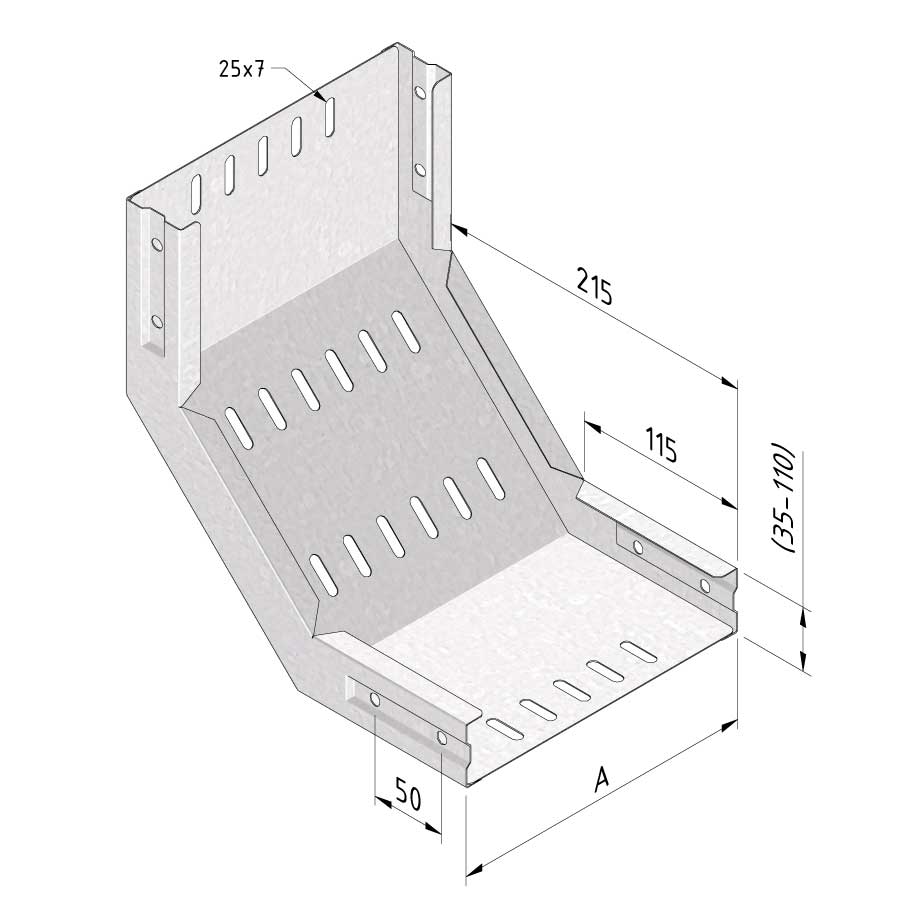
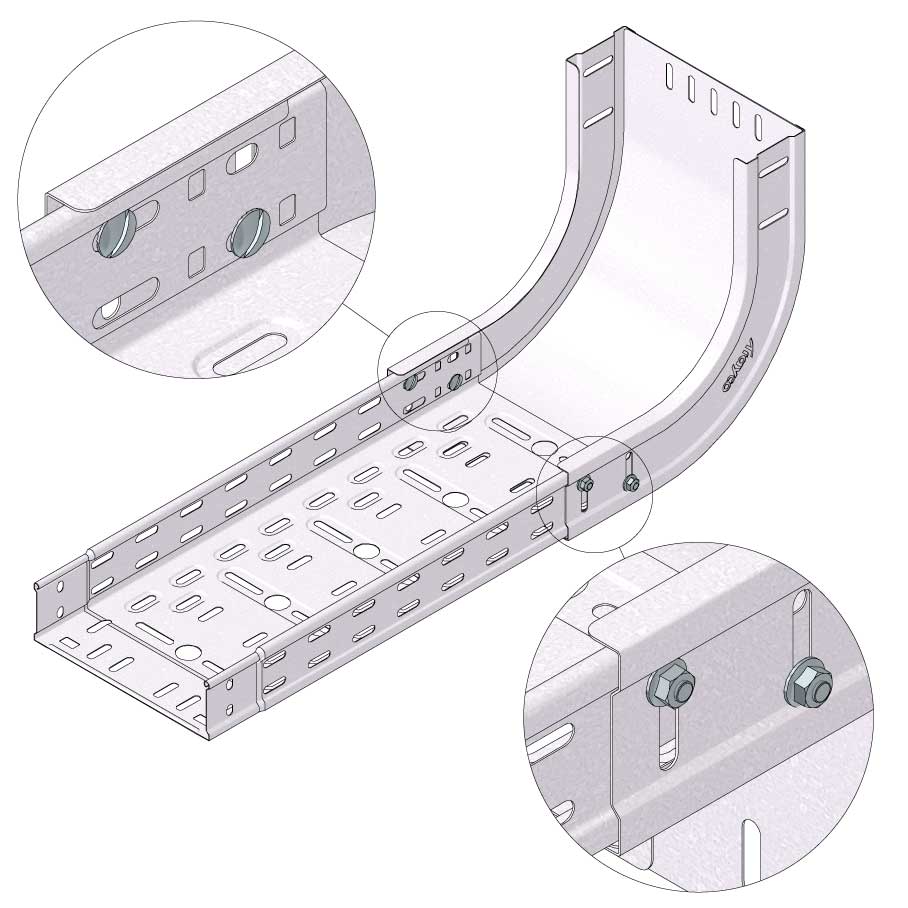
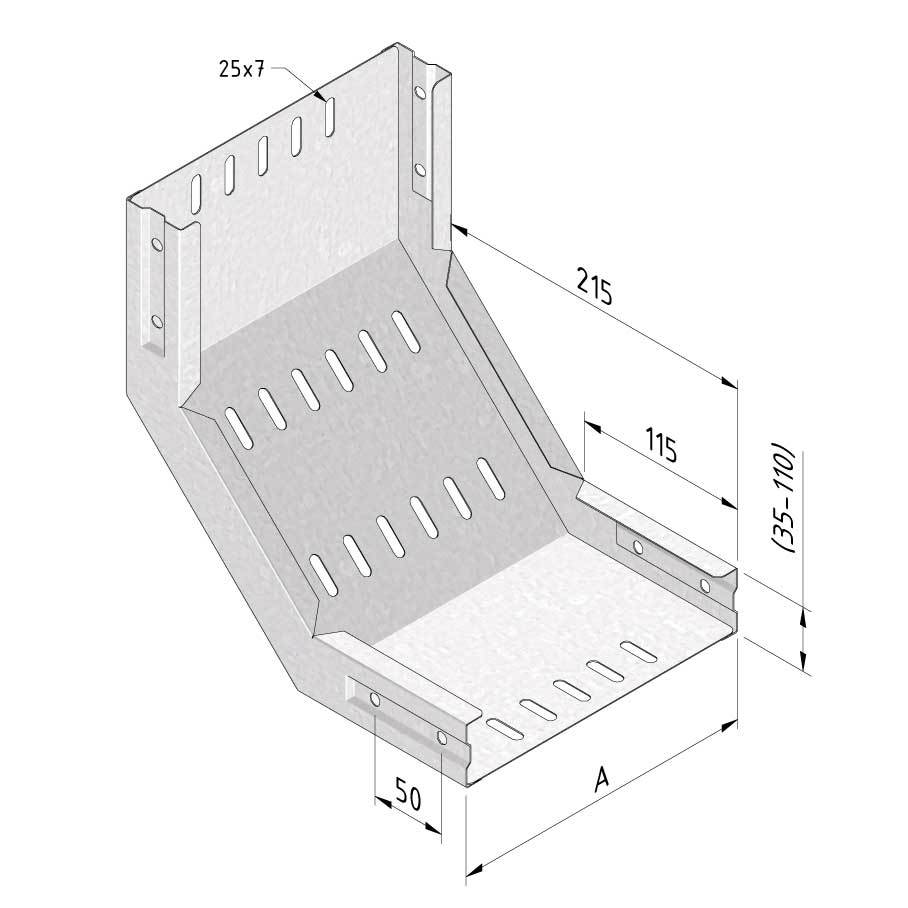
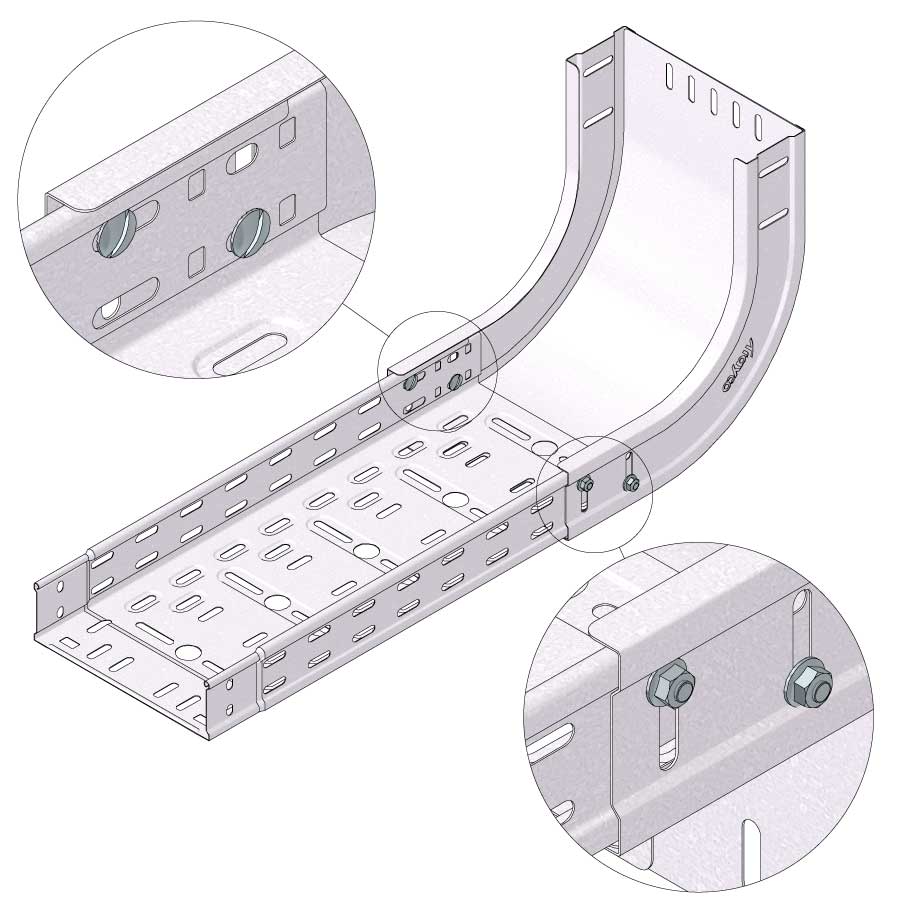
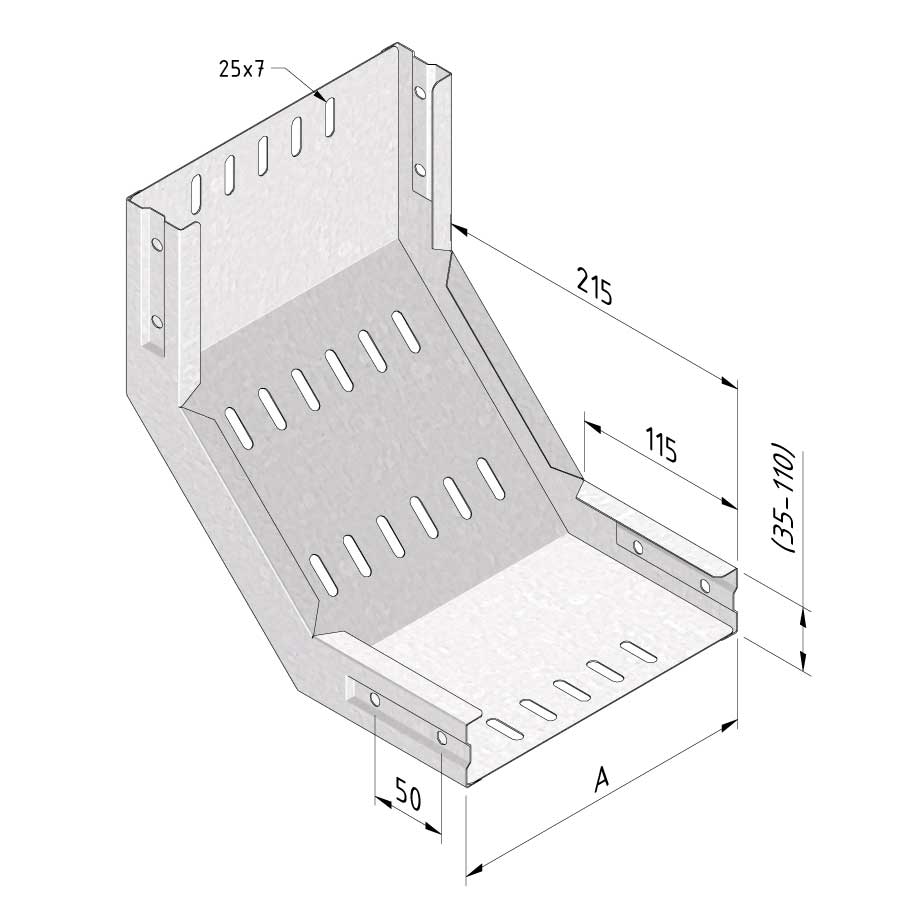
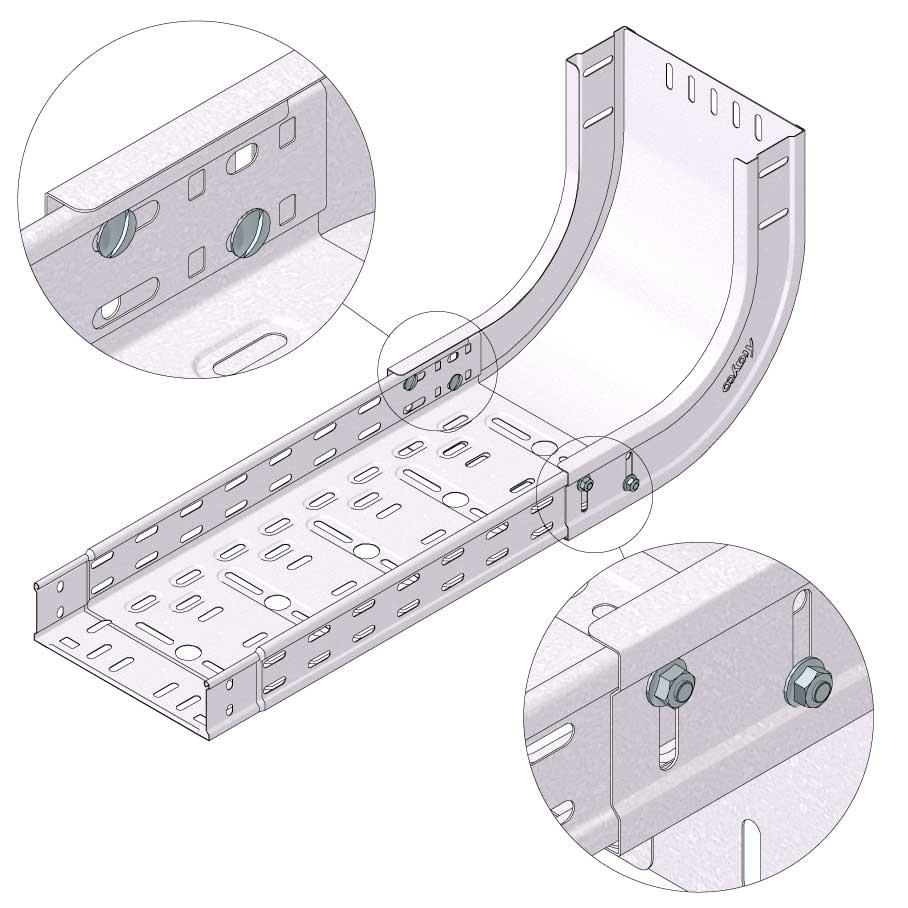
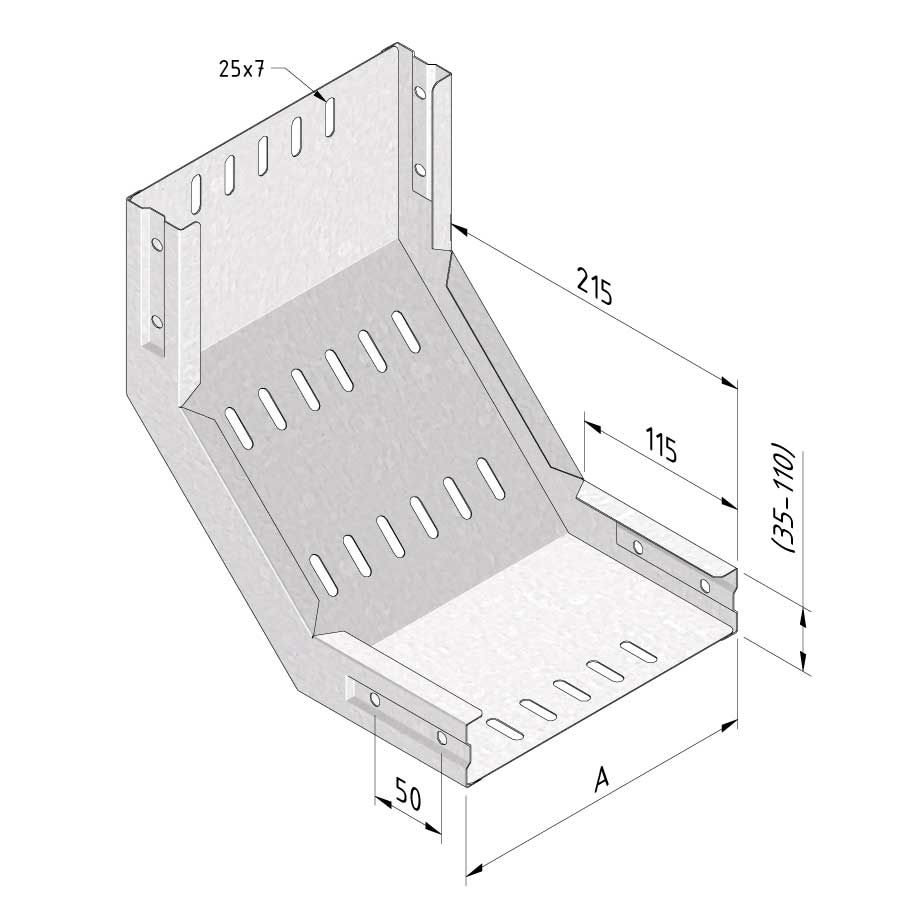
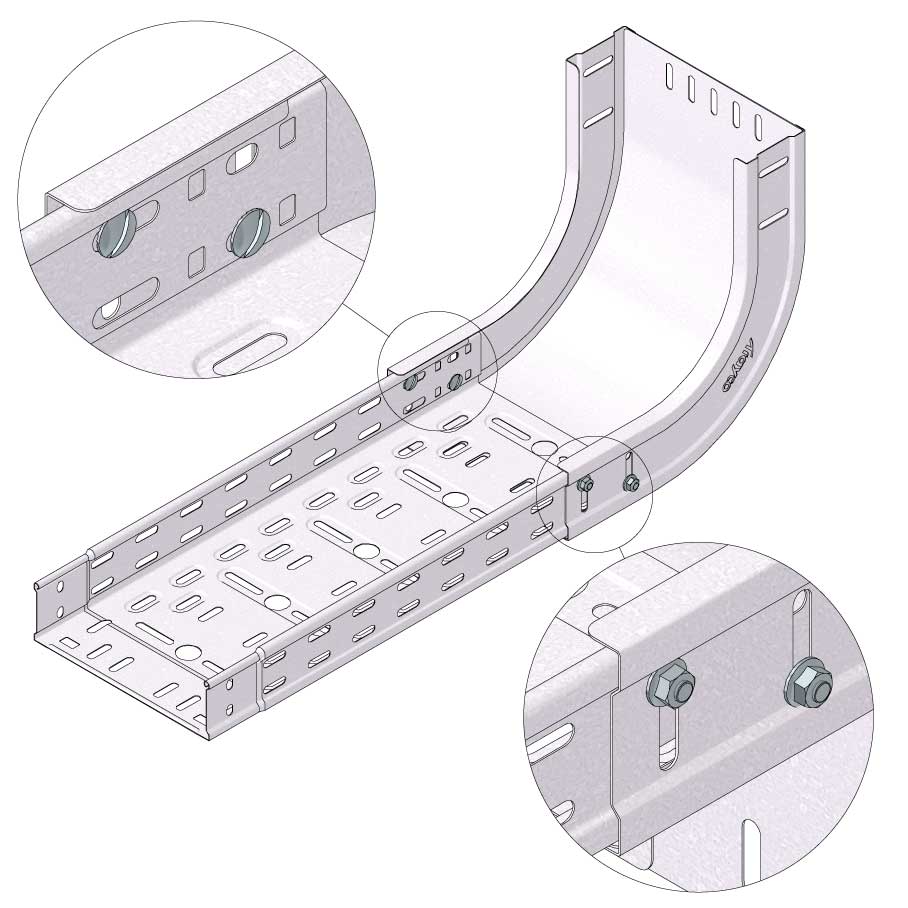
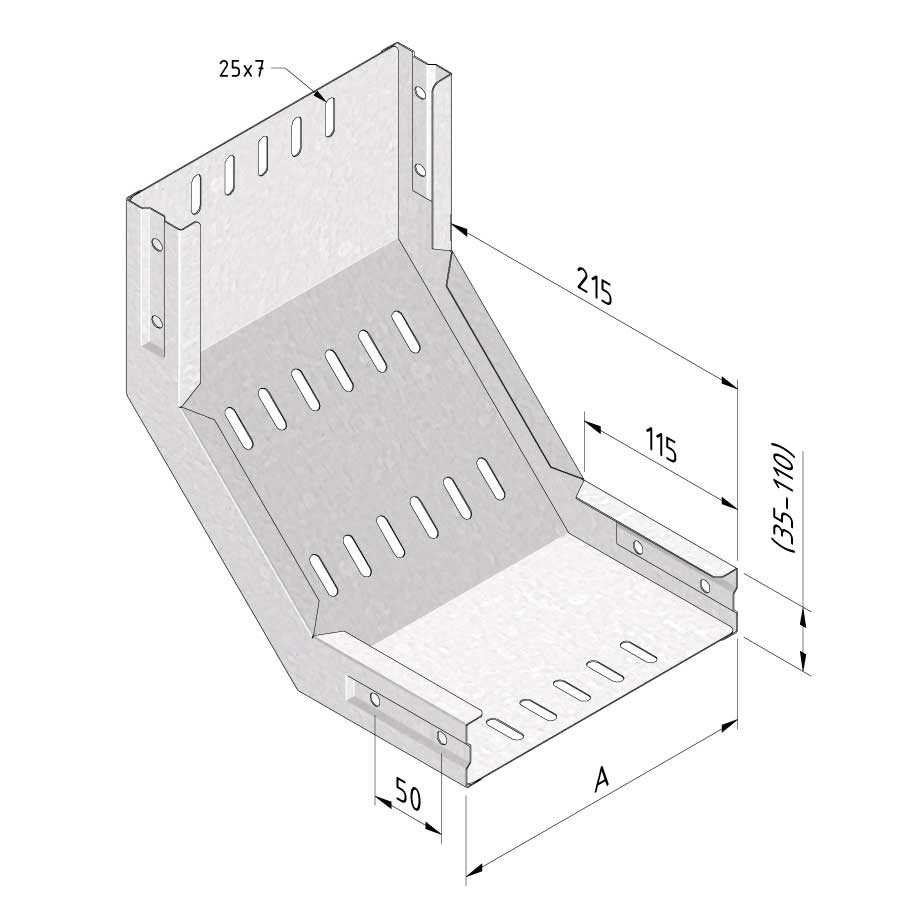
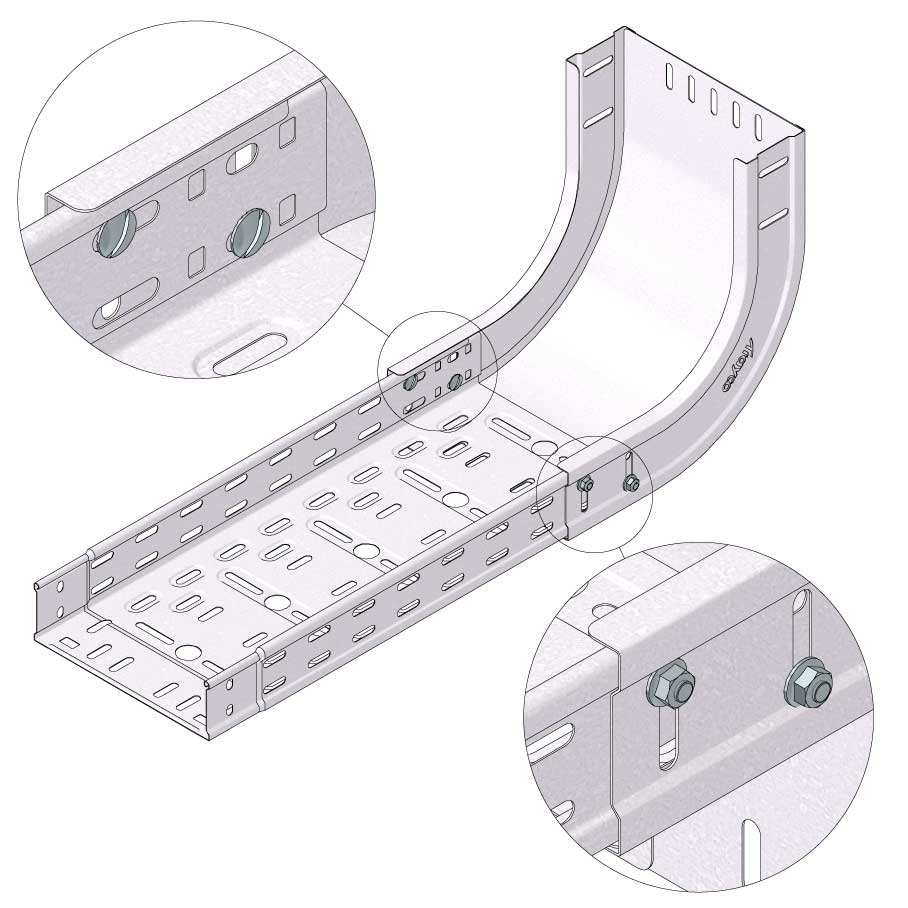
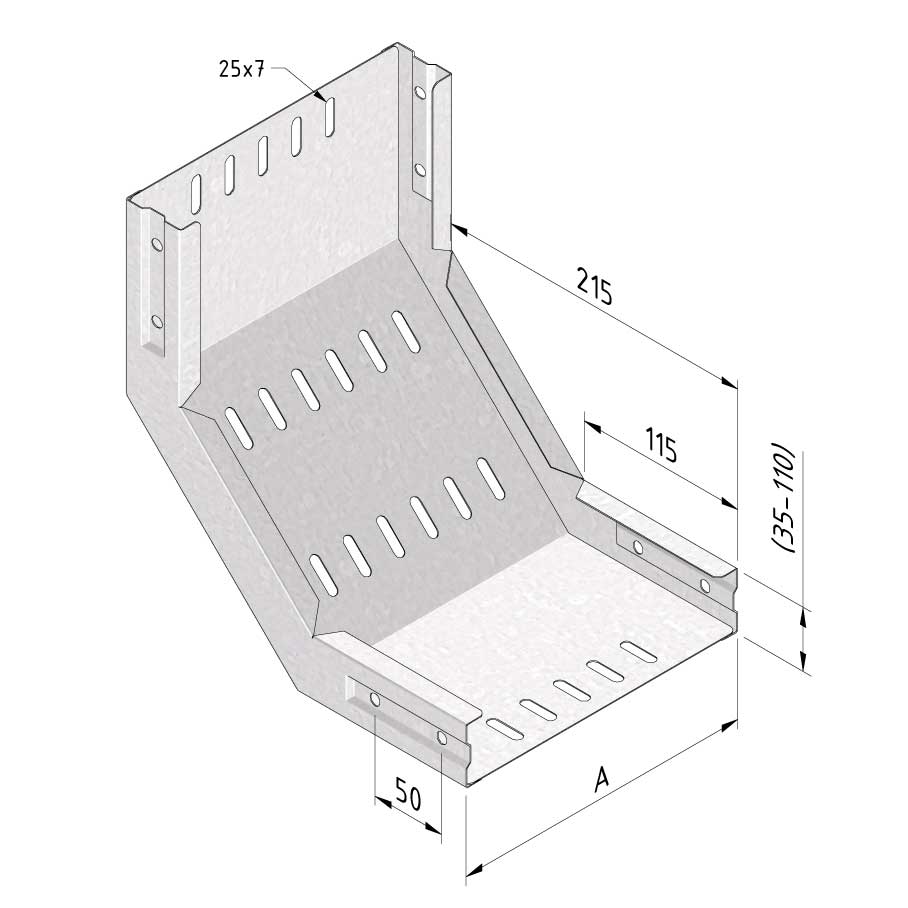
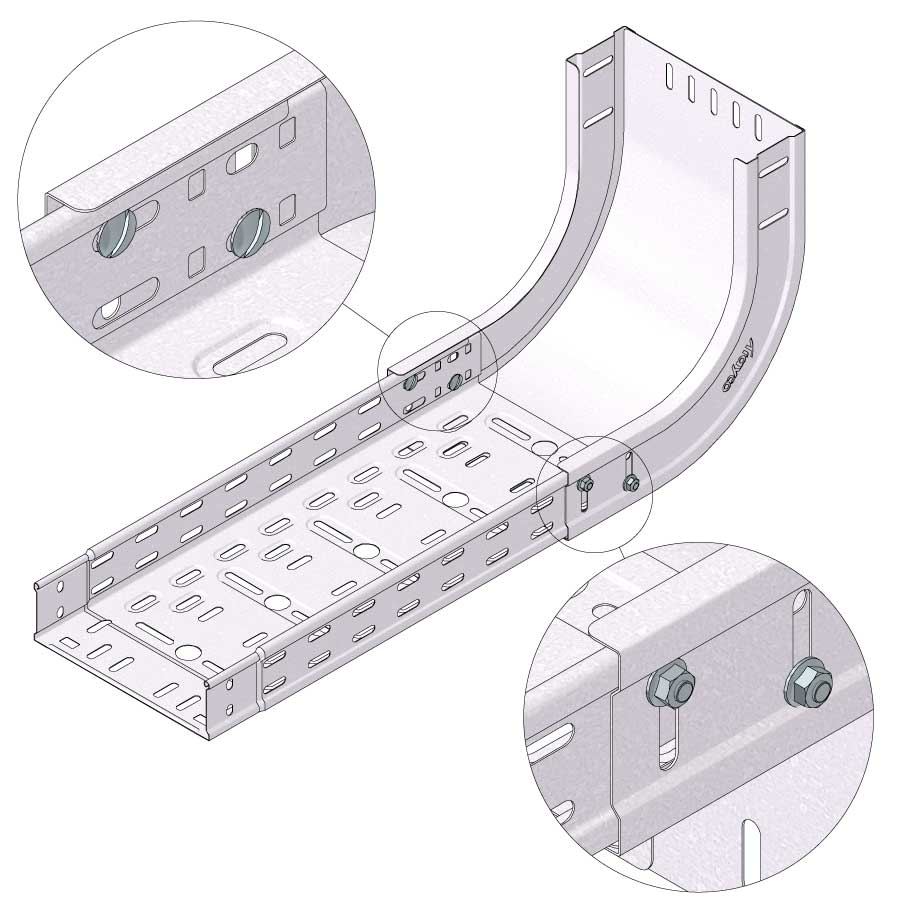
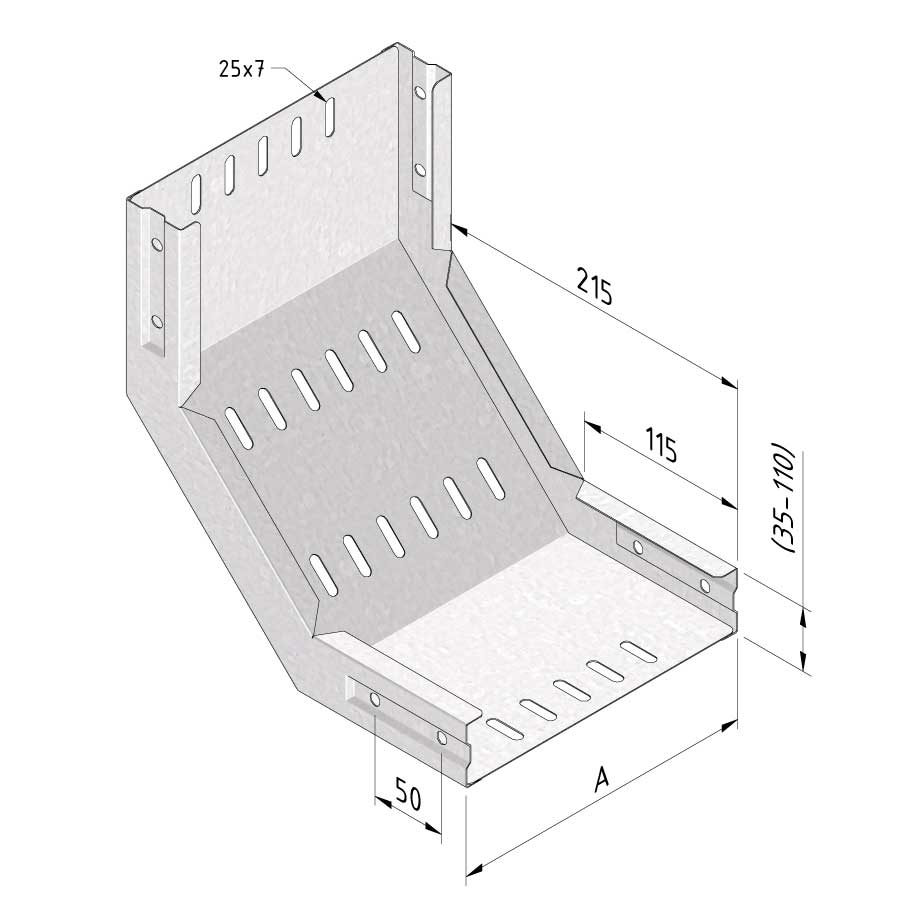
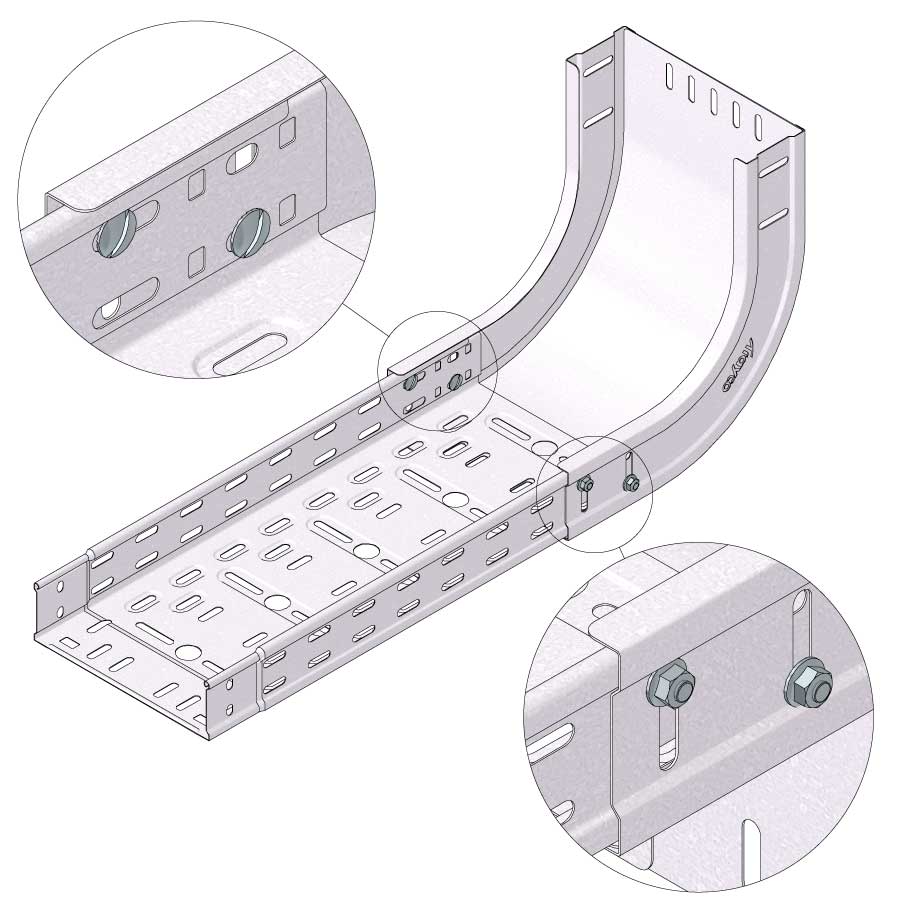
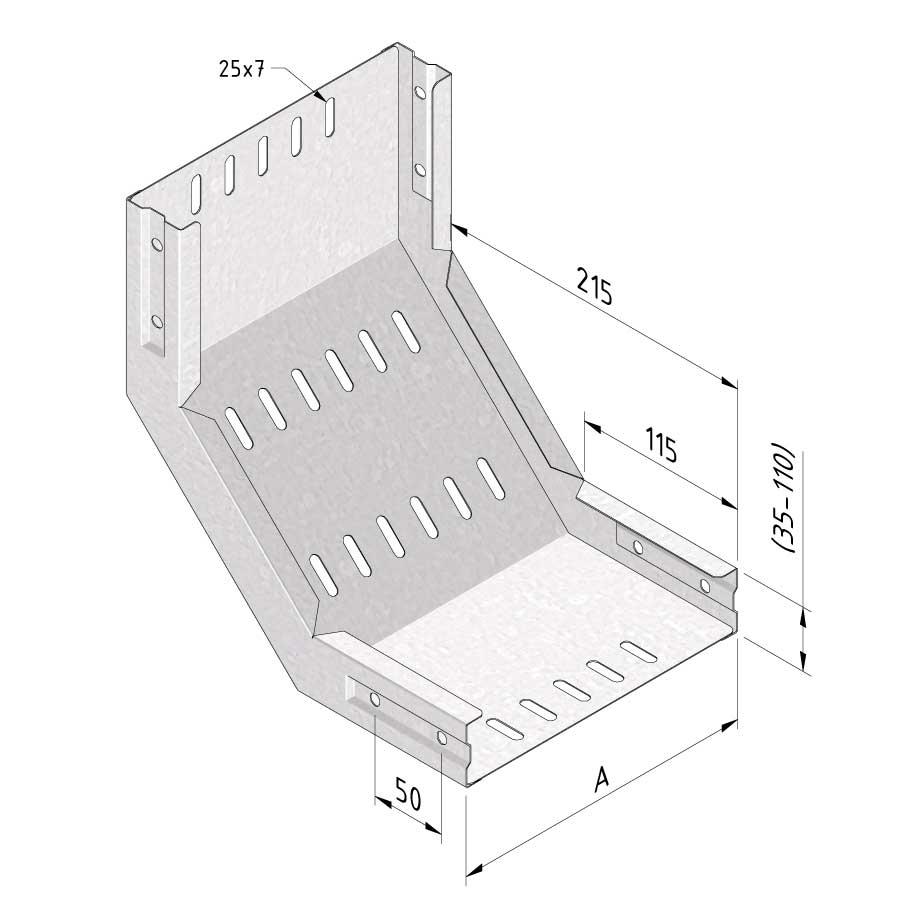
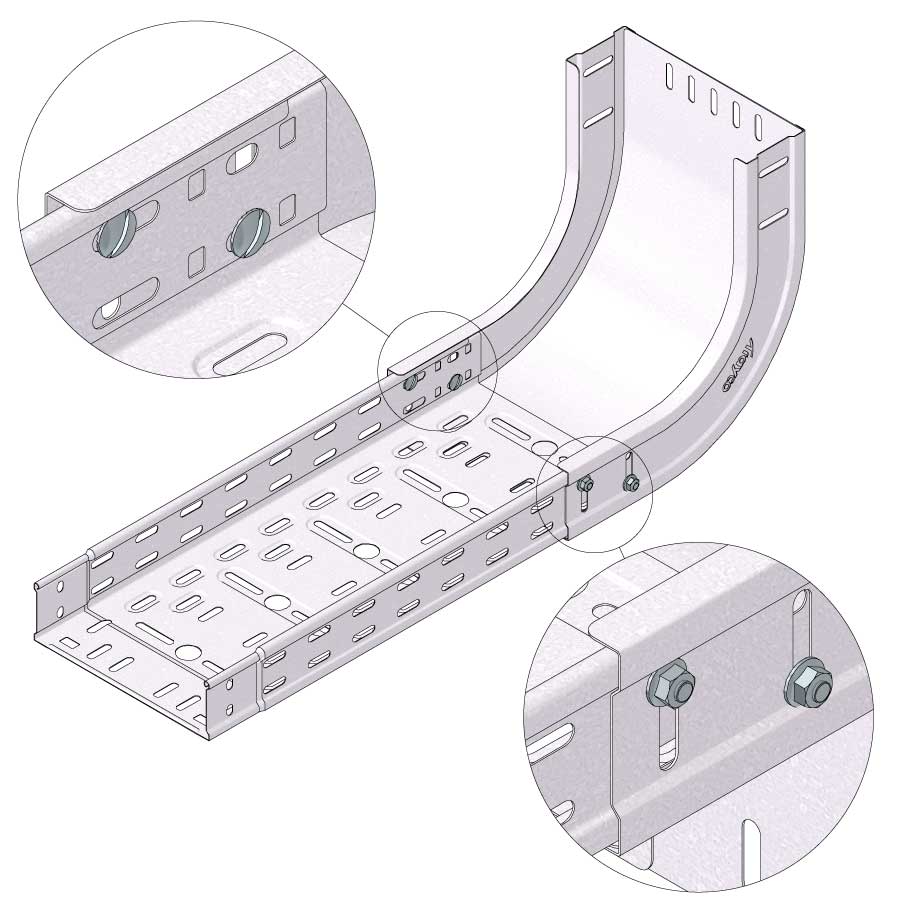
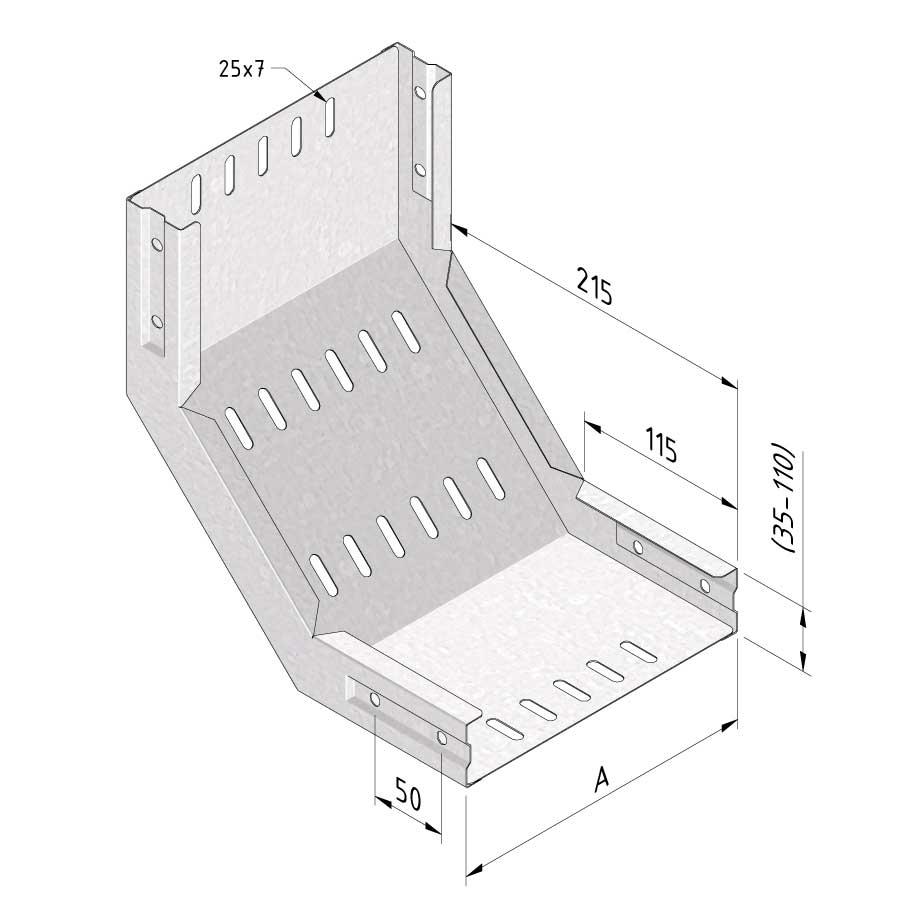
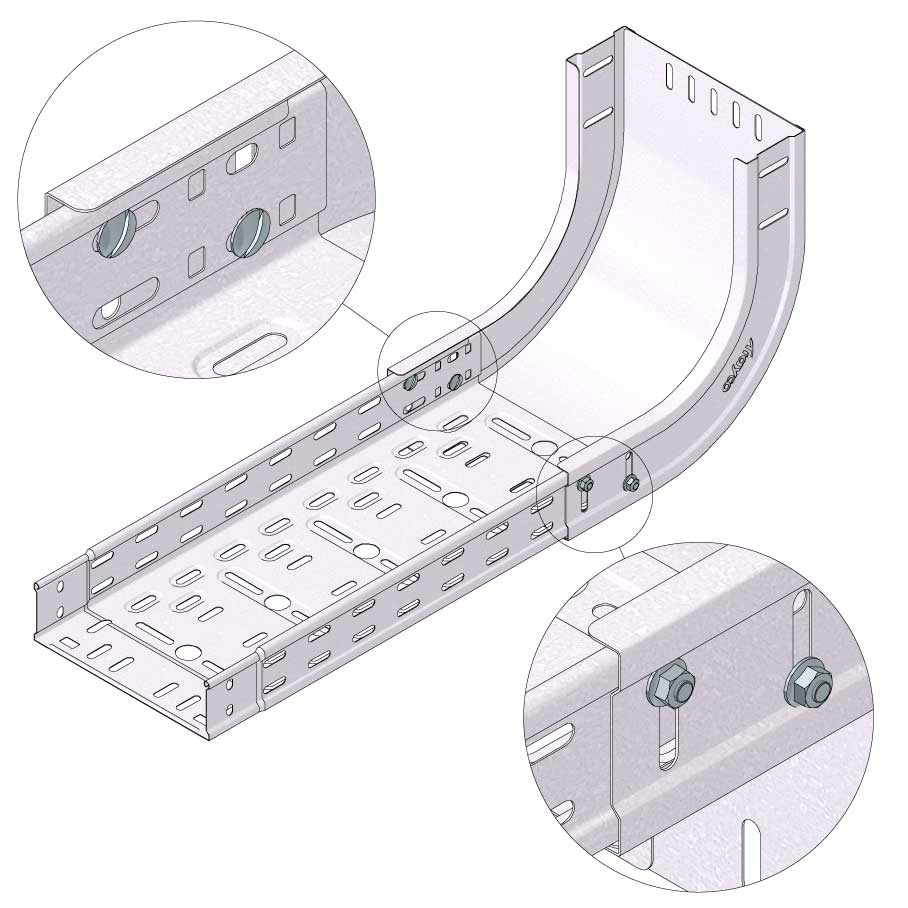
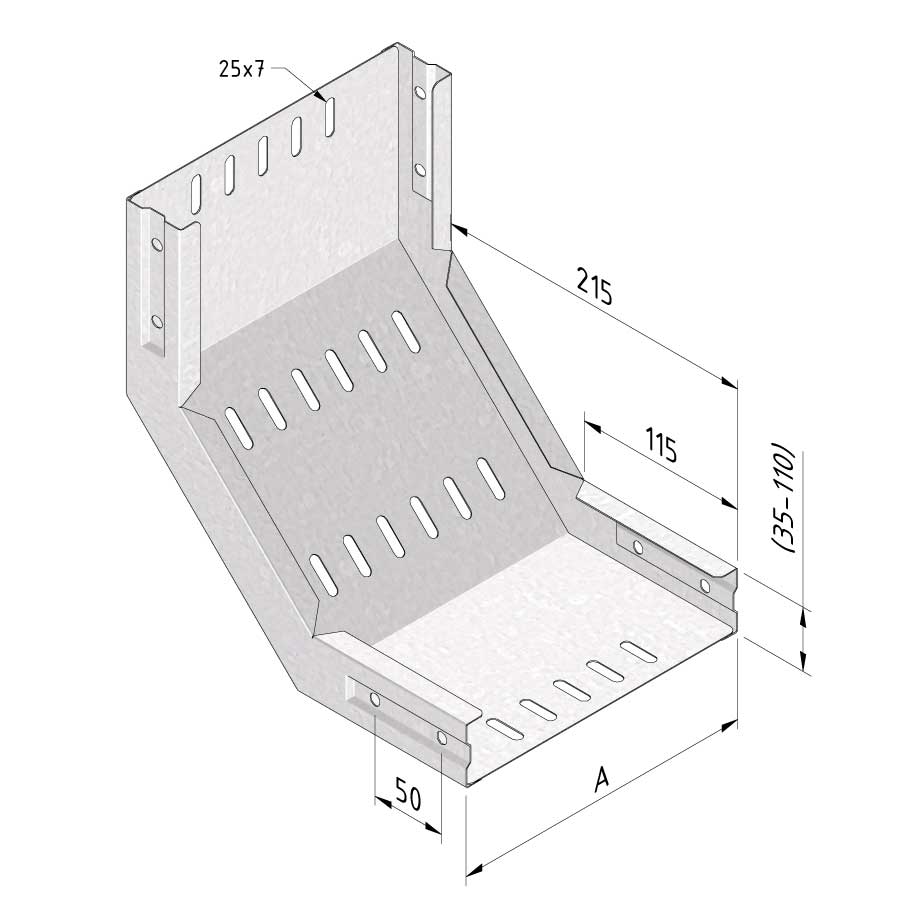
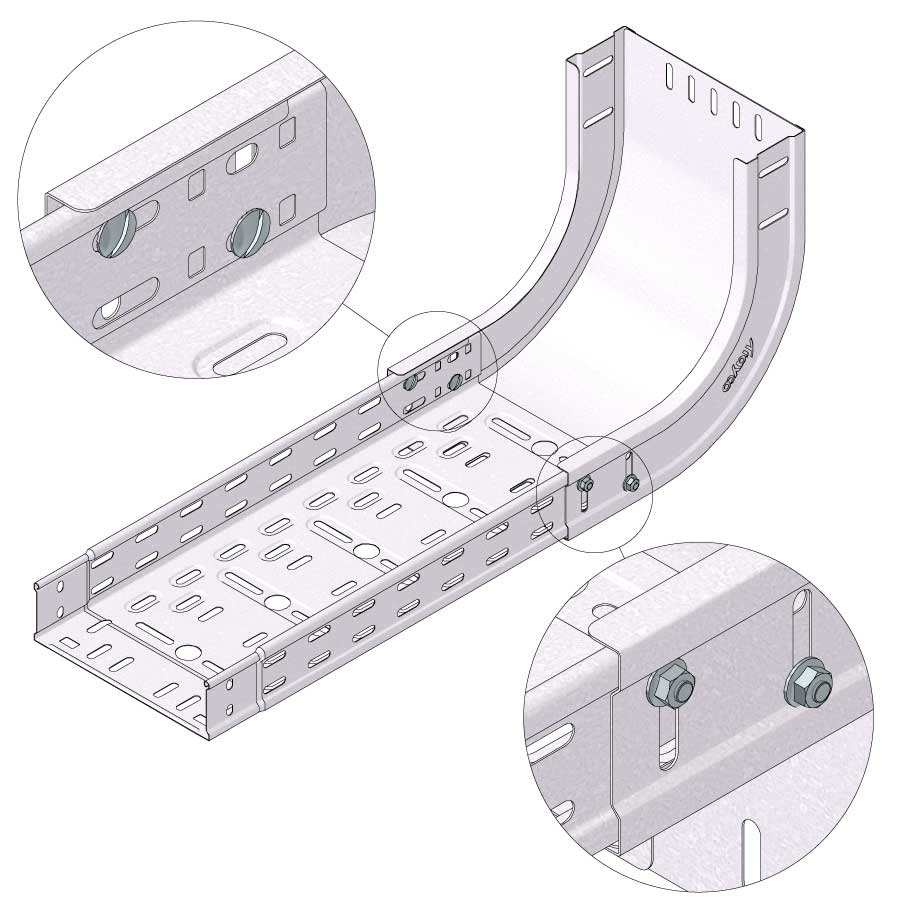
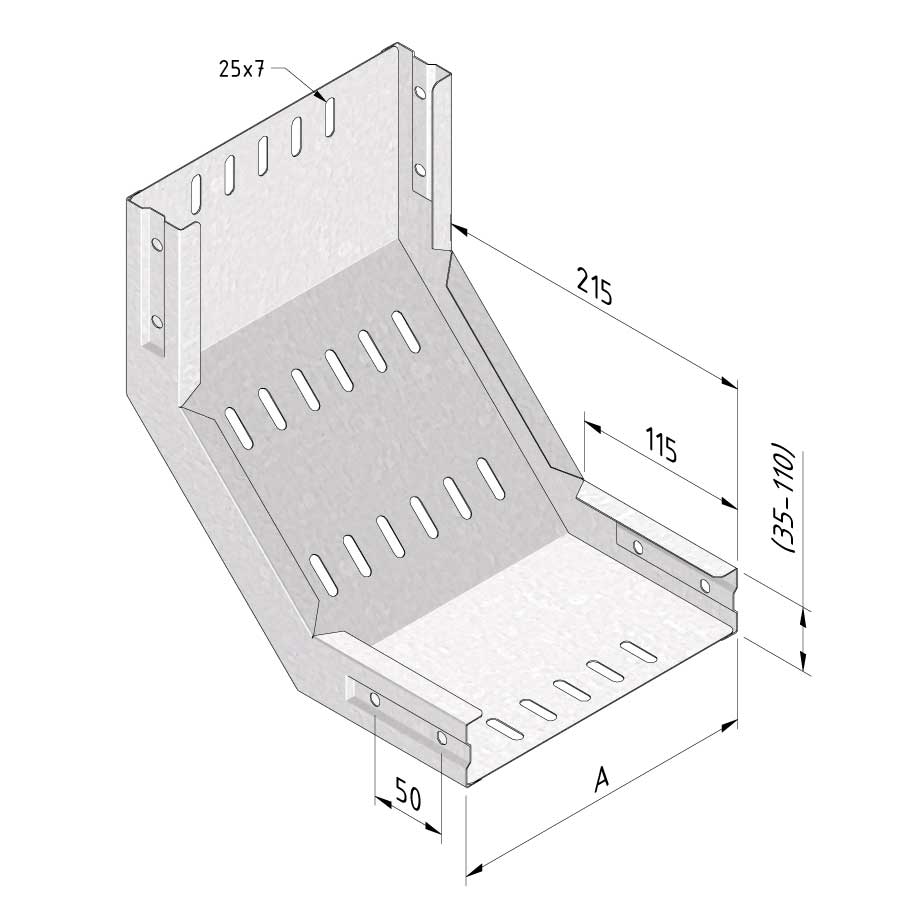
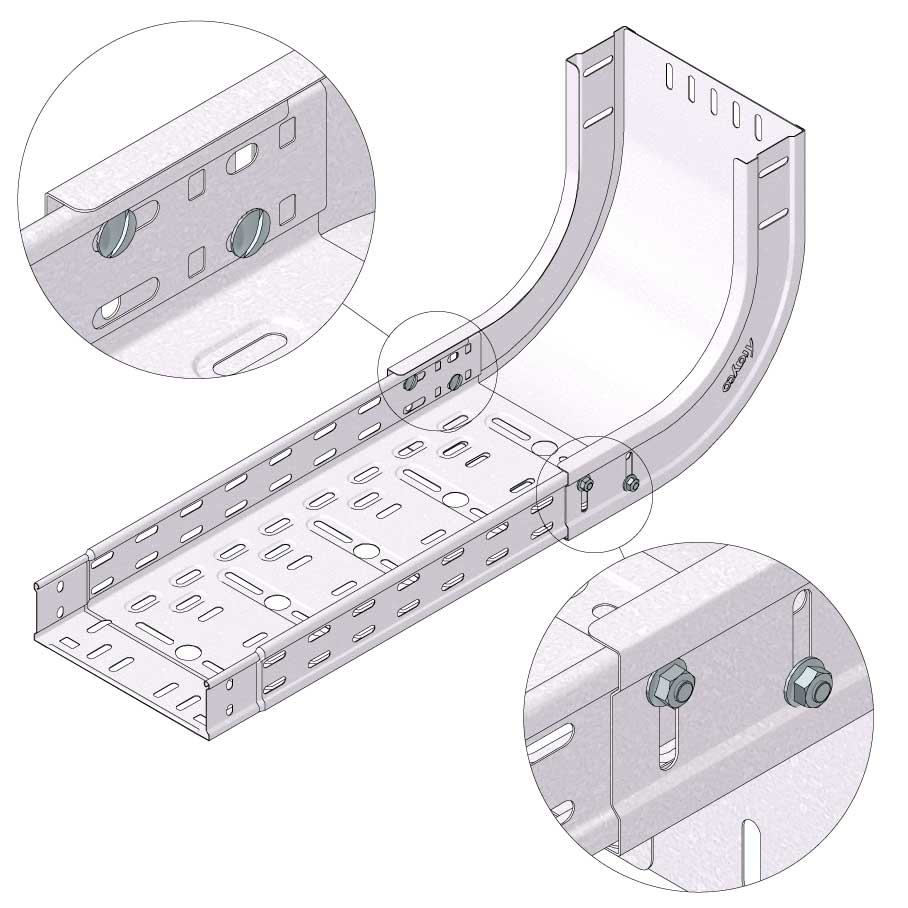
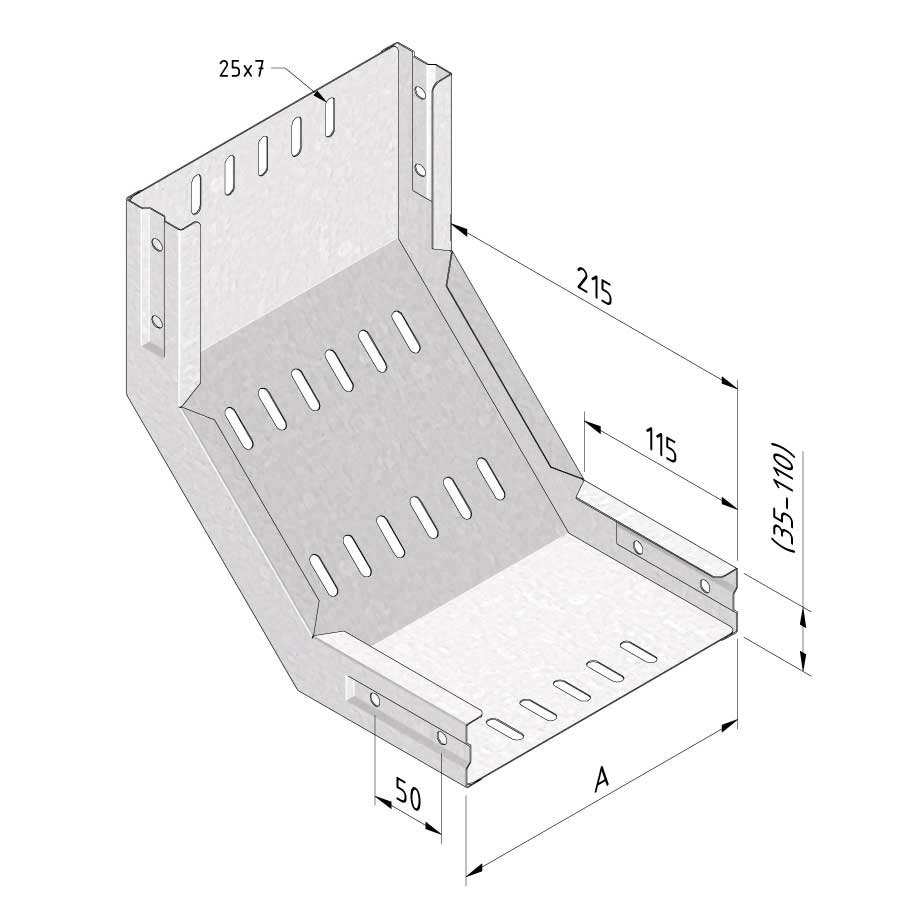
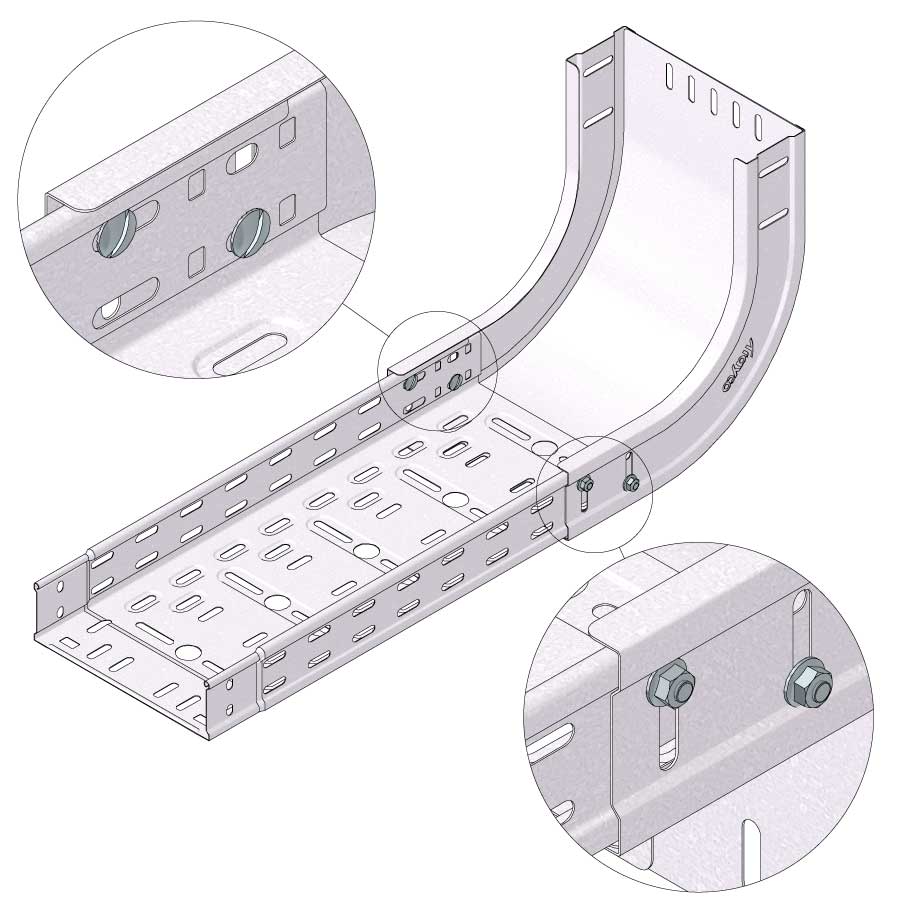
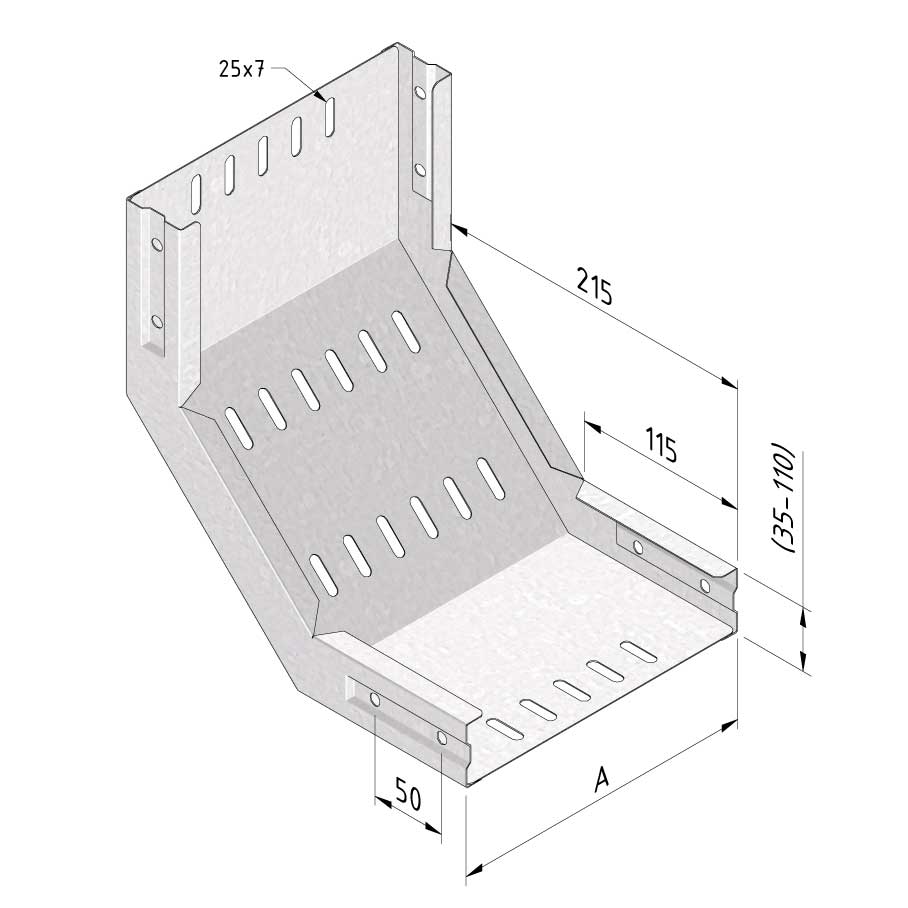
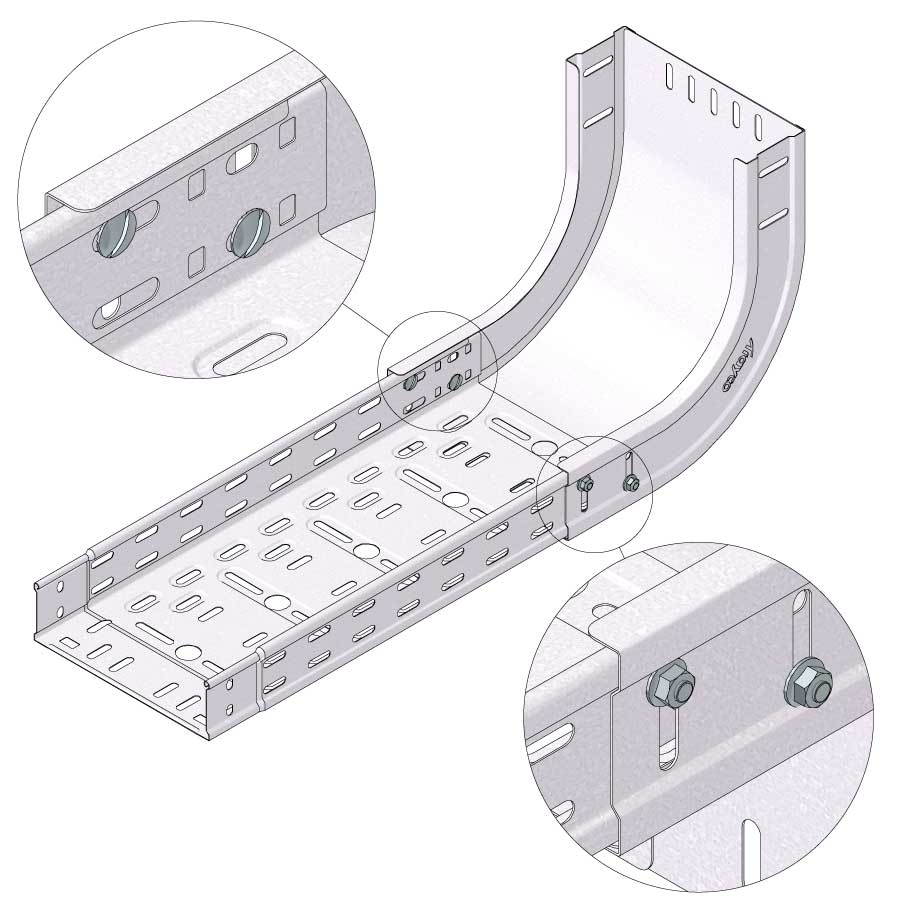
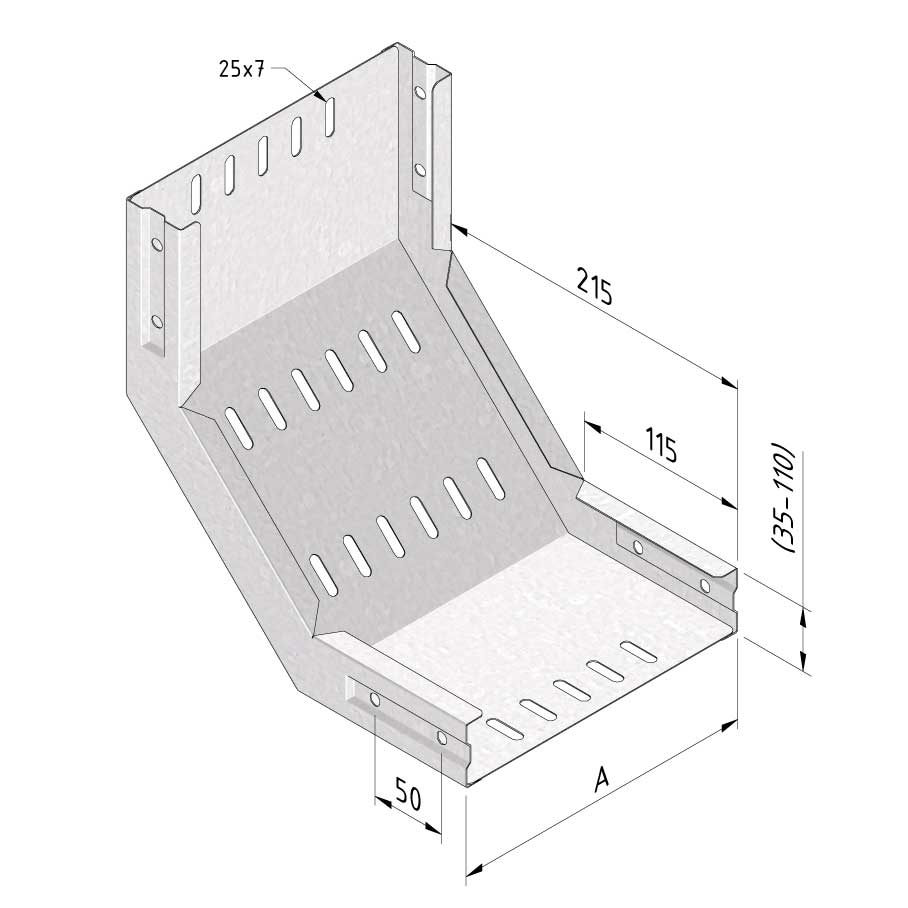
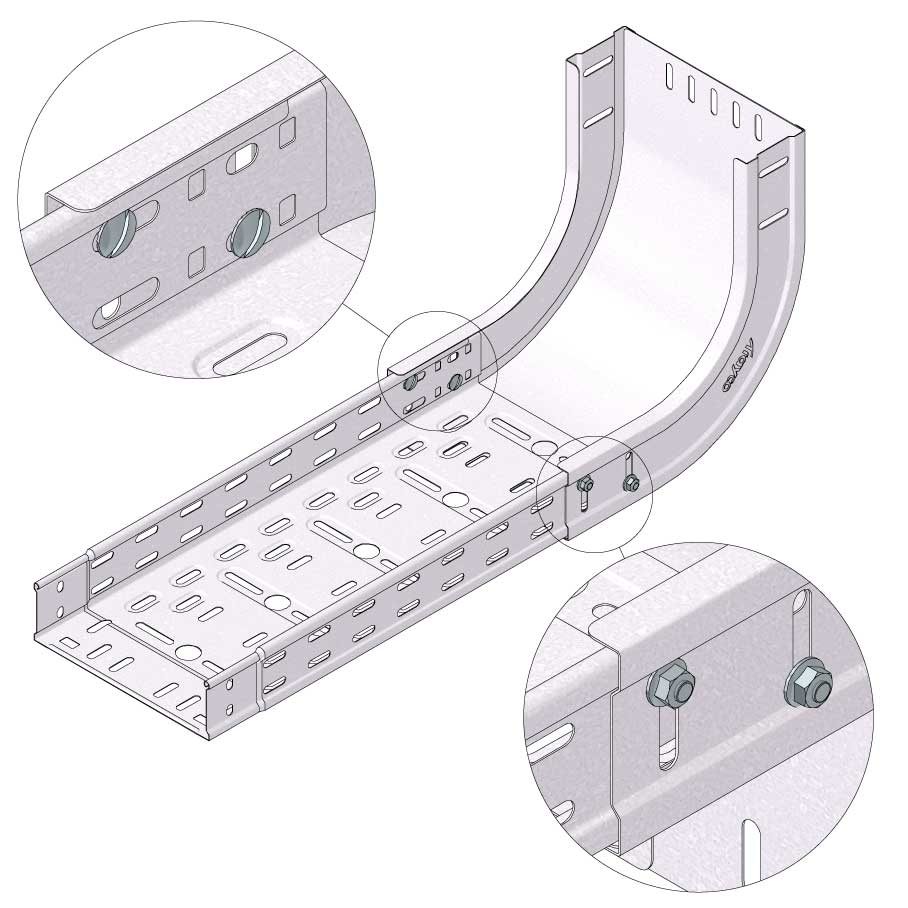
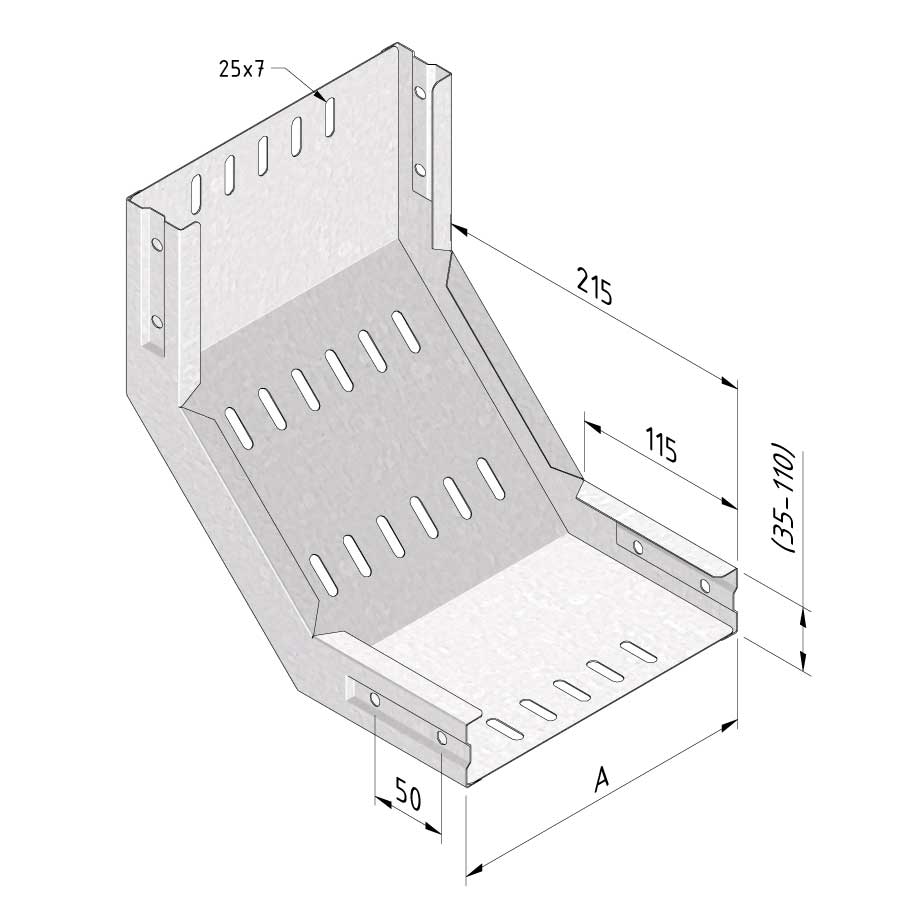
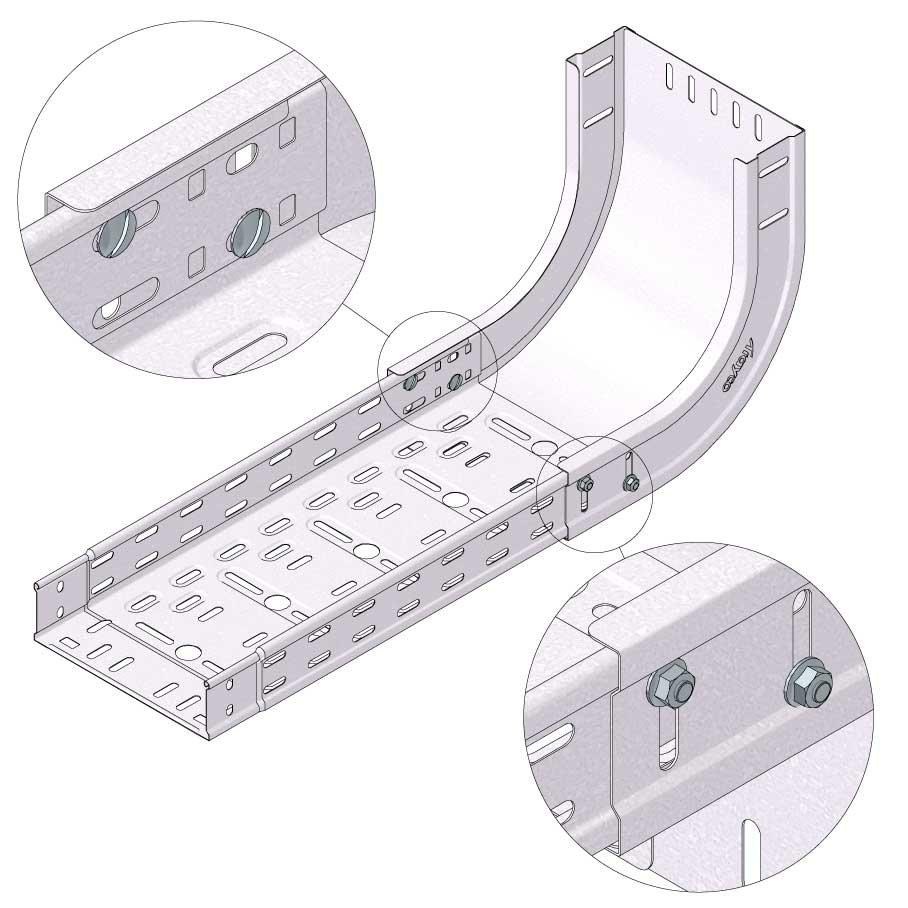
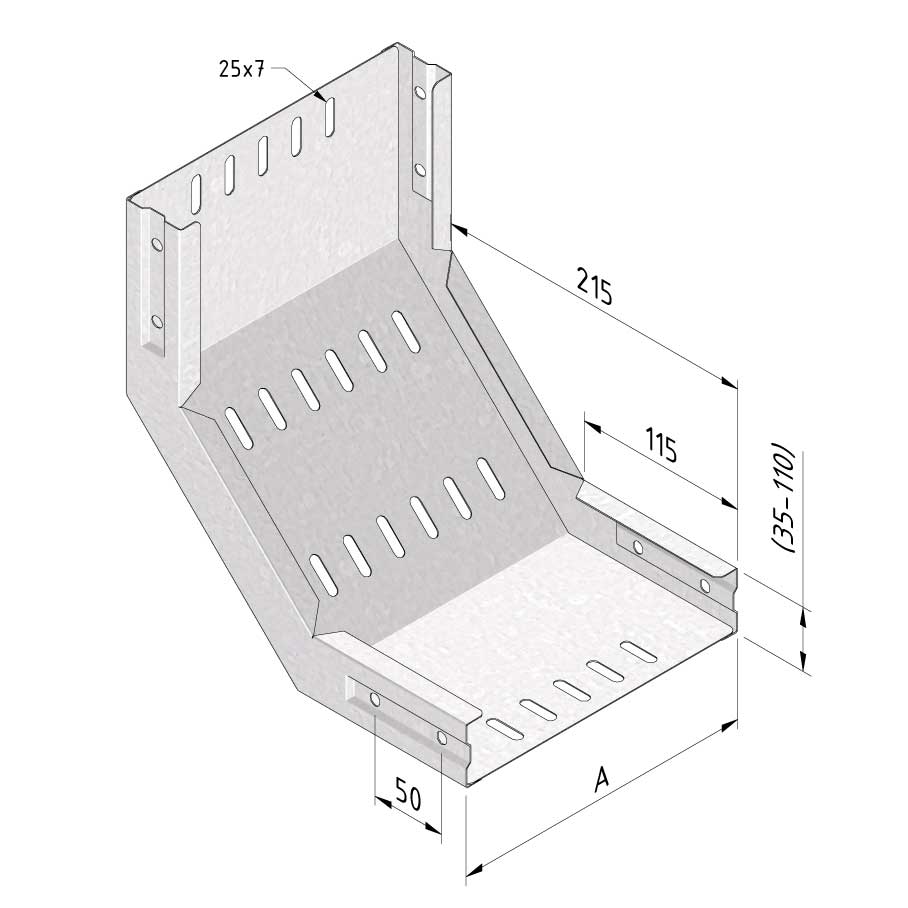
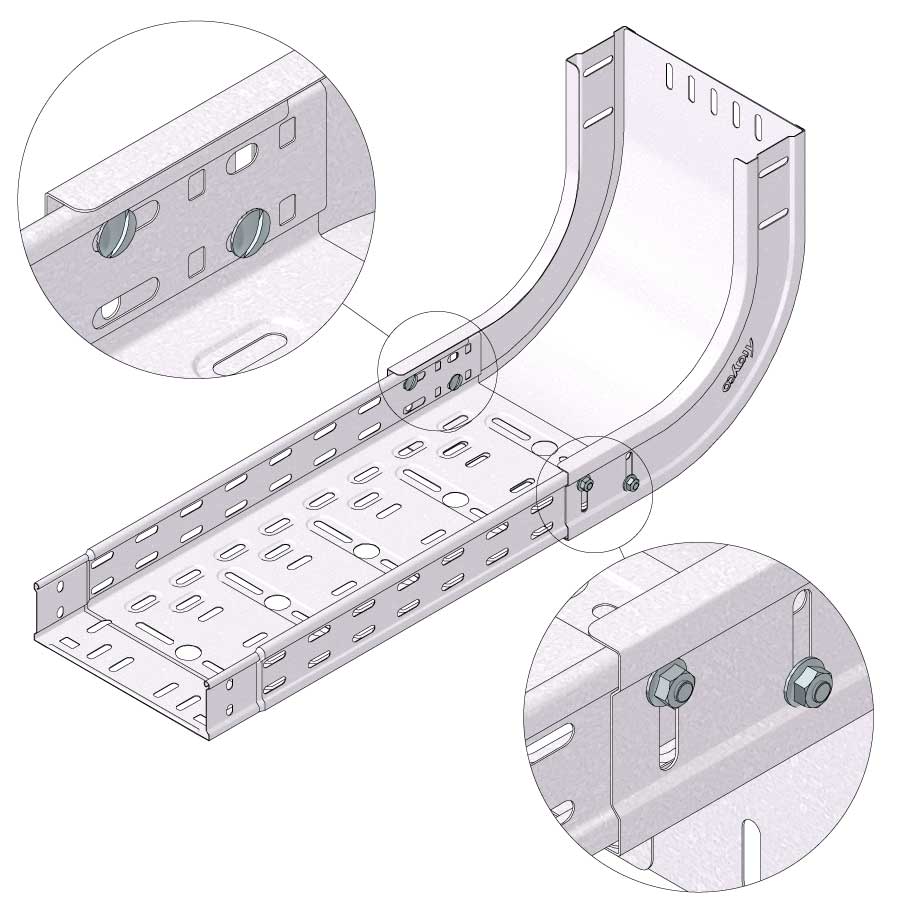
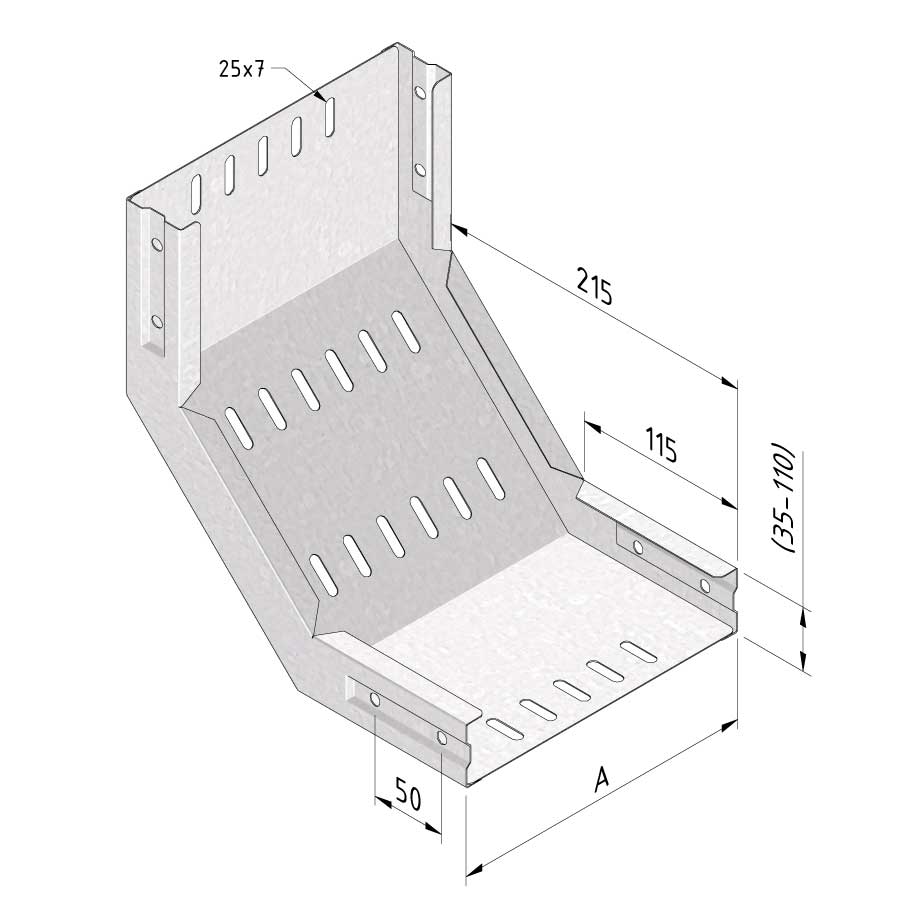
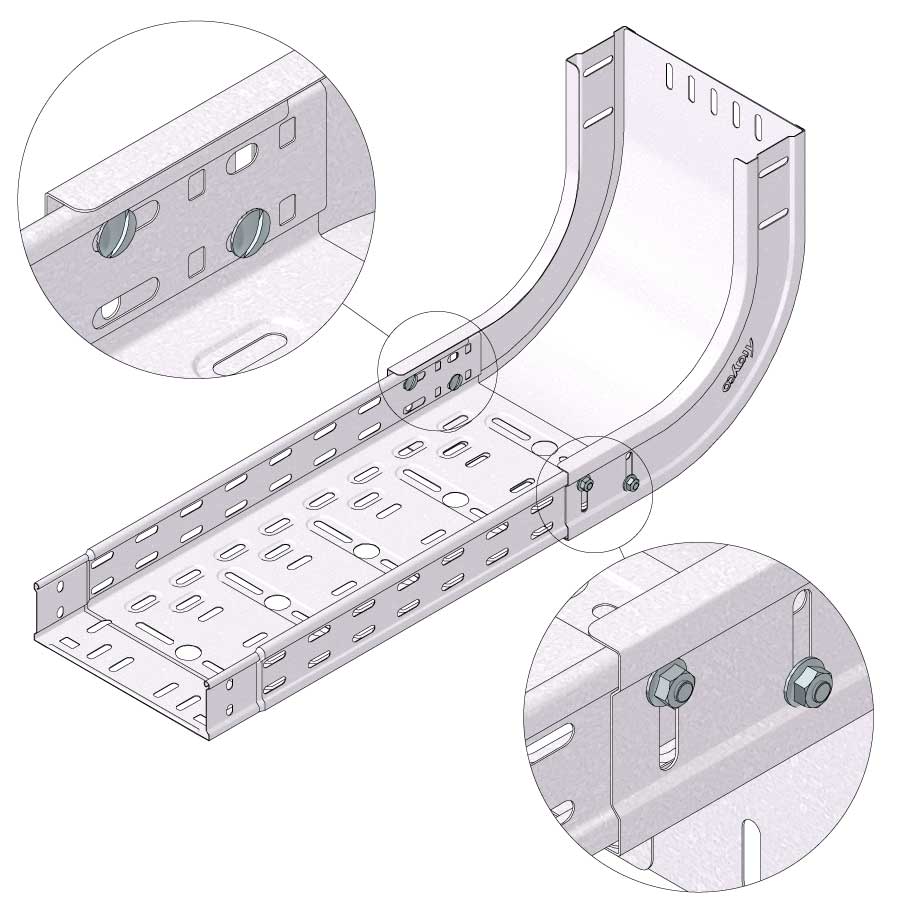
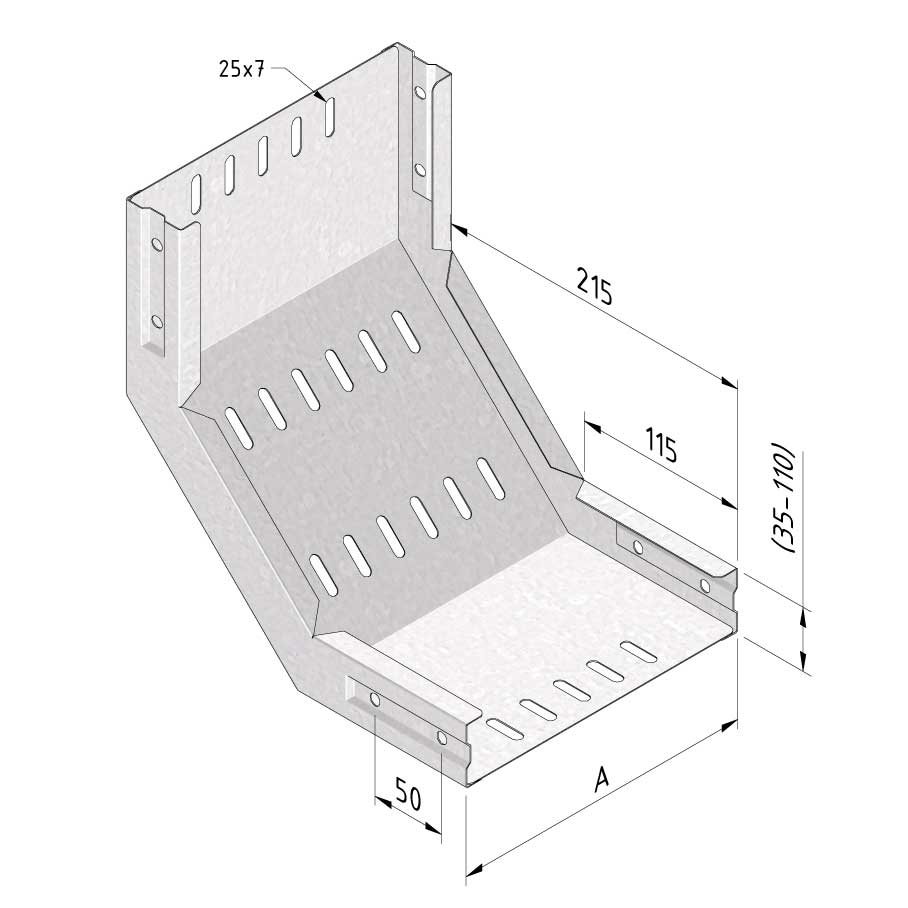
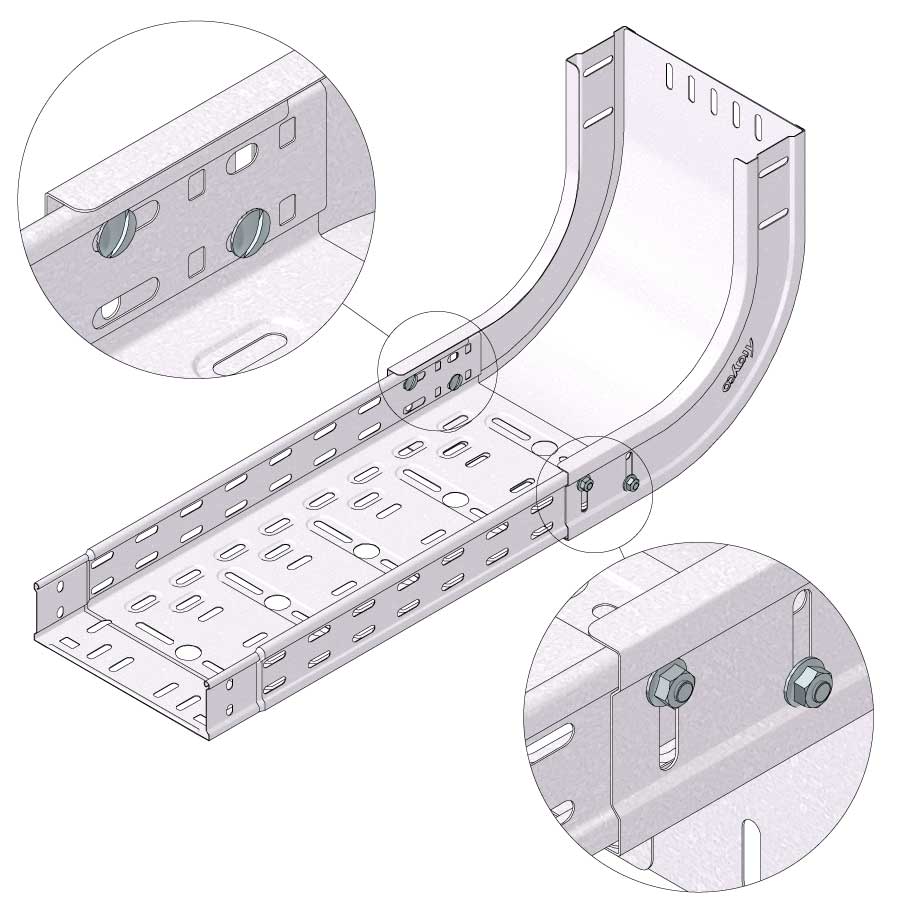
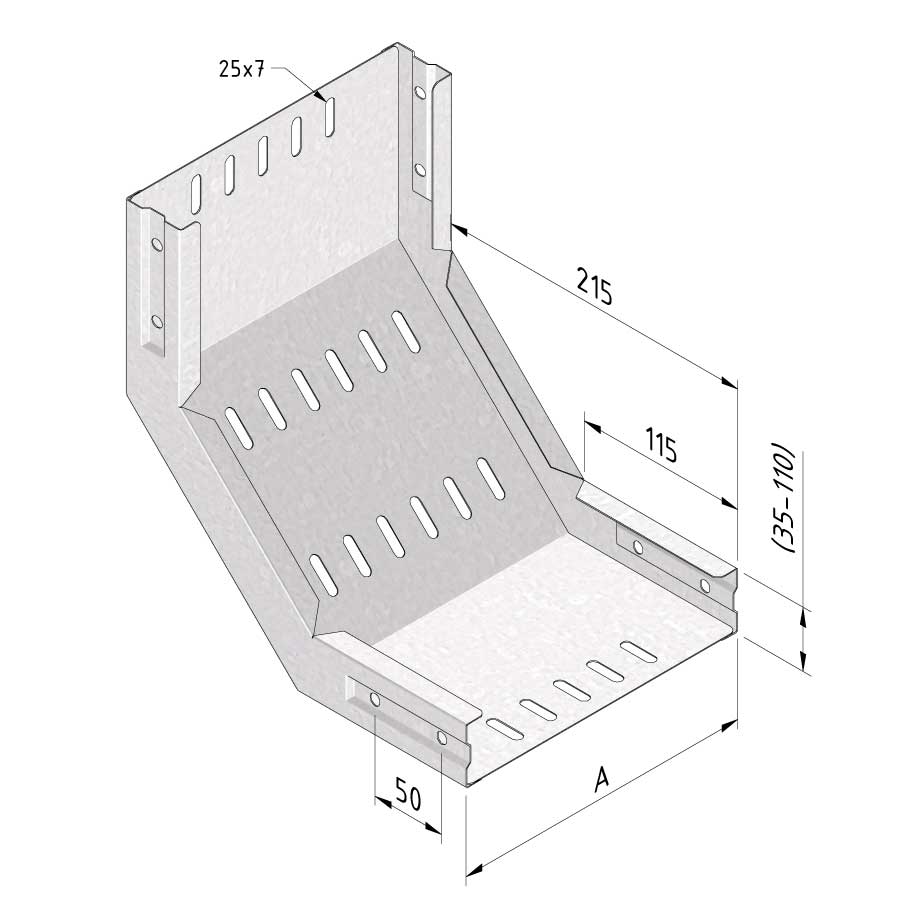
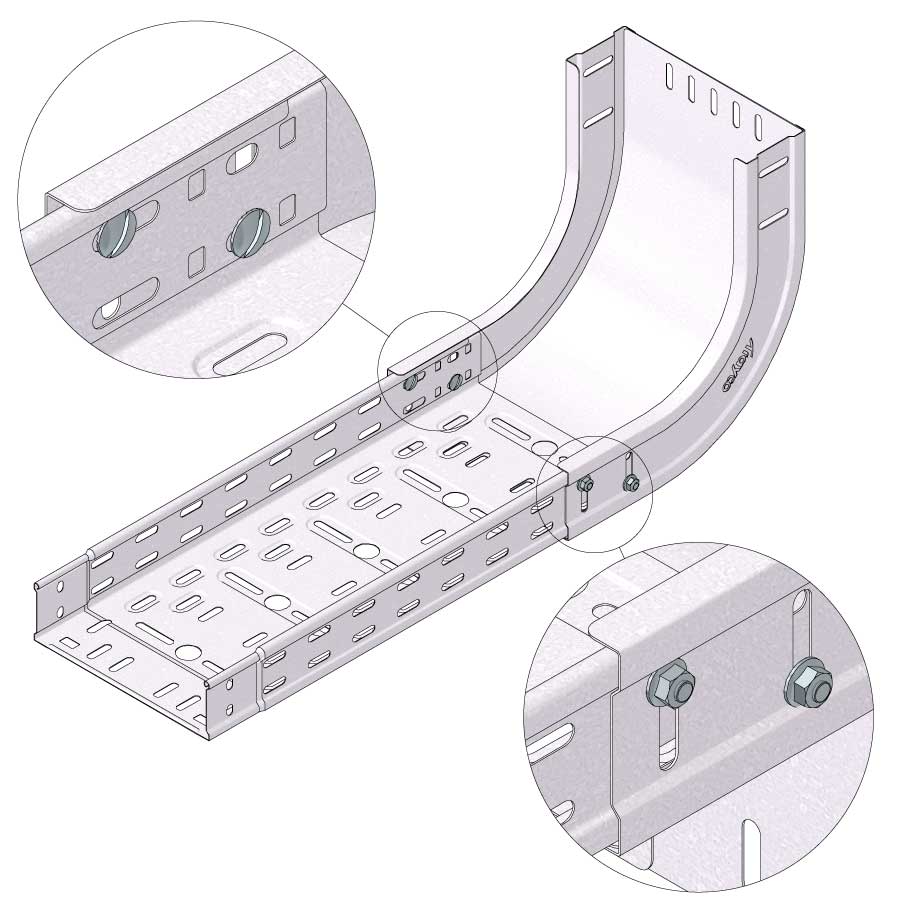
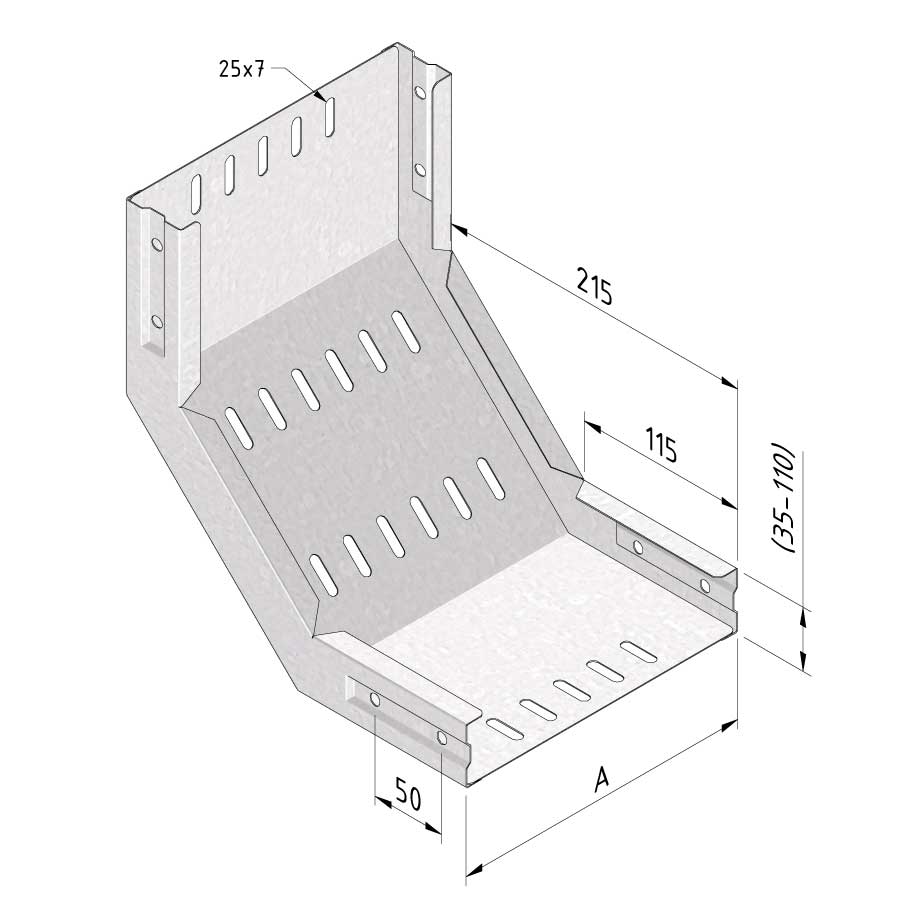
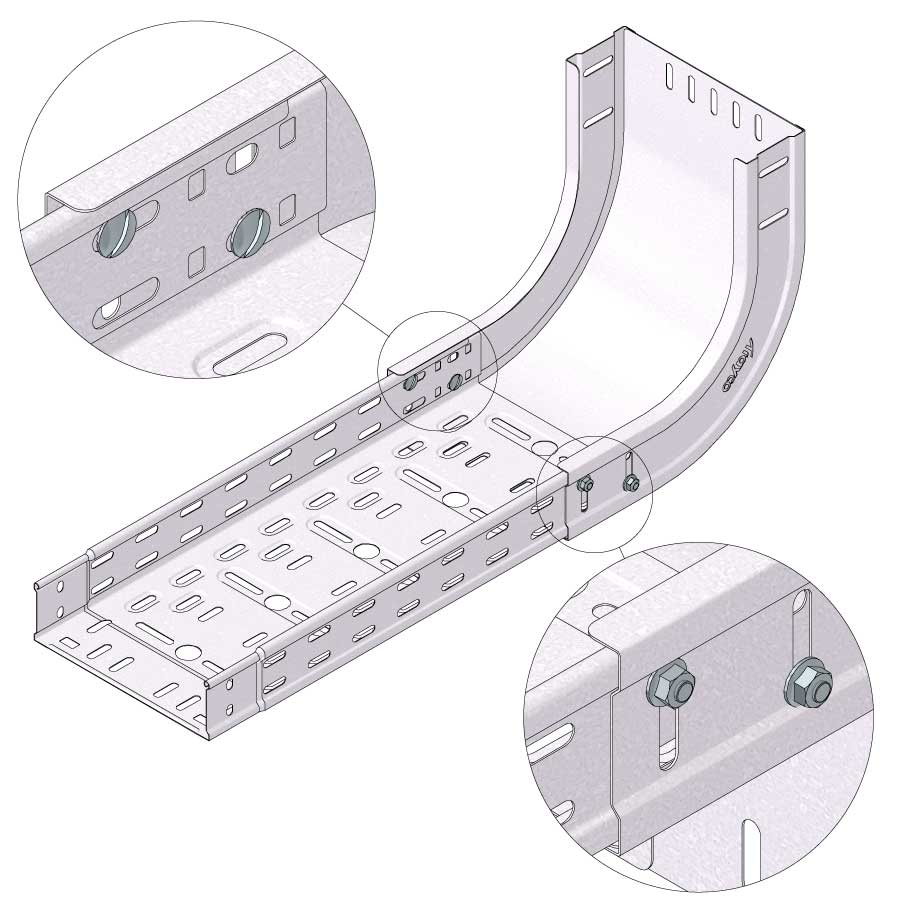
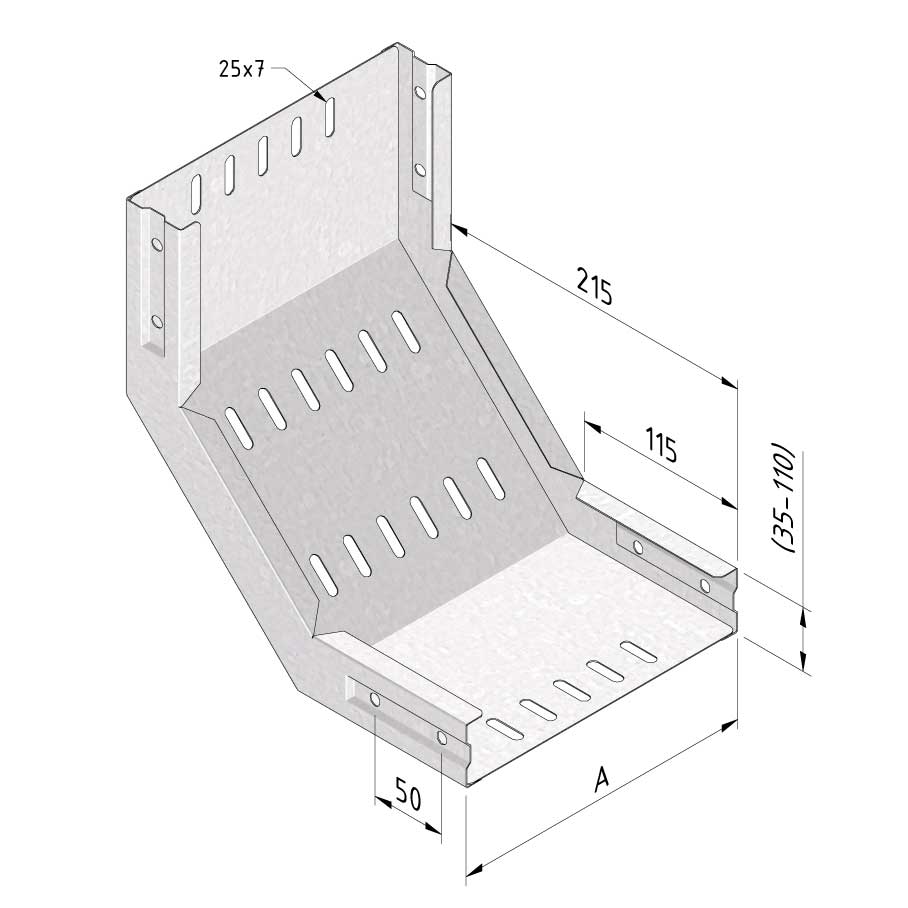
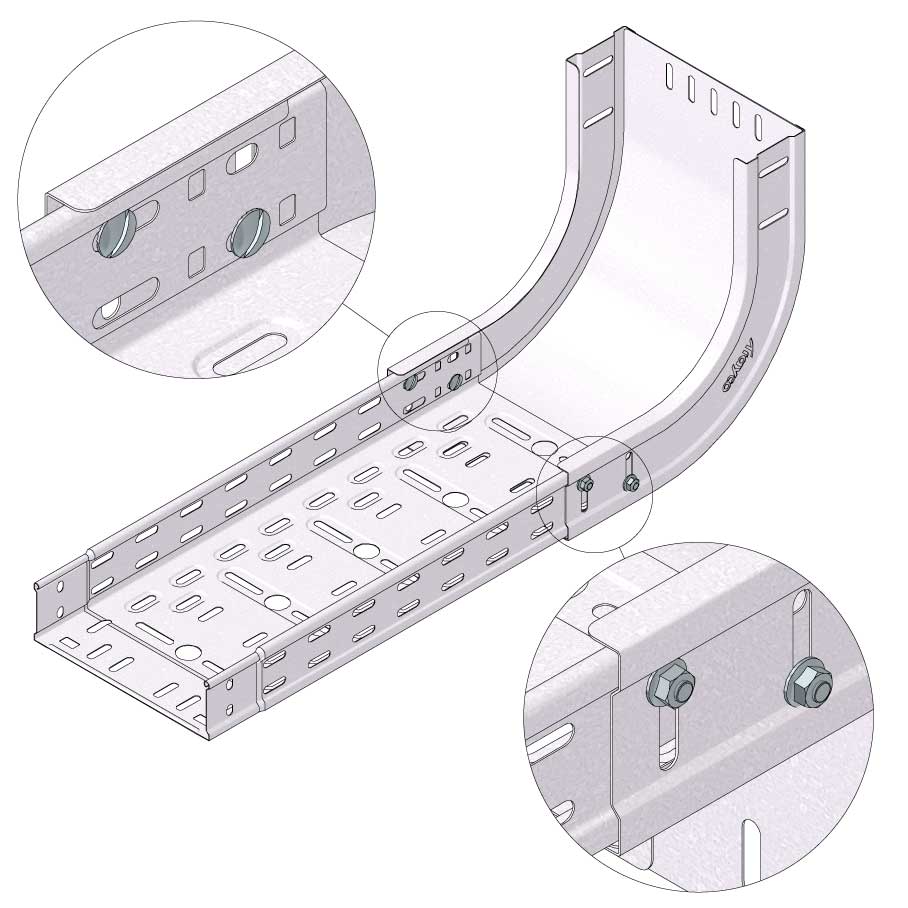
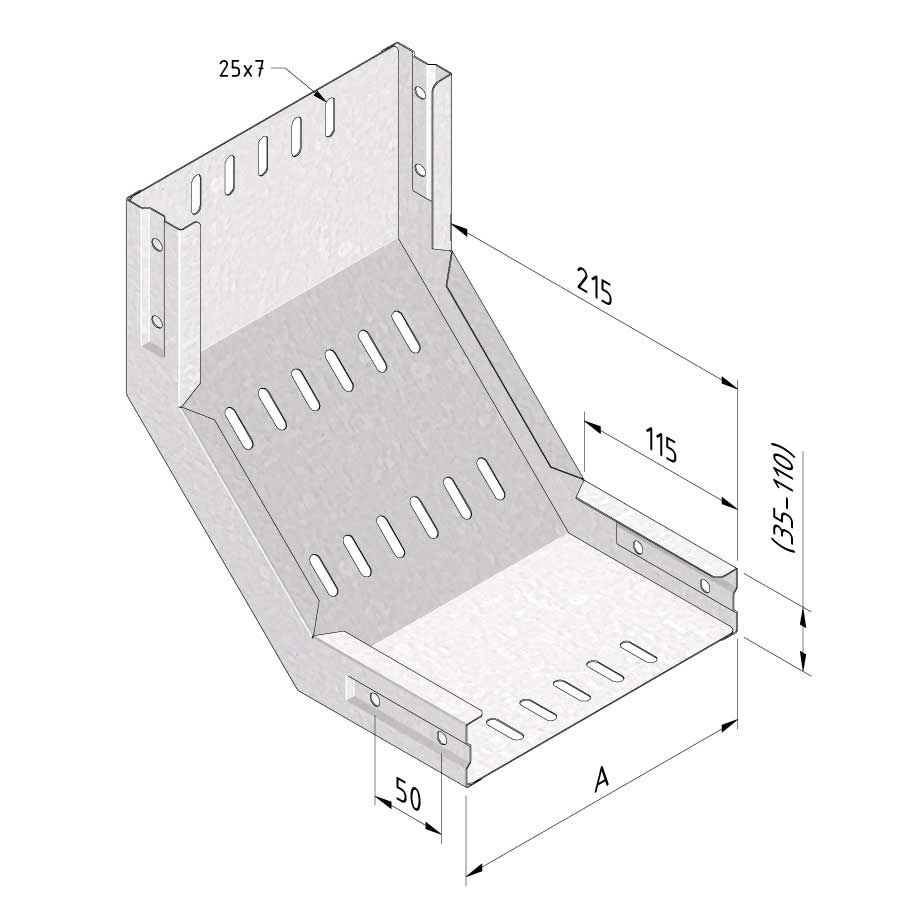
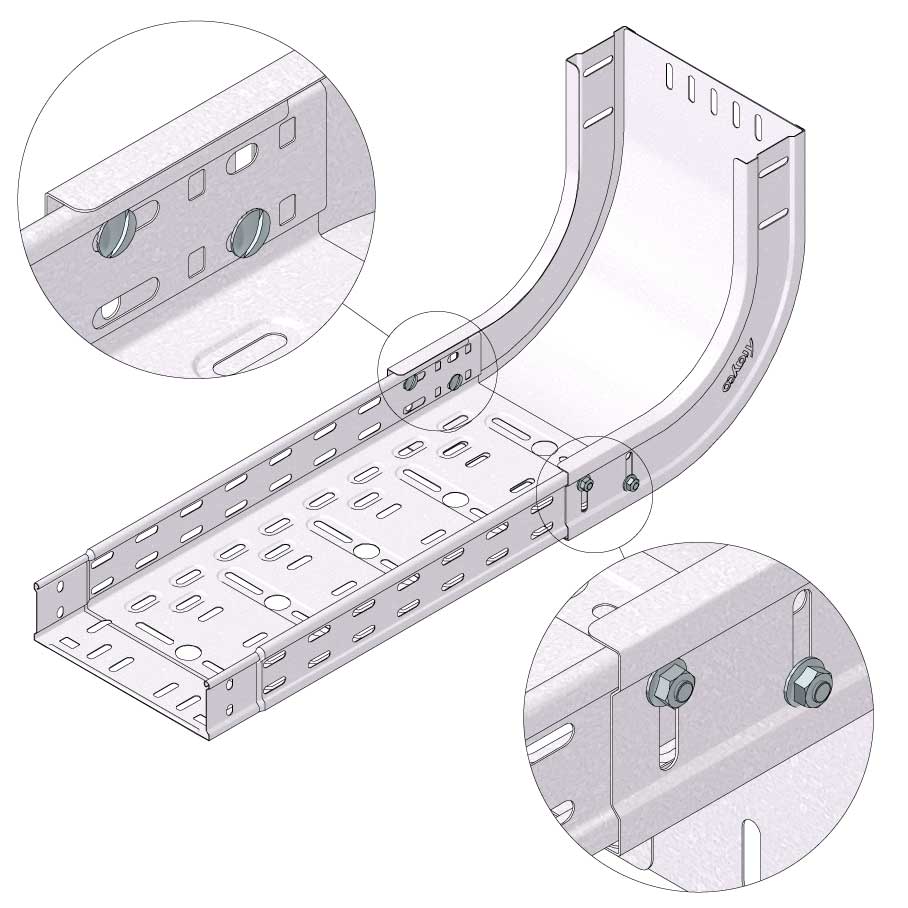
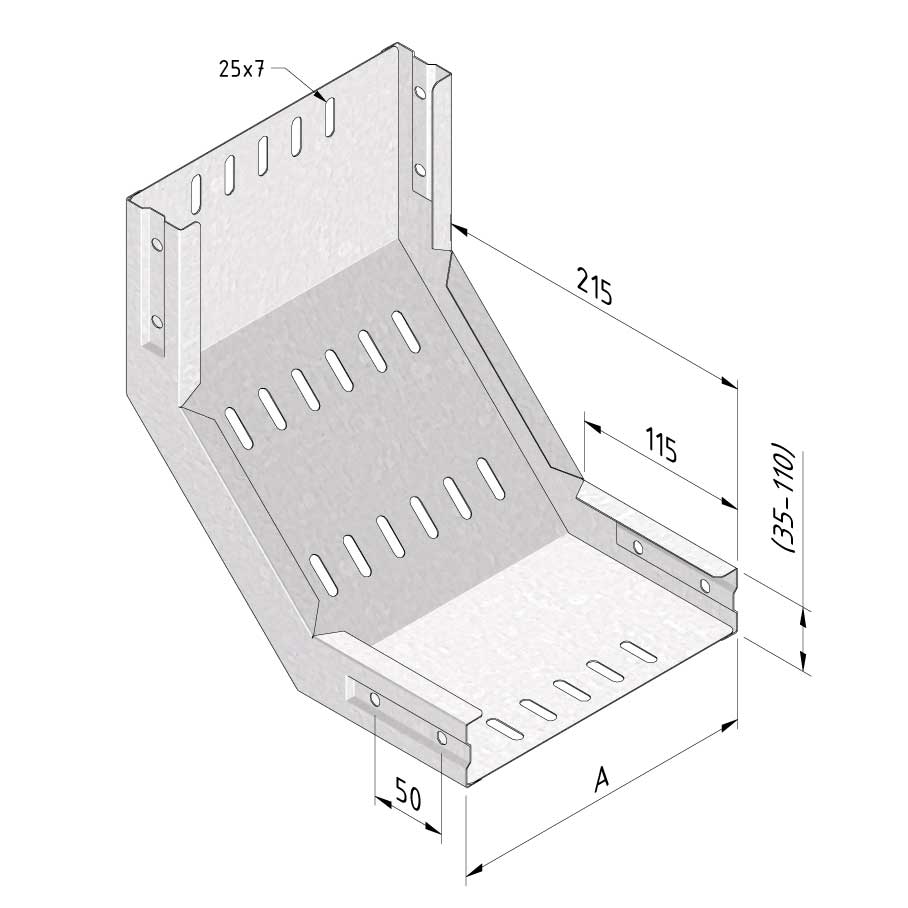
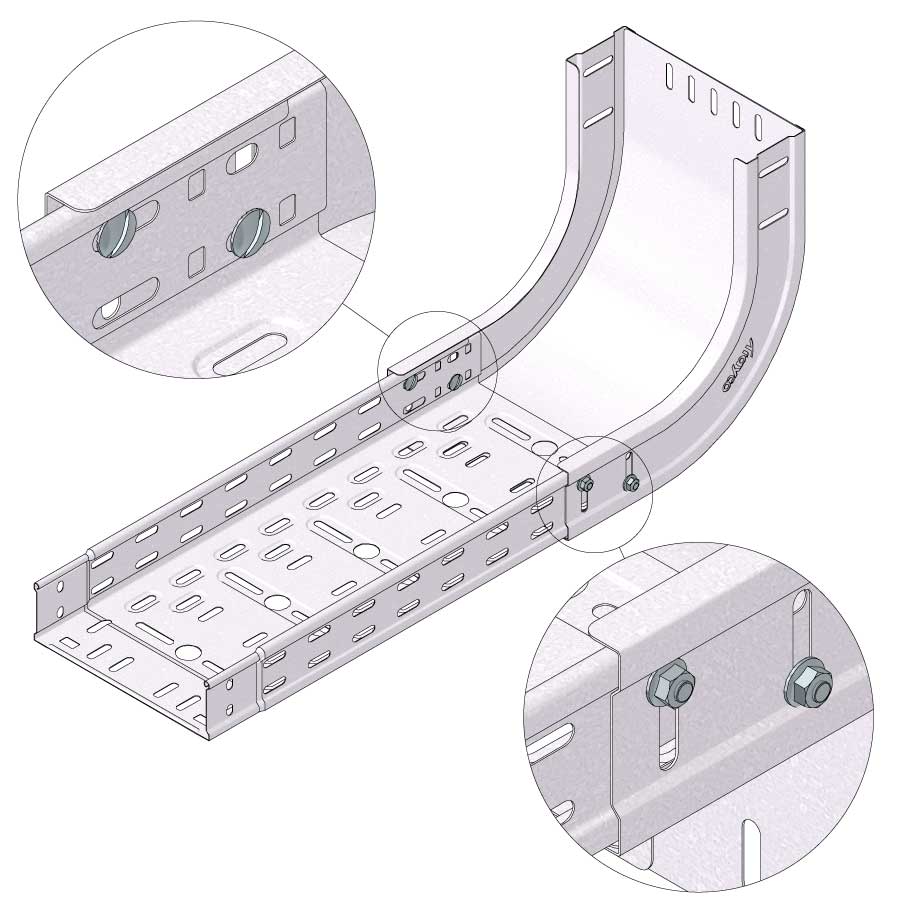
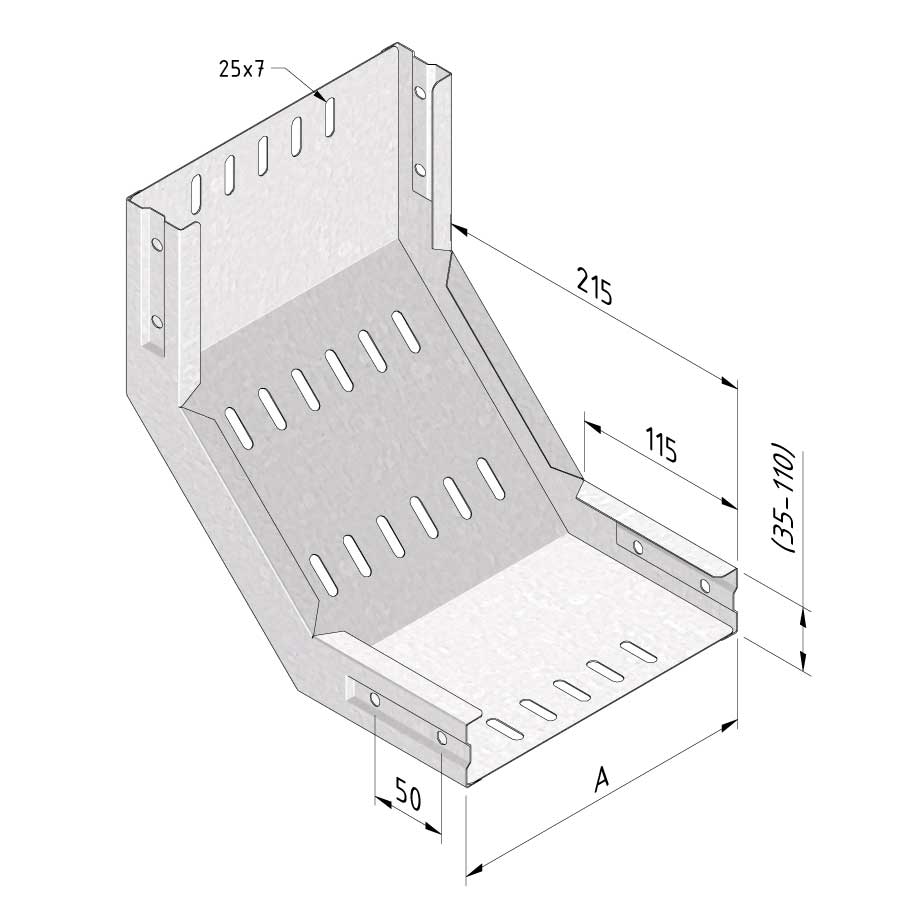
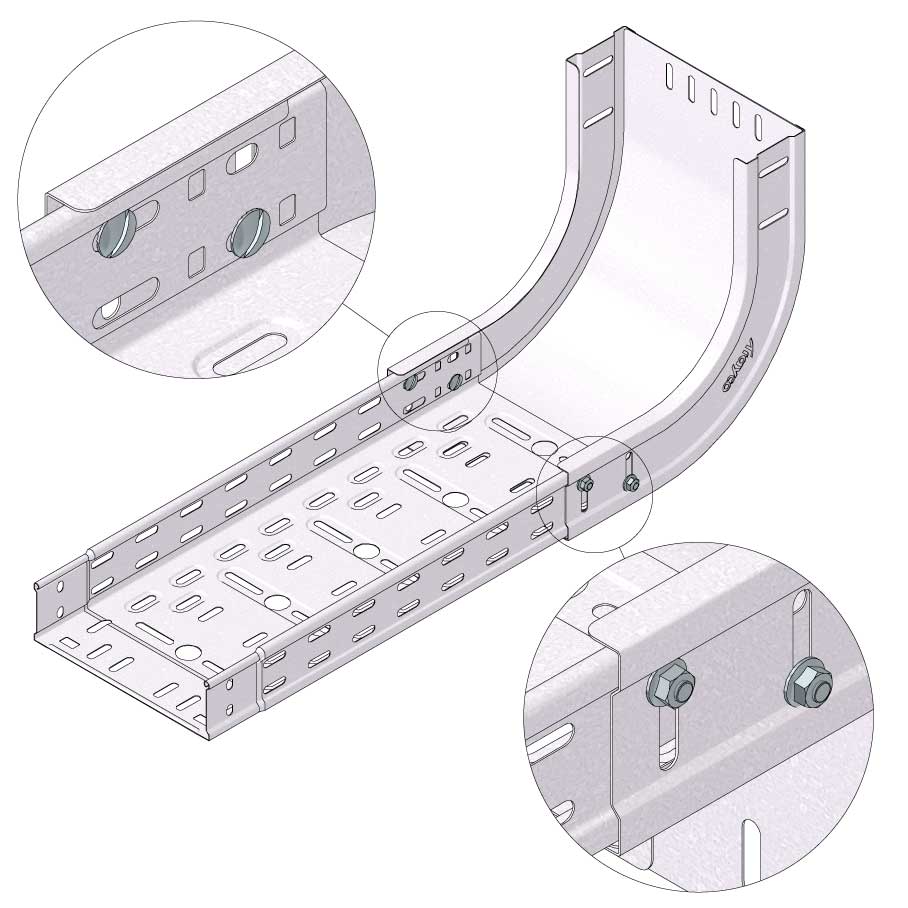
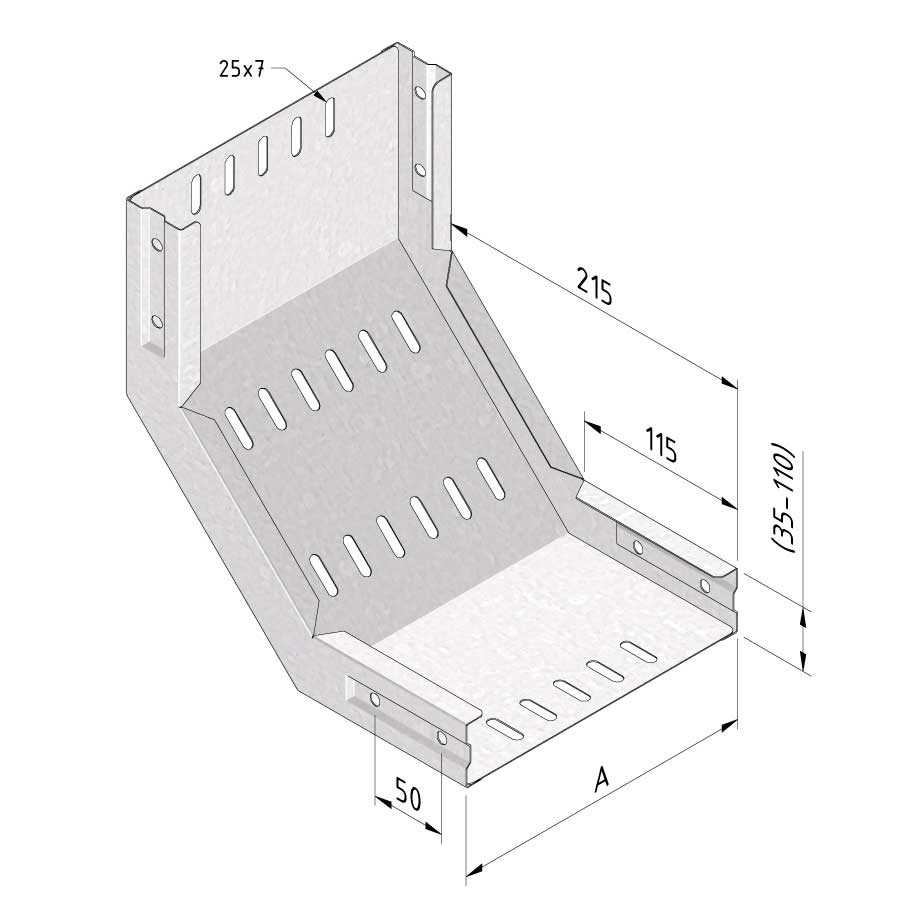
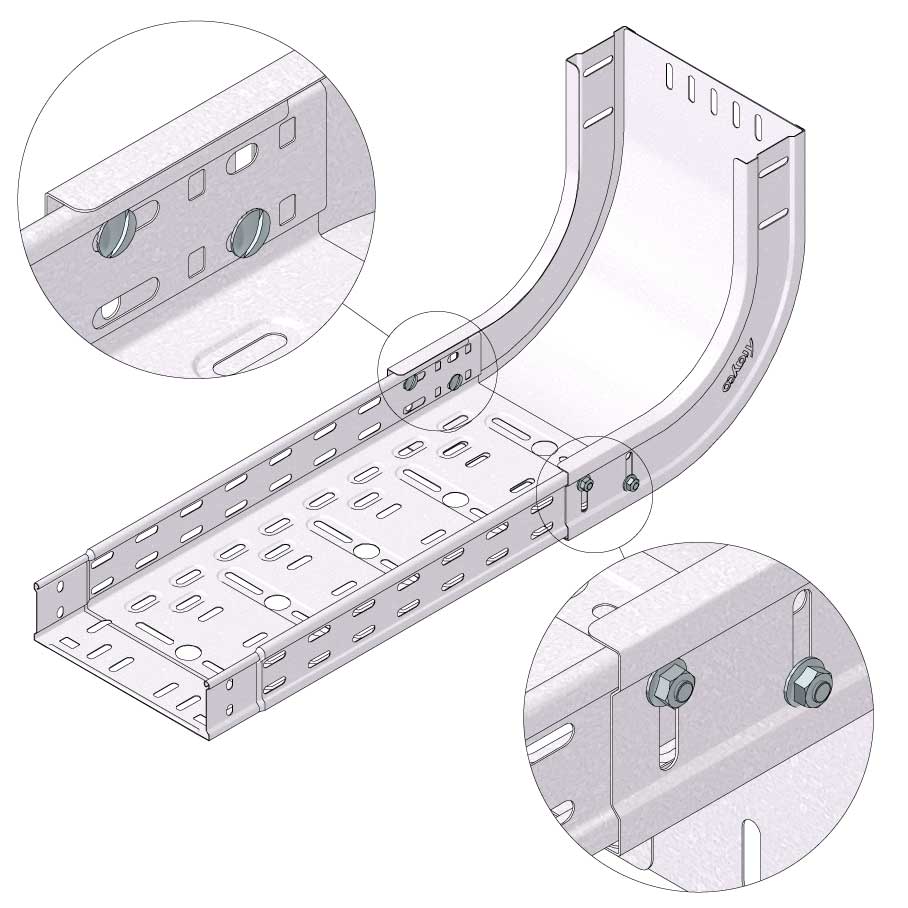
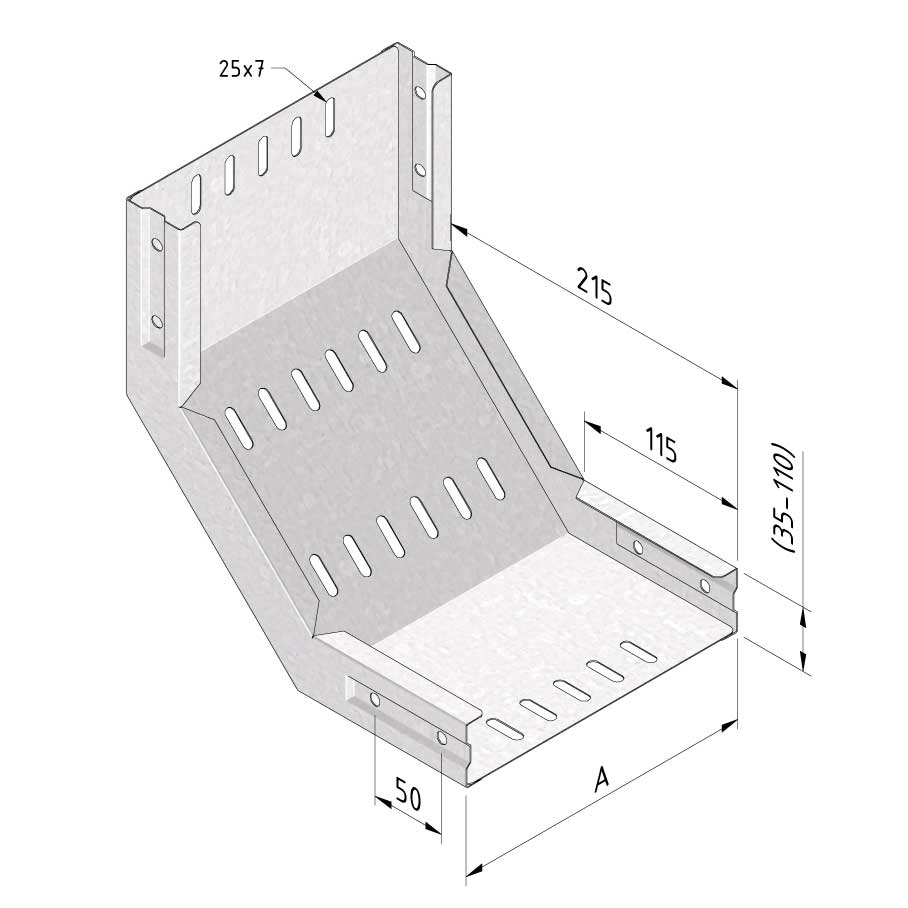
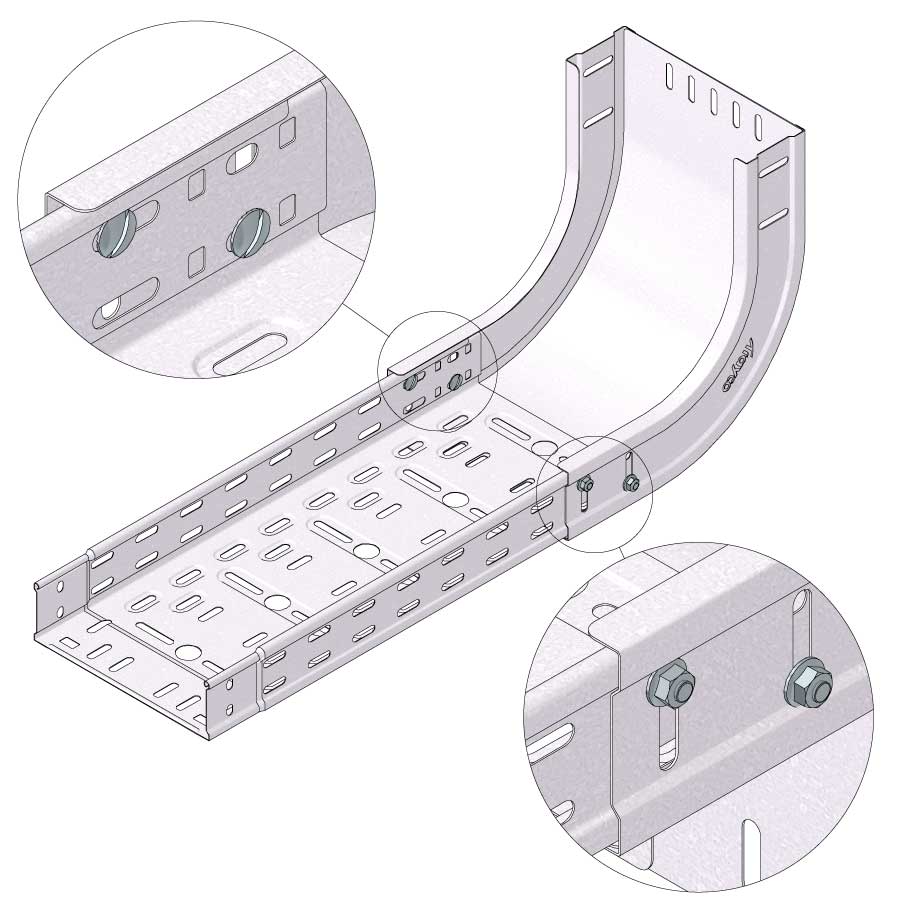
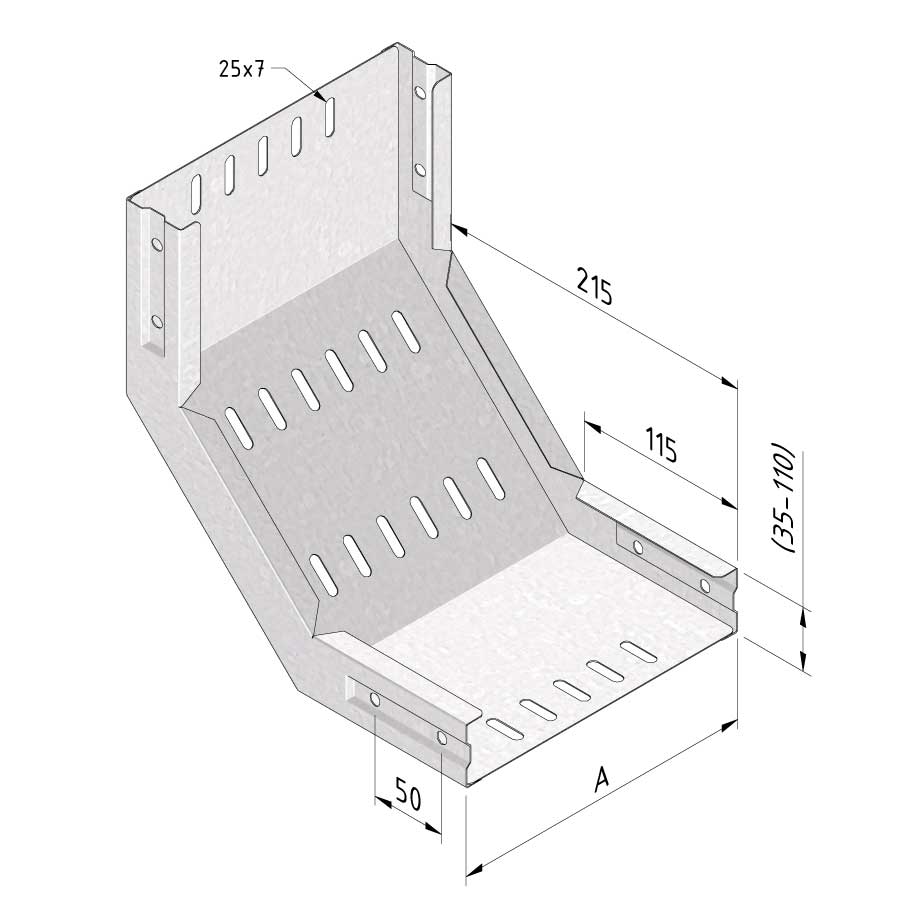
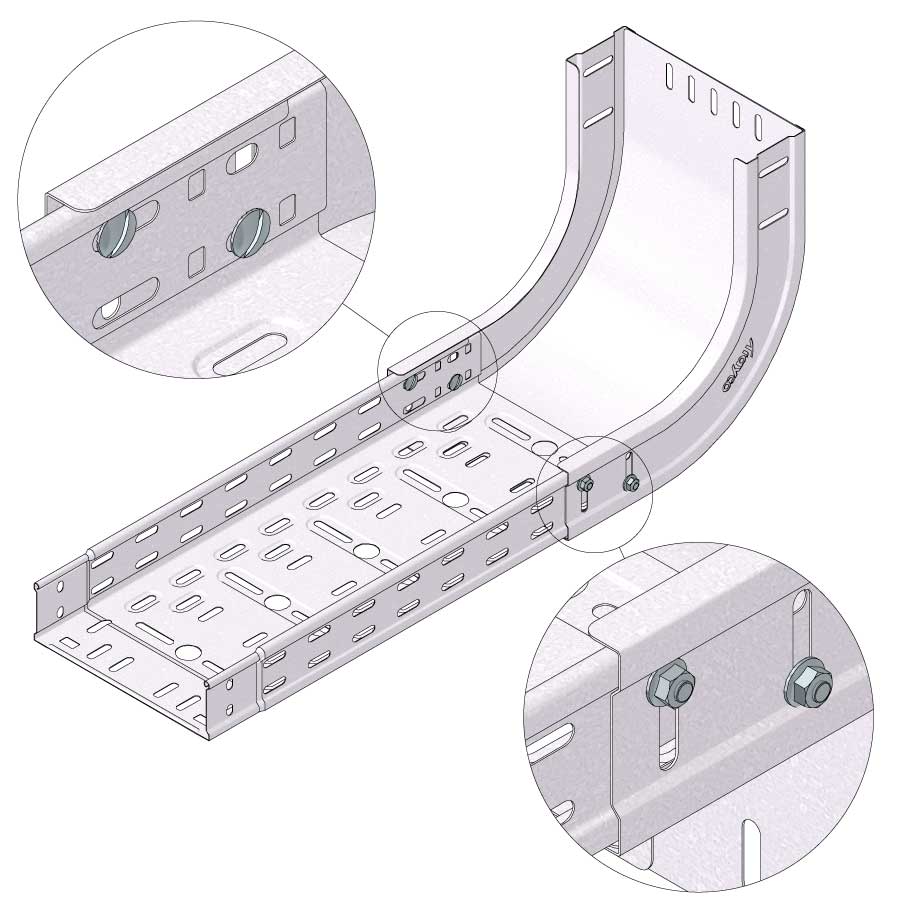
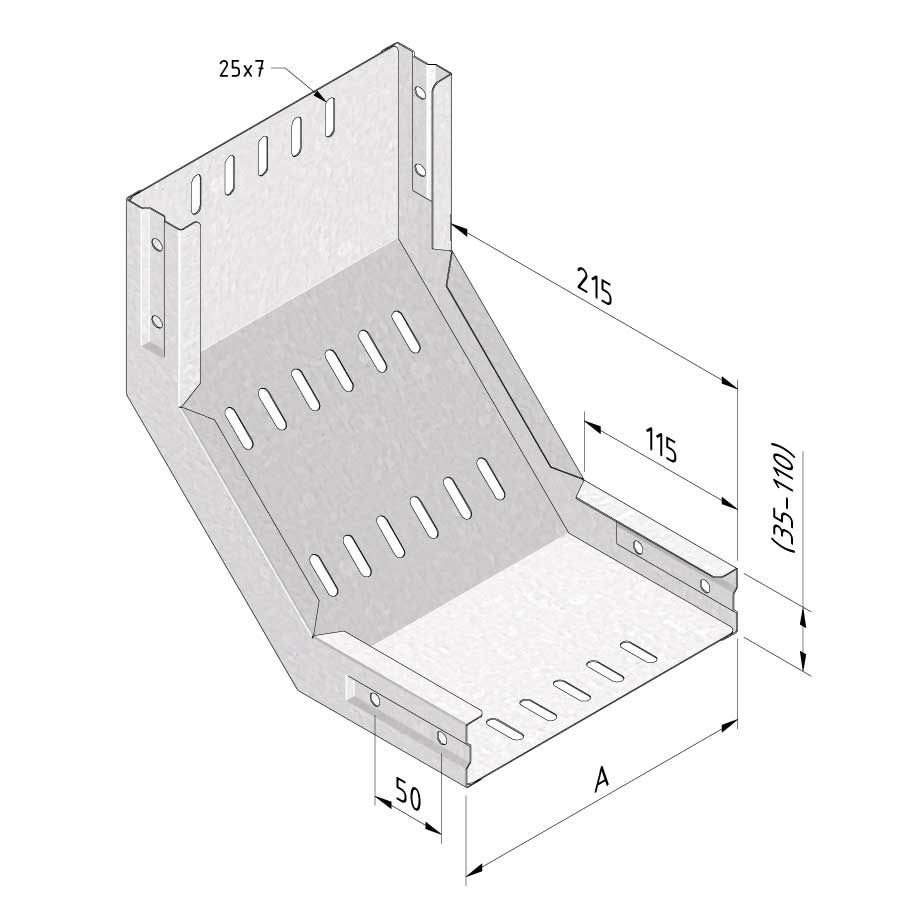
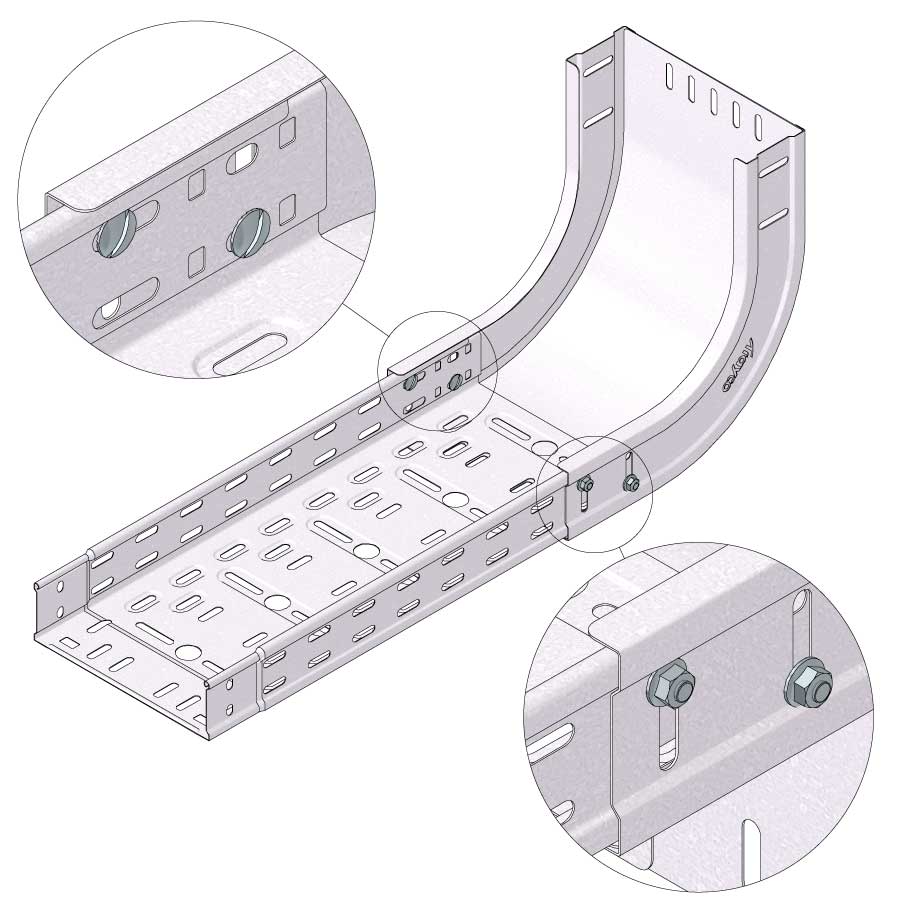
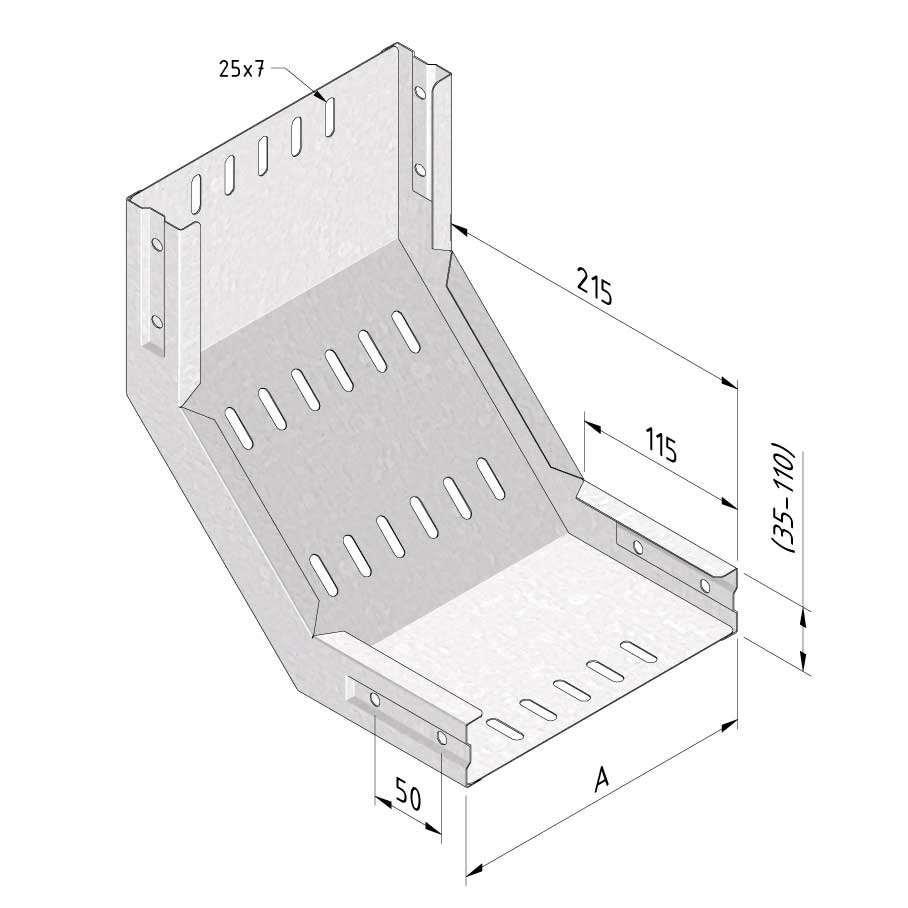
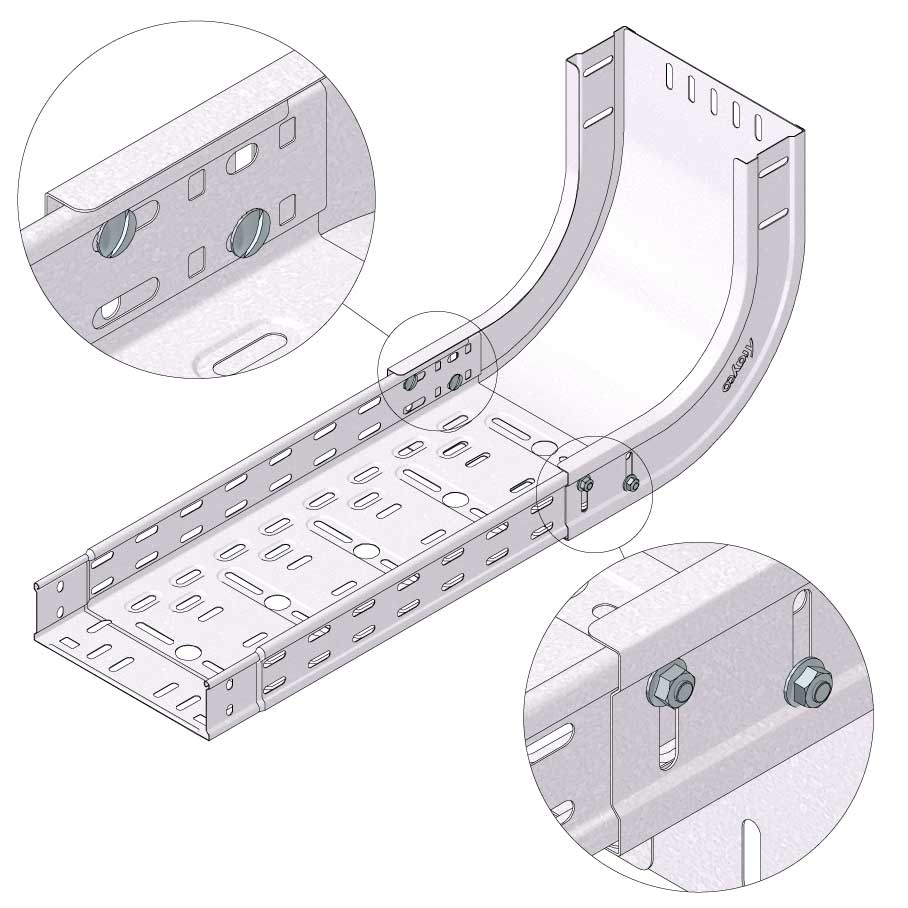
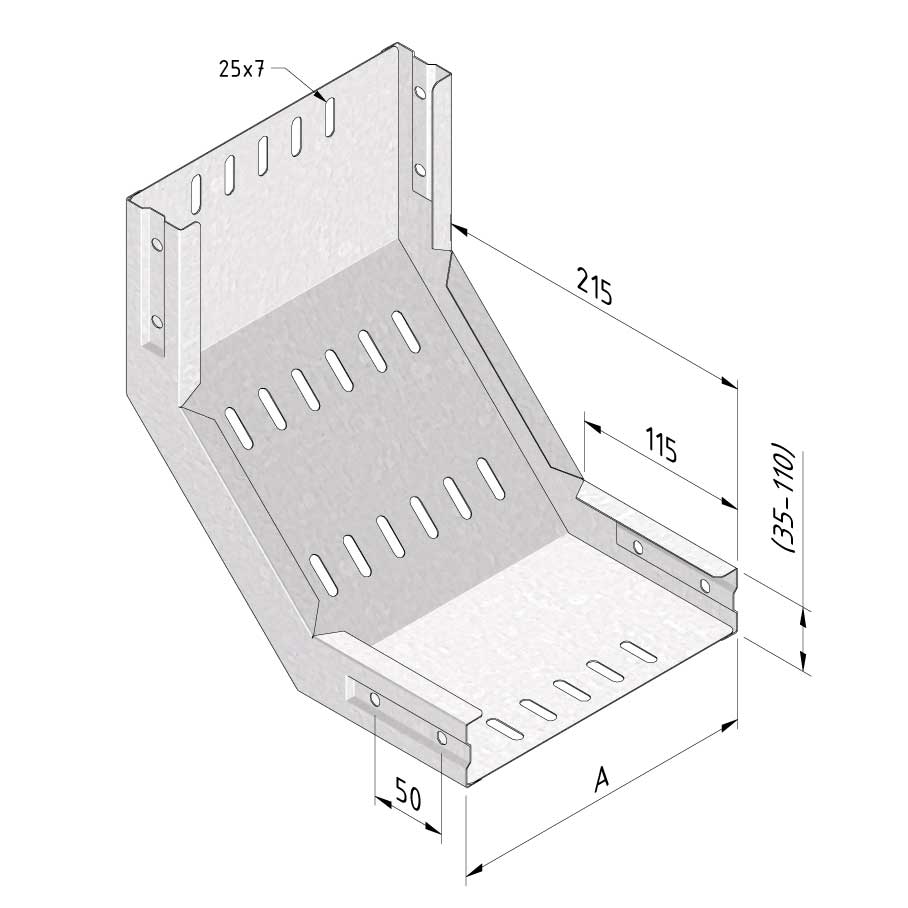
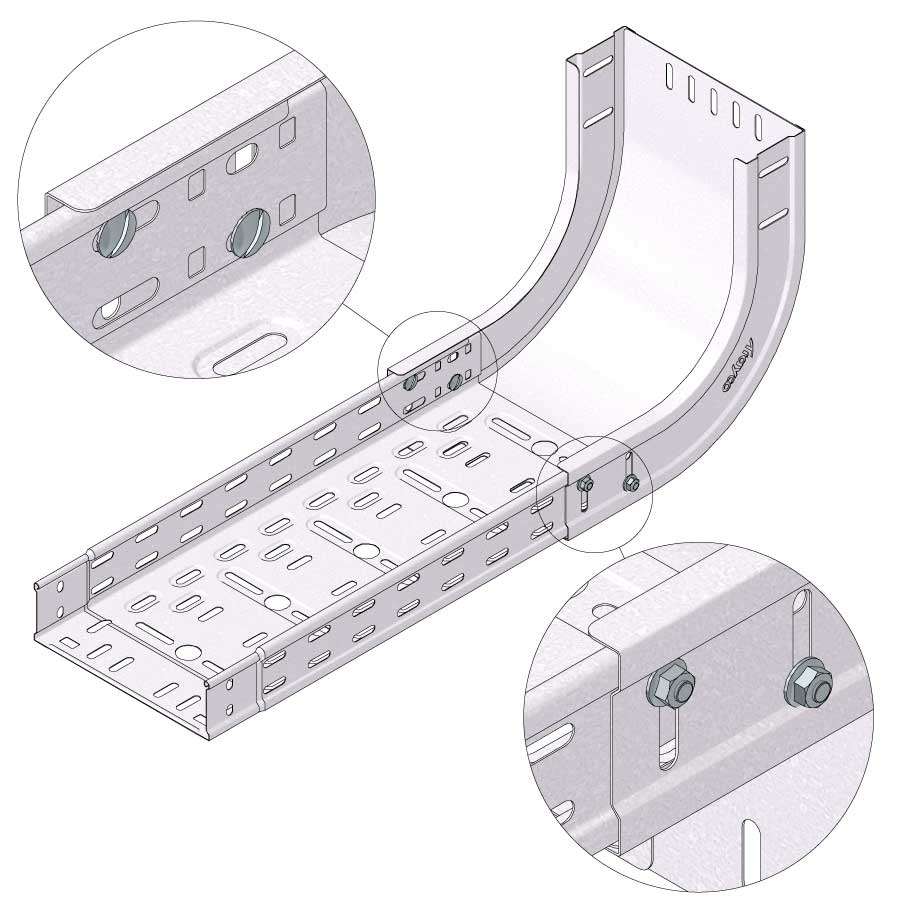
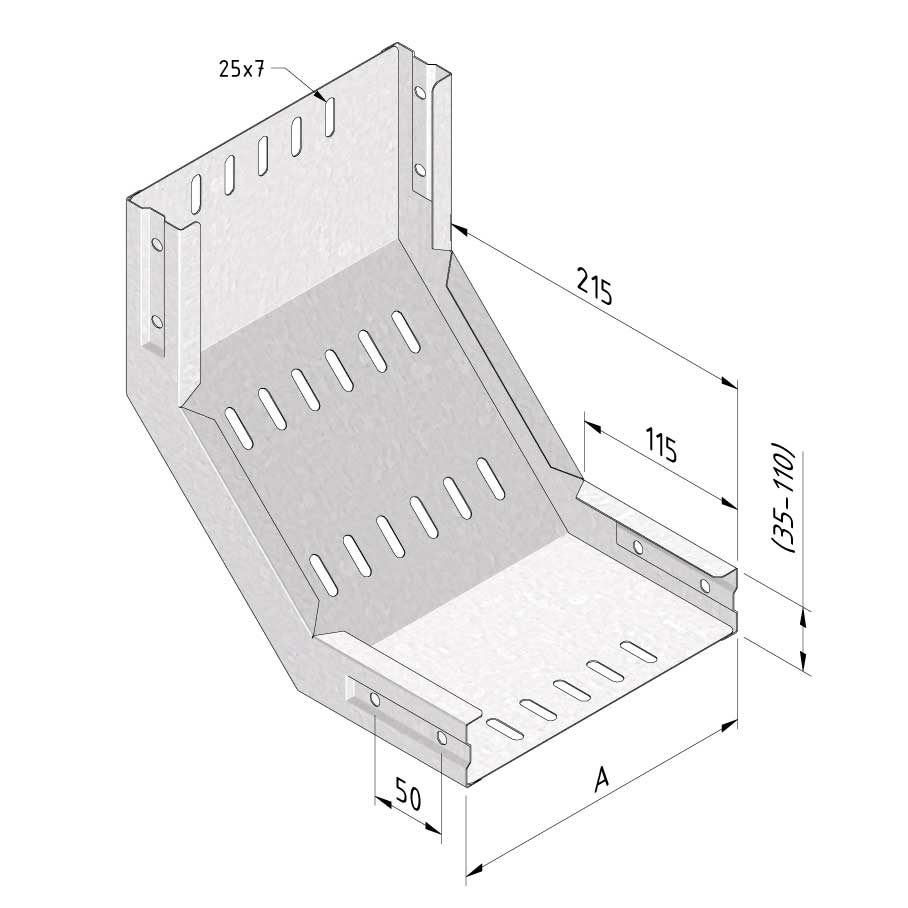
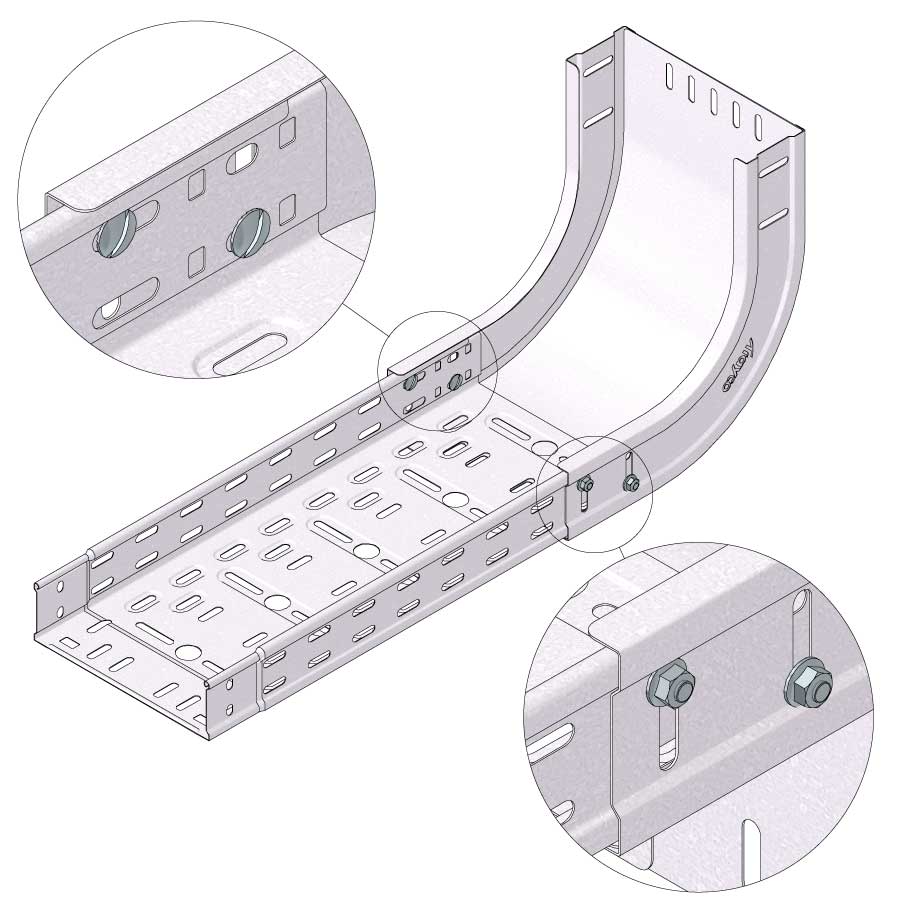
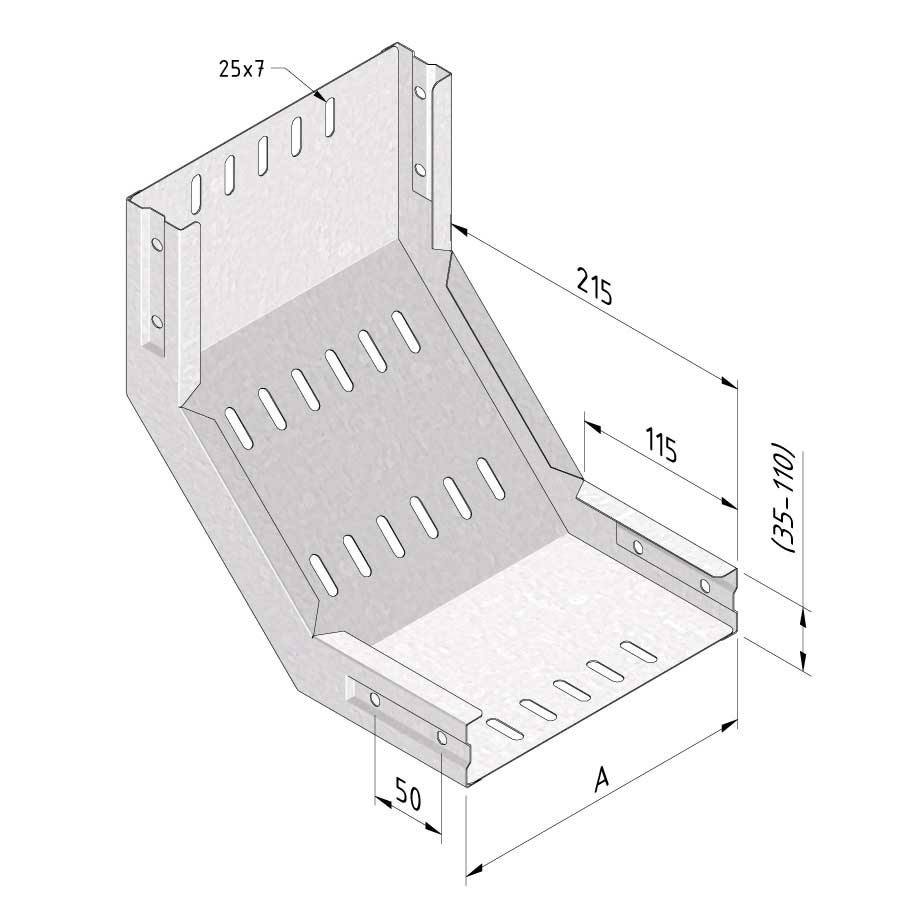
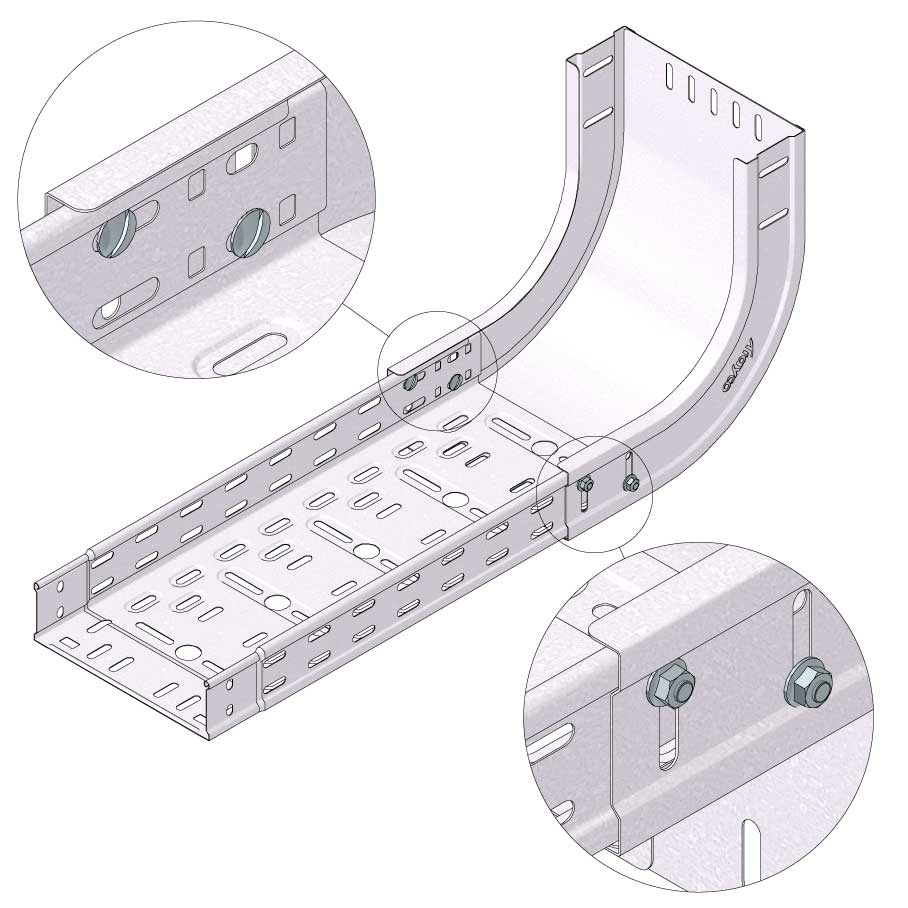
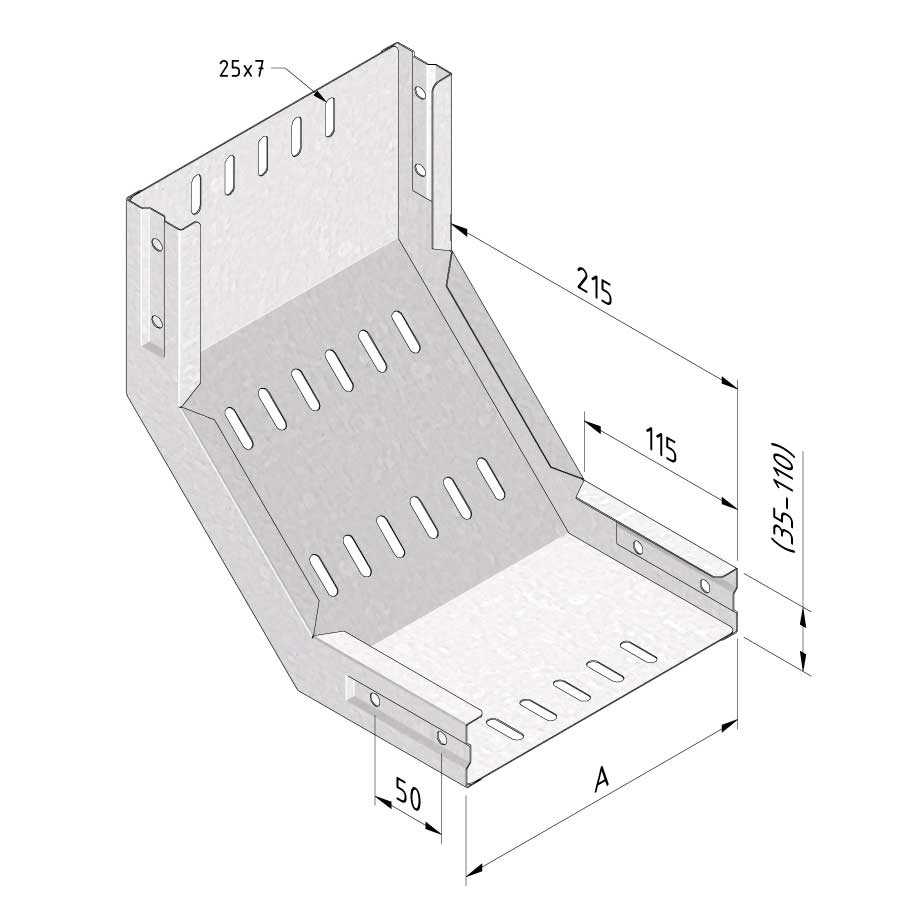
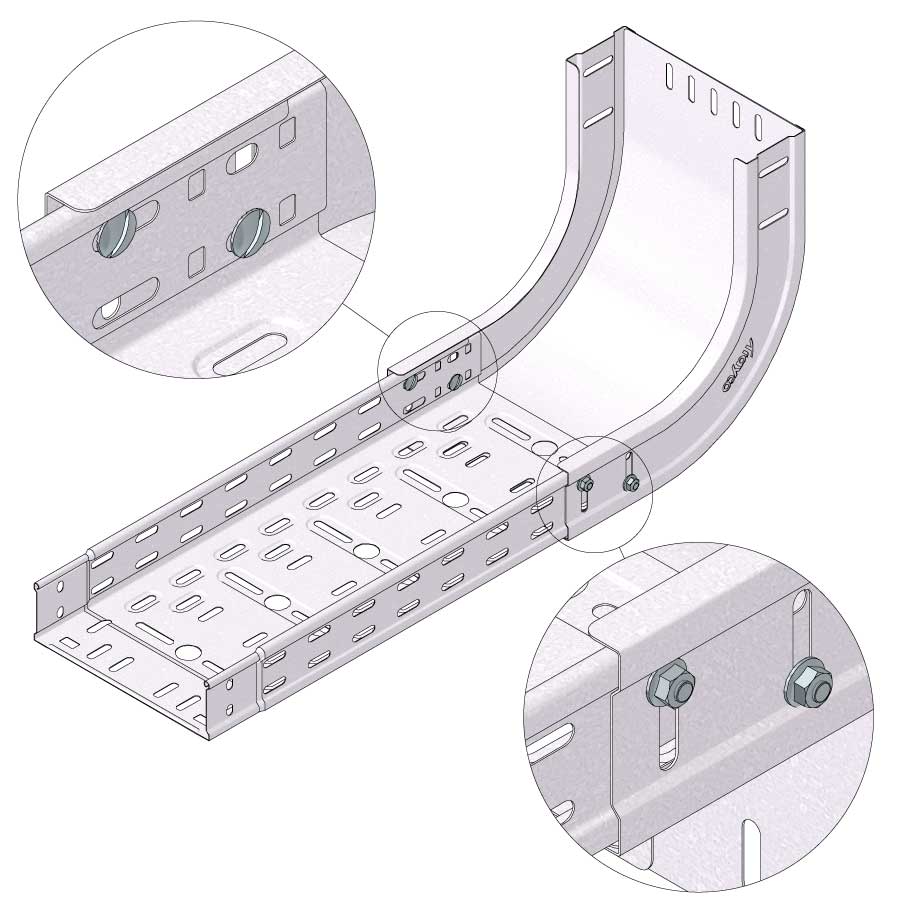
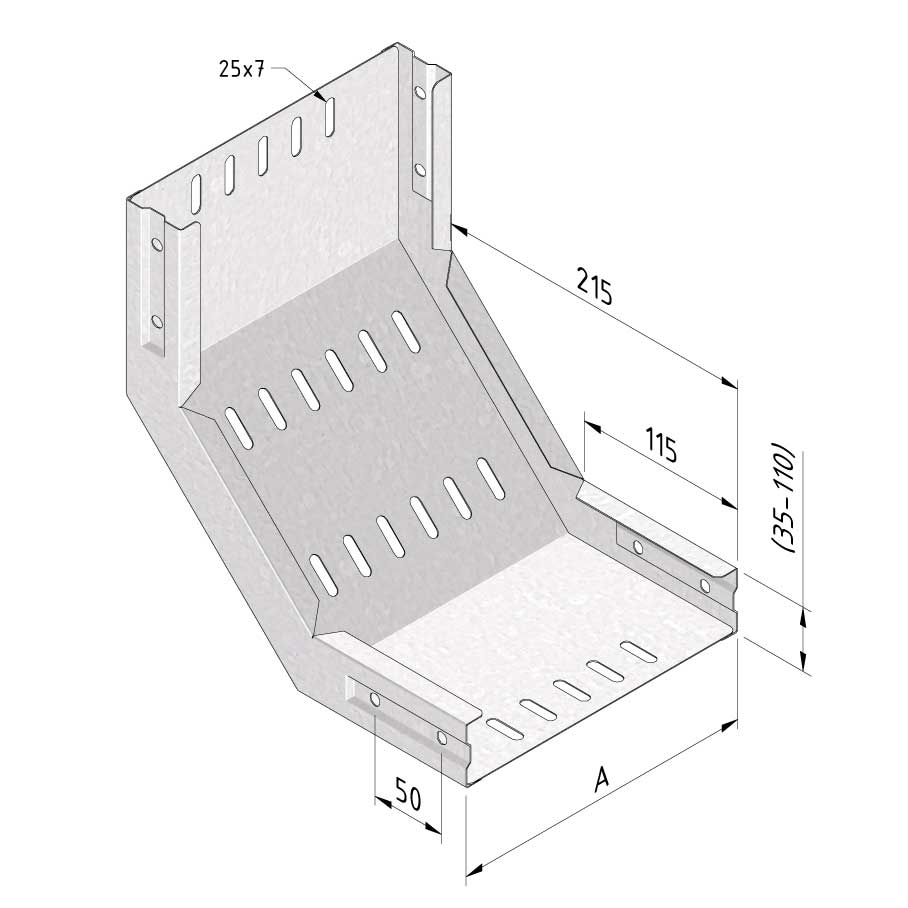
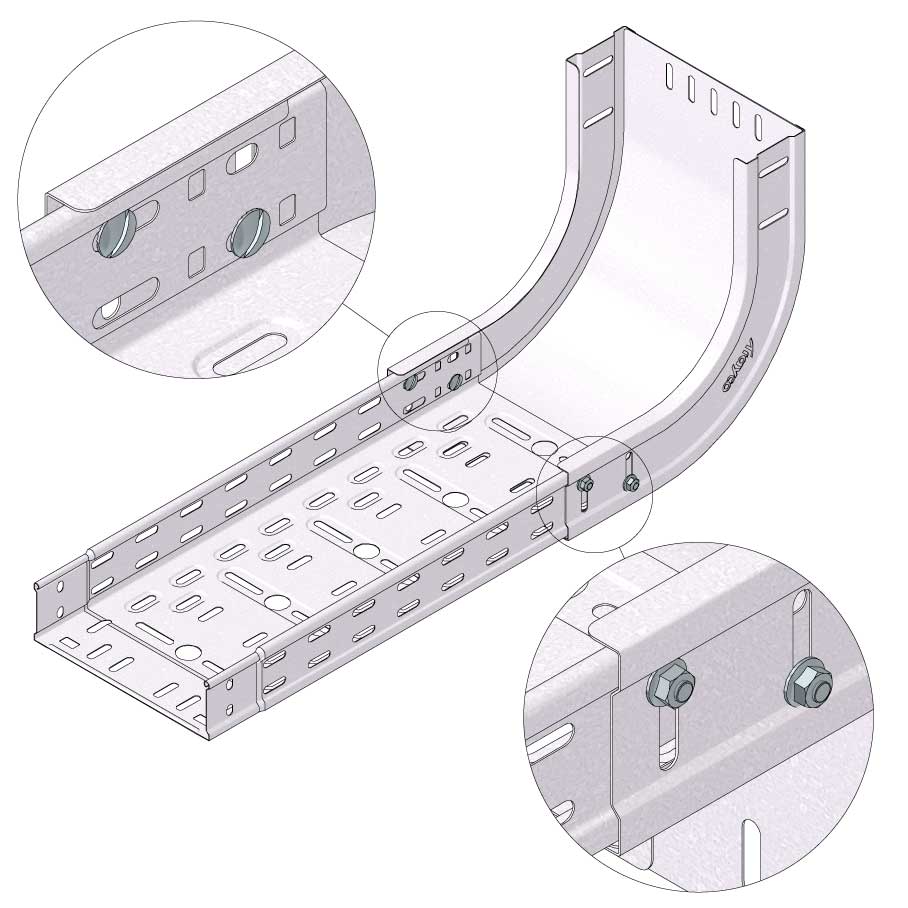
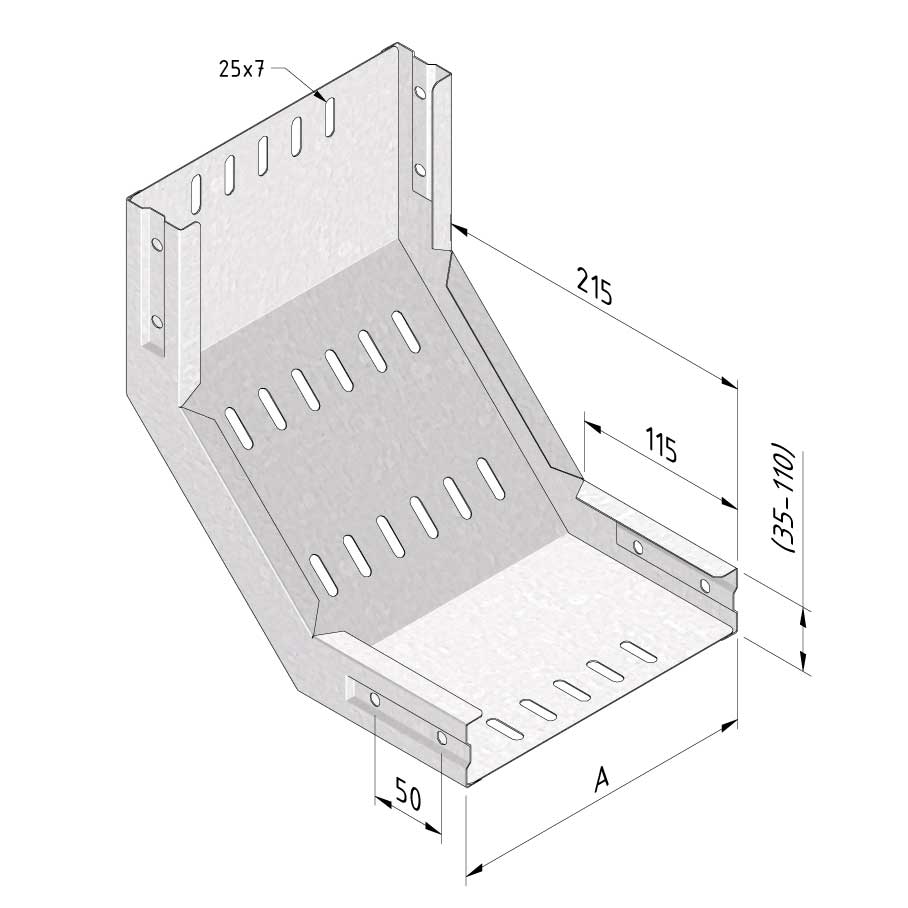
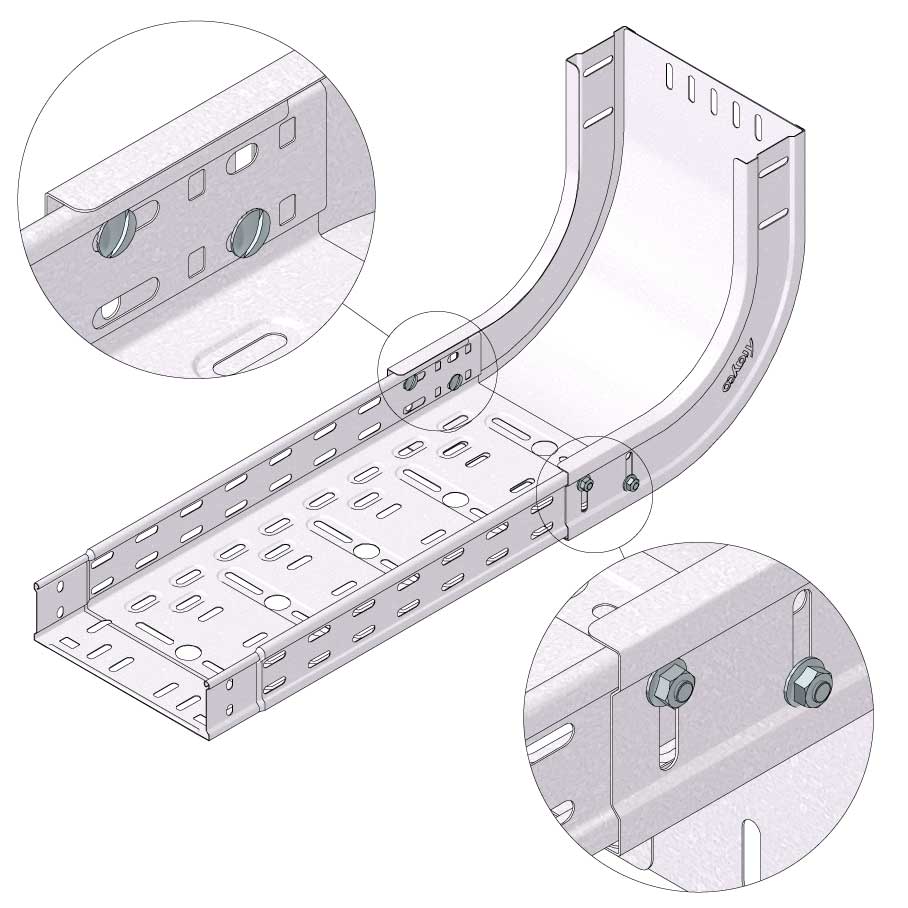
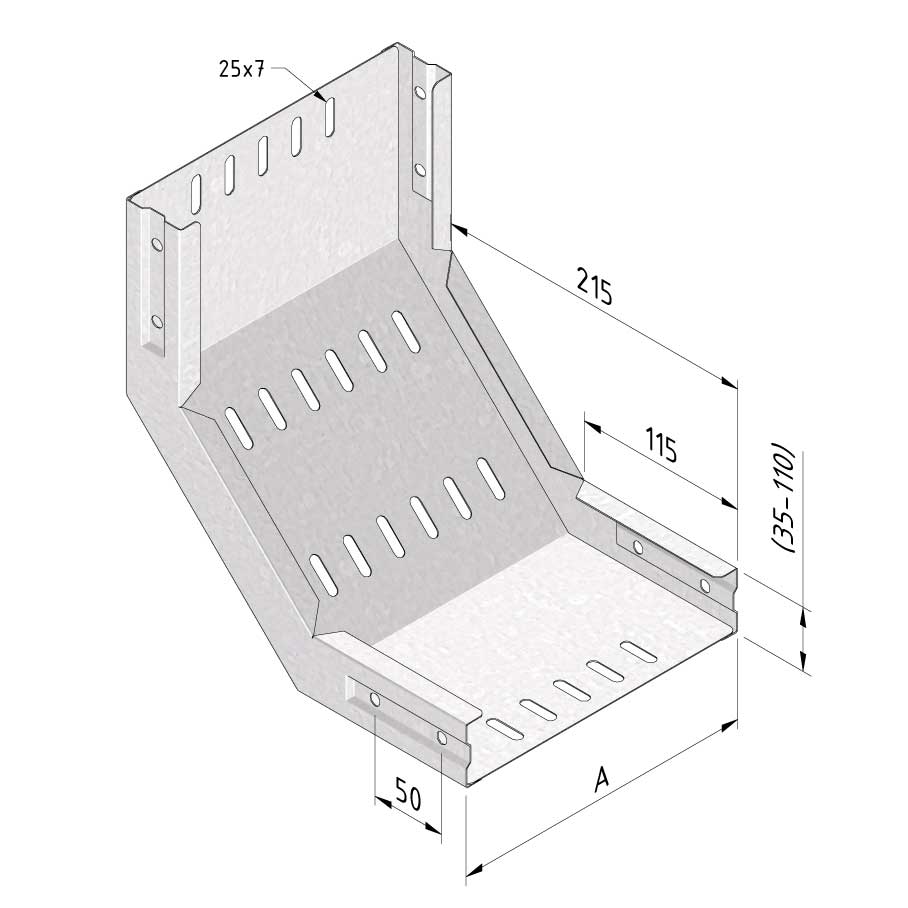
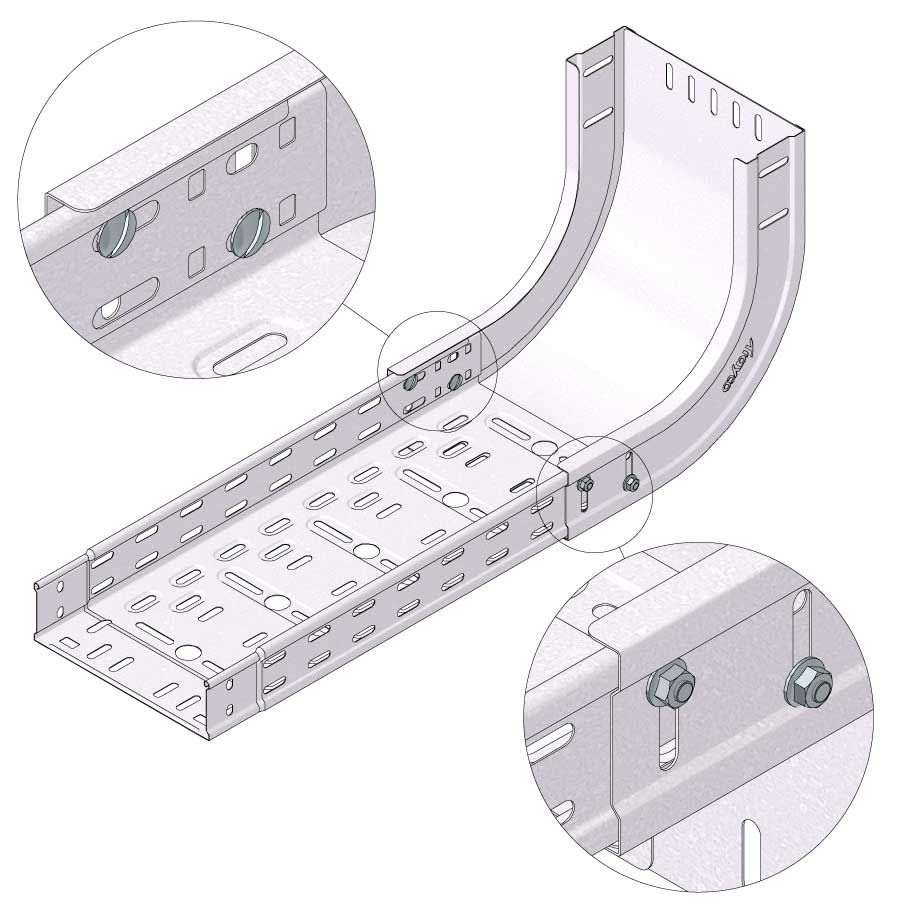
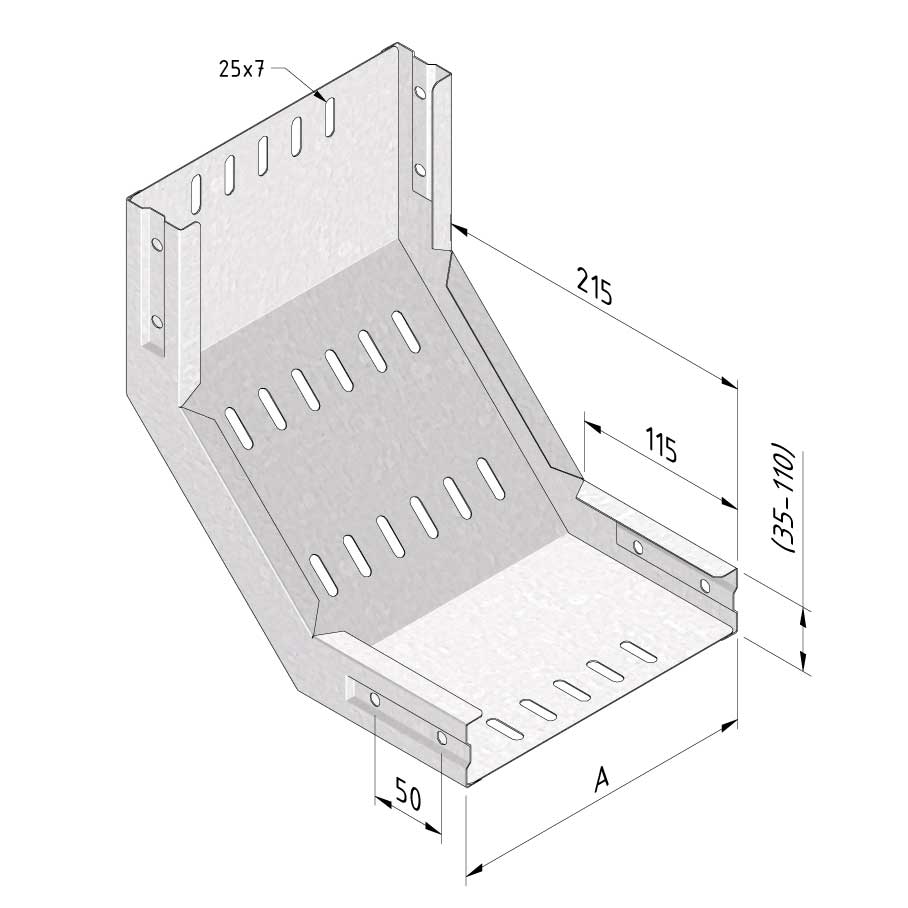
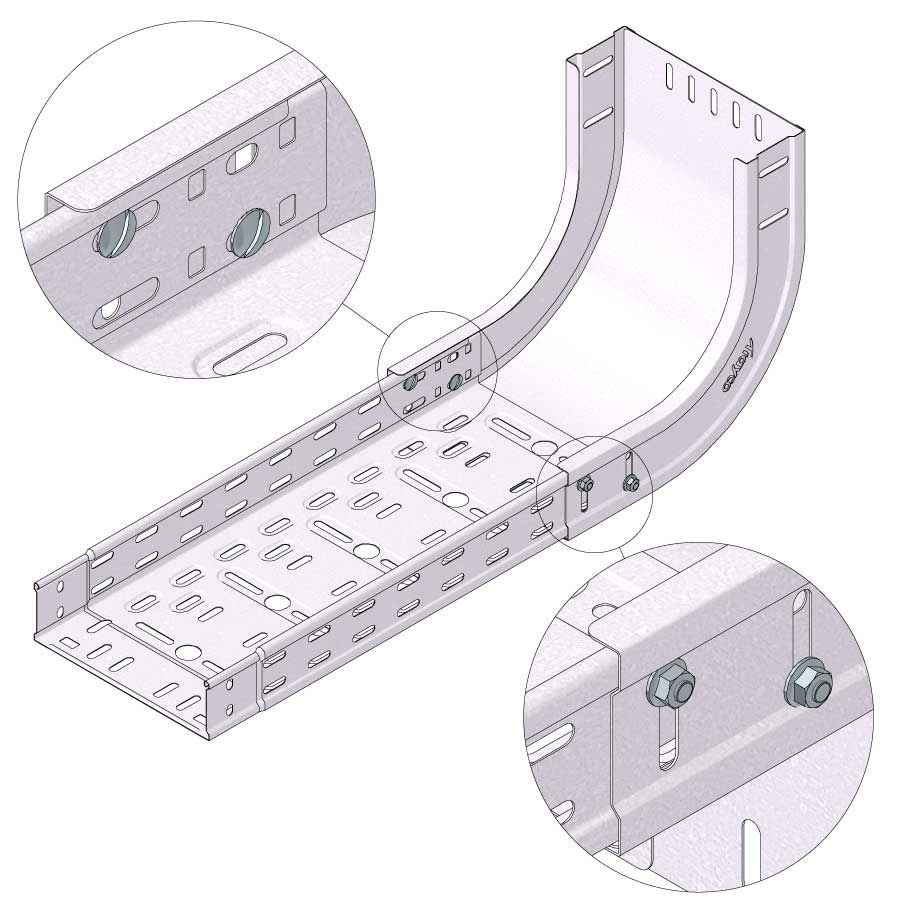
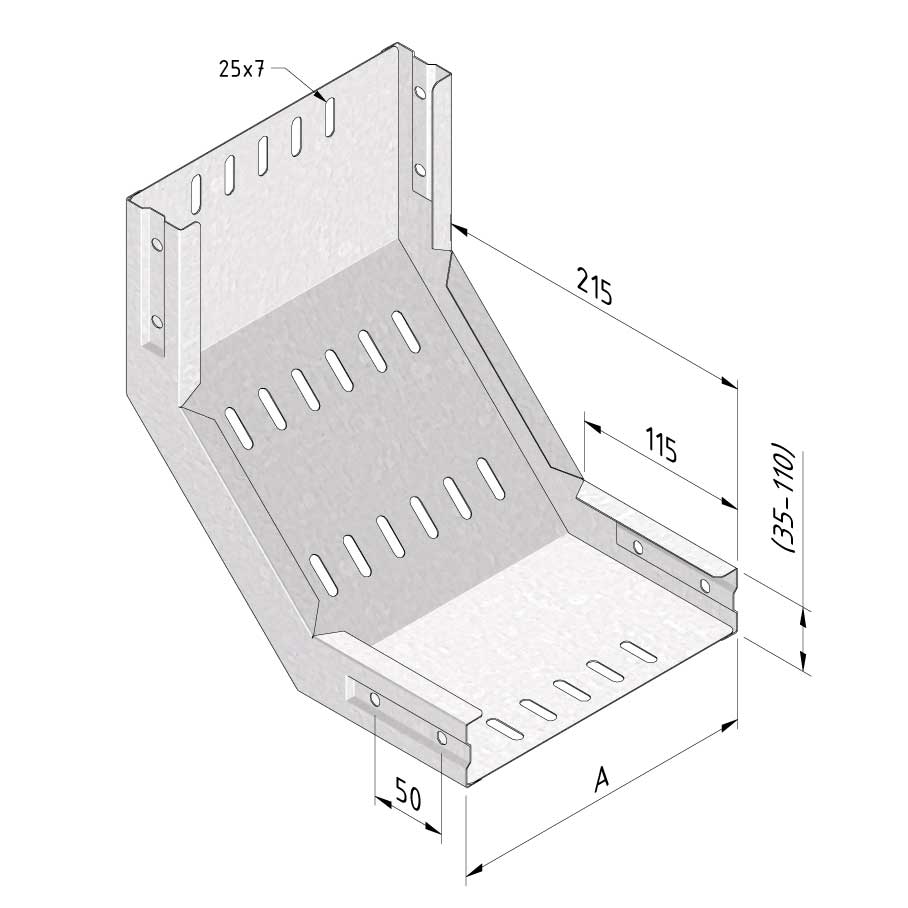
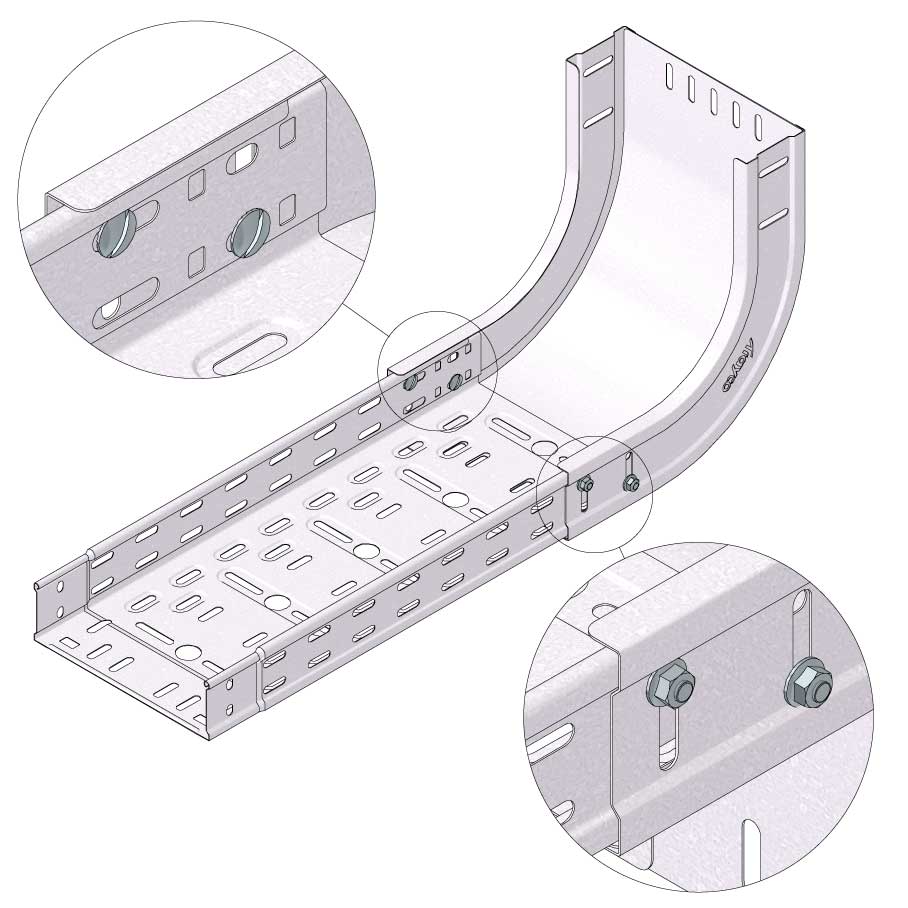
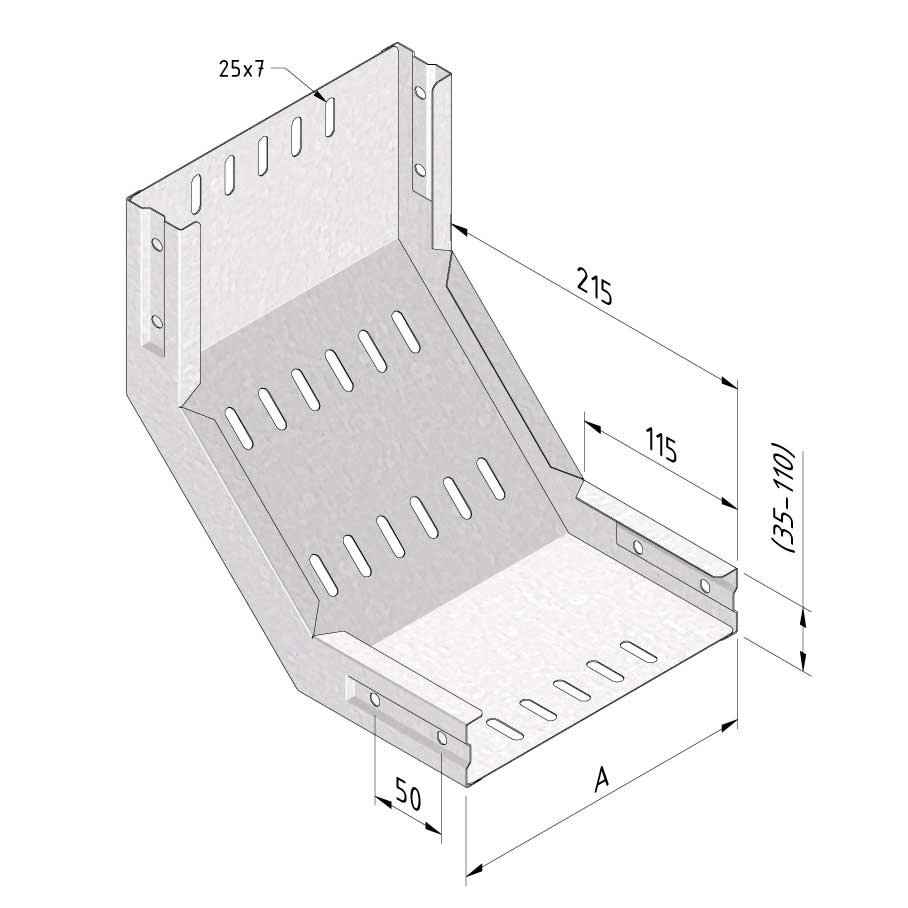
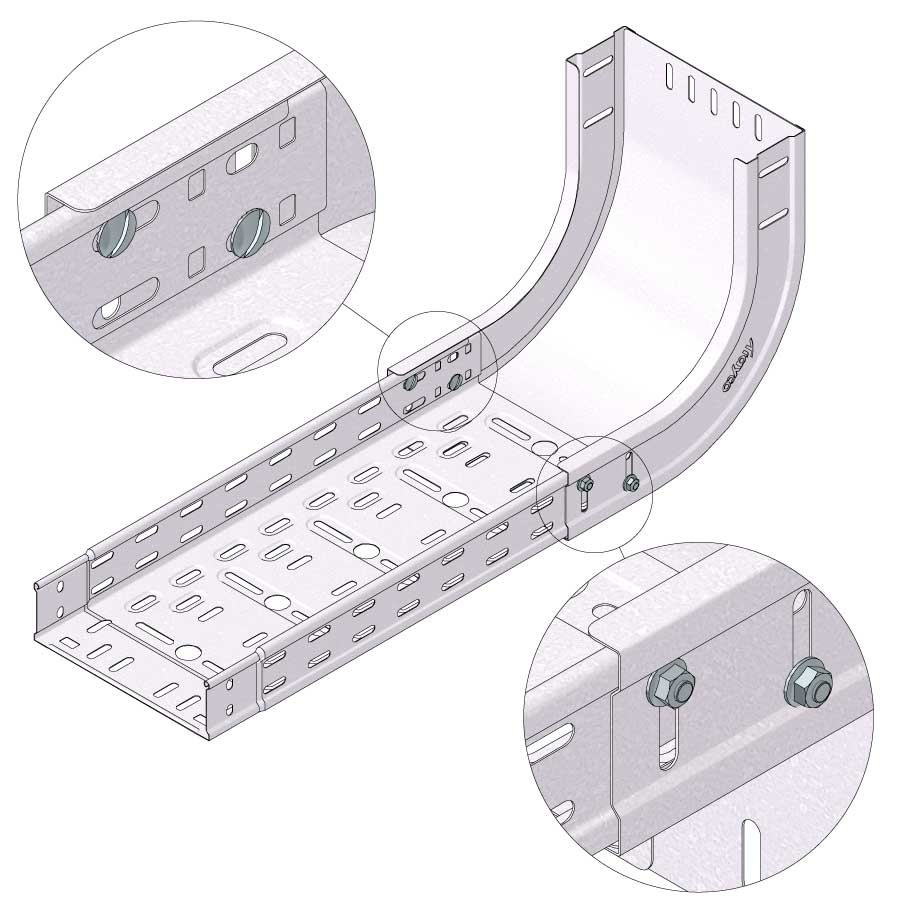
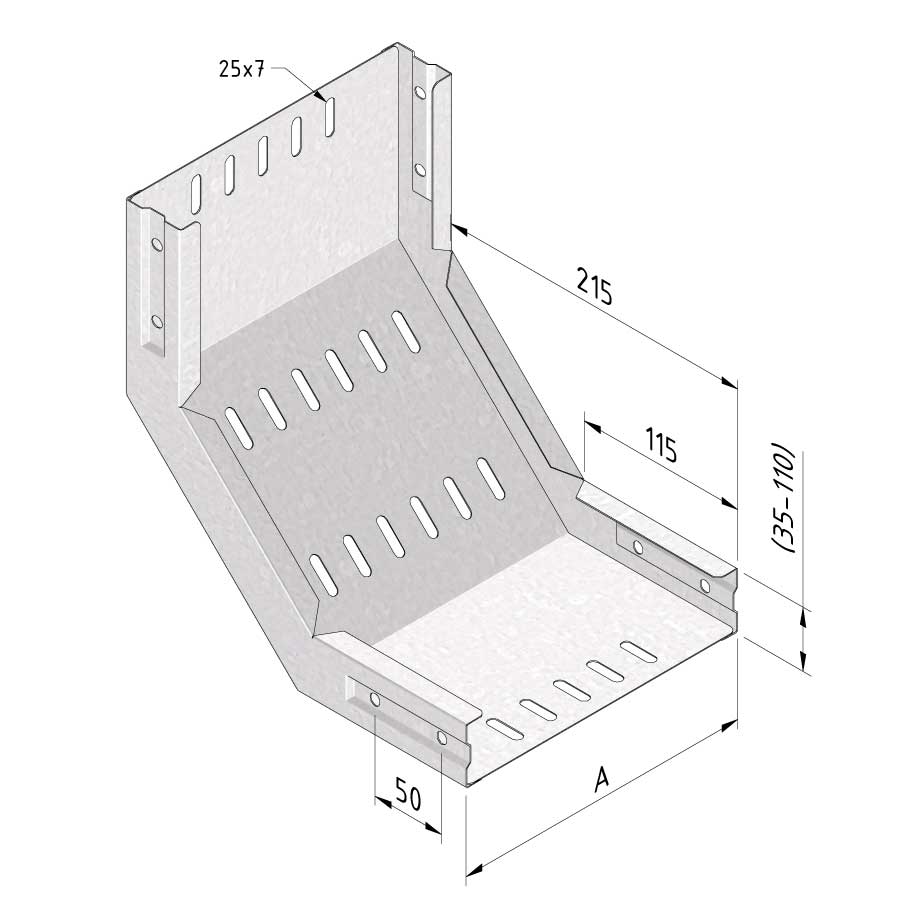
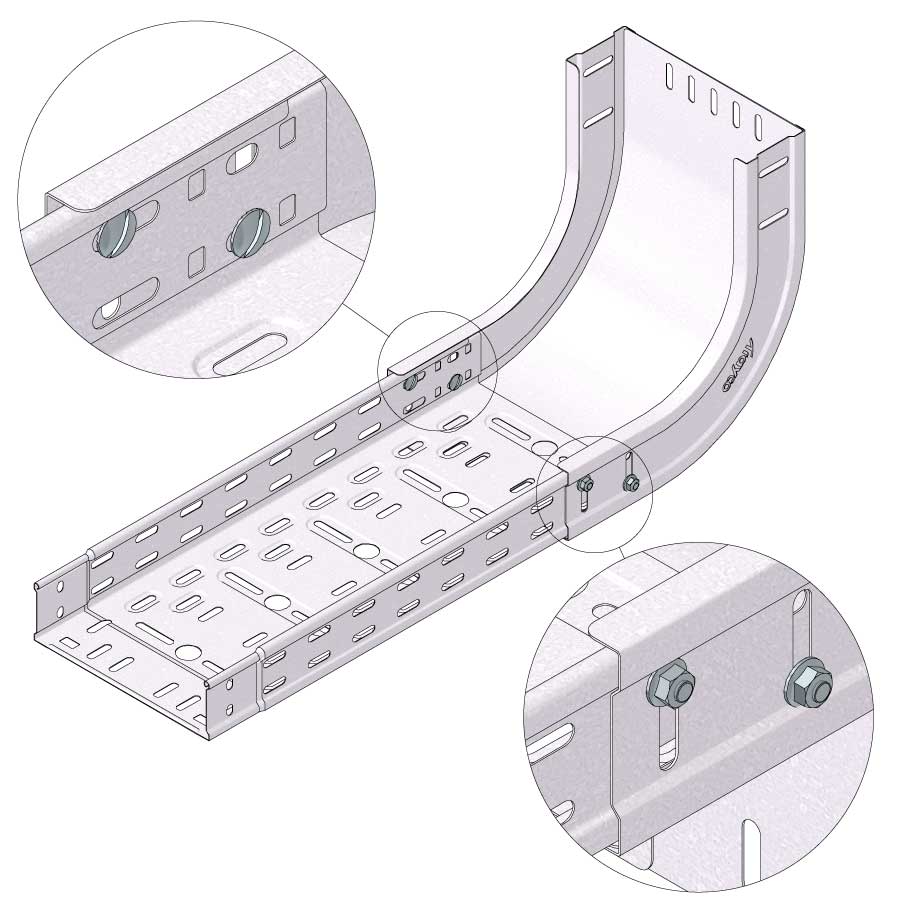
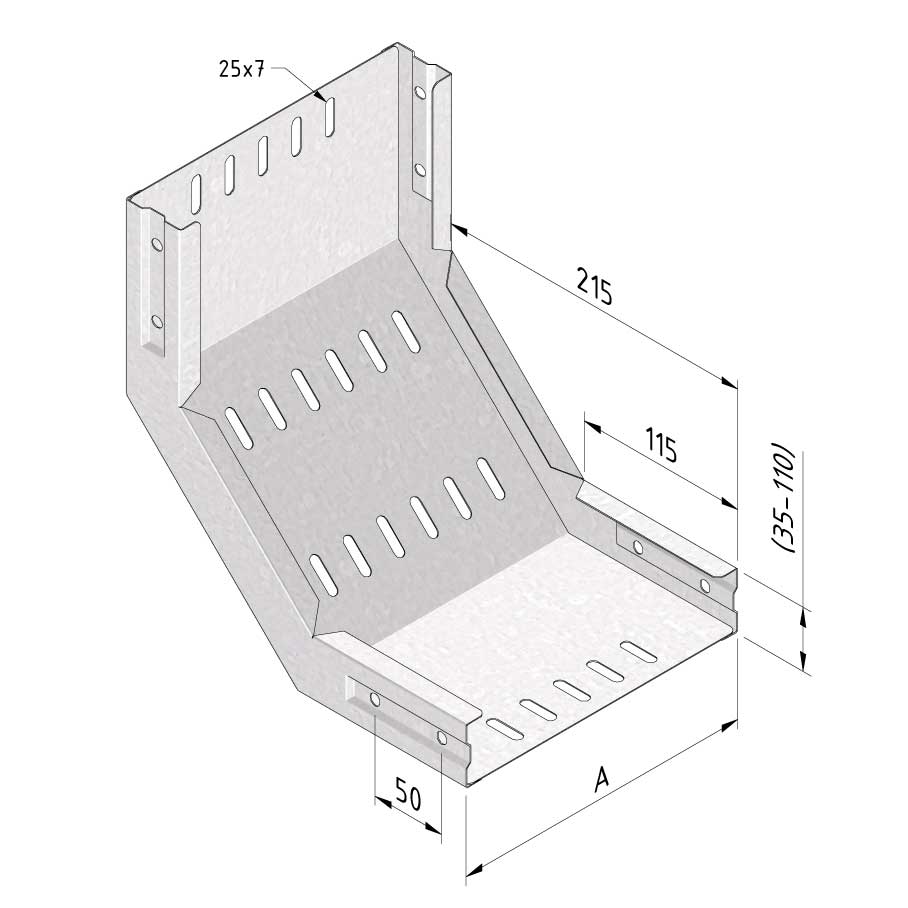
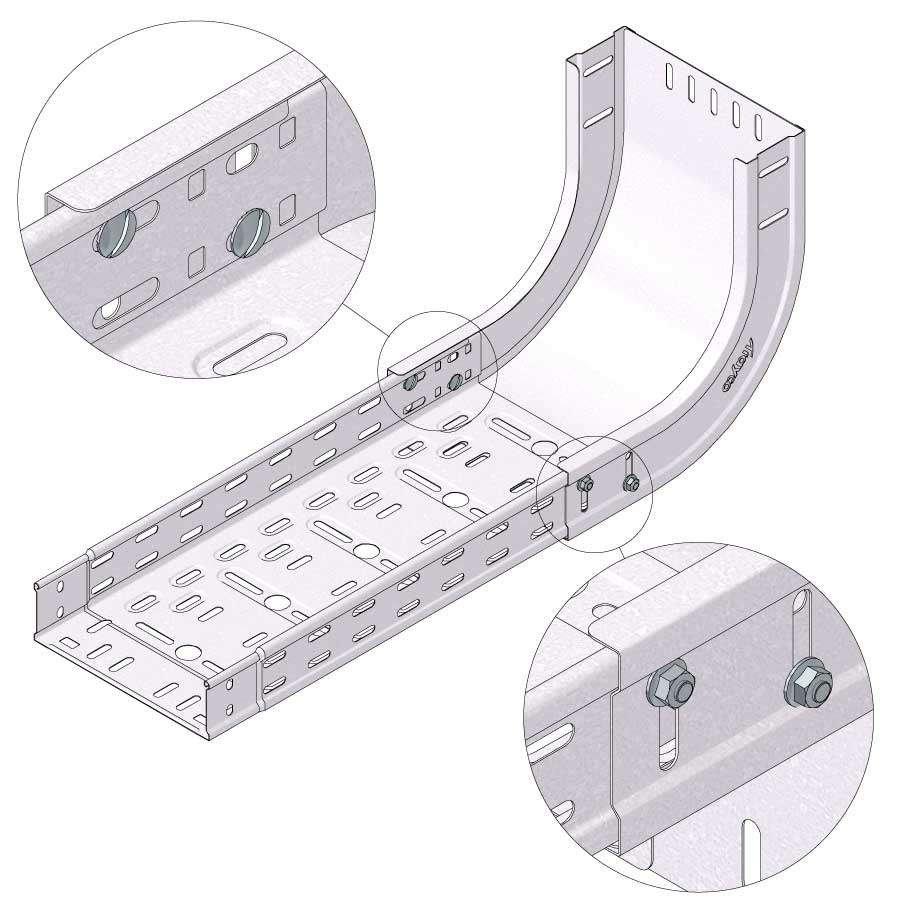
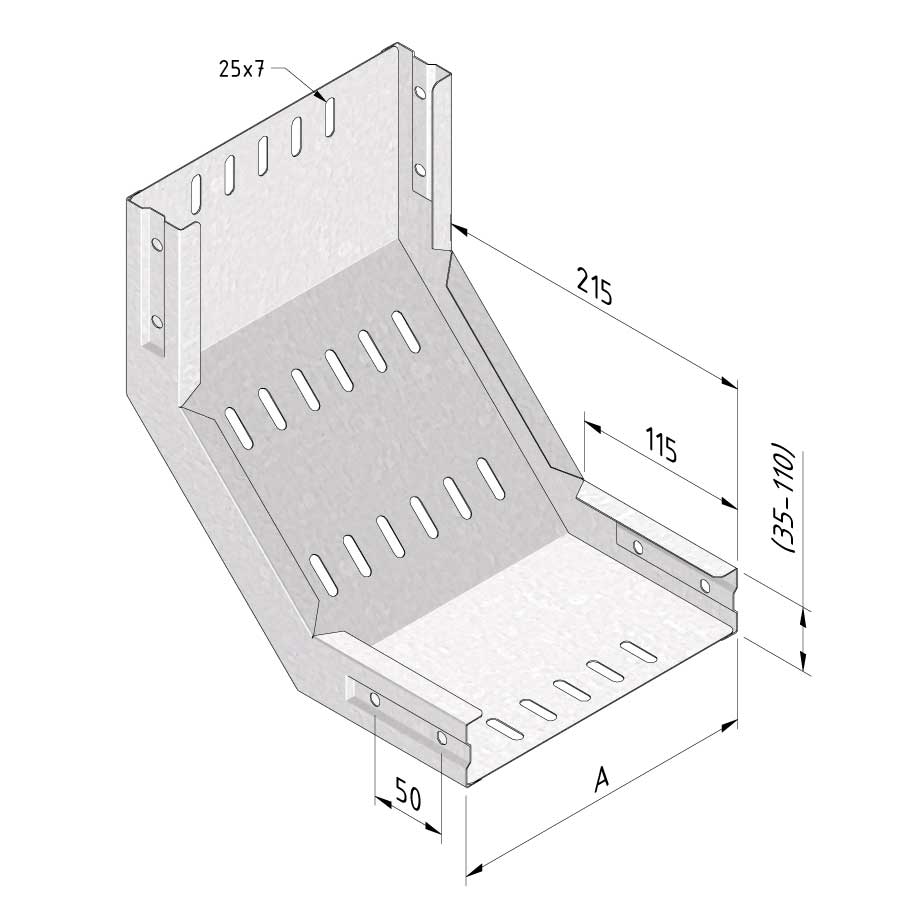
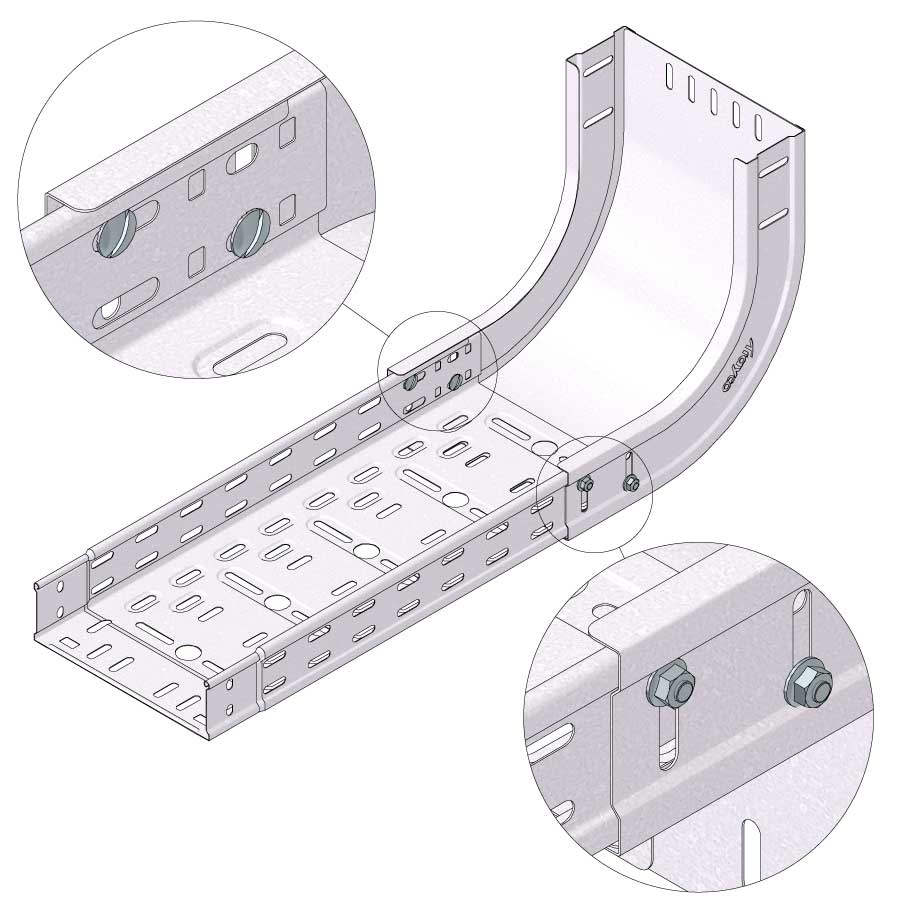
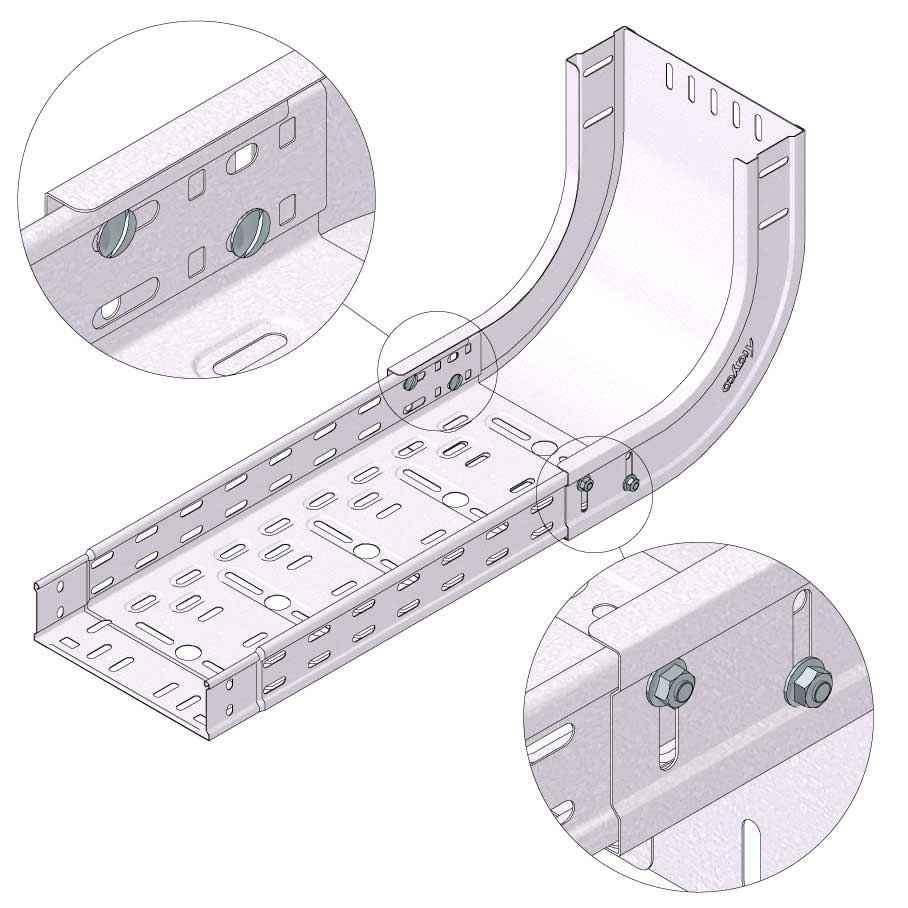
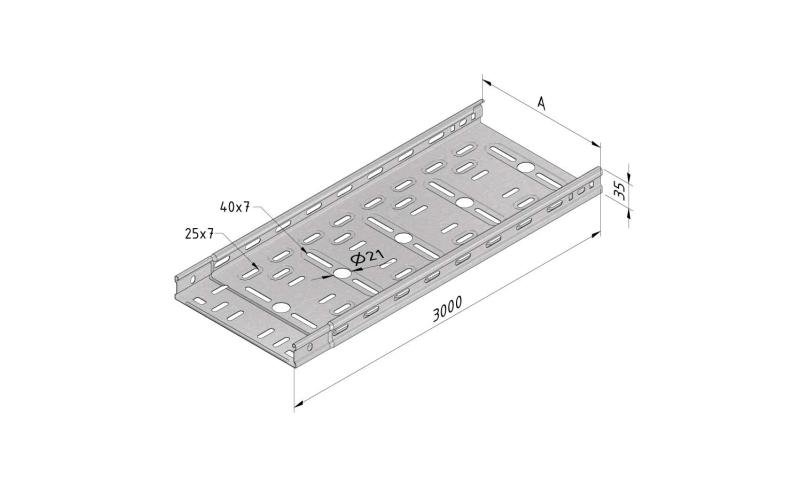
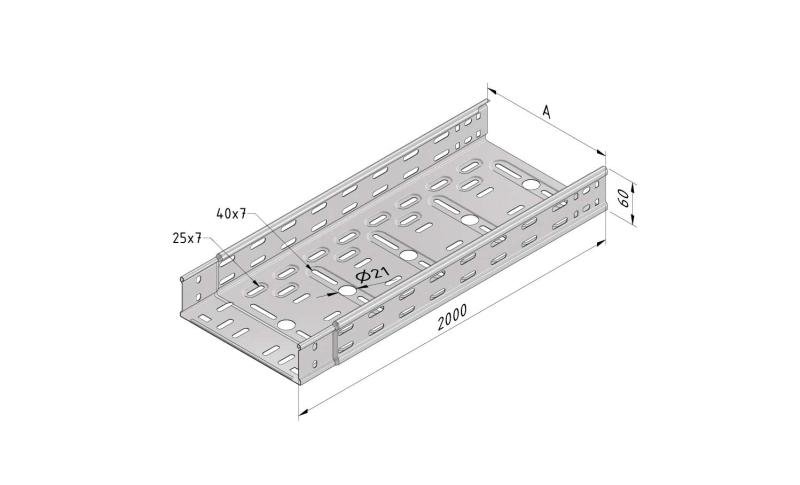
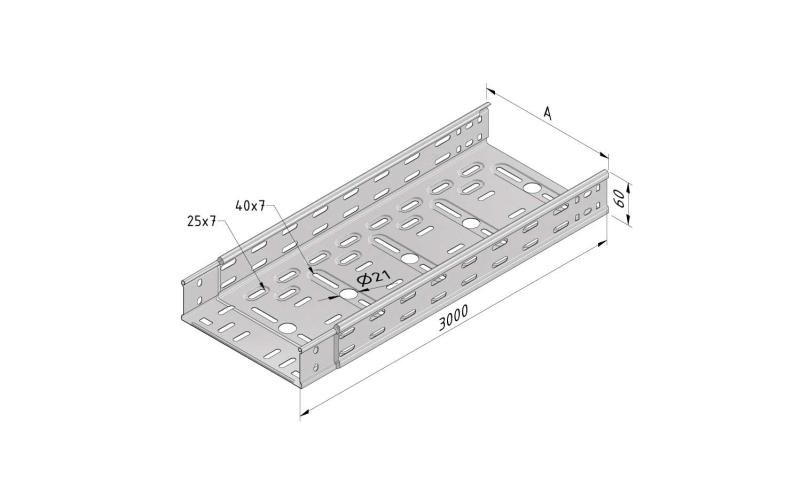
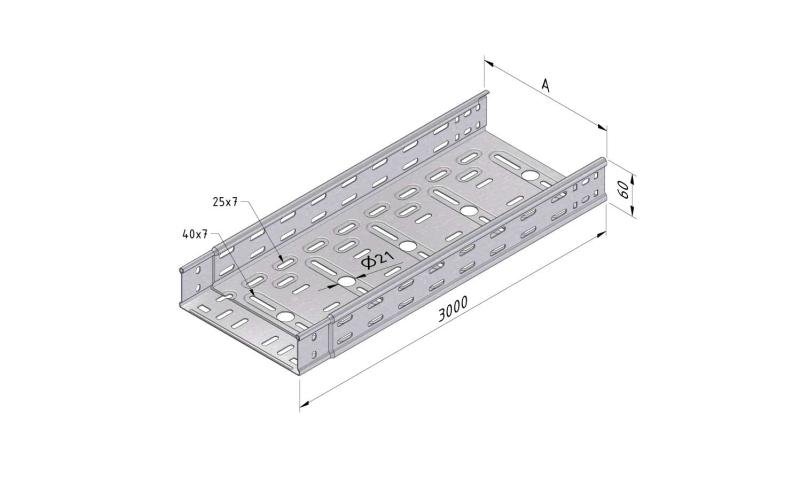
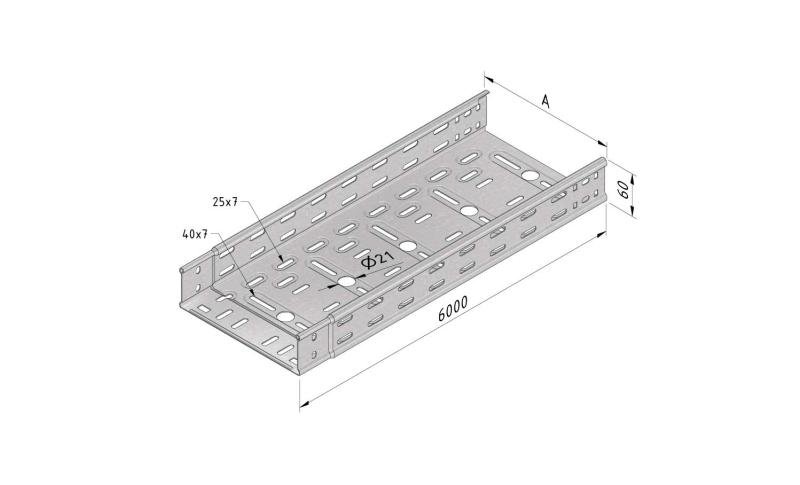
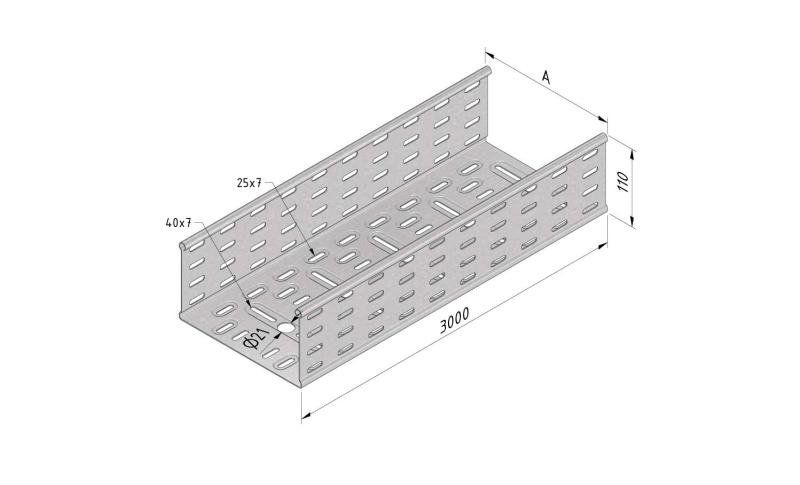
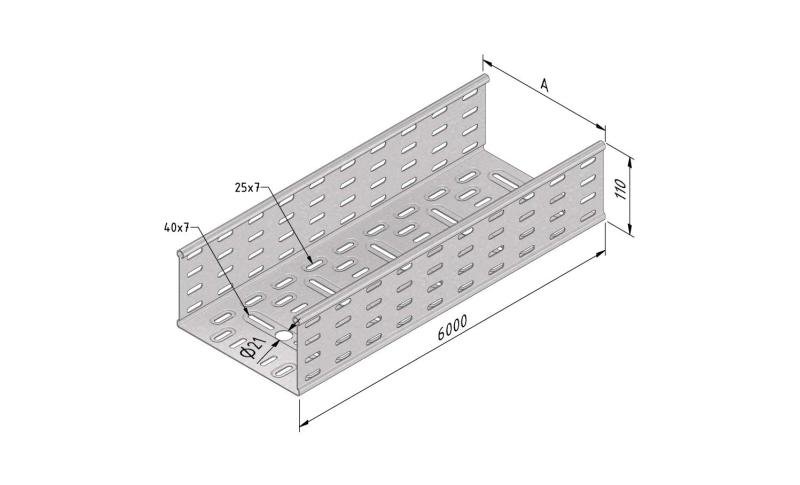
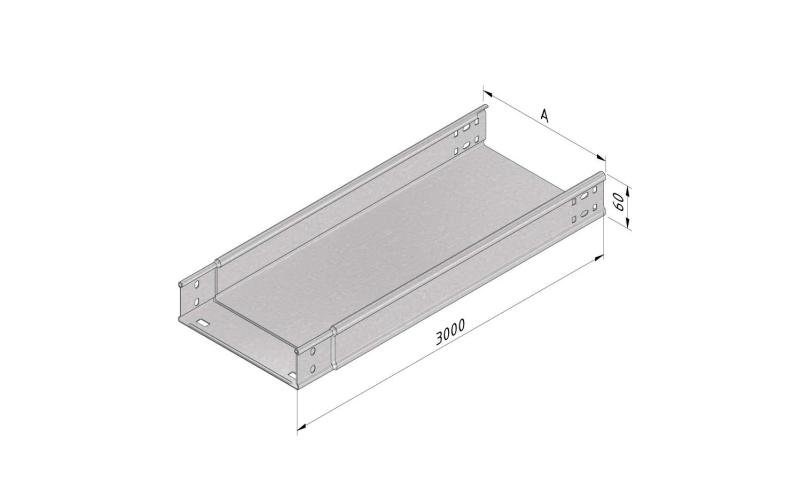
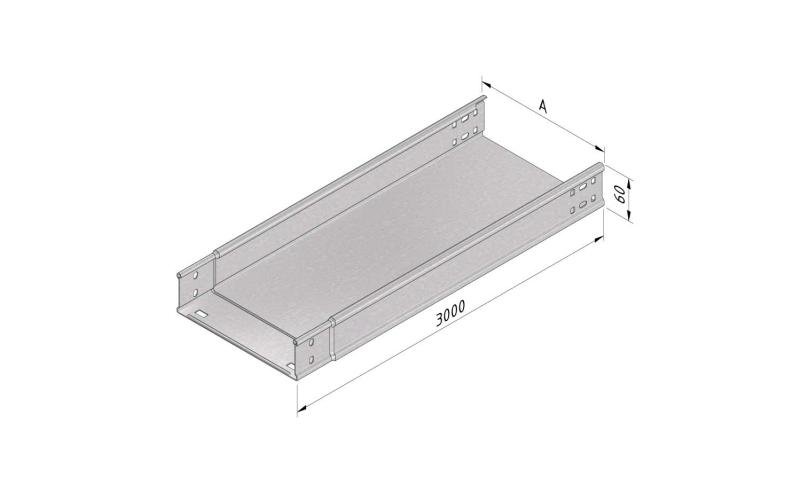
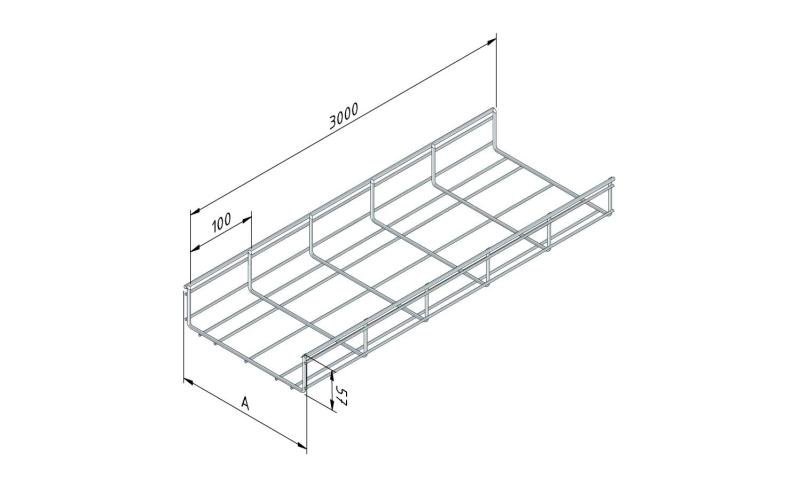
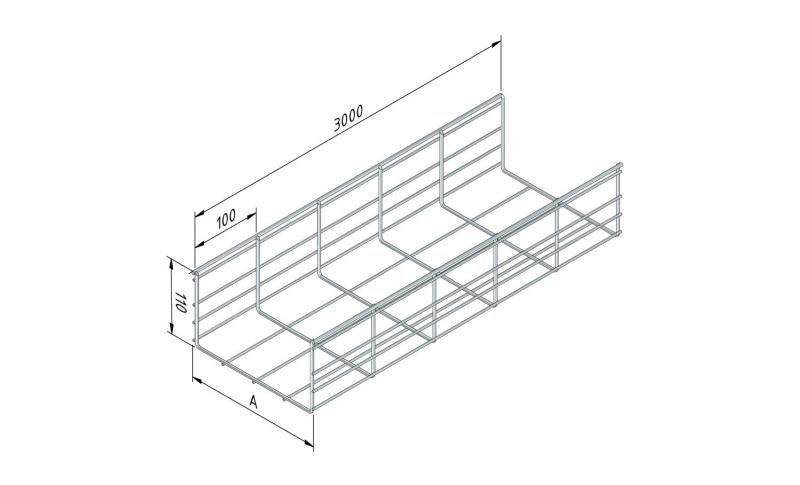
Kabelrinne Steigestück
CT-RB



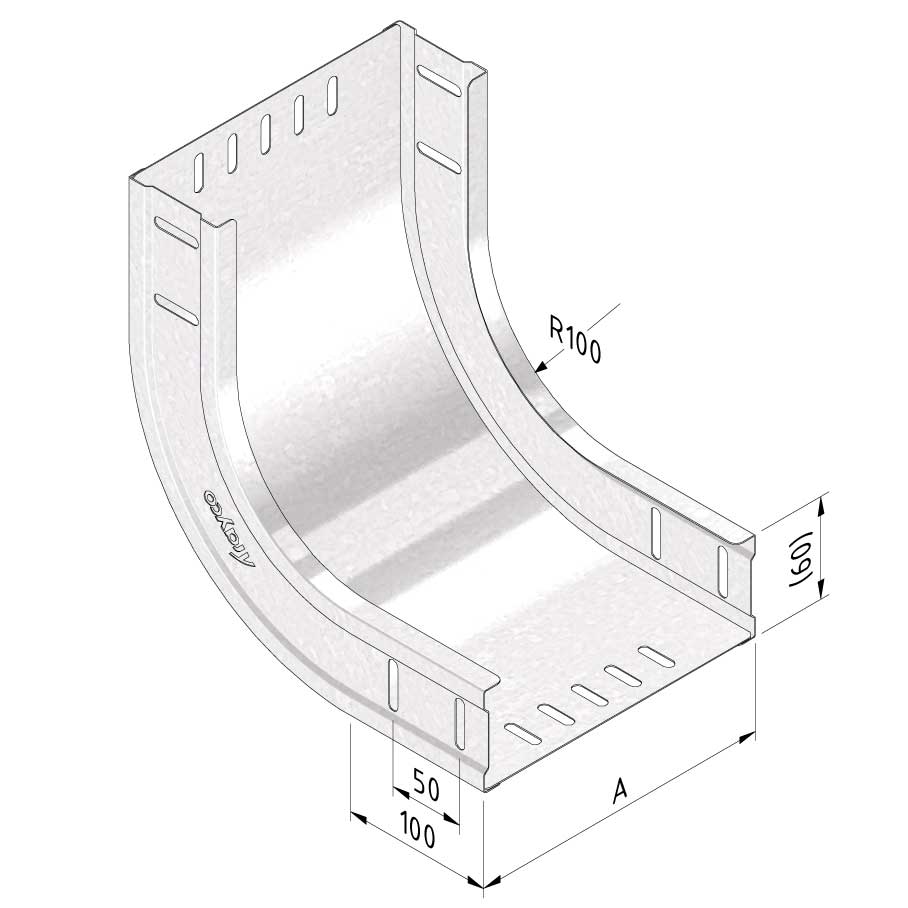
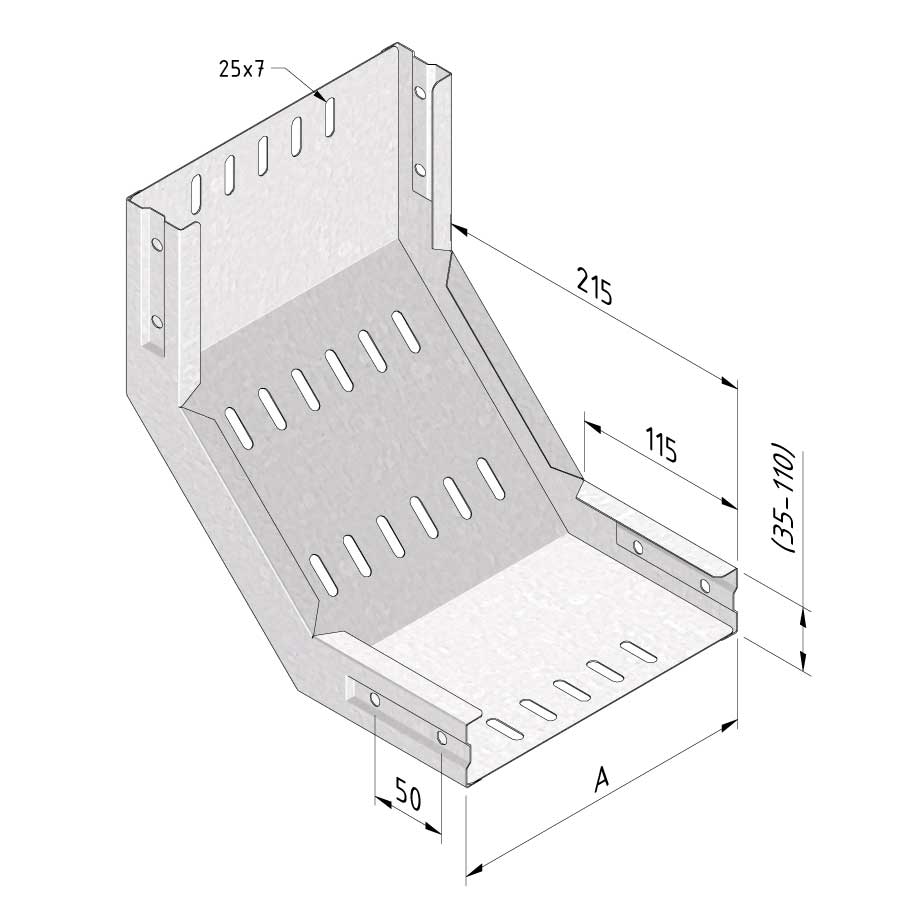

Kabelrinne Steigestück
CT-RB
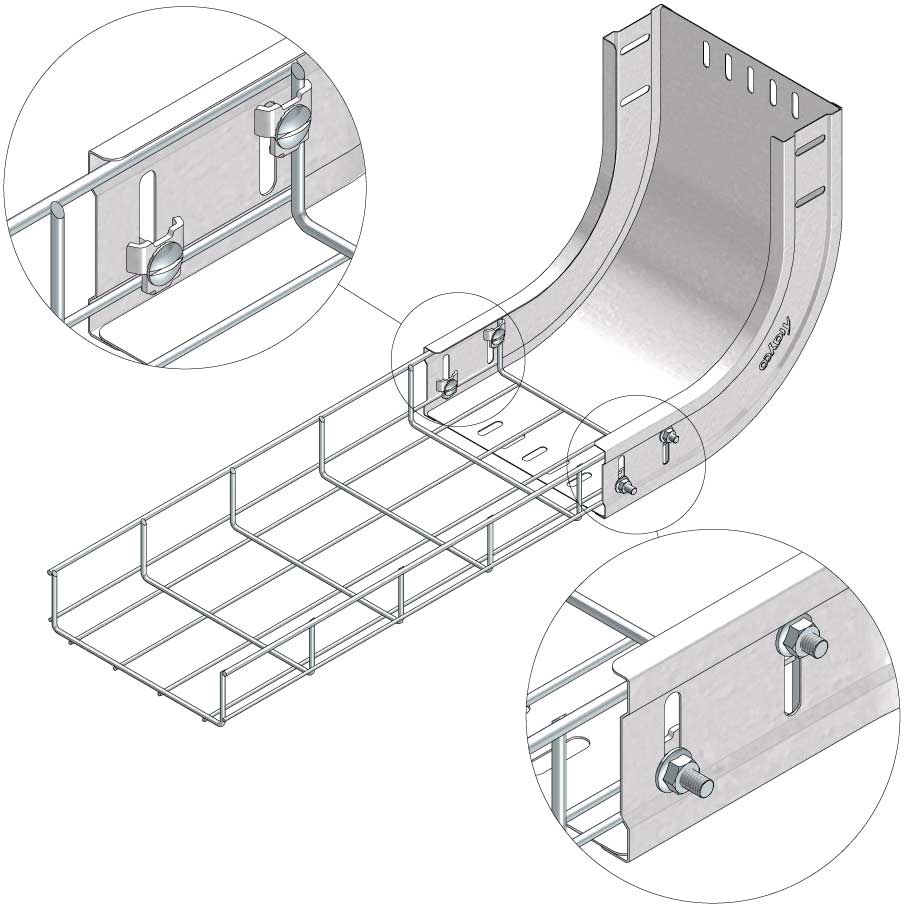
Verbinden mit BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | maß A | Verpackung | |||
|---|---|---|---|---|---|---|---|
|
|
12116 |
CT35-RB90-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
12117 |
CT35-RB90-075-PG |
PG
|
75
|
1
|
Standard
|
|
|
|
12118 |
CT35-RB90-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
12119 |
CT35-RB90-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
12120 |
CT35-RB90-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
12121 |
CT35-RB90-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
16331 |
CT35-RB90-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
12166 |
CT35-RB90-050-DG |
DG
|
50
|
1
|
|
|
|
|
12167 |
CT35-RB90-075-DG |
DG
|
75
|
1
|
|
|
|
|
12168 |
CT35-RB90-100-DG |
DG
|
100
|
1
|
|
|
|
|
12169 |
CT35-RB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
12170 |
CT35-RB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
12171 |
CT35-RB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
16332 |
CT35-RB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
10161 |
CT60-RB90-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
10162 |
CT60-RB90-075-PG |
PG
|
75
|
1
|
Standard
|
|
|
|
10163 |
CT60-RB90-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
10164 |
CT60-RB90-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
10165 |
CT60-RB90-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
10166 |
CT60-RB90-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
10167 |
CT60-RB90-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
12122 |
CT60-RB90-500-PG |
PG
|
500
|
1
|
Standard
|
|
|
|
12123 |
CT60-RB90-600-PG |
PG
|
600
|
1
|
Standard
|
|
|
|
19832 |
CT60-RB90-050-UG |
UG
|
50
|
1
|
|
|
|
|
19833 |
CT60-RB90-075-UG |
UG
|
75
|
1
|
|
|
|
|
19834 |
CT60-RB90-100-UG |
UG
|
100
|
1
|
|
|
|
|
19835 |
CT60-RB90-150-UG |
UG
|
150
|
1
|
|
|
|
|
19836 |
CT60-RB90-200-UG |
UG
|
200
|
1
|
|
|
|
|
19837 |
CT60-RB90-300-UG |
UG
|
300
|
1
|
|
|
|
|
19838 |
CT60-RB90-400-UG |
UG
|
400
|
1
|
|
|
|
|
19839 |
CT60-RB90-500-UG |
UG
|
500
|
1
|
|
|
|
|
19840 |
CT60-RB90-600-UG |
UG
|
600
|
1
|
|
|
|
|
11991 |
CT110-RB90-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
11992 |
CT110-RB90-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
11993 |
CT110-RB90-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
11994 |
CT110-RB90-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
11995 |
CT110-RB90-500-PG |
PG
|
500
|
1
|
Standard
|
|
|
|
12056 |
CT110-RB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
12057 |
CT110-RB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
12058 |
CT110-RB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
12059 |
CT110-RB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
12060 |
CT110-RB90-500-DG |
DG
|
500
|
1
|
|
|



























































































































Montage

{kind=link}