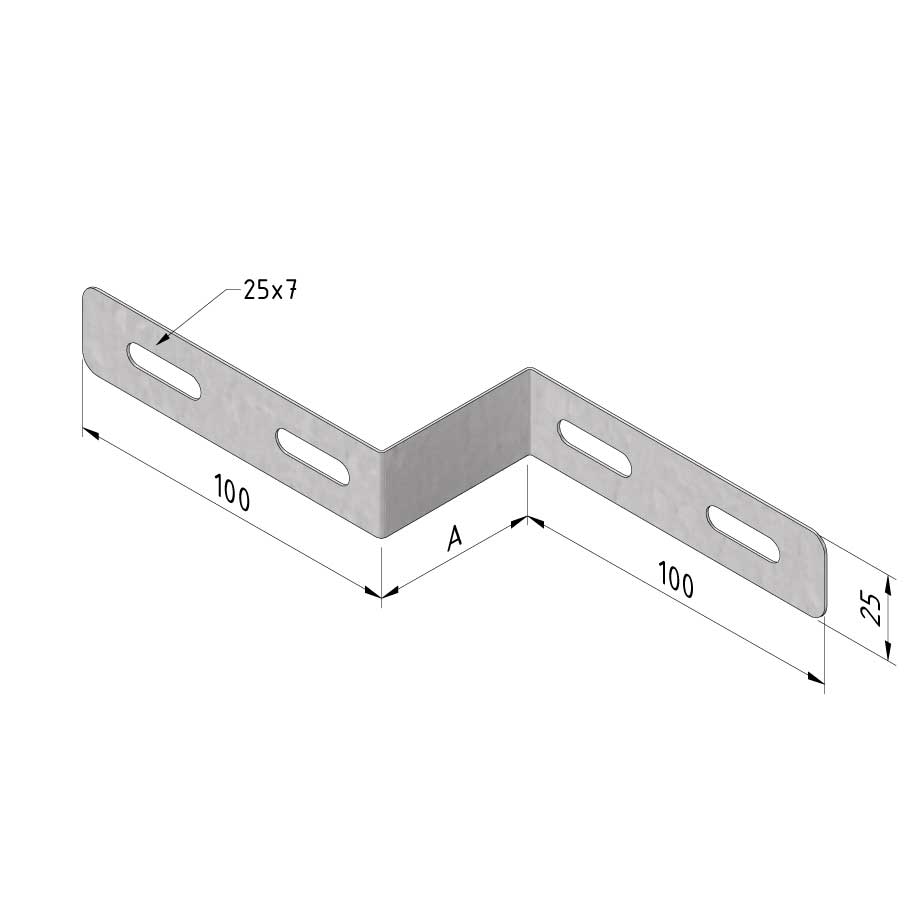
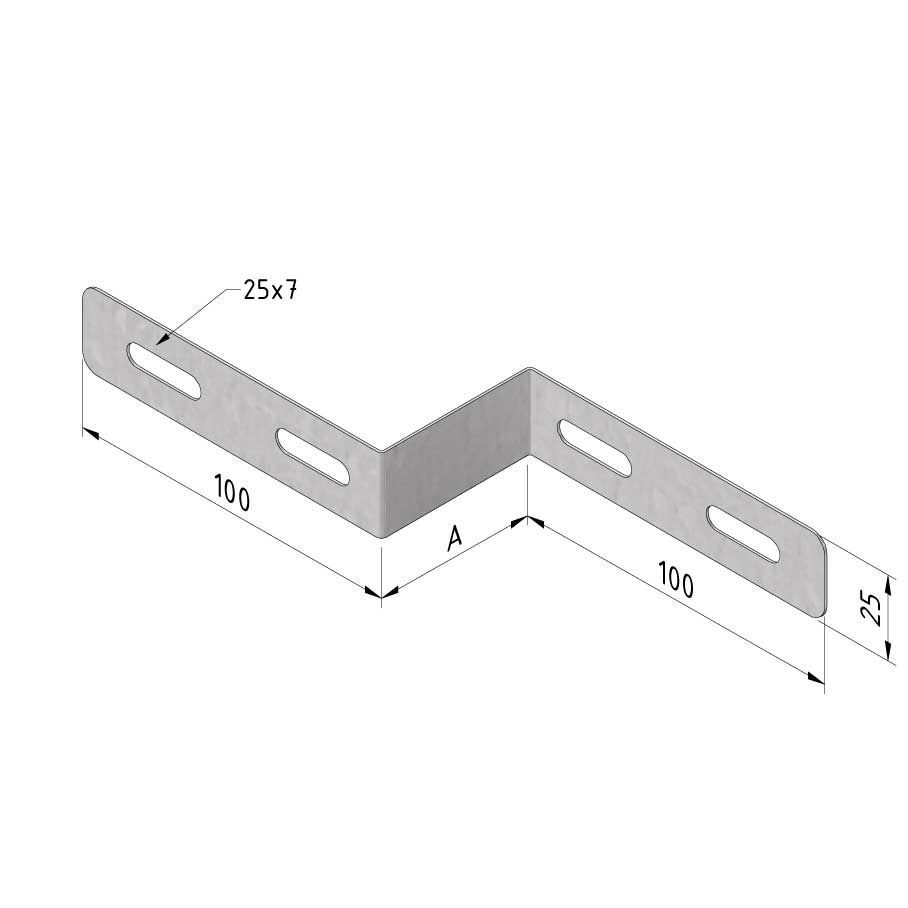
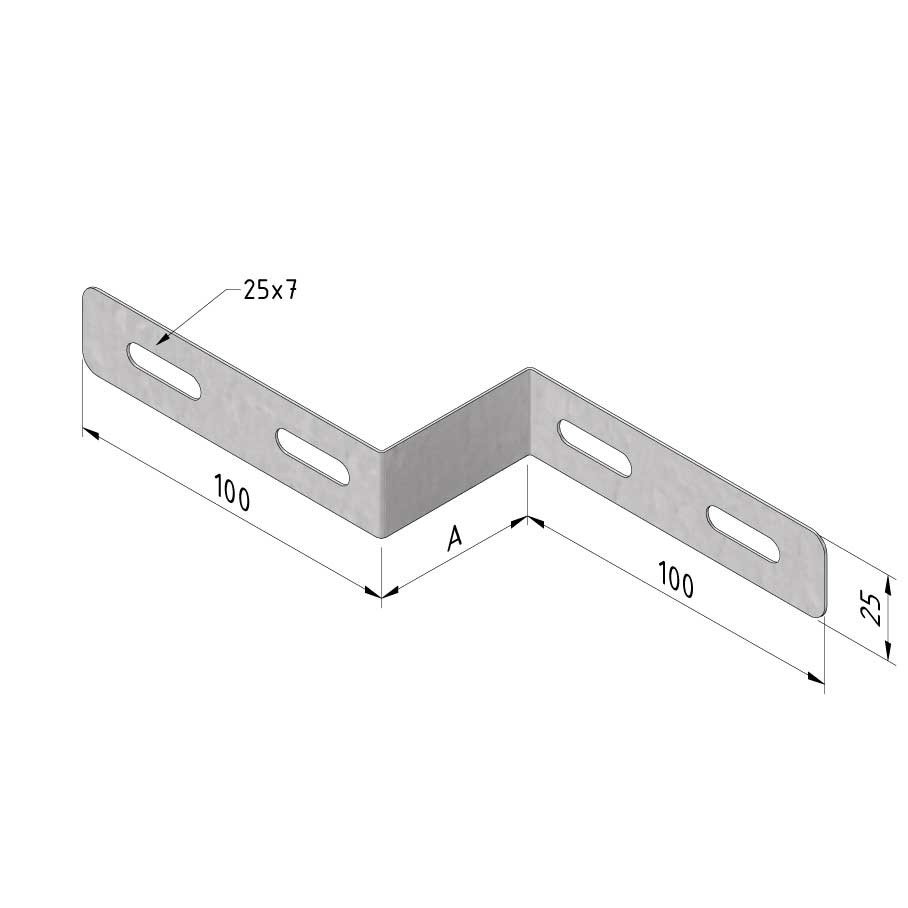
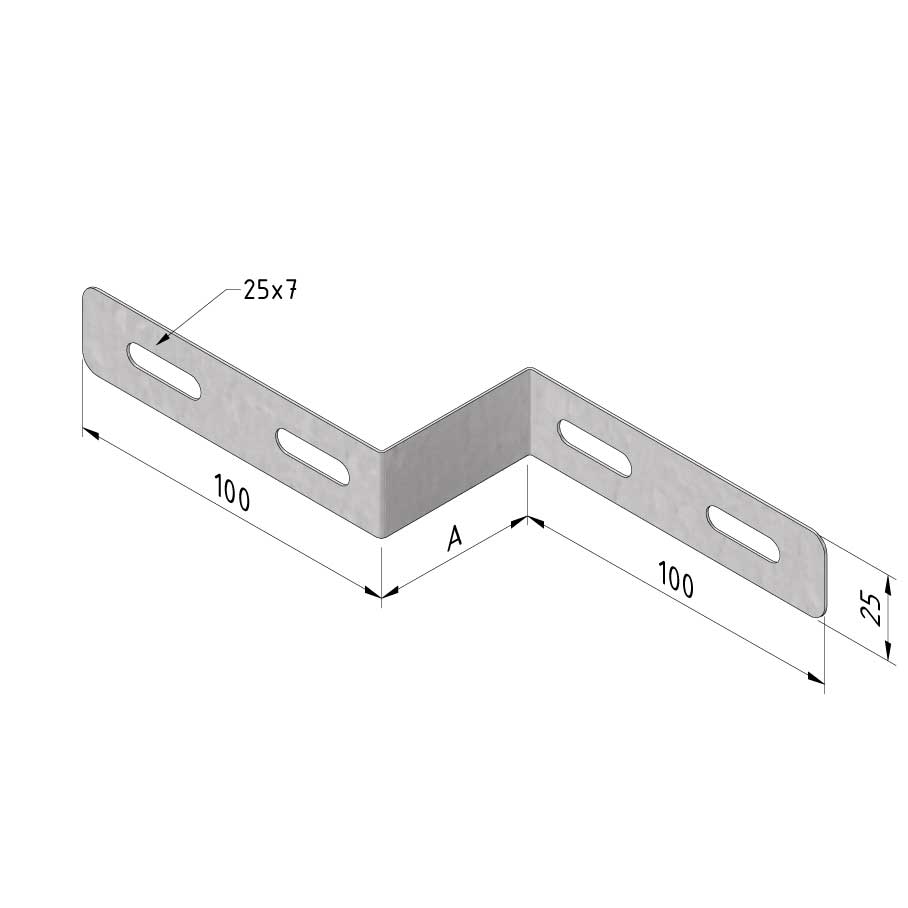
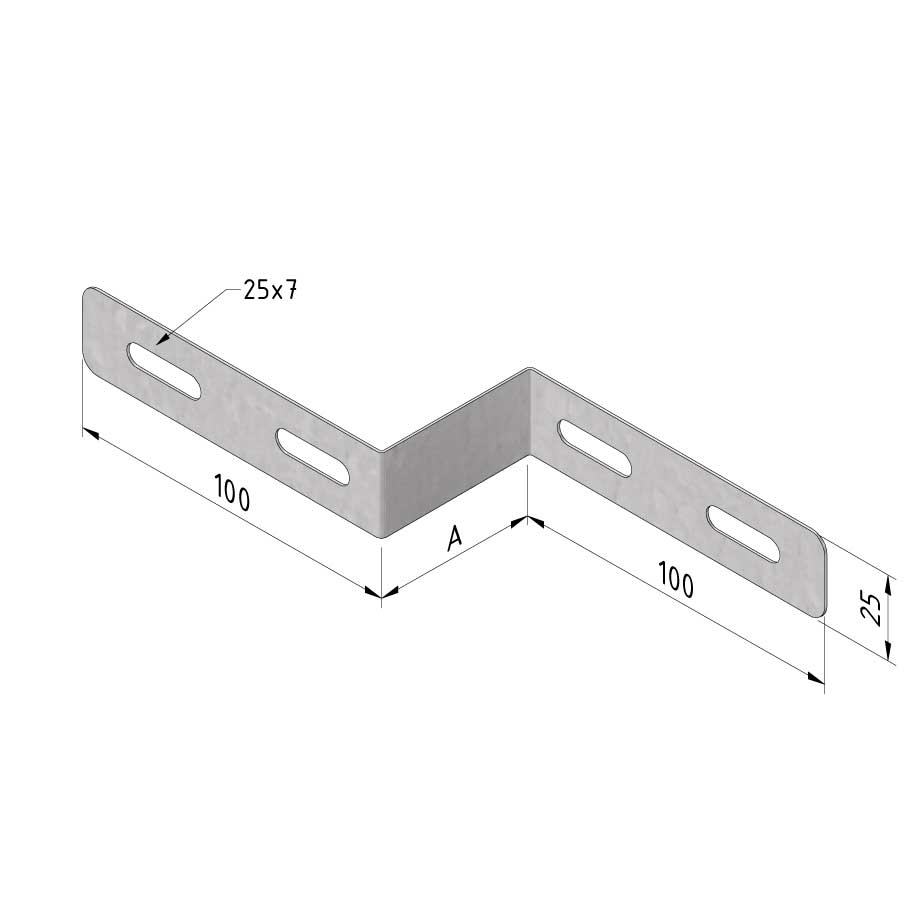
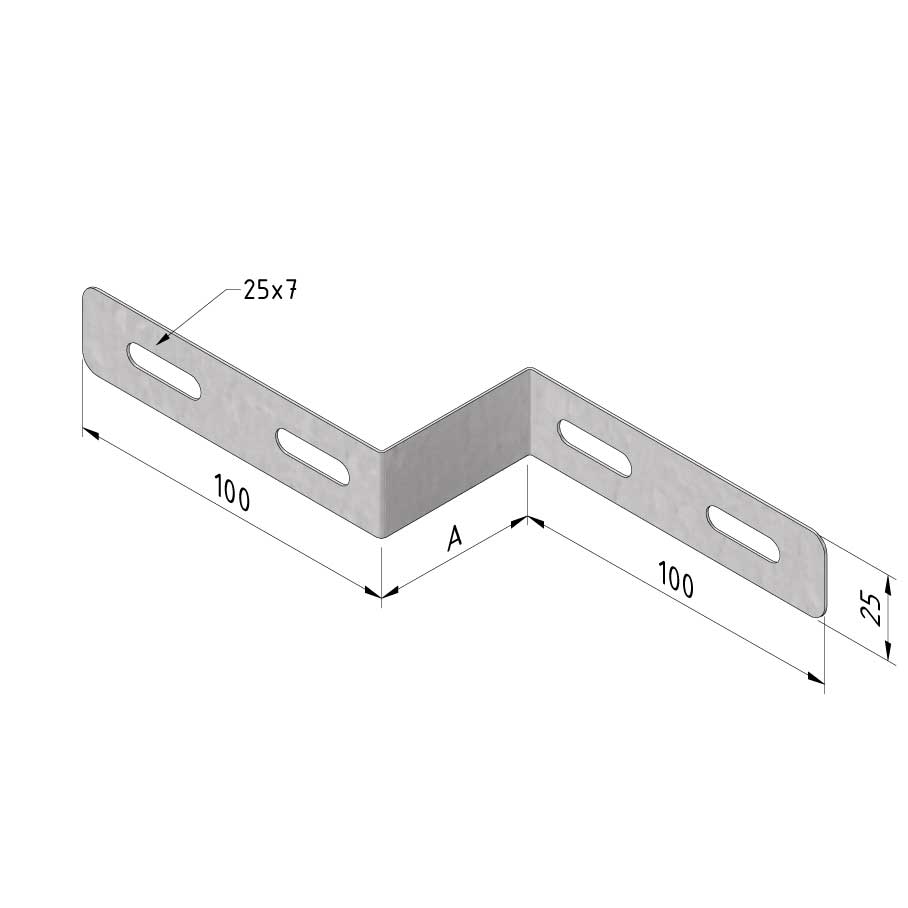
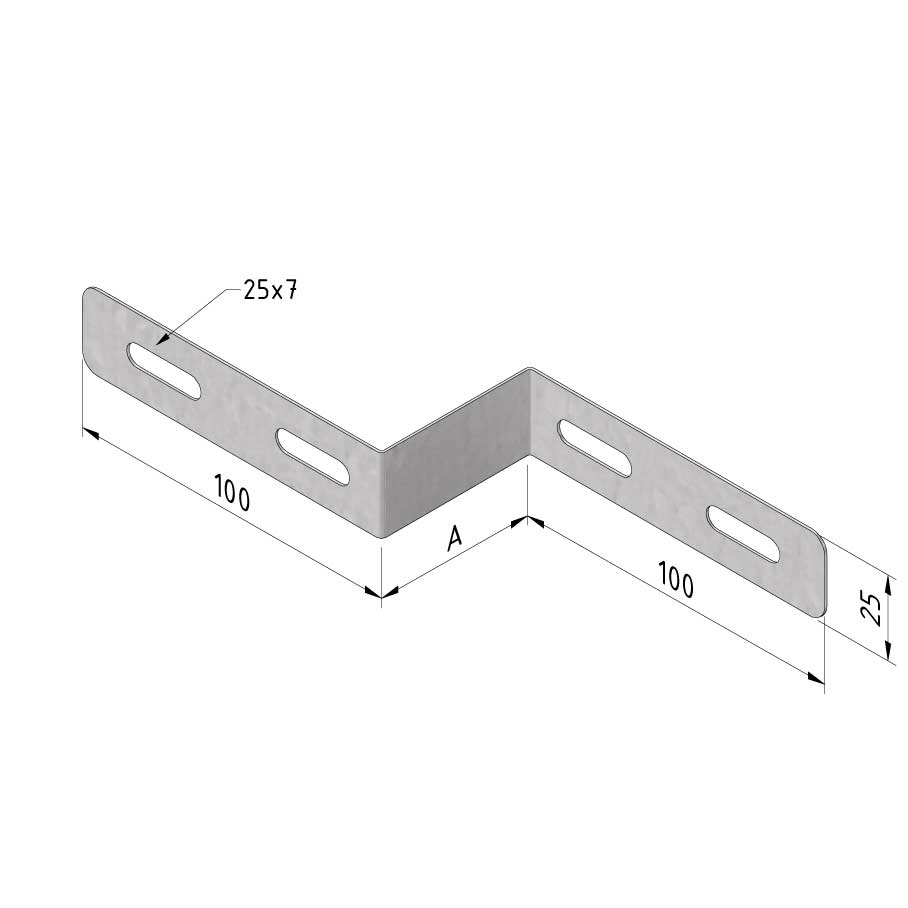
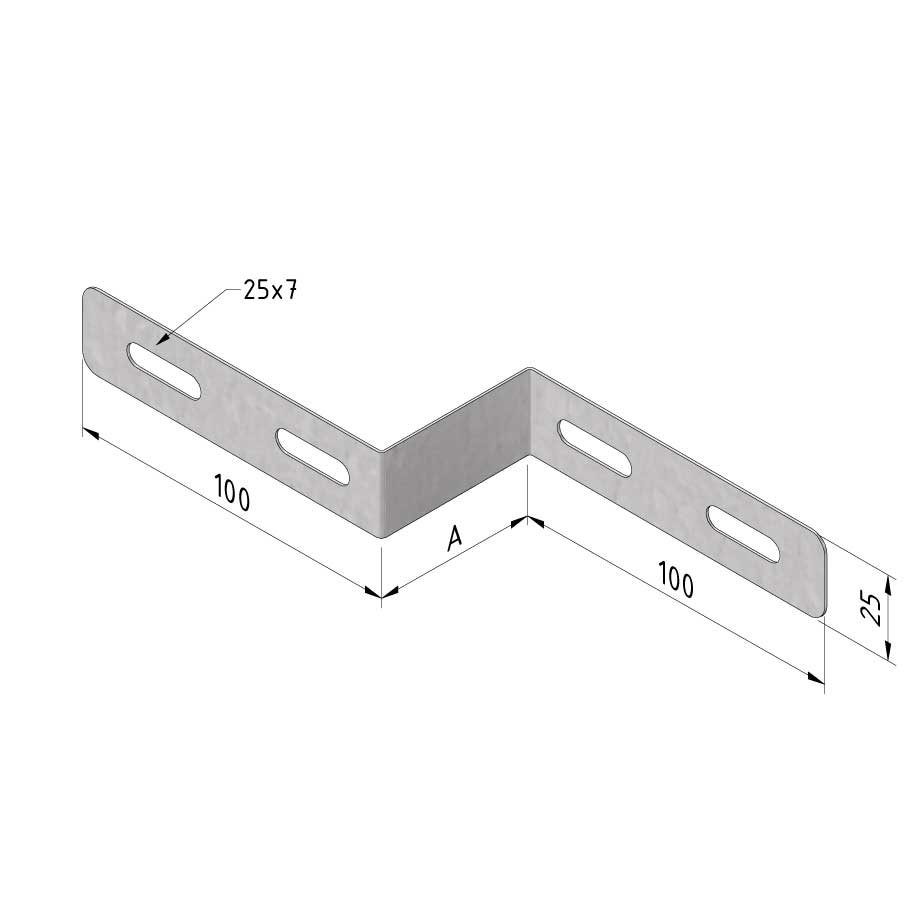
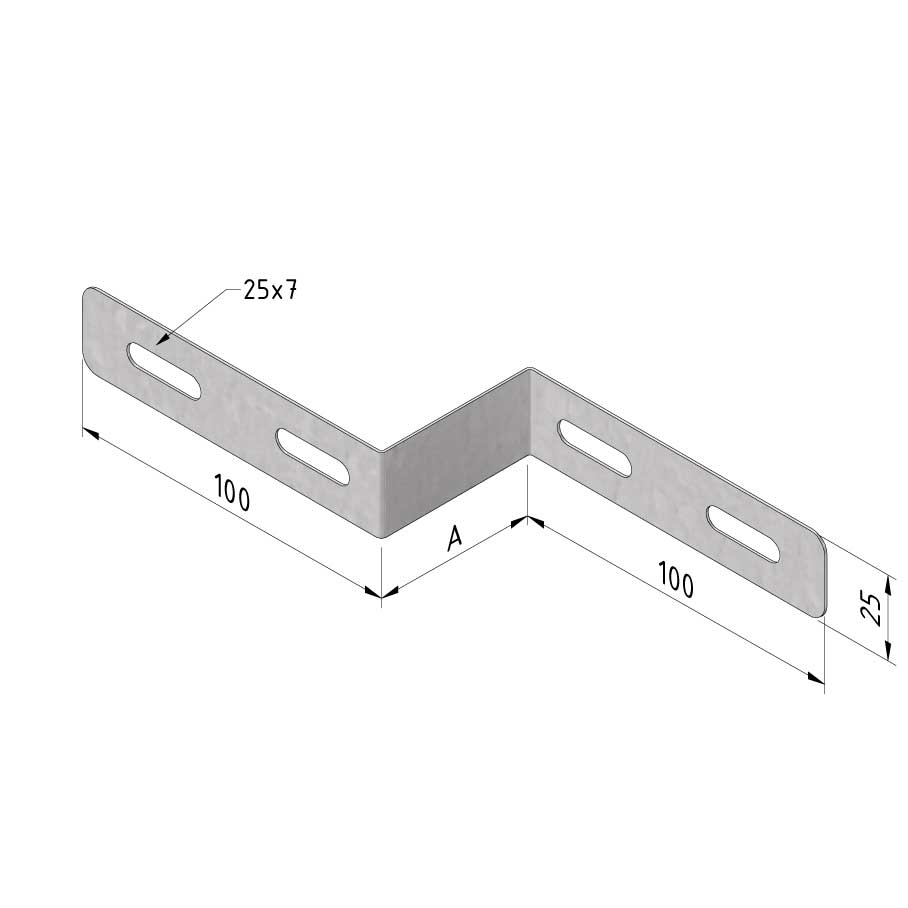
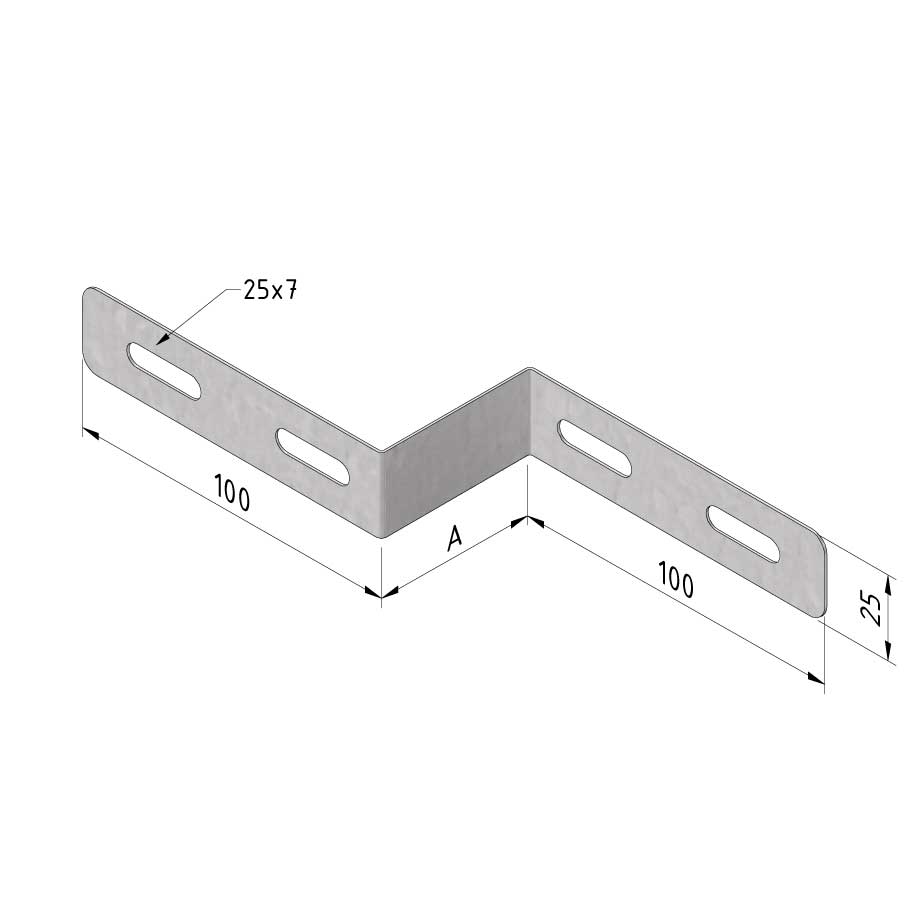
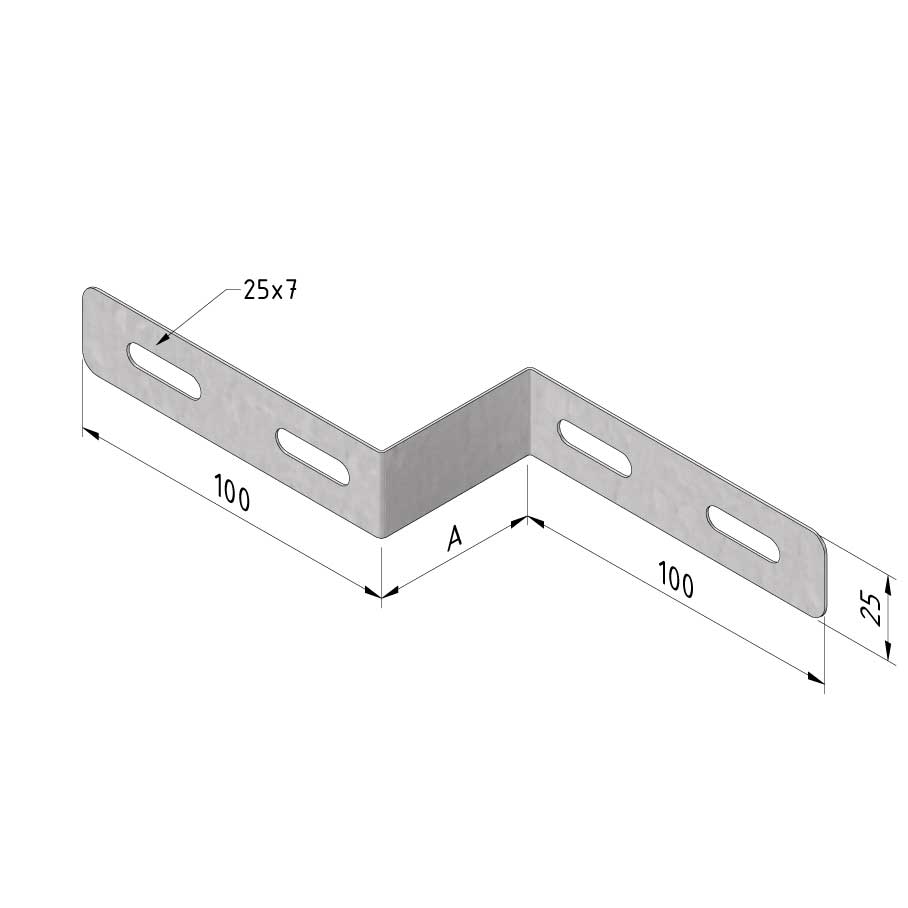
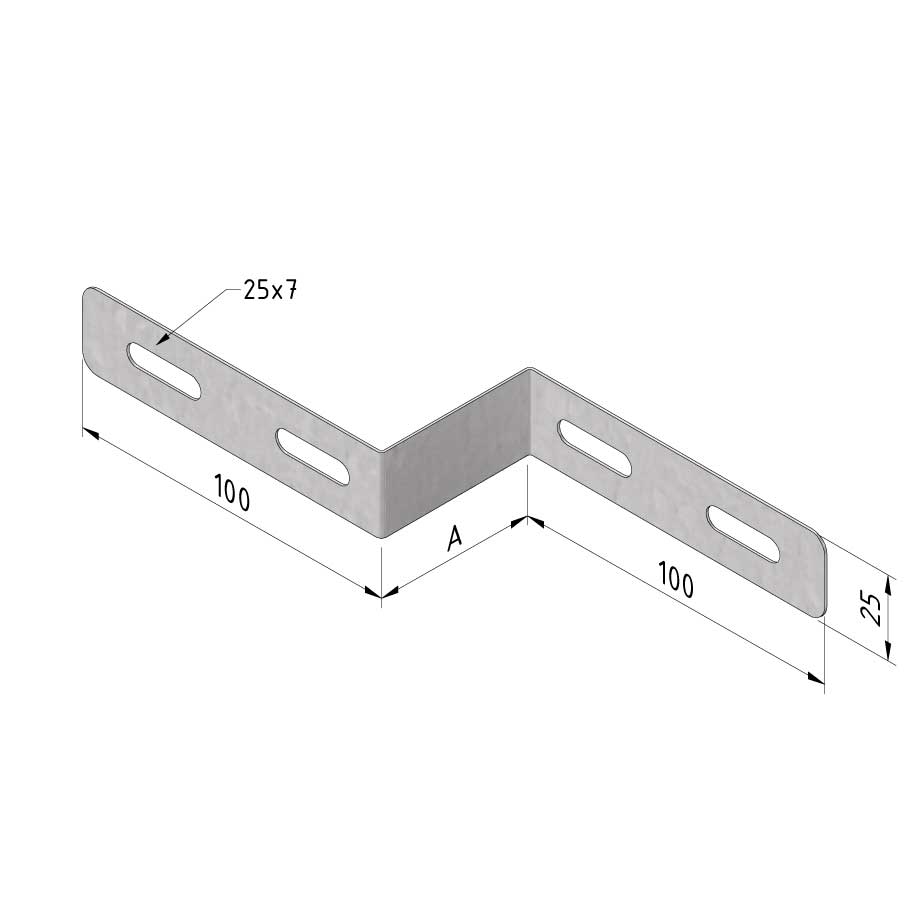
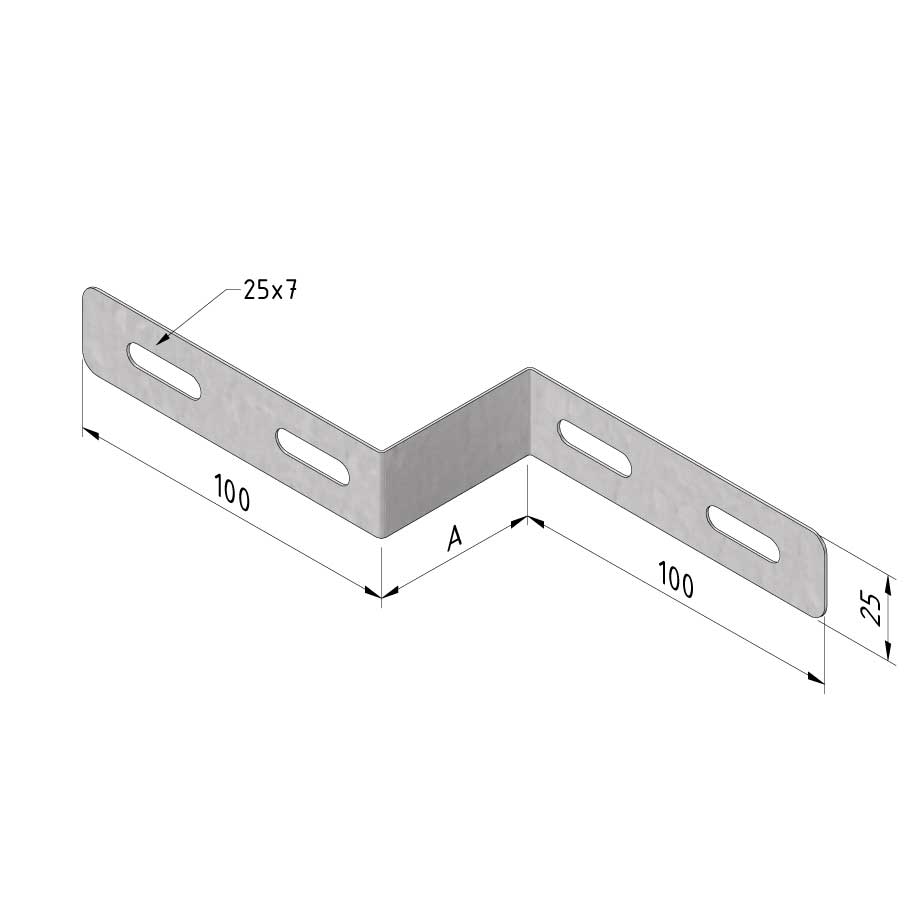
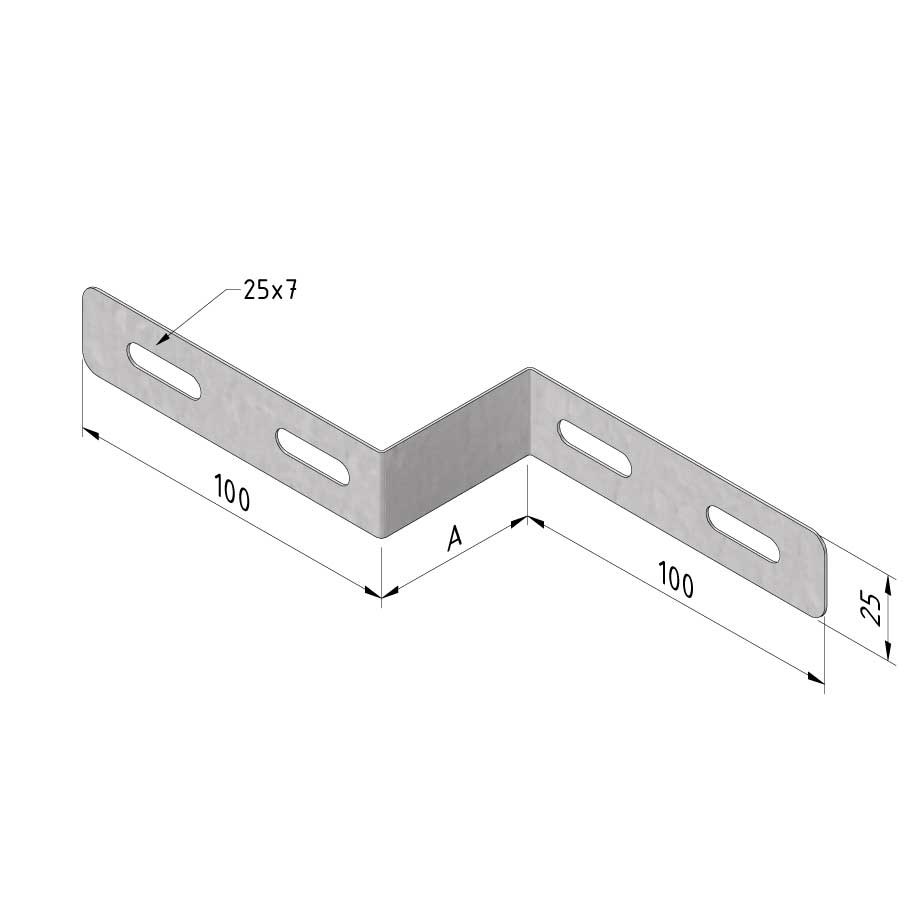
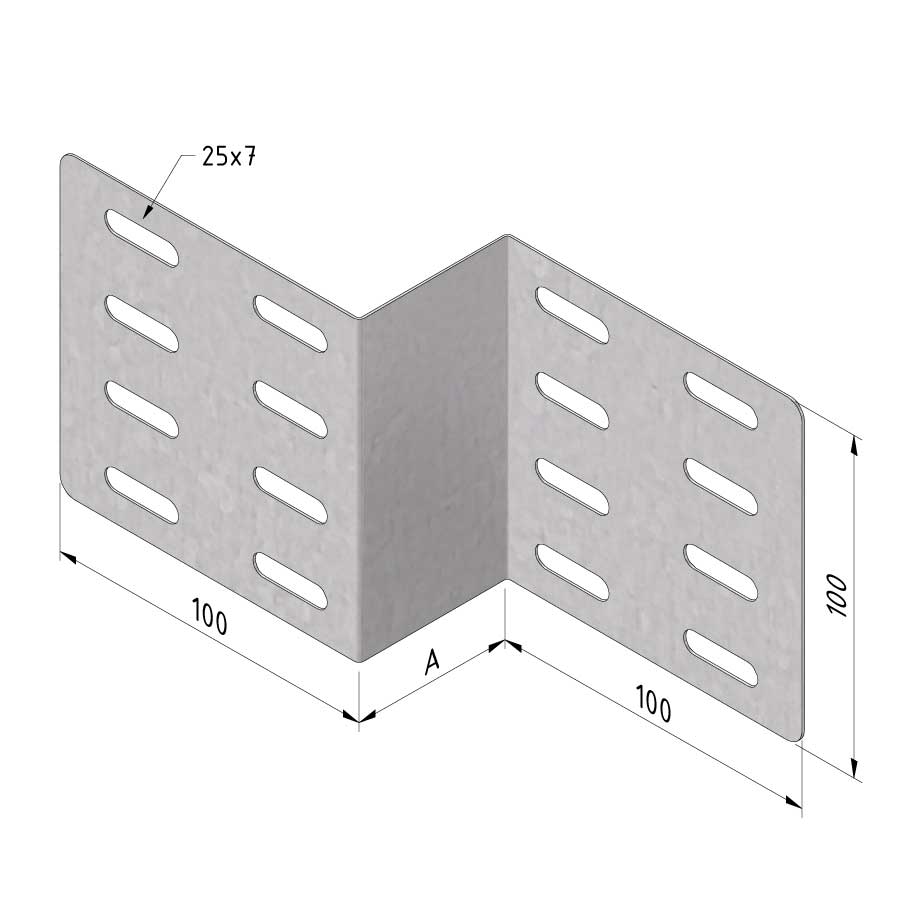
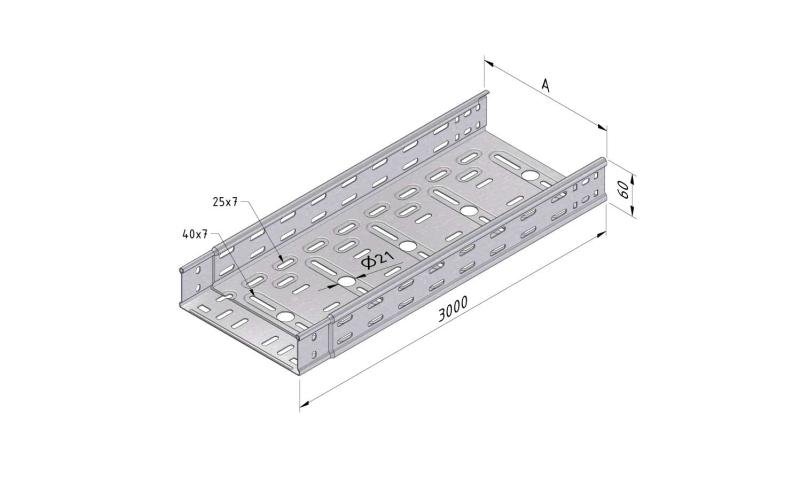
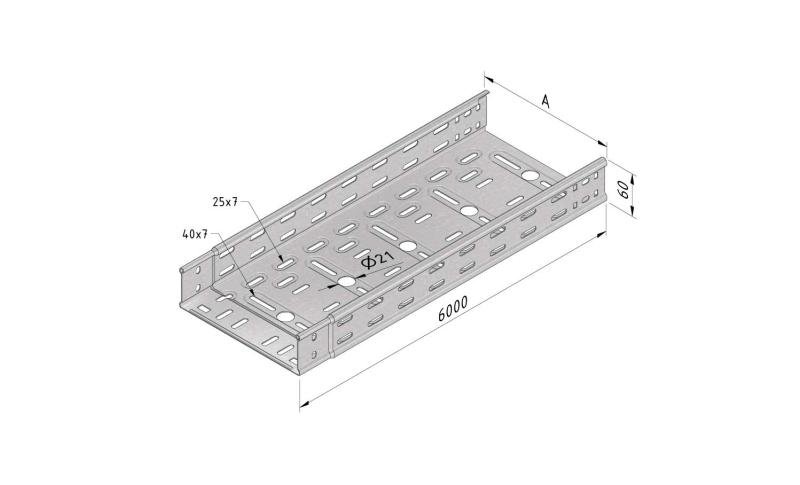
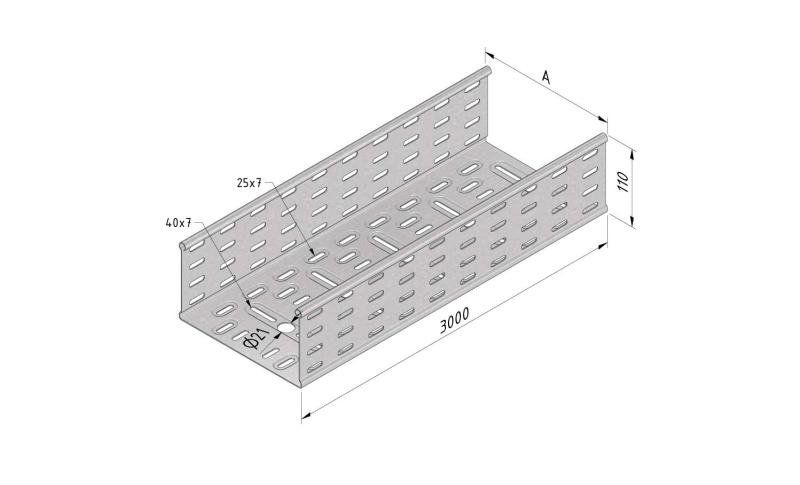
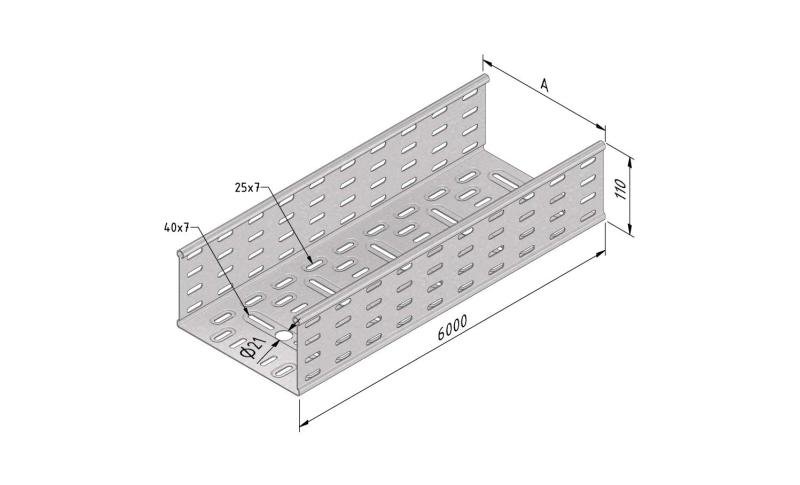
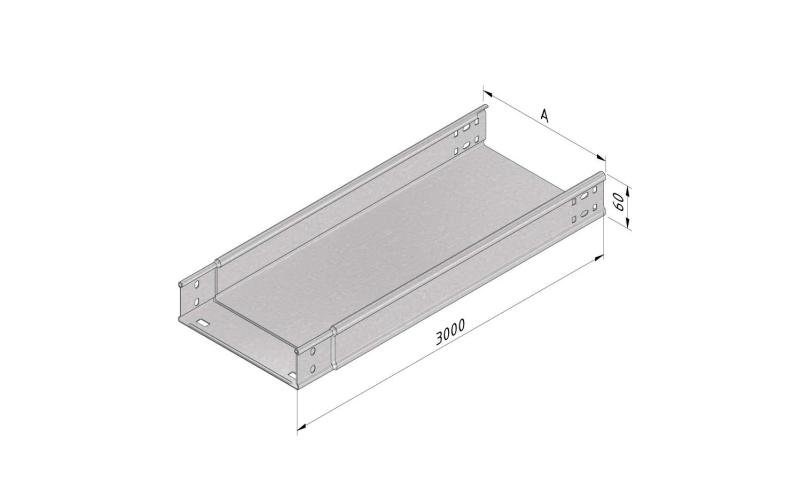
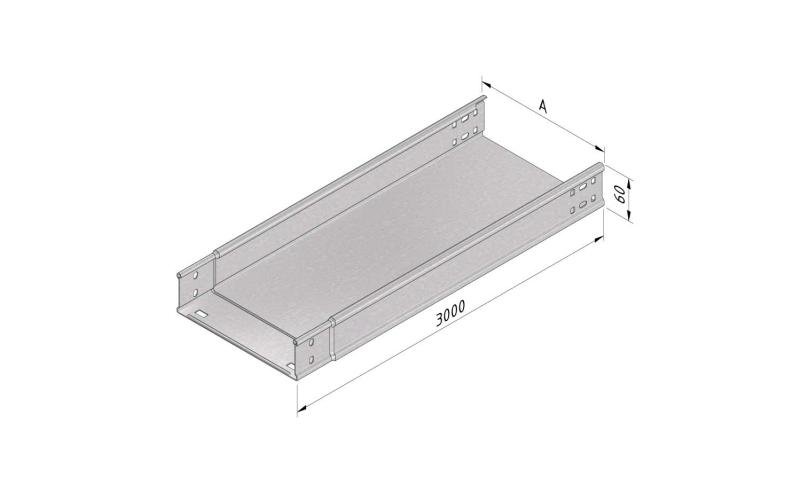
Reduzierverbinder
CT-RP



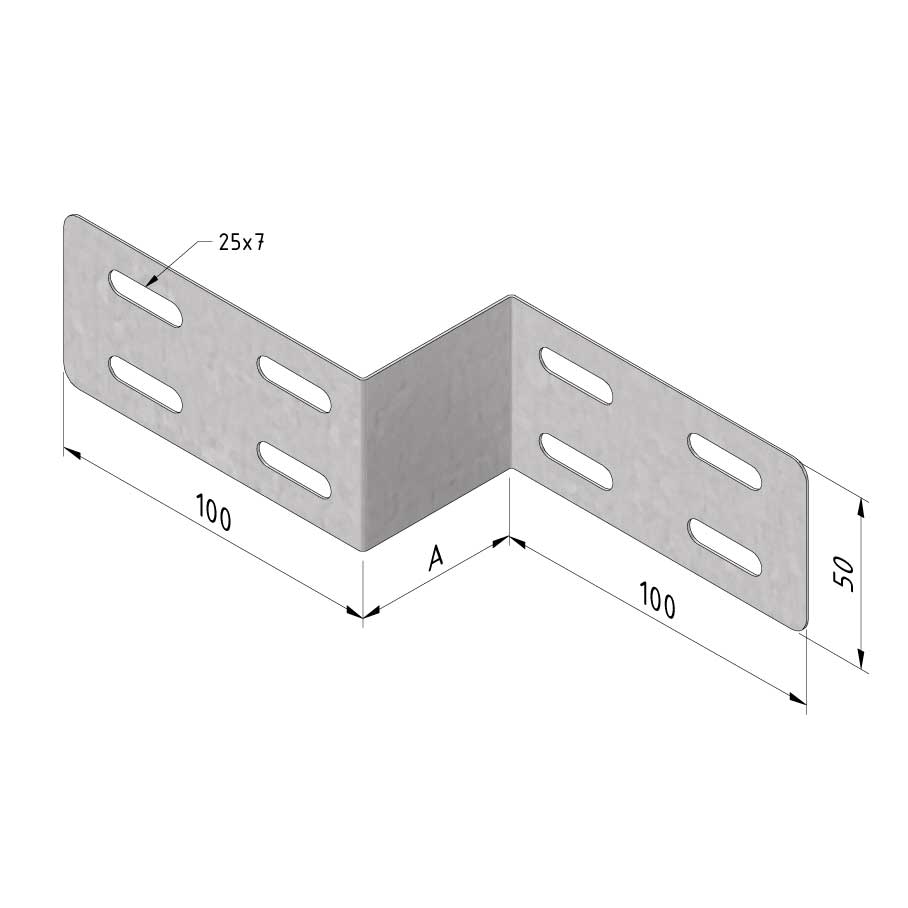
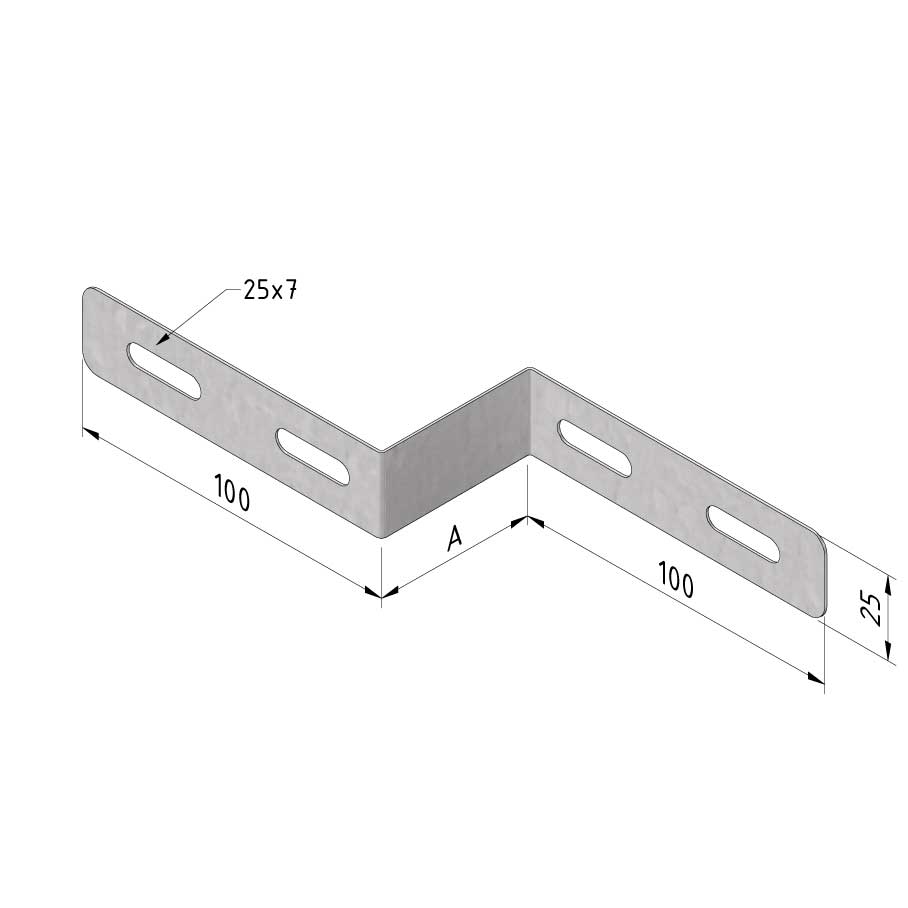

Reduzierverbinder
CT-RP
Verbinden mit BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | maß A | Verpackung | |||
|---|---|---|---|---|---|---|---|
|
|
12146 |
CT35-RP-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
12147 |
CT35-RP-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
12148 |
CT35-RP-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
12196 |
CT35-RP-050-DG |
DG
|
50
|
1
|
|
|
|
|
12197 |
CT35-RP-100-DG |
DG
|
100
|
1
|
|
|
|
|
12198 |
CT35-RP-200-DG |
DG
|
200
|
1
|
|
|
|
|
10168 |
CT60-RP-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
10169 |
CT60-RP-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
10170 |
CT60-RP-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
10484 |
CT60-RP-050-DG |
DG
|
50
|
1
|
|
|
|
|
10485 |
CT60-RP-100-DG |
DG
|
100
|
1
|
|
|
|
|
10486 |
CT60-RP-200-DG |
DG
|
200
|
1
|
|
|
|
|
12002 |
CT110-RP-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
12003 |
CT110-RP-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
12004 |
CT110-RP-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
12061 |
CT110-RP-050-DG |
DG
|
50
|
1
|
|
|
|
|
12062 |
CT110-RP-100-DG |
DG
|
100
|
1
|
|
|
|
|
12063 |
CT110-RP-200-DG |
DG
|
200
|
1
|
|
|























































Montage

{kind=link}