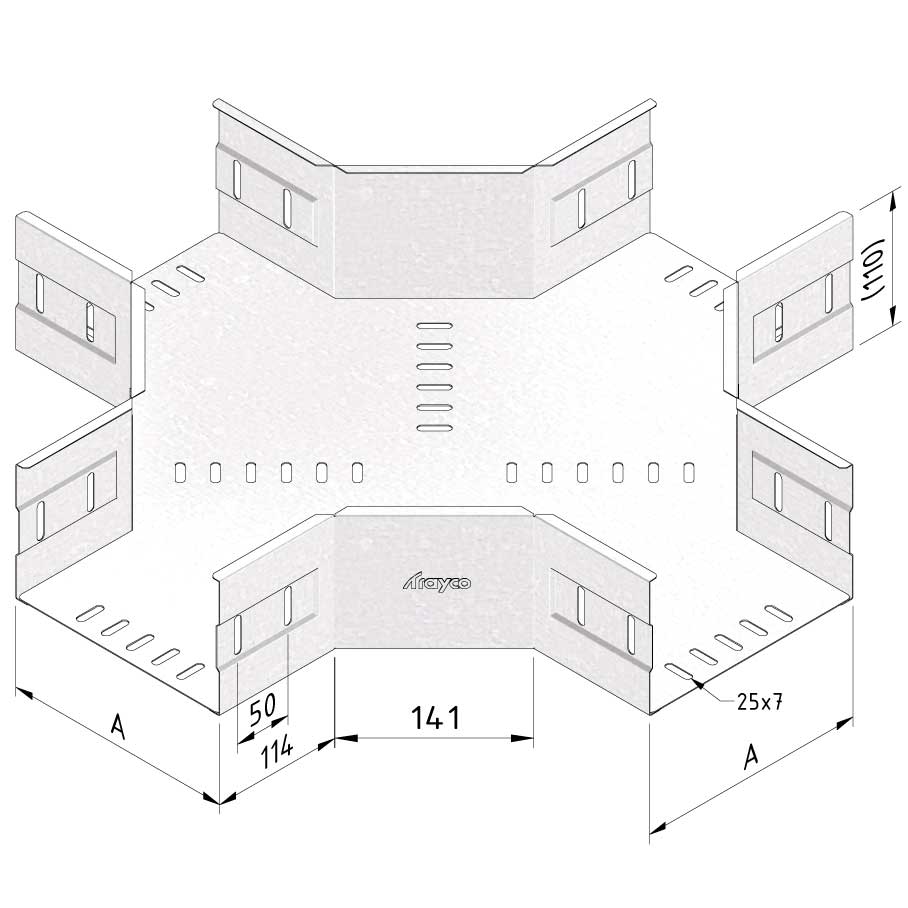
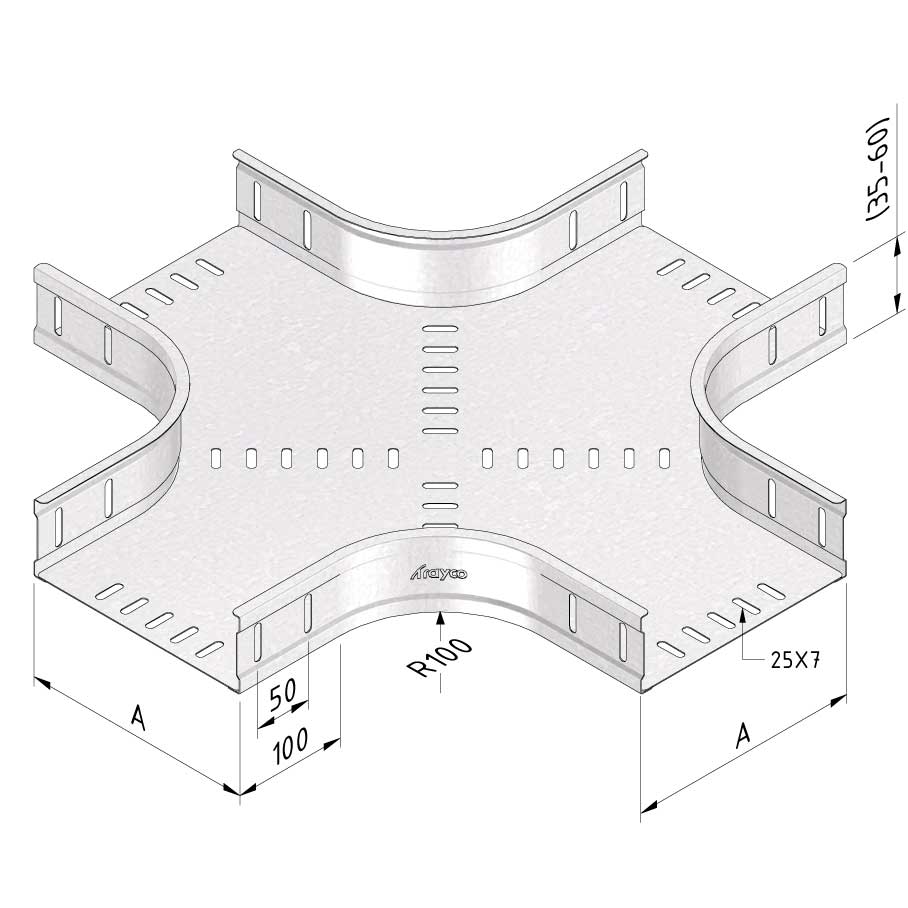
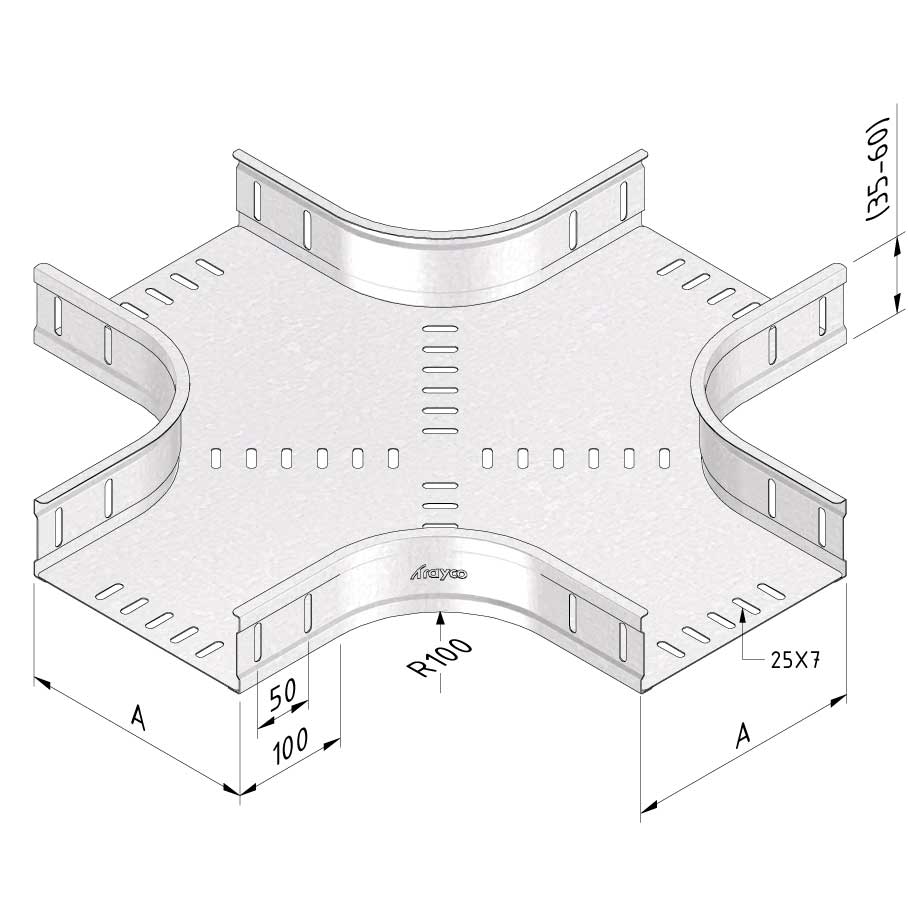
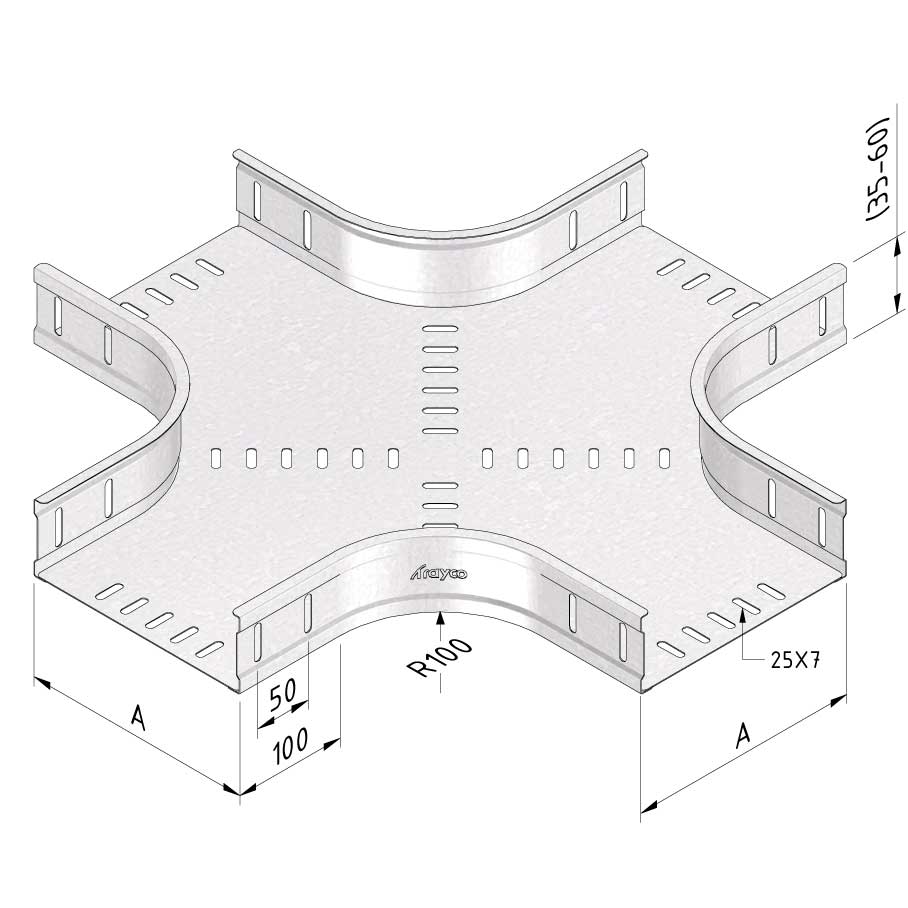
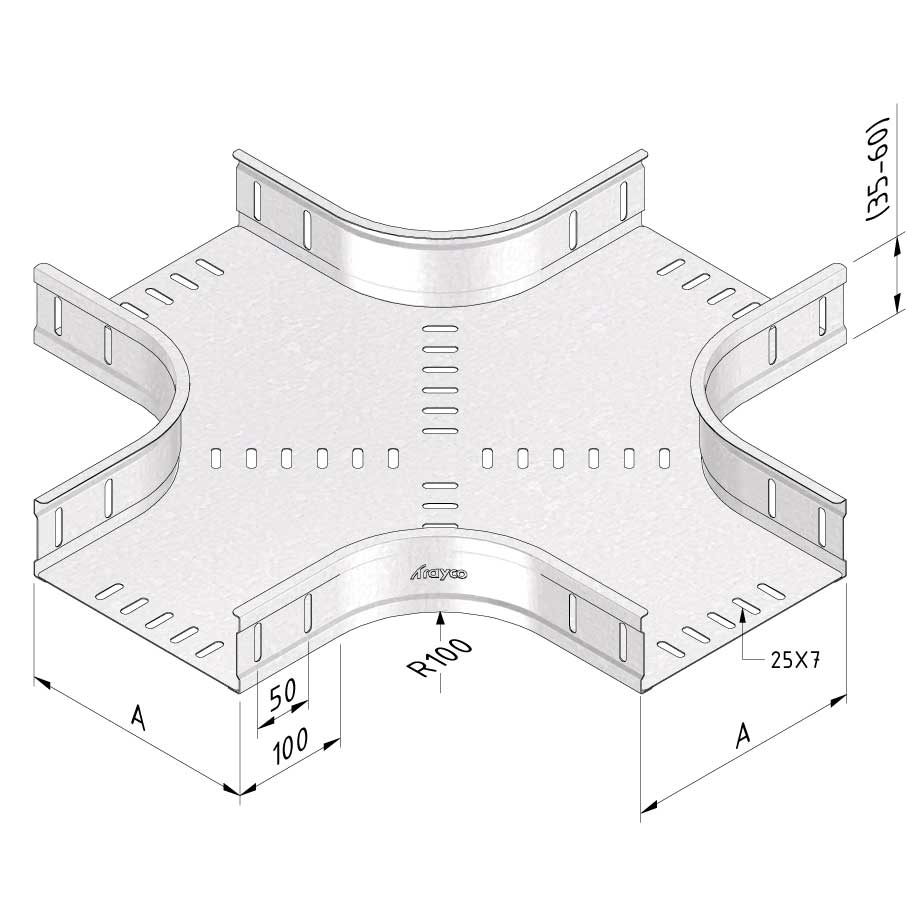
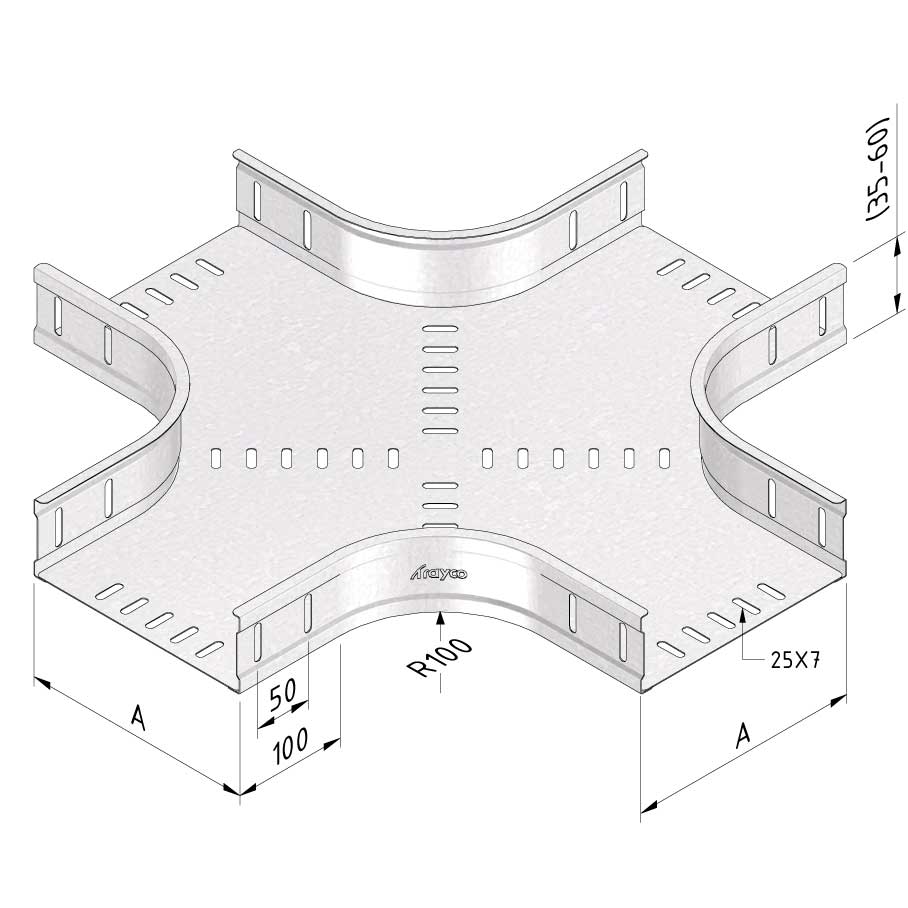
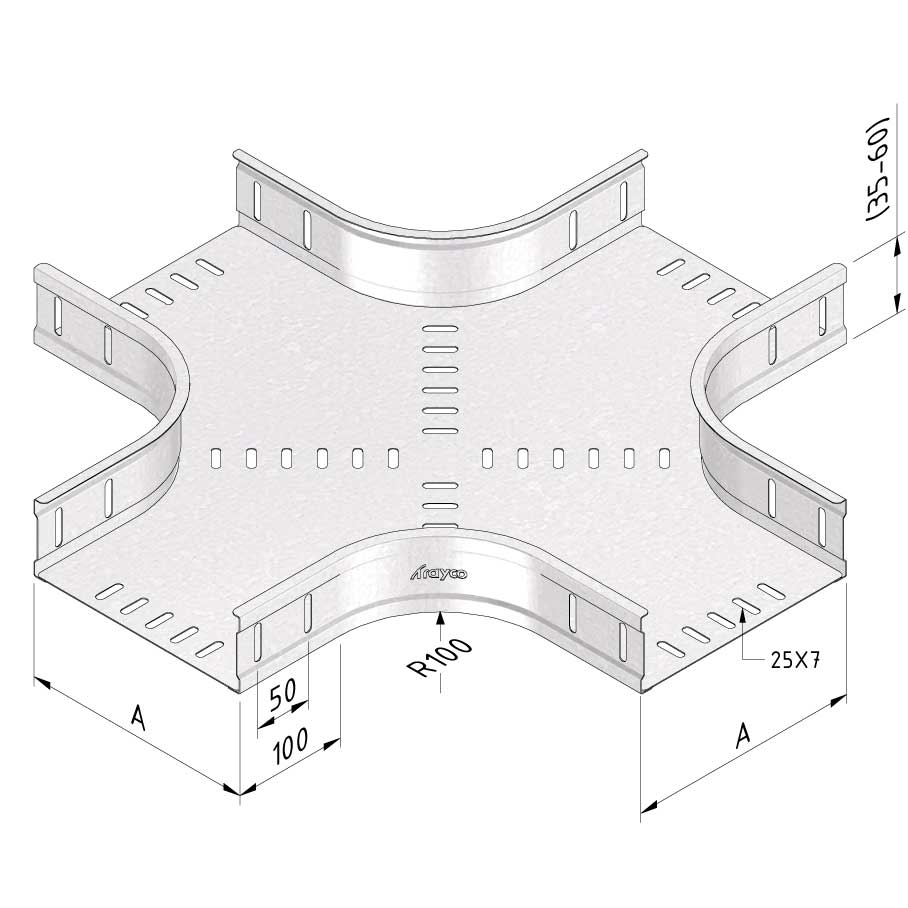
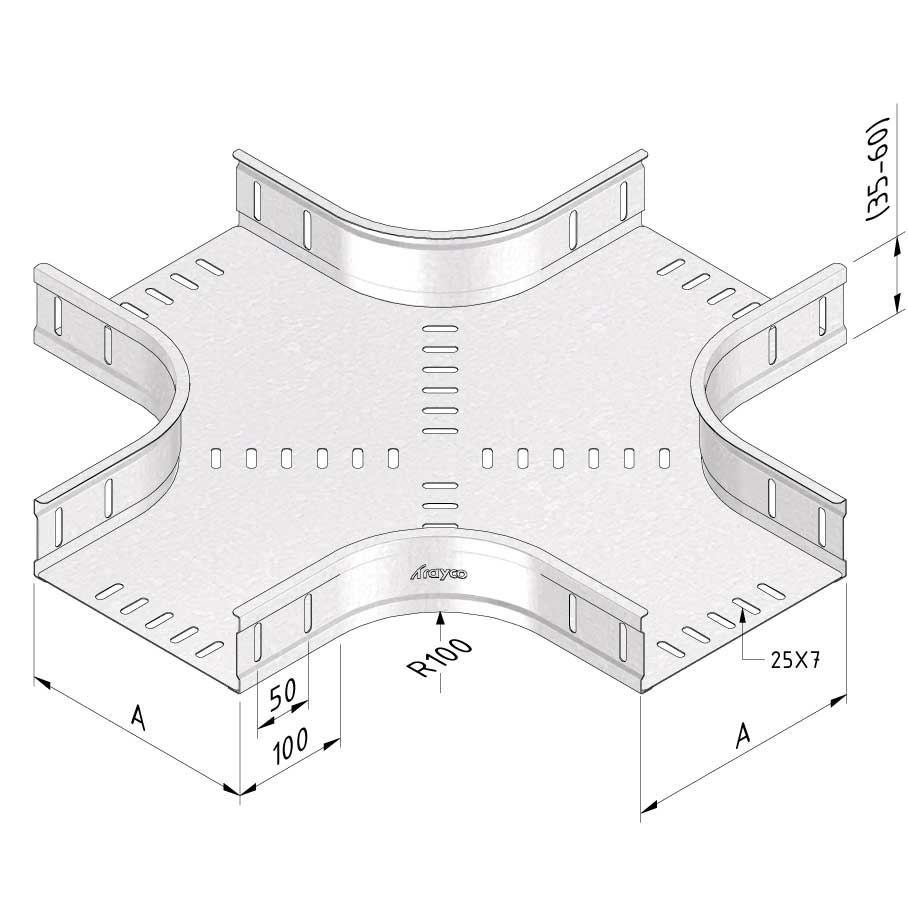
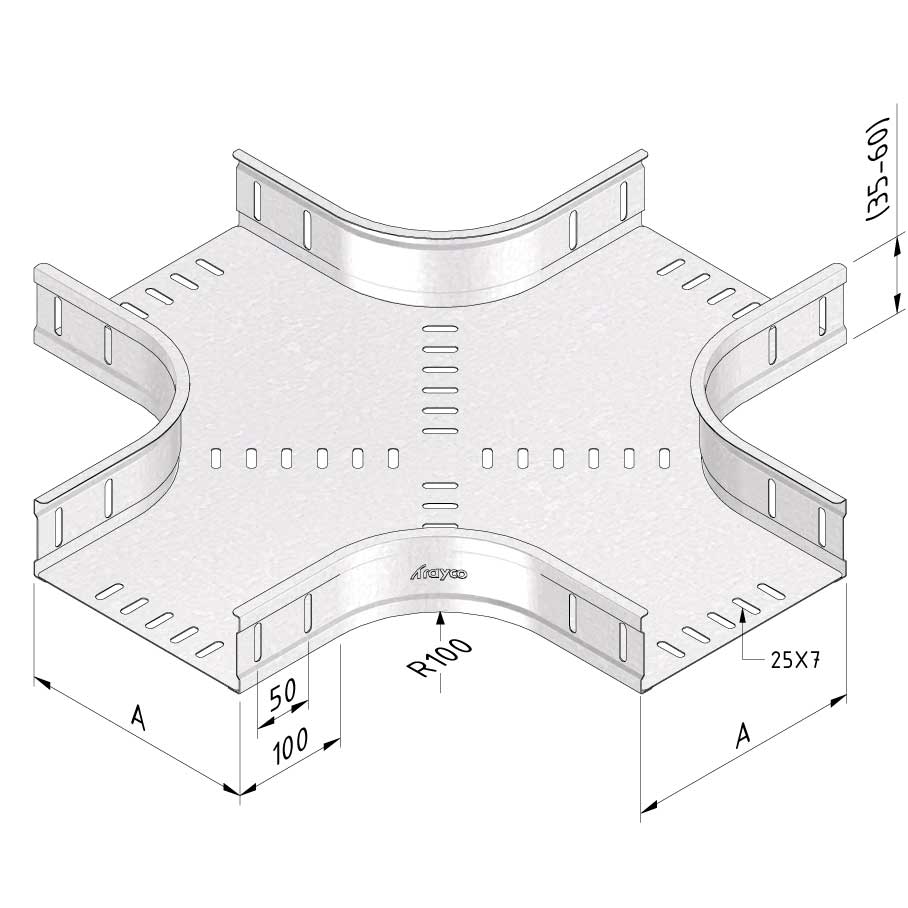
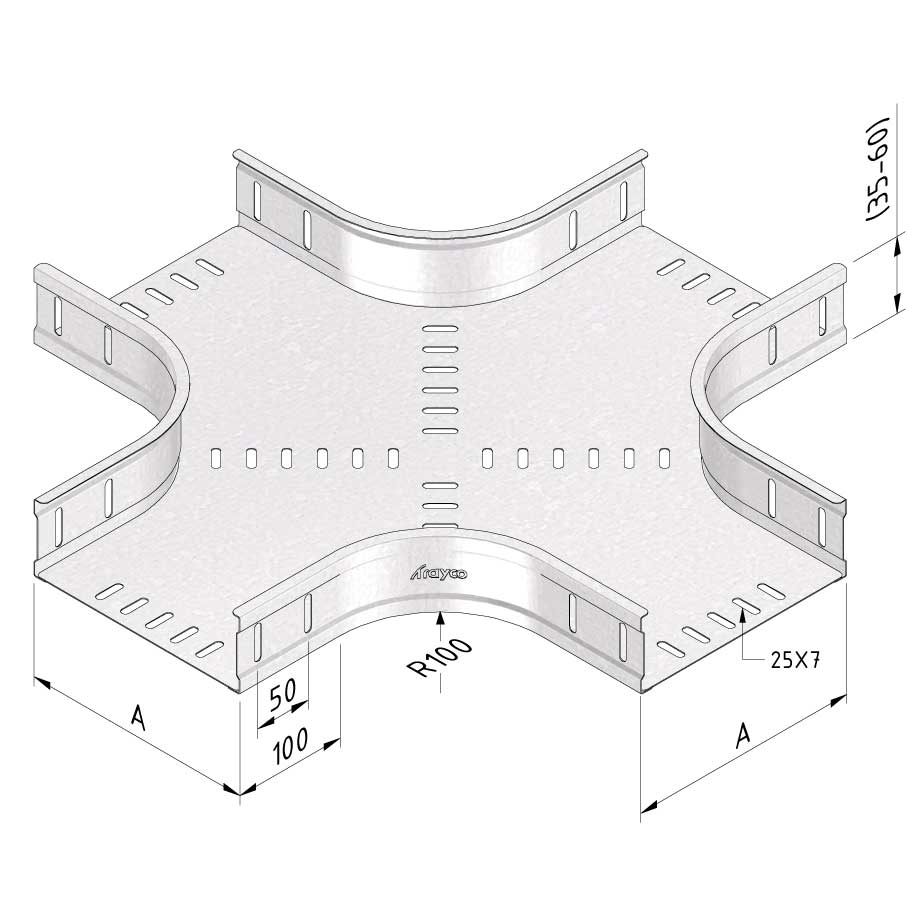
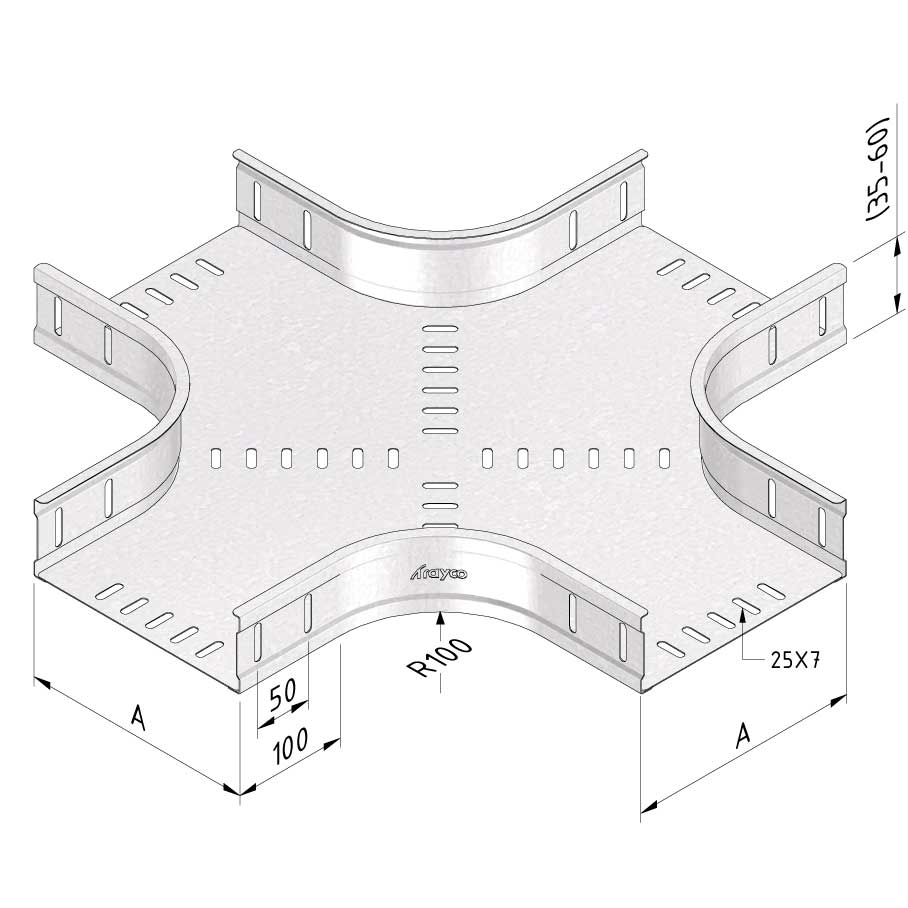
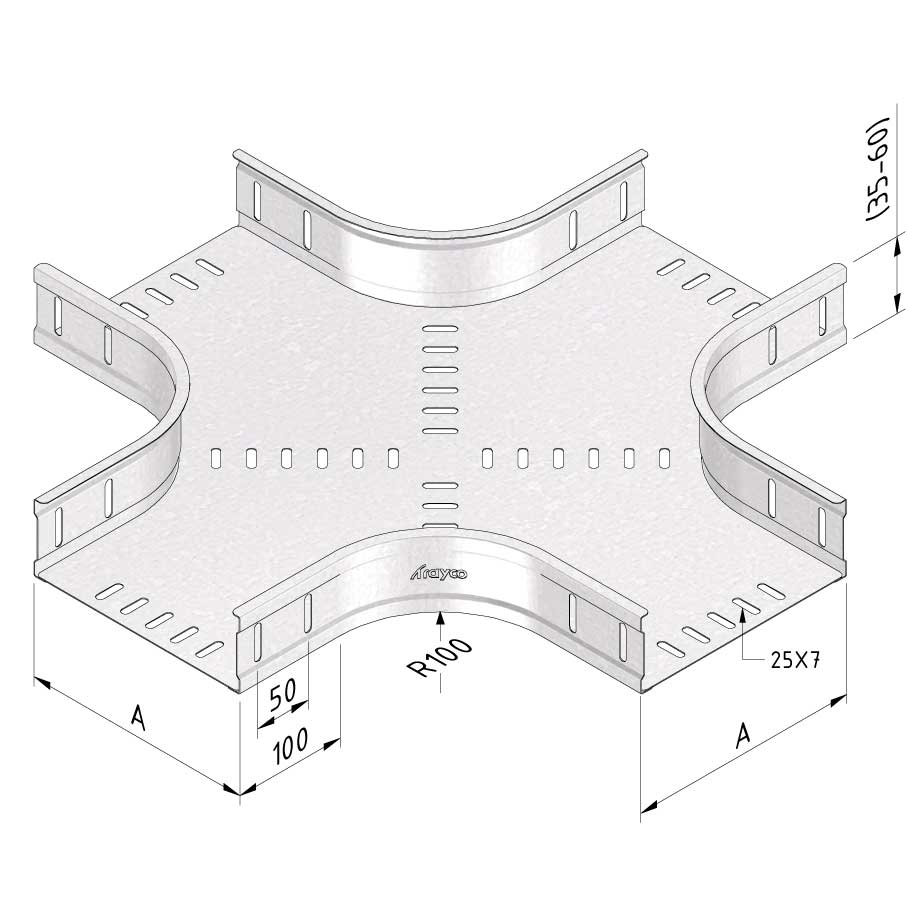
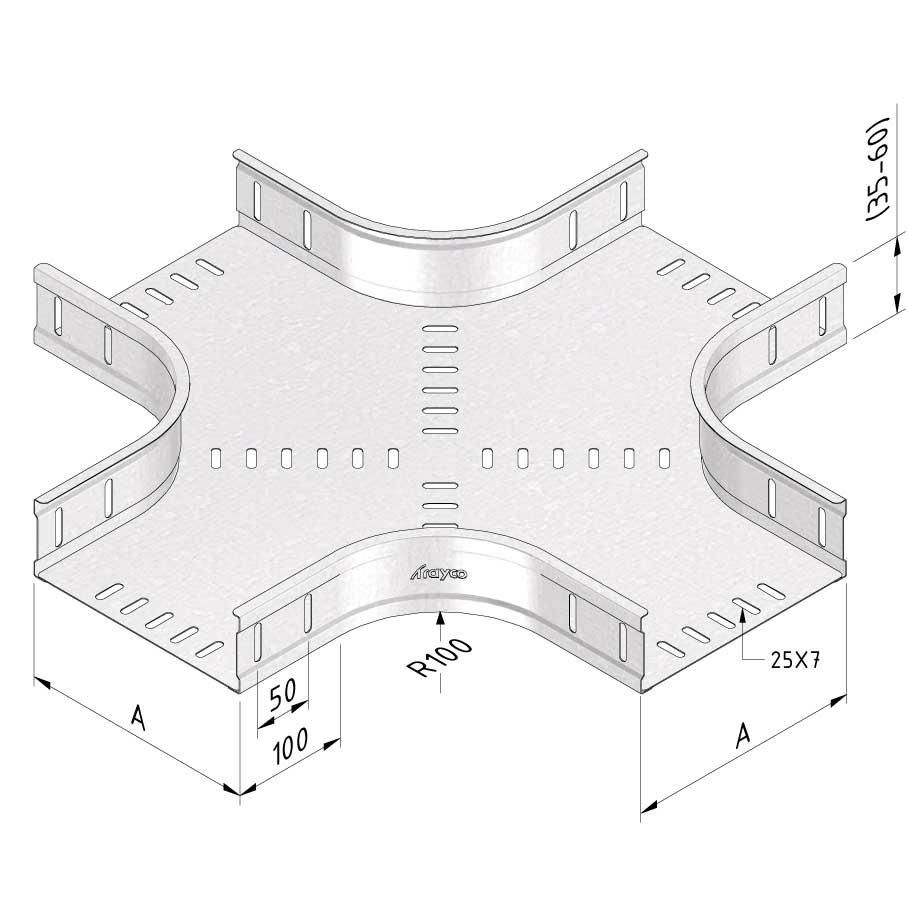
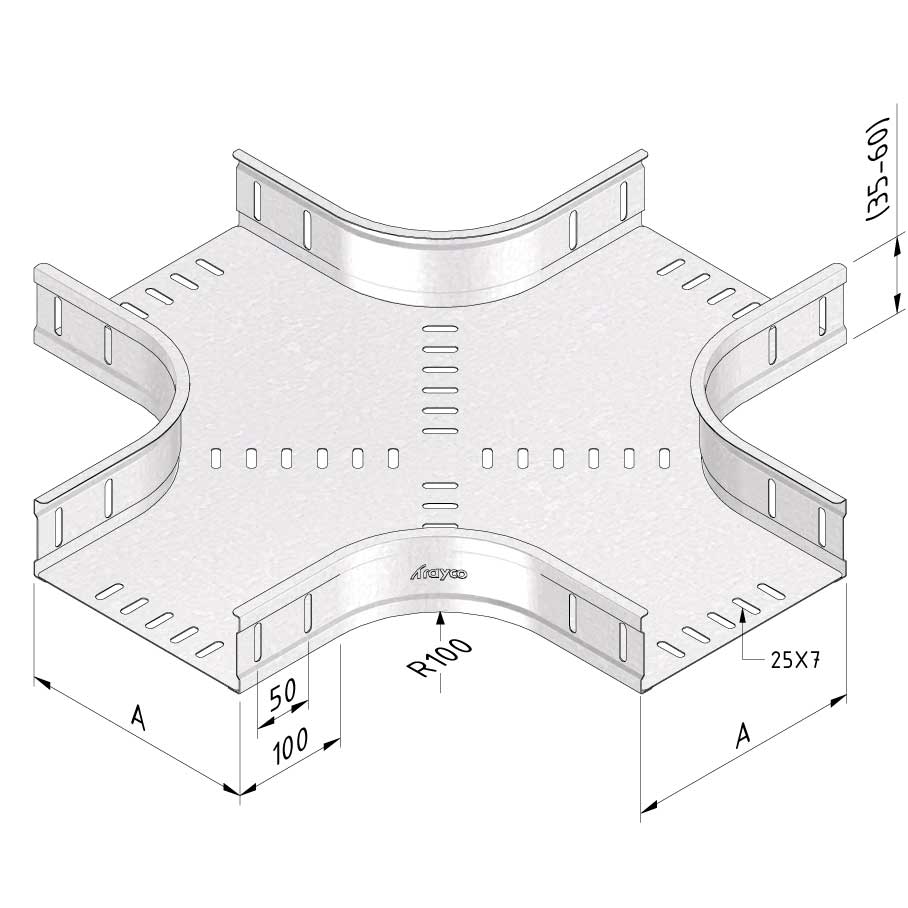
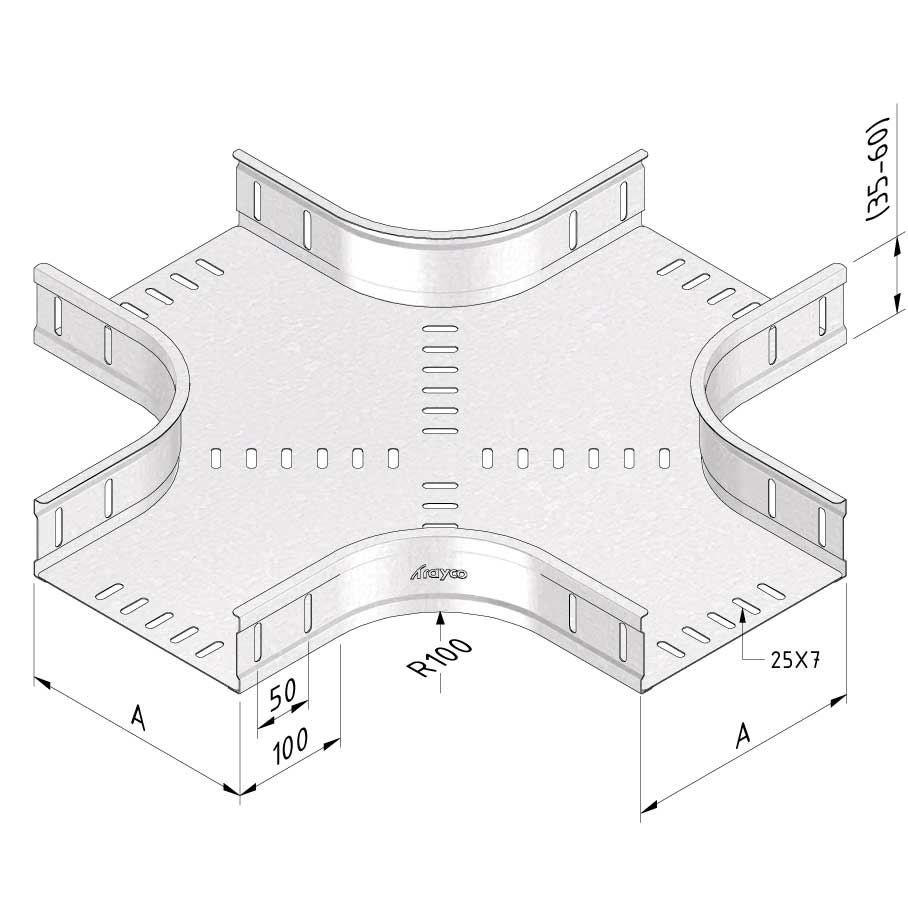
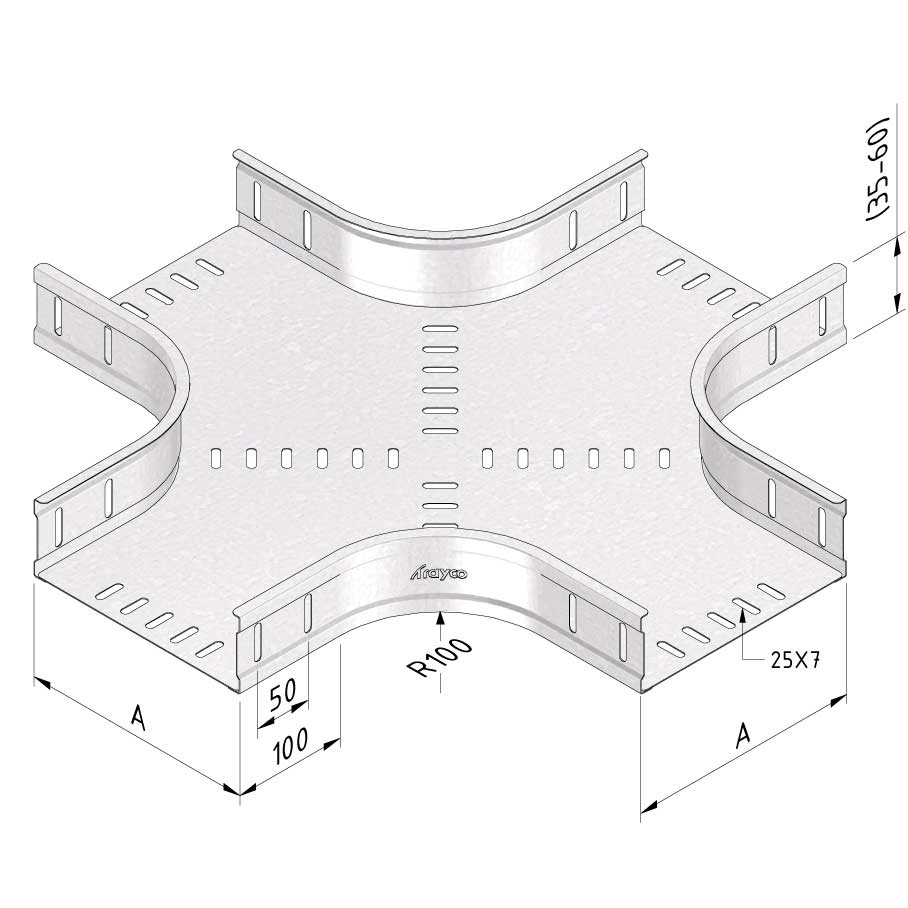
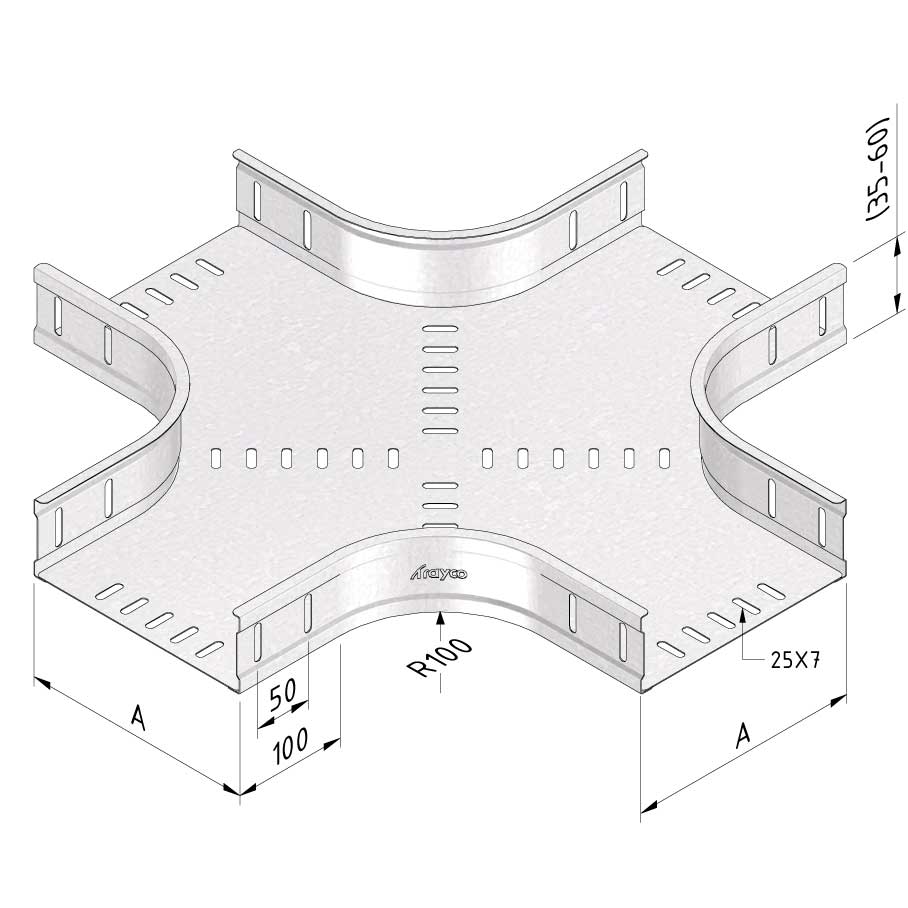
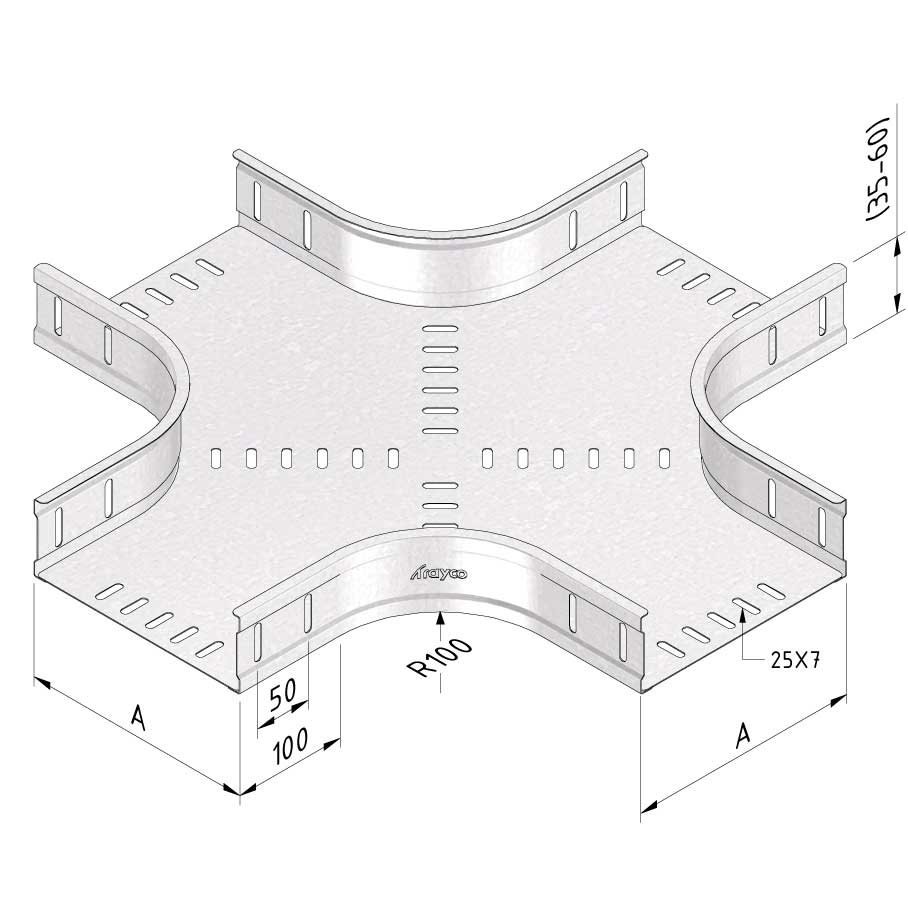
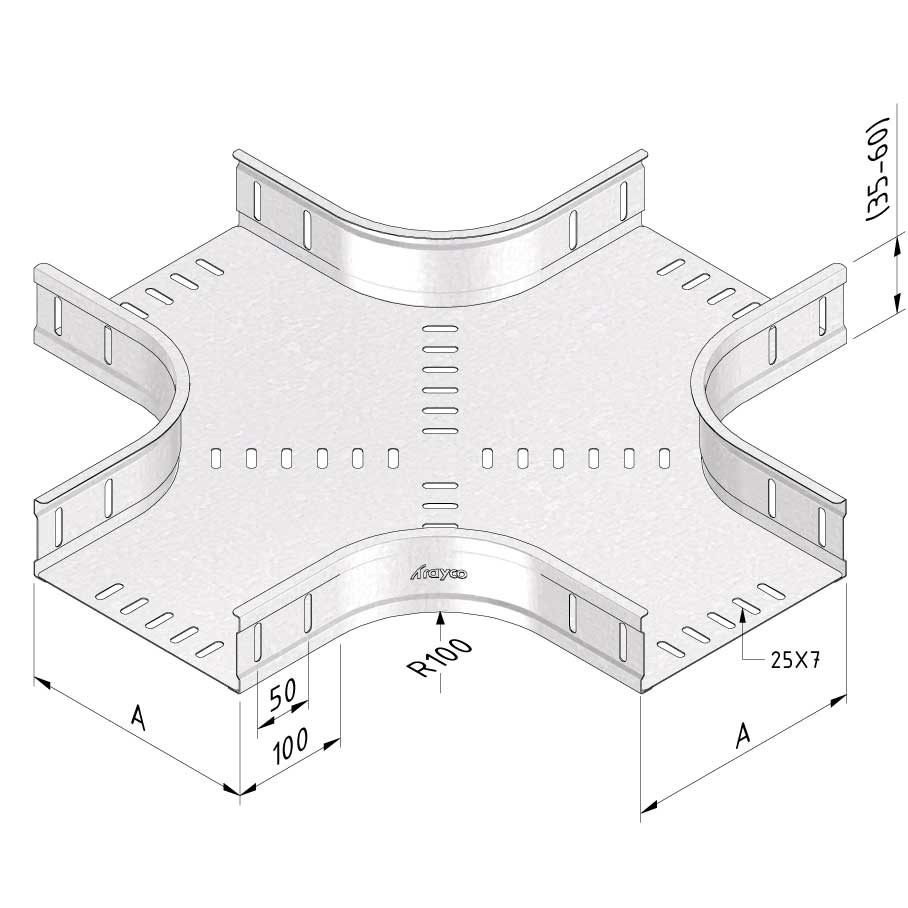
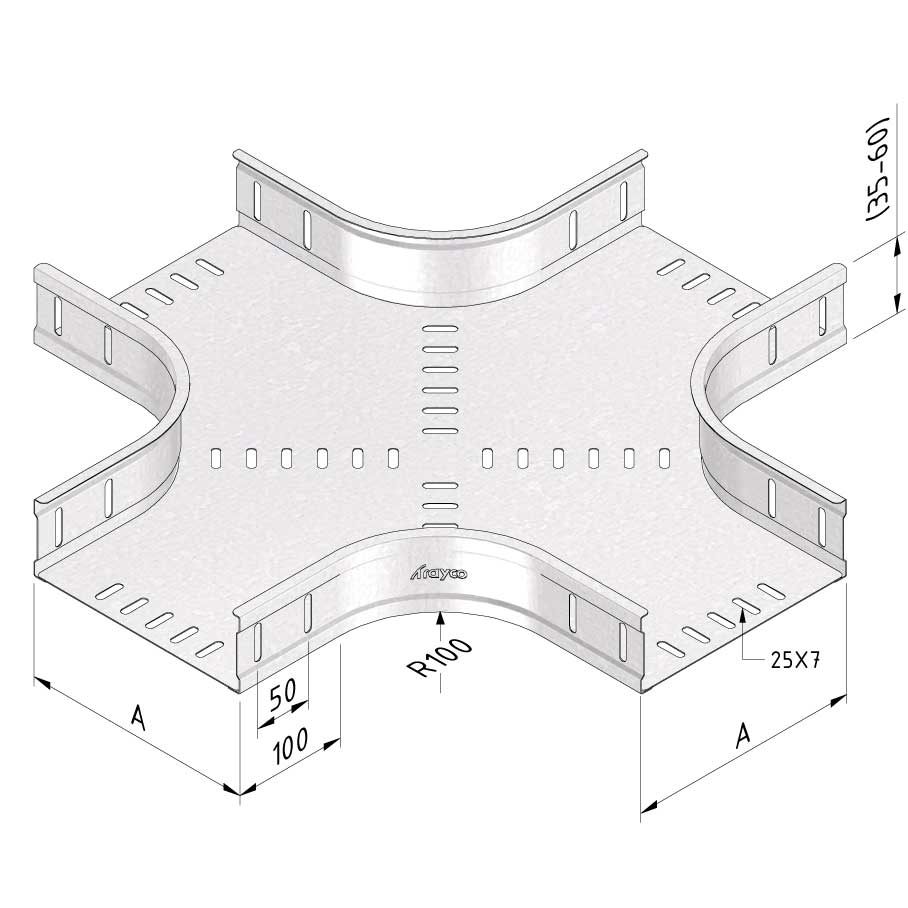
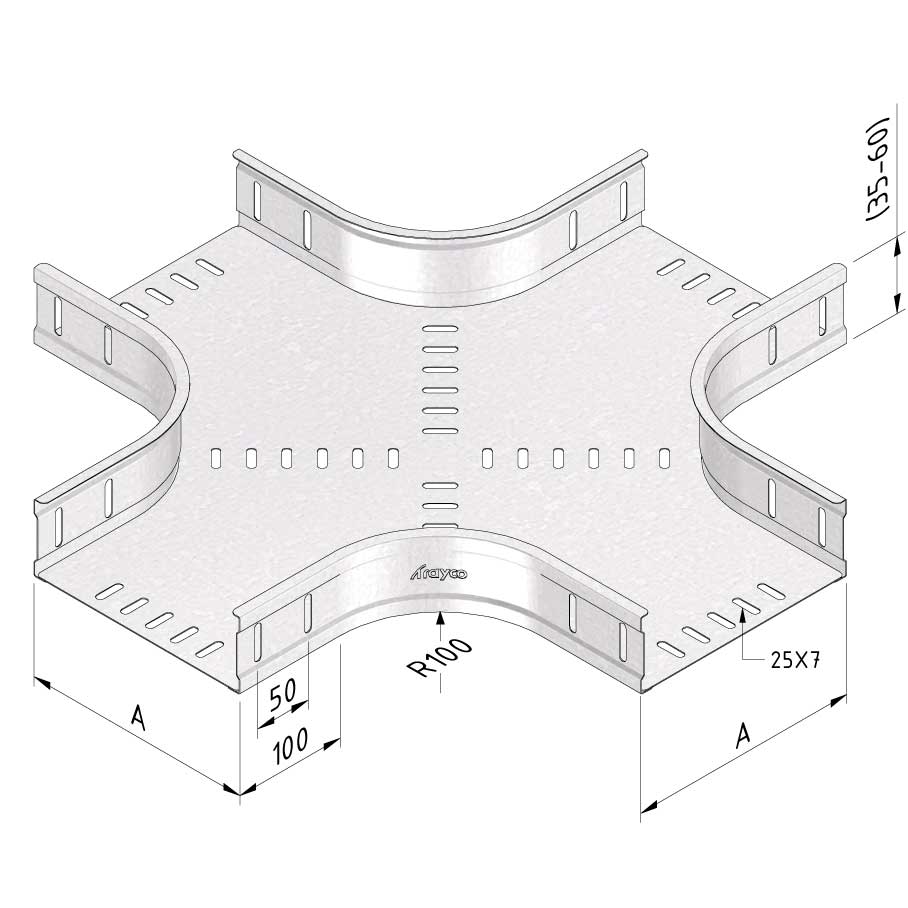
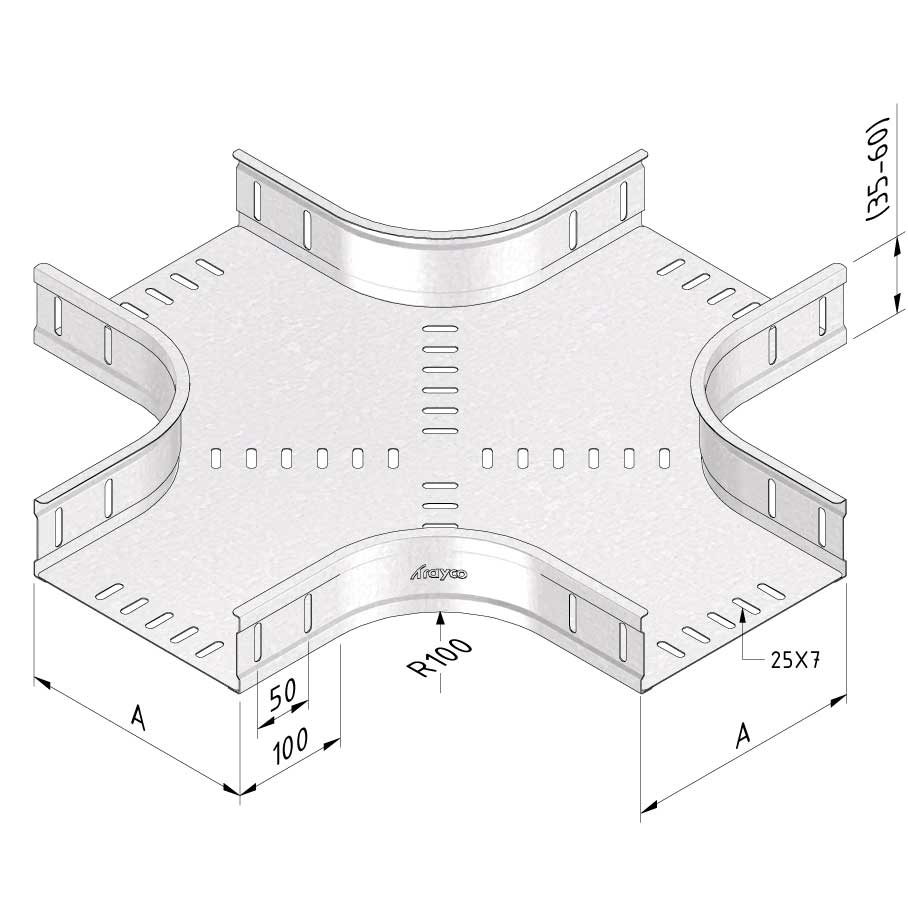
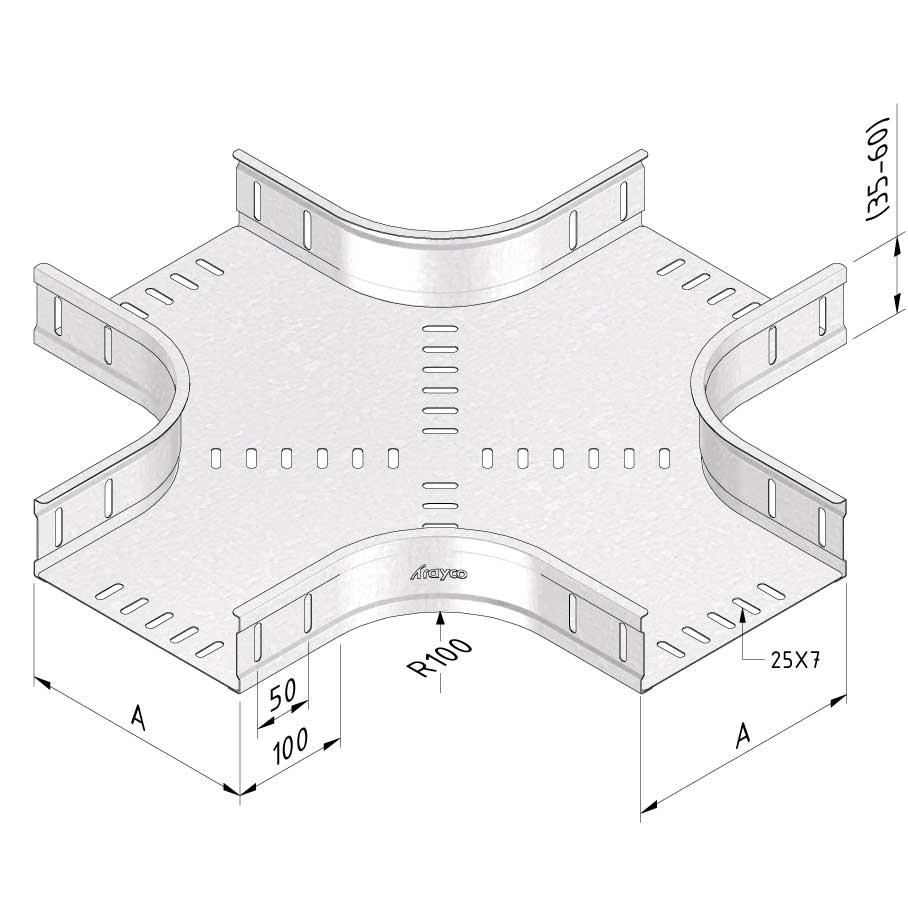
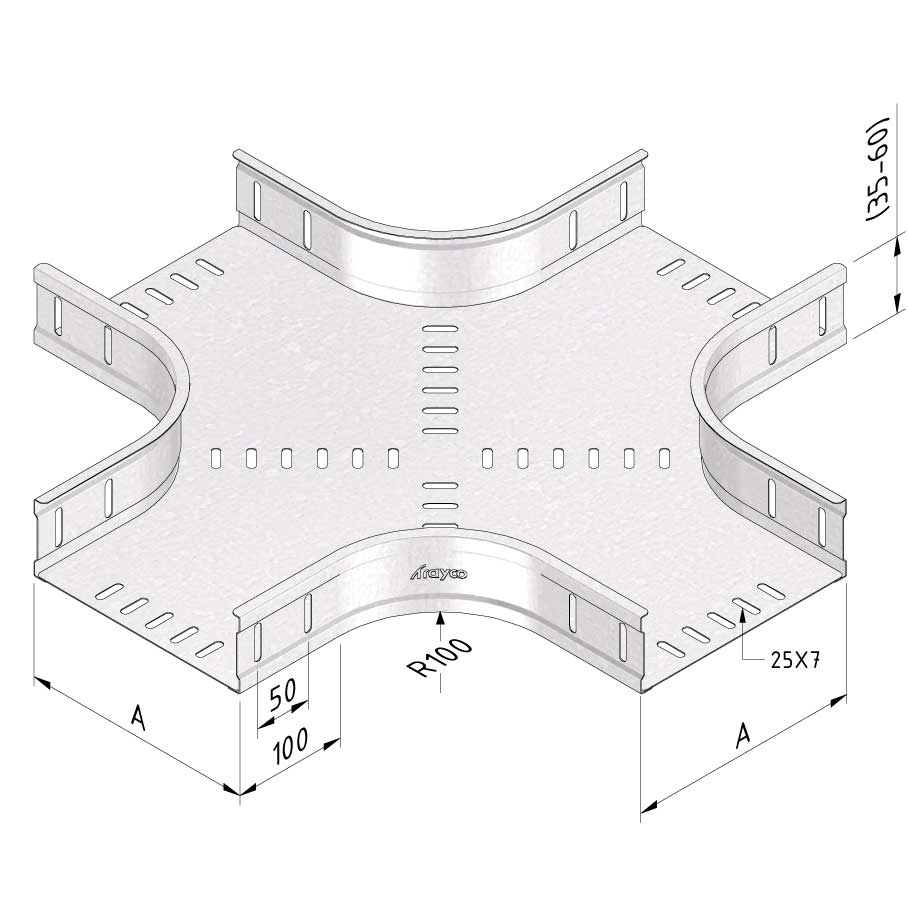
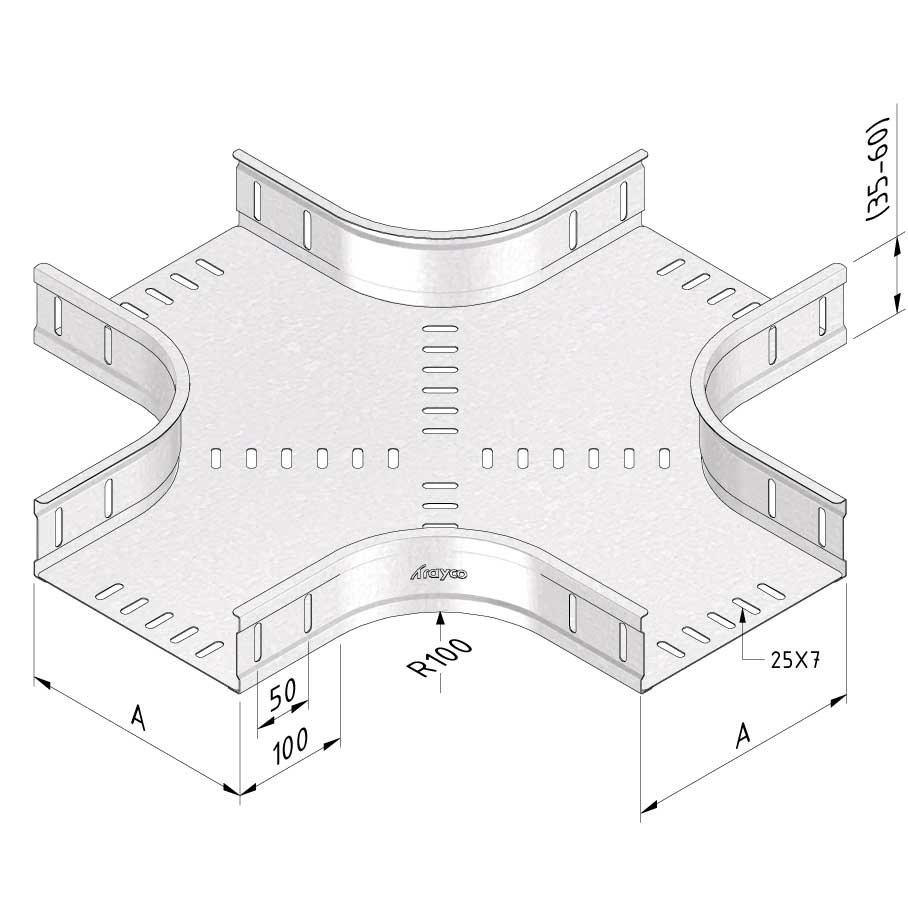
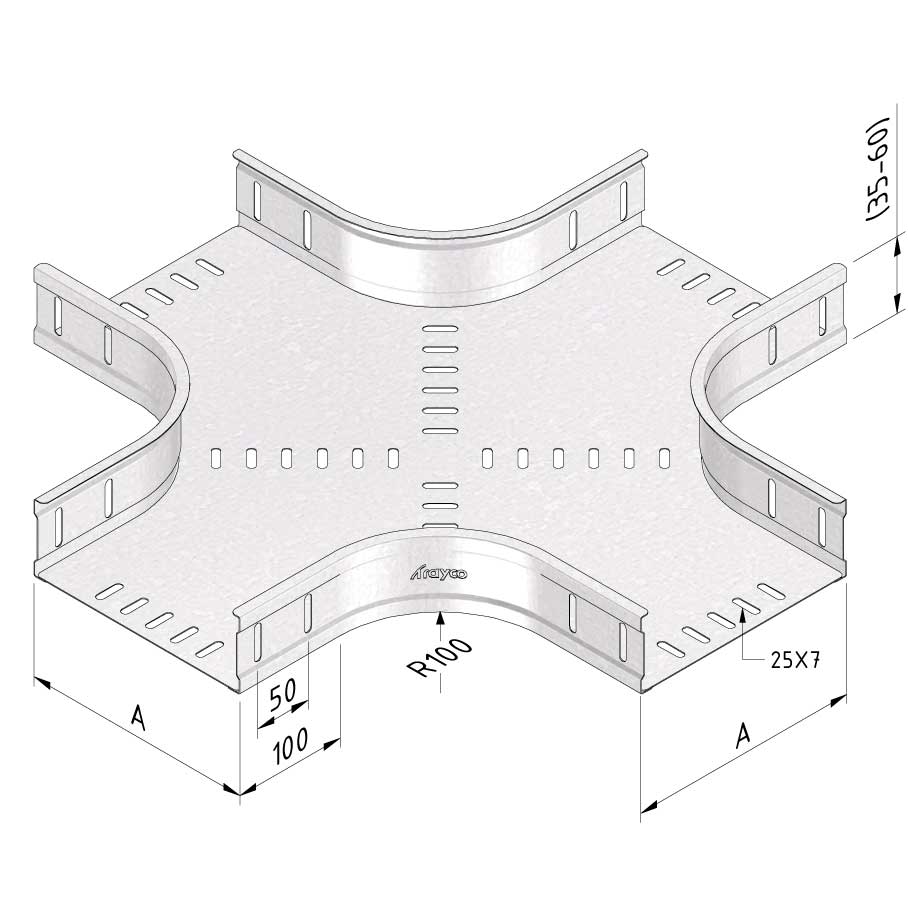
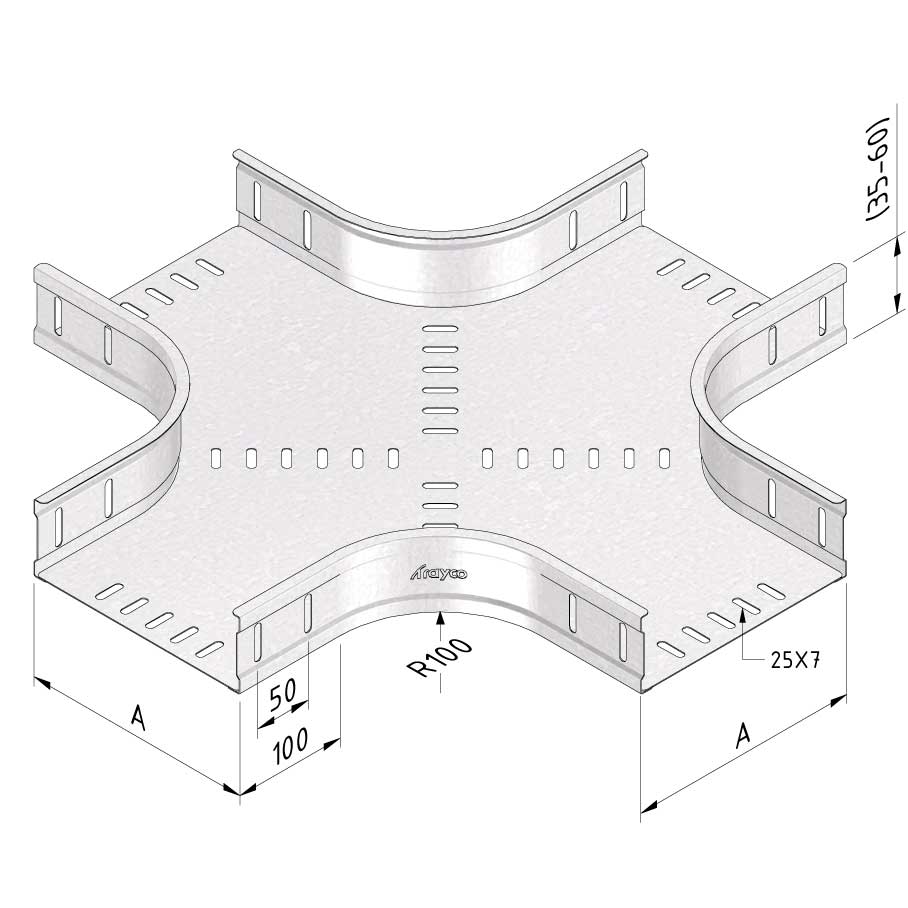
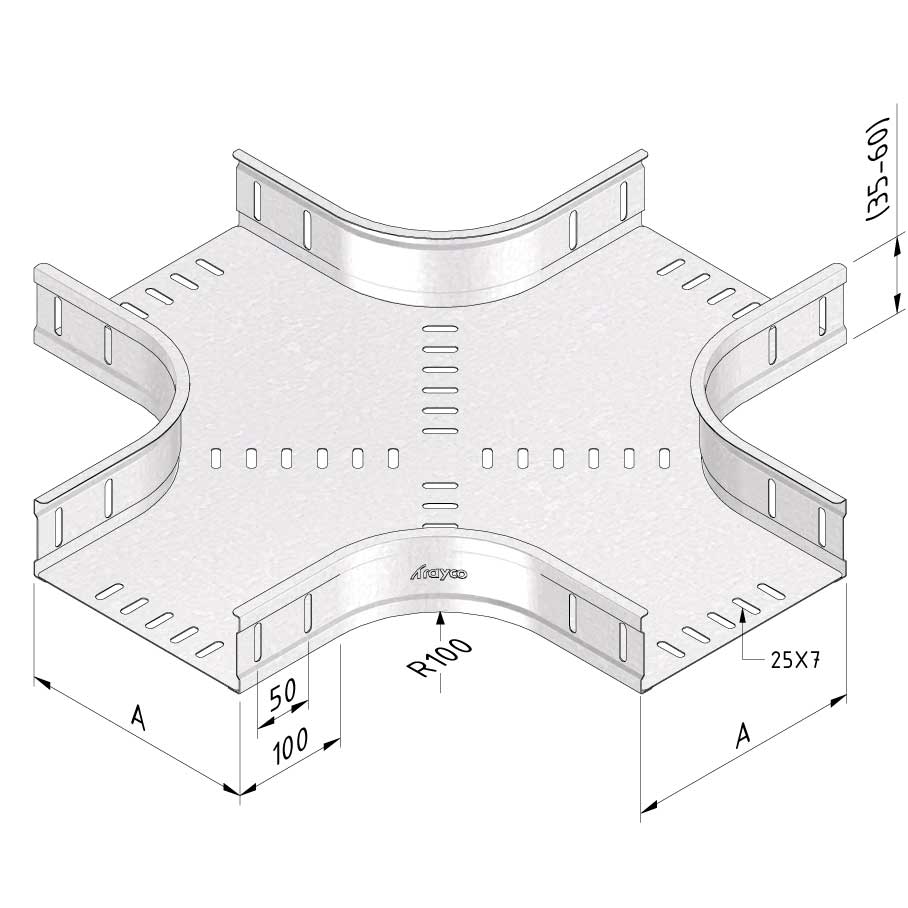
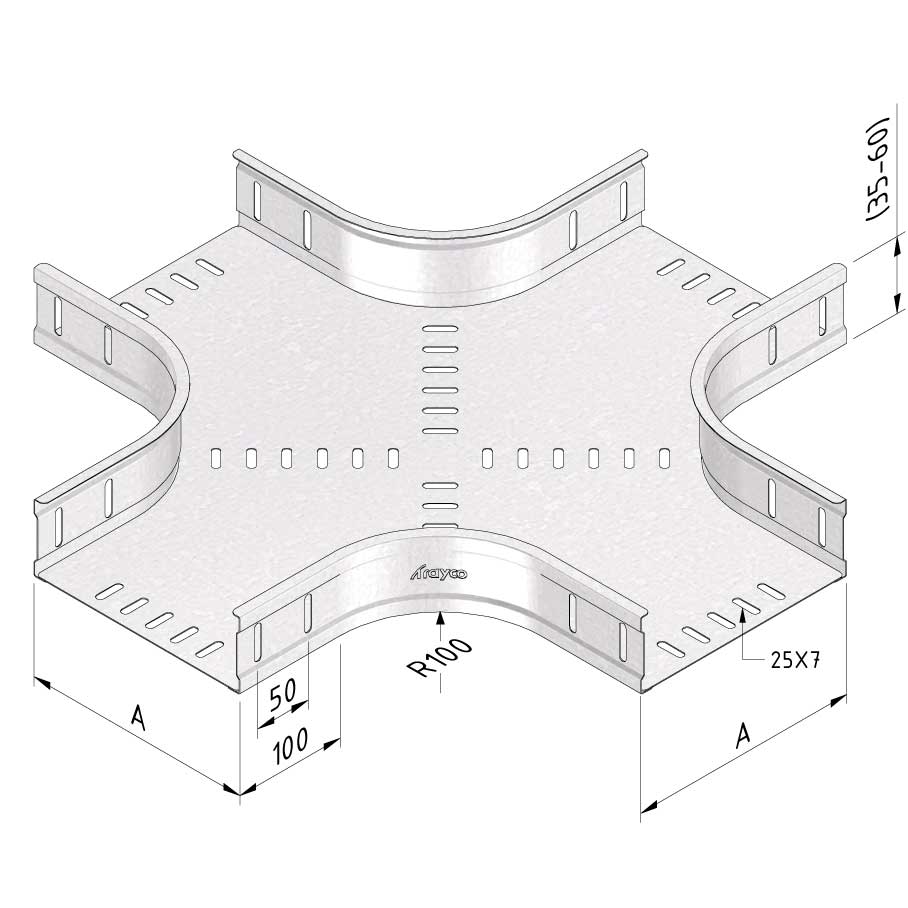
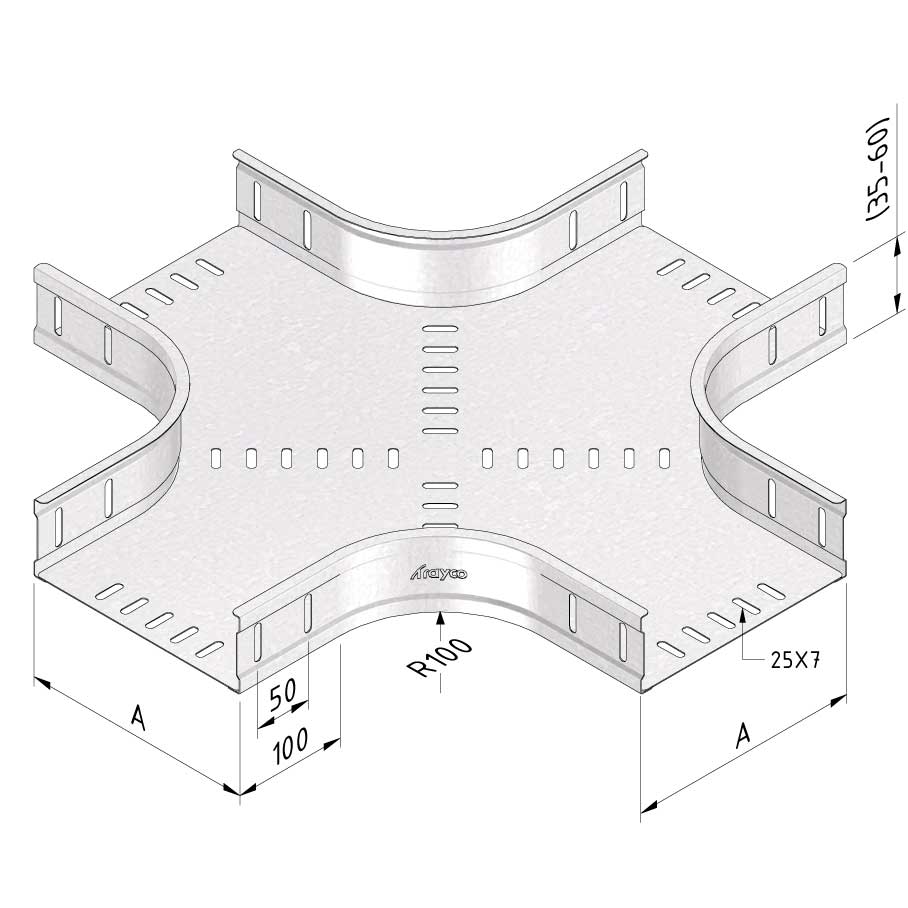
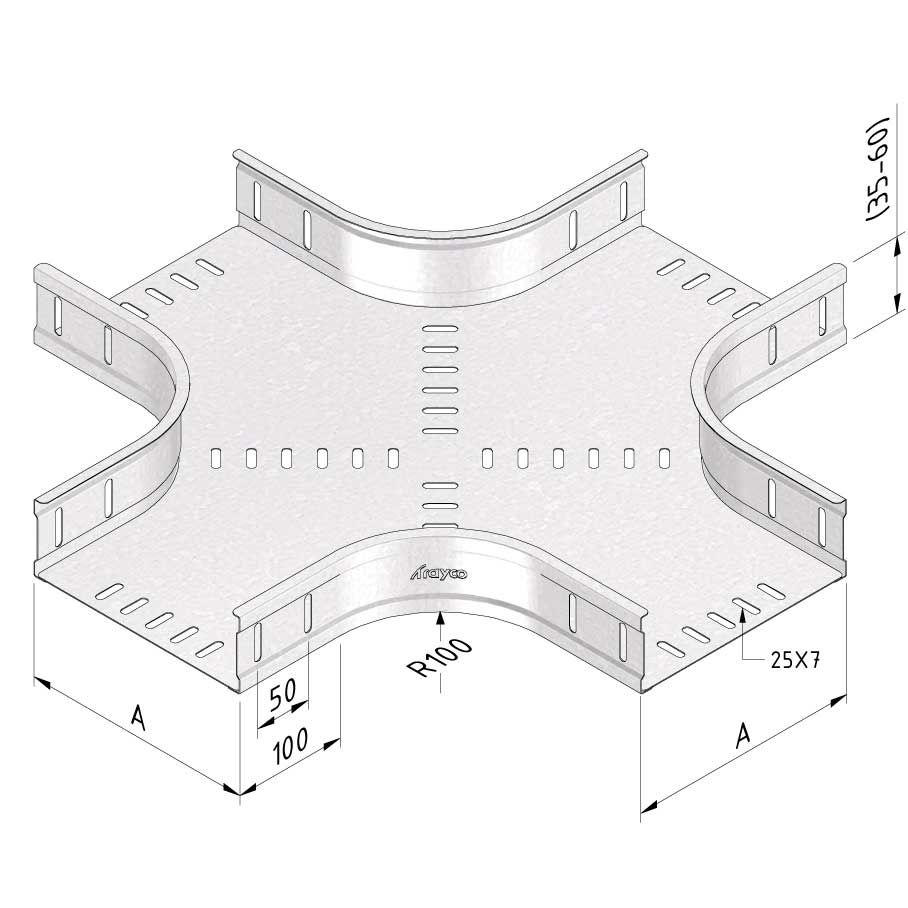
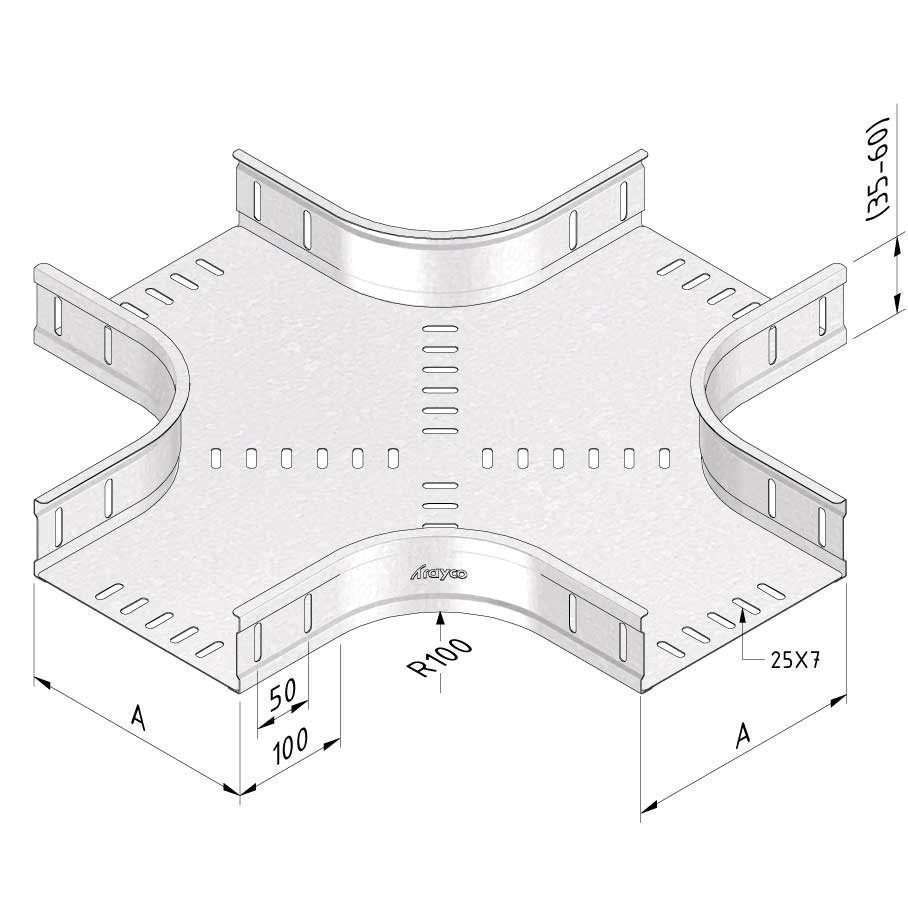
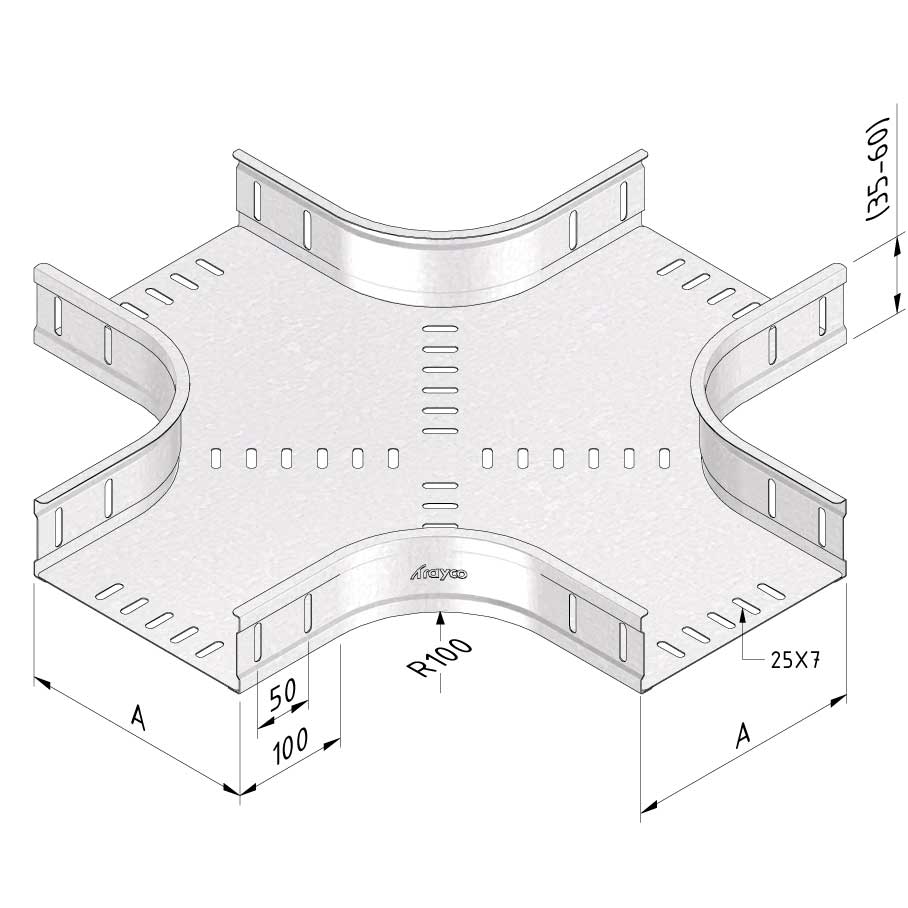
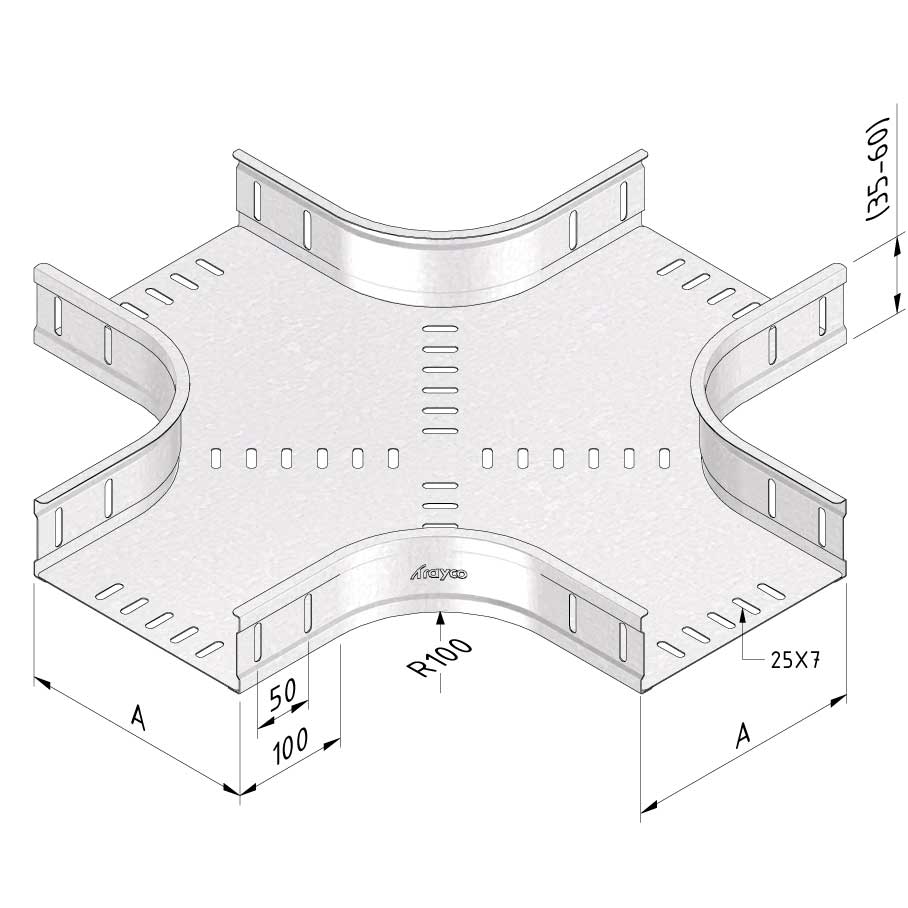
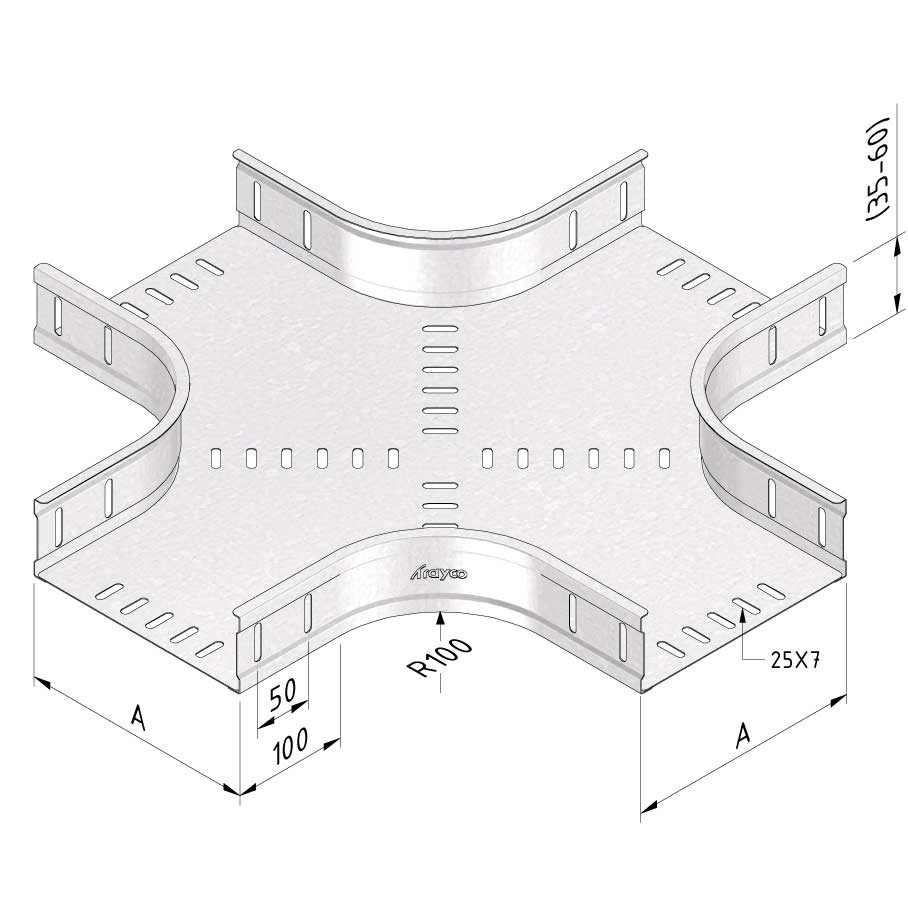
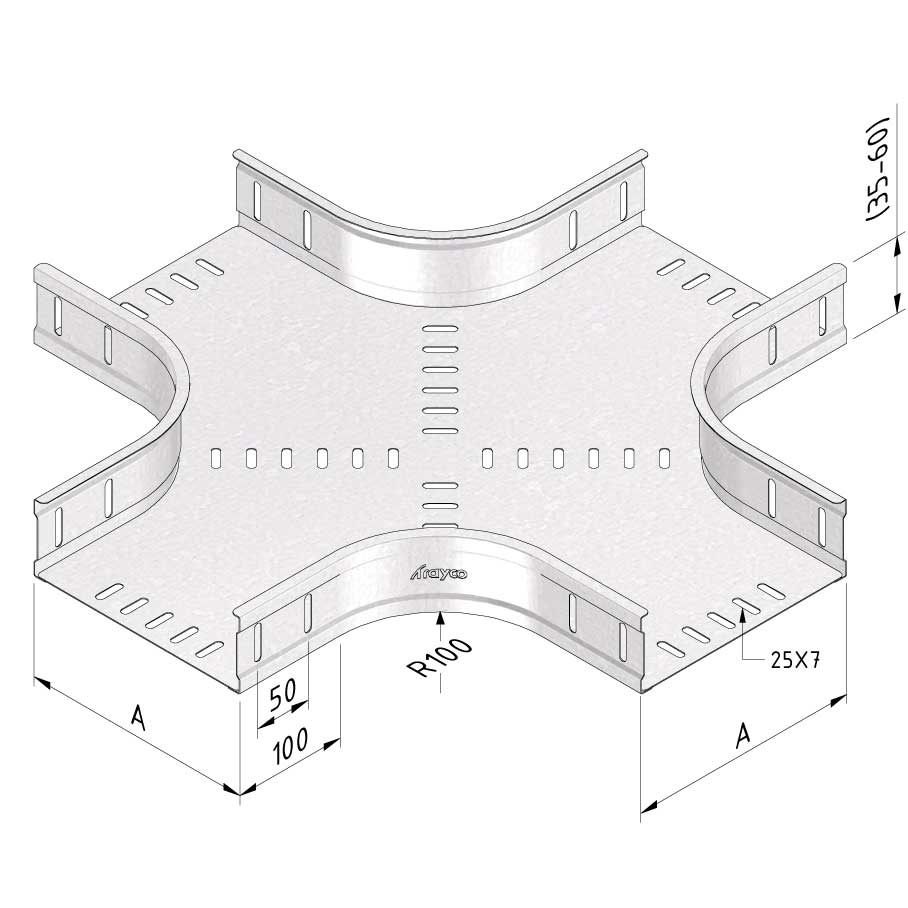
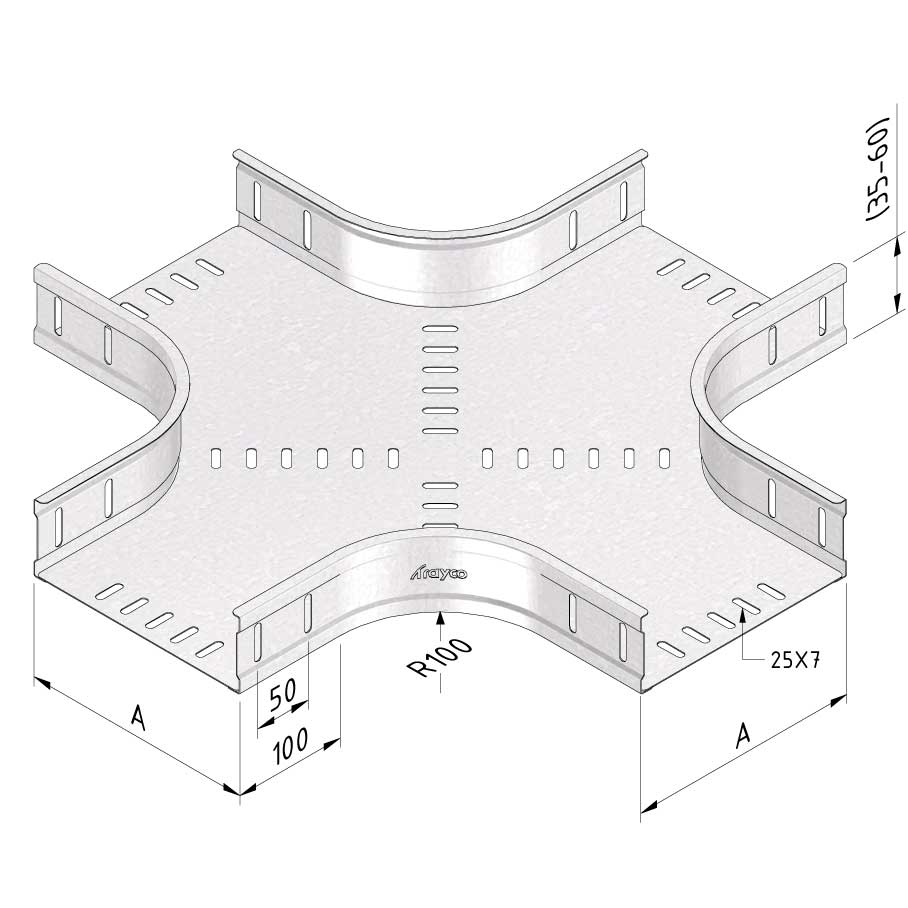
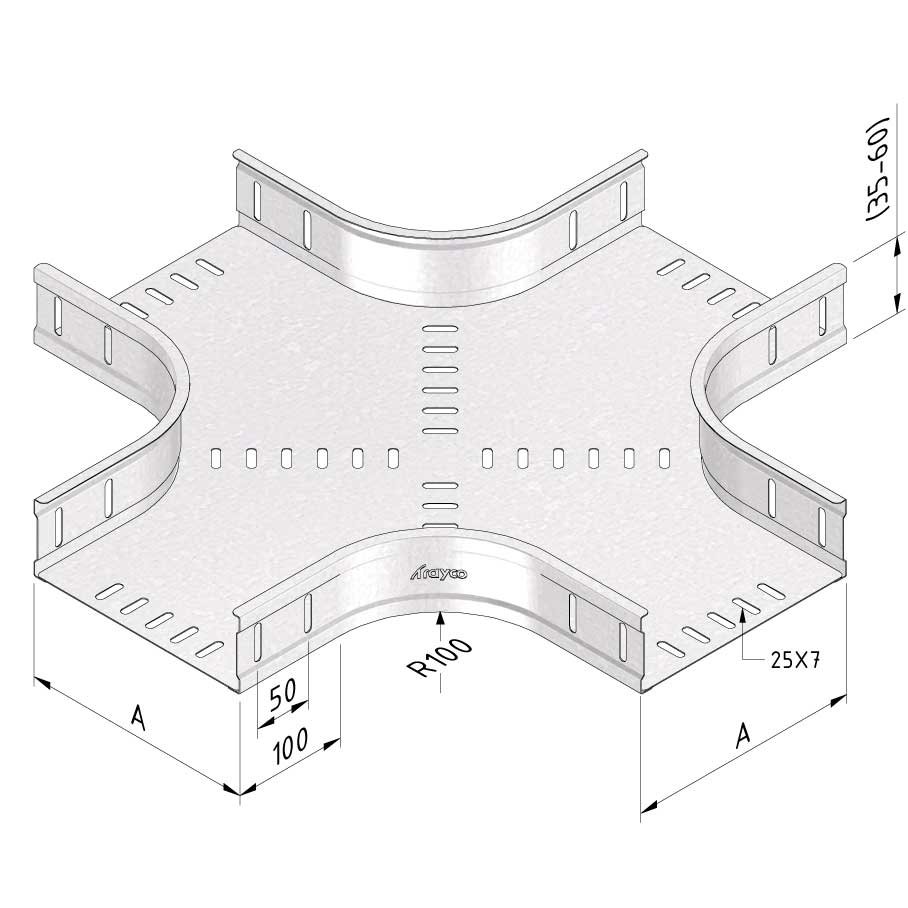
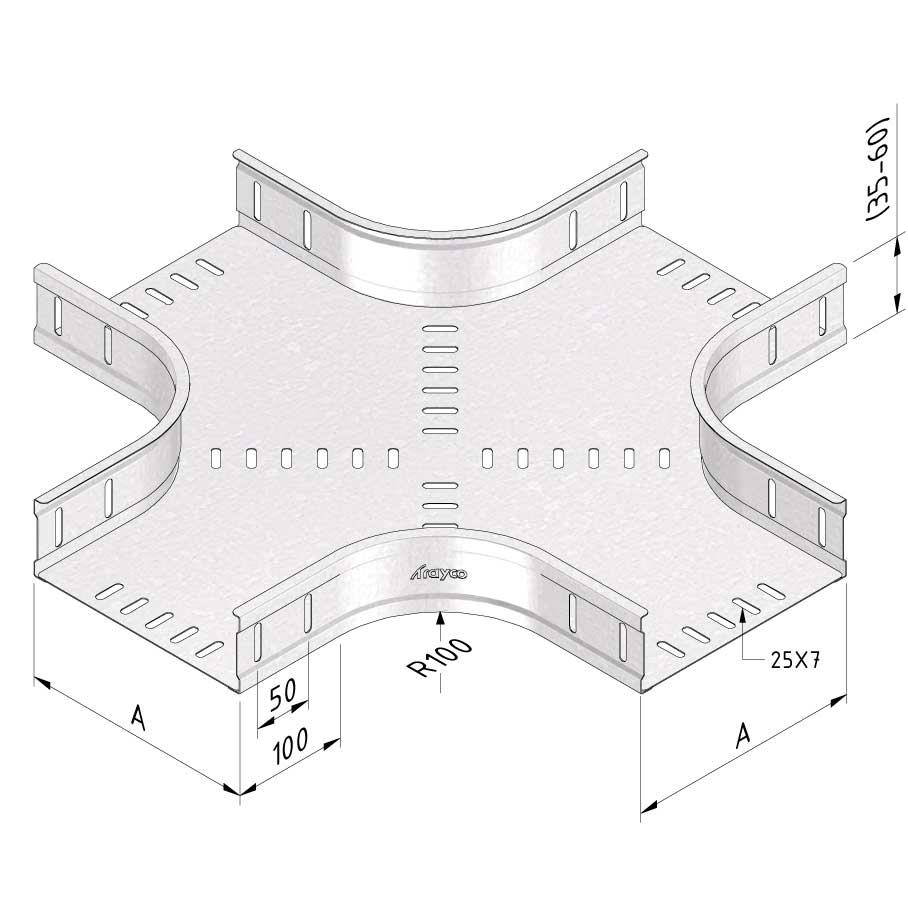
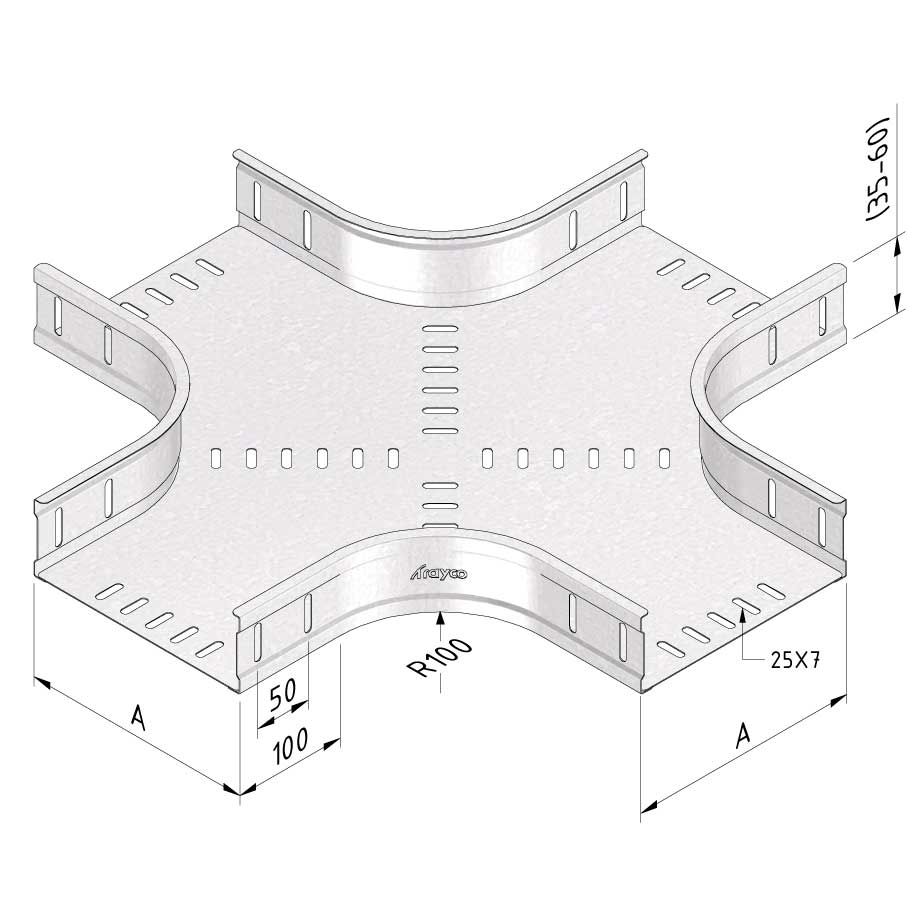
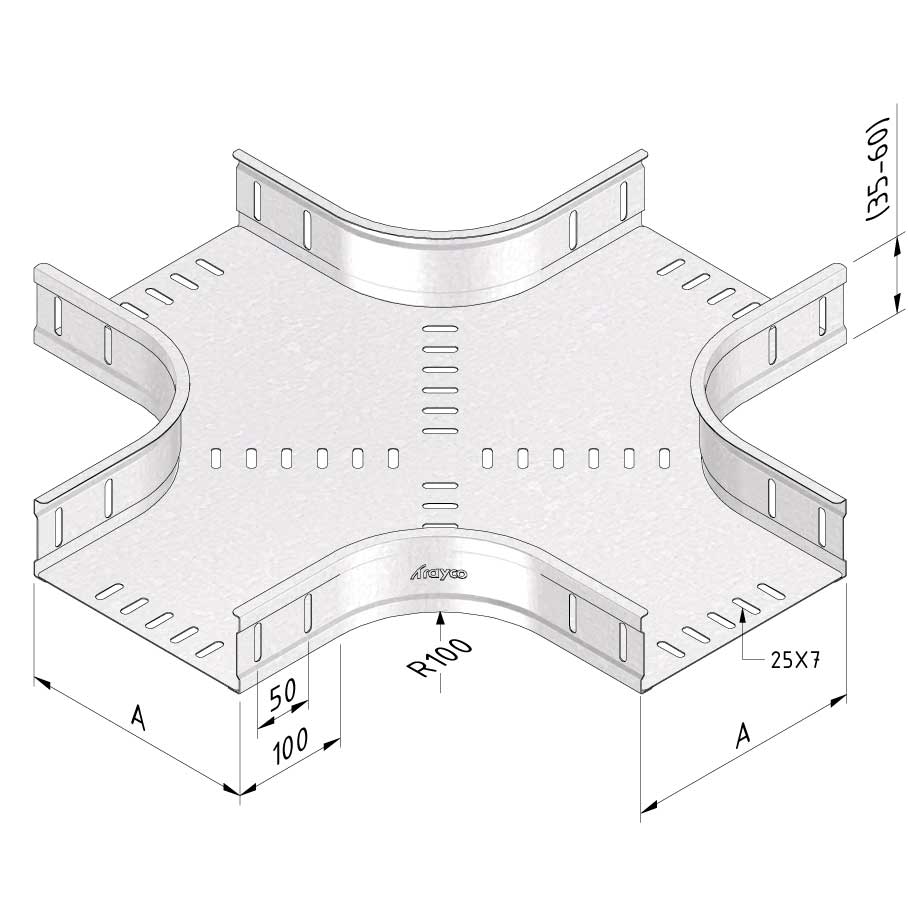
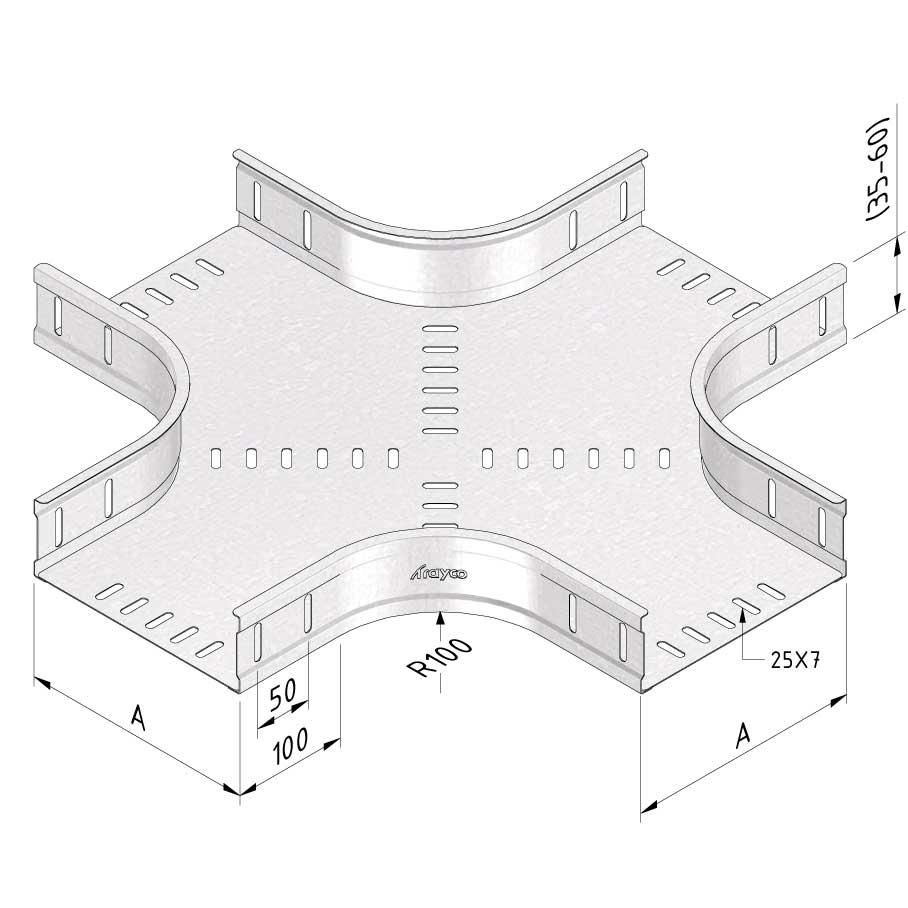
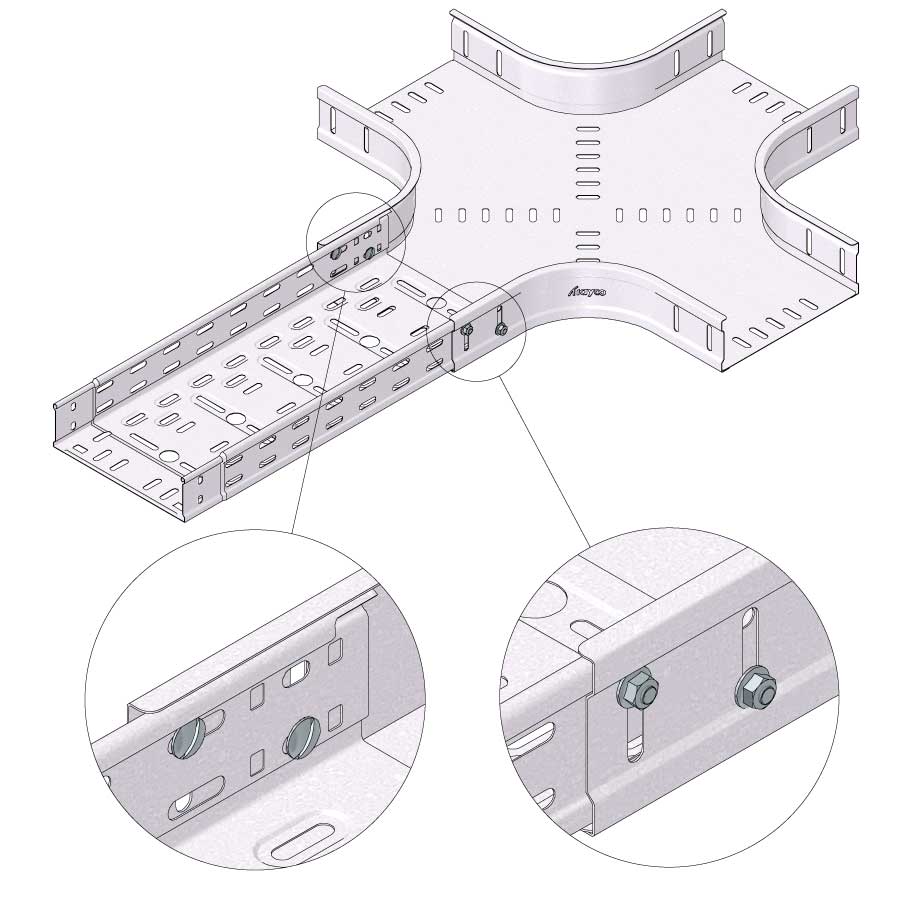
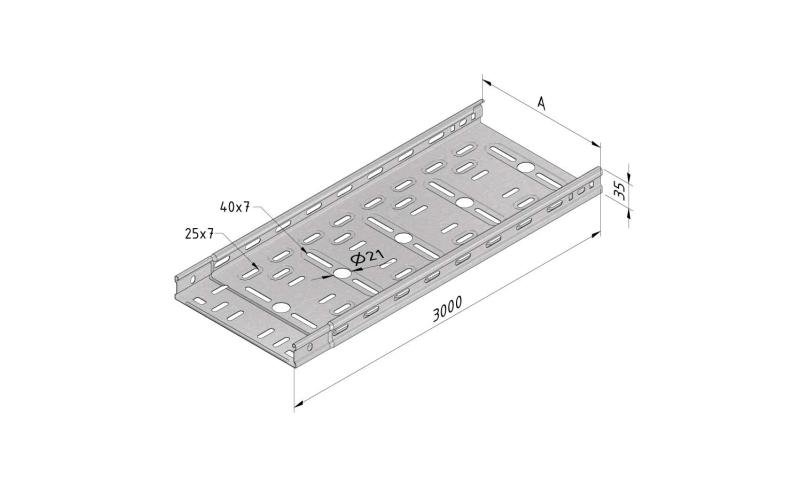
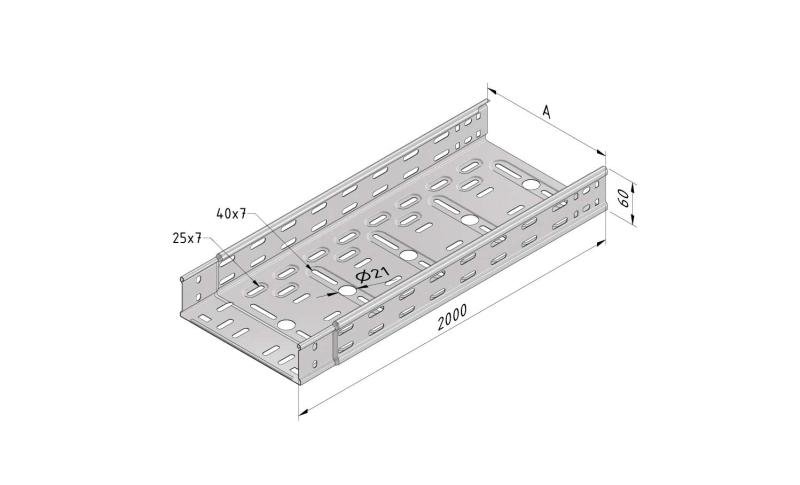
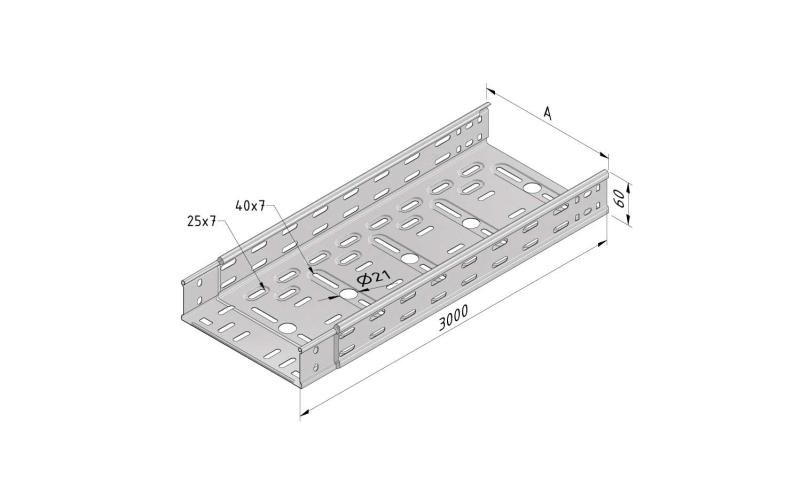
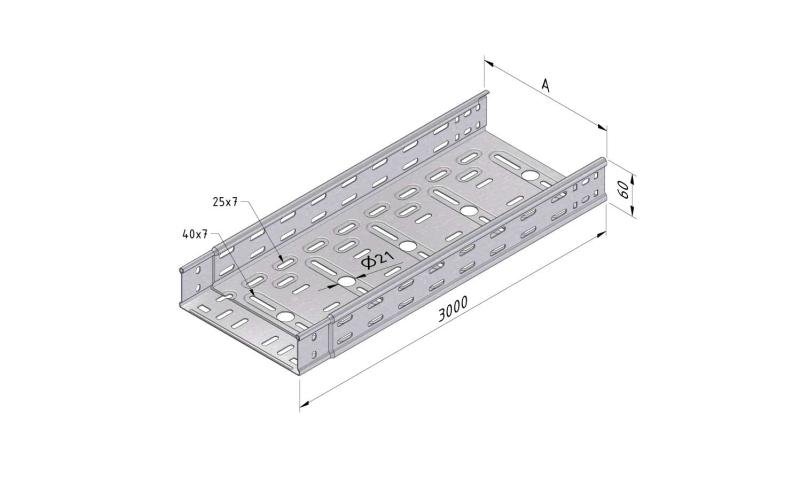
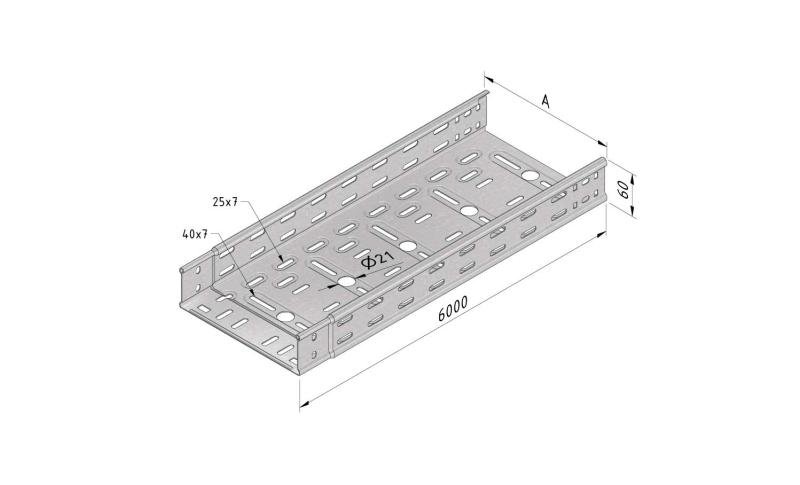
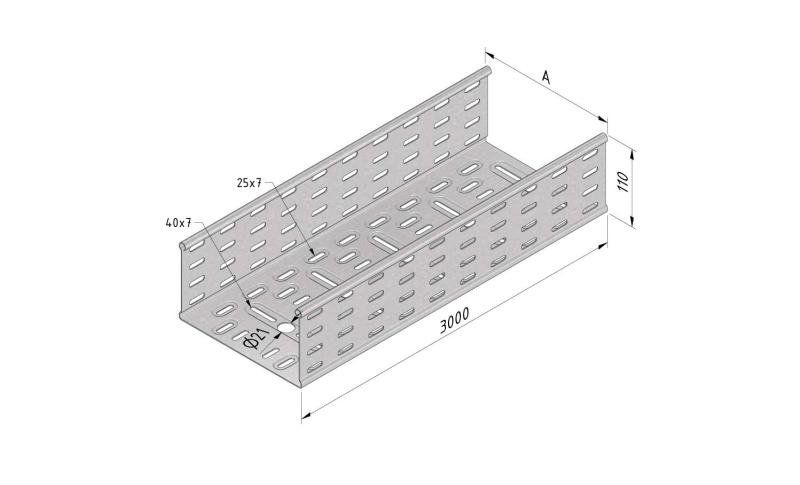
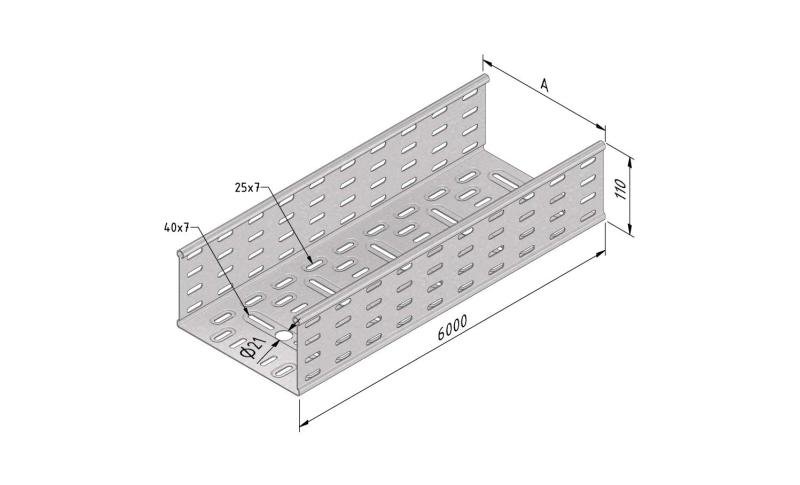
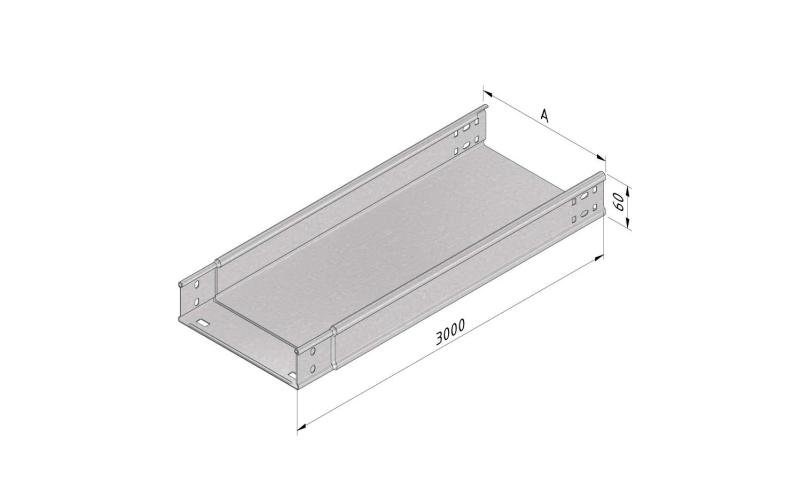
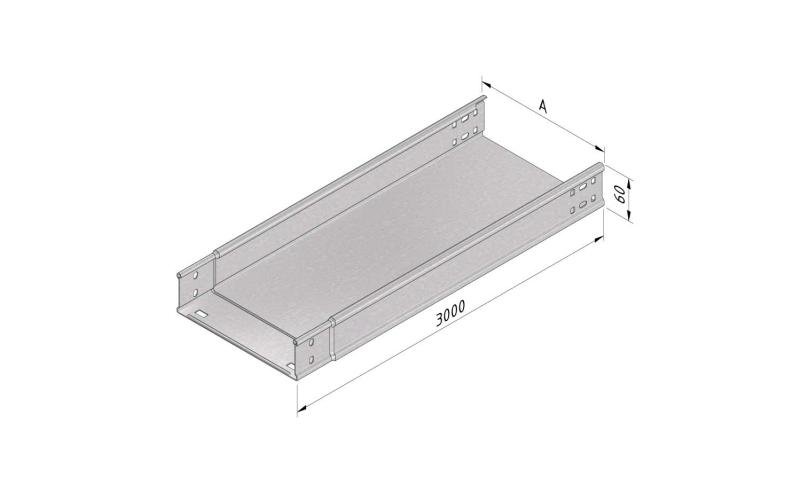
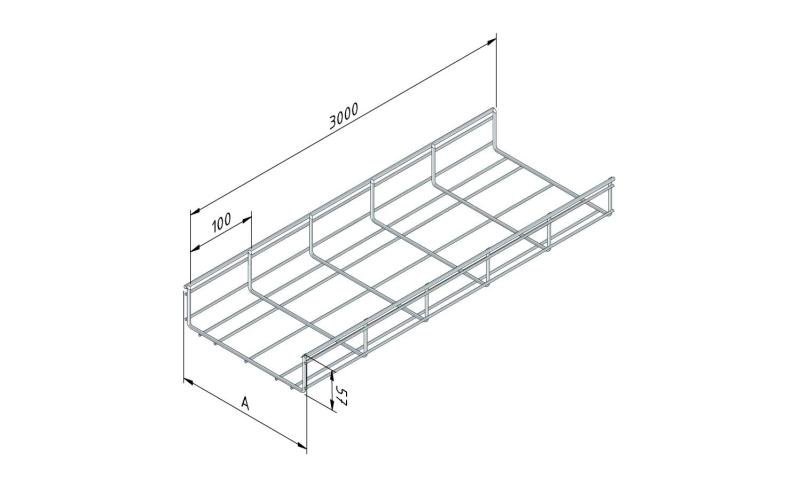
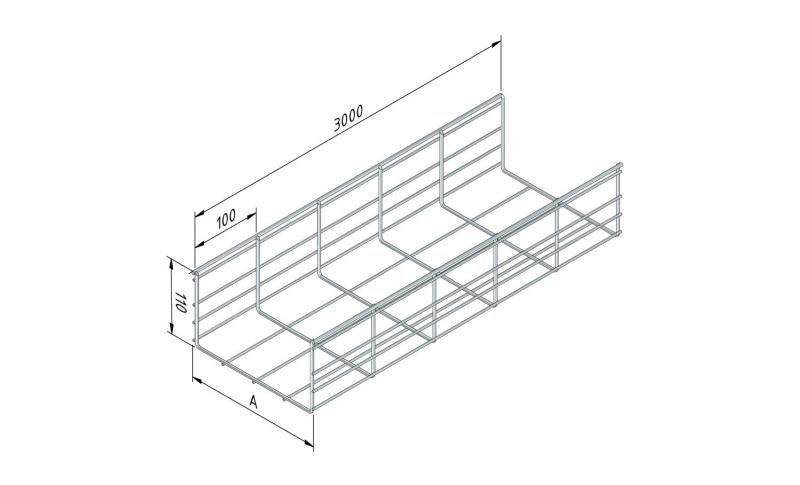
Kabelrinne X-Stück
CT-X



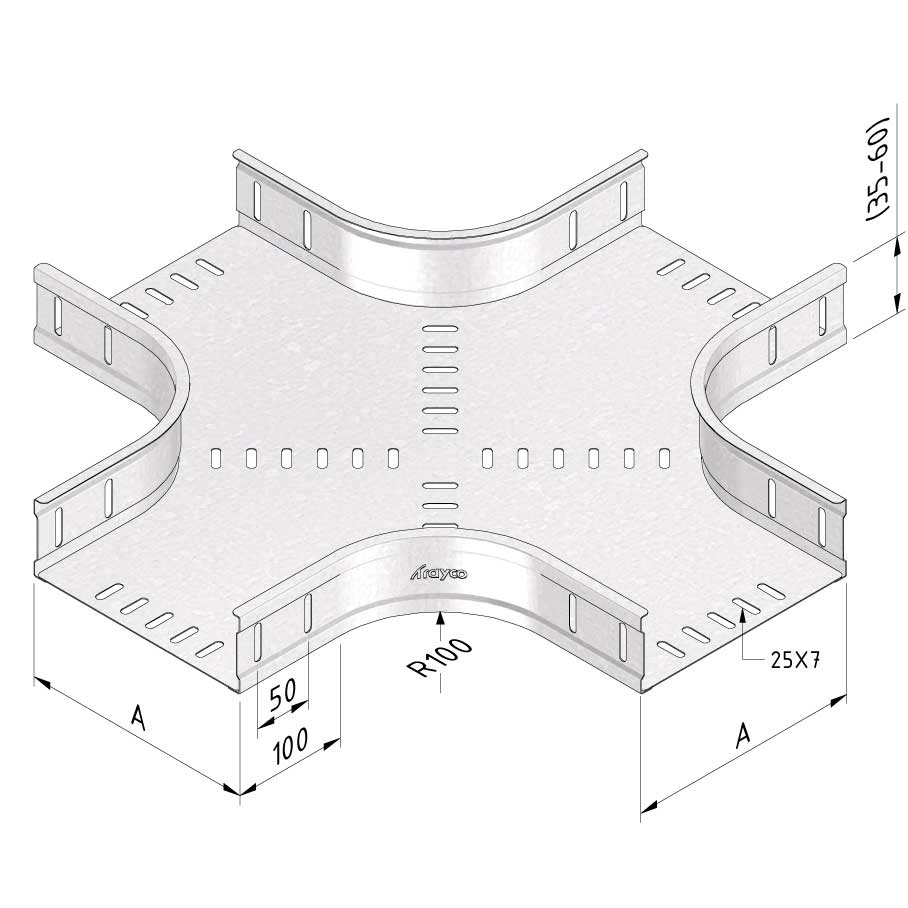

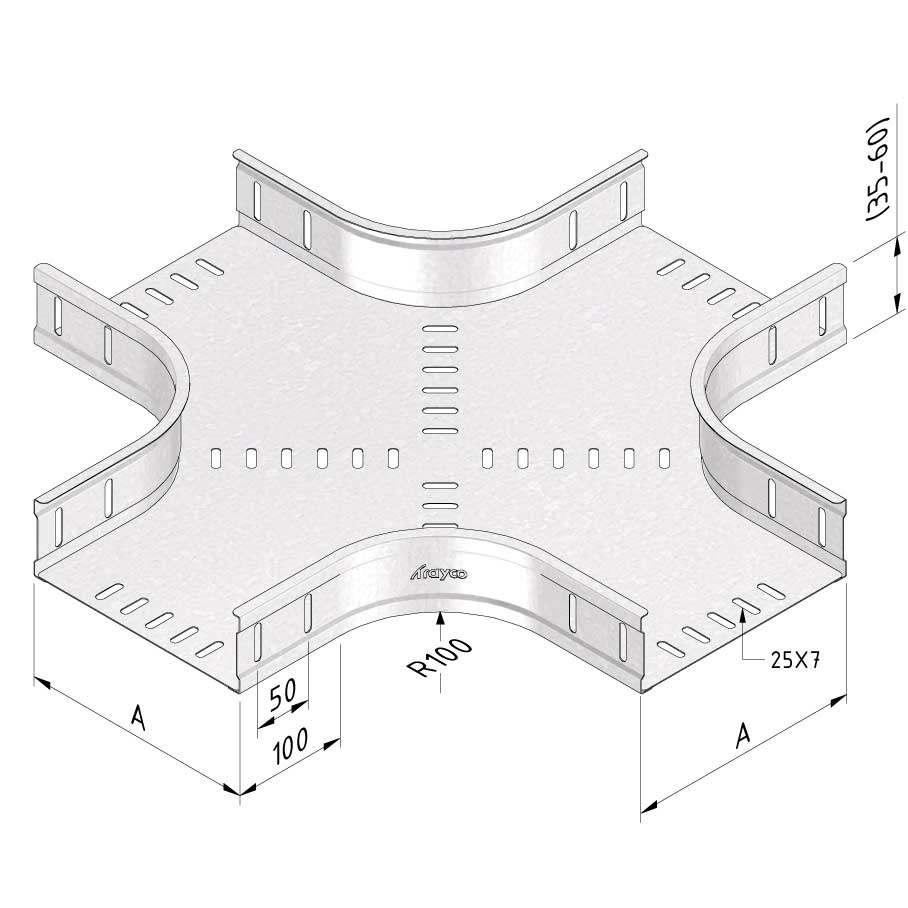
Kabelrinne X-Stück
CT-X
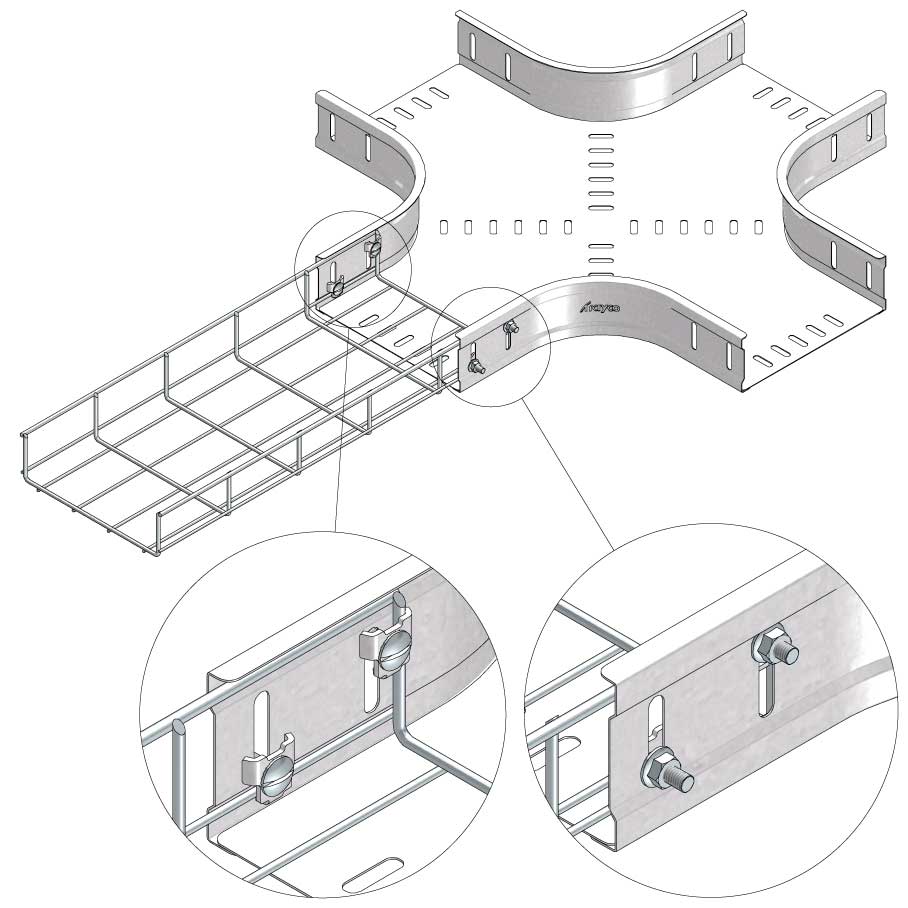
Verbinden mit BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | maß A | Verpackung | |||
|---|---|---|---|---|---|---|---|
|
|
12108 |
CT35-X-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
12109 |
CT35-X-075-PG |
PG
|
75
|
1
|
Standard
|
|
|
|
12110 |
CT35-X-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
12111 |
CT35-X-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
12112 |
CT35-X-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
12113 |
CT35-X-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
16328 |
CT35-X-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
12158 |
CT35-X-050-DG |
DG
|
50
|
1
|
|
|
|
|
12159 |
CT35-X-075-DG |
DG
|
75
|
1
|
|
|
|
|
12160 |
CT35-X-100-DG |
DG
|
100
|
1
|
|
|
|
|
12161 |
CT35-X-150-DG |
DG
|
150
|
1
|
|
|
|
|
12162 |
CT35-X-200-DG |
DG
|
200
|
1
|
|
|
|
|
12163 |
CT35-X-300-DG |
DG
|
300
|
1
|
|
|
|
|
16329 |
CT35-X-400-DG |
DG
|
400
|
1
|
|
|
|
|
10187 |
CT60-X-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
10188 |
CT60-X-075-PG |
PG
|
75
|
1
|
Standard
|
|
|
|
10189 |
CT60-X-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
10190 |
CT60-X-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
10191 |
CT60-X-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
10192 |
CT60-X-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
10193 |
CT60-X-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
12114 |
CT60-X-500-PG |
PG
|
500
|
1
|
Standard
|
|
|
|
12115 |
CT60-X-600-PG |
PG
|
600
|
1
|
Standard
|
|
|
|
19850 |
CT60-X-050-UG |
UG
|
50
|
1
|
|
|
|
|
19851 |
CT60-X-075-UG |
UG
|
75
|
1
|
|
|
|
|
19629 |
CT60-X-100-UG |
UG
|
100
|
1
|
|
|
|
|
19852 |
CT60-X-150-UG |
UG
|
150
|
1
|
|
|
|
|
19853 |
CT60-X-200-UG |
UG
|
200
|
1
|
|
|
|
|
19854 |
CT60-X-300-UG |
UG
|
300
|
1
|
|
|
|
|
19855 |
CT60-X-400-UG |
UG
|
400
|
1
|
|
|
|
|
19856 |
CT60-X-500-UG |
UG
|
500
|
1
|
|
|
|
|
19857 |
CT60-X-600-UG |
UG
|
600
|
1
|
|
|
|
|
12027 |
CT110-X-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
12028 |
CT110-X-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
12029 |
CT110-X-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
12030 |
CT110-X-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
12031 |
CT110-X-500-PG |
PG
|
500
|
1
|
Standard
|
|
|
|
12070 |
CT110-X-150-DG |
DG
|
150
|
1
|
|
|
|
|
12071 |
CT110-X-200-DG |
DG
|
200
|
1
|
|
|
|
|
12072 |
CT110-X-300-DG |
DG
|
300
|
1
|
|
|
|
|
12073 |
CT110-X-400-DG |
DG
|
400
|
1
|
|
|
|
|
12074 |
CT110-X-500-DG |
DG
|
500
|
1
|
|
|
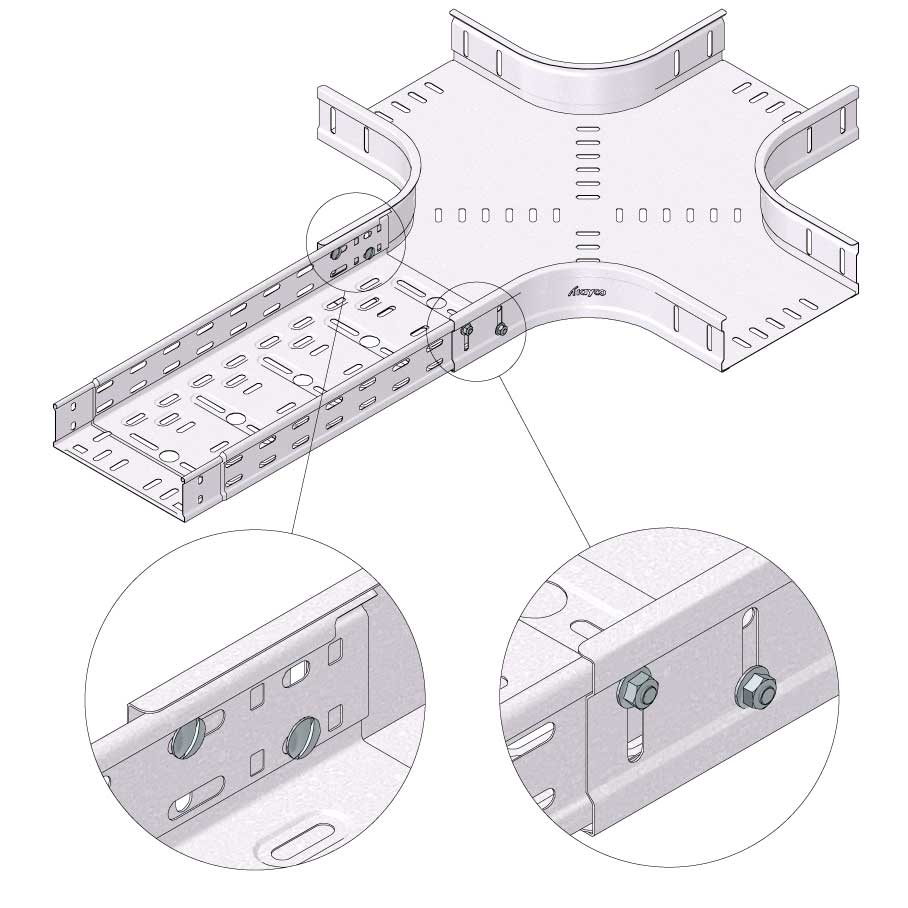



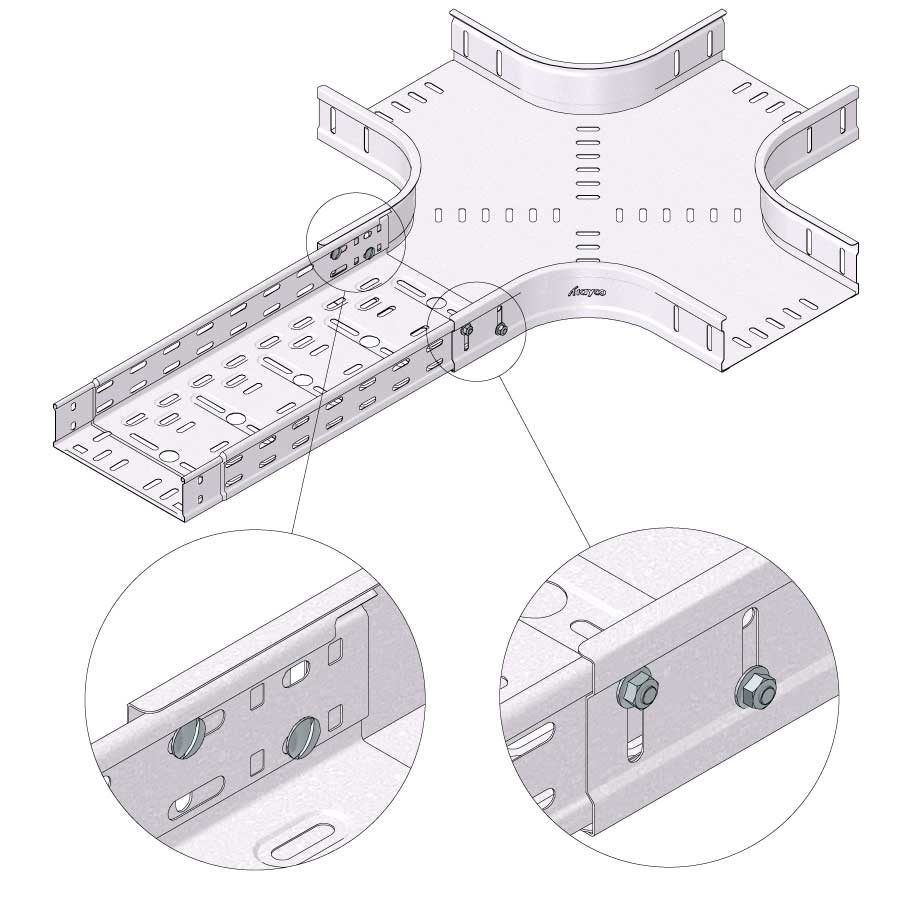



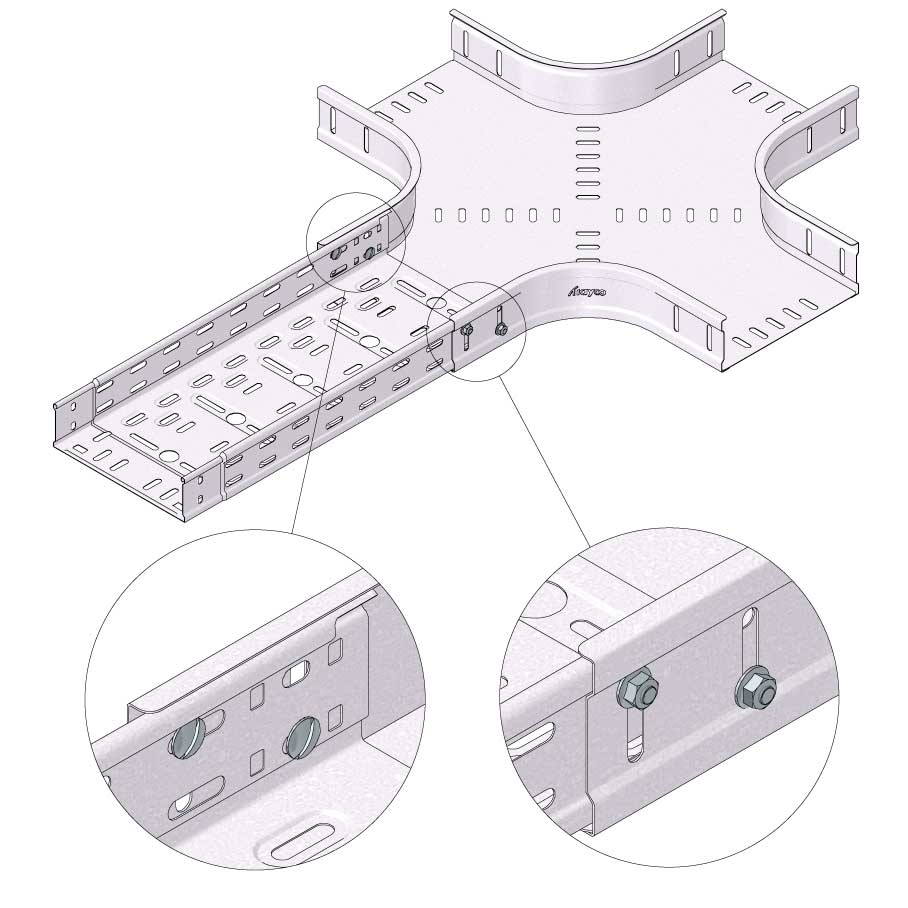



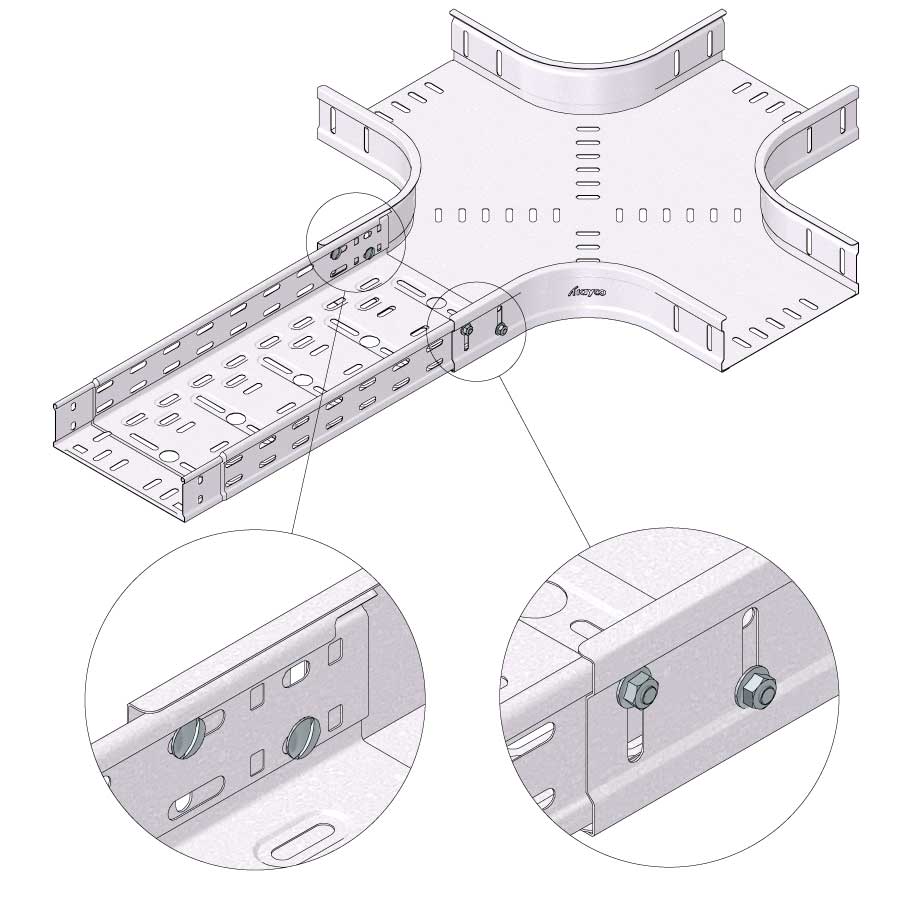



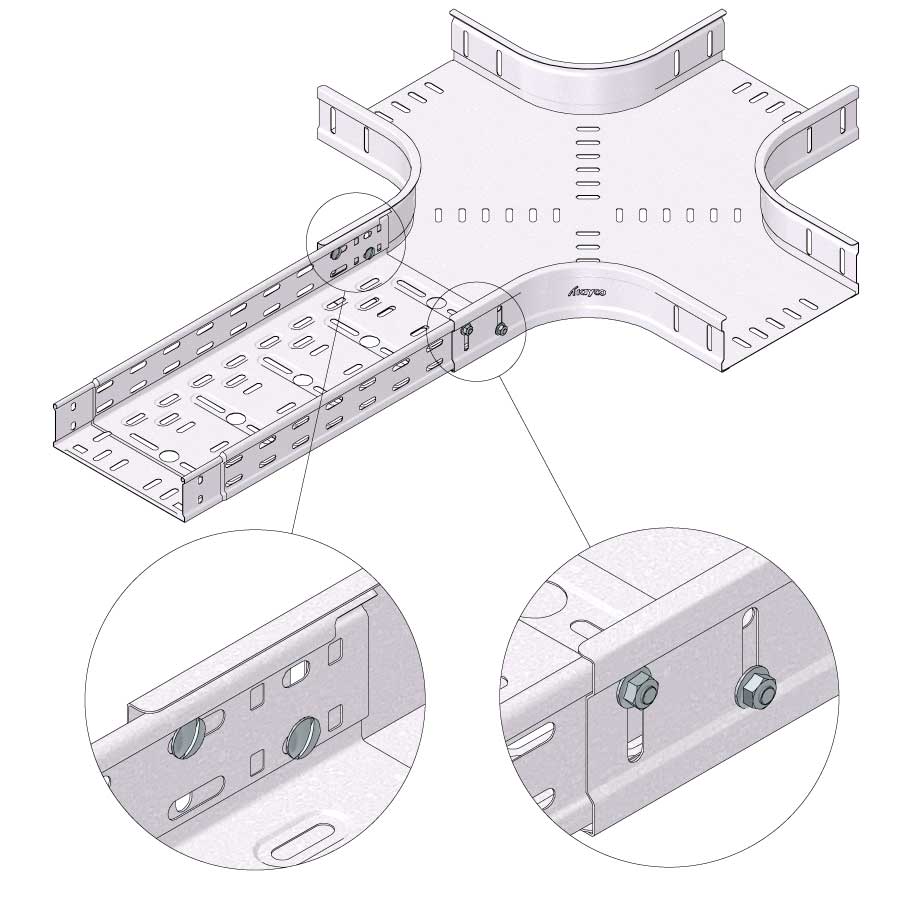



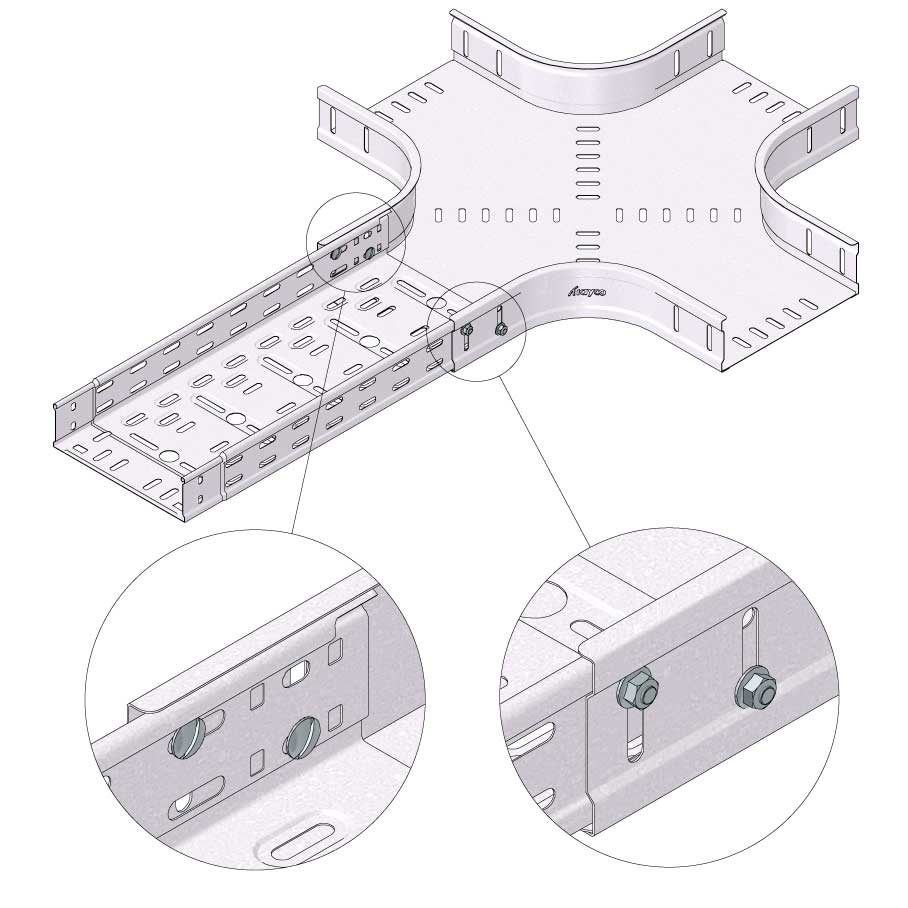



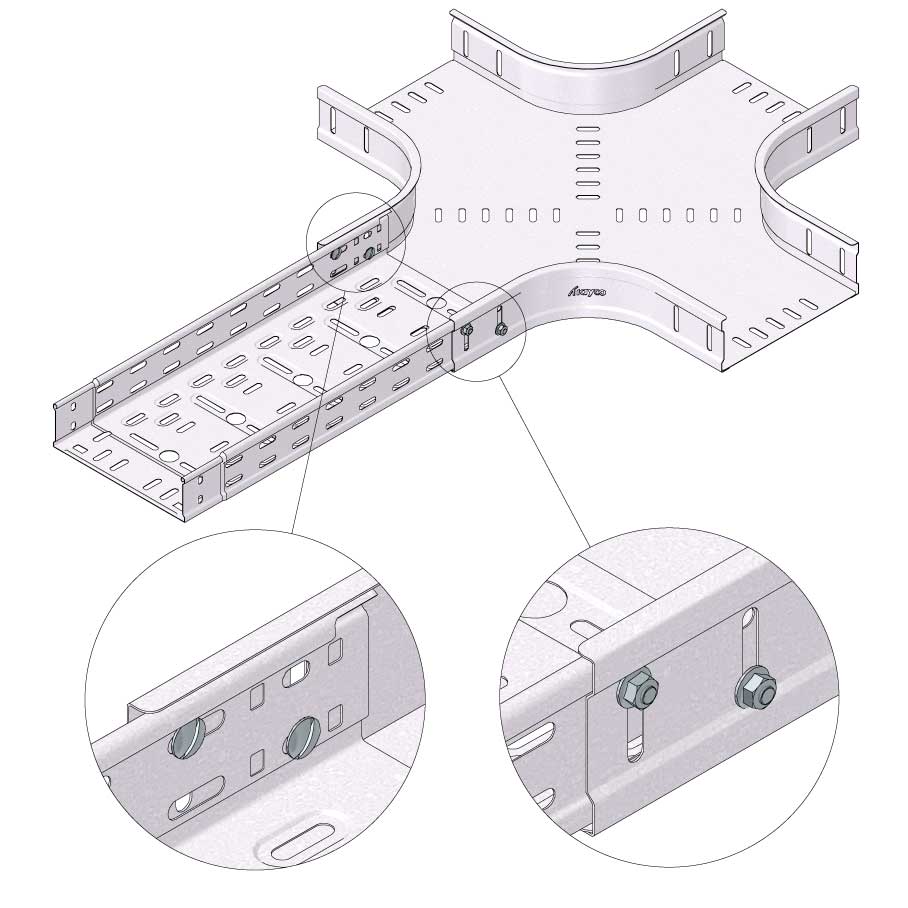



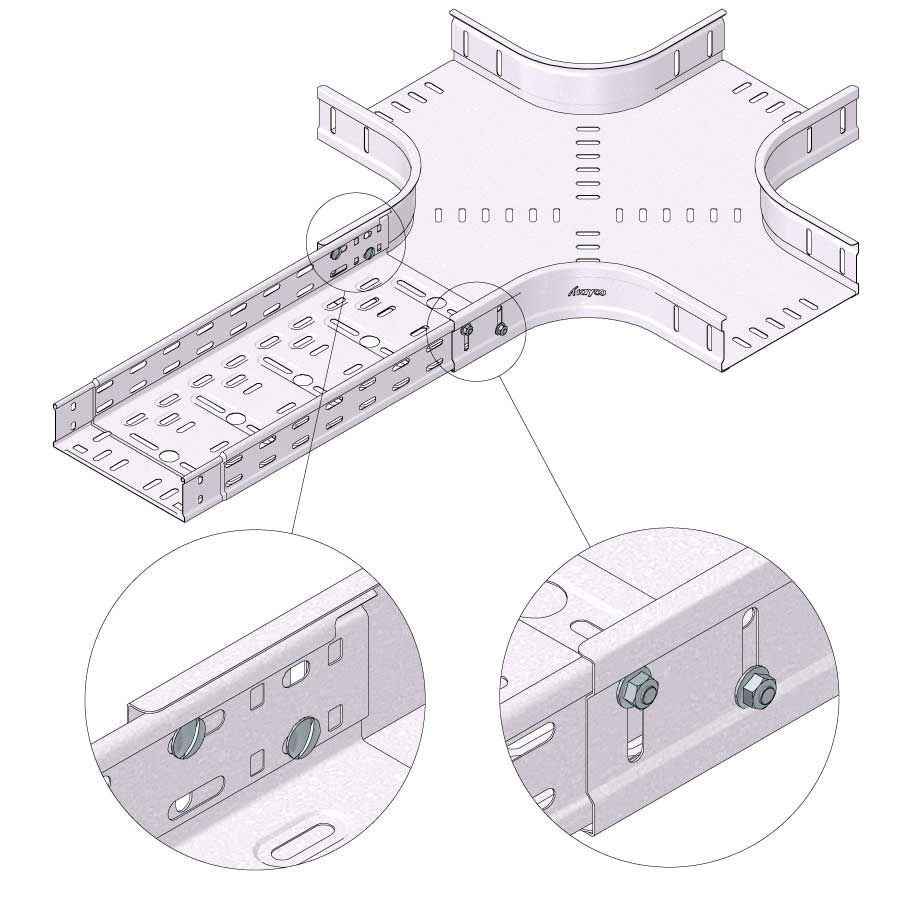



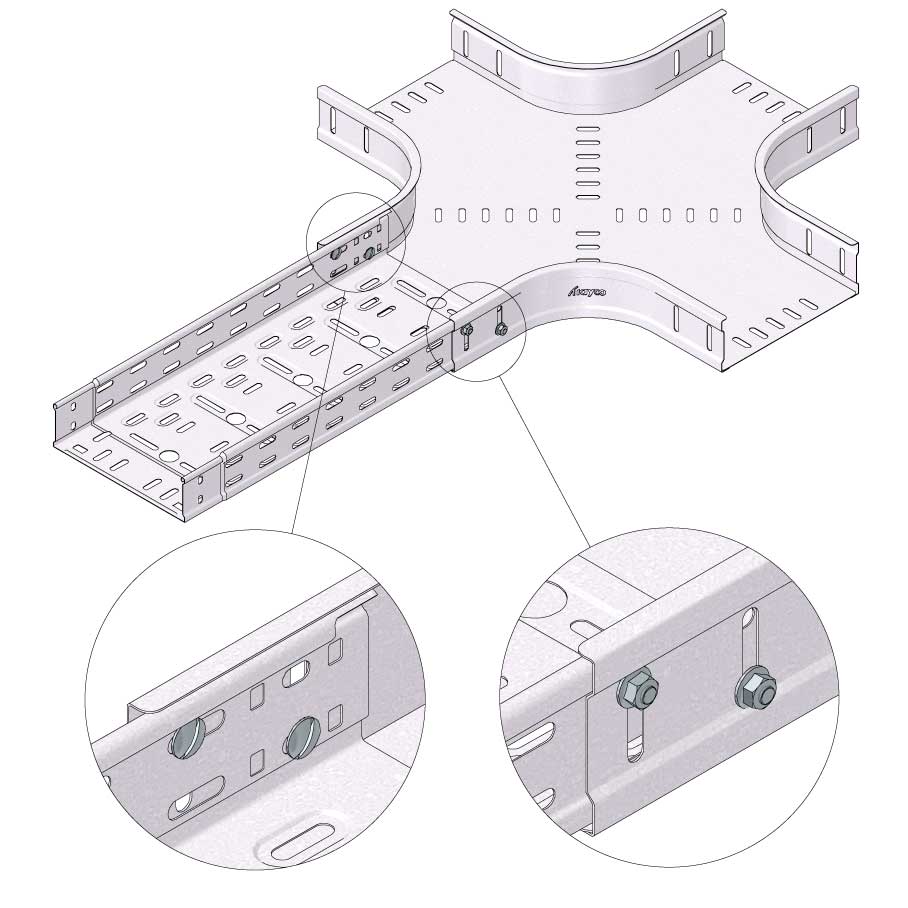



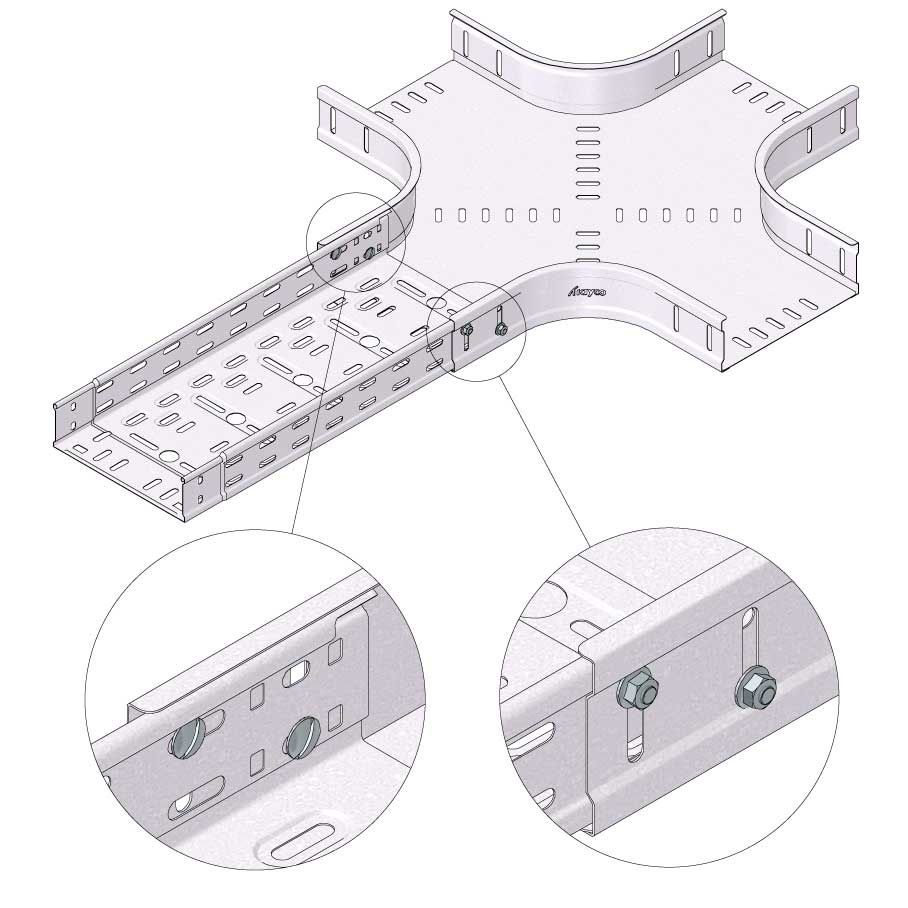



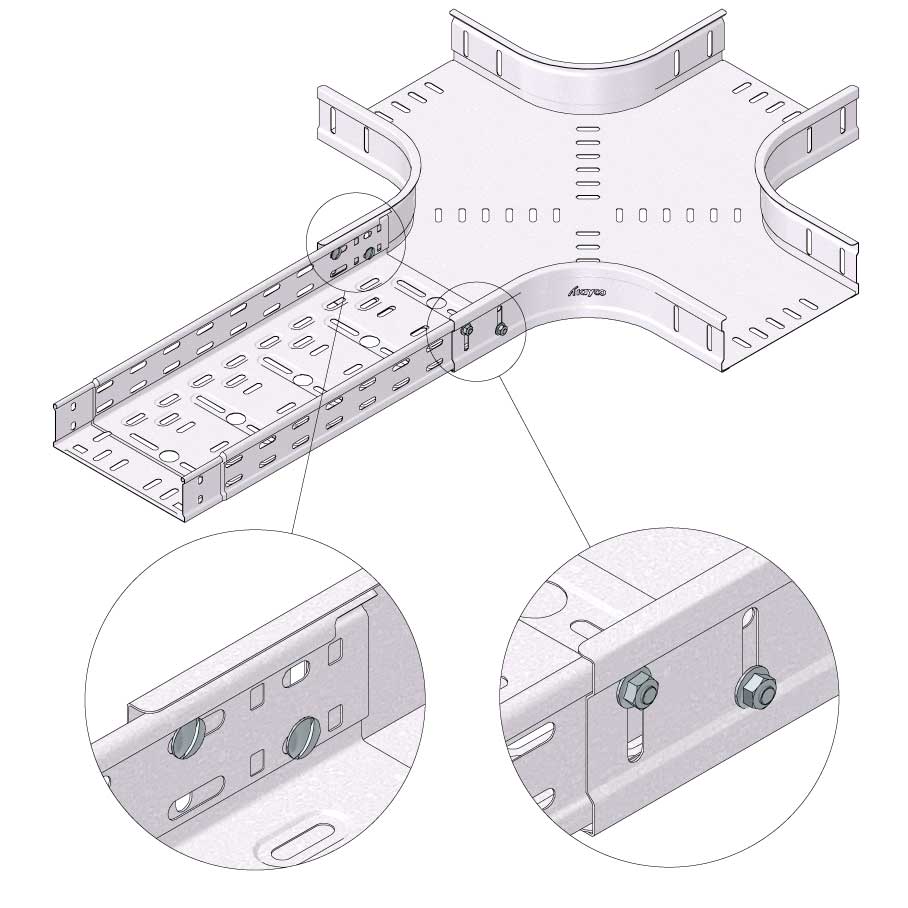



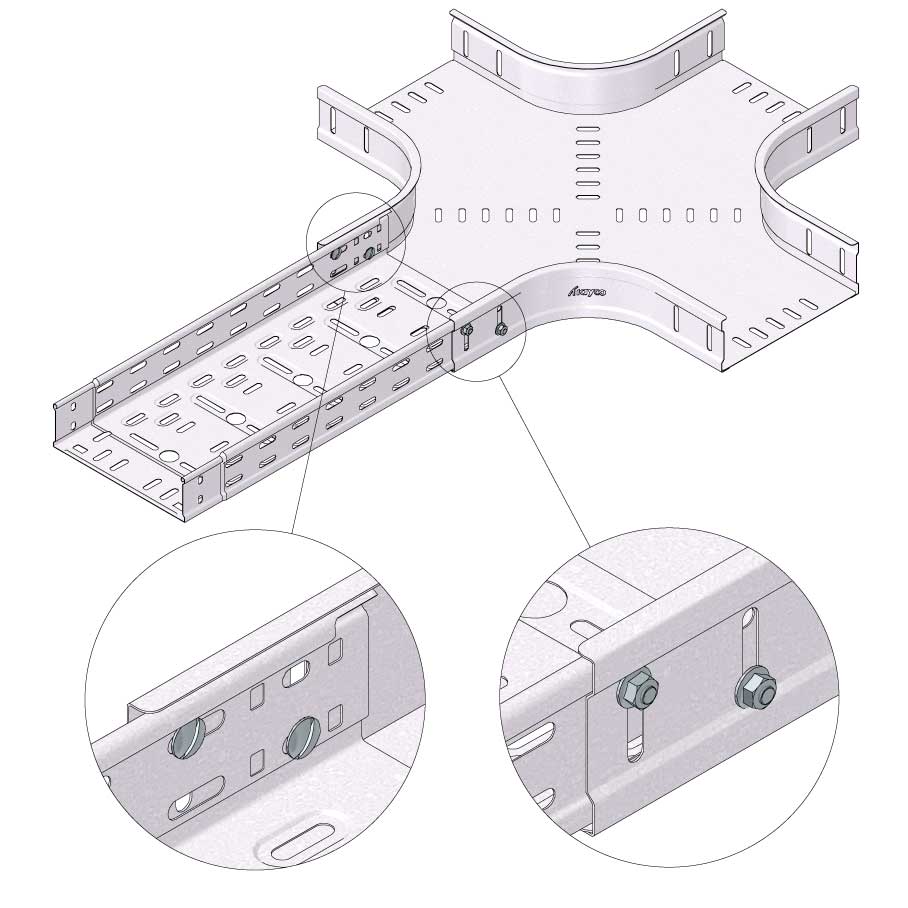



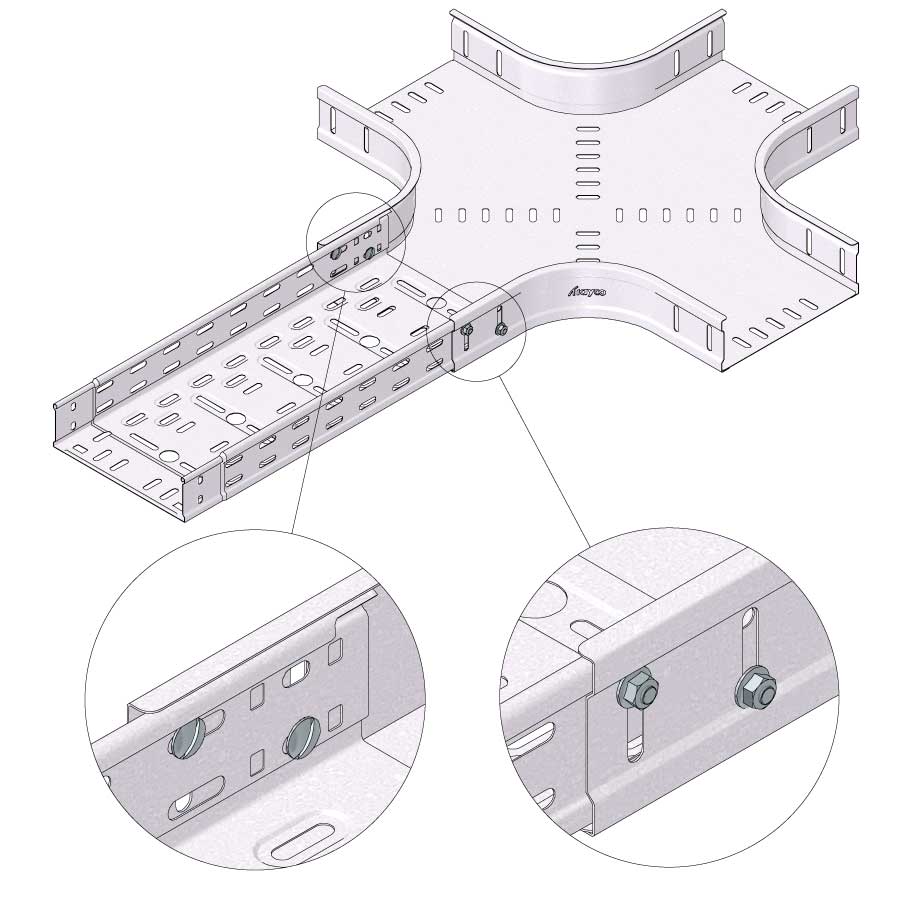



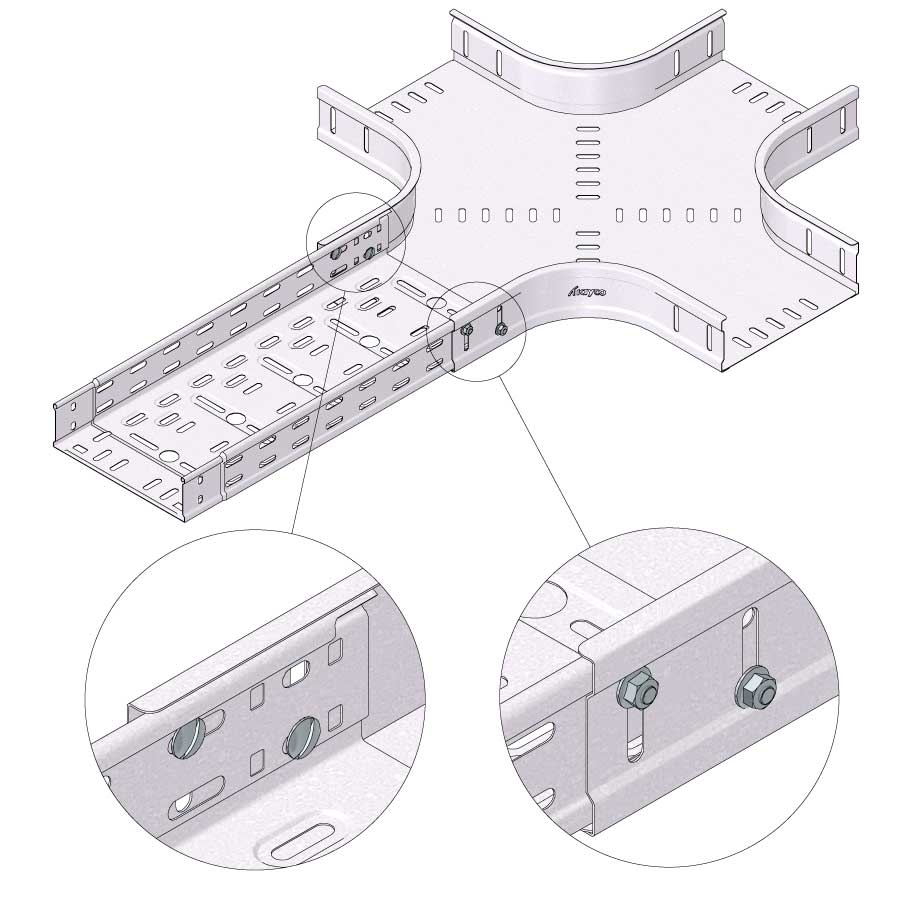



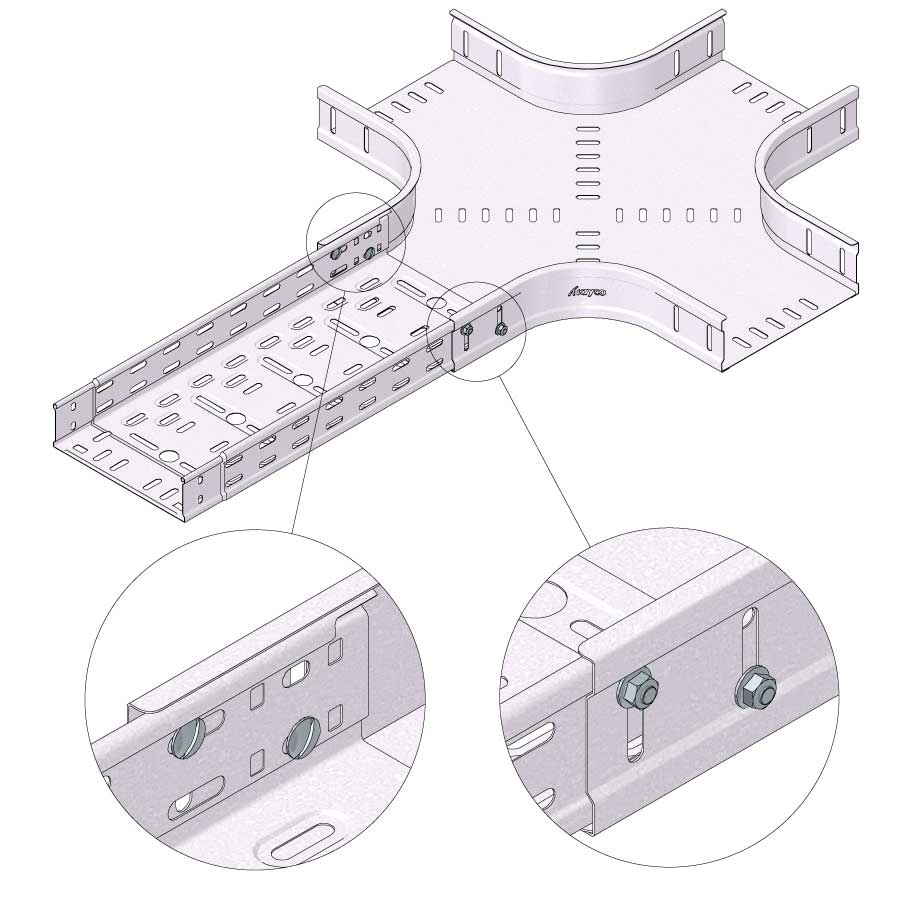



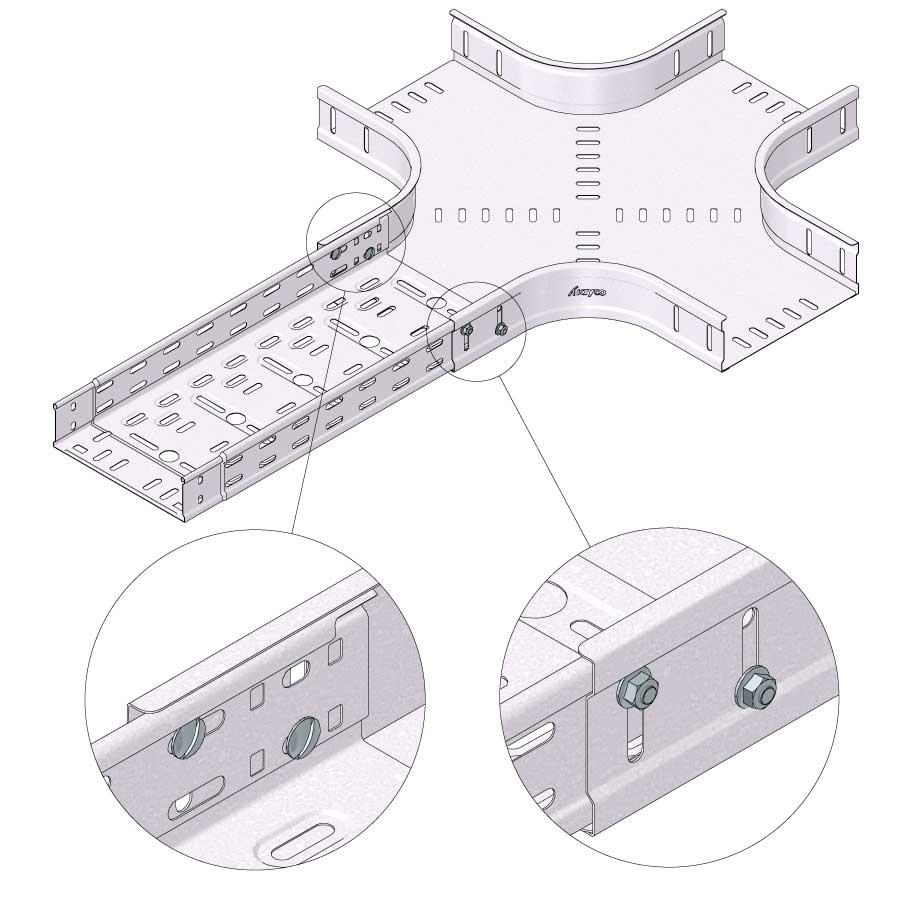



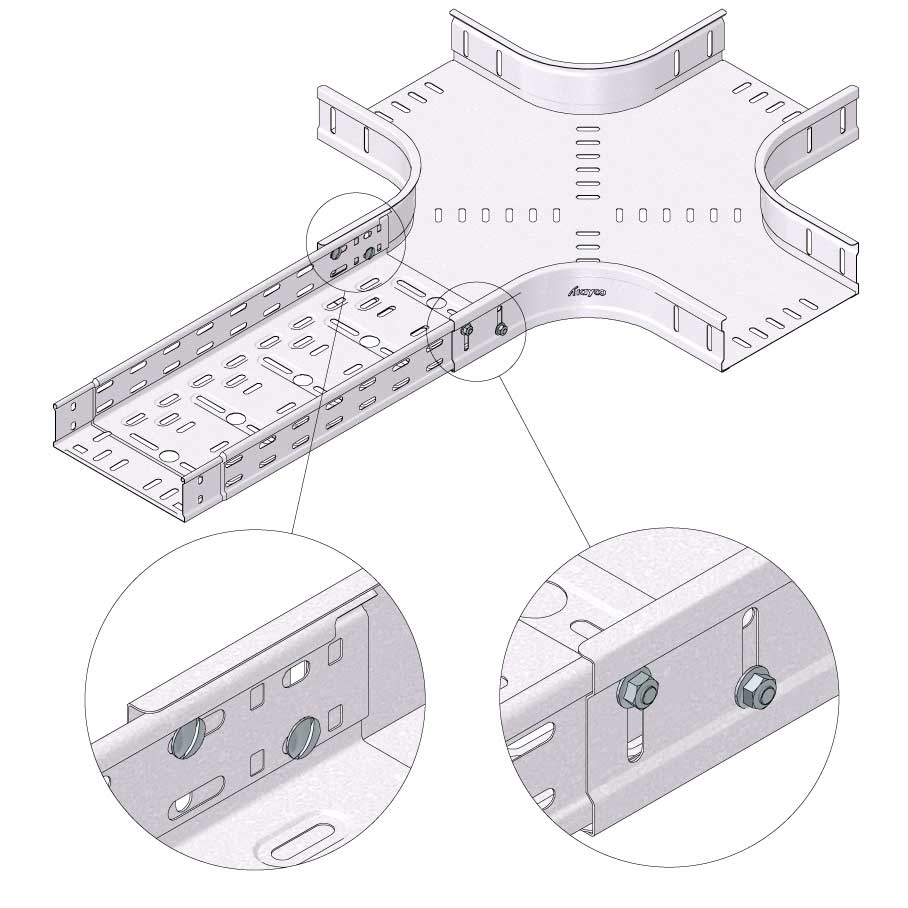



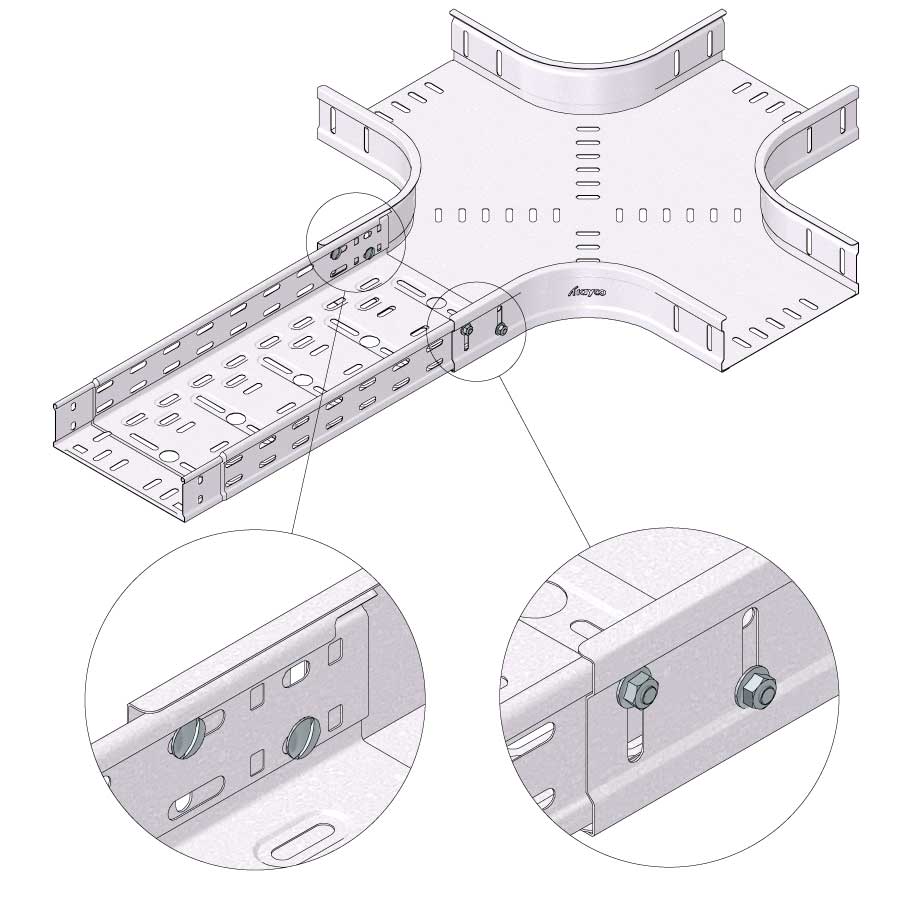



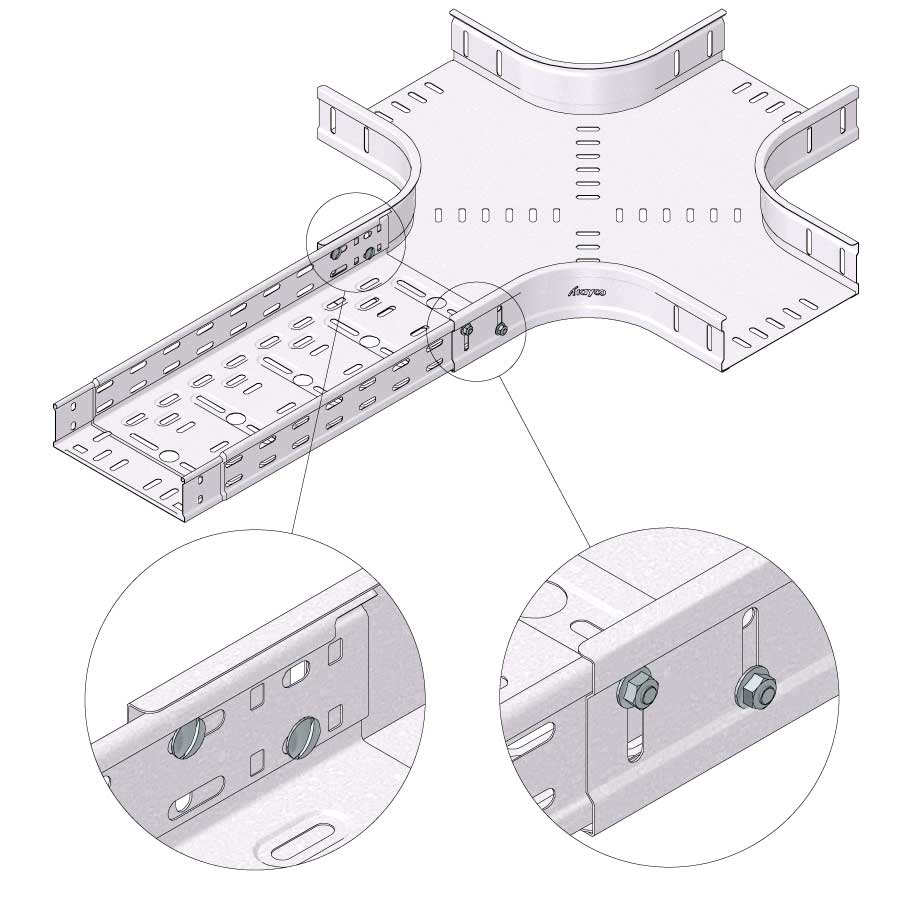



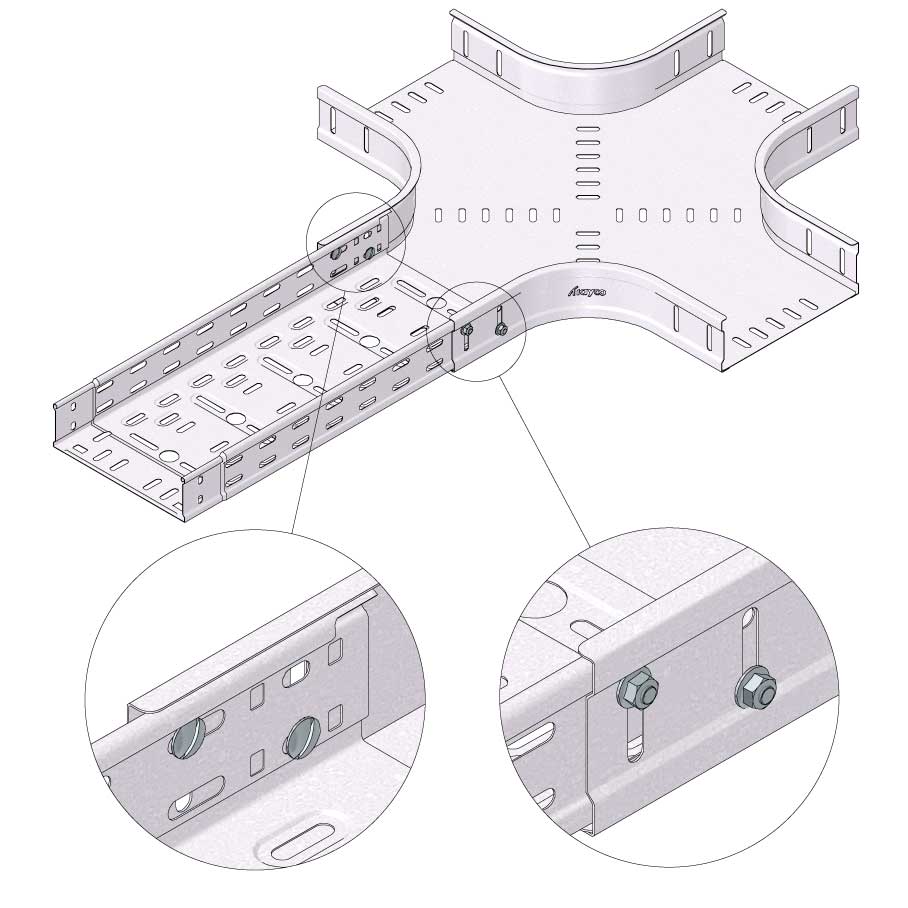



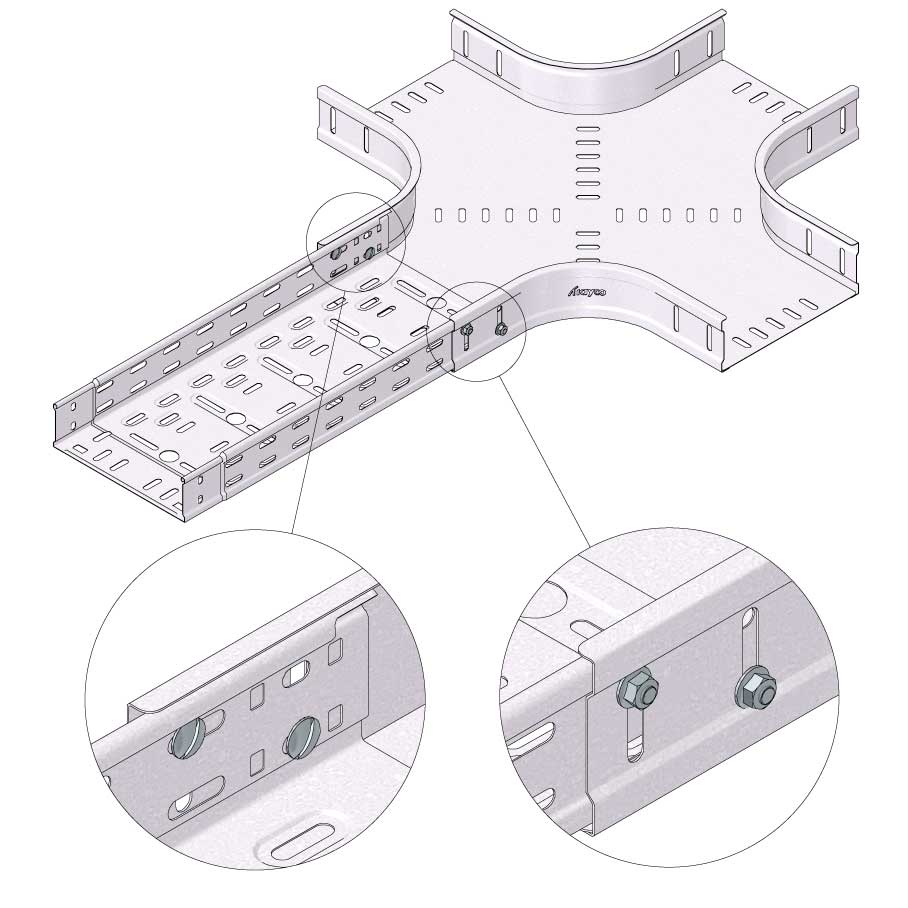



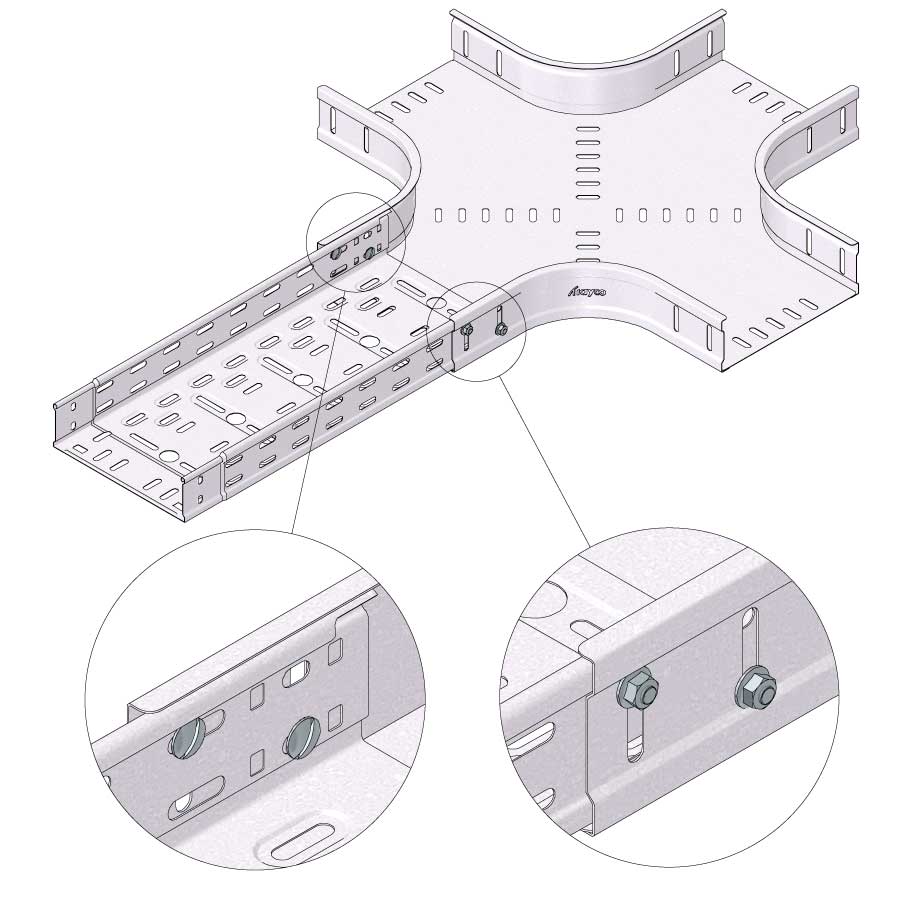



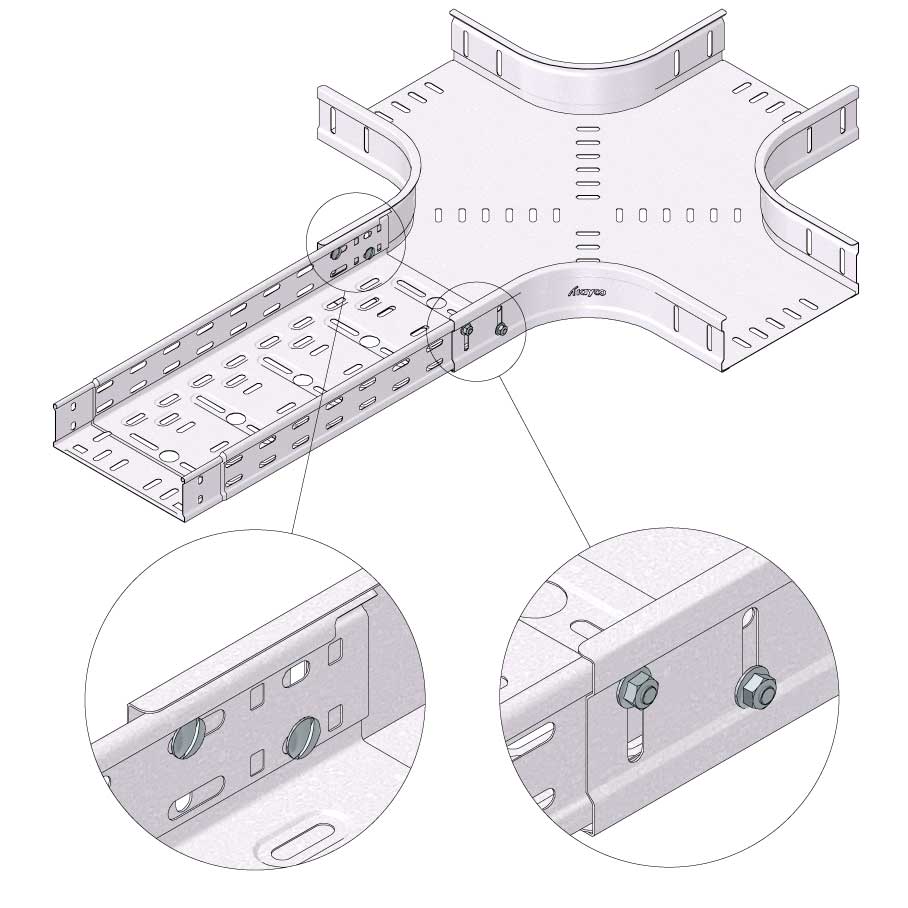



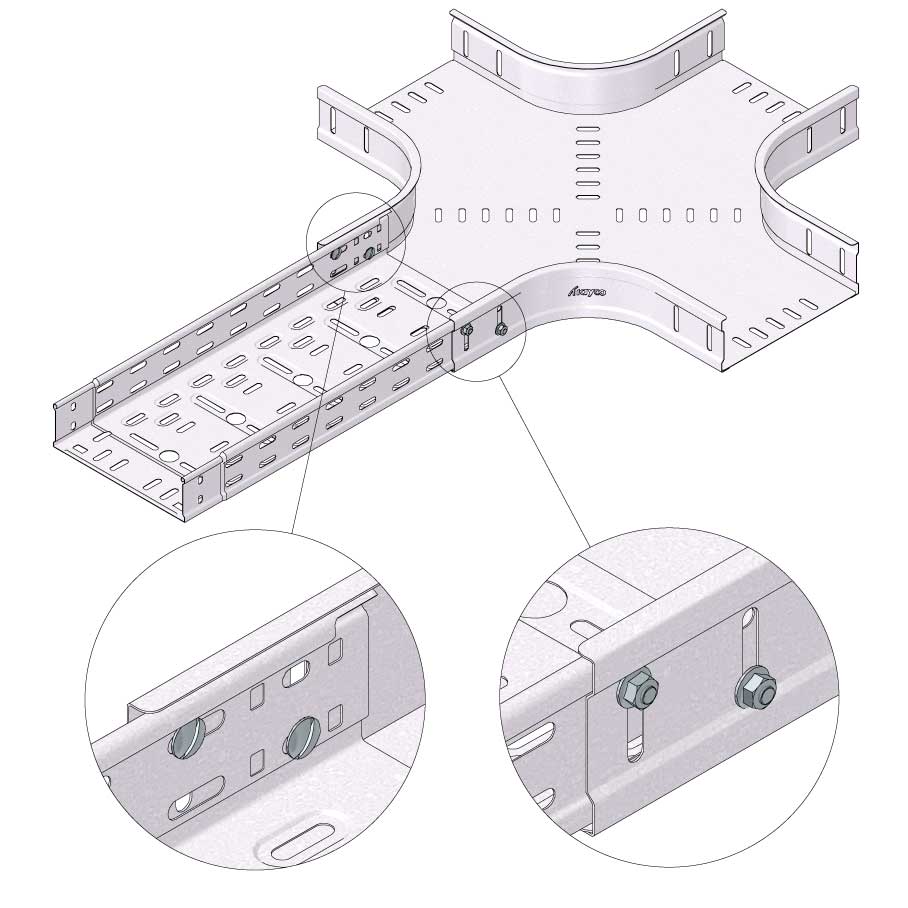



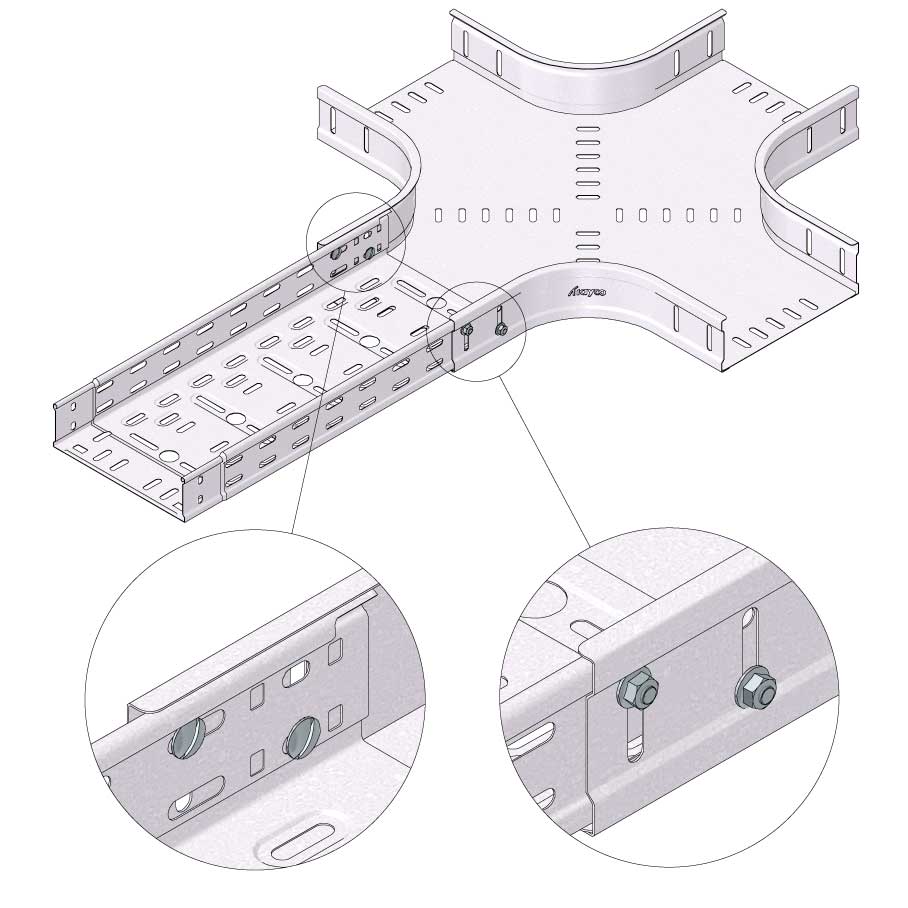



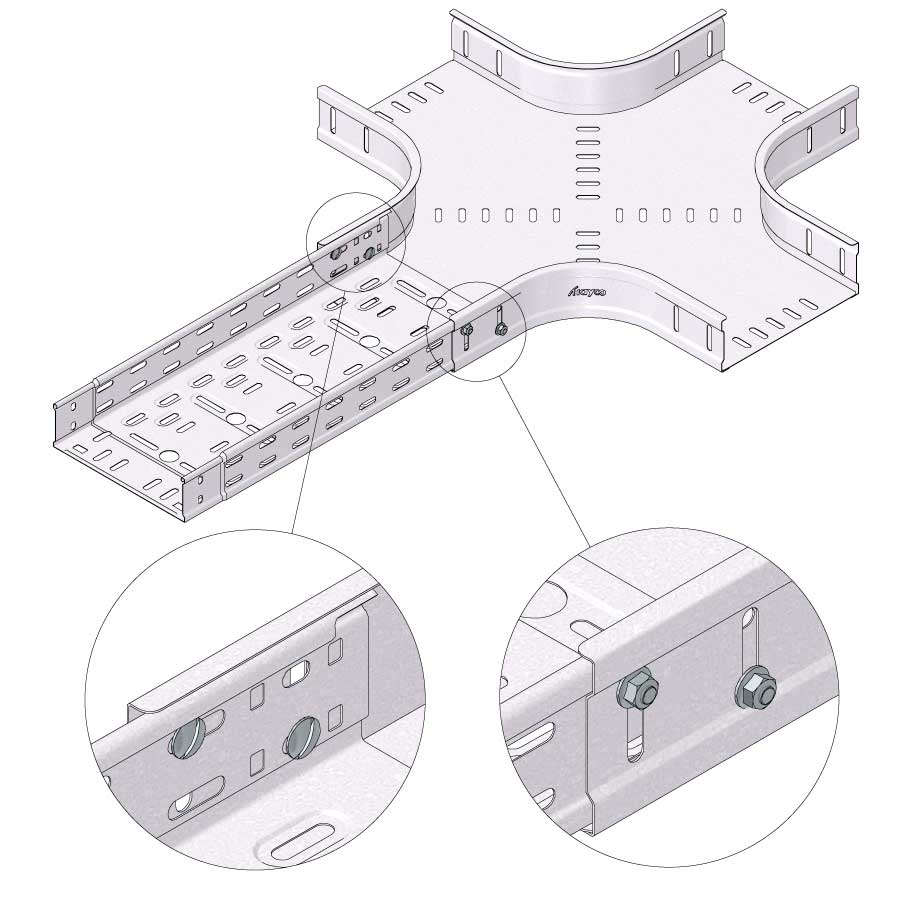



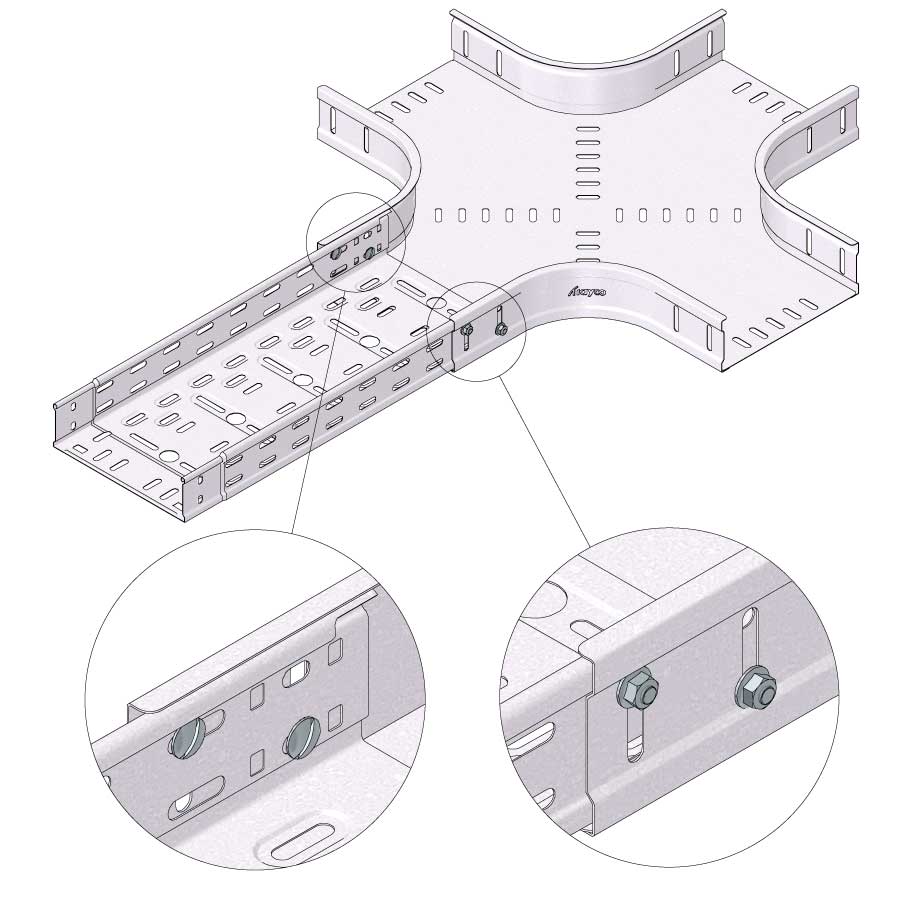



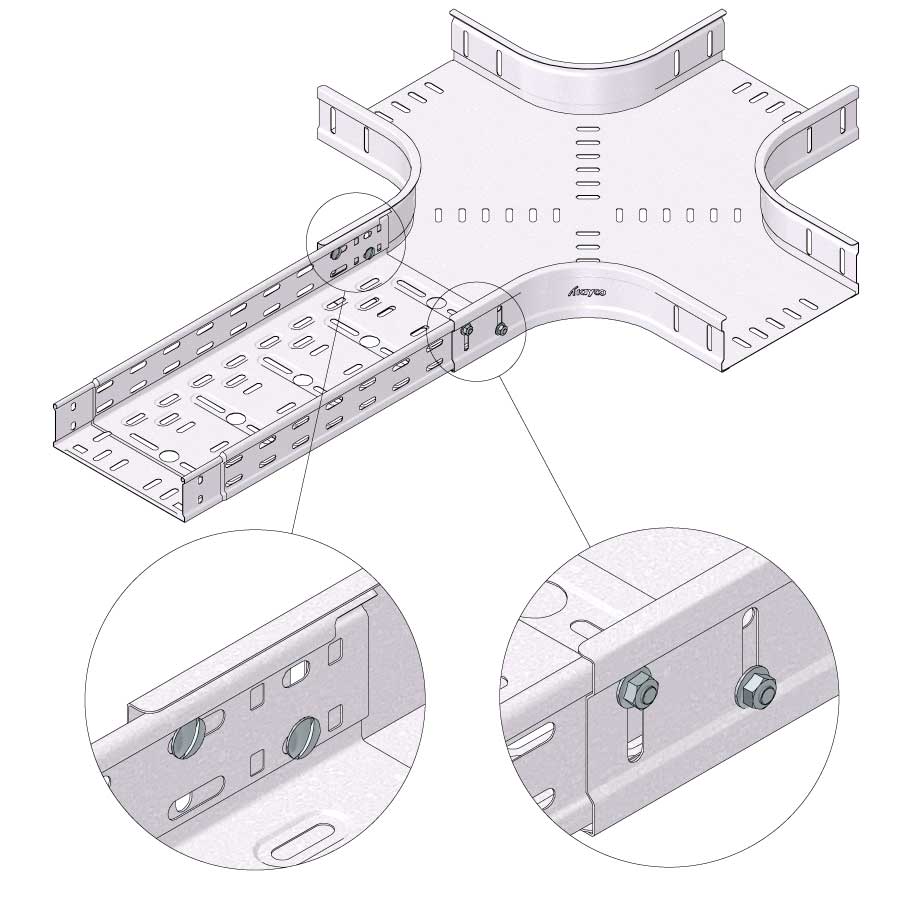



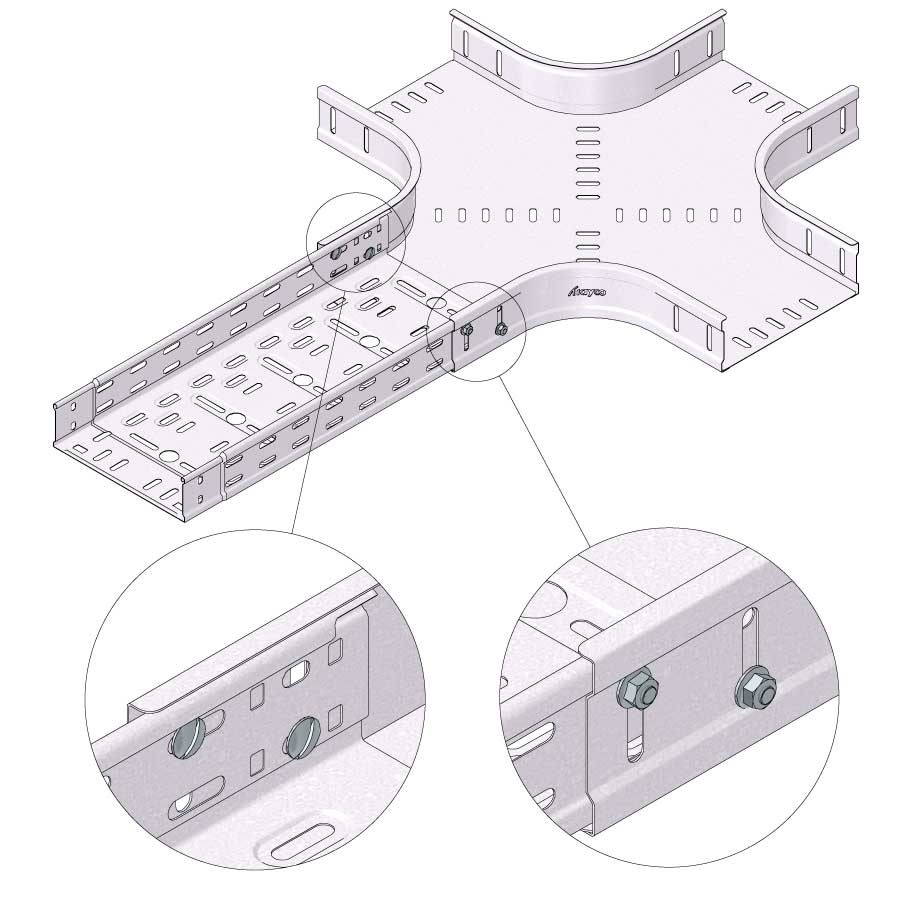



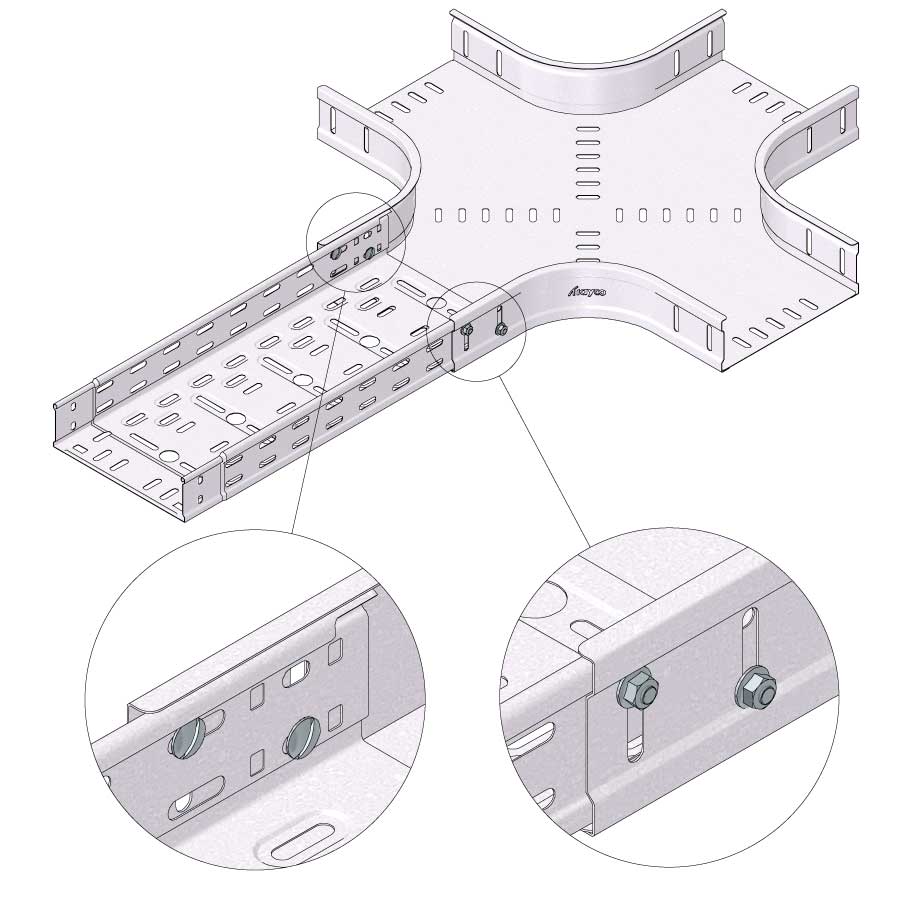



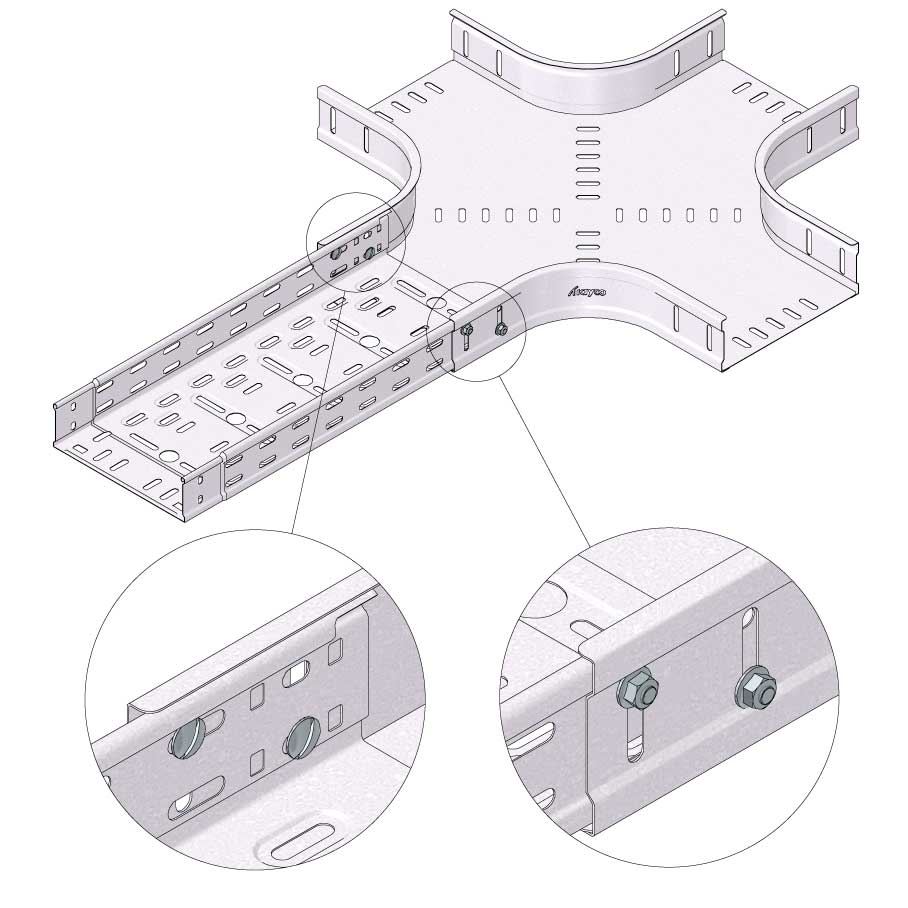



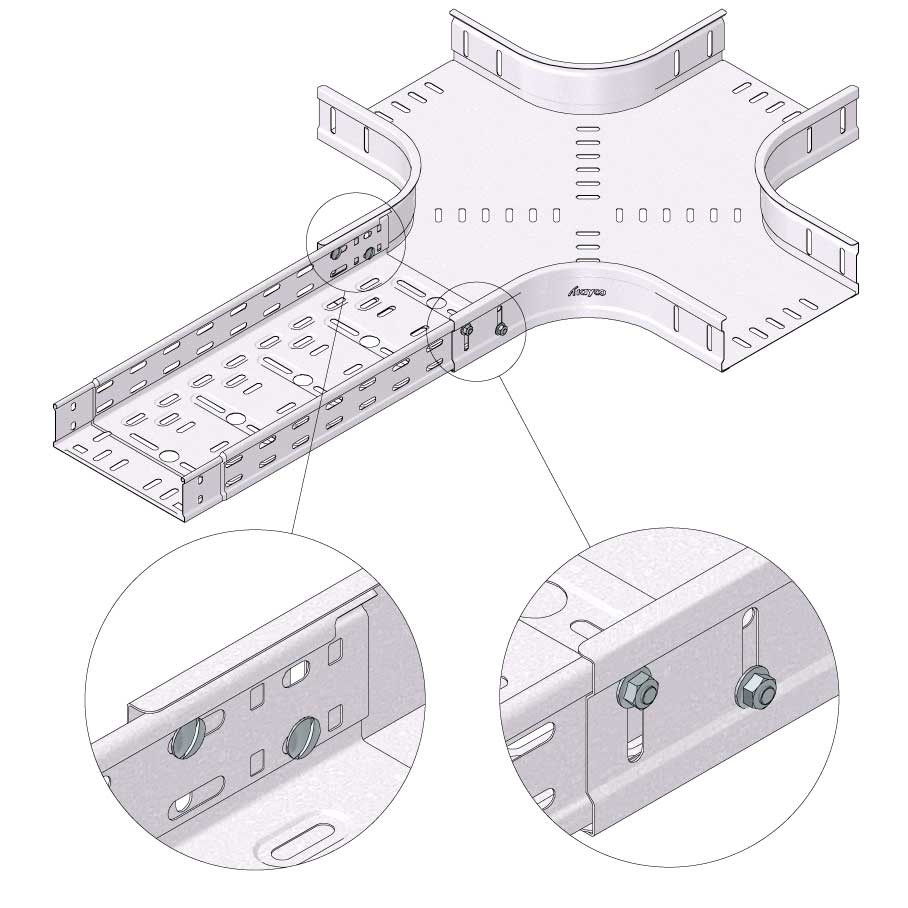



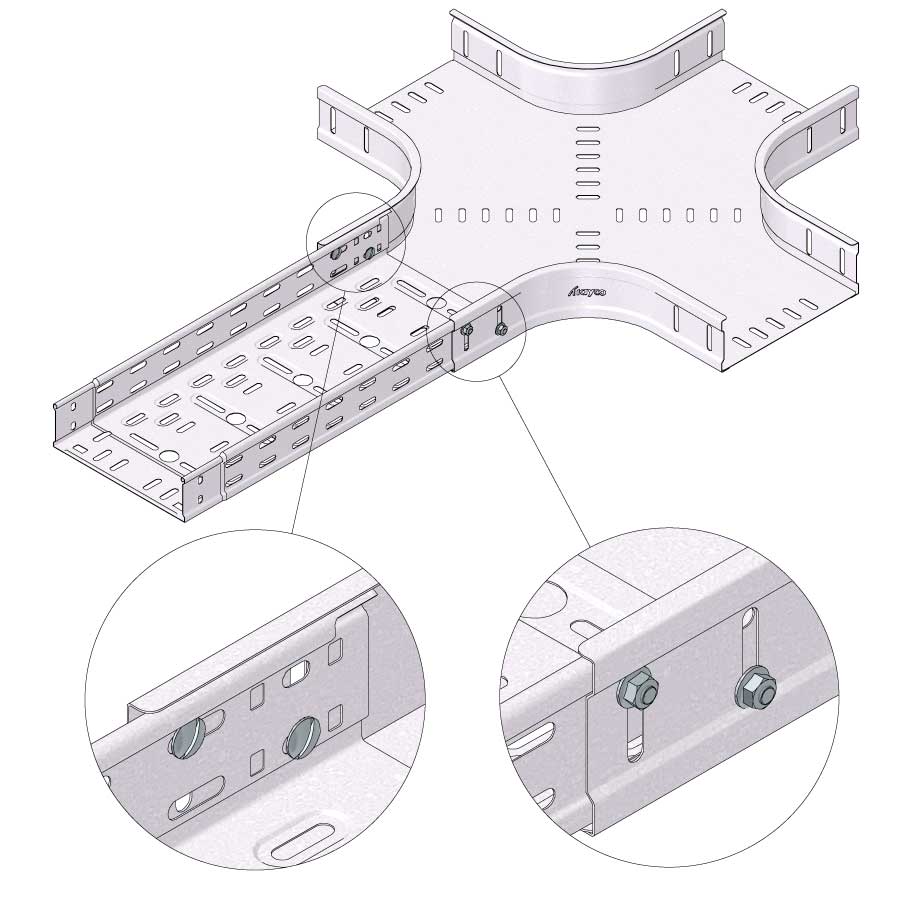



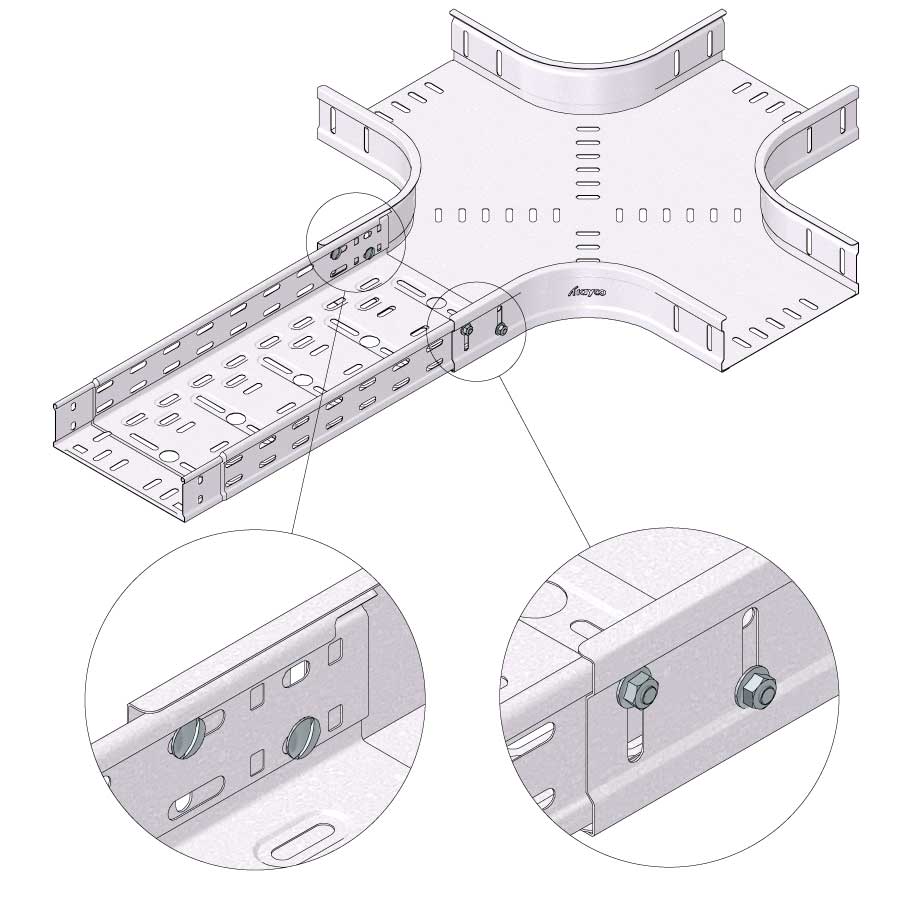



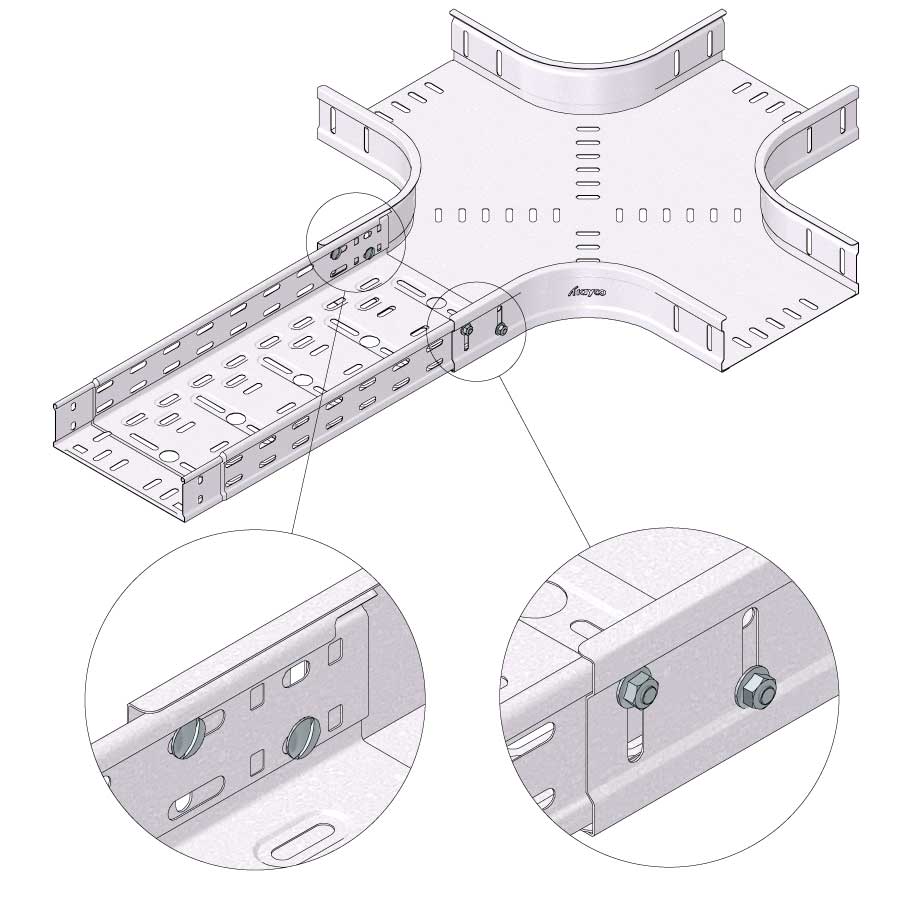



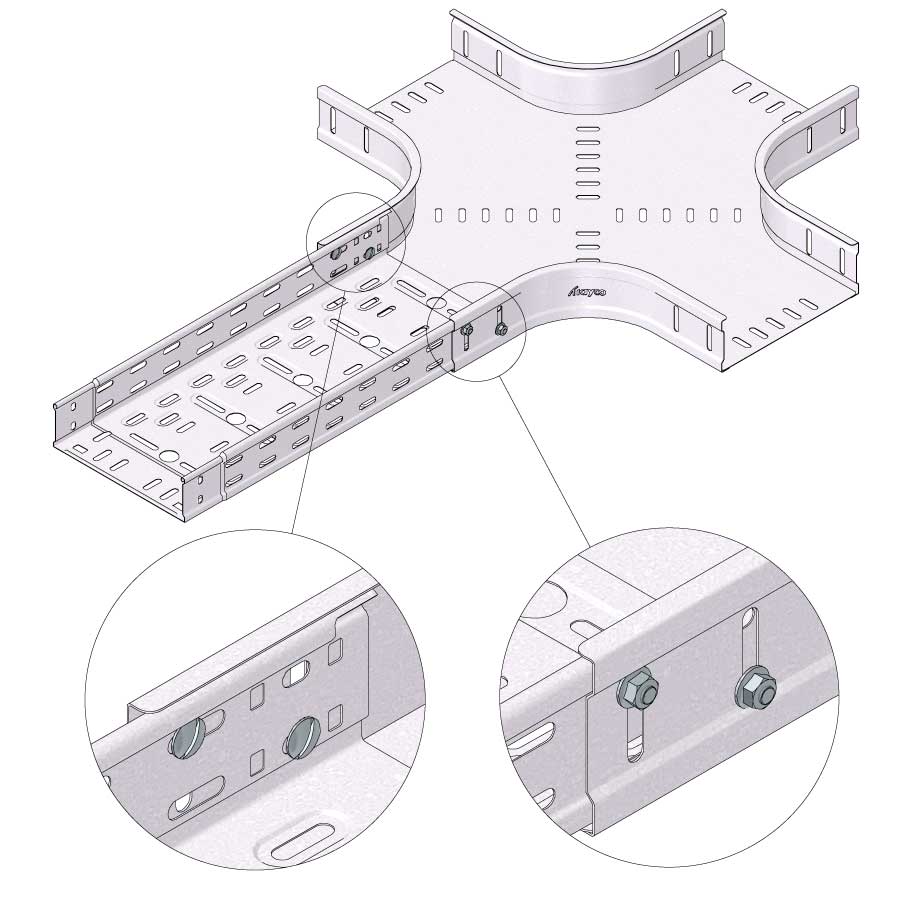



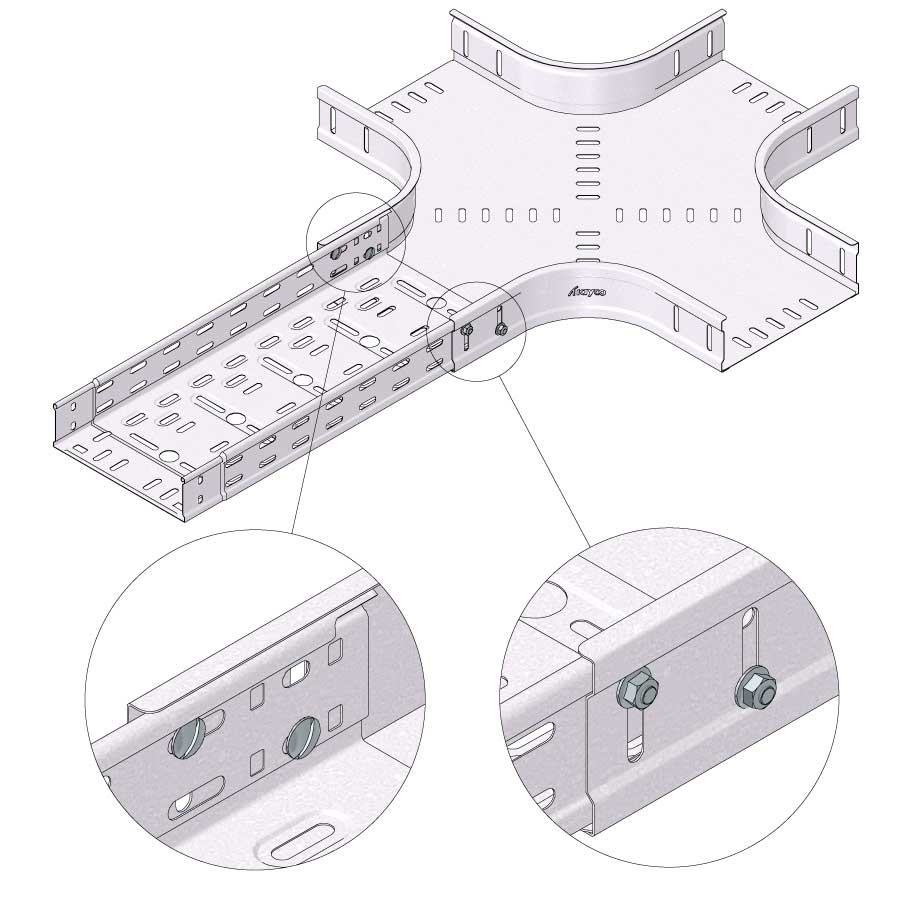



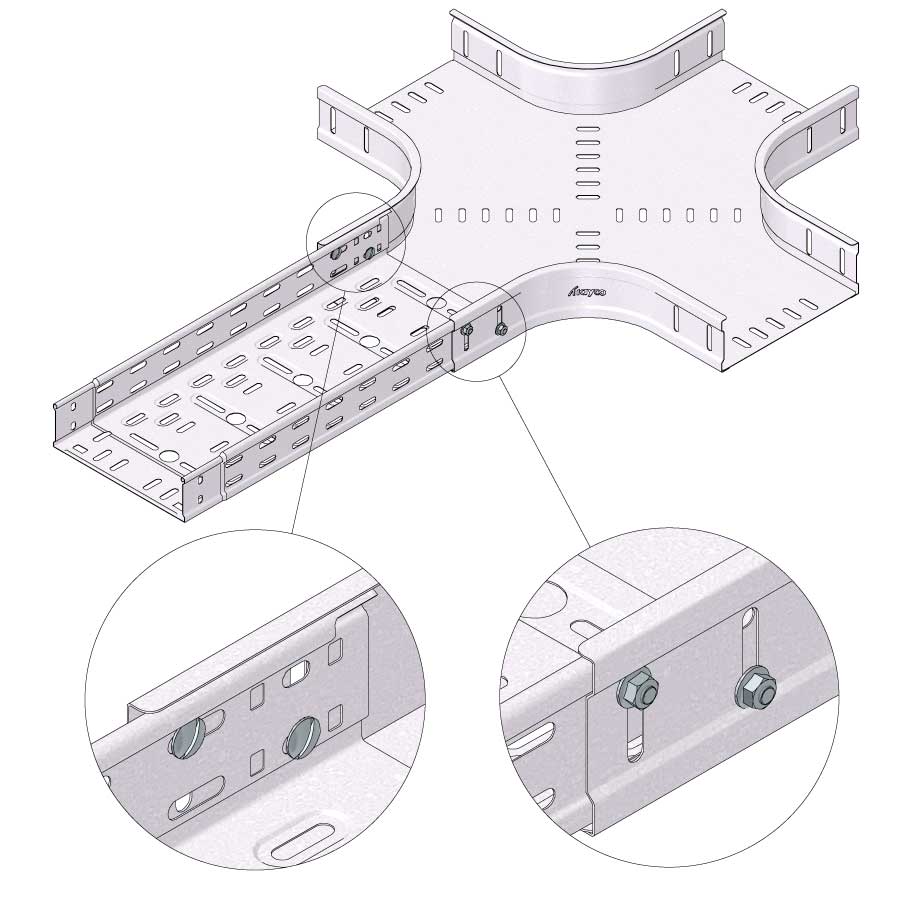



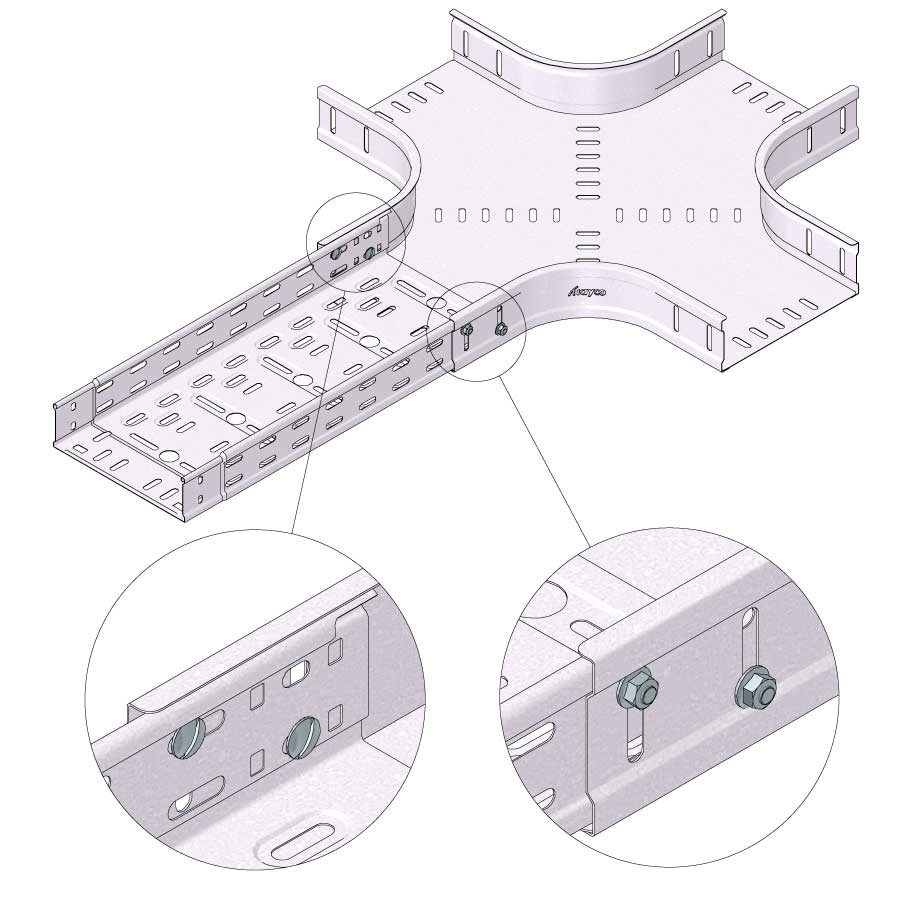



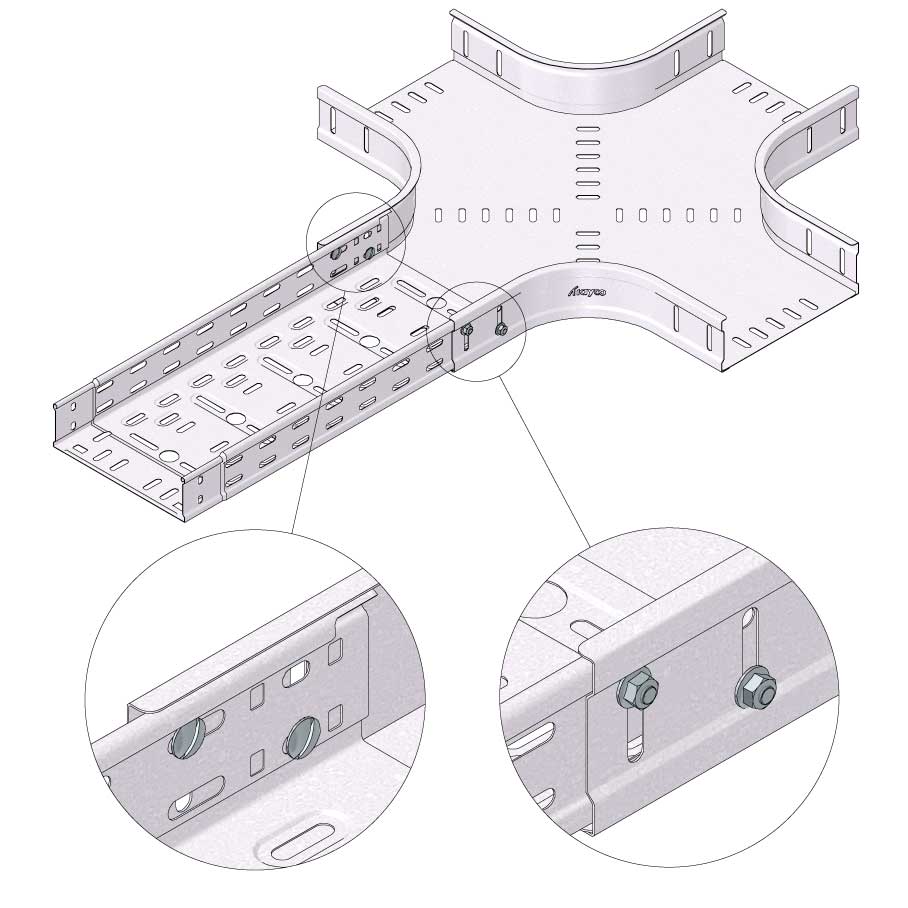



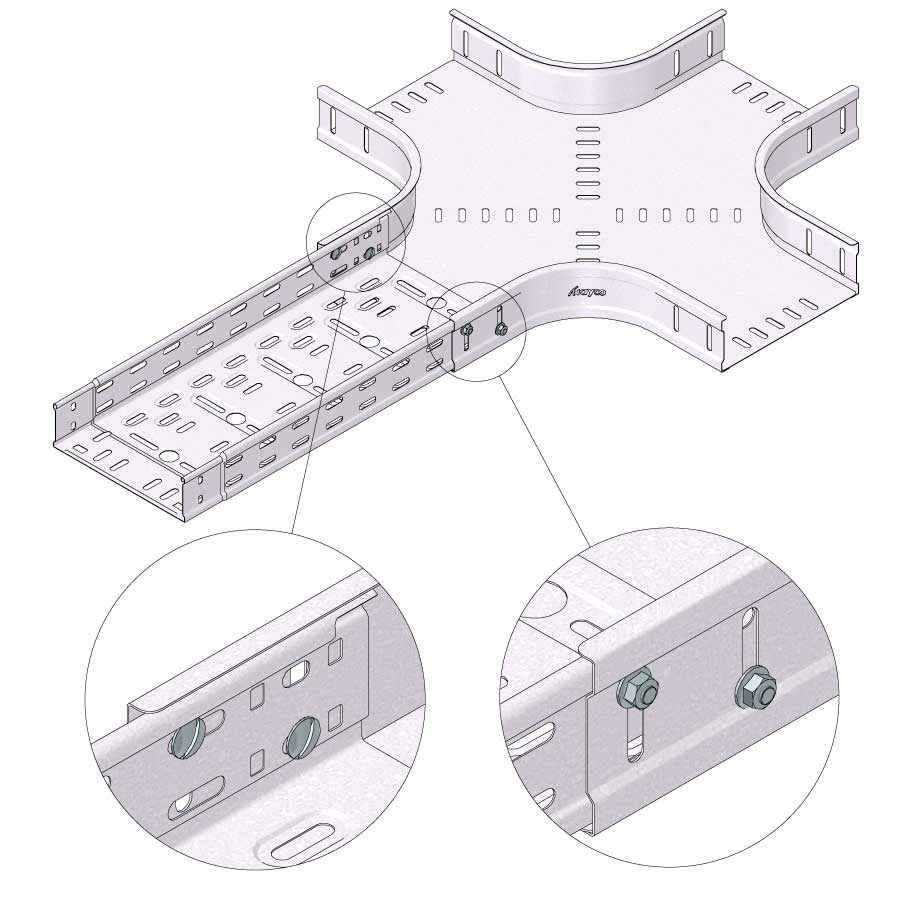



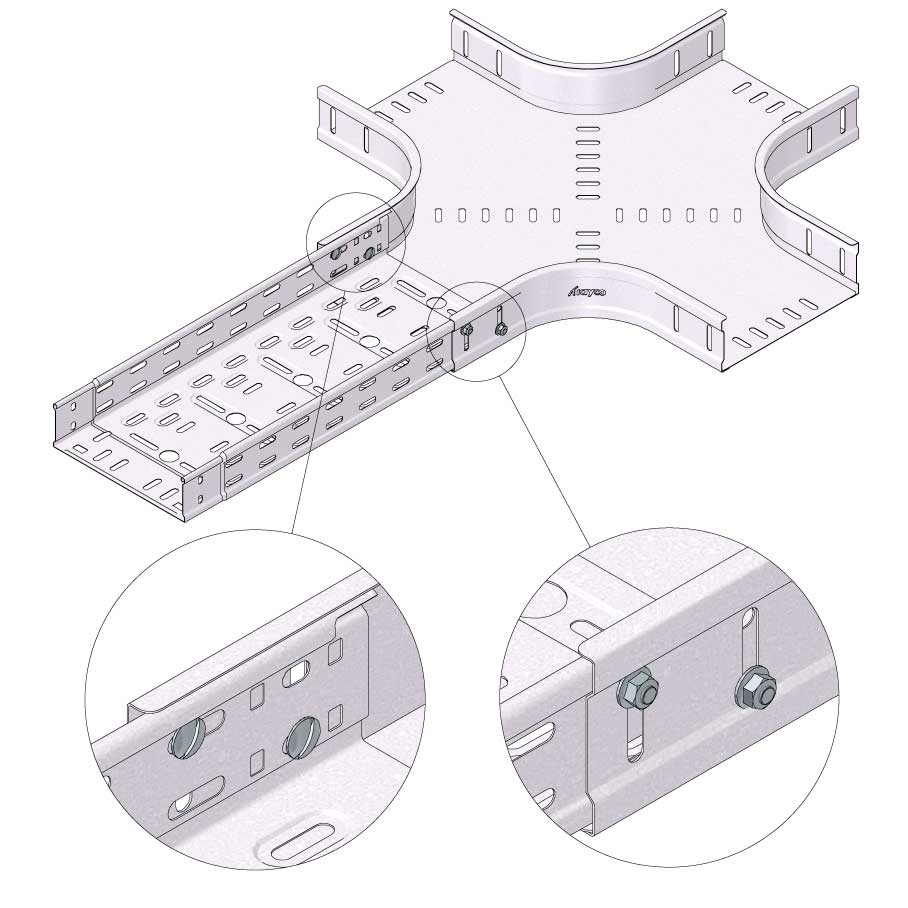
Montage

{kind=link}