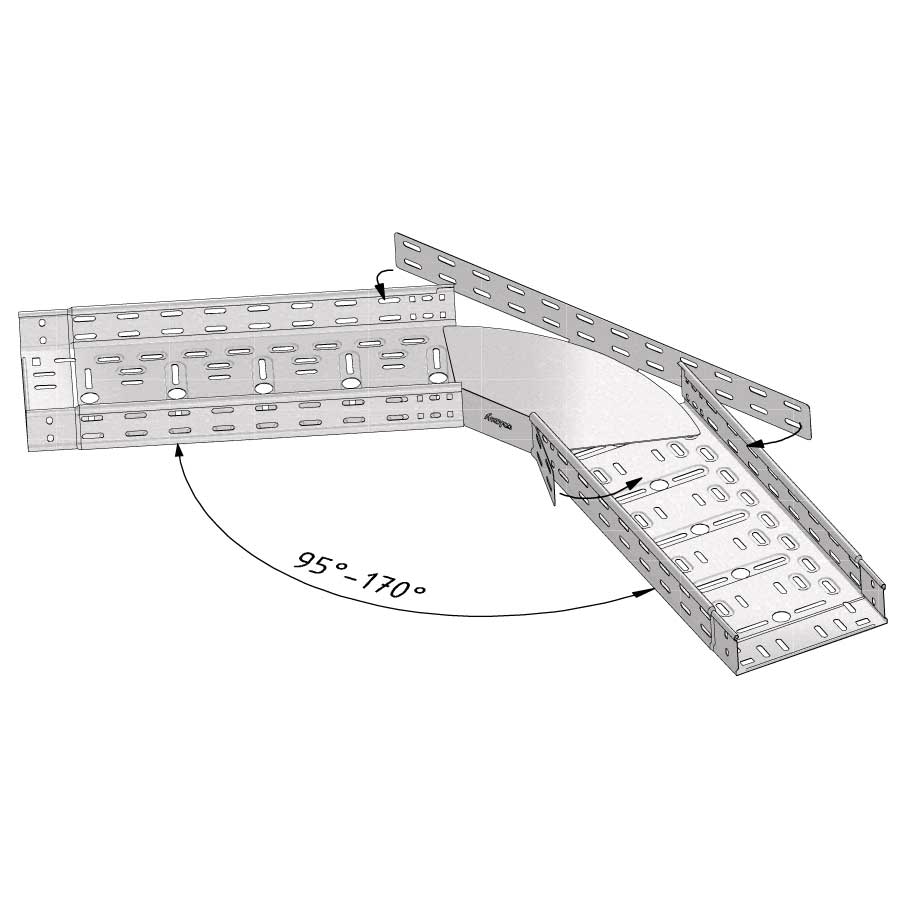
Verbinden mit BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
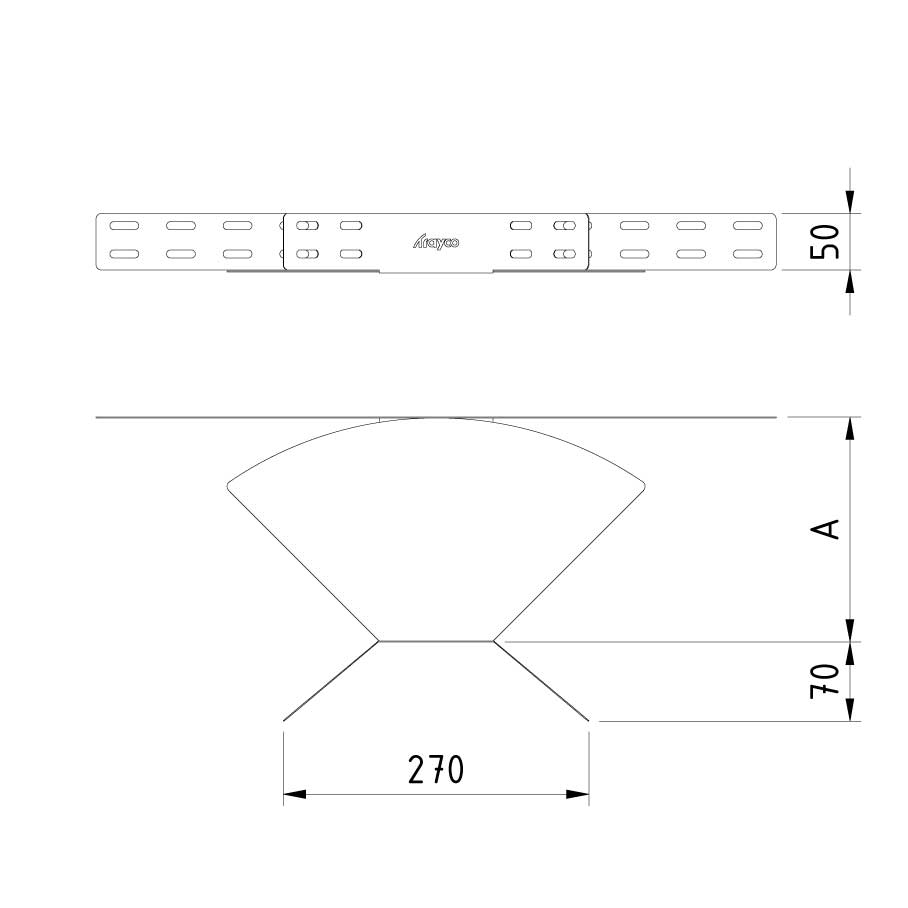
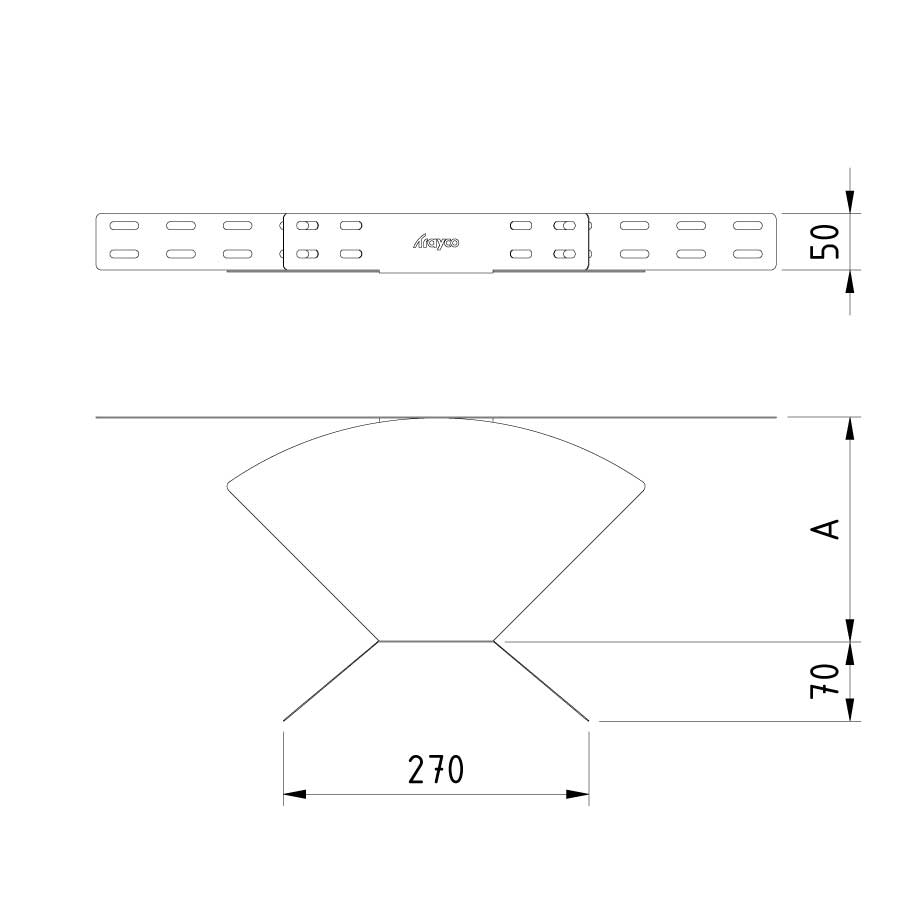
| SKU | Artikelcode | Ausführung | maß A | Verpackung | |||
|---|---|---|---|---|---|---|---|
|
|
14721 |
CT60-AB-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
13024 |
CT60-AB-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
12436 |
CT60-AB-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
12437 |
CT60-AB-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
12438 |
CT60-AB-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
12340 |
CT60-AB-500-PG |
PG
|
500
|
1
|
Standard
|
|
|
|
13963 |
CT60-AB-600-PG |
PG
|
600
|
1
|
Standard
|
|
|
|
16317 |
CT60-AB-100-DG |
DG
|
100
|
1
|
|
|
|
|
13028 |
CT60-AB-150-DG |
DG
|
150
|
1
|
|
|
|
|
12439 |
CT60-AB-200-DG |
DG
|
200
|
1
|
|
|
|
|
12440 |
CT60-AB-300-DG |
DG
|
300
|
1
|
|
|
|
|
12441 |
CT60-AB-400-DG |
DG
|
400
|
1
|
|
|
|
|
16319 |
CT60-AB-500-DG |
DG
|
500
|
1
|
|
|
|
|
16320 |
CT60-AB-600-DG |
DG
|
600
|
1
|
|
|




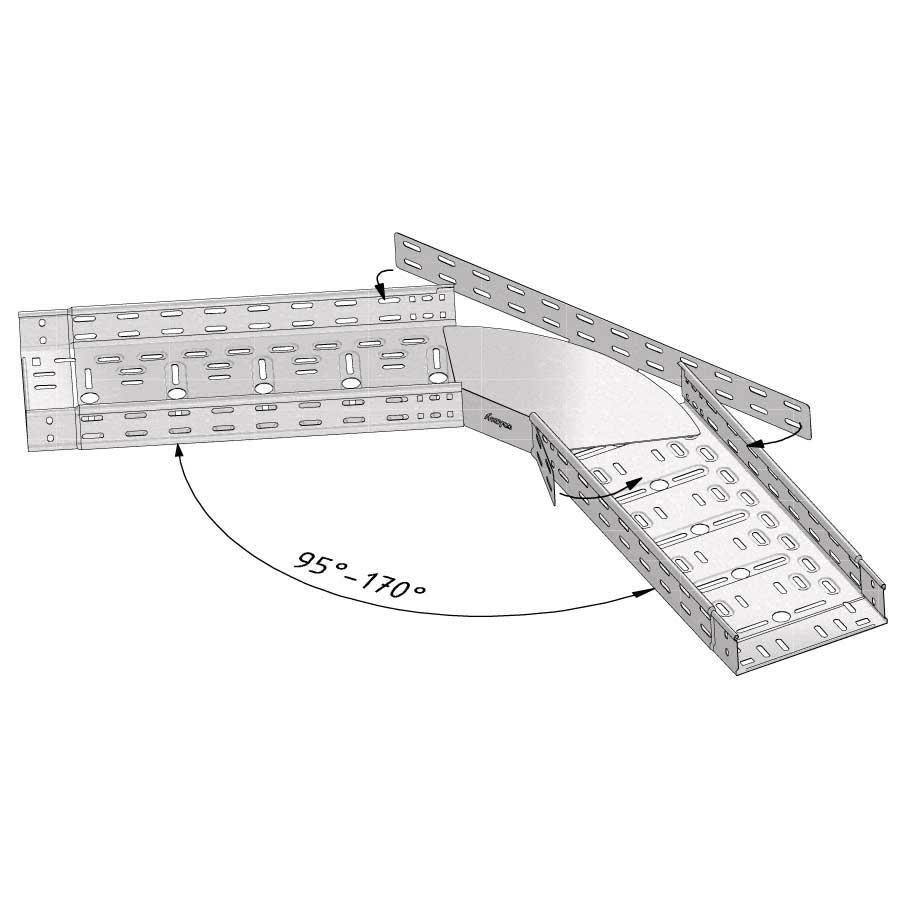

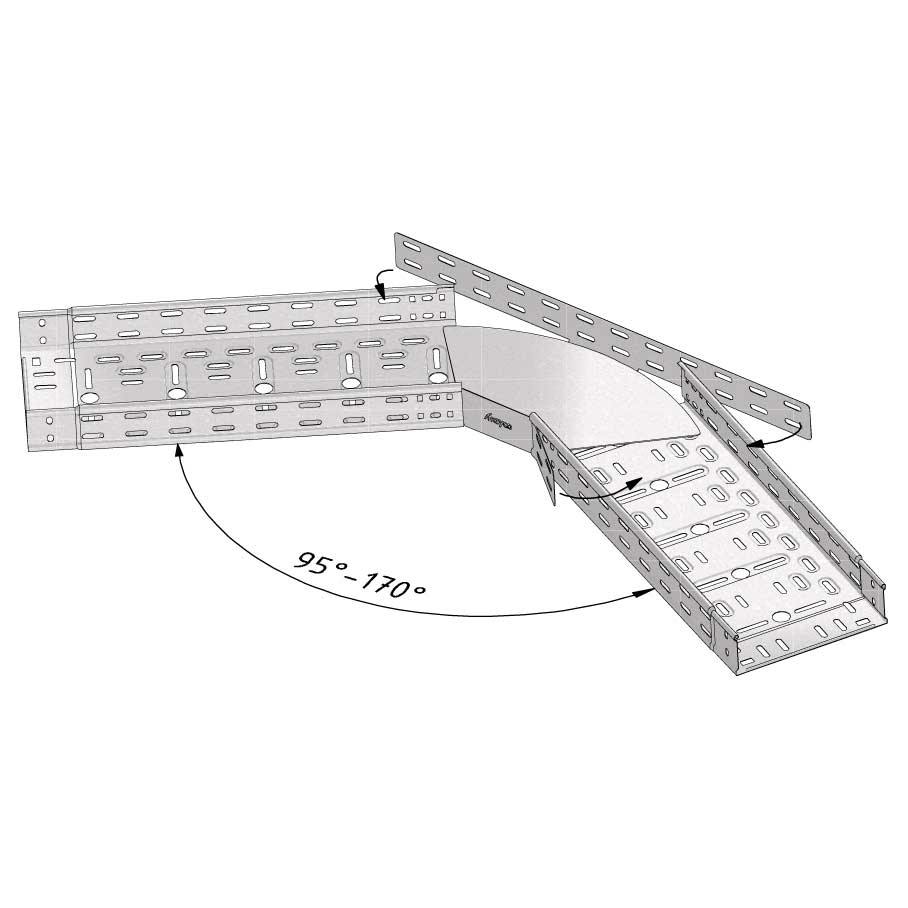















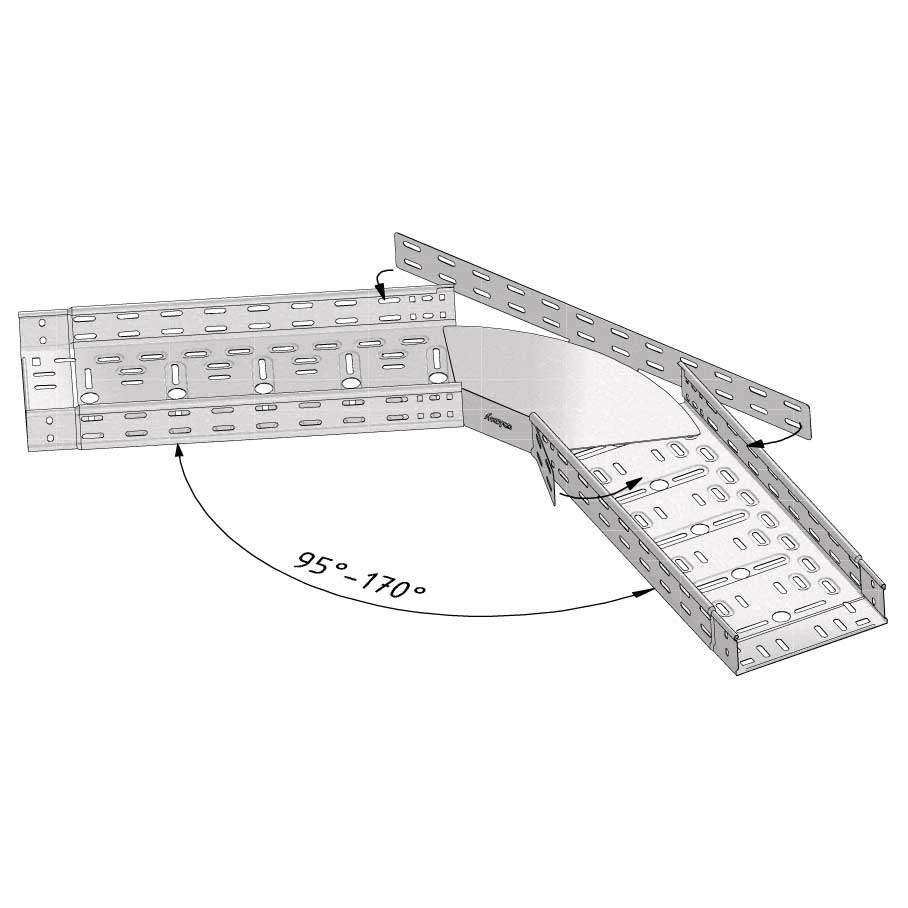













Montage

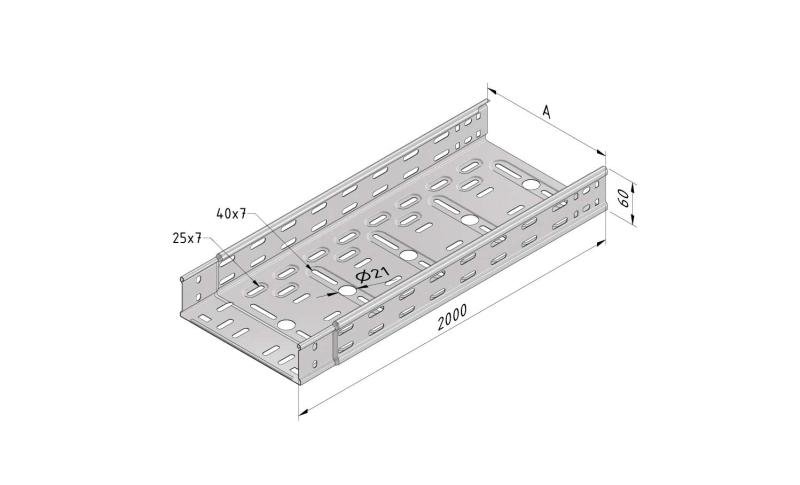

{kind=link}