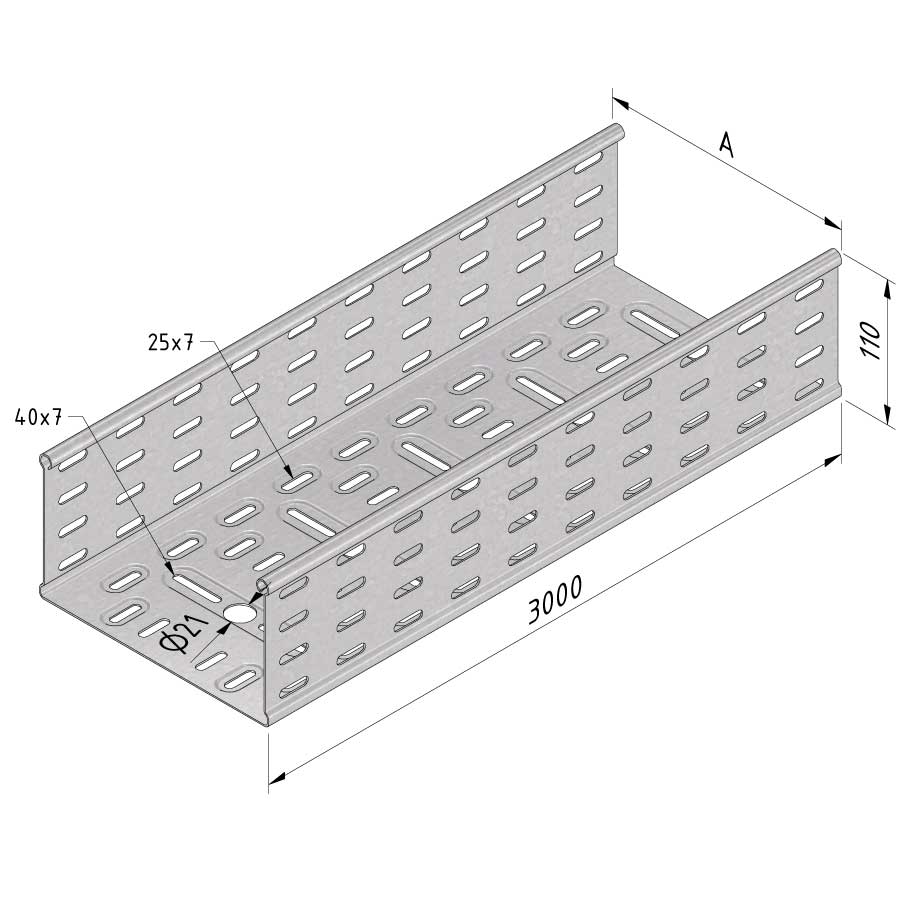
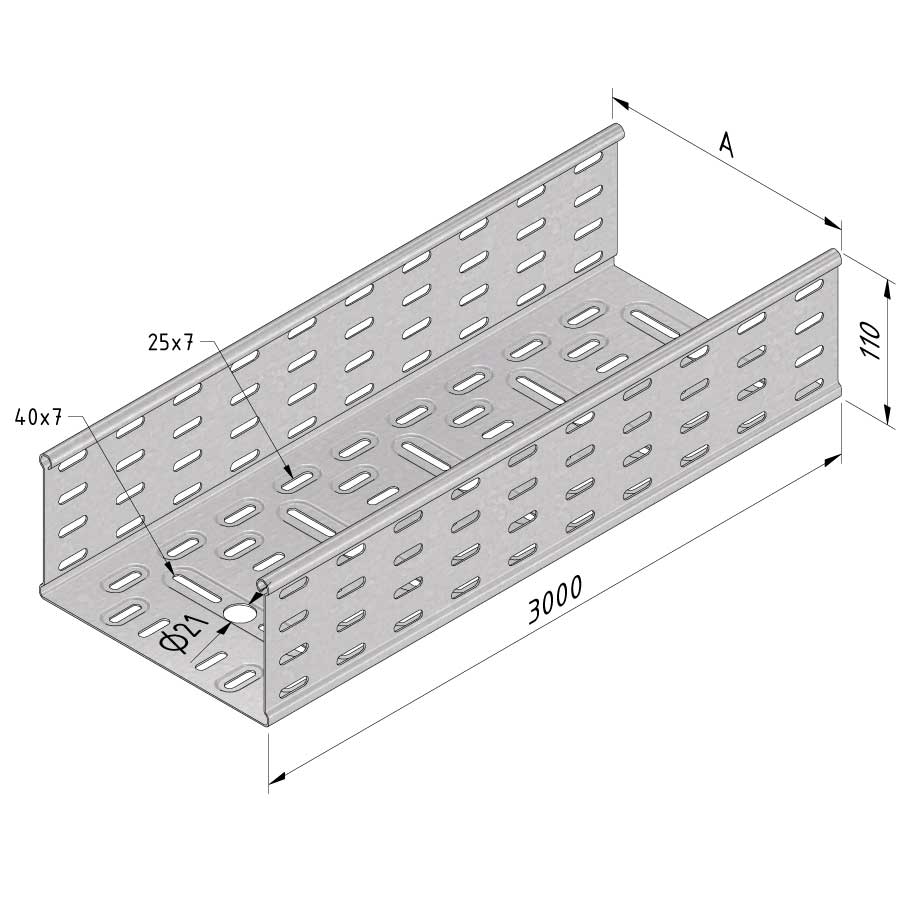
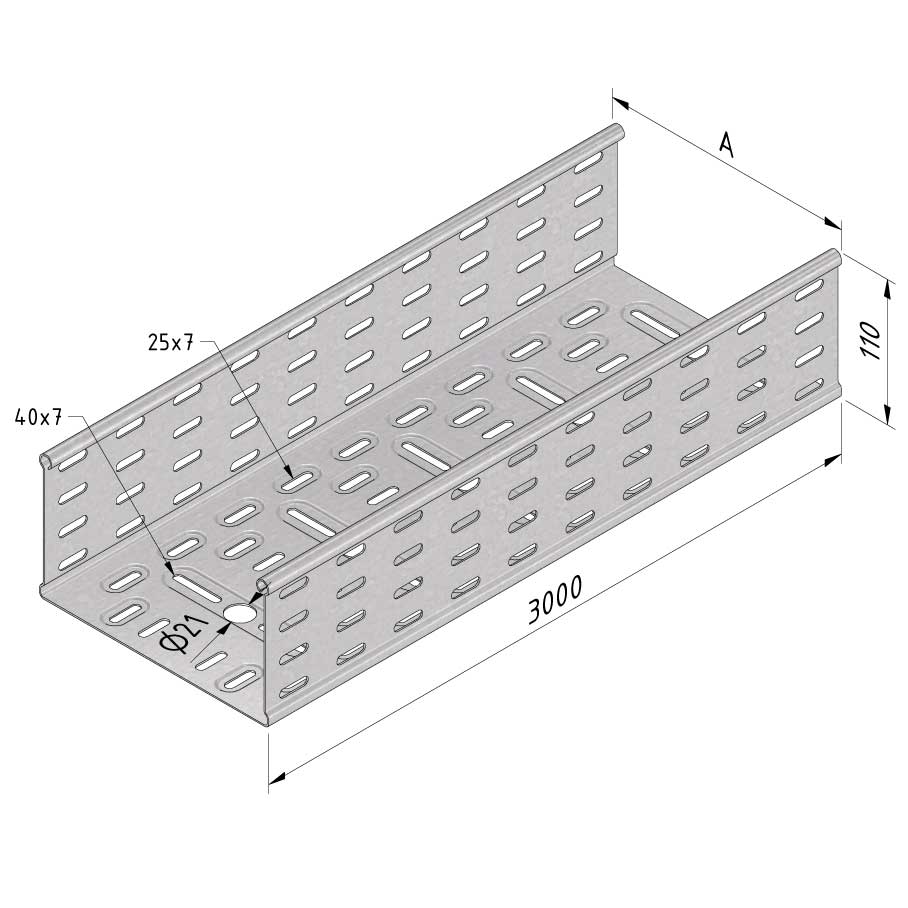
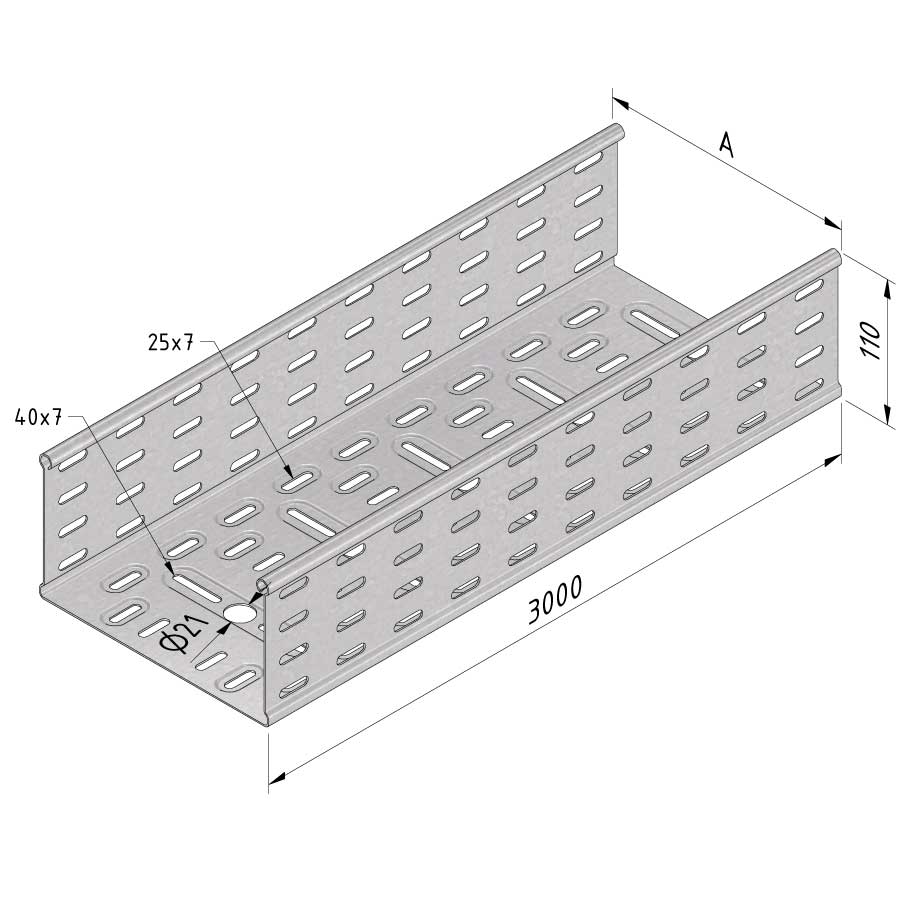
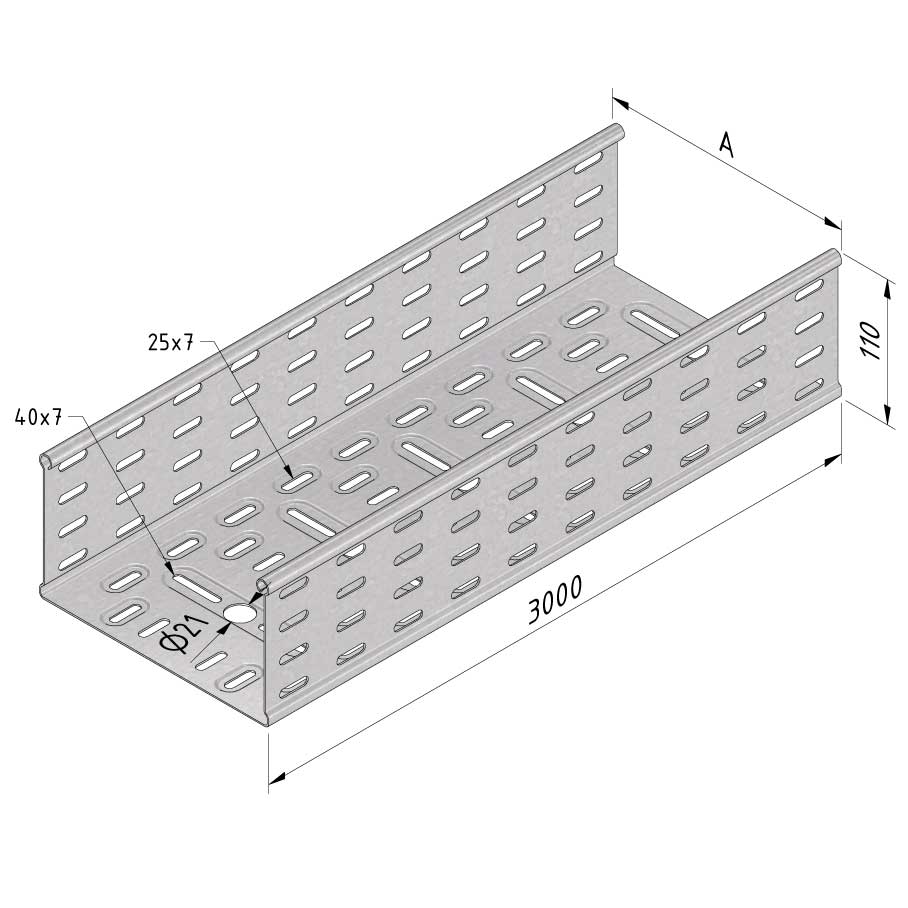
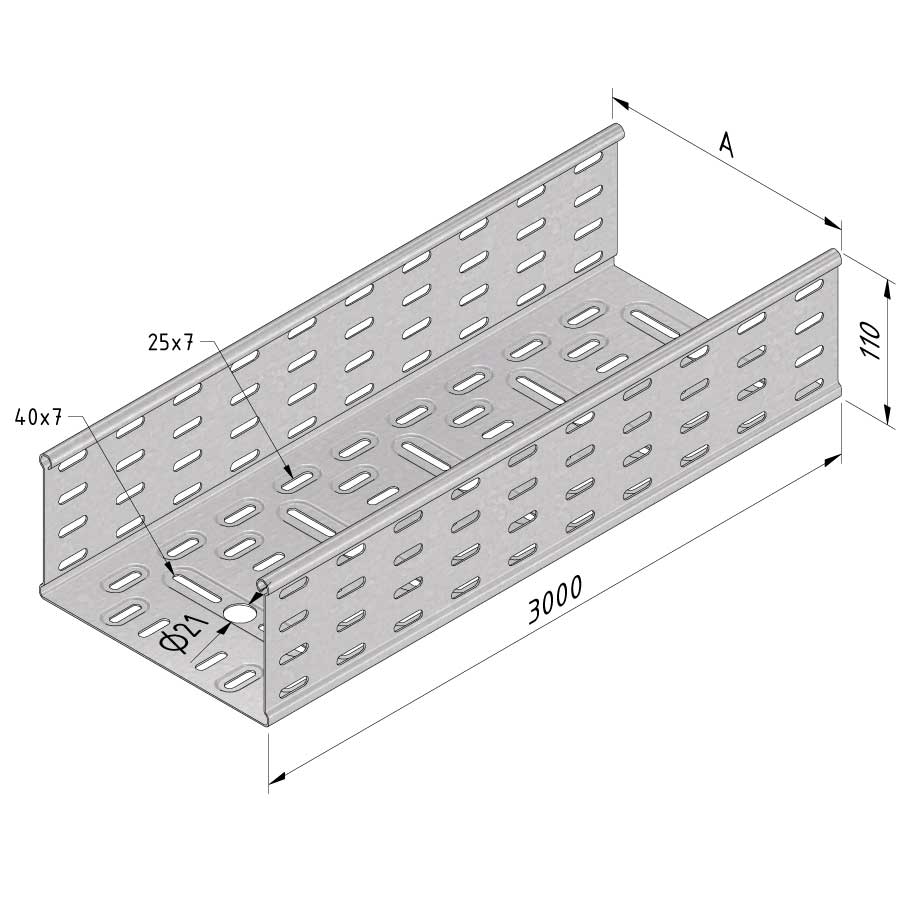
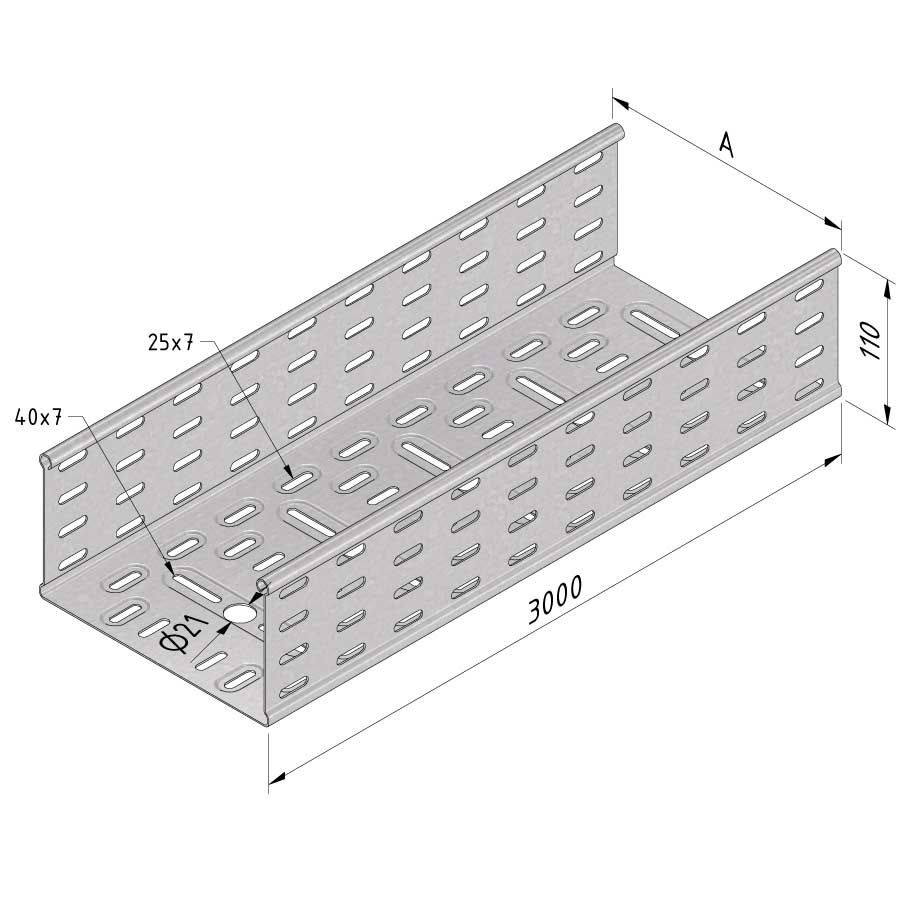
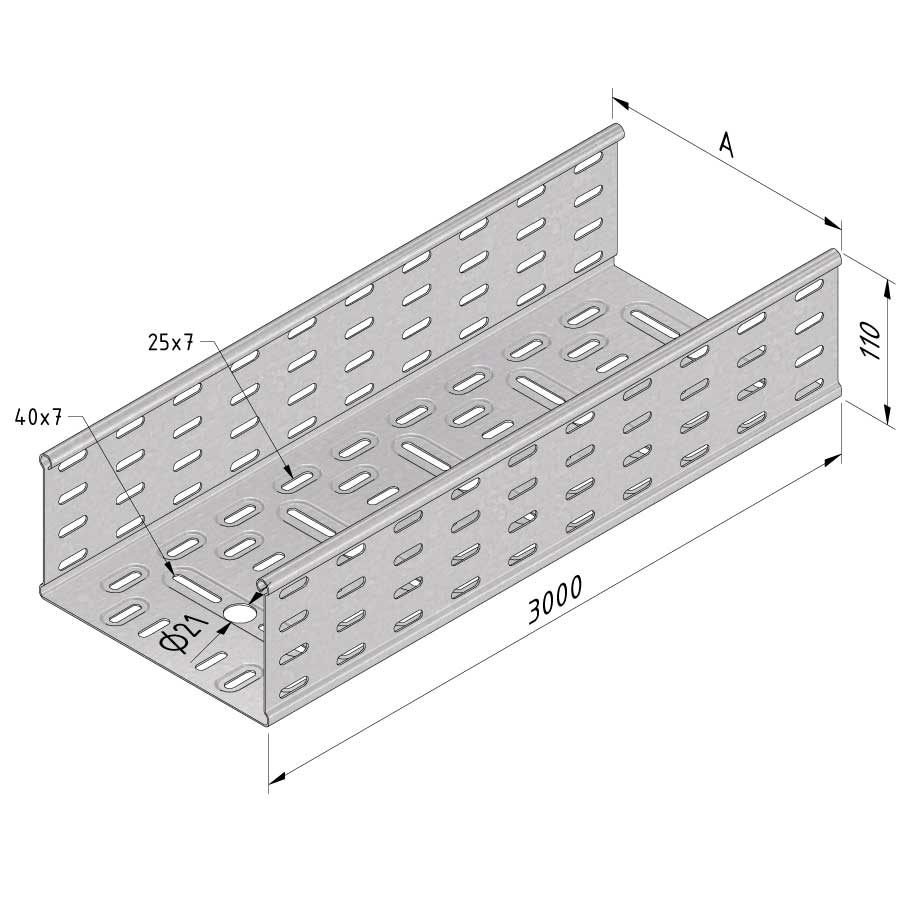
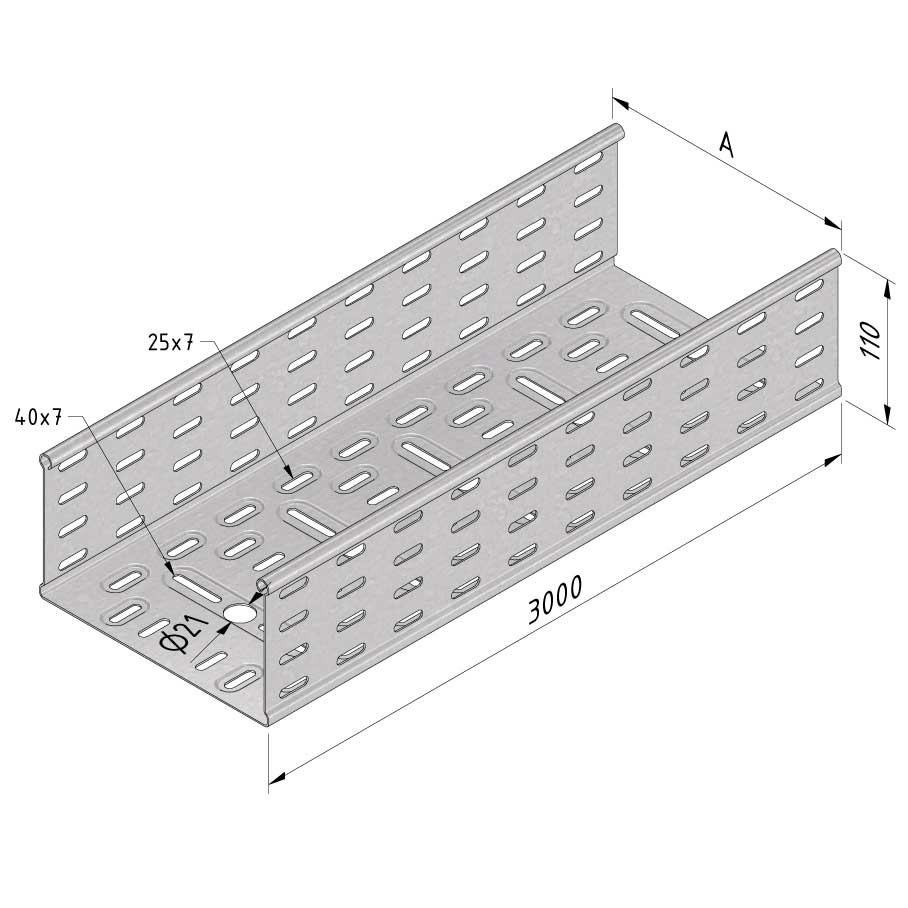
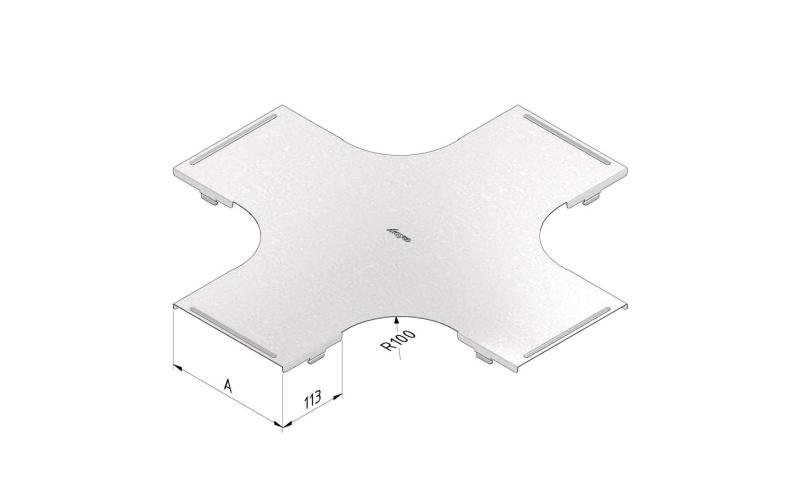
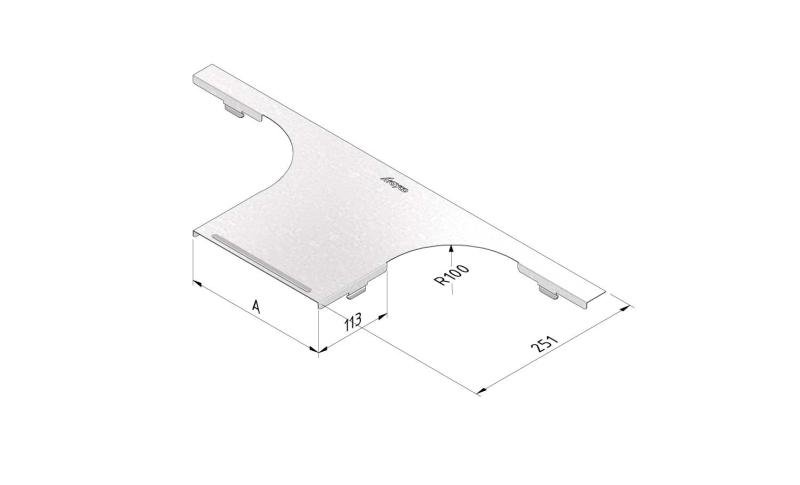
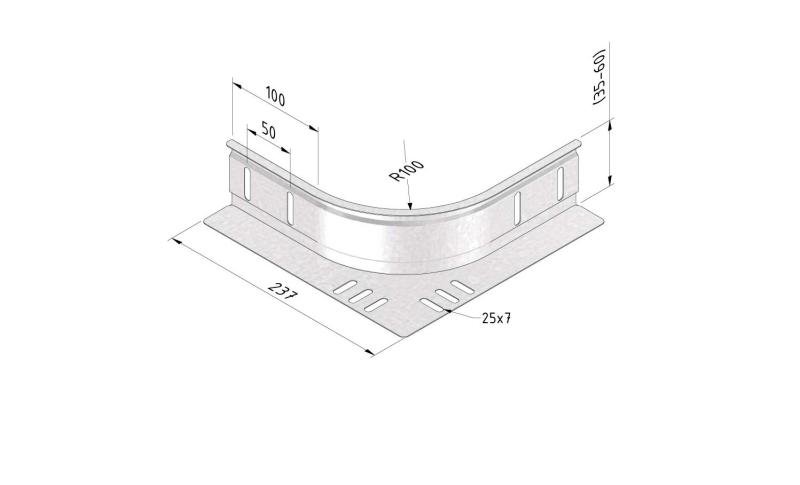
Kabelrinne gelocht
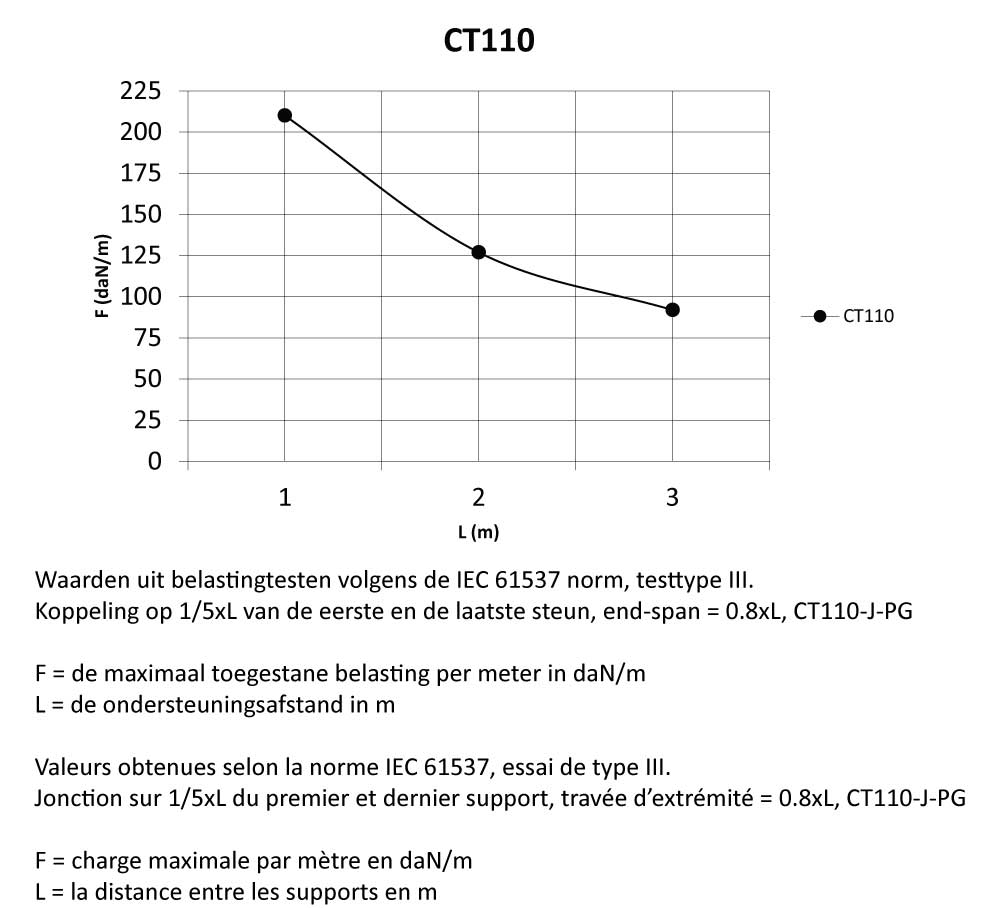
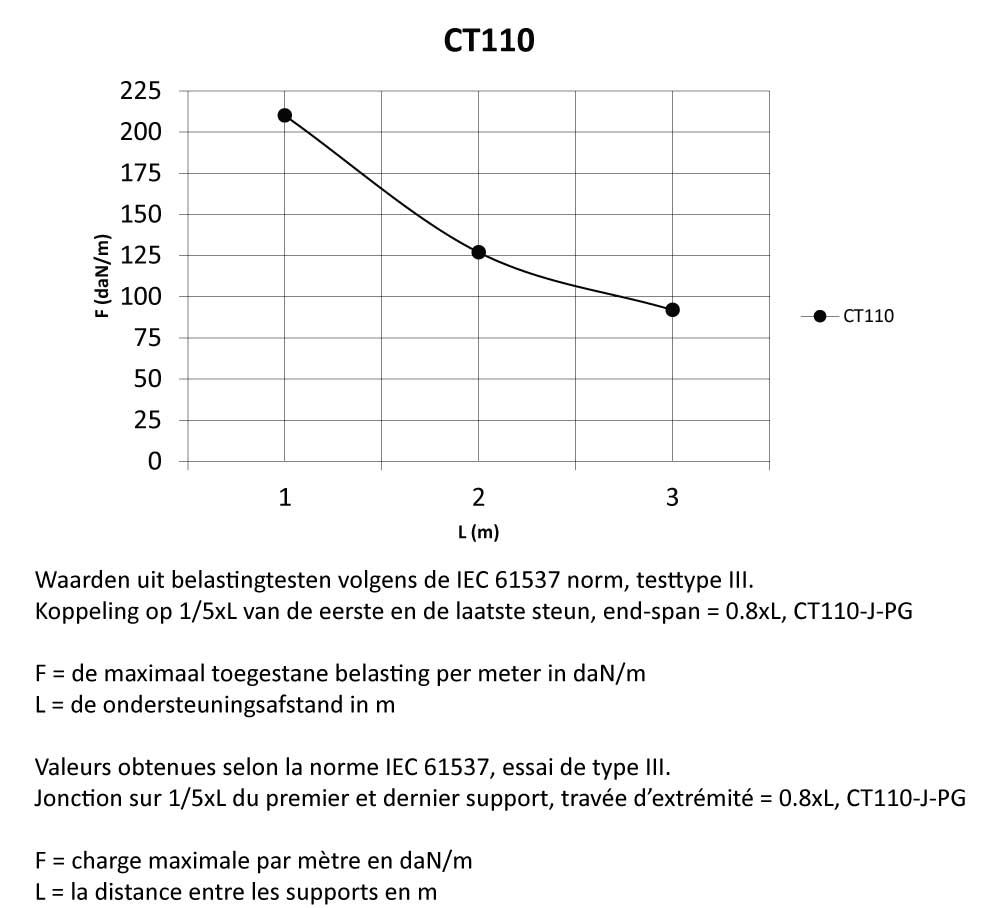
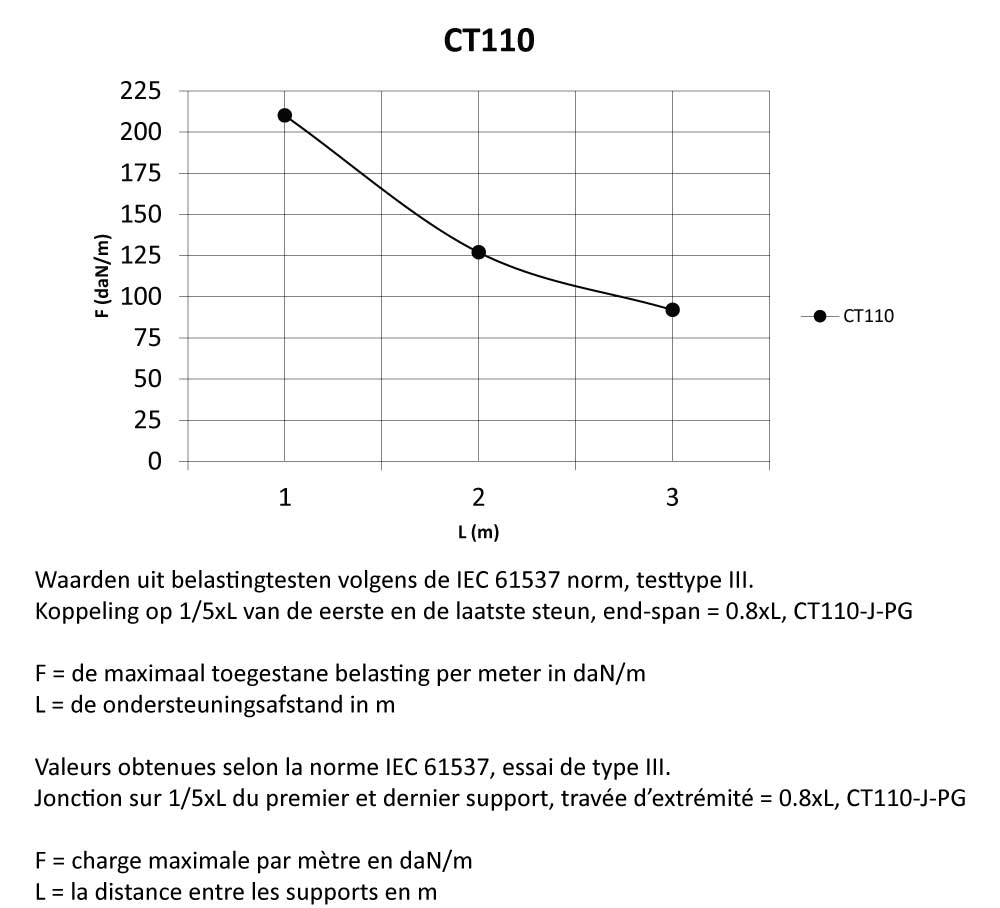
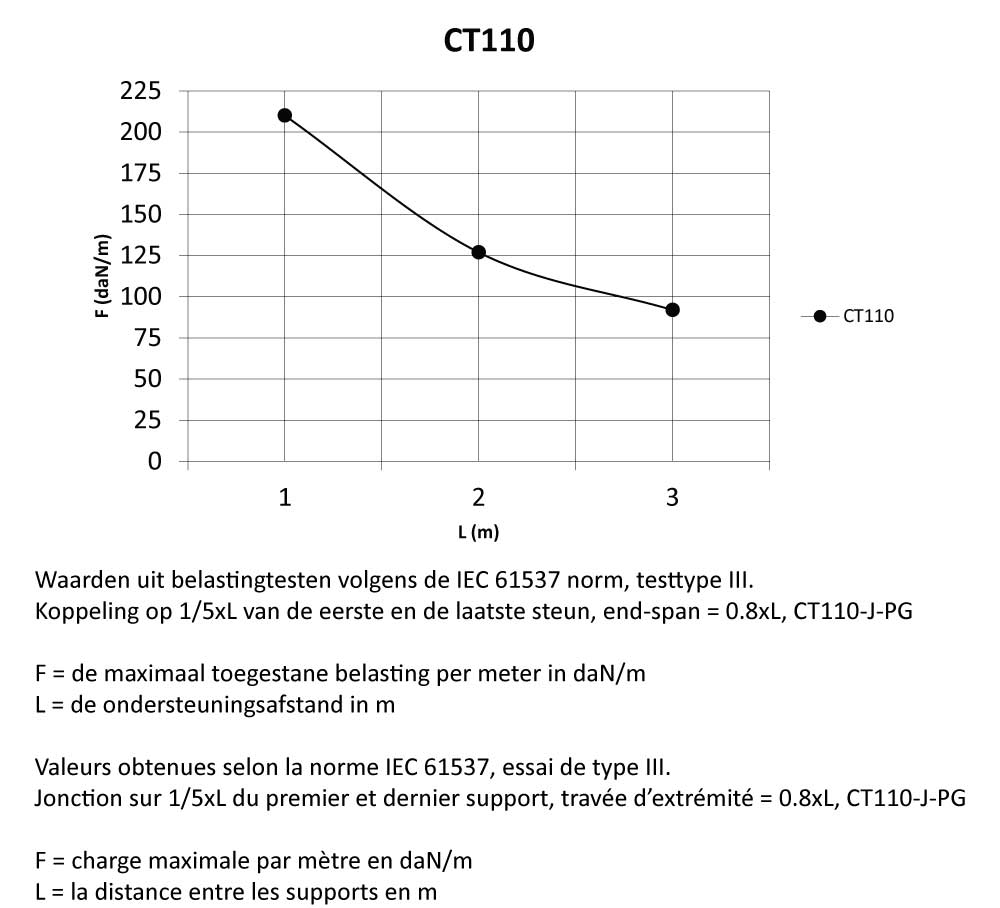
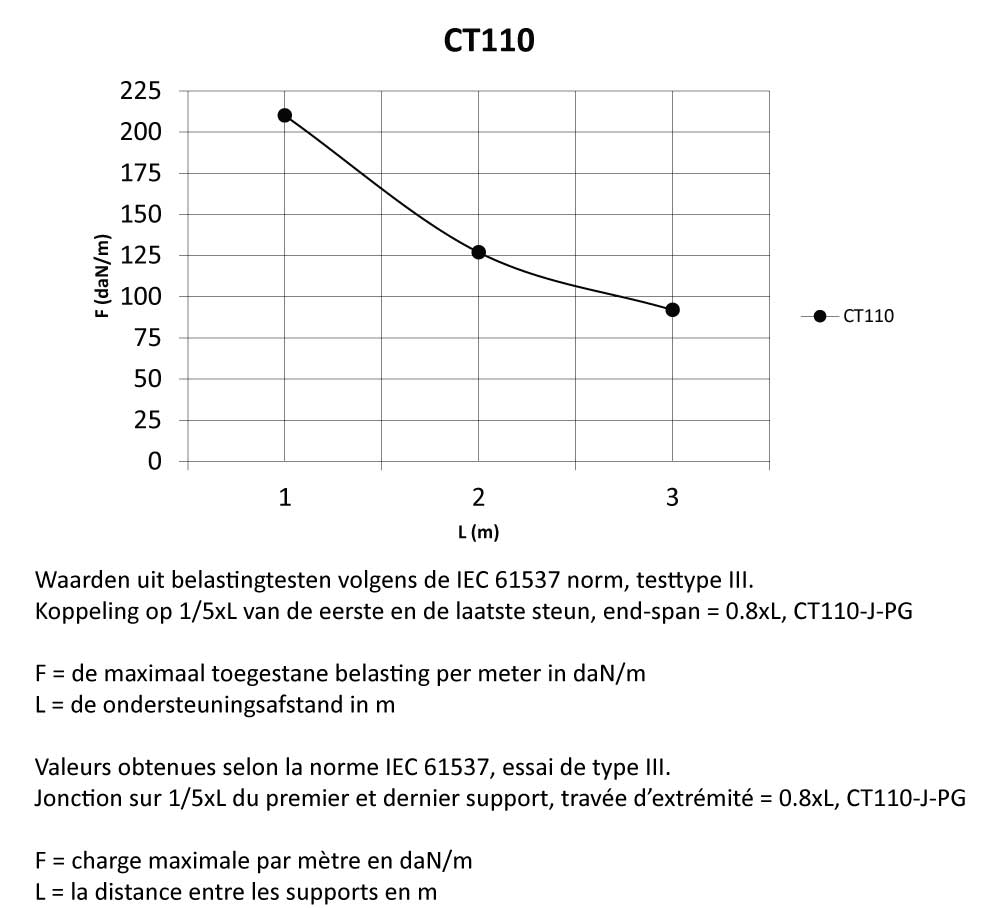
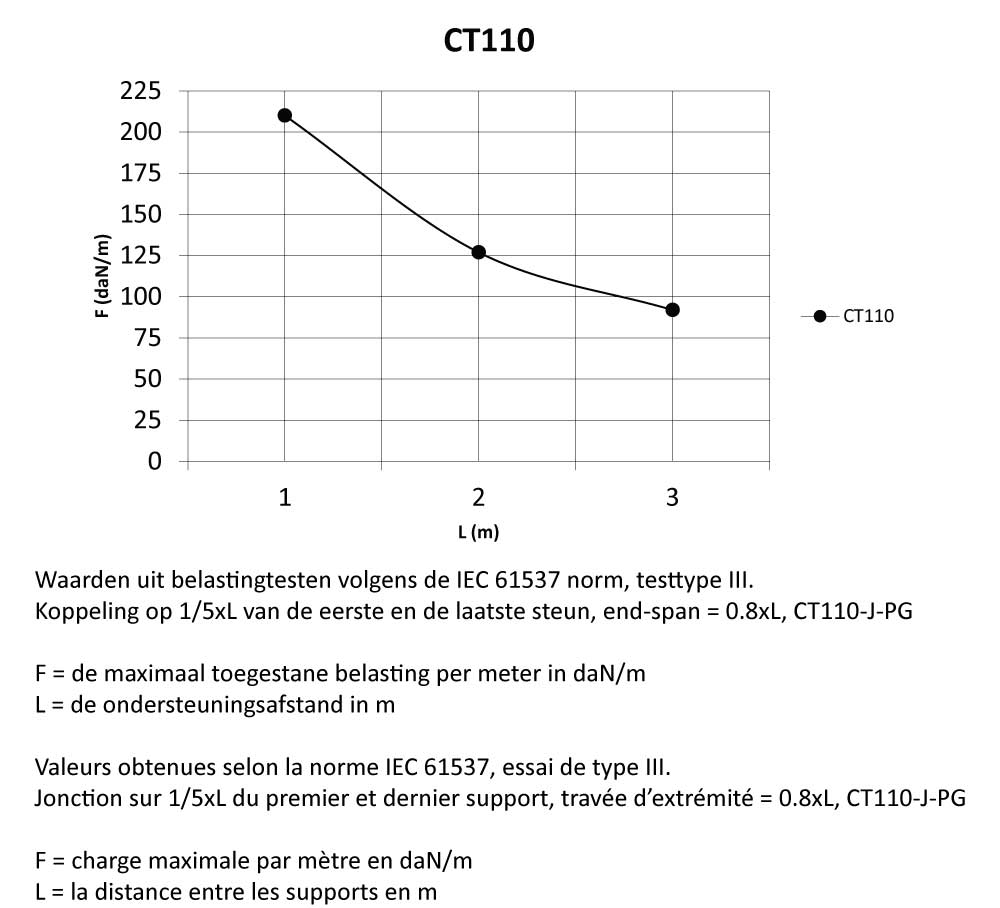
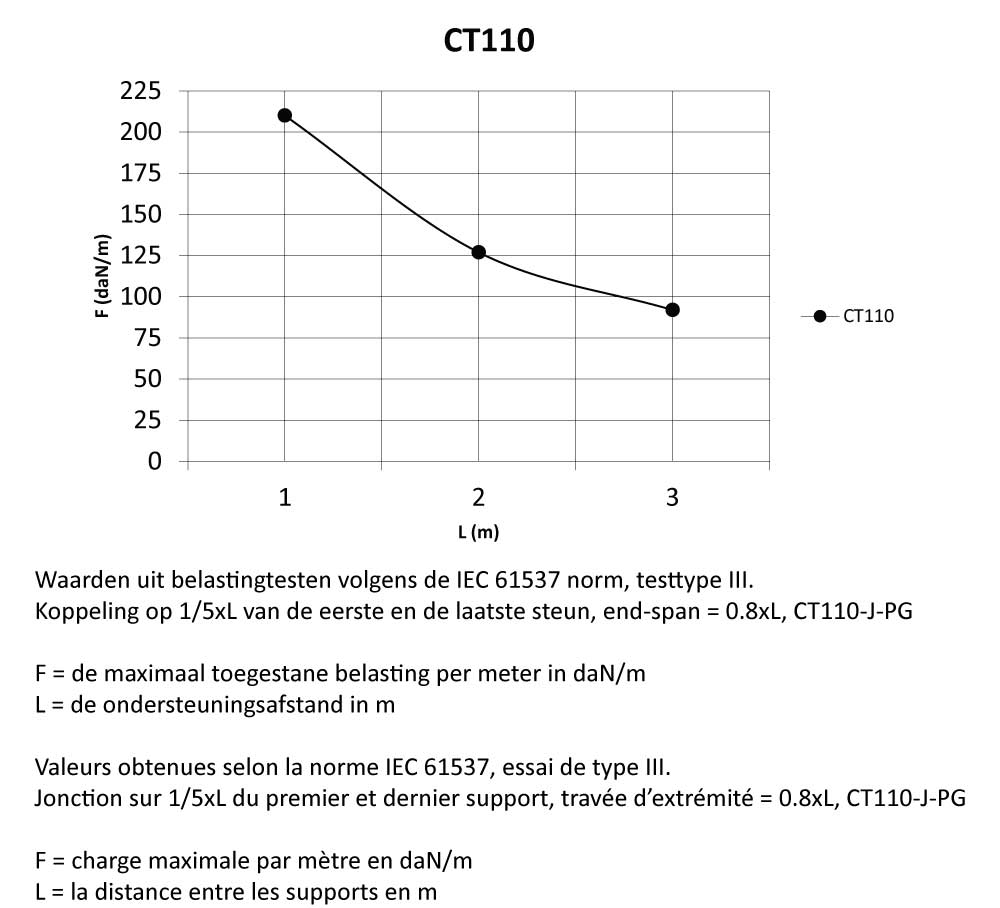
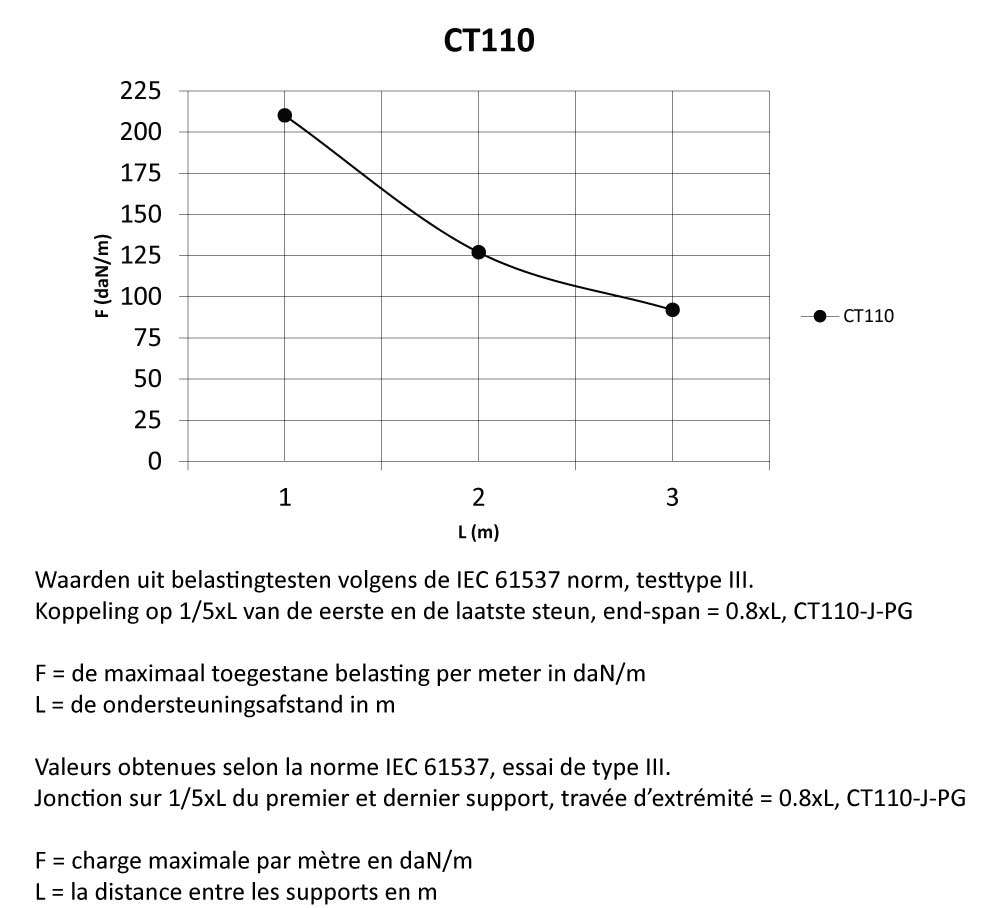
CT110


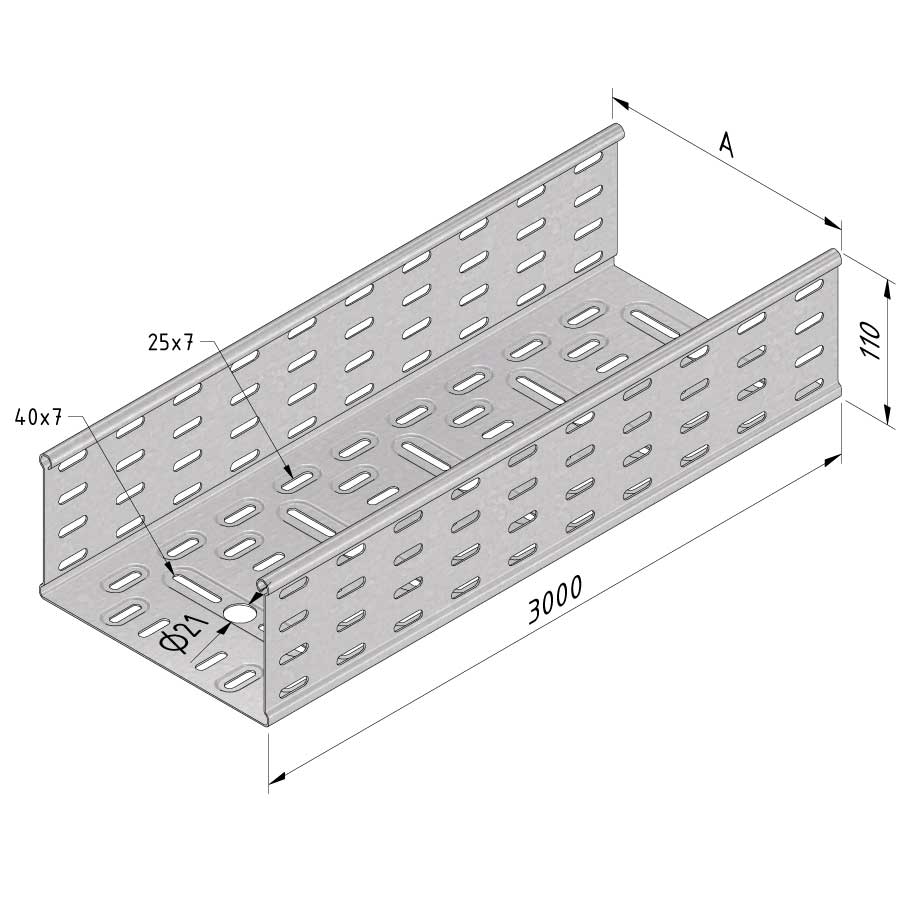
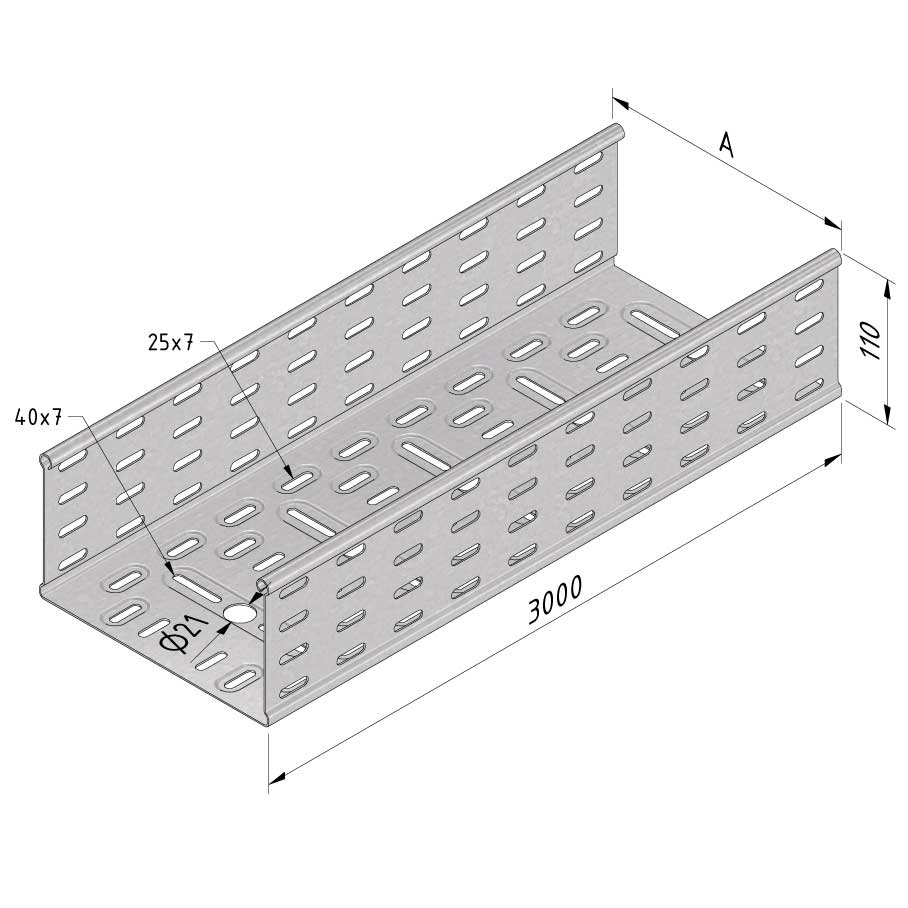
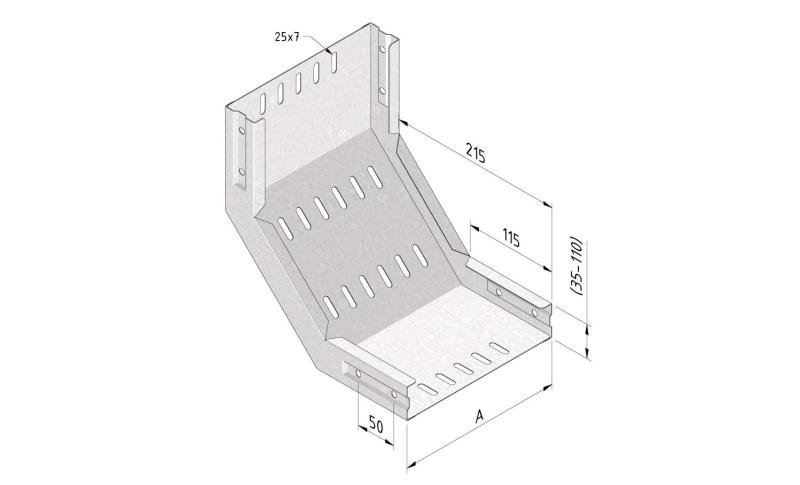
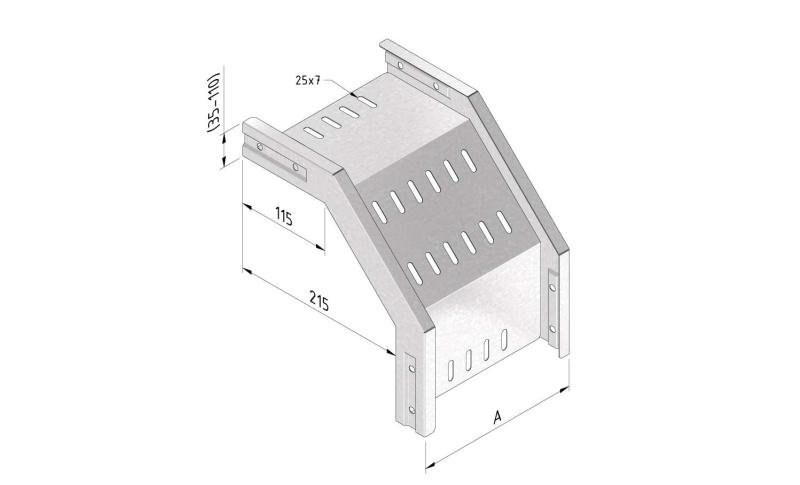
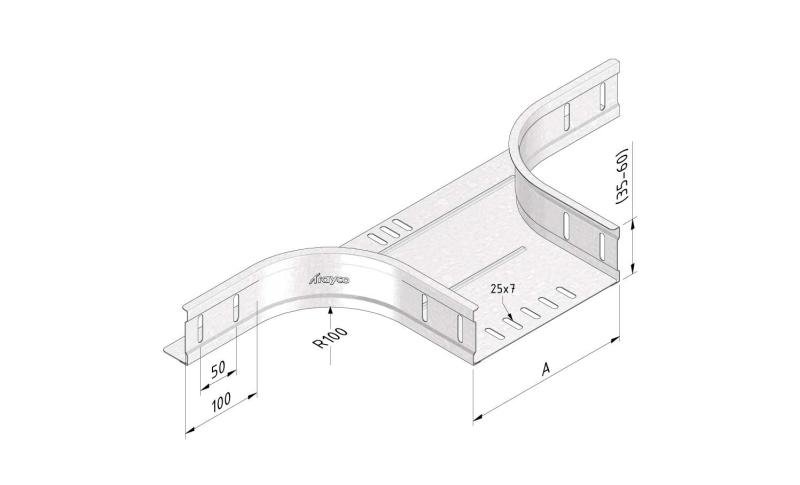
Kabelrinne gelocht
CT110
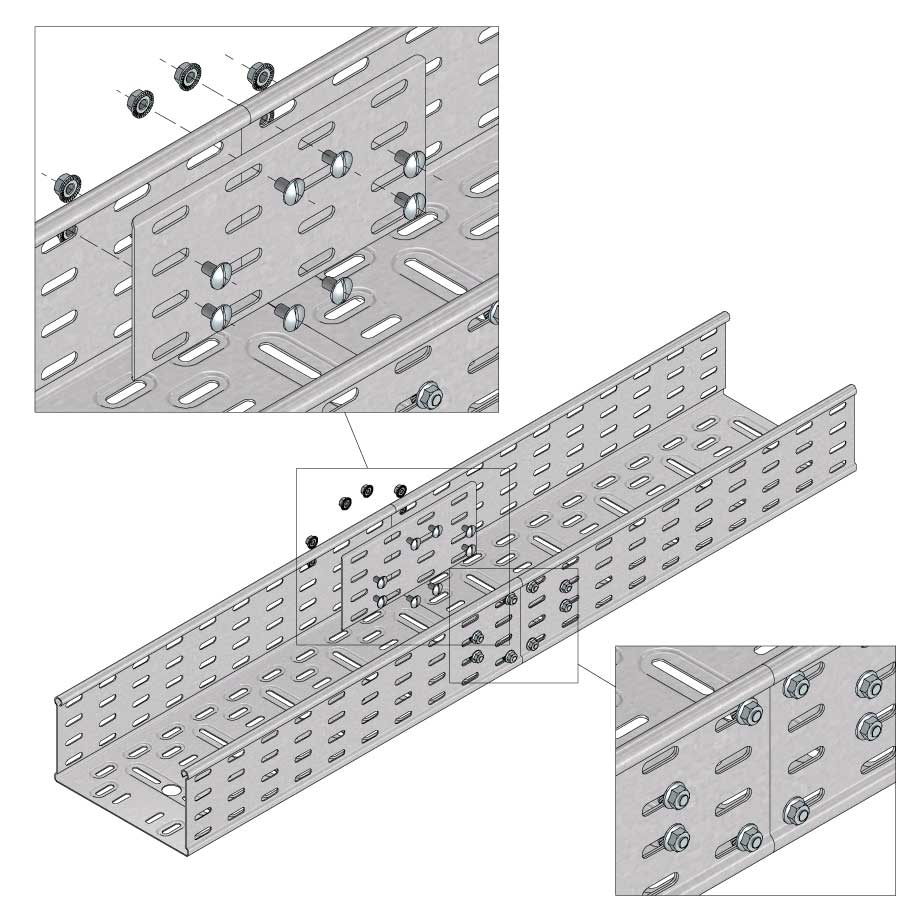
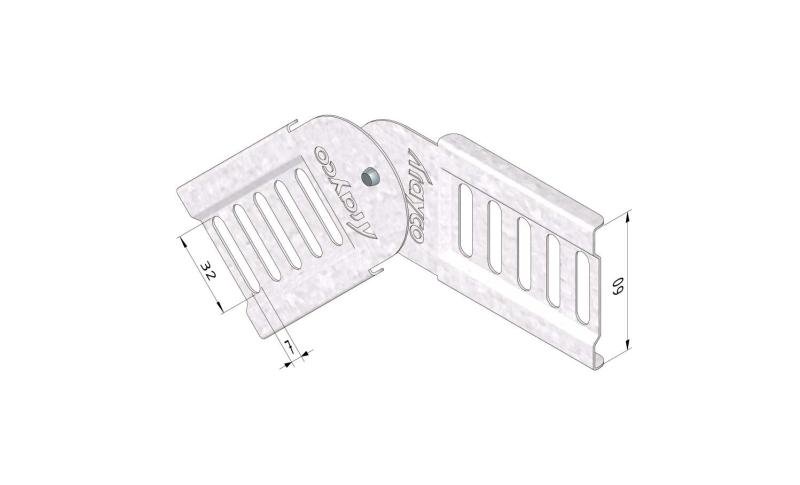
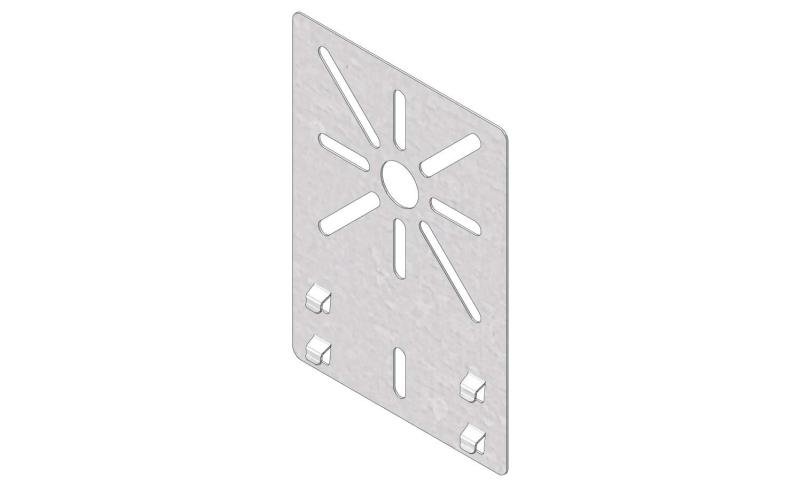
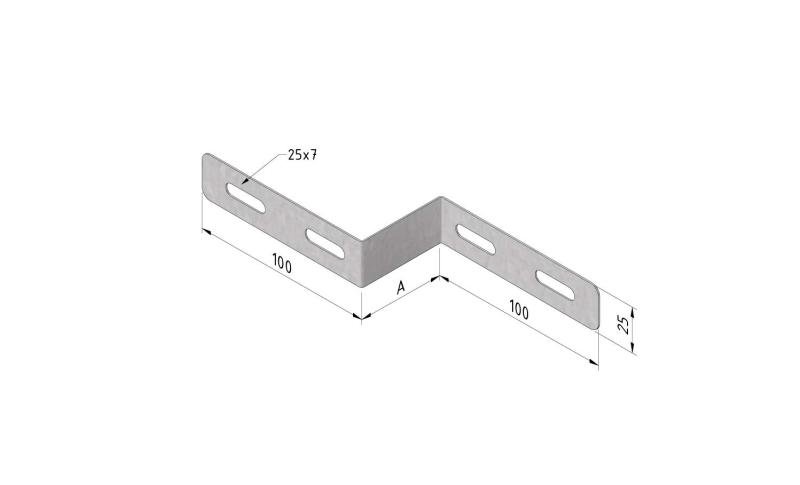
Verbinden mit CT110-J + BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | maß A | Nutzfläche (cm²) | Verpackung | |||
|---|---|---|---|---|---|---|---|---|
|
|
11565 |
CT110-150-10-3PG |
PG
|
150
|
152.7
|
3
|
Standard
|
|
|
|
11566 |
CT110-200-12-3PG |
PG
|
200
|
207.03
|
3
|
Standard
|
|
|
|
11567 |
CT110-300-12-3PG |
PG
|
300
|
315.68
|
3
|
Standard
|
|
|
|
11568 |
CT110-400-12-3PG |
PG
|
400
|
424.33
|
3
|
Standard
|
|
|
|
11569 |
CT110-500-12-3PG |
PG
|
500
|
532.98
|
3
|
Standard
|
|
|
|
11577 |
CT110-150-10-3DG |
DG
|
150
|
152.7
|
3
|
|
|
|
|
11578 |
CT110-200-12-3DG |
DG
|
200
|
207.03
|
3
|
|
|
|
|
11579 |
CT110-300-12-3DG |
DG
|
300
|
315.68
|
3
|
|
|
|
|
11580 |
CT110-400-12-3DG |
DG
|
400
|
424.33
|
3
|
|
|
|
|
11581 |
CT110-500-12-3DG |
DG
|
500
|
532.98
|
3
|
|
|
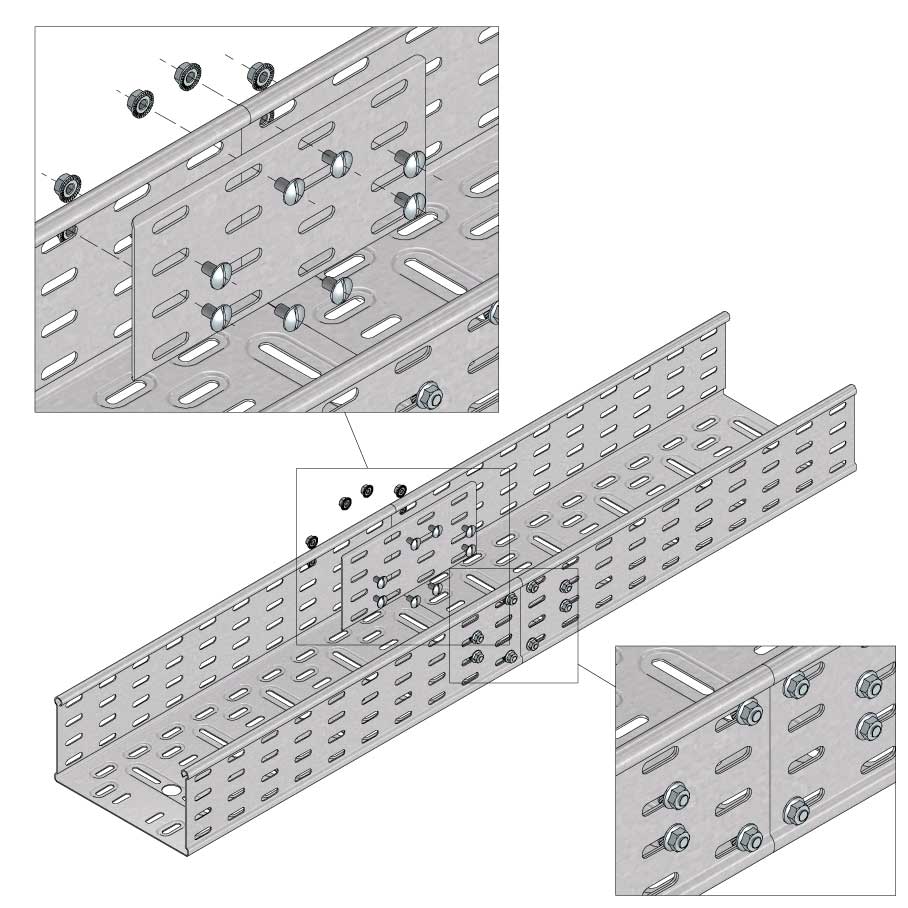

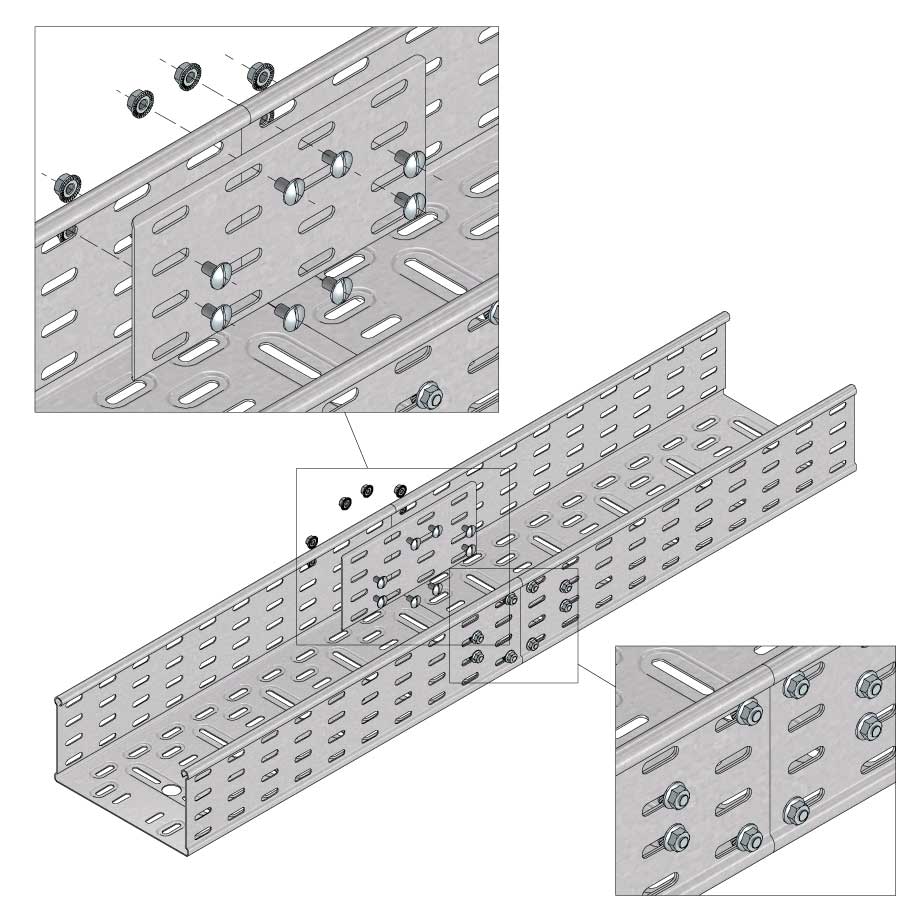

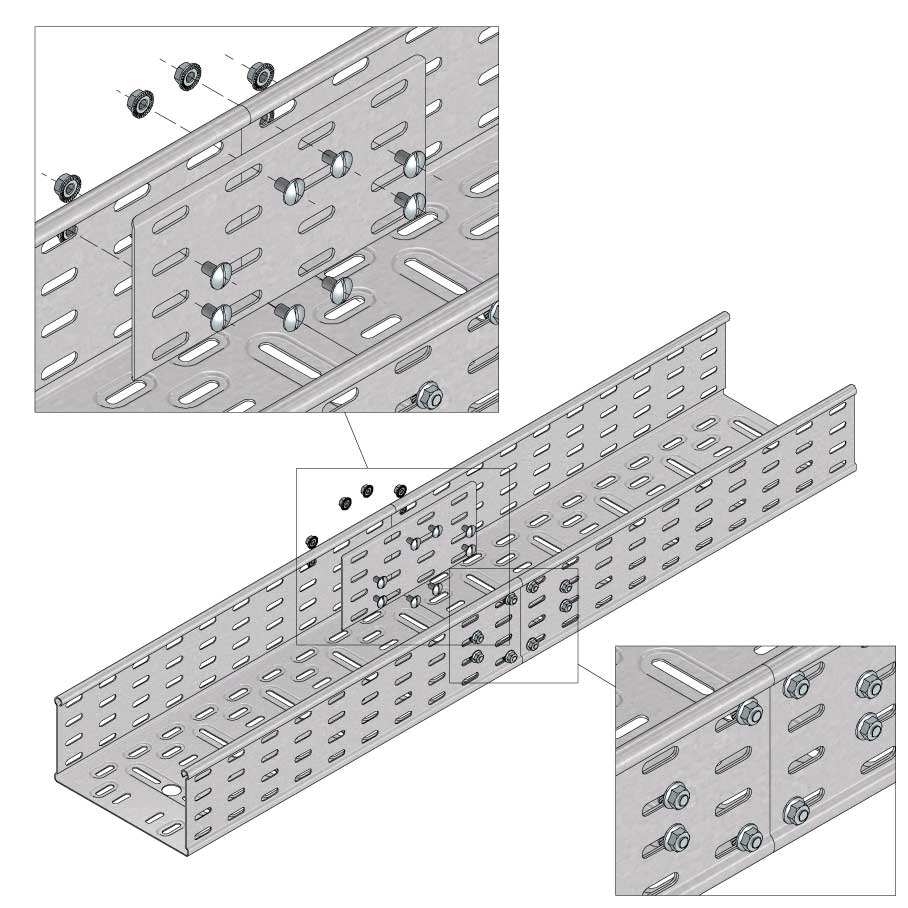

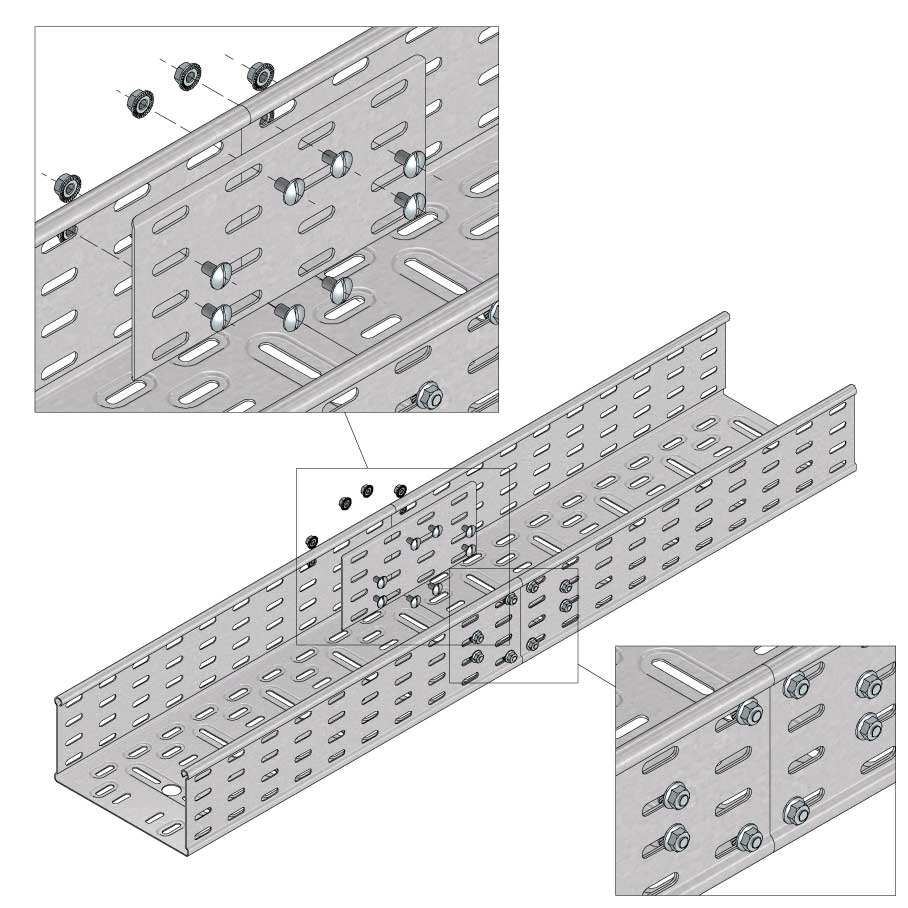

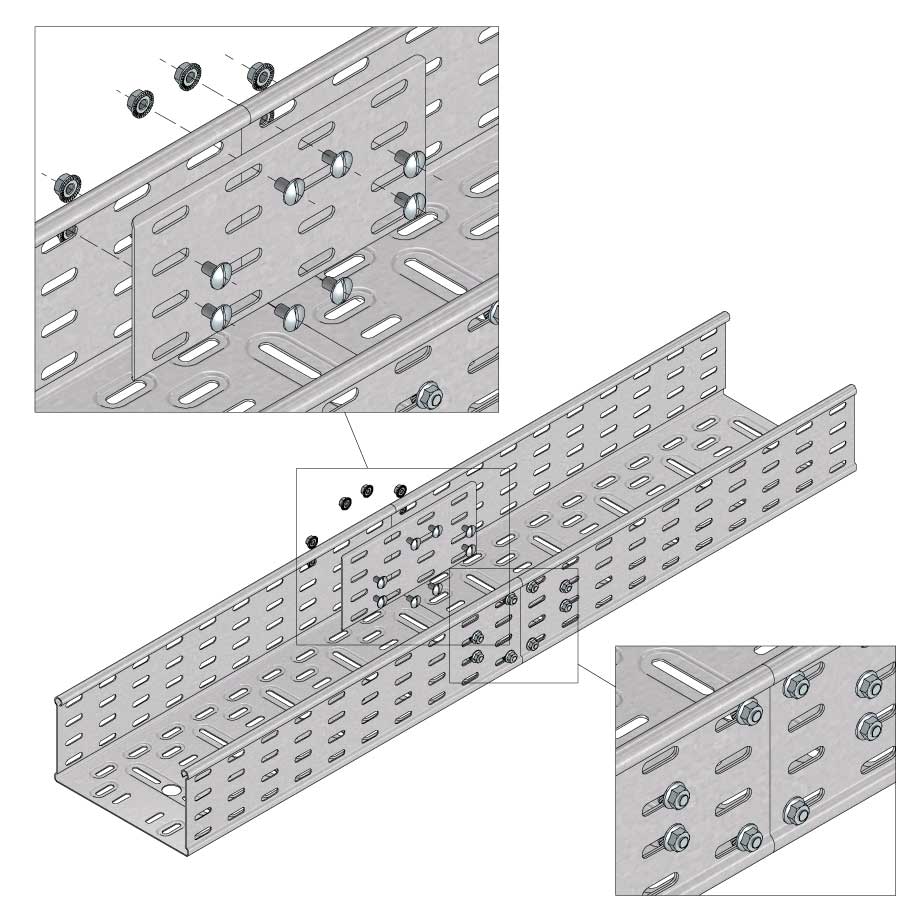

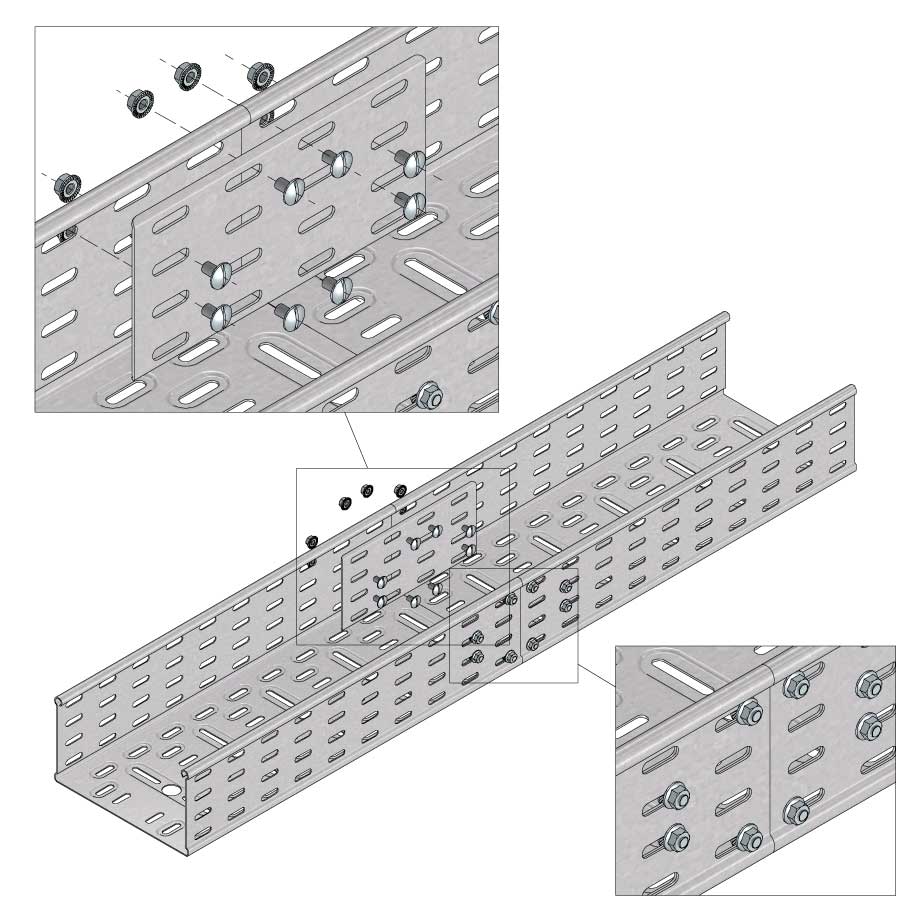

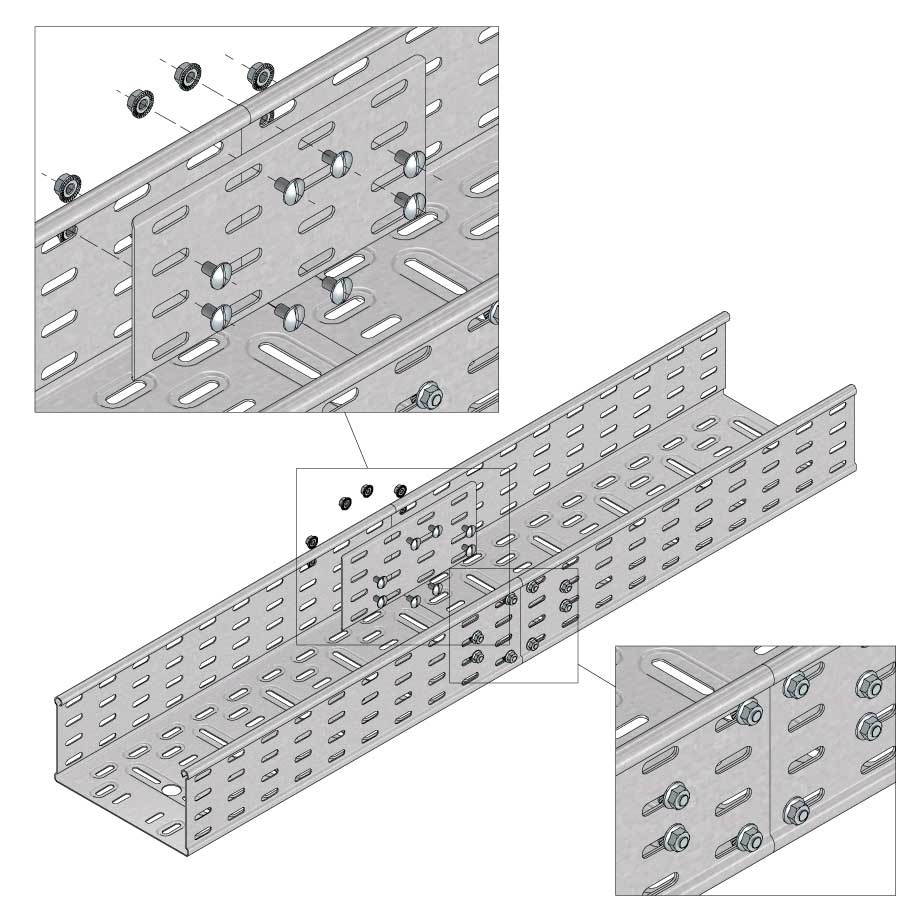

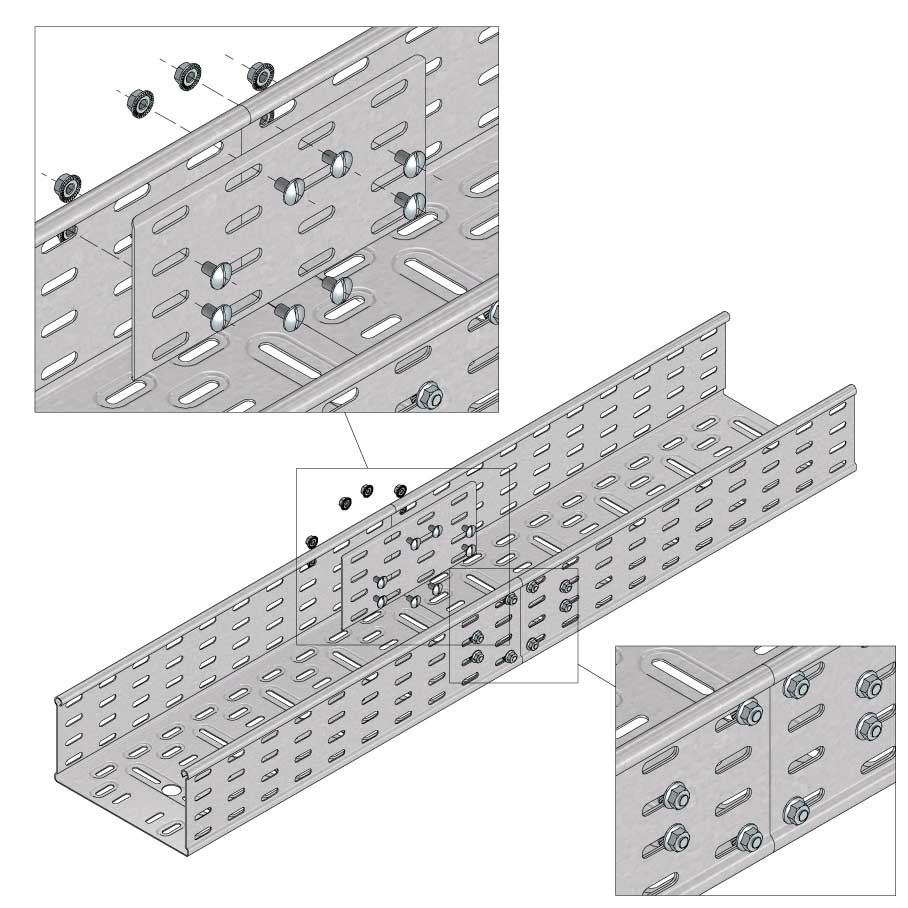

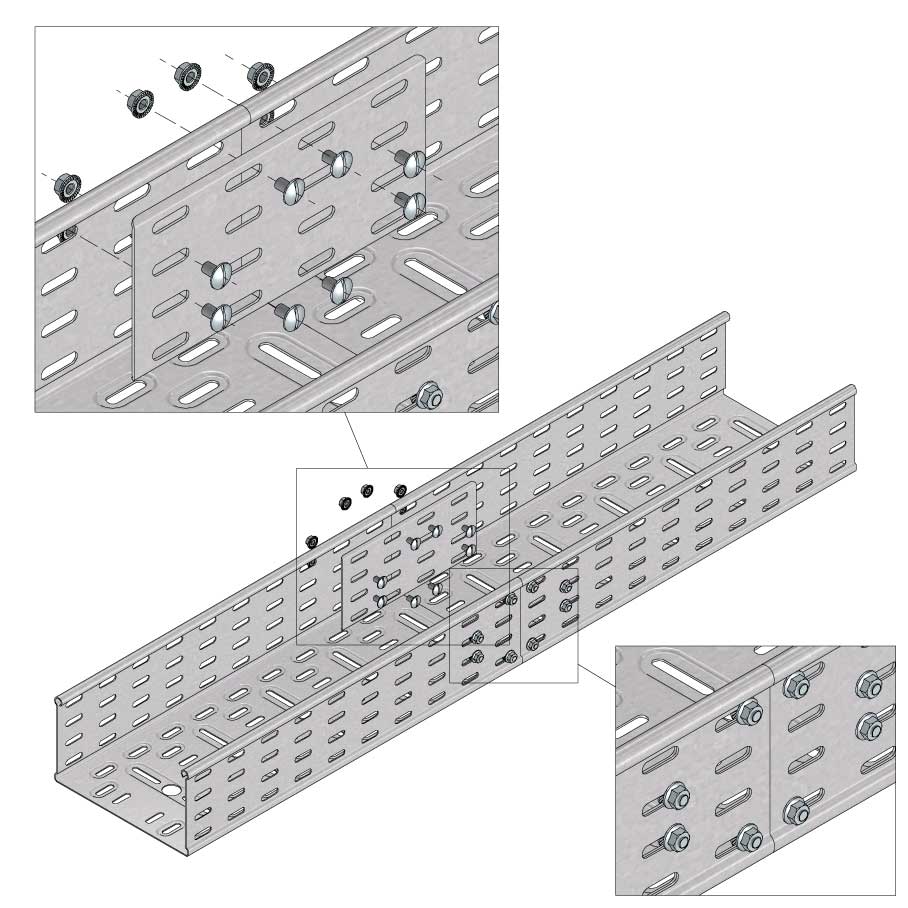

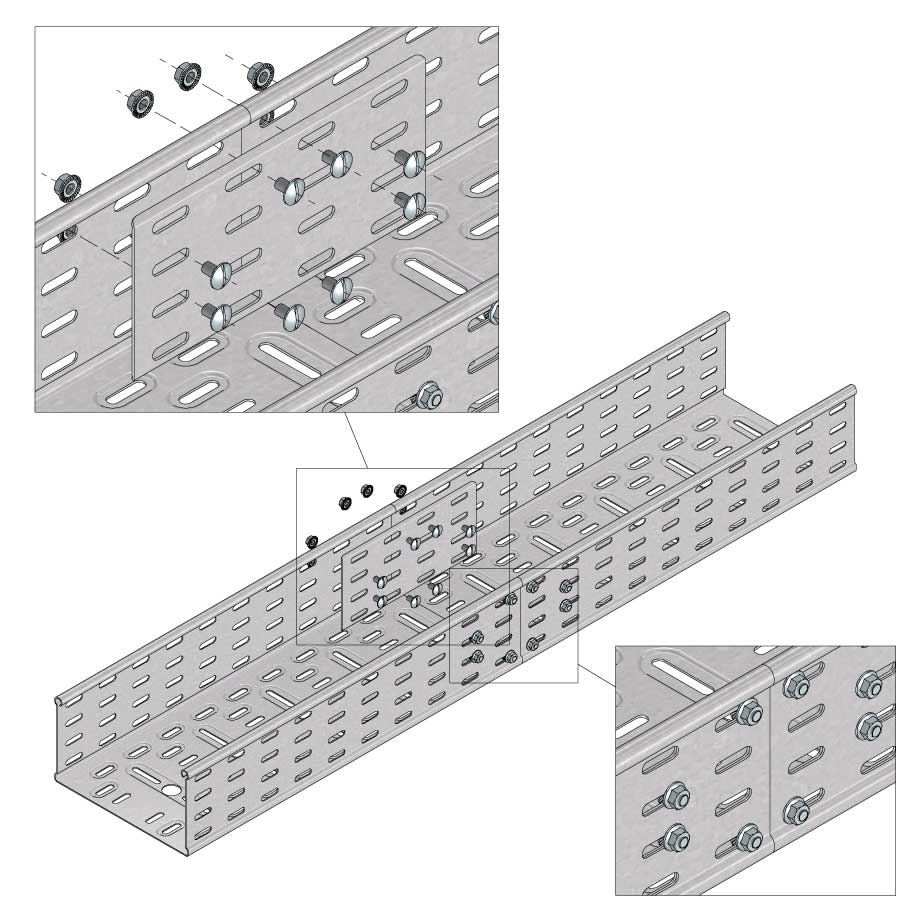
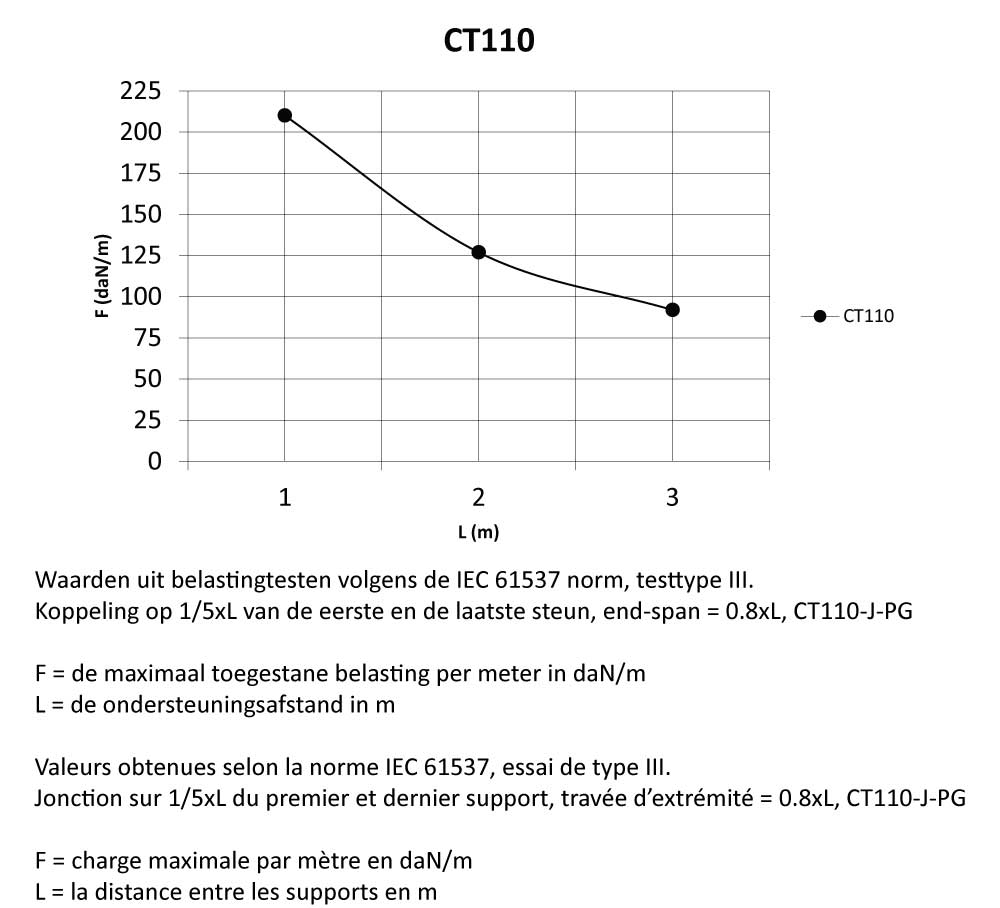
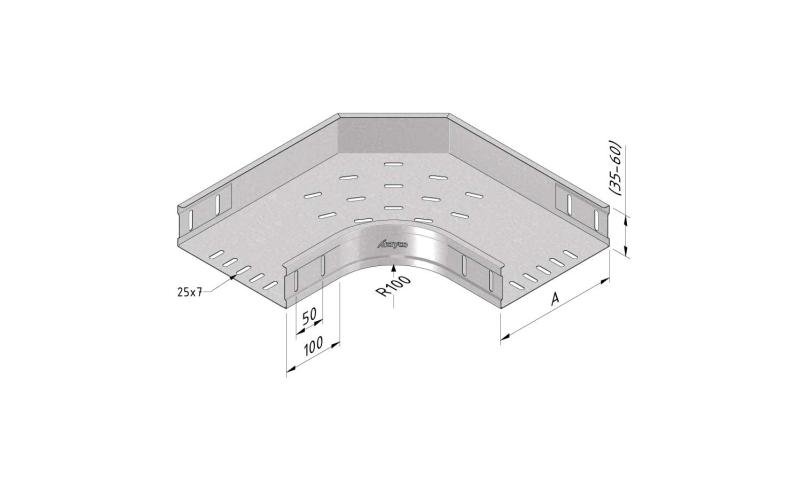
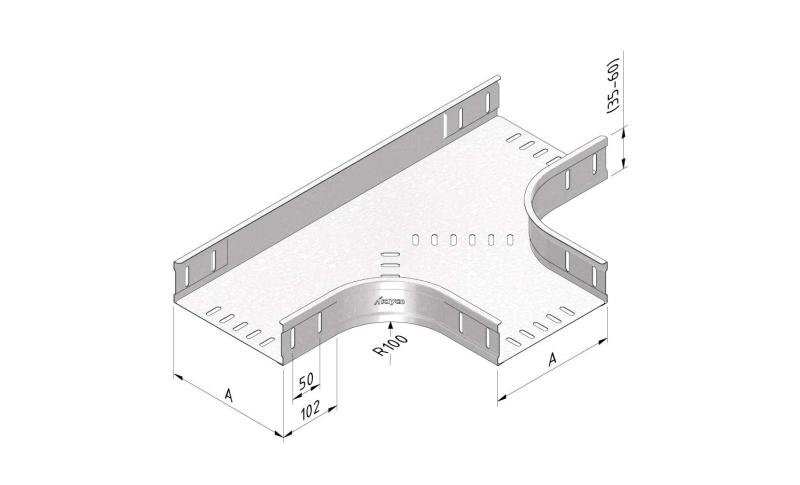
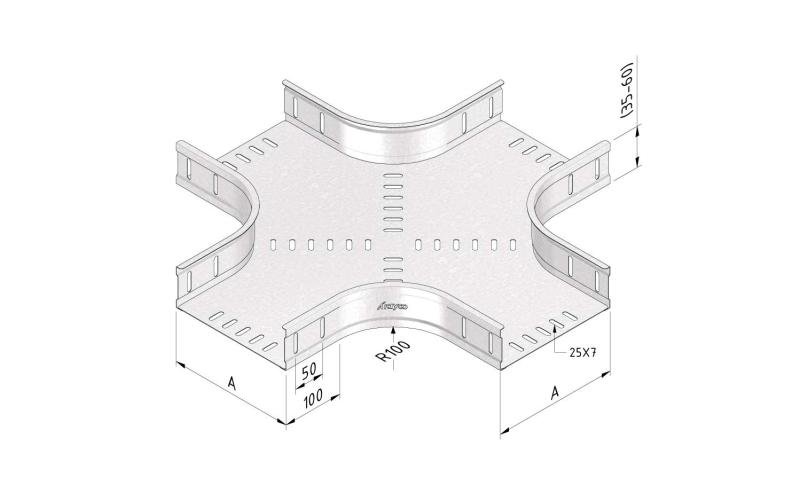
Montage
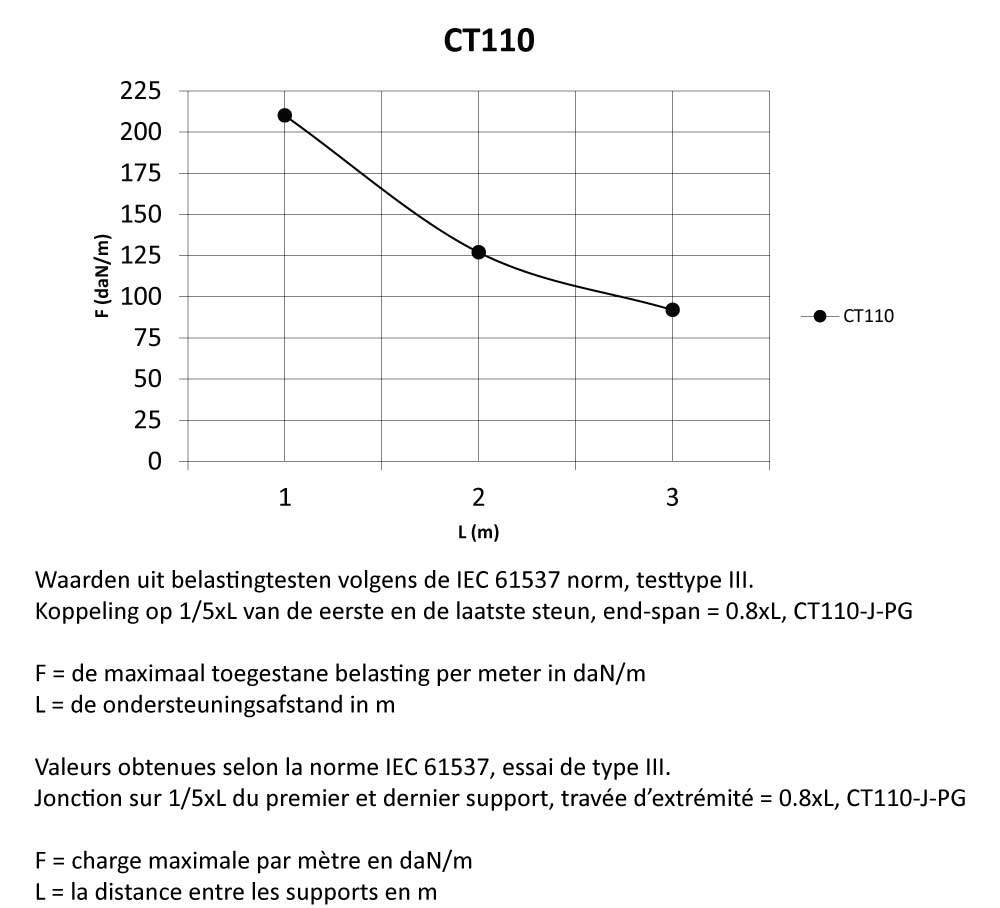
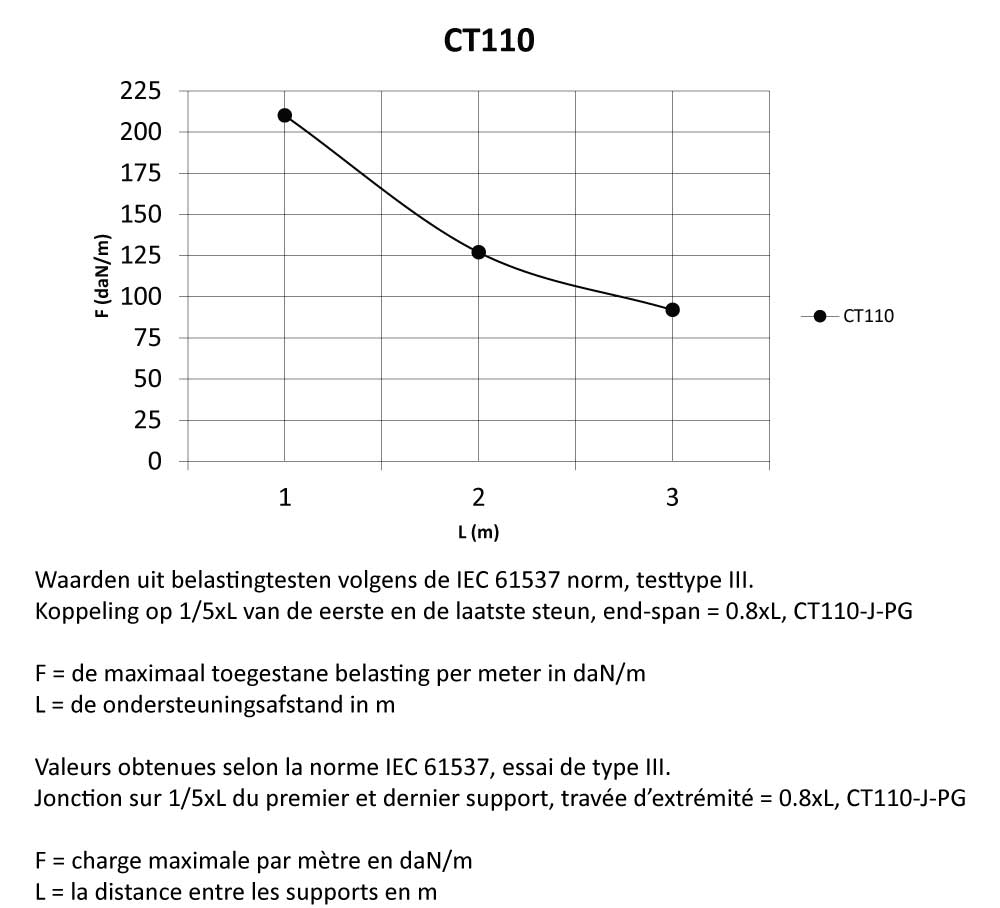
Lastdiagramm

























{kind=link}