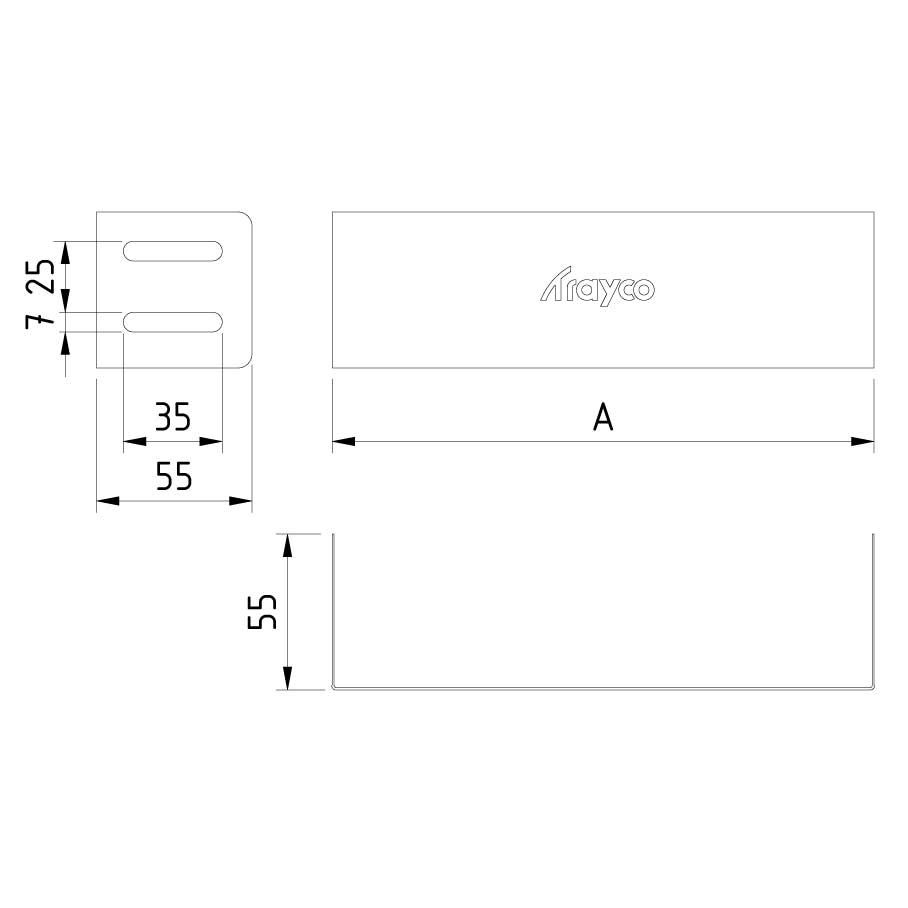
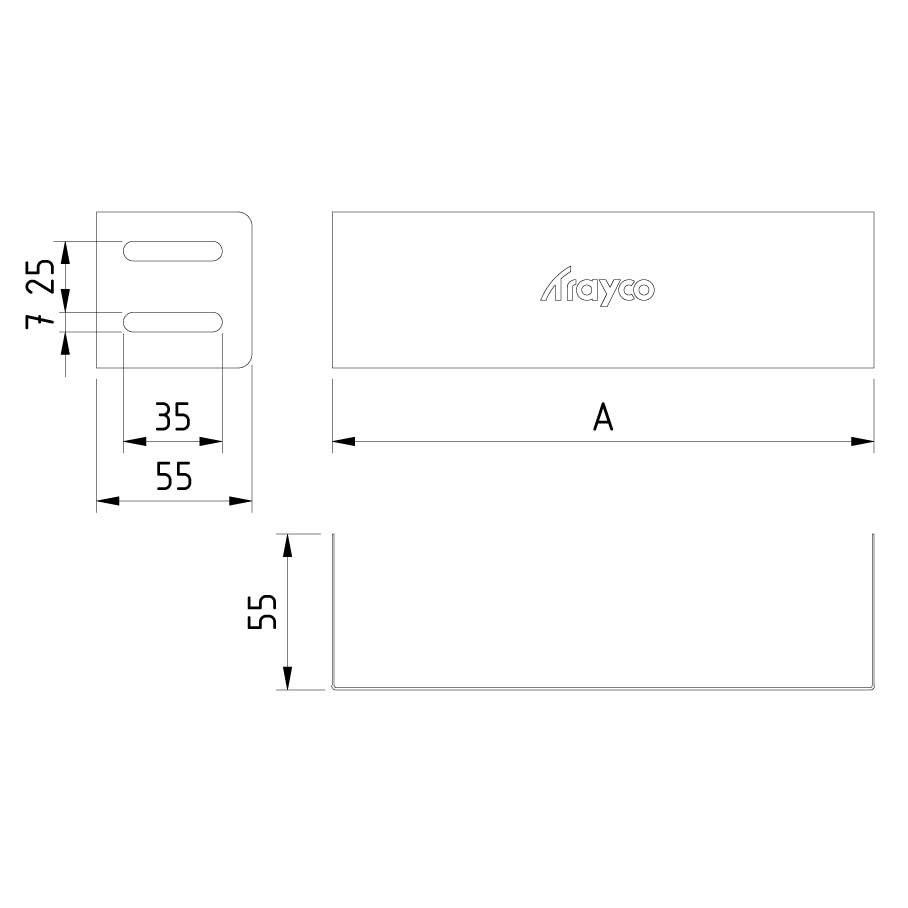
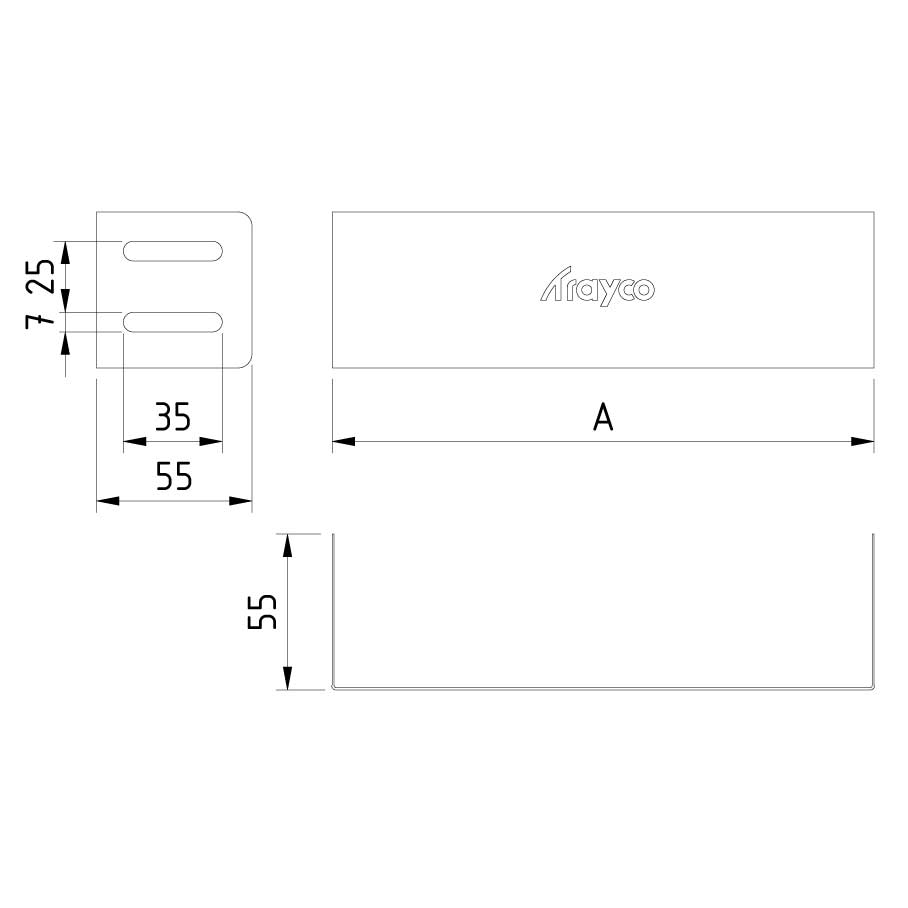
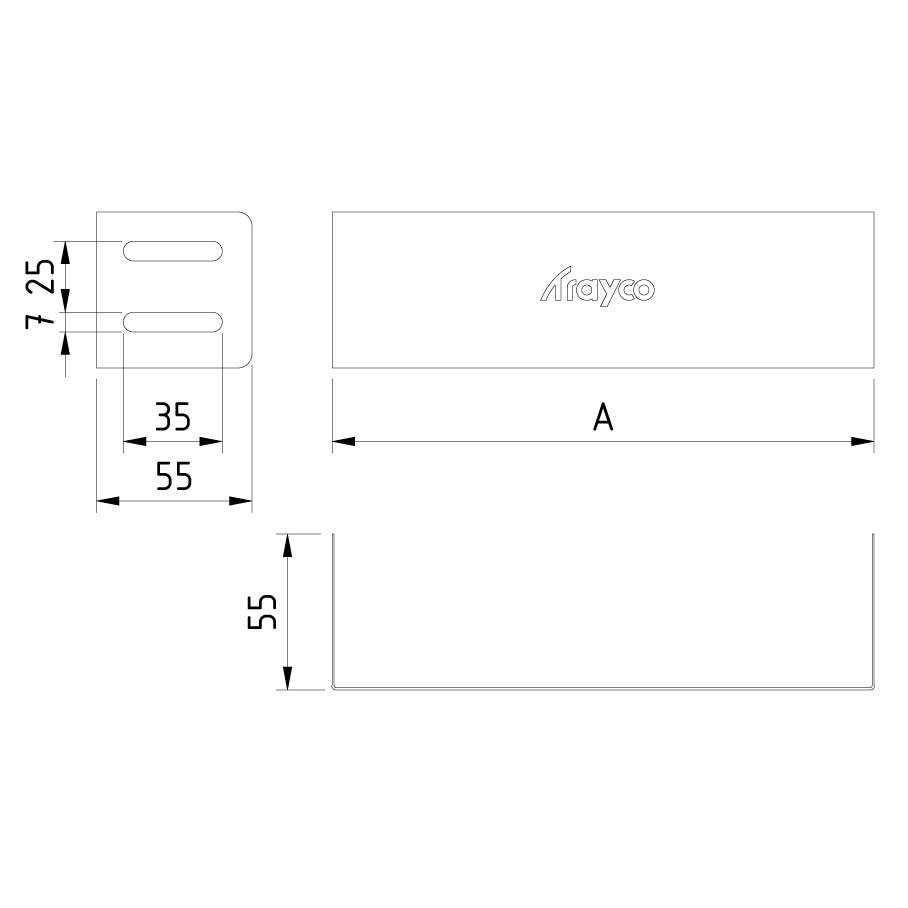
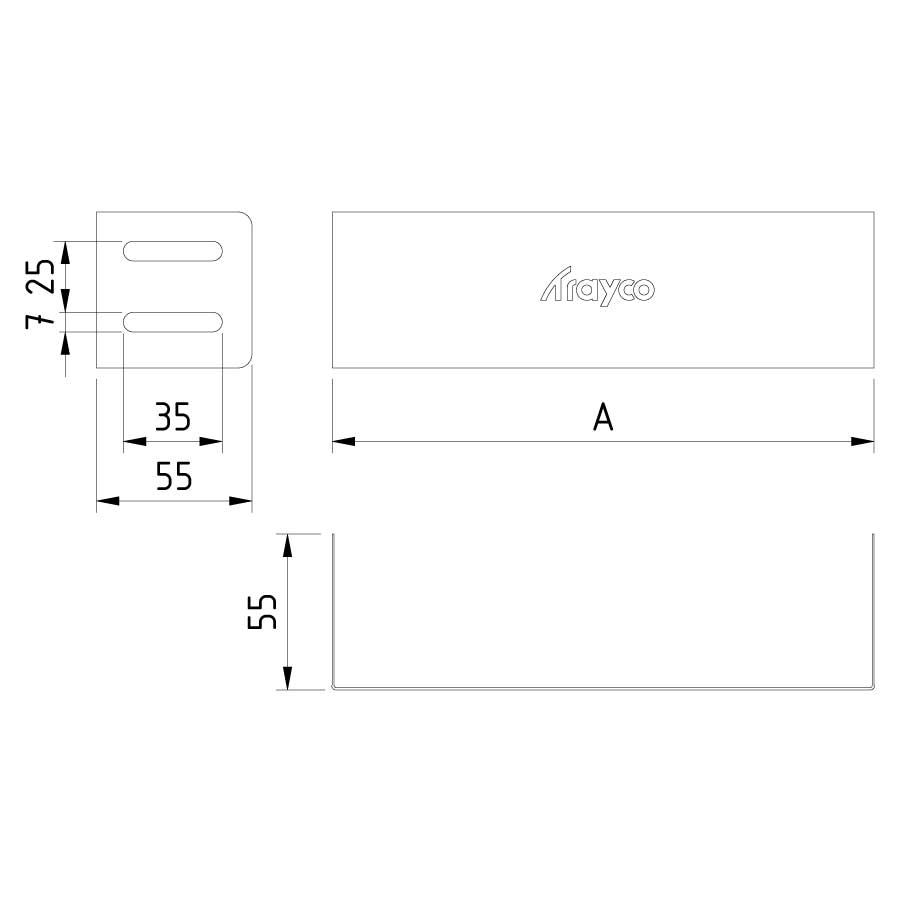
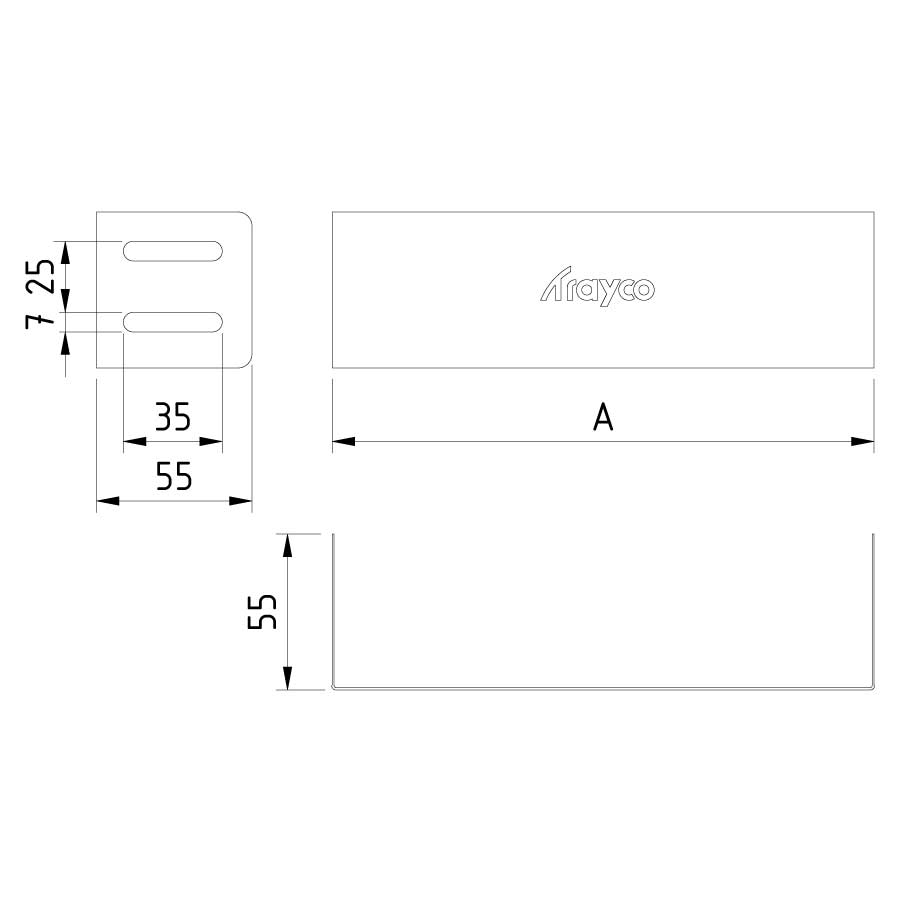
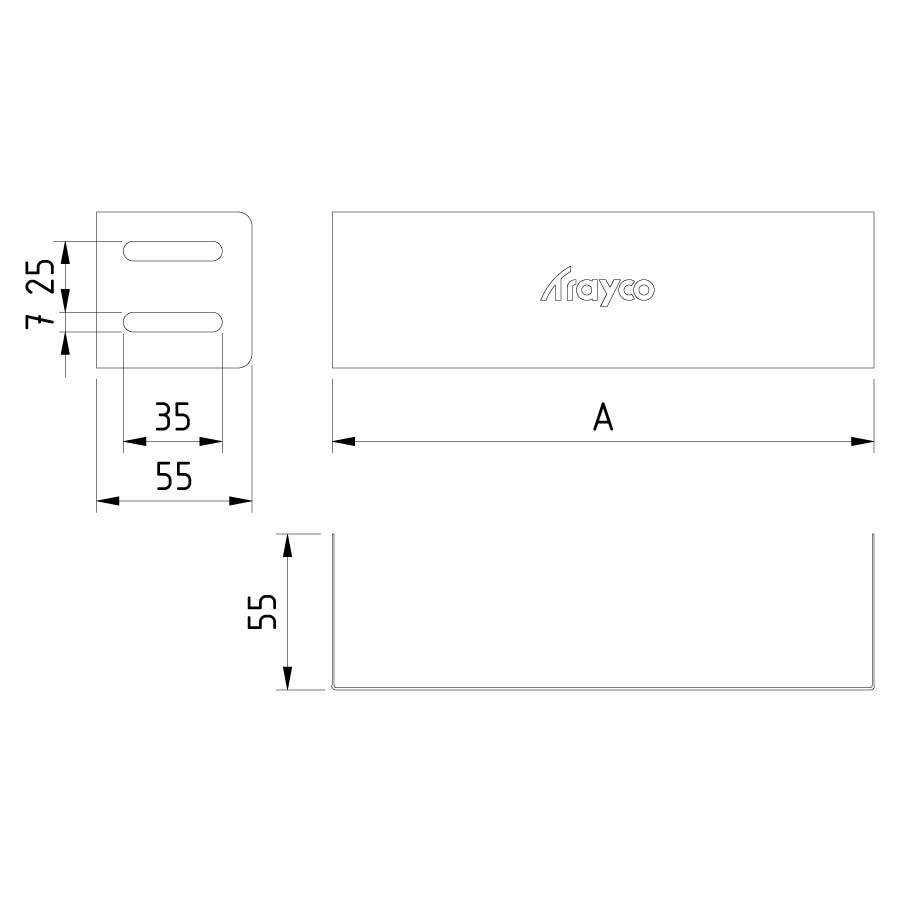
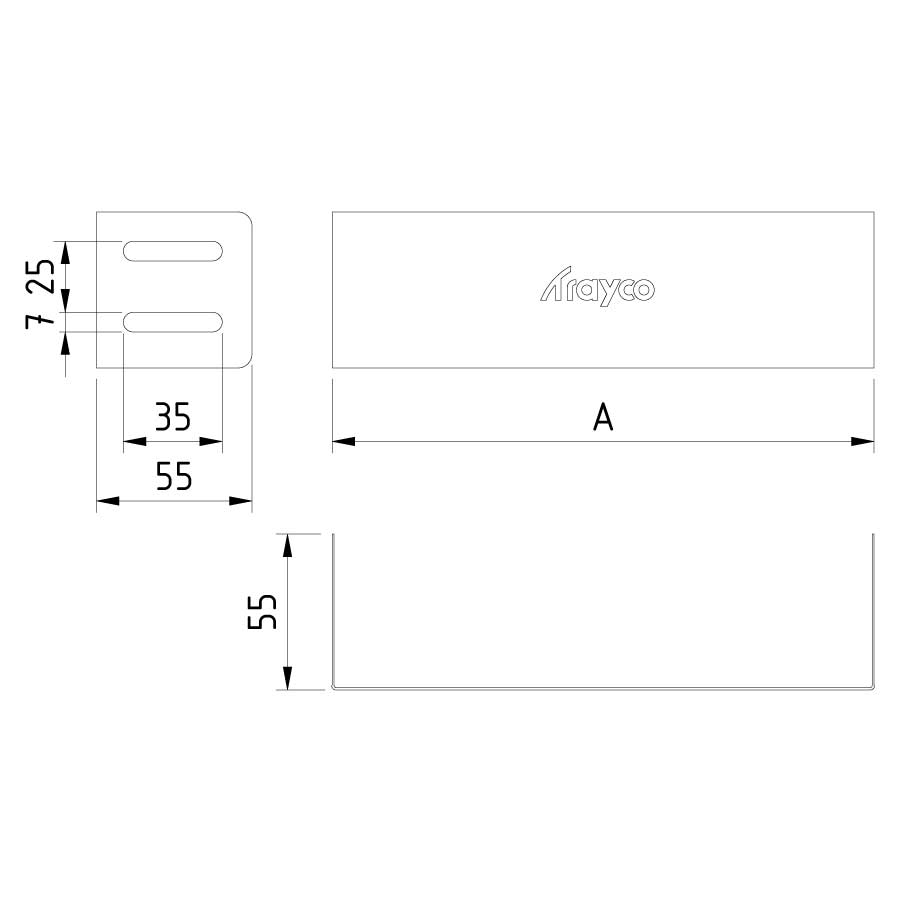
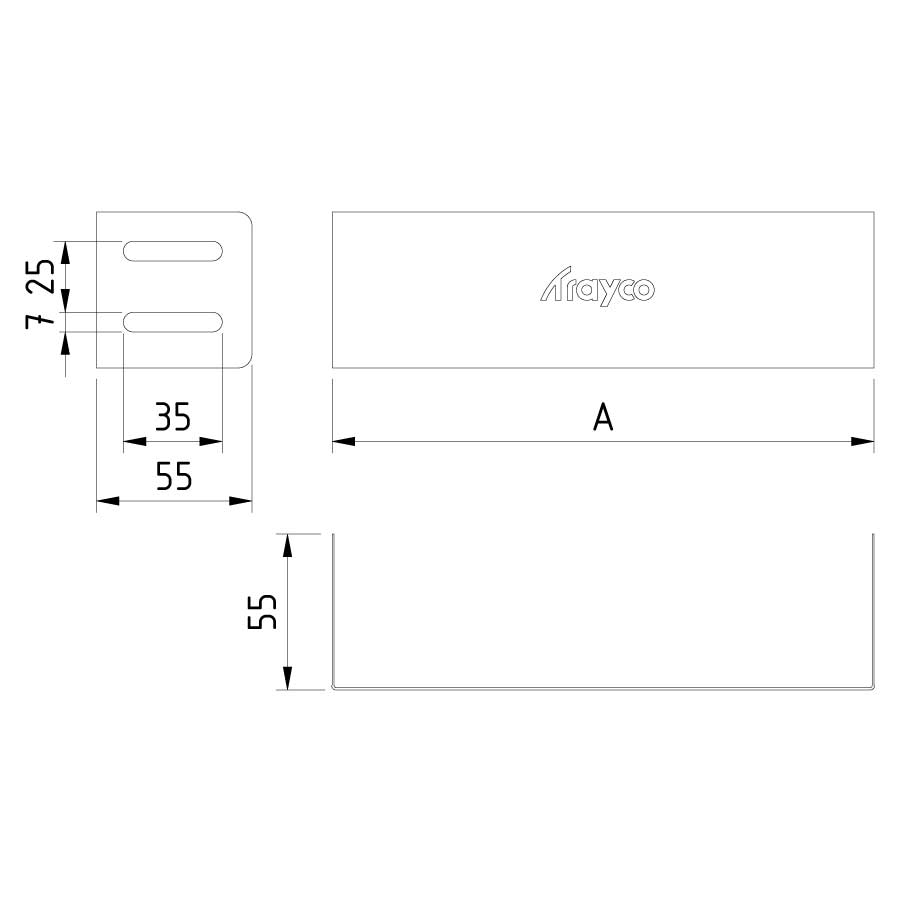
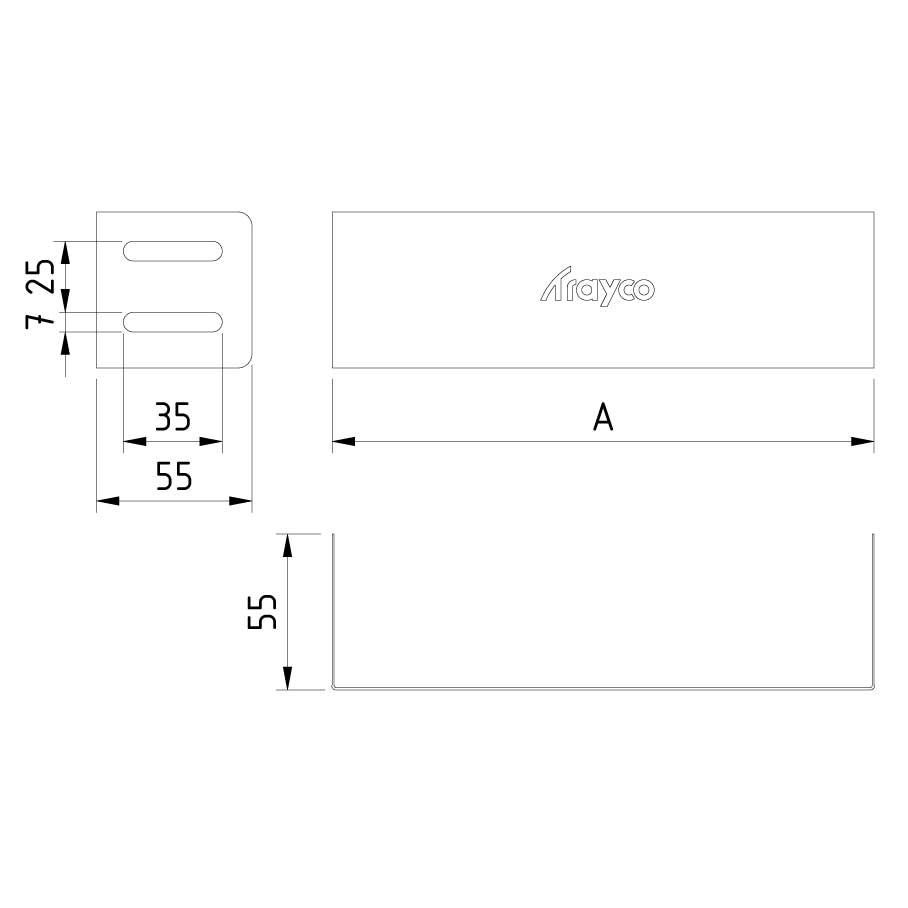
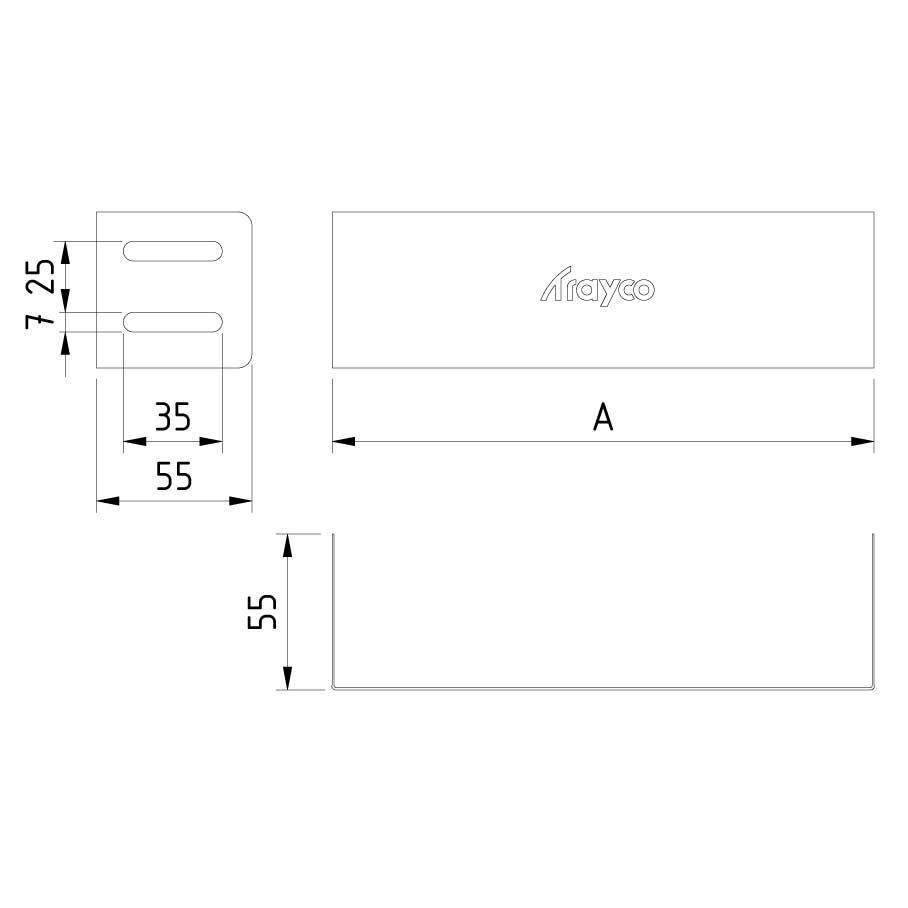
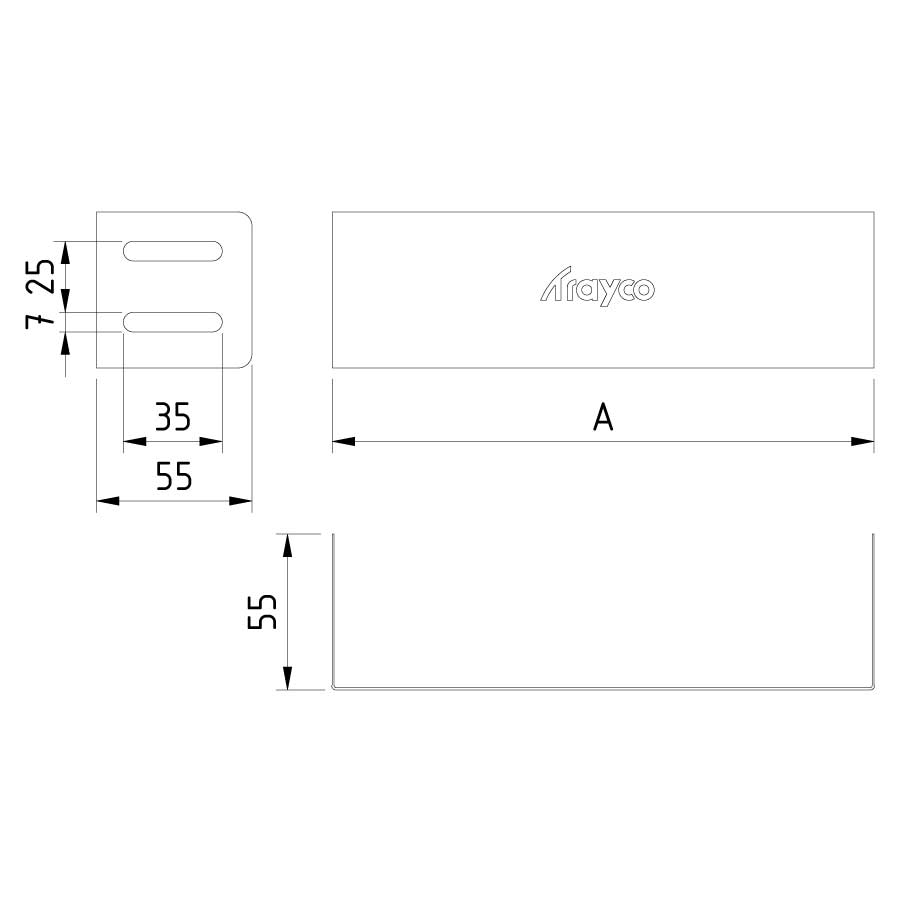
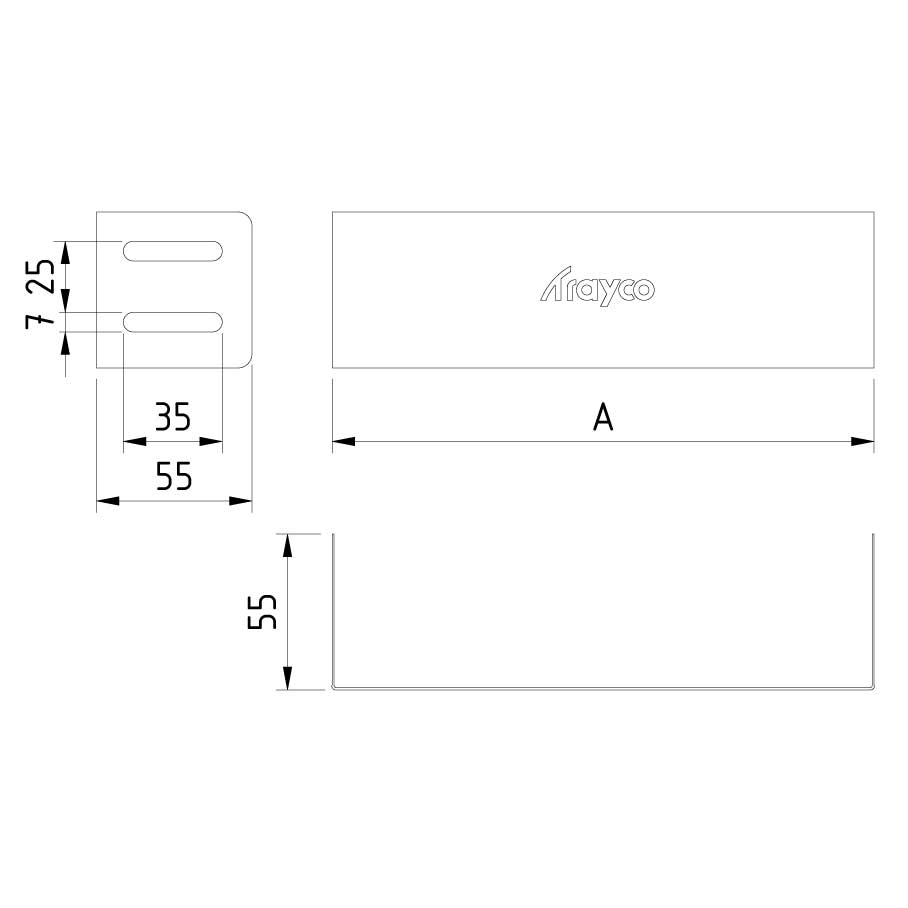
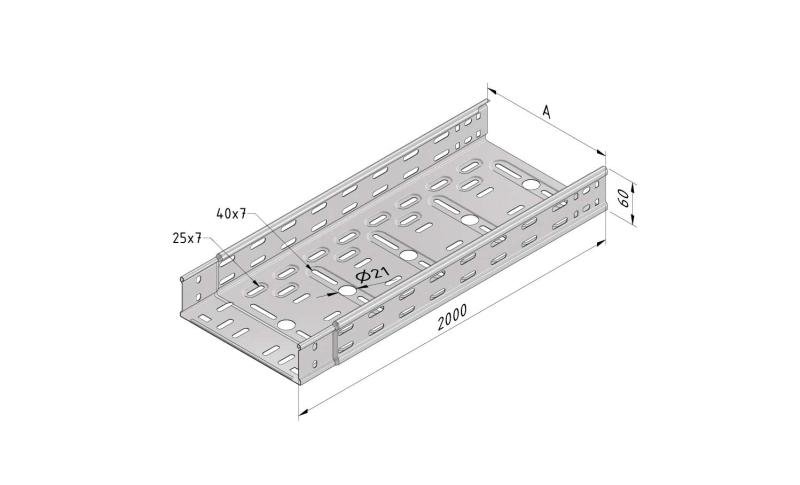
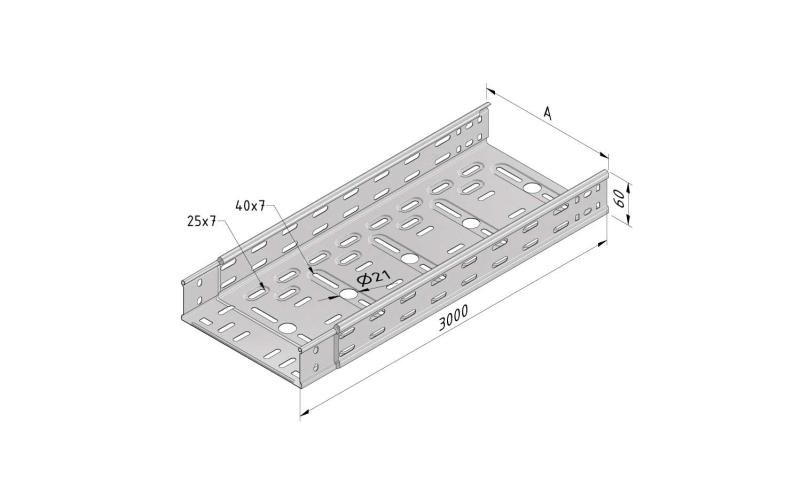
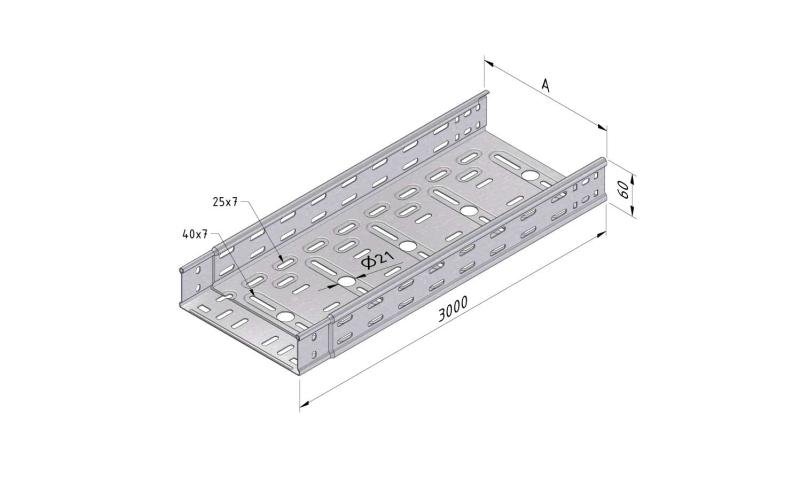
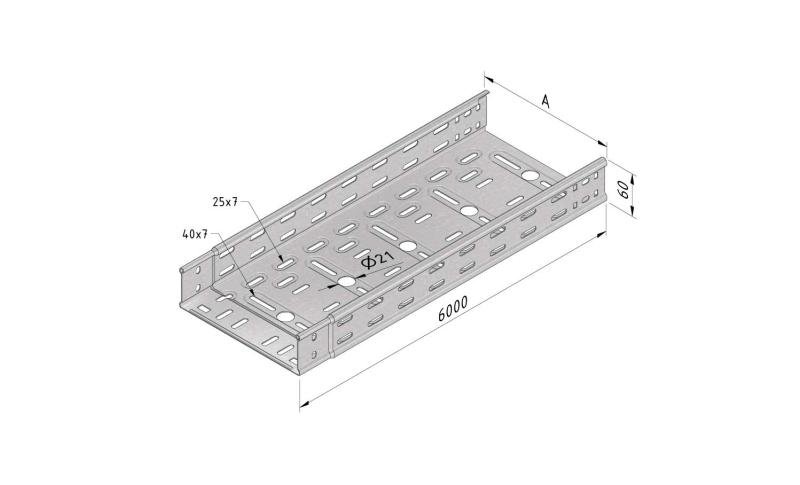
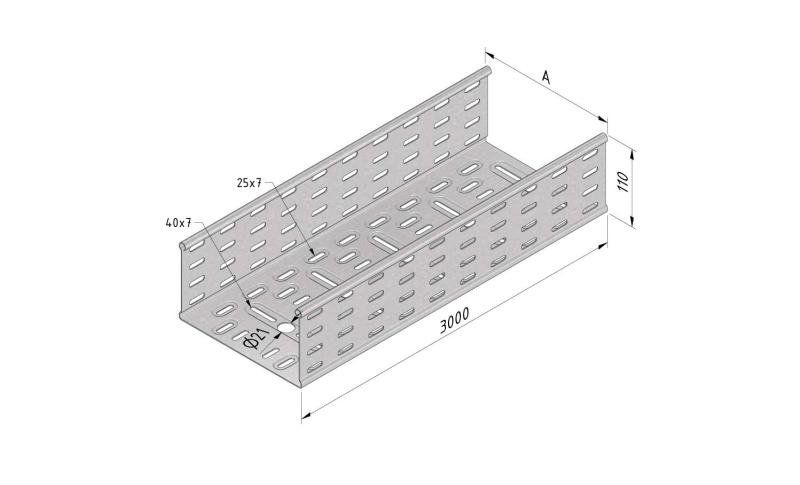
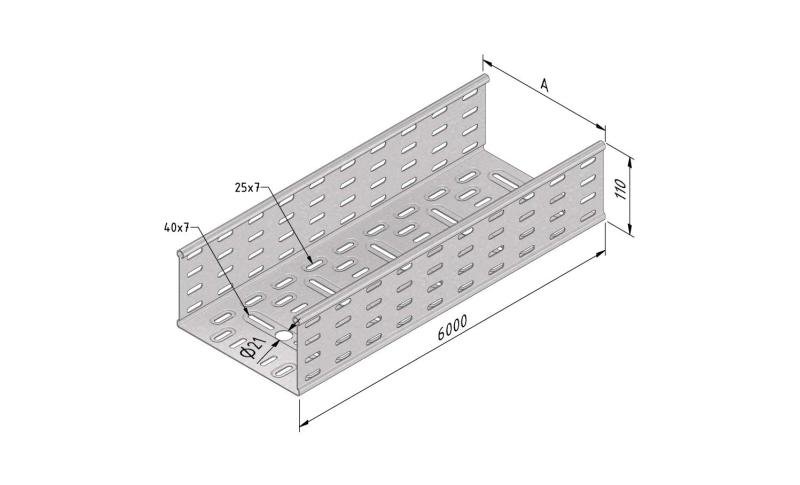
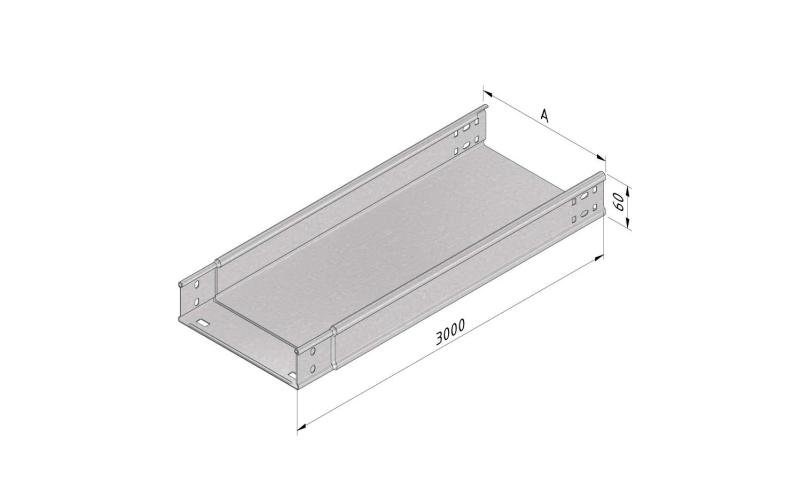
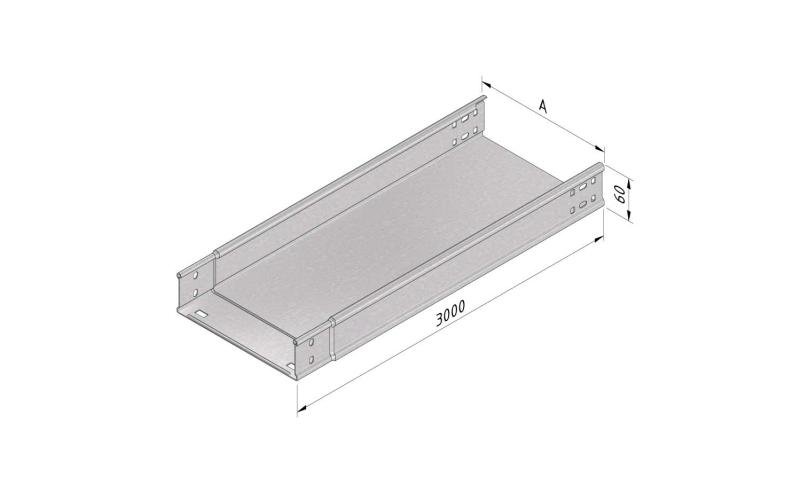
Kabelrinne Endstück
CT-E





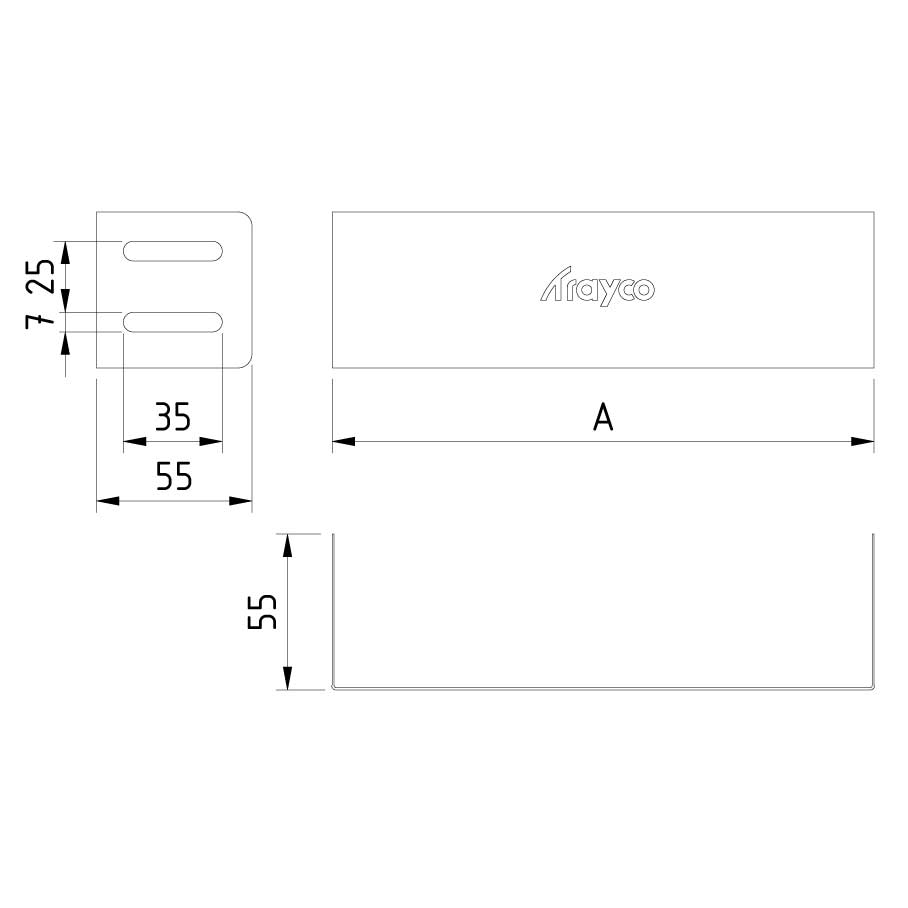
Kabelrinne Endstück
CT-E
Verbinden mit BN06-10
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | maß A | Verpackung | |||
|---|---|---|---|---|---|---|---|
|
|
12136 |
CT35-E-050-PG |
PG
|
41
|
1
|
Standard
|
|
|
|
12137 |
CT35-E-075-PG |
PG
|
66
|
1
|
Standard
|
|
|
|
12138 |
CT35-E-100-PG |
PG
|
91
|
1
|
Standard
|
|
|
|
12139 |
CT35-E-150-PG |
PG
|
141
|
1
|
Standard
|
|
|
|
12140 |
CT35-E-200-PG |
PG
|
191
|
1
|
Standard
|
|
|
|
12141 |
CT35-E-300-PG |
PG
|
291
|
1
|
Standard
|
|
|
|
16340 |
CT35-E-400-PG |
PG
|
391
|
1
|
Standard
|
|
|
|
12186 |
CT35-E-050-DG |
DG
|
41
|
1
|
|
|
|
|
12187 |
CT35-E-075-DG |
DG
|
66
|
1
|
|
|
|
|
12188 |
CT35-E-100-DG |
DG
|
91
|
1
|
|
|
|
|
12189 |
CT35-E-150-DG |
DG
|
141
|
1
|
|
|
|
|
12190 |
CT35-E-200-DG |
DG
|
191
|
1
|
|
|
|
|
12191 |
CT35-E-300-DG |
DG
|
291
|
1
|
|
|
|
|
16341 |
CT35-E-400-DG |
DG
|
391
|
1
|
|
|
|
|
12142 |
CT60-E-050-PG |
PG
|
41
|
1
|
Standard
|
|
|
|
12143 |
CT60-E-075-PG |
PG
|
66
|
1
|
Standard
|
|
|
|
10116 |
CT60-E-100-PG |
PG
|
91
|
1
|
Standard
|
|
|
|
10117 |
CT60-E-150-PG |
PG
|
141
|
1
|
Standard
|
|
|
|
10118 |
CT60-E-200-PG |
PG
|
191
|
1
|
Standard
|
|
|
|
10119 |
CT60-E-300-PG |
PG
|
291
|
1
|
Standard
|
|
|
|
10120 |
CT60-E-400-PG |
PG
|
391
|
1
|
Standard
|
|
|
|
12144 |
CT60-E-500-PG |
PG
|
491
|
1
|
Standard
|
|
|
|
12145 |
CT60-E-600-PG |
PG
|
591
|
1
|
Standard
|
|
|
|
12192 |
CT60-E-050-DG |
DG
|
41
|
1
|
|
|
|
|
12193 |
CT60-E-075-DG |
DG
|
66
|
1
|
|
|
|
|
10439 |
CT60-E-100-DG |
DG
|
91
|
1
|
|
|
|
|
10440 |
CT60-E-150-DG |
DG
|
141
|
1
|
|
|
|
|
10441 |
CT60-E-200-DG |
DG
|
191
|
1
|
|
|
|
|
10442 |
CT60-E-300-DG |
DG
|
291
|
1
|
|
|
|
|
10443 |
CT60-E-400-DG |
DG
|
391
|
1
|
|
|
|
|
12194 |
CT60-E-500-DG |
DG
|
491
|
1
|
|
|
|
|
12195 |
CT60-E-600-DG |
DG
|
591
|
1
|
|
|
|
|
11957 |
CT110-E-150-PG |
PG
|
141
|
1
|
Standard
|
|
|
|
11958 |
CT110-E-200-PG |
PG
|
191
|
1
|
Standard
|
|
|
|
11959 |
CT110-E-300-PG |
PG
|
291
|
1
|
Standard
|
|
|
|
11960 |
CT110-E-400-PG |
PG
|
391
|
1
|
Standard
|
|
|
|
11961 |
CT110-E-500-PG |
PG
|
491
|
1
|
Standard
|
|
|
|
12046 |
CT110-E-150-DG |
DG
|
141
|
1
|
|
|
|
|
12047 |
CT110-E-200-DG |
DG
|
191
|
1
|
|
|
|
|
12048 |
CT110-E-300-DG |
DG
|
291
|
1
|
|
|
|
|
12049 |
CT110-E-400-DG |
DG
|
391
|
1
|
|
|
|
|
12050 |
CT110-E-500-DG |
DG
|
491
|
1
|
|
|


































































































































































































{kind=link}