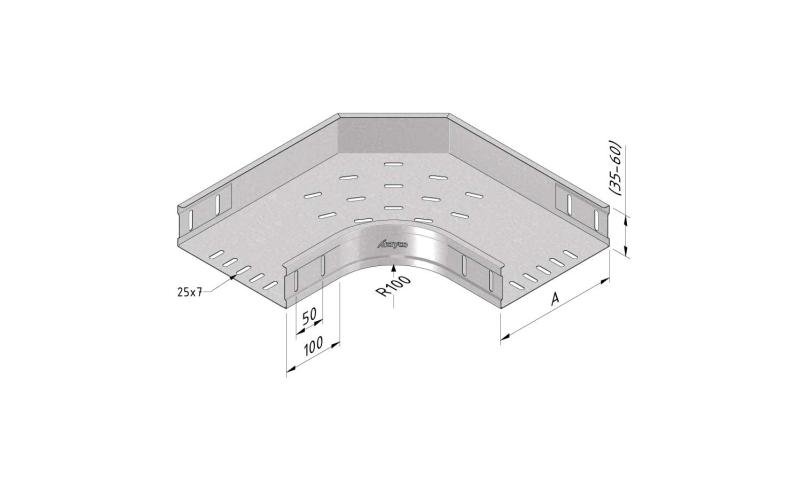
Kabelrinne Deckel Bogen
CT-CB90






Kabelrinne Deckel Bogen
CT-CB90
CT-CB90 -> CT35-B90 + CT60-B90
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | maß A | Verpackung | |||
|---|---|---|---|---|---|---|---|
|
|
10927 |
CT-CB90-050-PG |
PG
|
50
|
1
|
Standard
|
|
|
|
10099 |
CT-CB90-075-PG |
PG
|
75
|
1
|
Standard
|
|
|
|
10100 |
CT-CB90-100-PG |
PG
|
100
|
1
|
Standard
|
|
|
|
10101 |
CT-CB90-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
10102 |
CT-CB90-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
10103 |
CT-CB90-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
12149 |
CT-CB90-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
12150 |
CT-CB90-500-PG |
PG
|
500
|
1
|
Standard
|
|
|
|
12151 |
CT-CB90-600-PG |
PG
|
600
|
1
|
Standard
|
|
|
|
19858 |
CT-CB90-050-UG |
UG
|
50
|
1
|
|
|
|
|
19859 |
CT-CB90-075-UG |
UG
|
75
|
1
|
|
|
|
|
19626 |
CT-CB90-100-UG |
UG
|
100
|
1
|
|
|
|
|
19860 |
CT-CB90-150-UG |
UG
|
150
|
1
|
|
|
|
|
19627 |
CT-CB90-200-UG |
UG
|
200
|
1
|
|
|
|
|
19861 |
CT-CB90-300-UG |
UG
|
300
|
1
|
|
|
|
|
19862 |
CT-CB90-400-UG |
UG
|
400
|
1
|
|
|
|
|
19863 |
CT-CB90-500-UG |
UG
|
500
|
1
|
|
|
|
|
19864 |
CT-CB90-600-UG |
UG
|
600
|
1
|
|
|
|
|
14715 |
CT110-CB90-150-PG |
PG
|
150
|
1
|
Standard
|
|
|
|
14345 |
CT110-CB90-200-PG |
PG
|
200
|
1
|
Standard
|
|
|
|
13170 |
CT110-CB90-300-PG |
PG
|
300
|
1
|
Standard
|
|
|
|
14716 |
CT110-CB90-400-PG |
PG
|
400
|
1
|
Standard
|
|
|
|
14717 |
CT110-CB90-500-PG |
PG
|
500
|
1
|
Standard
|
|
|
|
13627 |
CT110-CB90-150-DG |
DG
|
150
|
1
|
|
|
|
|
14824 |
CT110-CB90-200-DG |
DG
|
200
|
1
|
|
|
|
|
13631 |
CT110-CB90-300-DG |
DG
|
300
|
1
|
|
|
|
|
15072 |
CT110-CB90-400-DG |
DG
|
400
|
1
|
|
|
|
|
15388 |
CT110-CB90-500-DG |
DG
|
500
|
1
|
|
|










































































































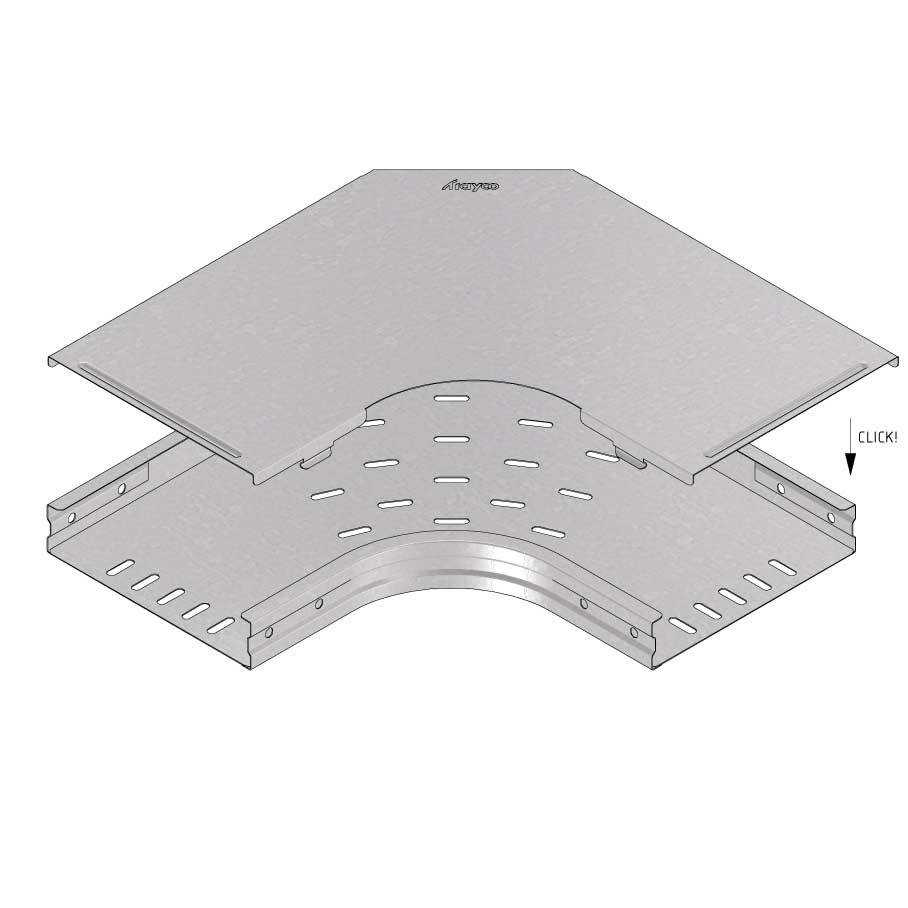






























Montage


{kind=link}