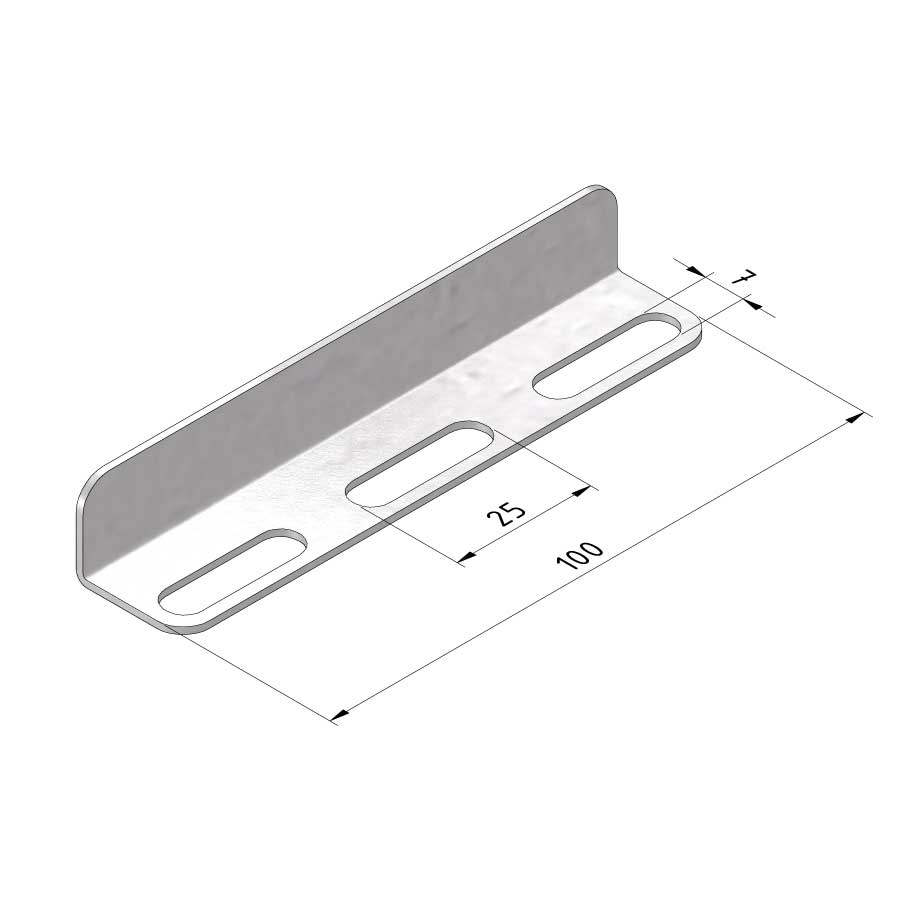
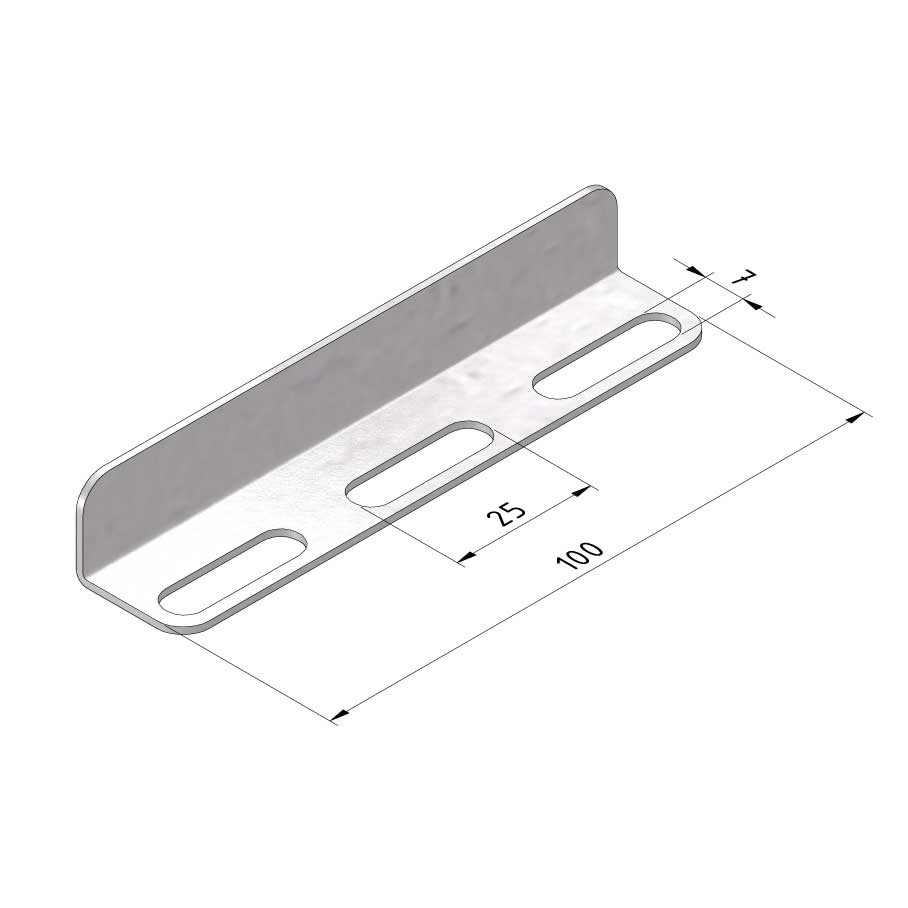
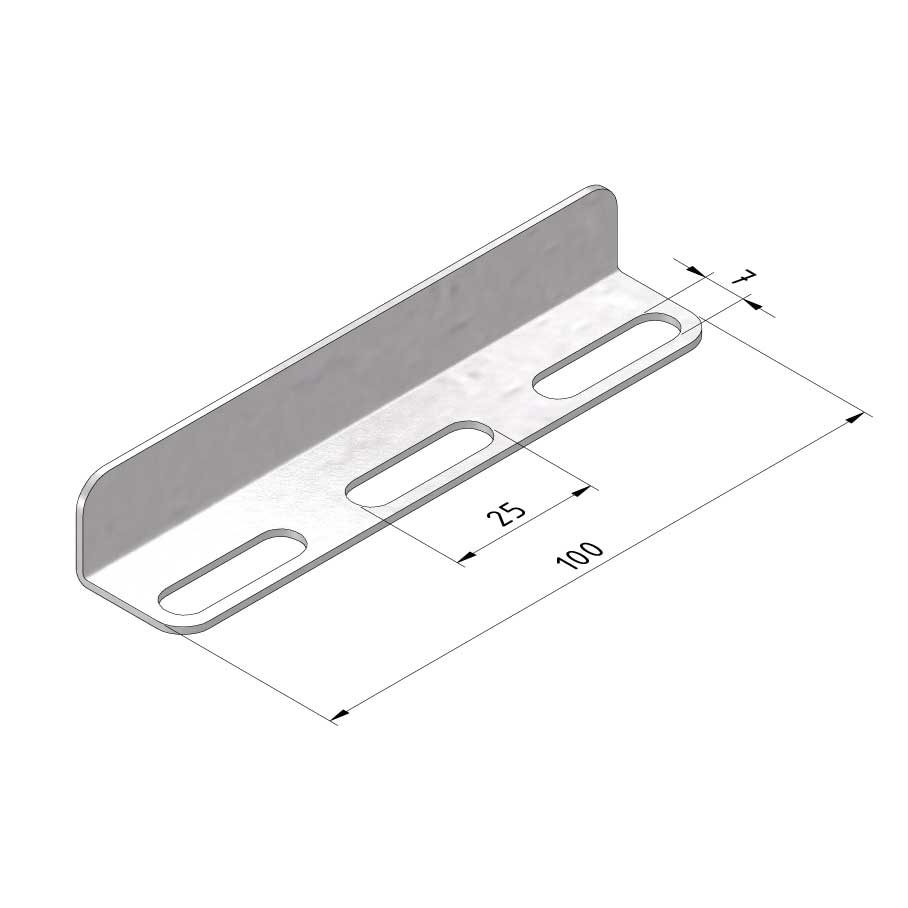
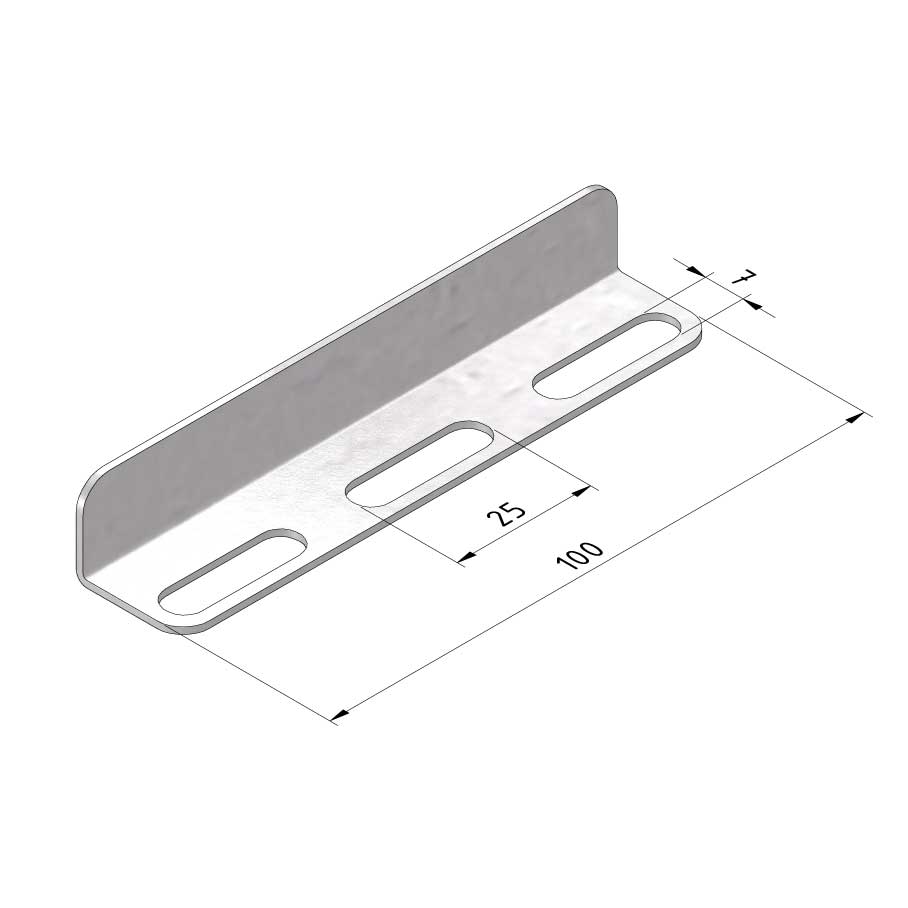
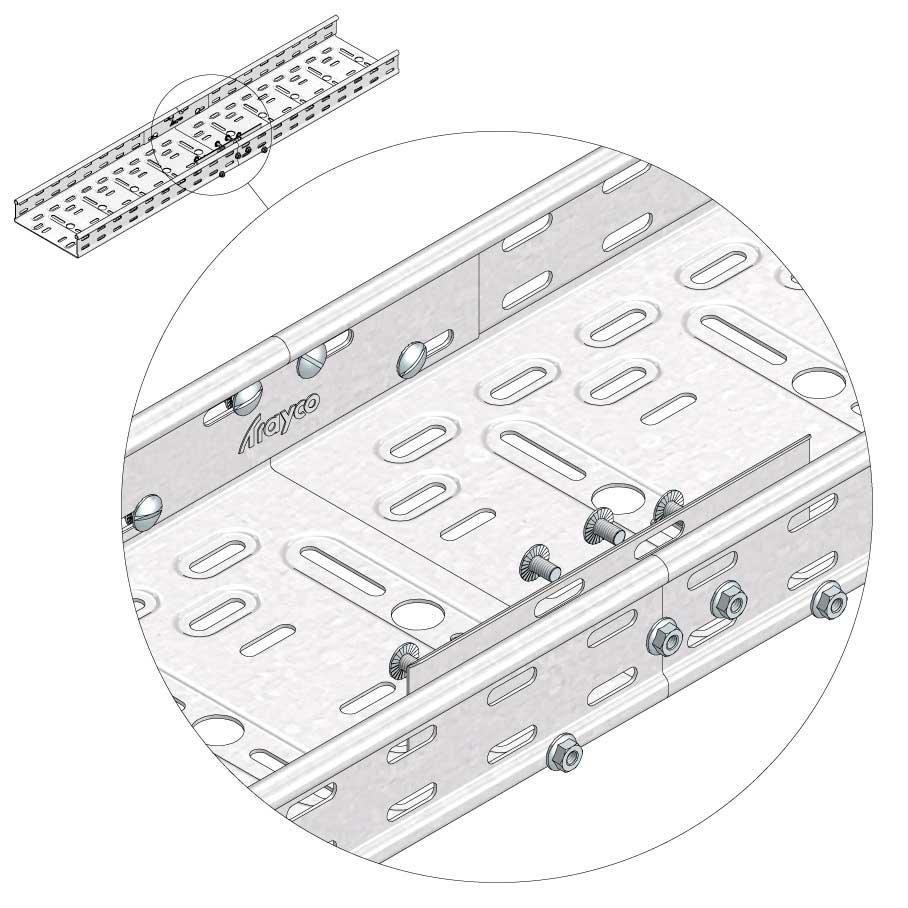
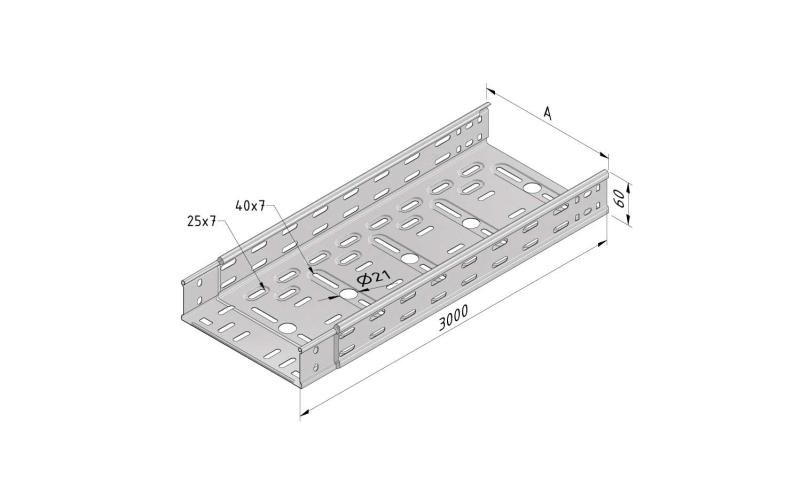
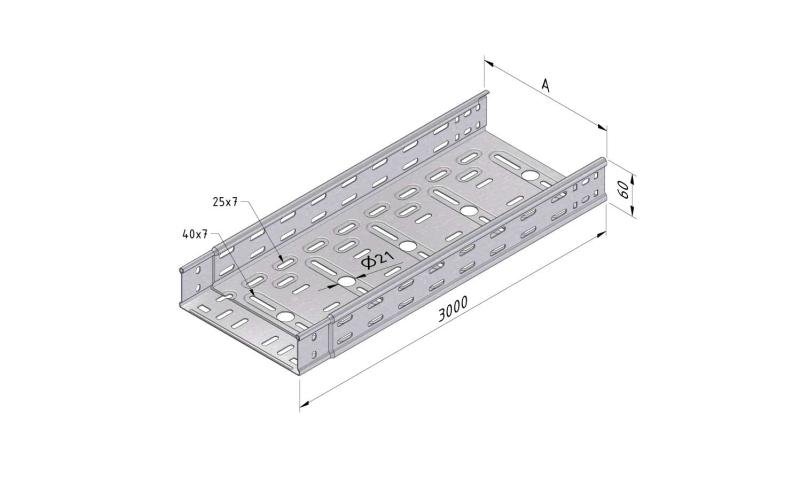
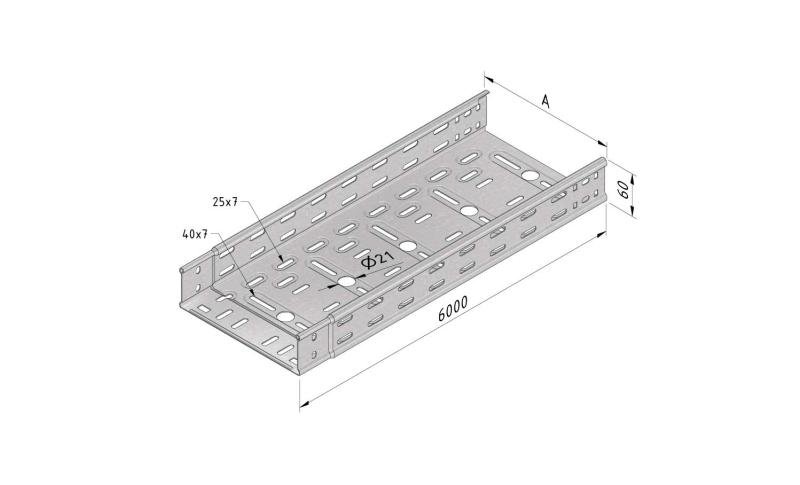
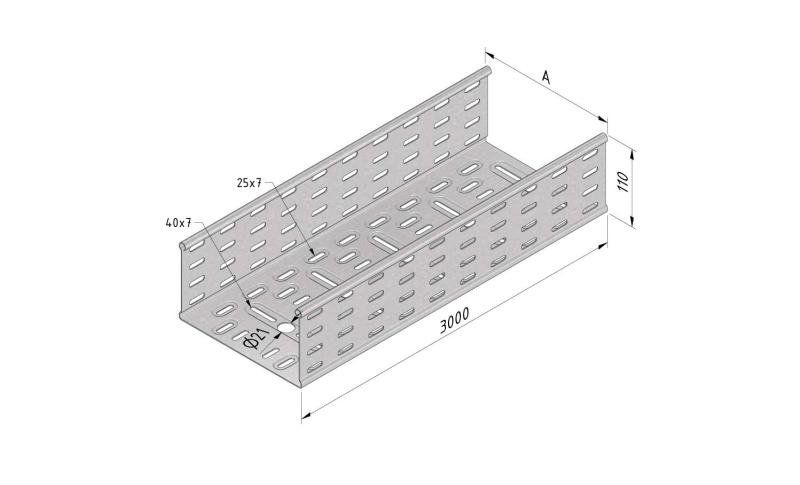
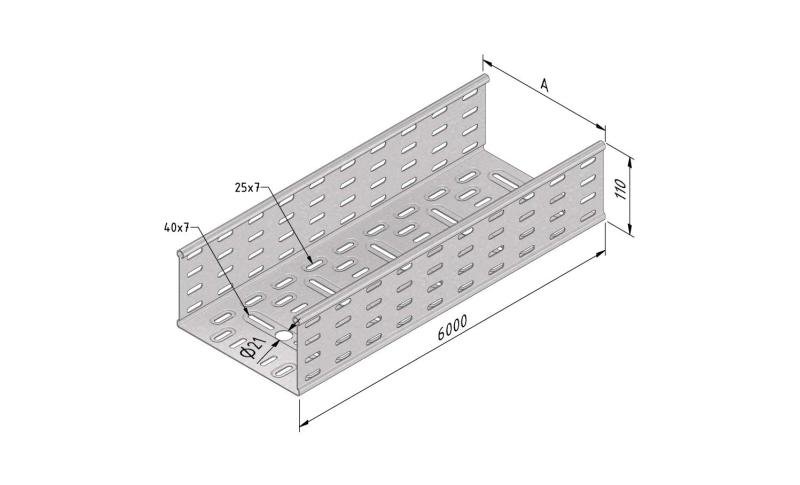
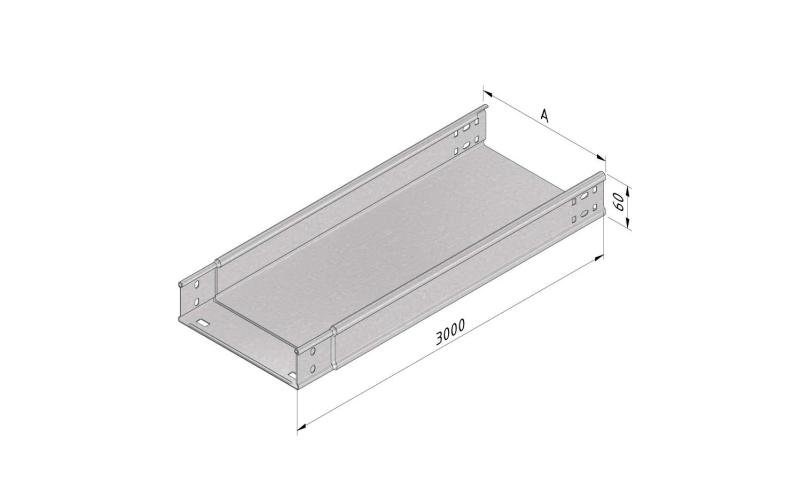
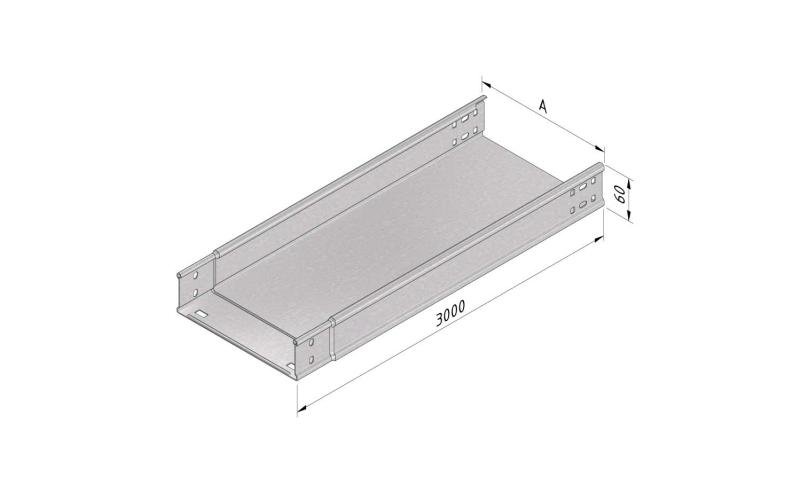
Kabelrinne Verbinder
CT-J

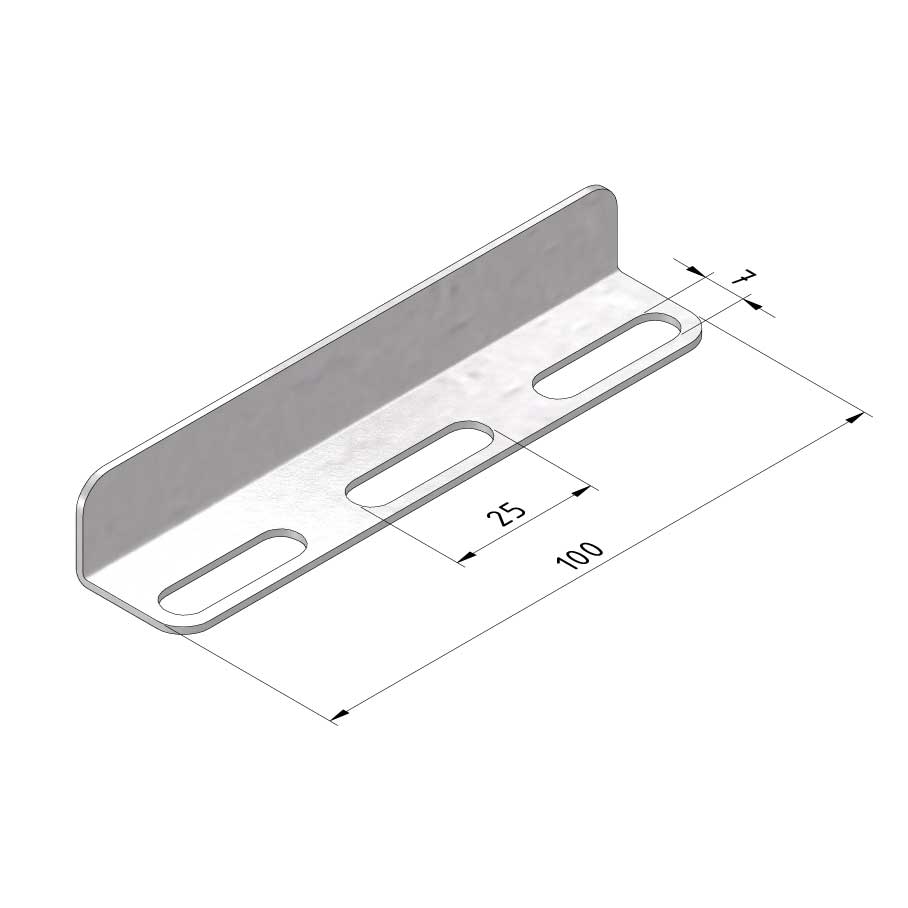

Kabelrinne Verbinder
CT-J
Verbinden mit BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | Verpackung | |||
|---|---|---|---|---|---|---|
|
|
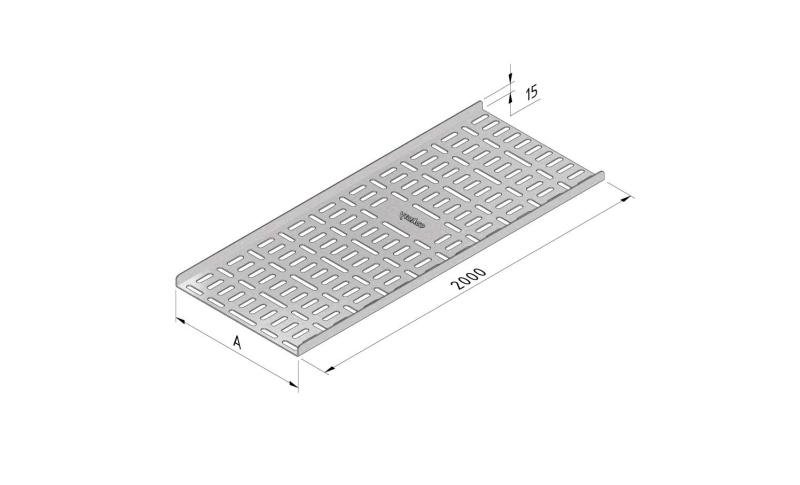
10145 |
CT15-J-PG |
PG
|
10
|
Standard
|
|
|
|
10464 |
CT15-J-DG |
DG
|
10
|
|
|
|
|
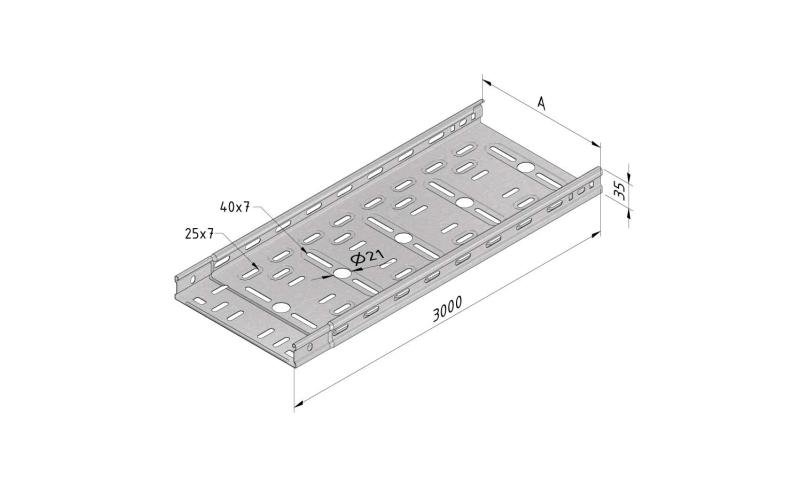
10146 |
CT35-J-PG |
PG
|
10
|
Standard
|
|
|
|
10465 |
CT35-J-DG |
DG
|
10
|
|
|
|
|
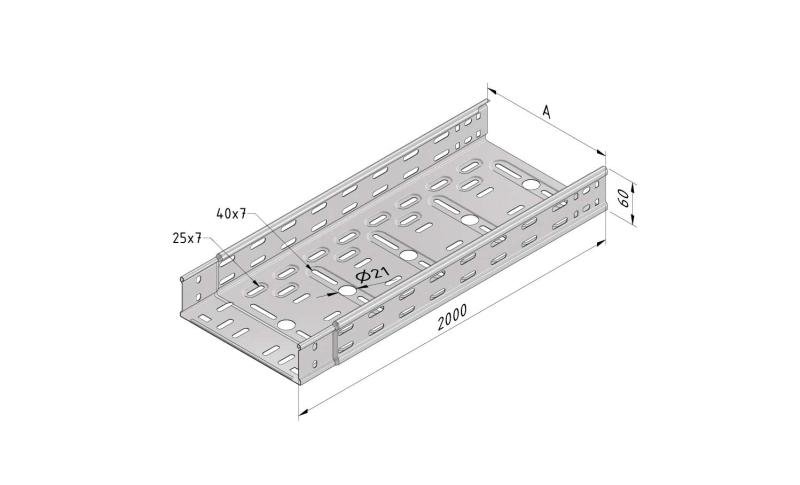
10147 |
CT60-J-PG |
PG
|
10
|
Standard
|
|
|
|
10466 |
CT60-J-DG |
DG
|
10
|
|
|
|
|
11555 |
CT110-J-PG |
PG
|
10
|
Standard
|
|
|
|
11556 |
CT110-J-DG |
DG
|
10
|
|
|



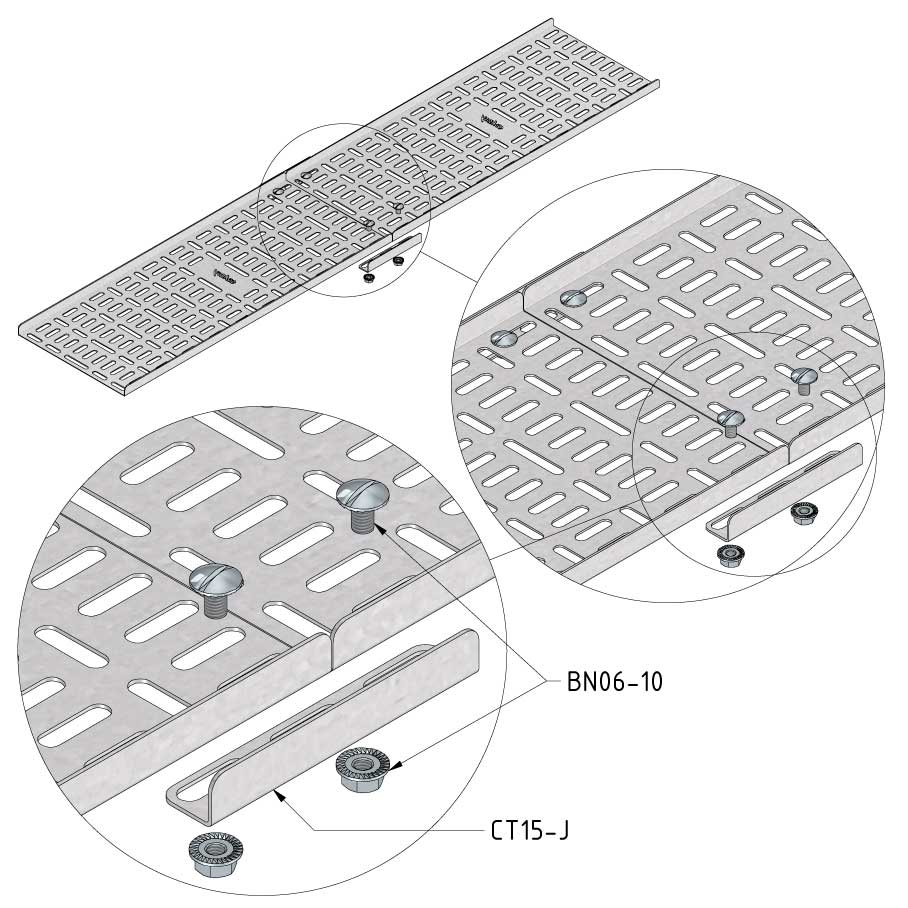
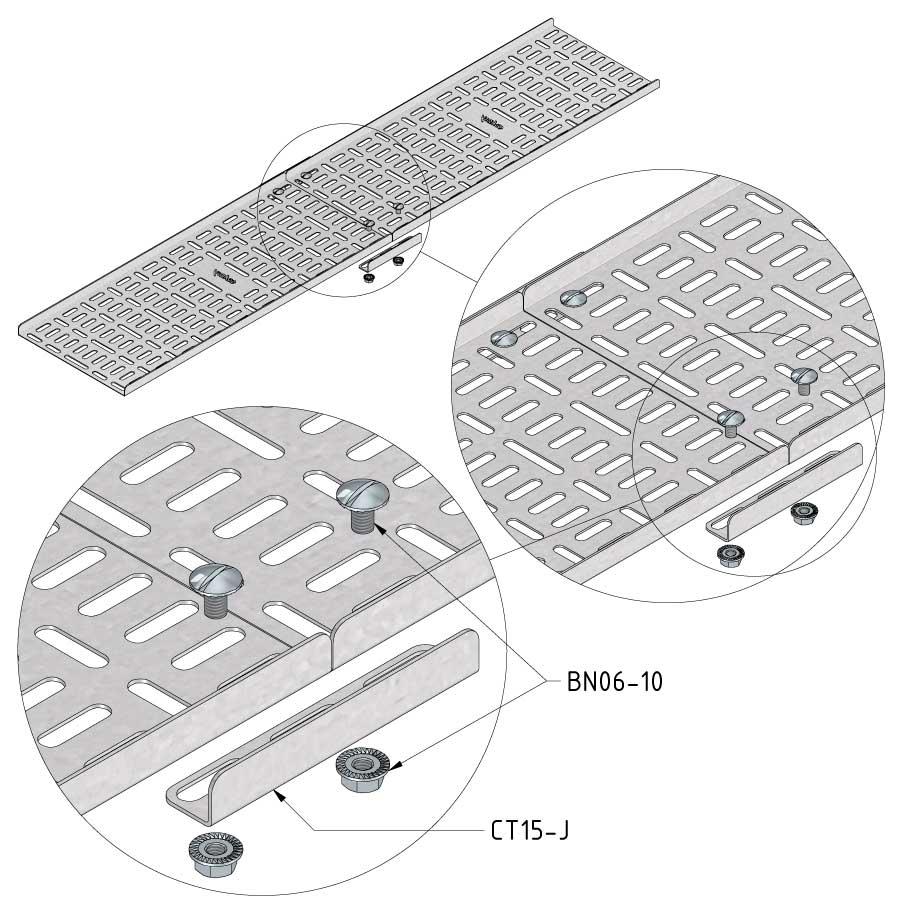






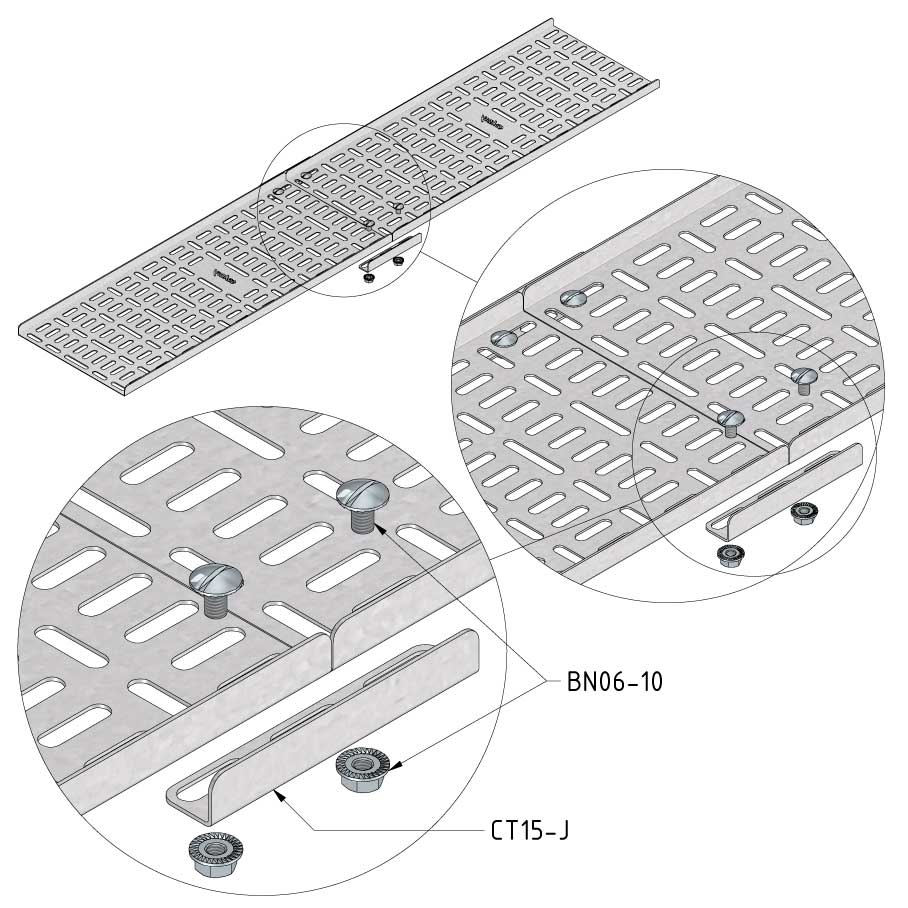
Montage

{kind=link}