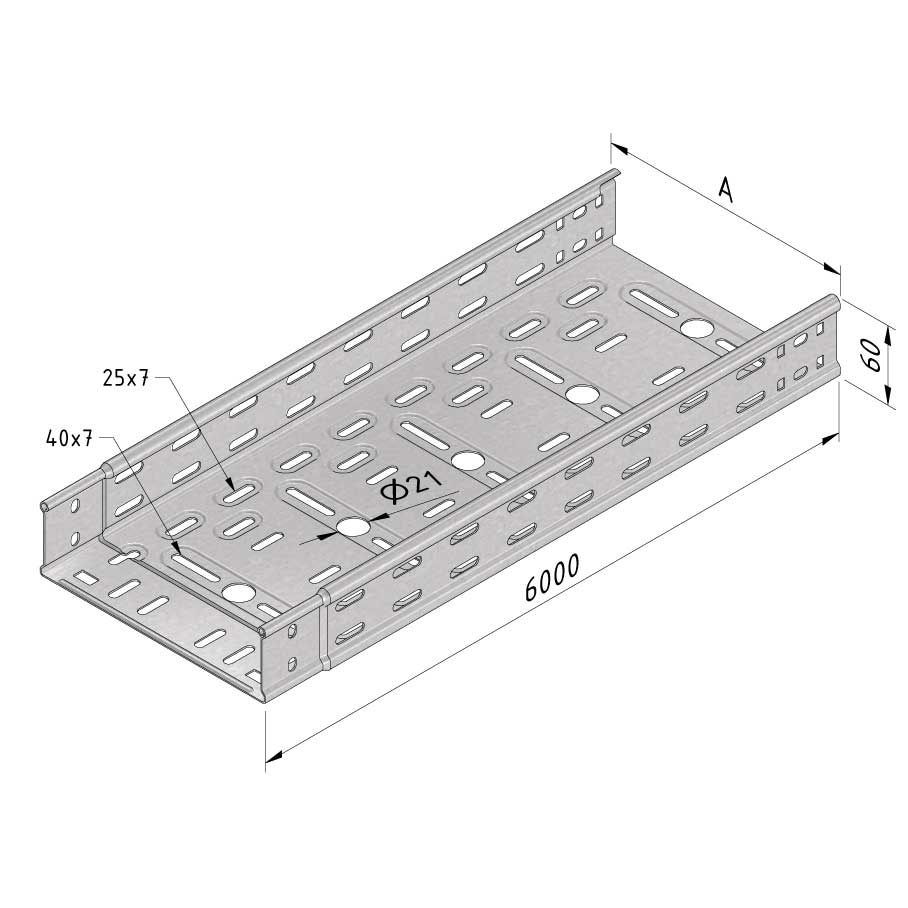
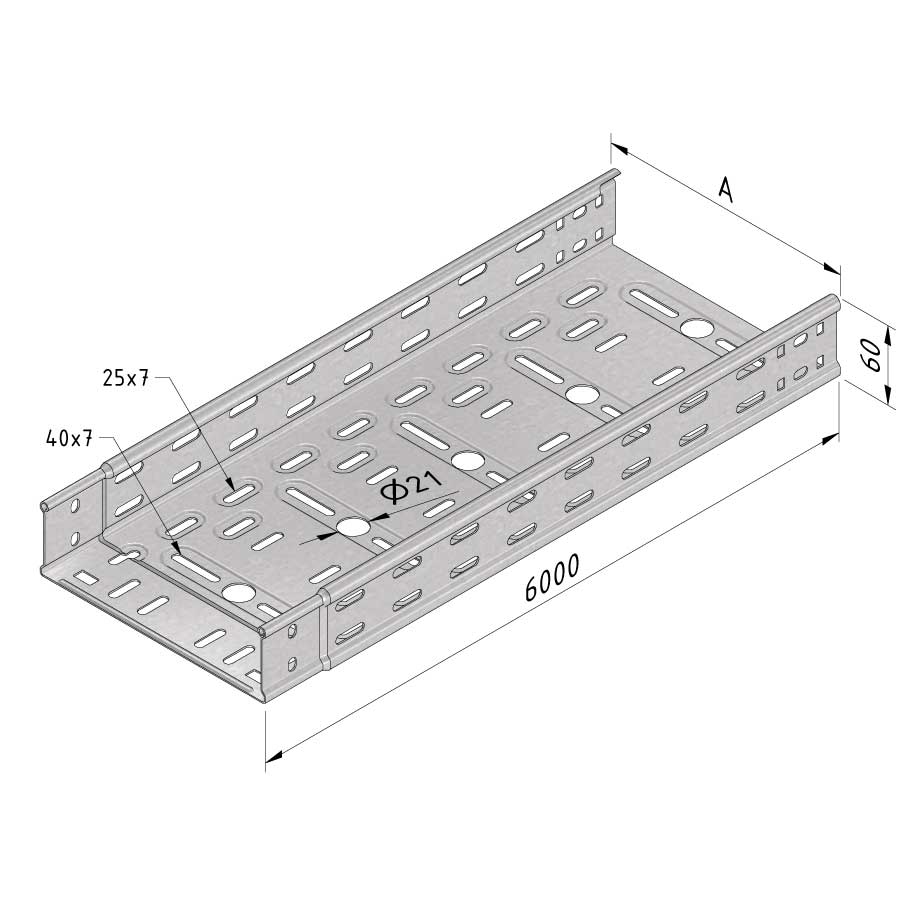
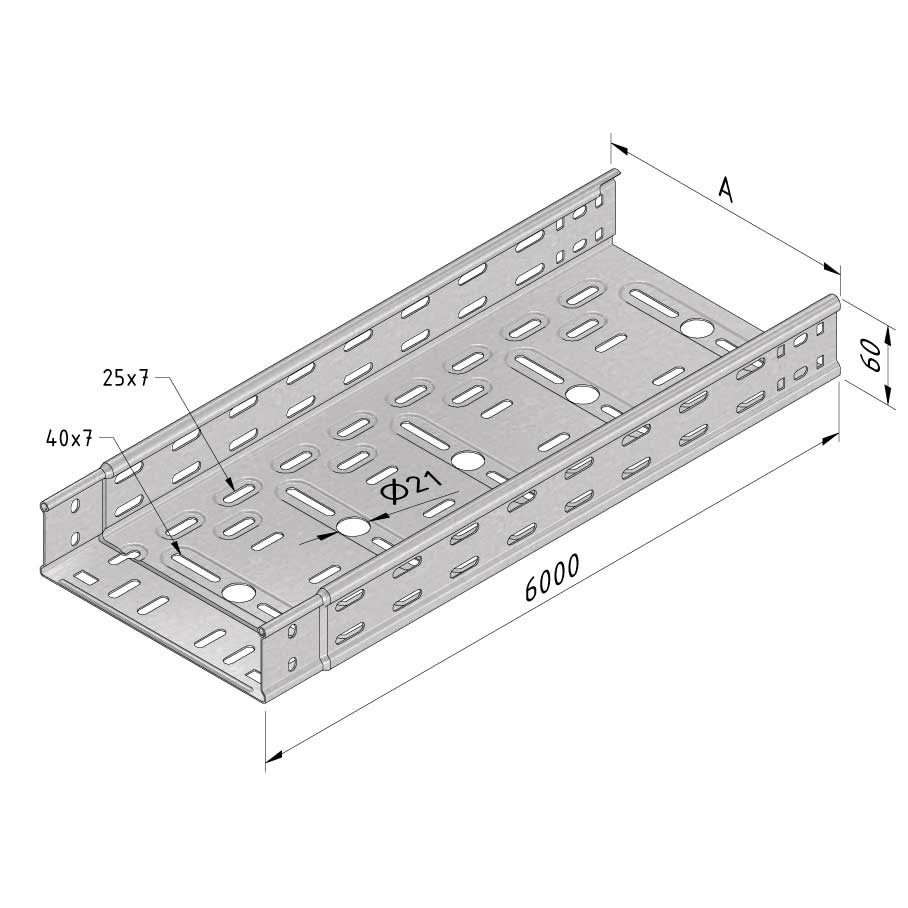
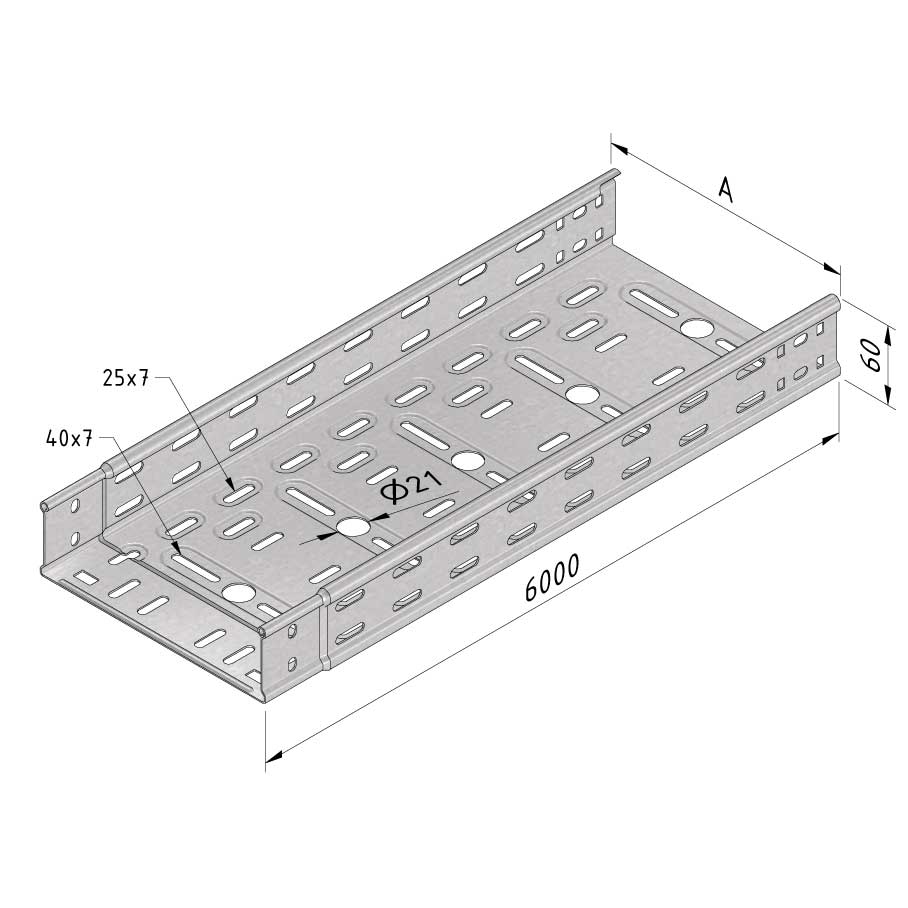
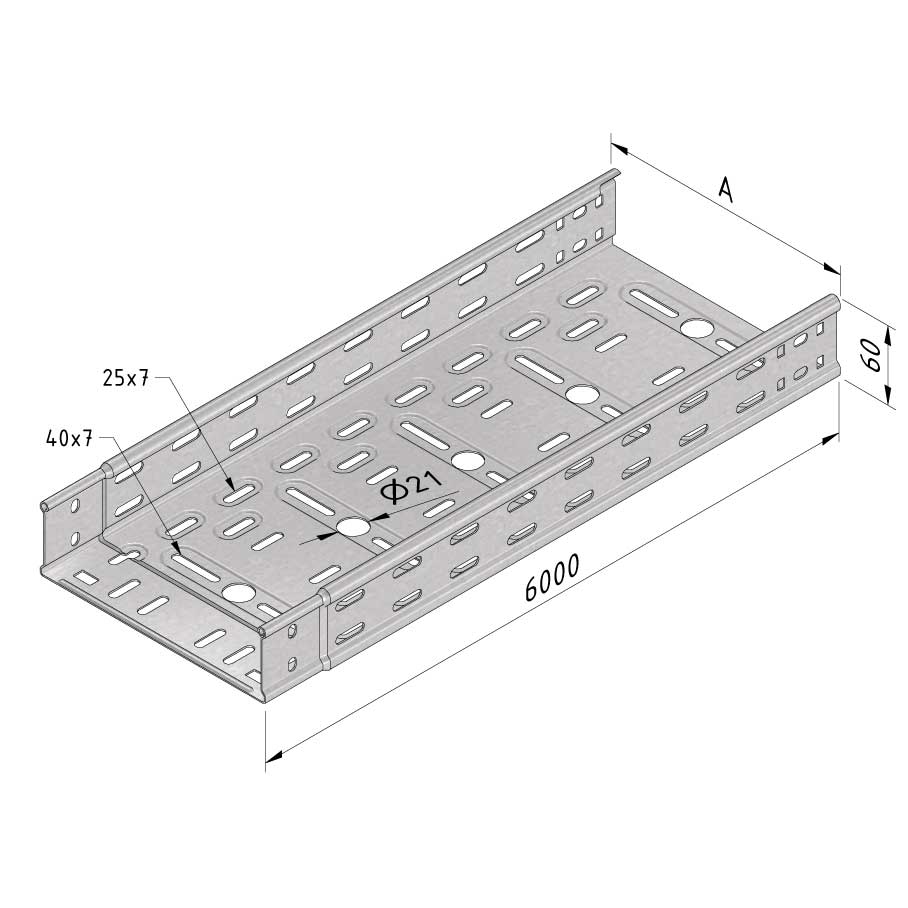
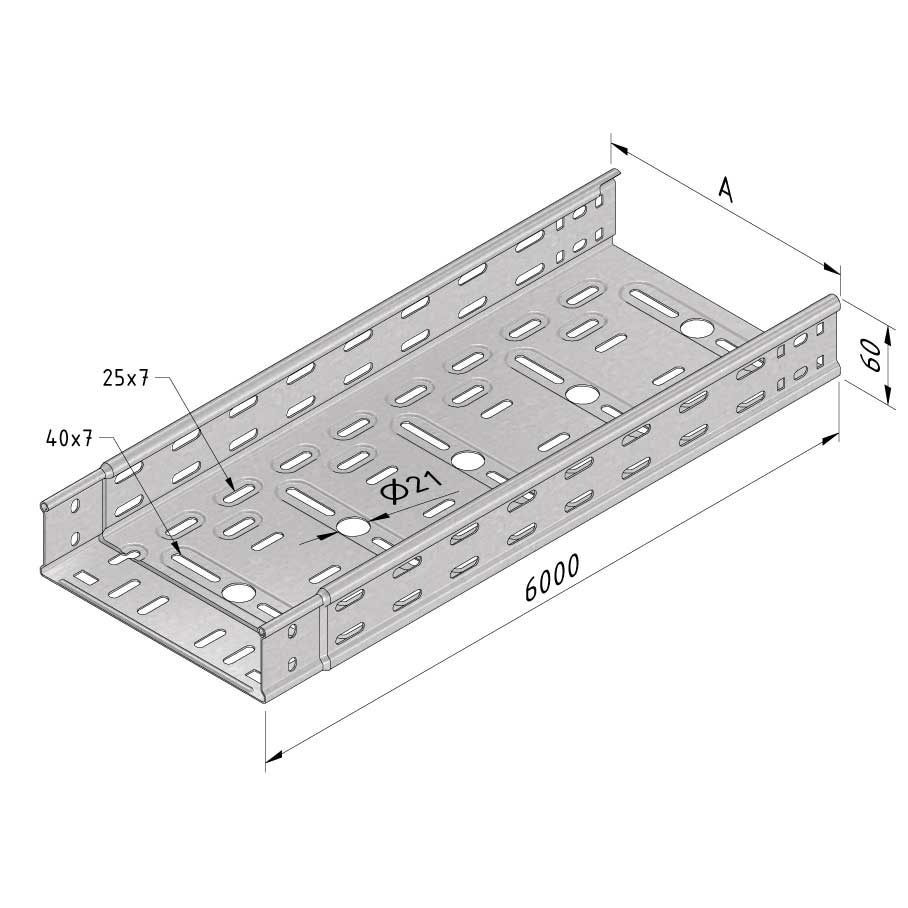
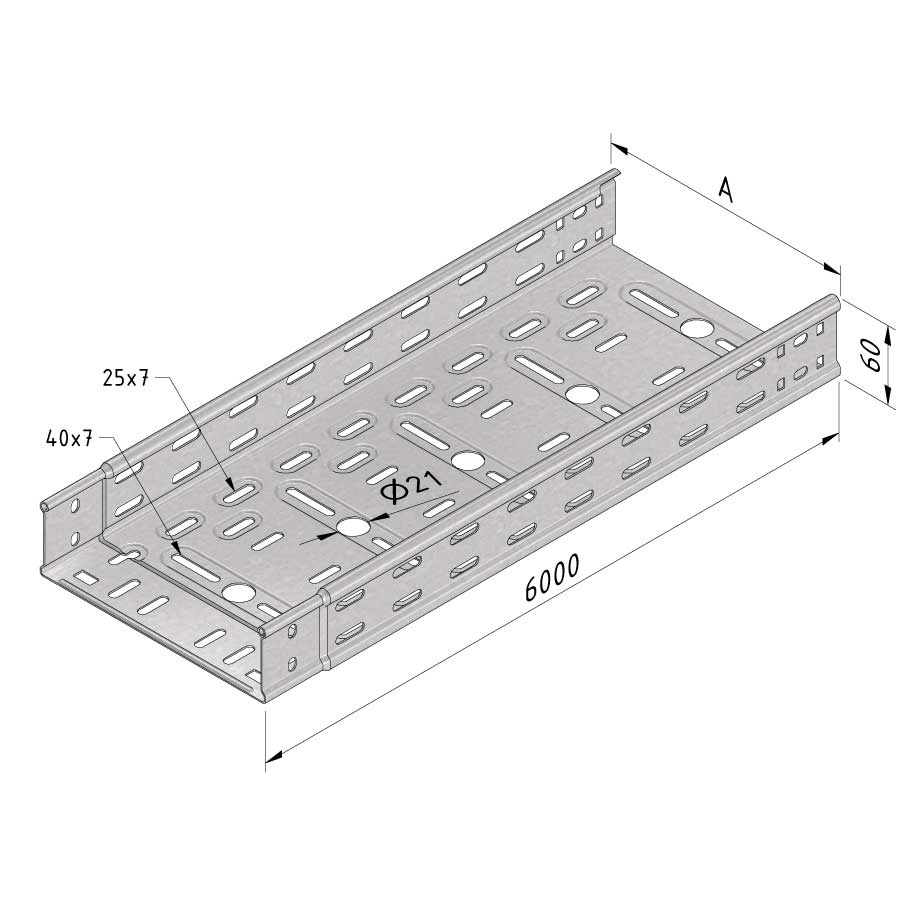
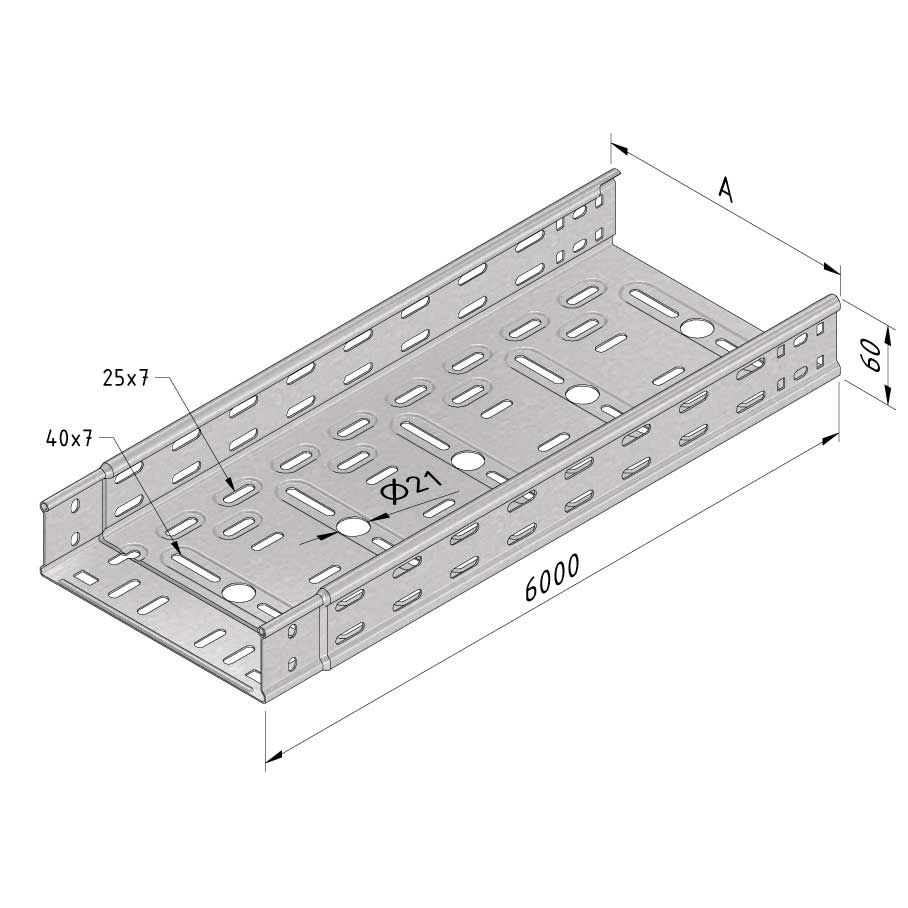
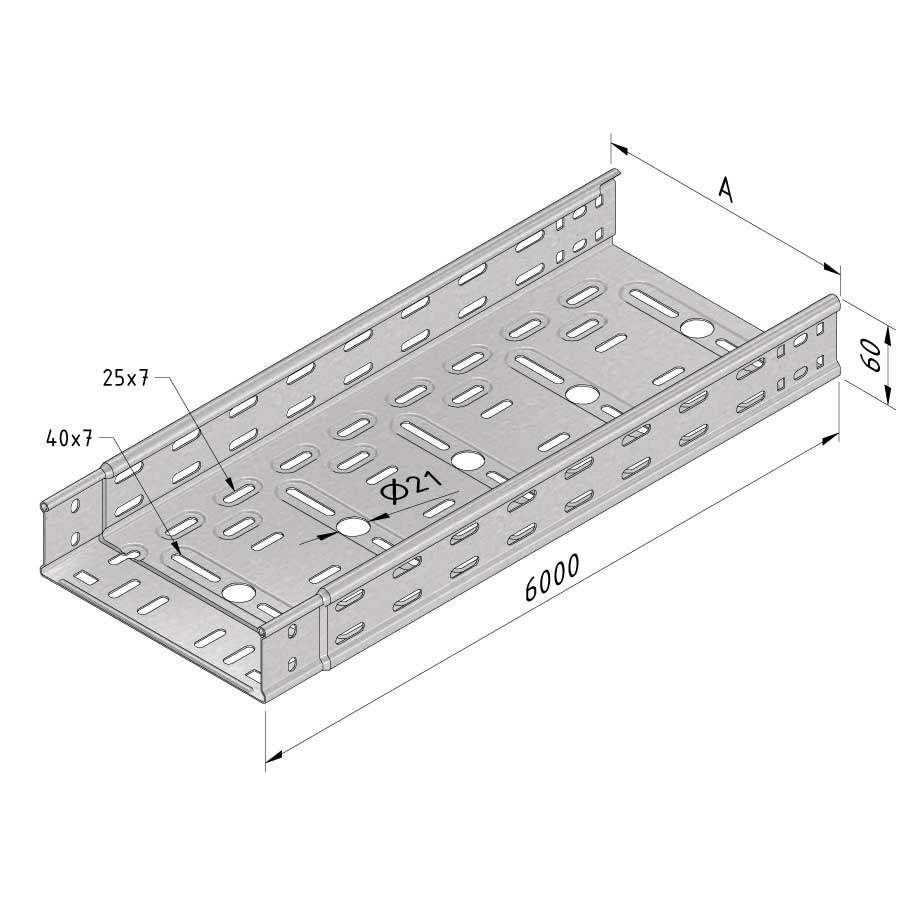
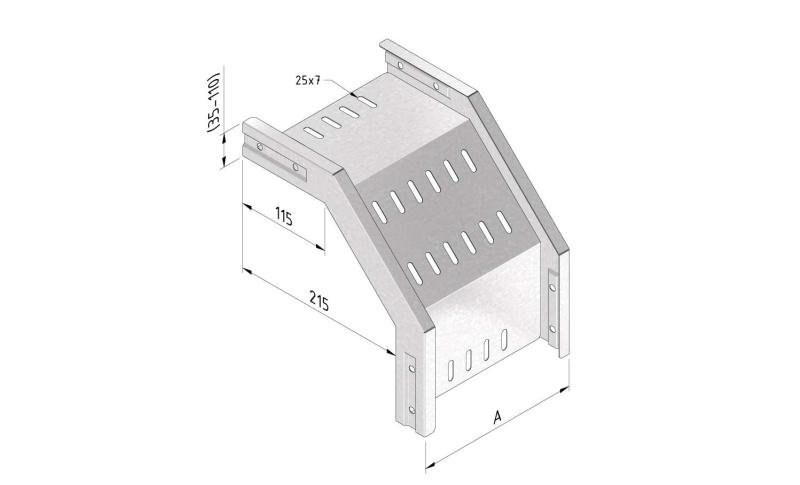
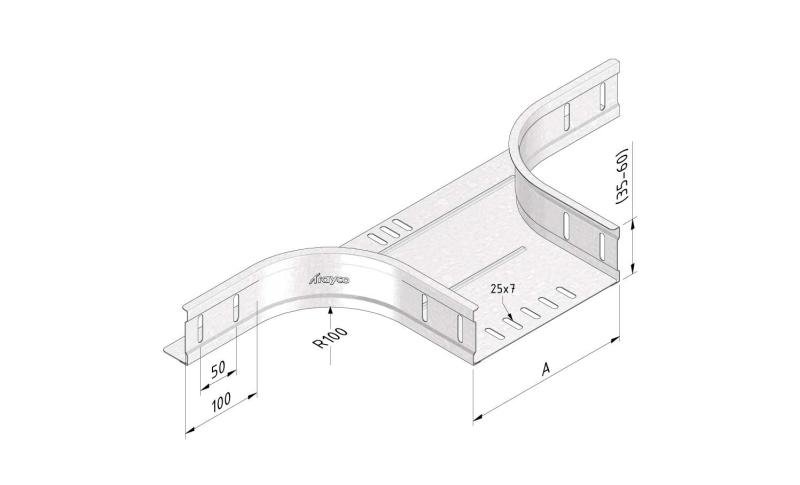
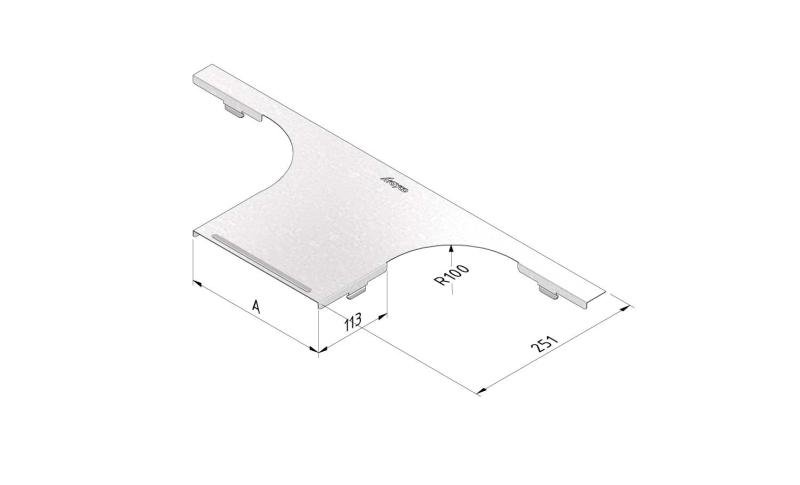
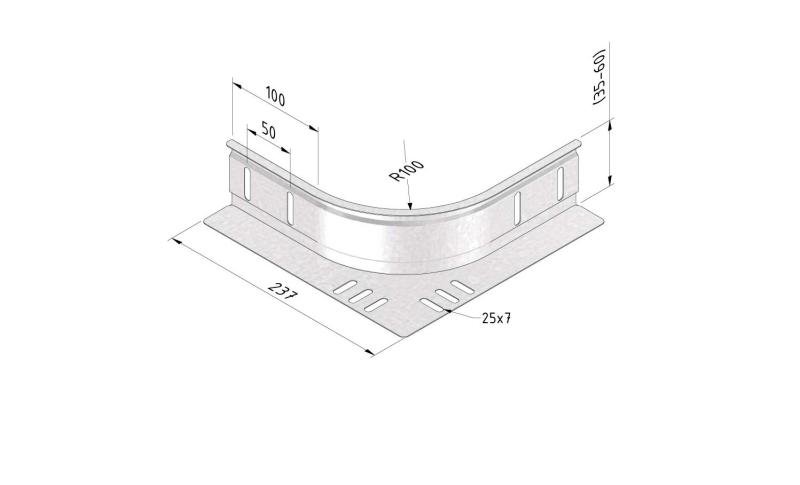
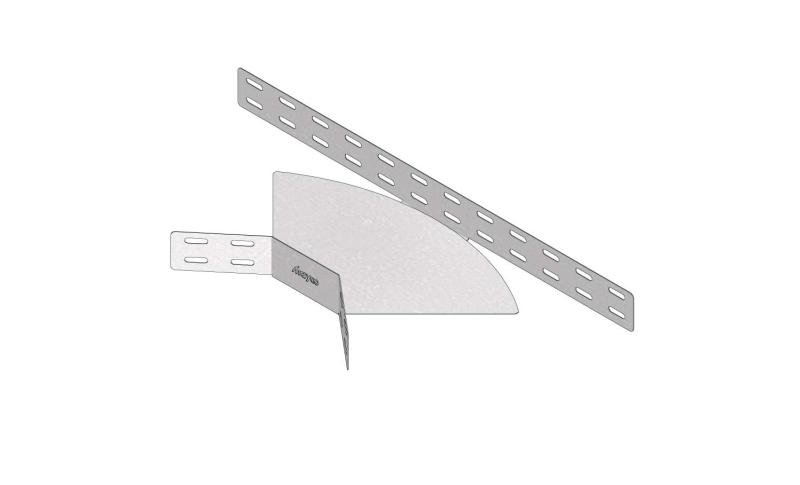
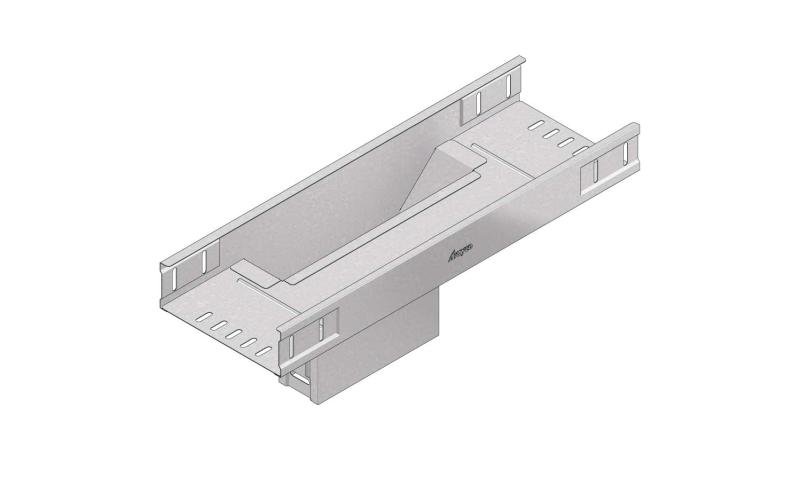
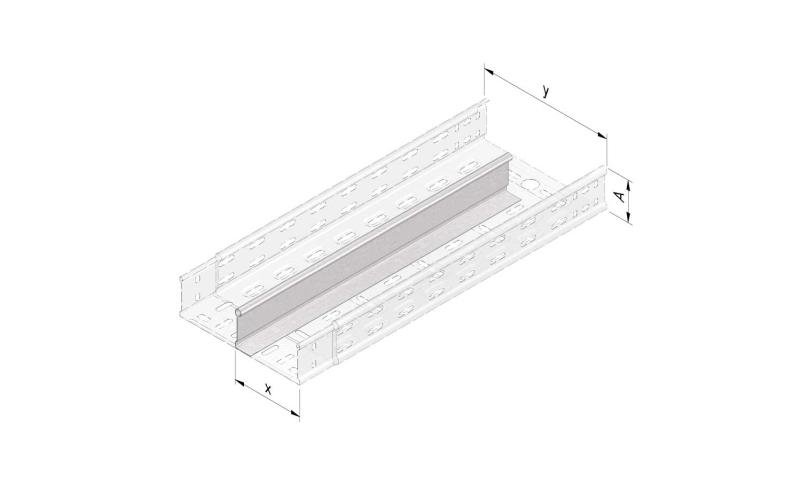
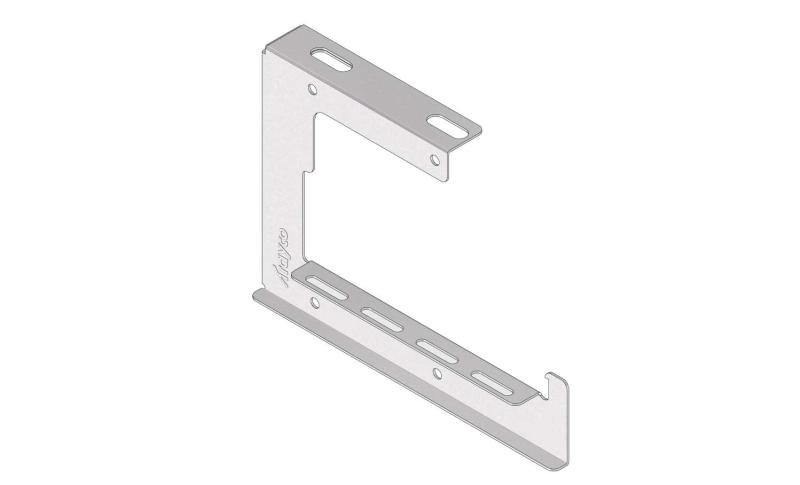
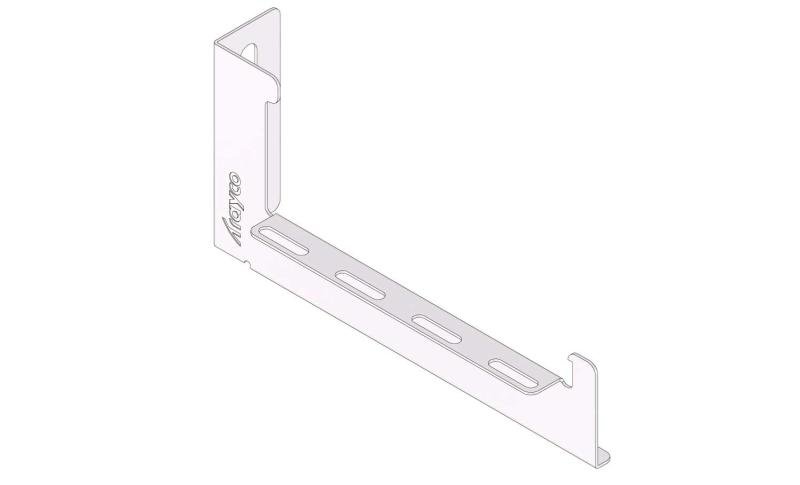
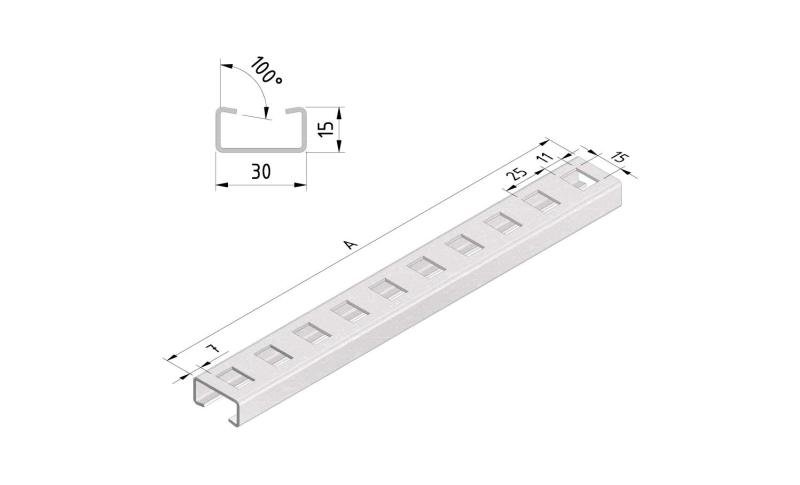
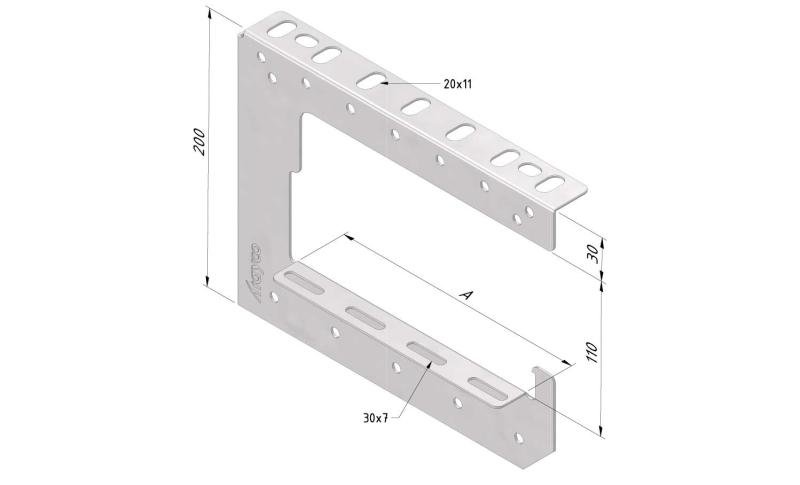
Kabelrinne integr. Verbinder
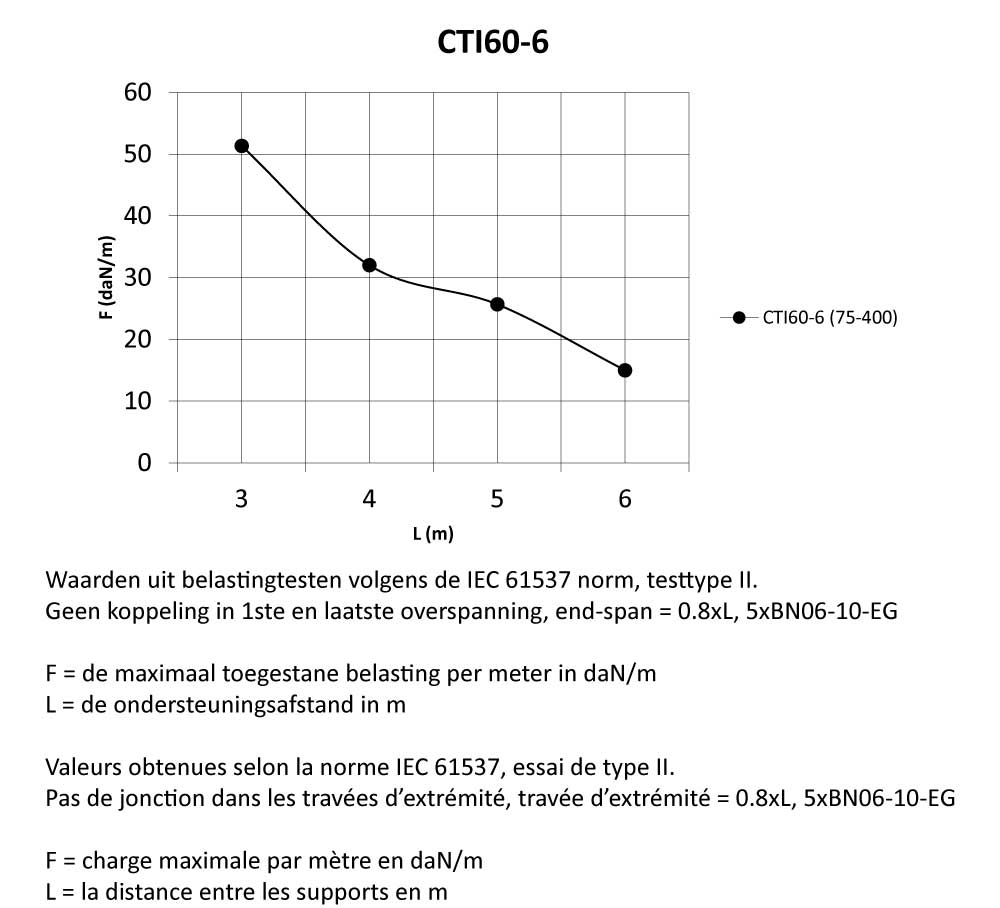
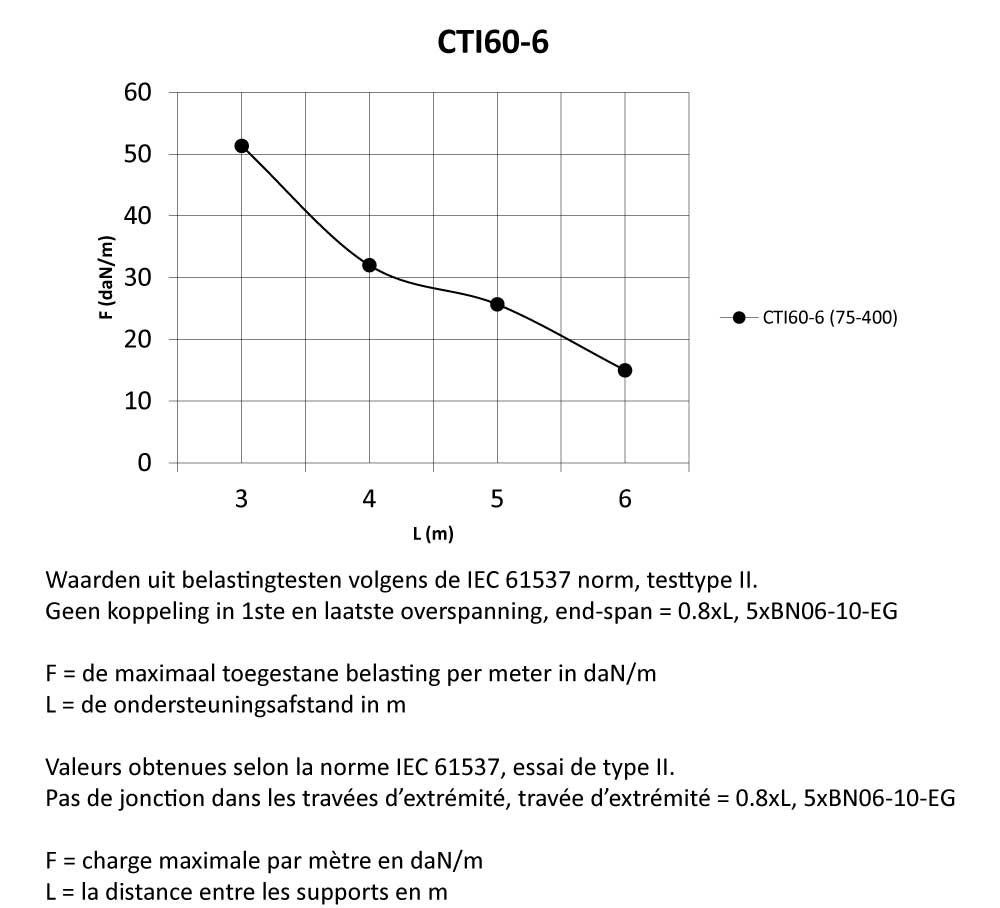
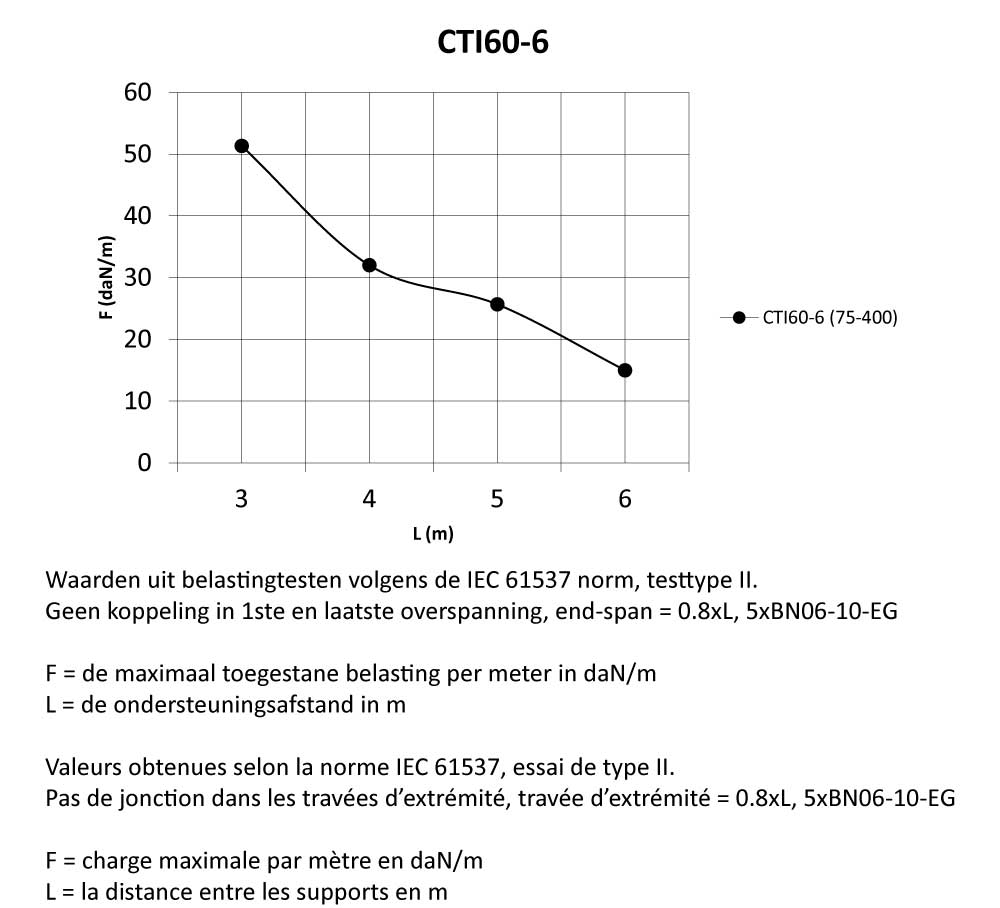
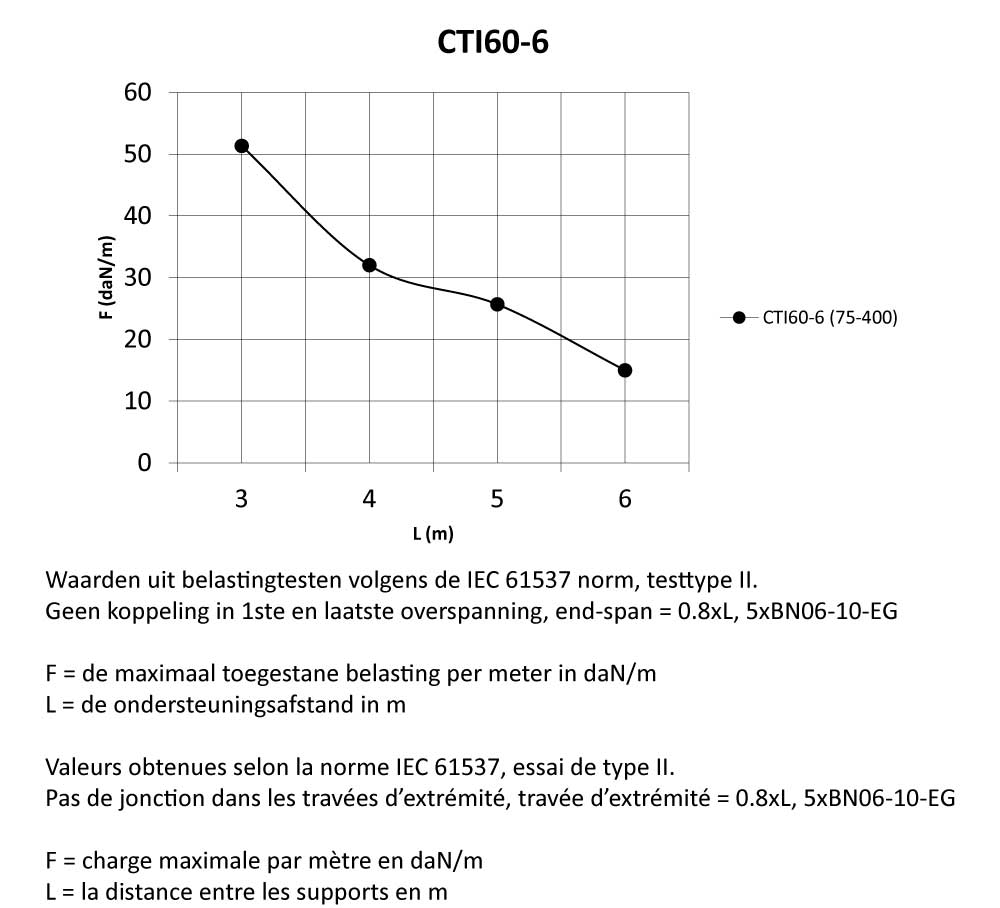
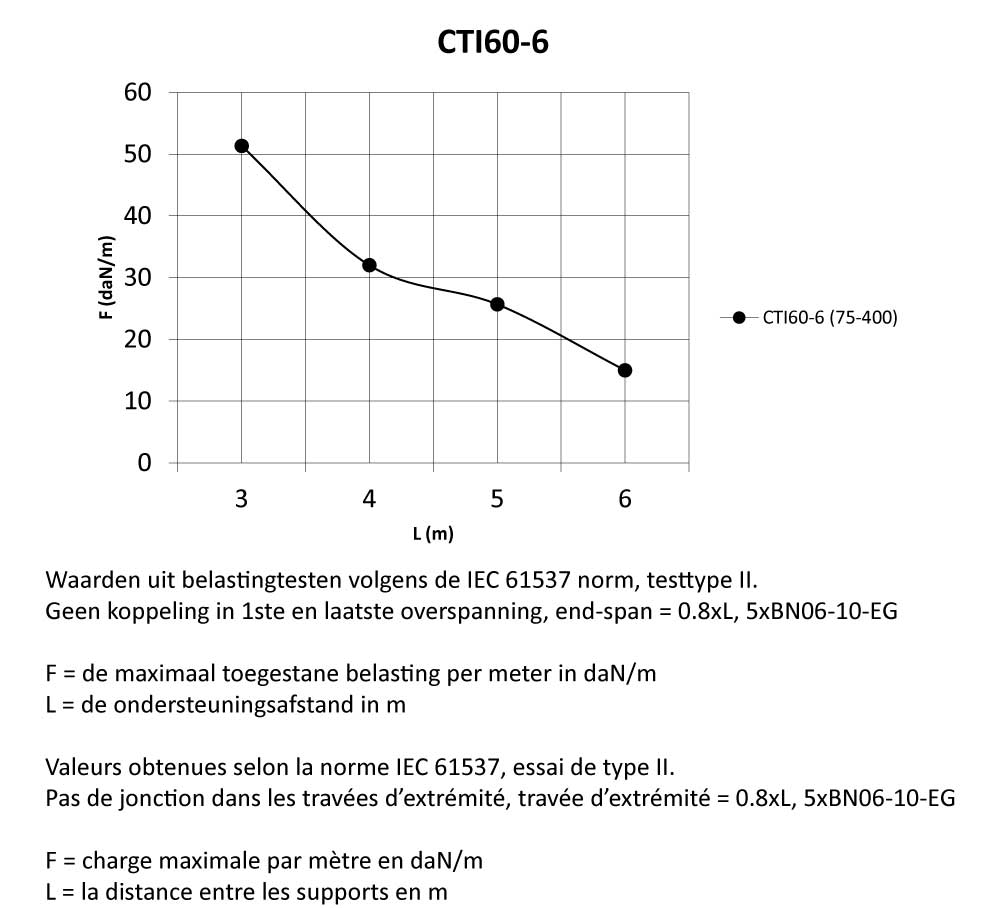
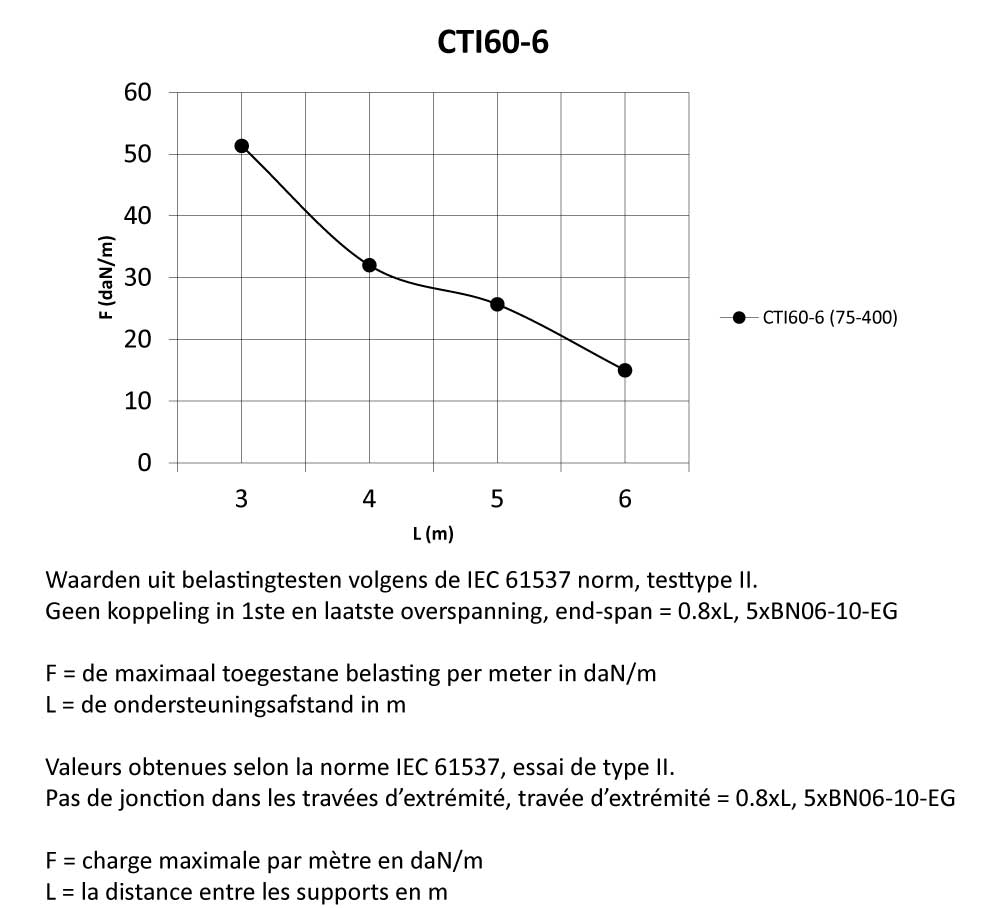
CTI60-6


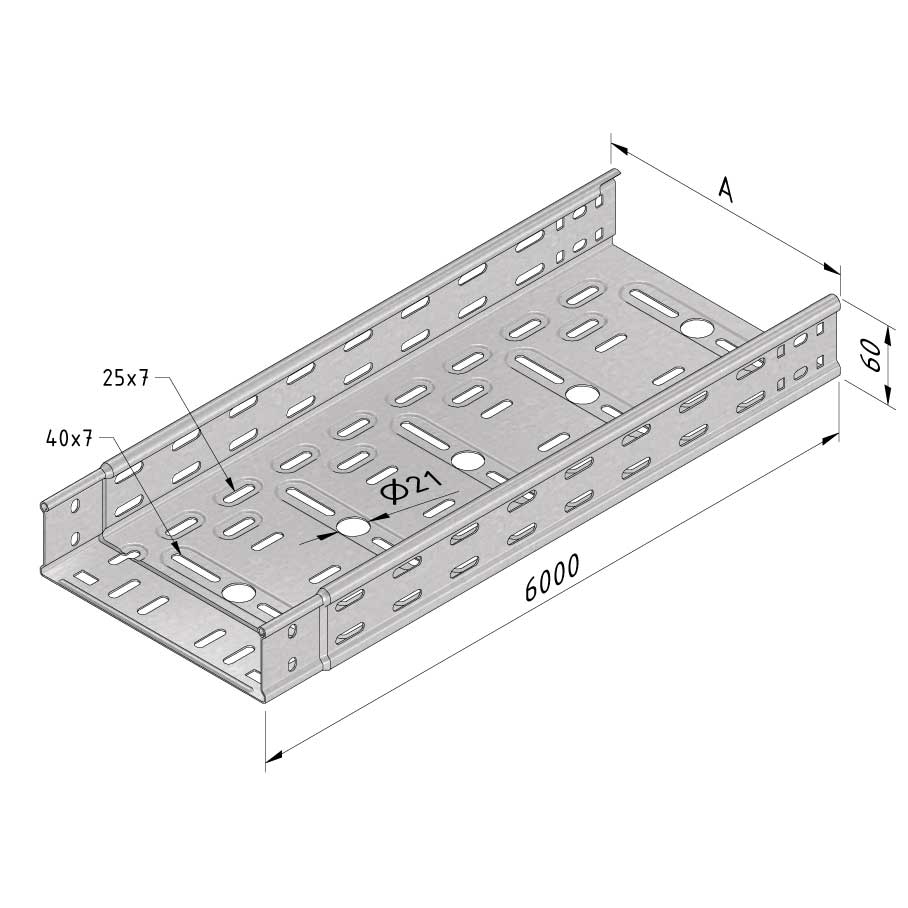
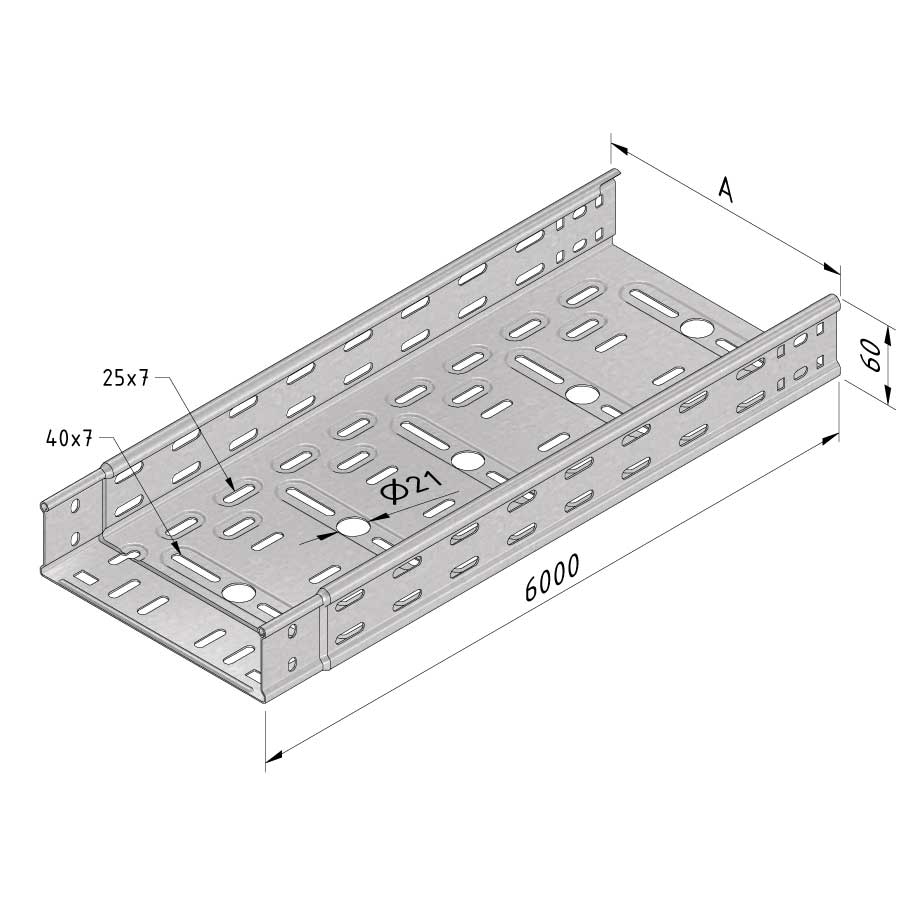
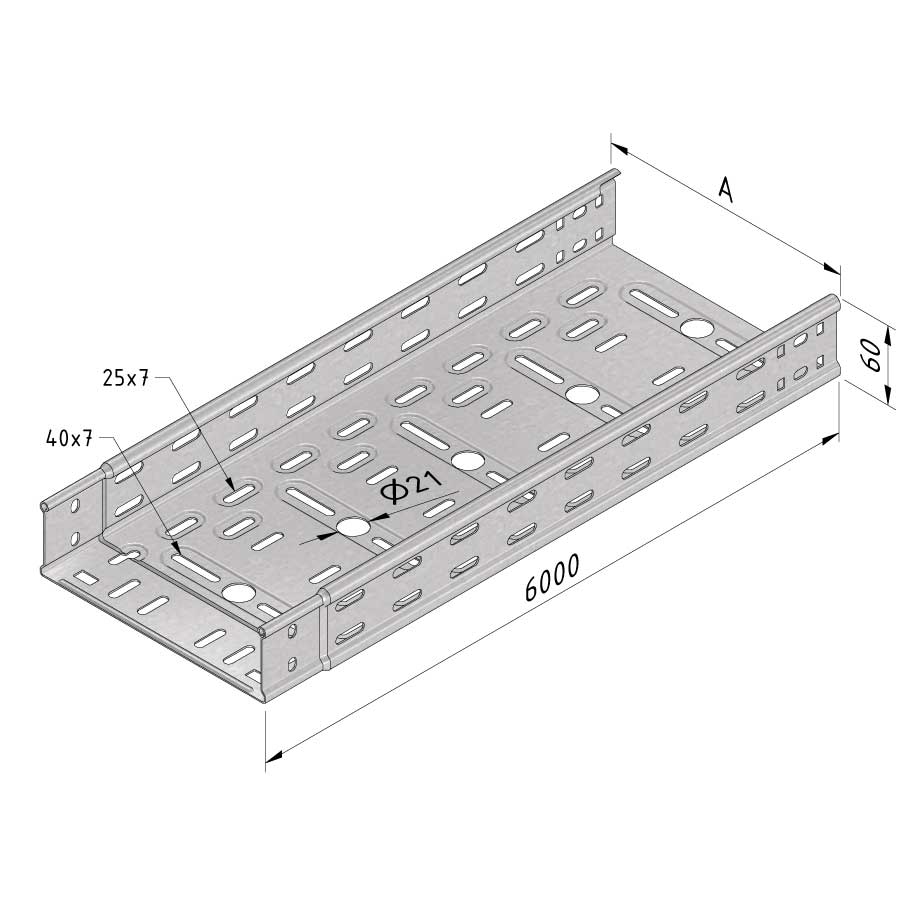
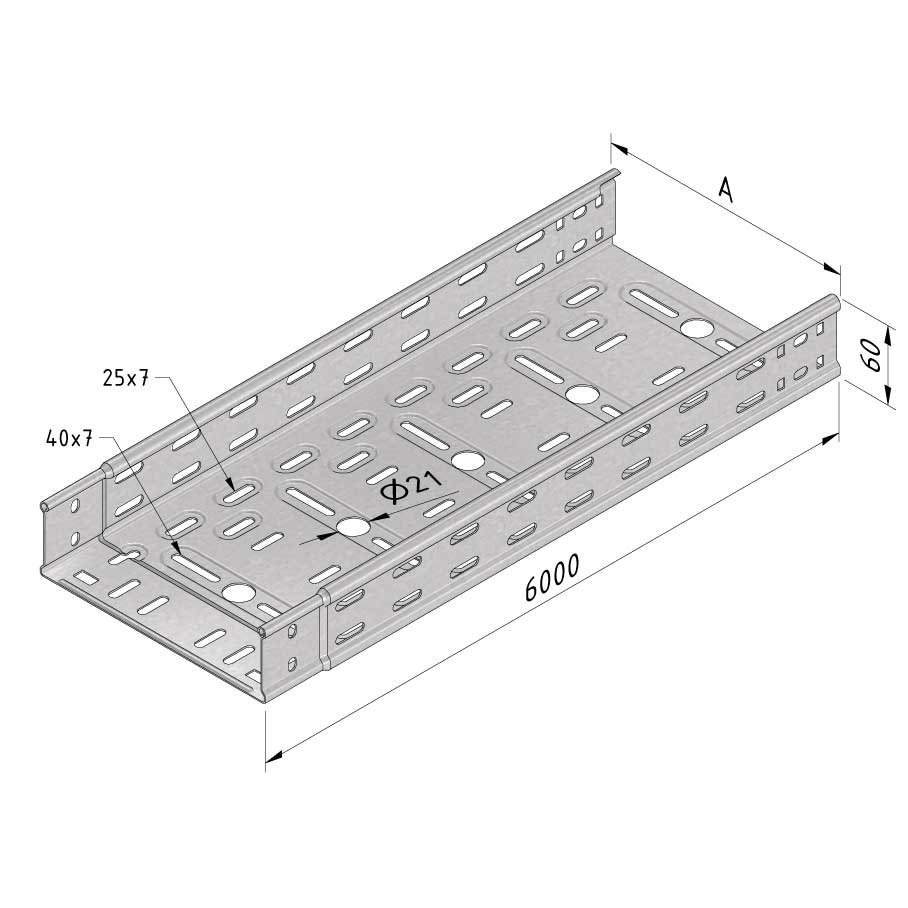
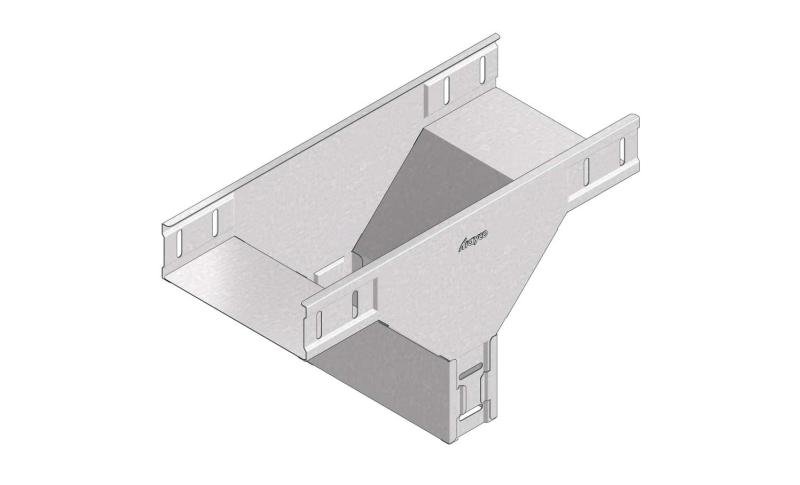
Kabelrinne integr. Verbinder
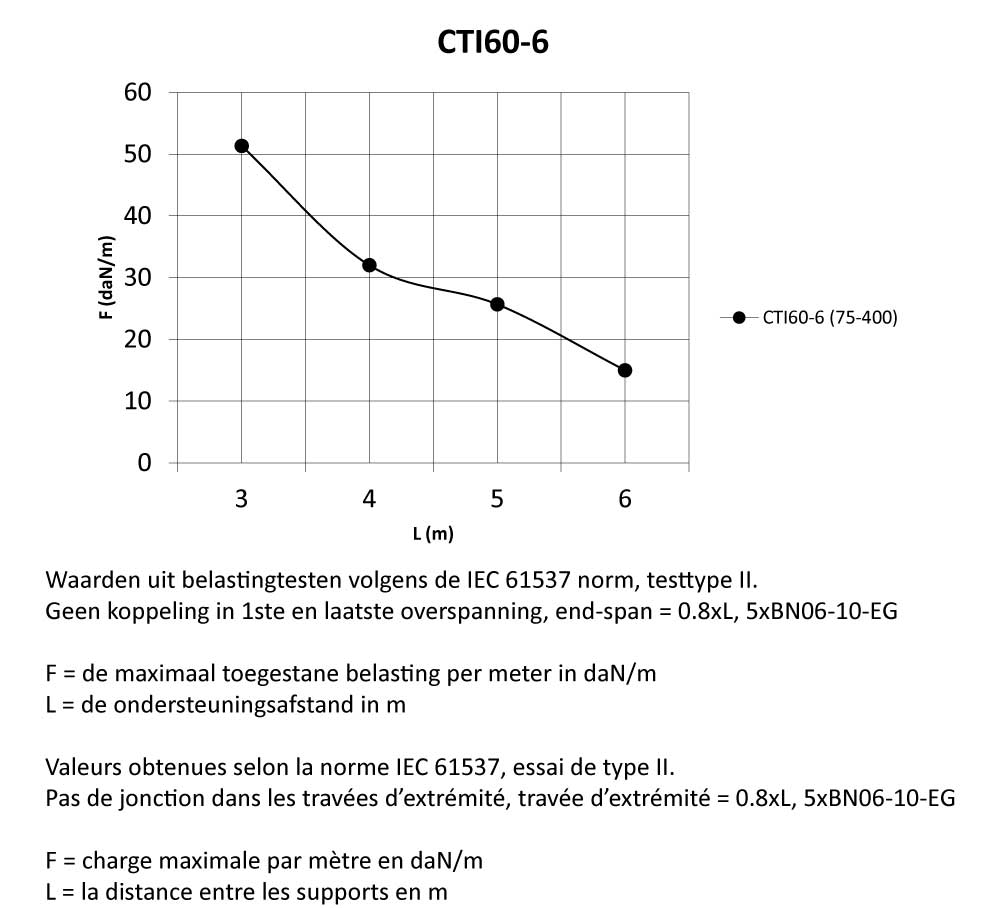
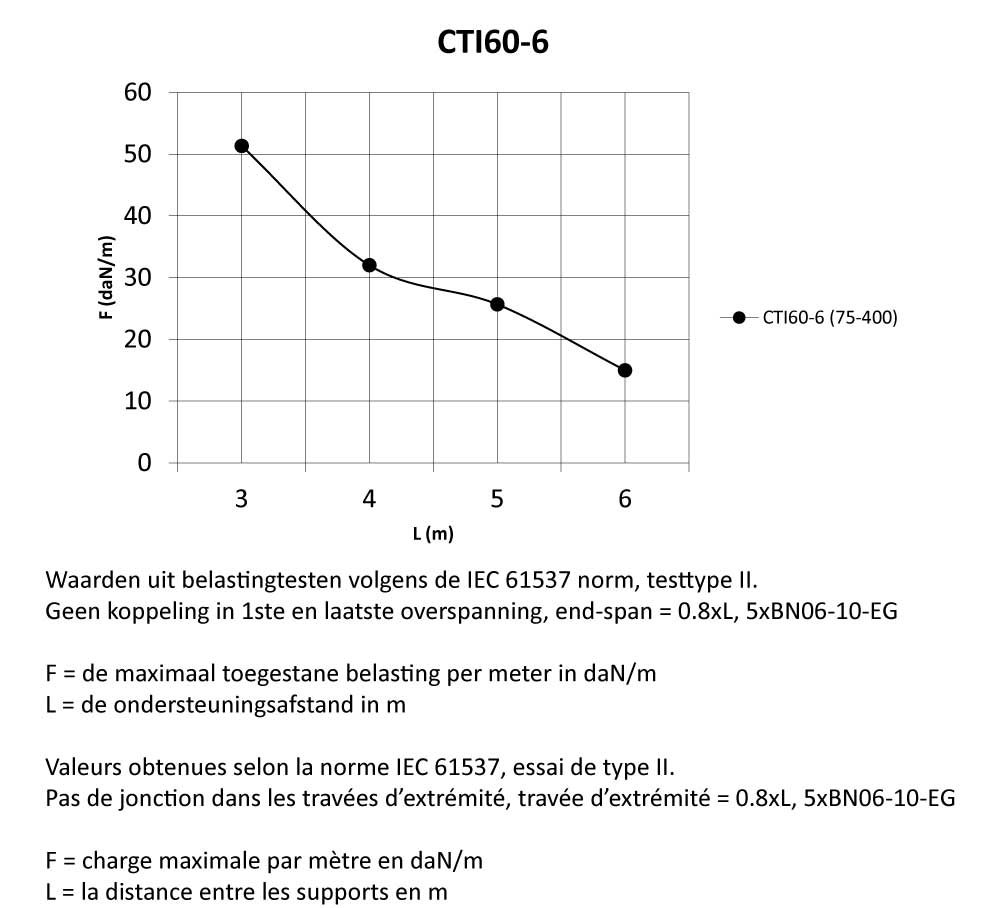
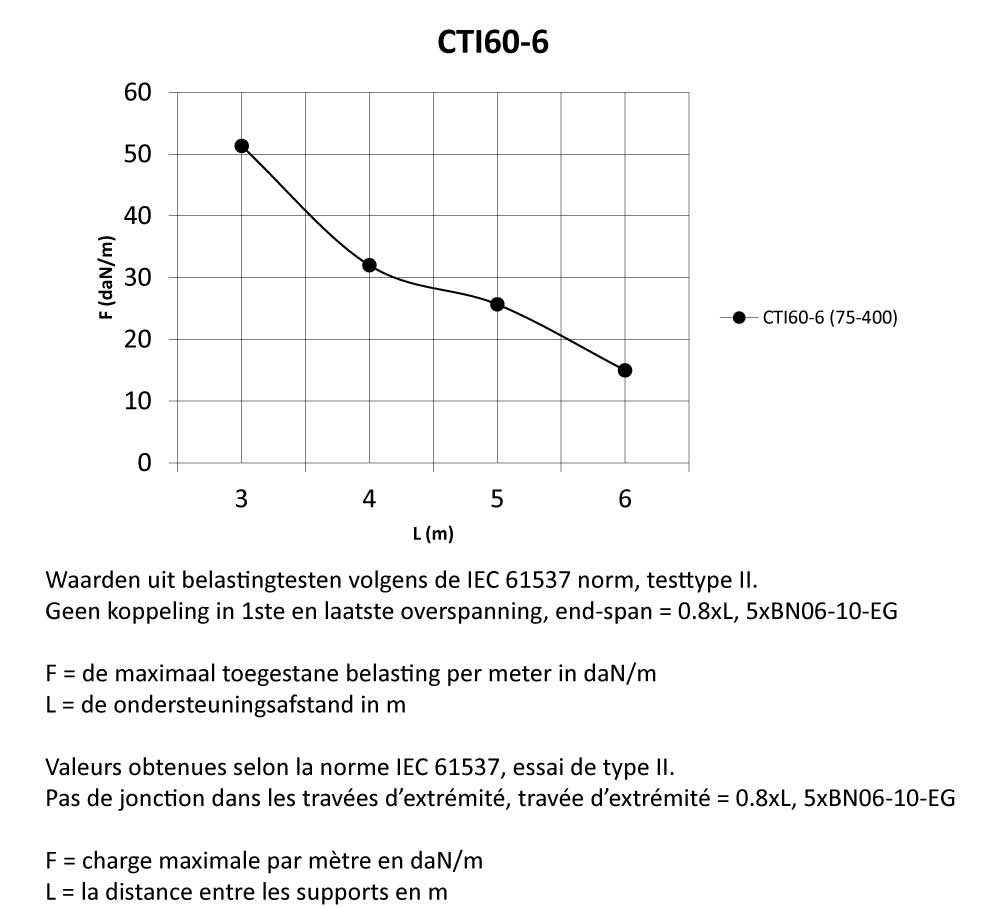
CTI60-6
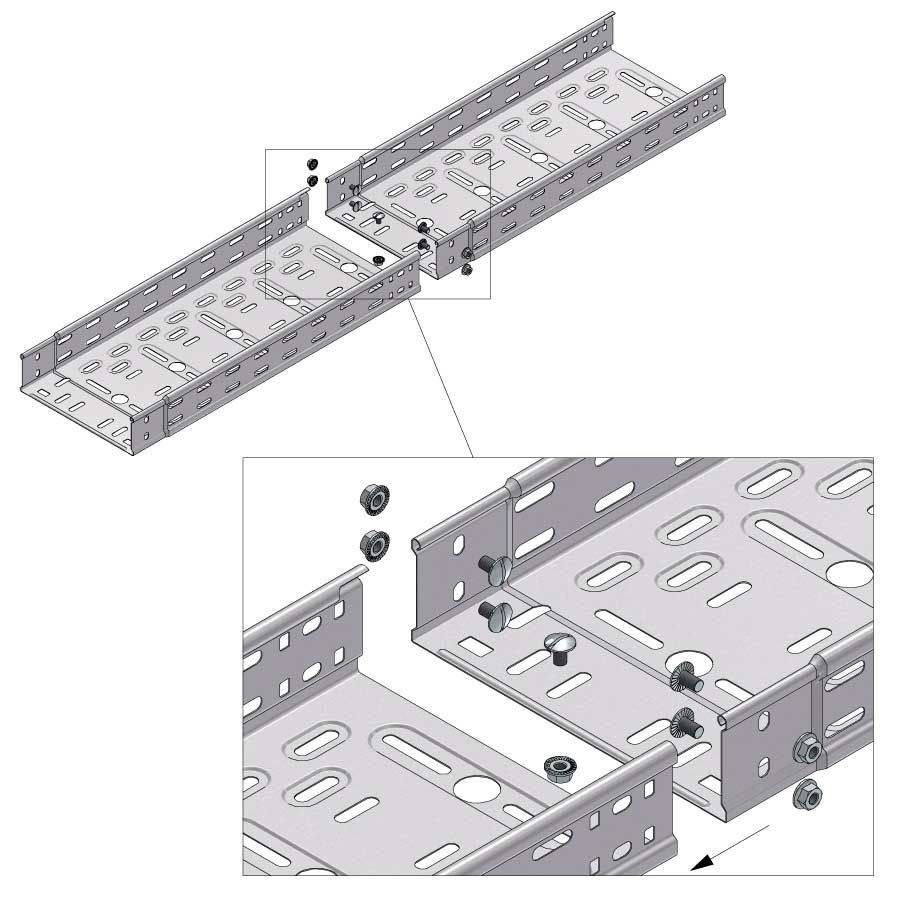
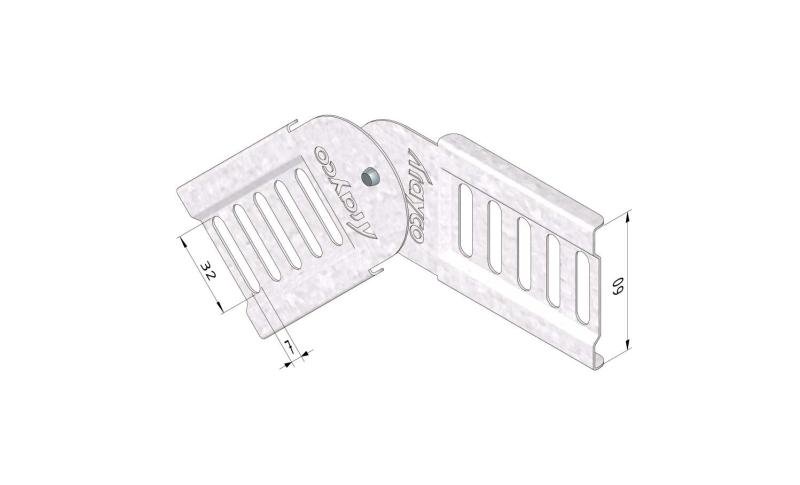
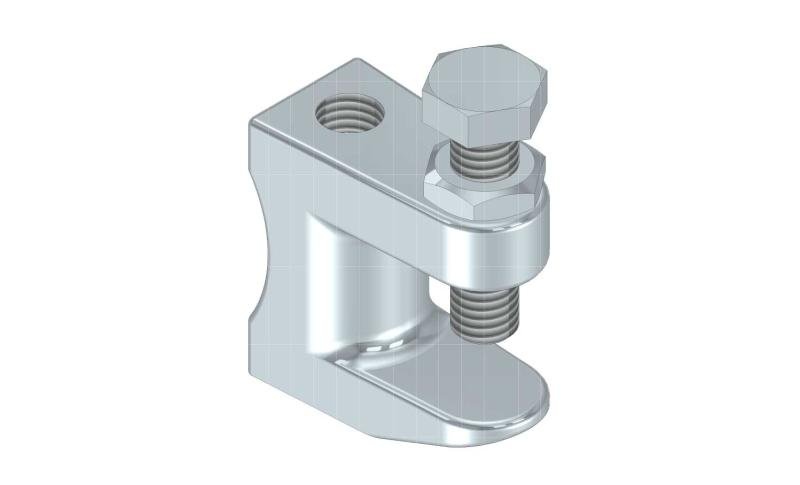
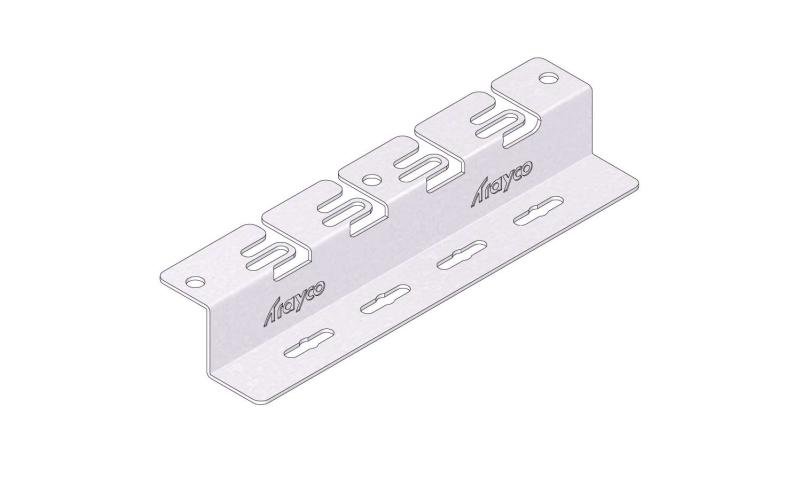
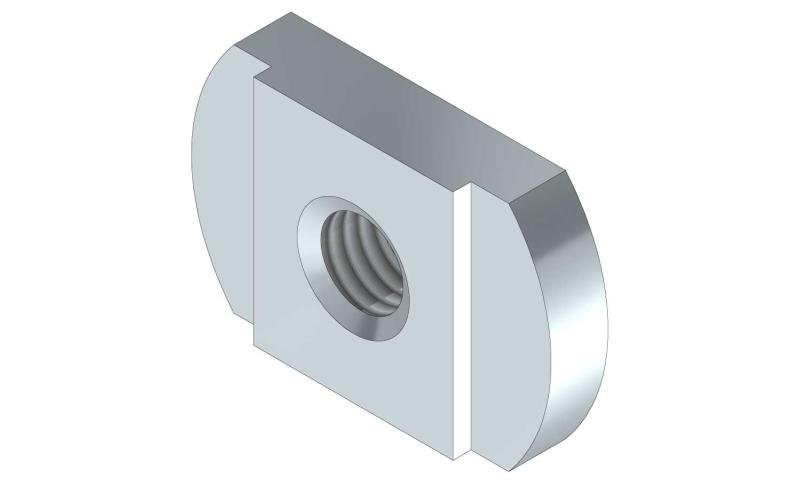
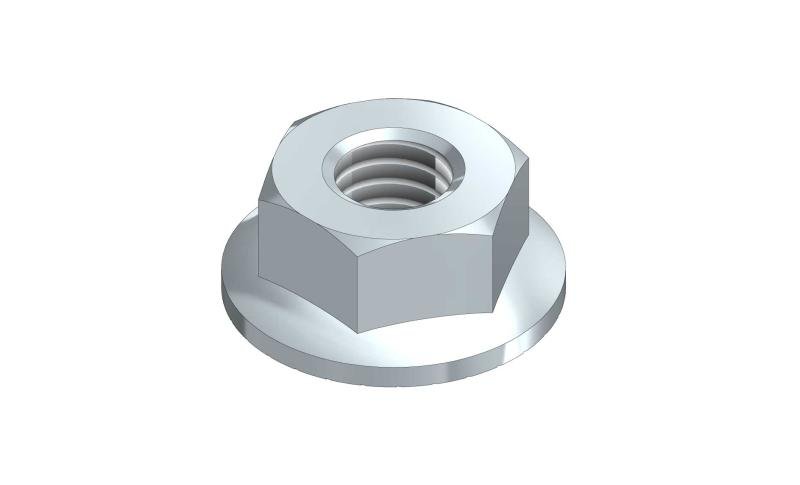
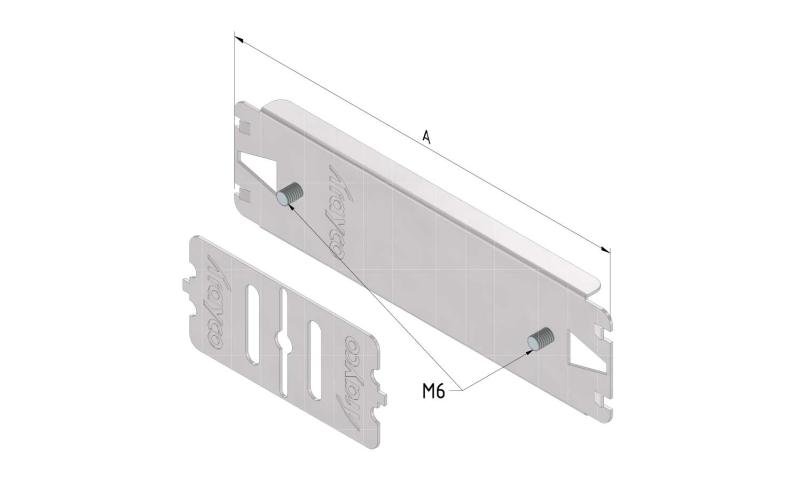
Verbinden mit BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
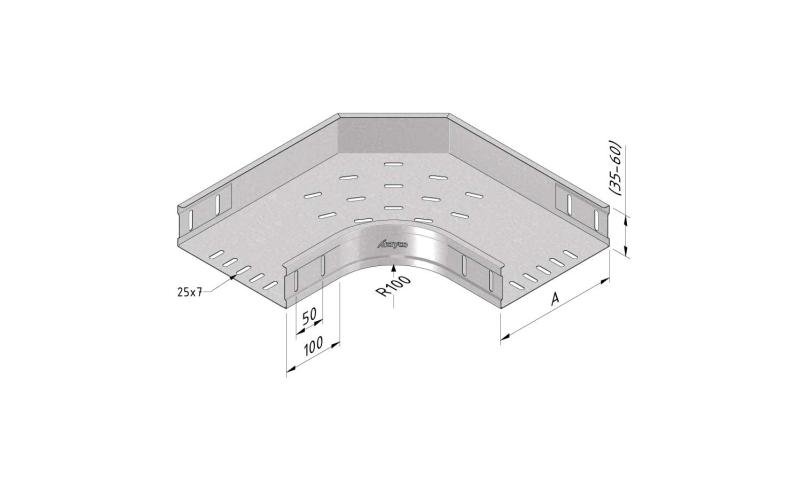
| SKU | Artikelcode | Ausführung | maß A | Nutzfläche (cm²) | Verpackung | |||
|---|---|---|---|---|---|---|---|---|
|
|
11525 |
CTI60-075-10-6PG |
PG
|
75
|
38.07
|
6
|
Standard
|
|
|
|
11526 |
CTI60-100-10-6PG |
PG
|
100
|
52.73
|
6
|
Standard
|
|
|
|
11527 |
CTI60-150-10-6PG |
PG
|
150
|
82.05
|
6
|
Standard
|
|
|
|
11528 |
CTI60-200-10-6PG |
PG
|
200
|
111.38
|
6
|
Standard
|
|
|
|
11529 |
CTI60-300-10-6PG |
PG
|
300
|
170.03
|
6
|
Standard
|
|
|
|
11530 |
CTI60-400-10-6PG |
PG
|
400
|
228.68
|
6
|
Standard
|
|
|
|
11531 |
CTI60-075-10-6DG |
DG
|
75
|
38.07
|
6
|
|
|
|
|
11532 |
CTI60-100-10-6DG |
DG
|
100
|
52.73
|
6
|
|
|
|
|
11533 |
CTI60-150-10-6DG |
DG
|
150
|
82.05
|
6
|
|
|
|
|
11534 |
CTI60-200-10-6DG |
DG
|
200
|
111.38
|
6
|
|
|
|
|
11535 |
CTI60-300-10-6DG |
DG
|
300
|
170.03
|
6
|
|
|
|
|
11536 |
CTI60-400-10-6DG |
DG
|
400
|
228.68
|
6
|
|
|
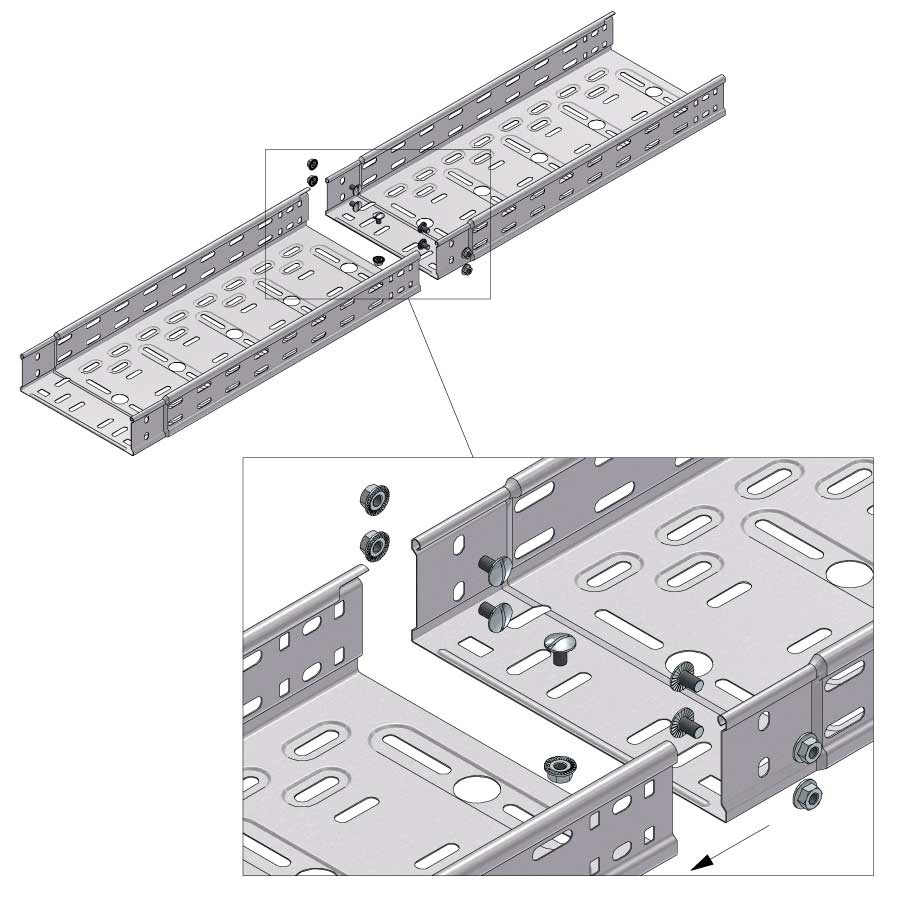

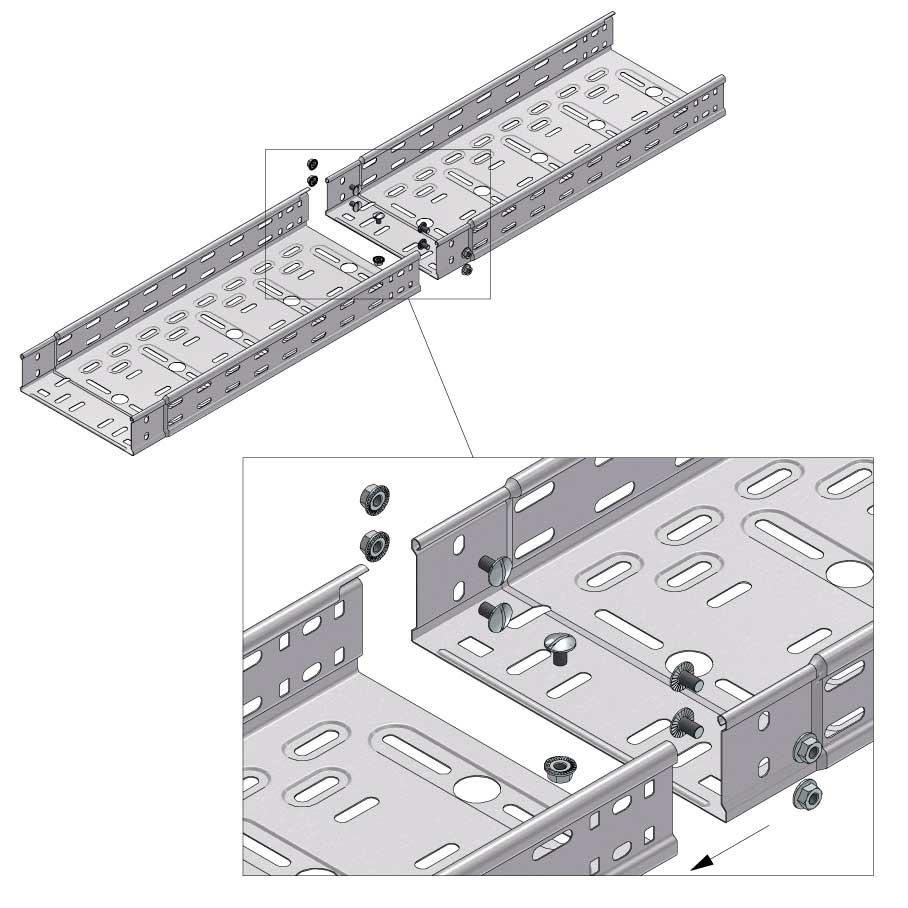

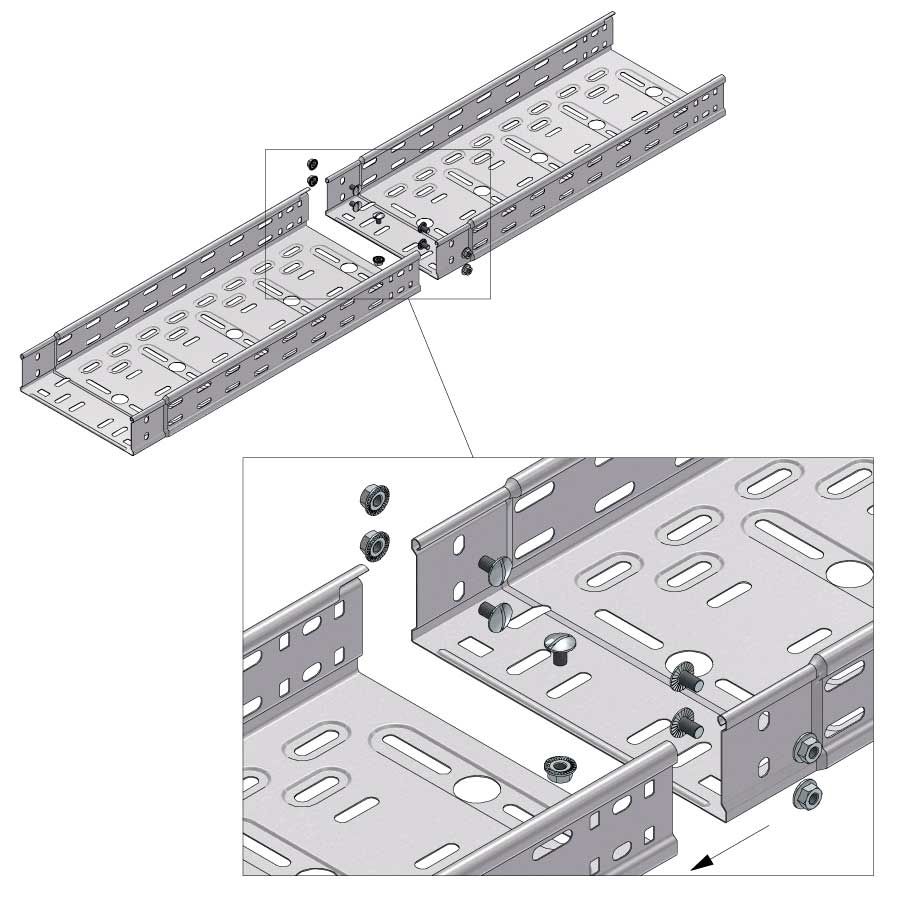

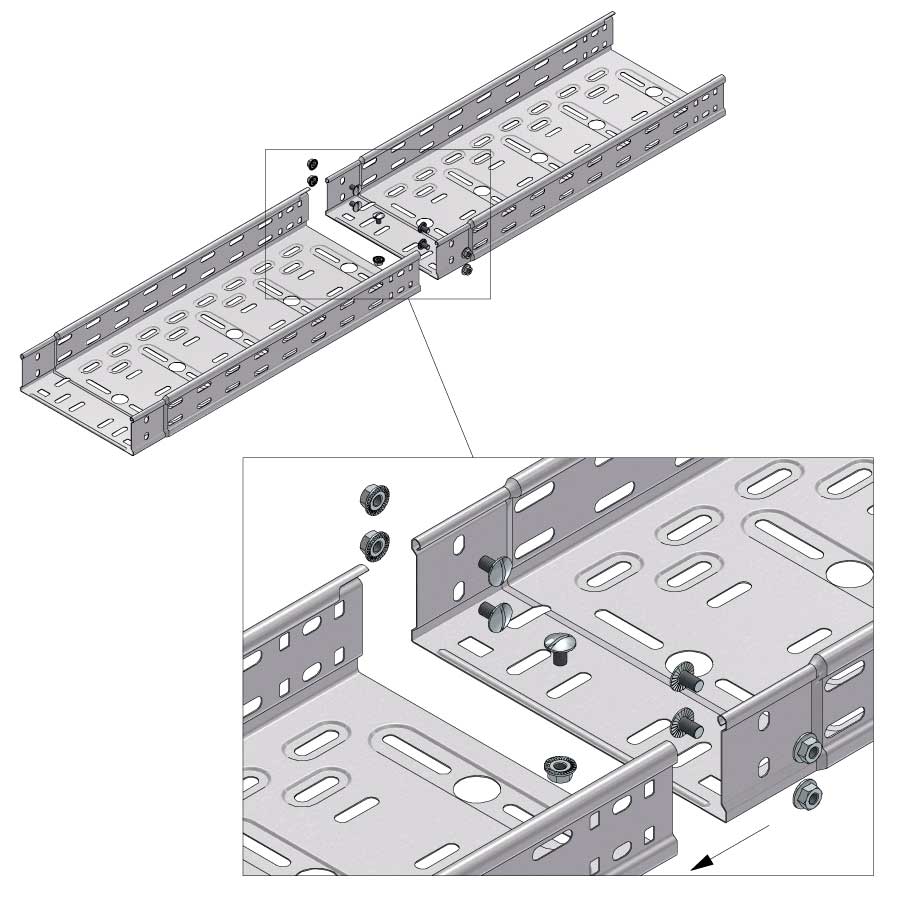

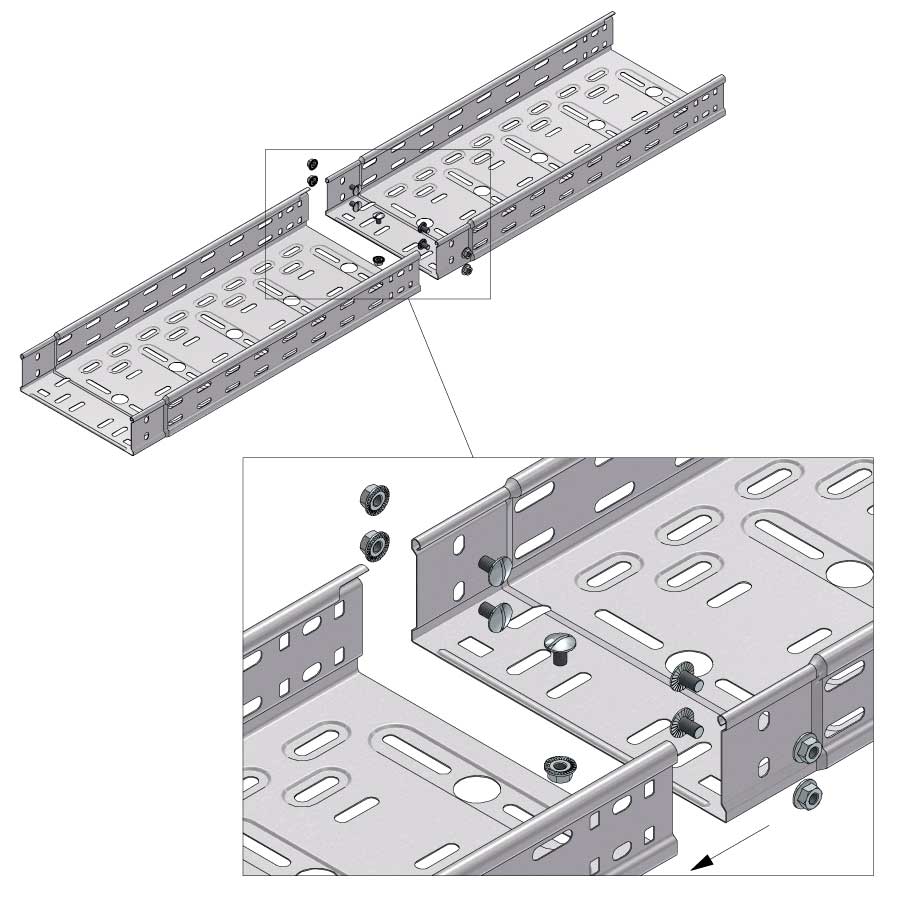

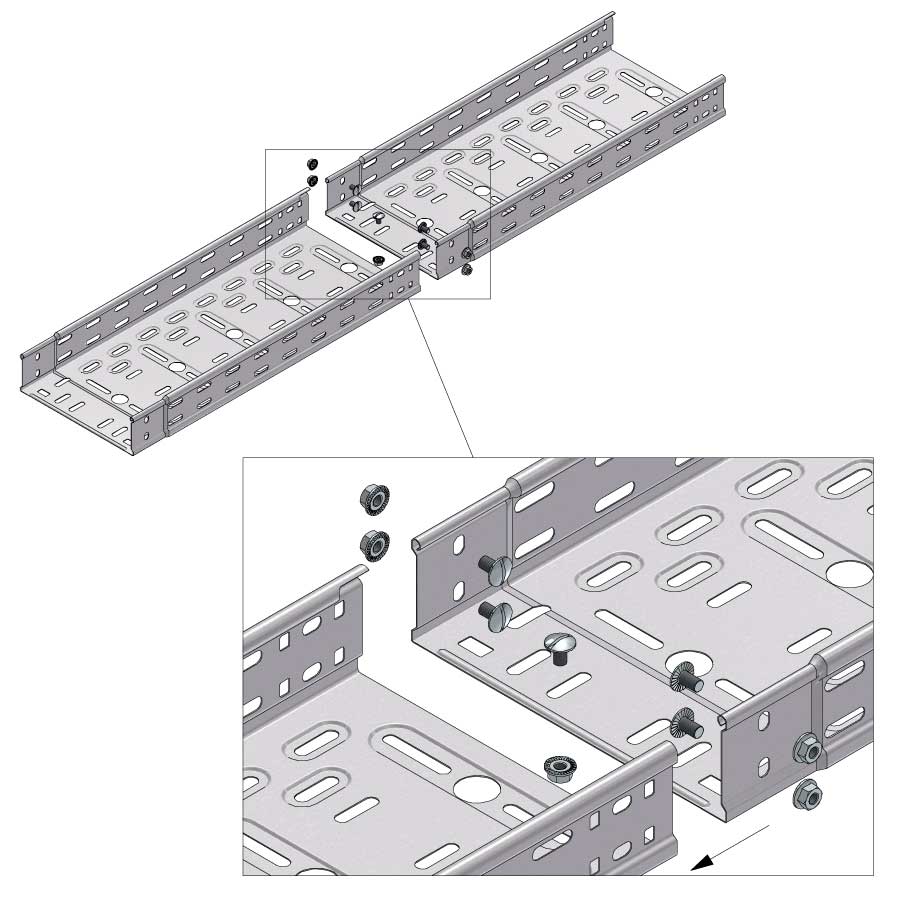

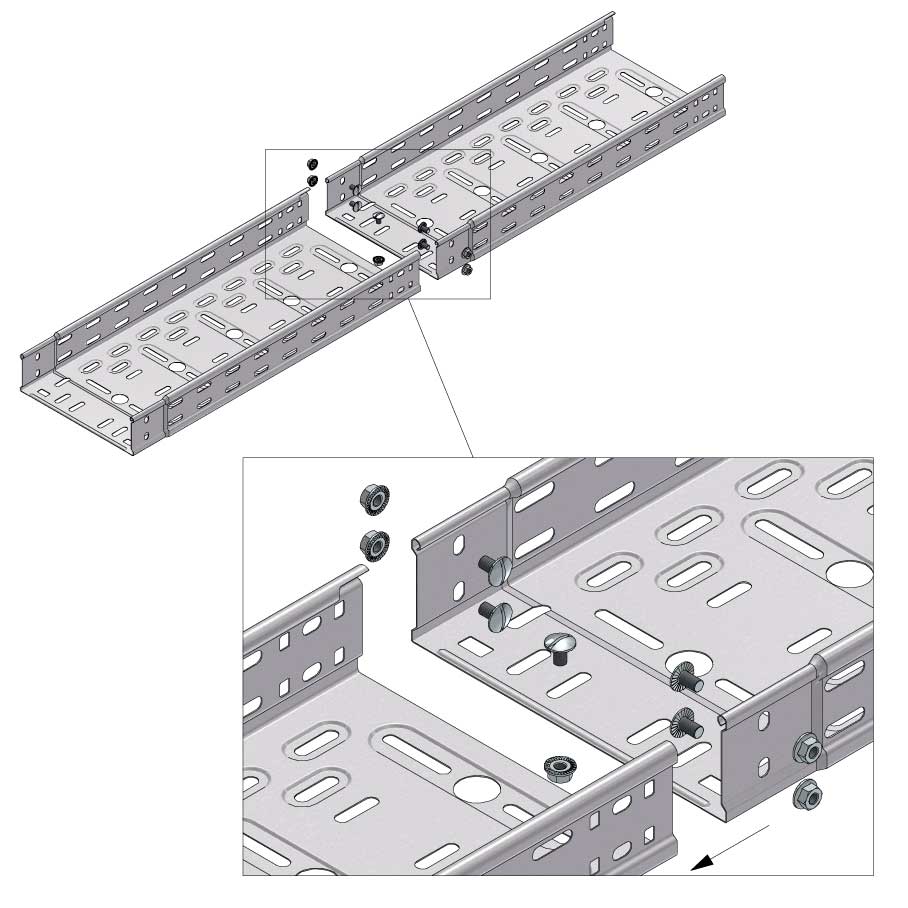

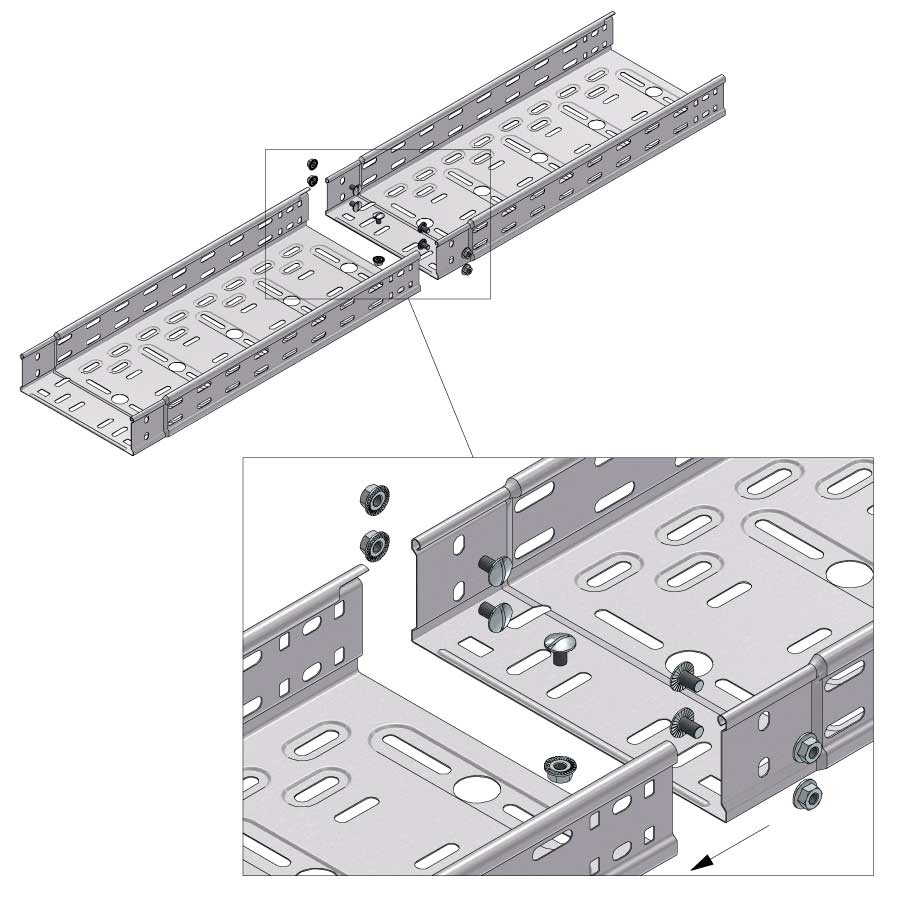

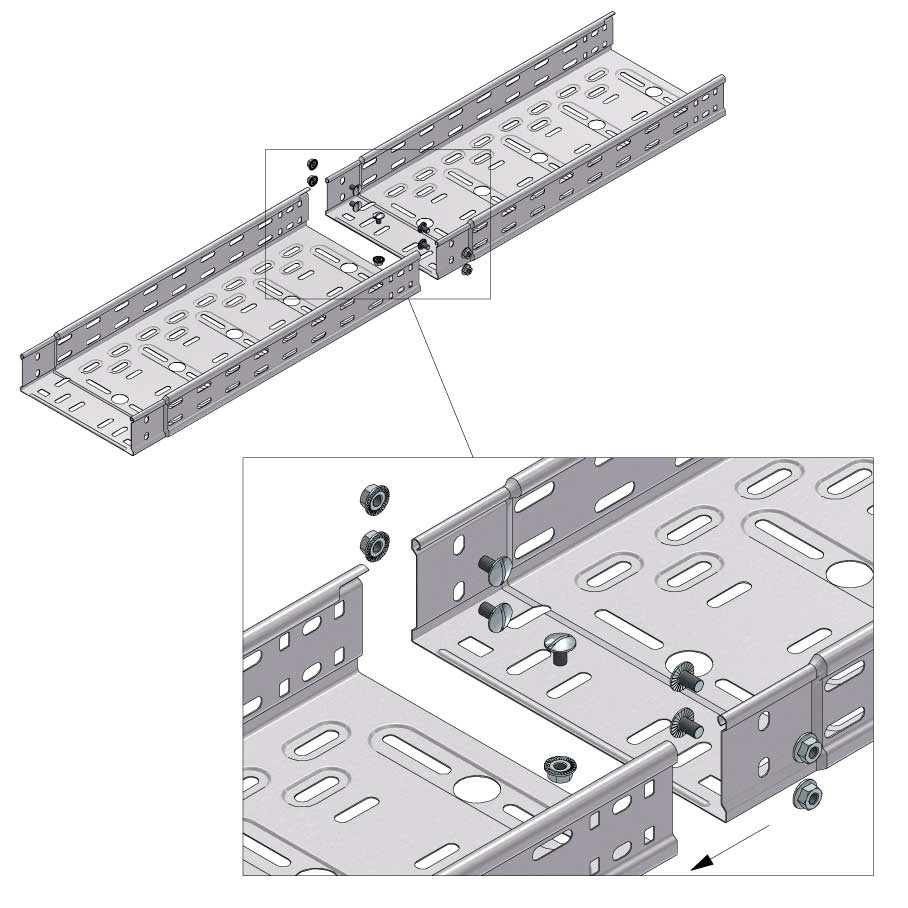

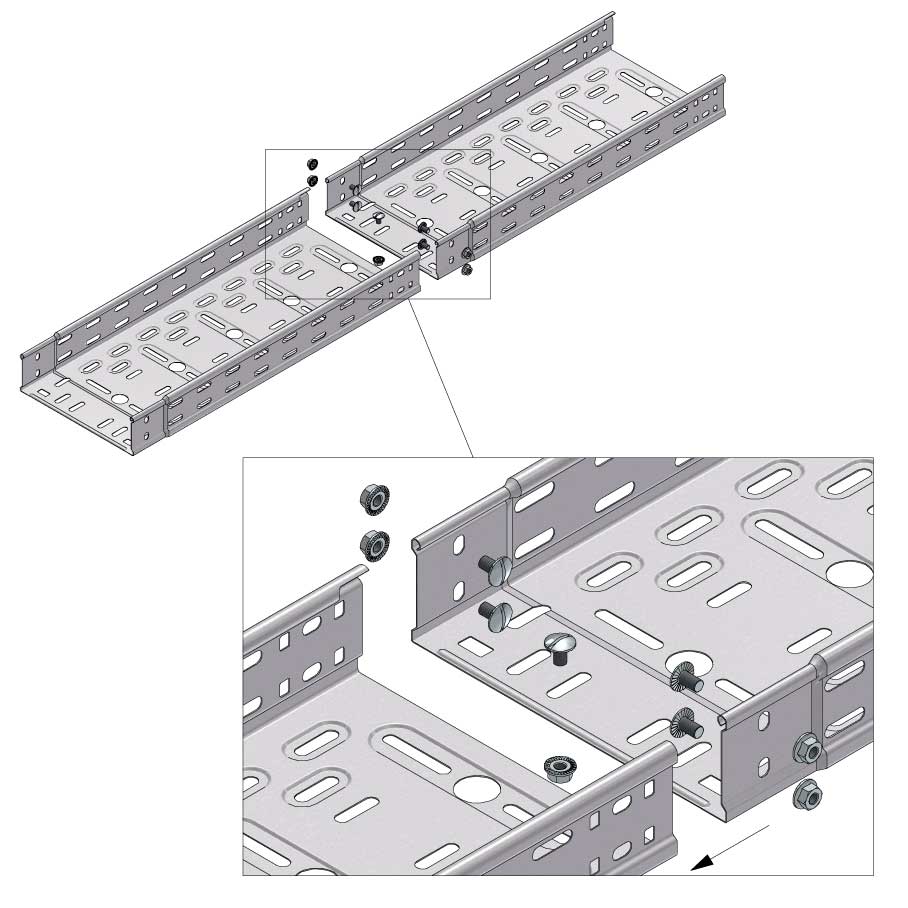

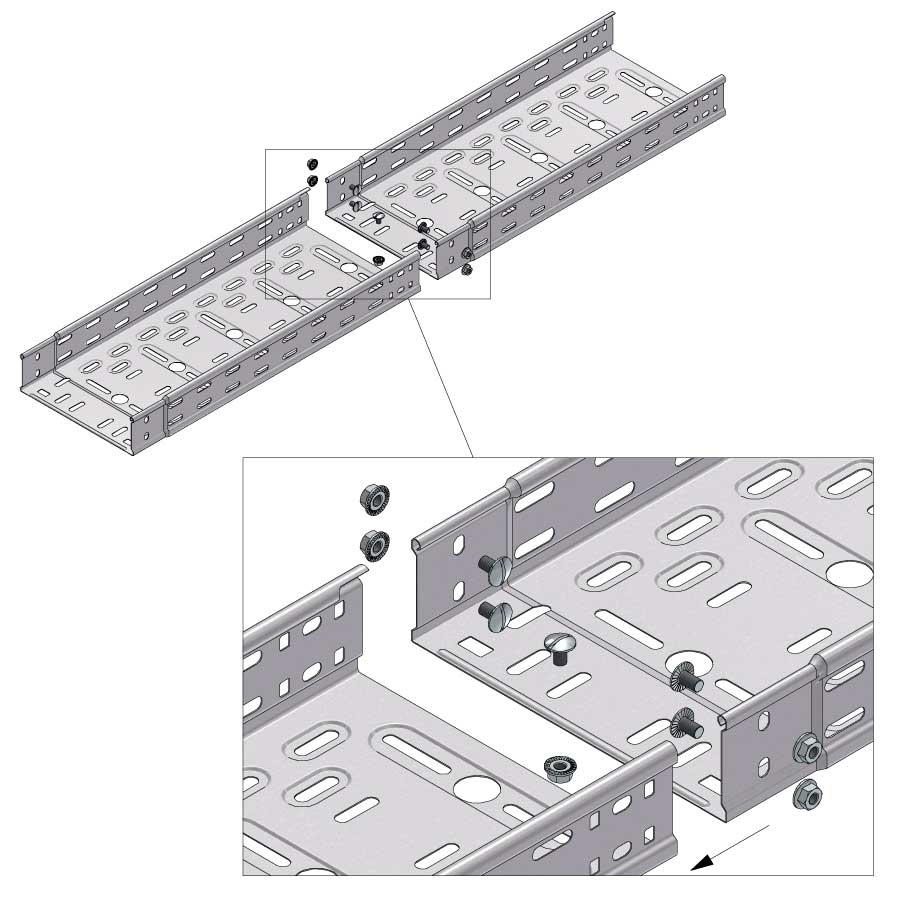

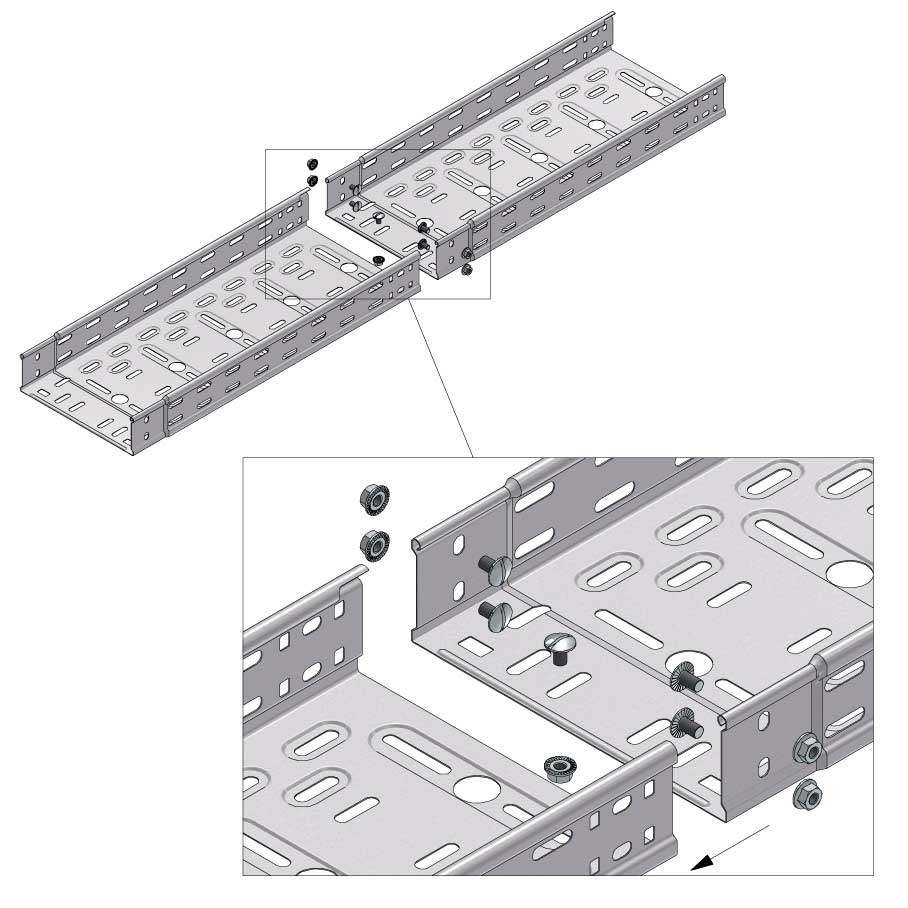
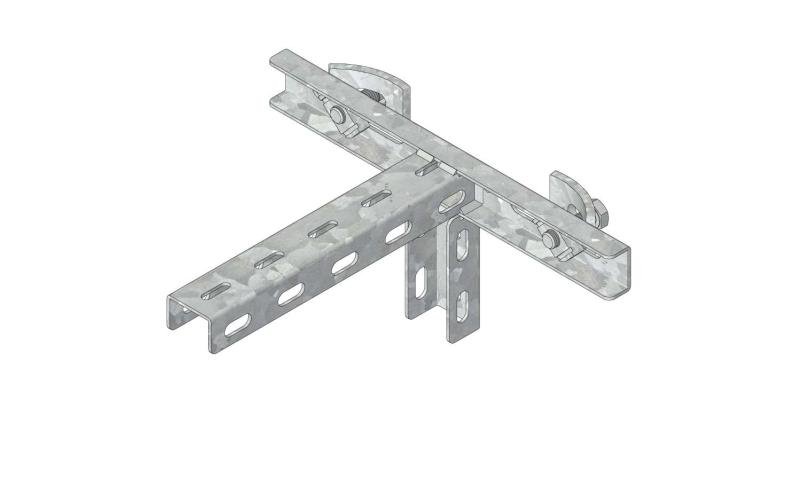
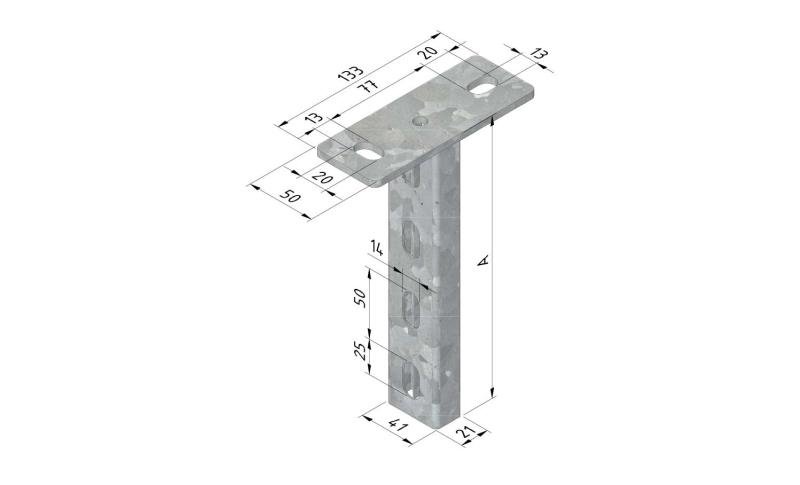
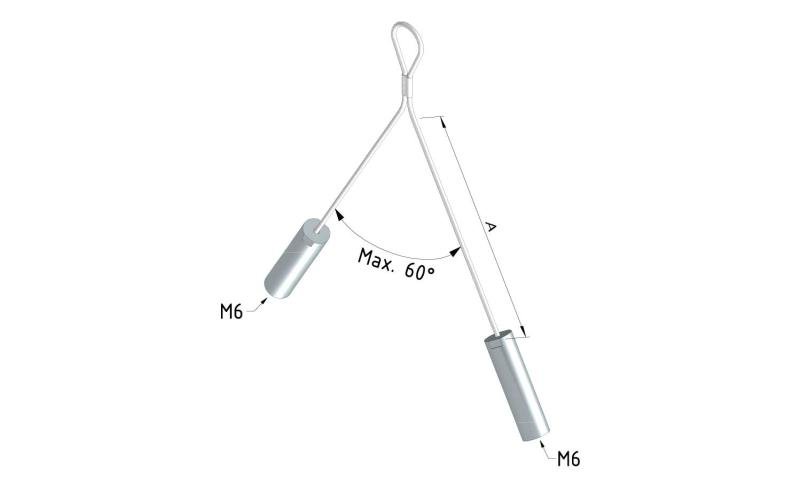
Montage
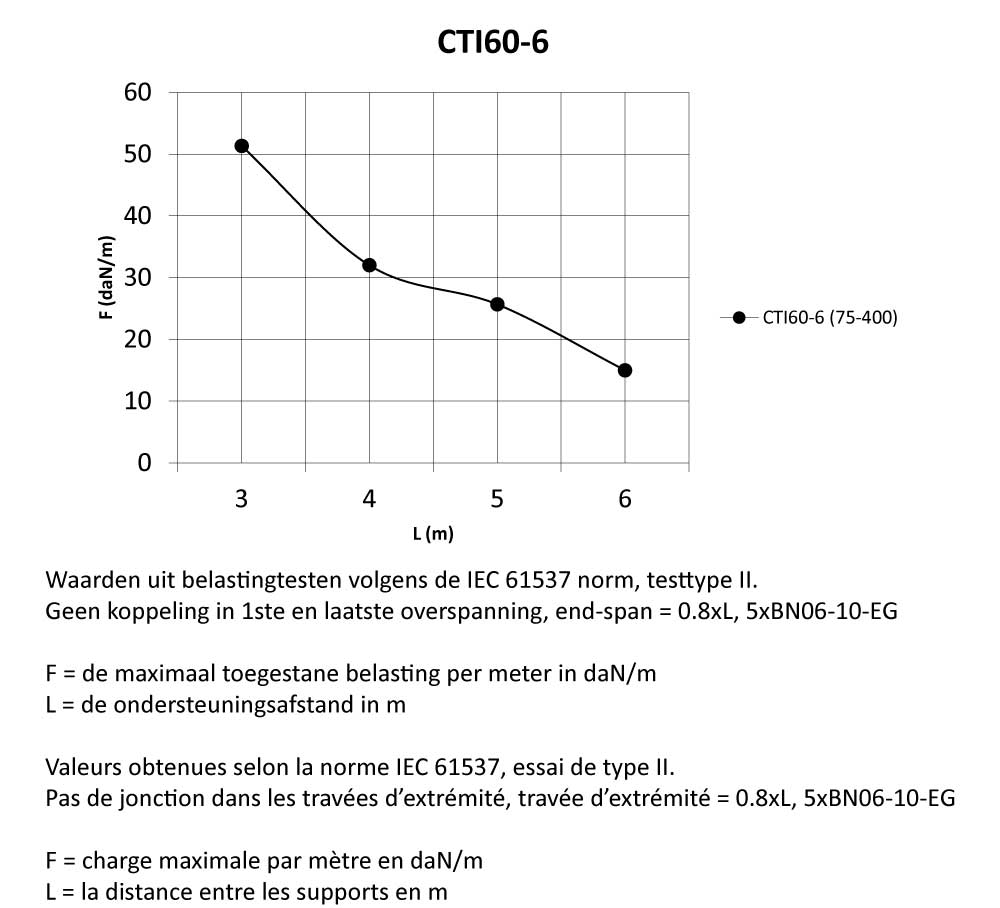
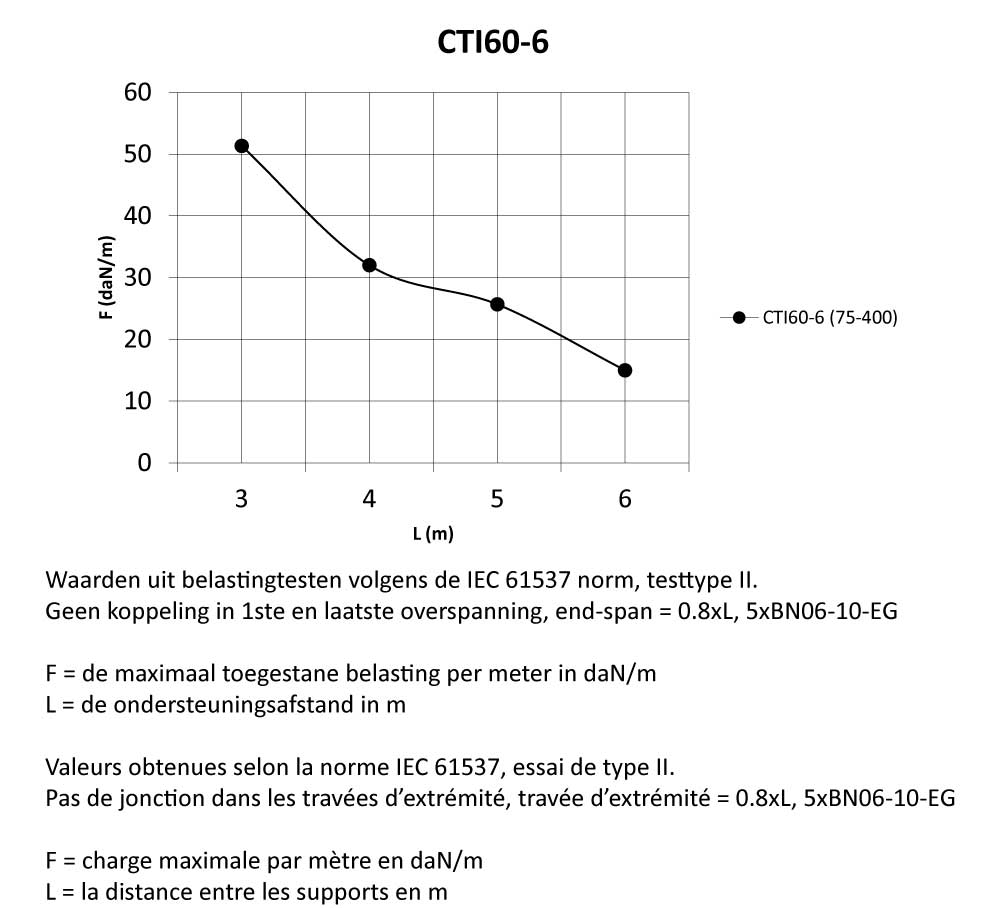
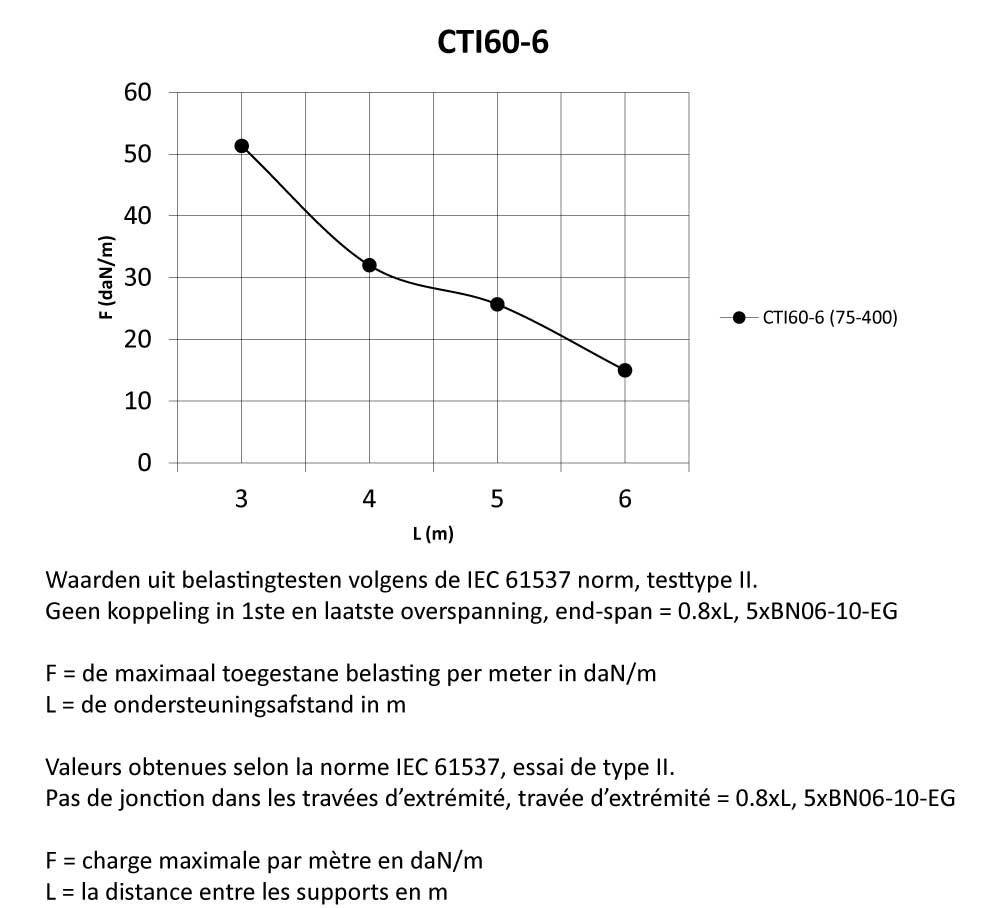
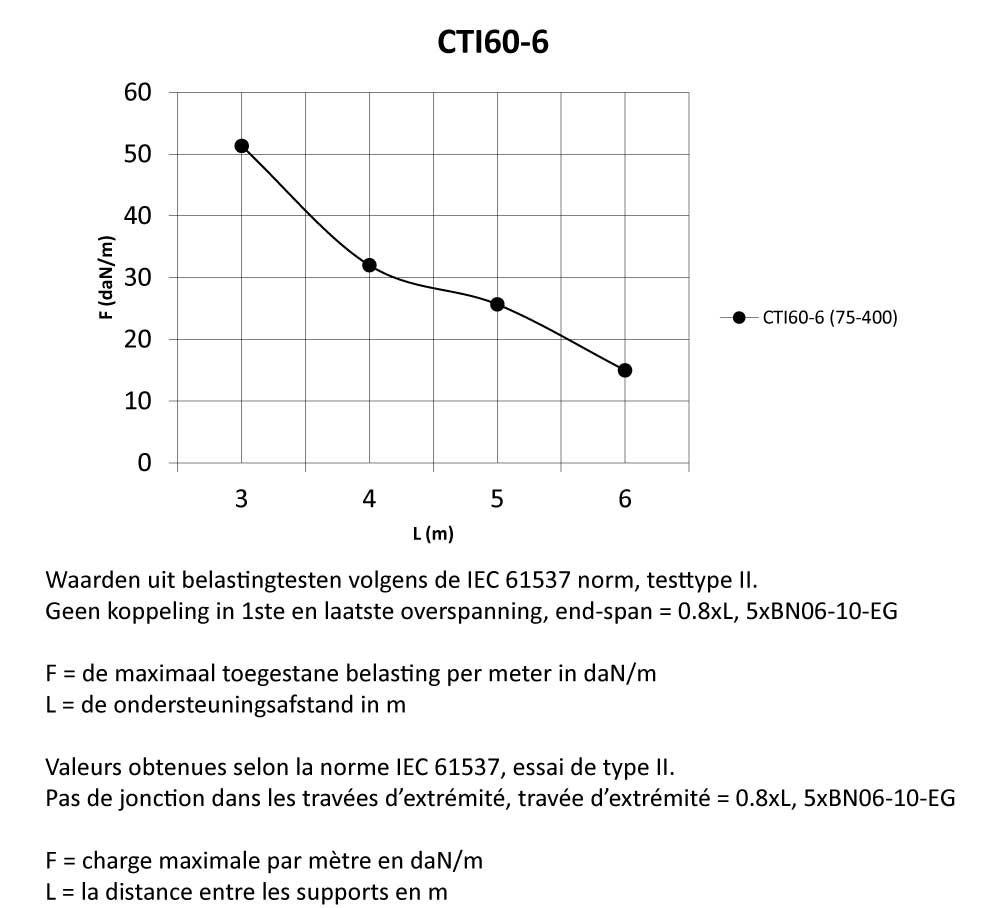
Lastdiagramm








































{kind=link}