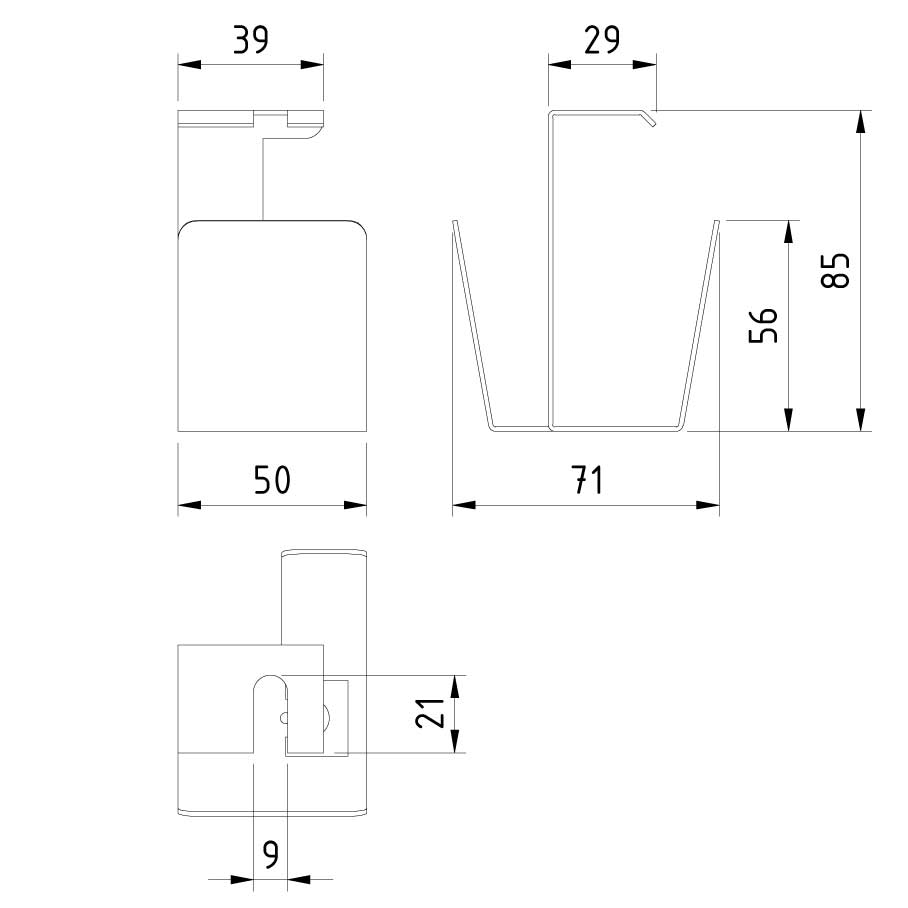
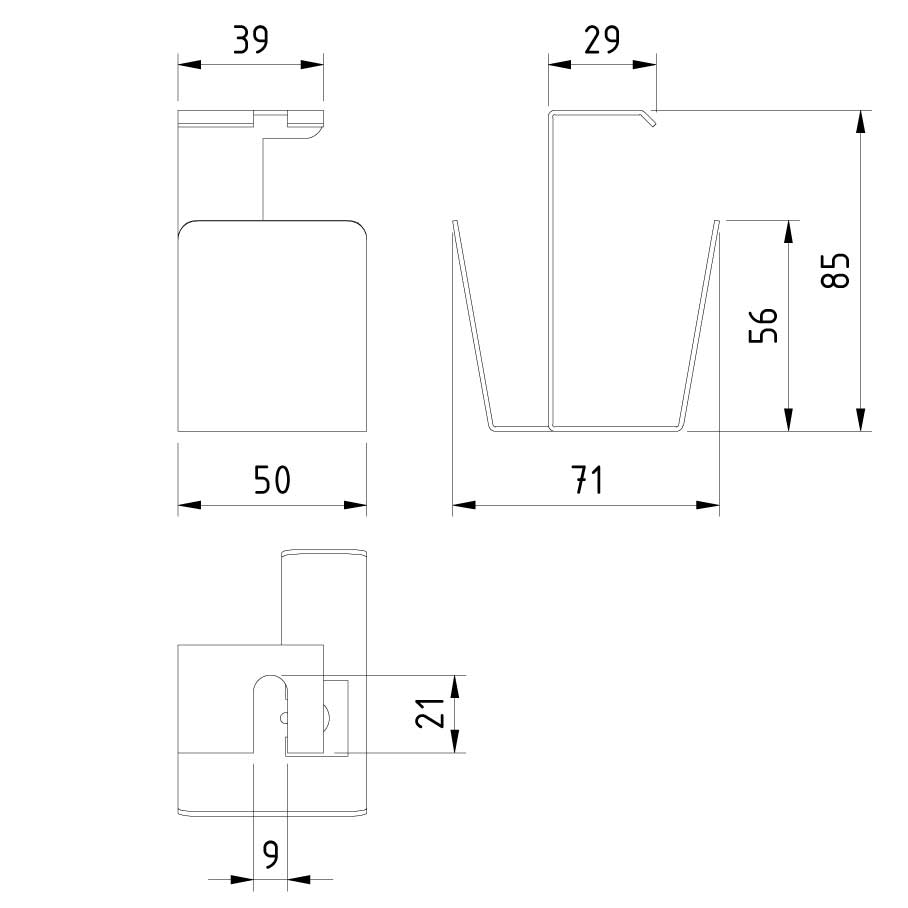
Bügel Leuchte
CT-BLF




Bügel Leuchte
CT-BLF
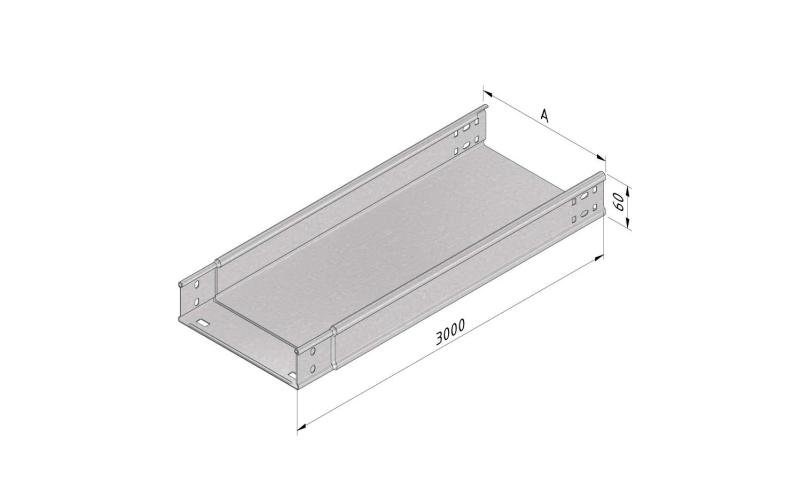
Verbinden mit ROD08
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung.
| SKU | Artikelcode | Ausführung | Verpackung | |||
|---|---|---|---|---|---|---|
|
|
19424 |
CT-BLF-075-PG |
PG
|
10
|
Standard
|
|
|
|
19427 |
CT-BLF-075-DG |
DG
|
10
|
|
|




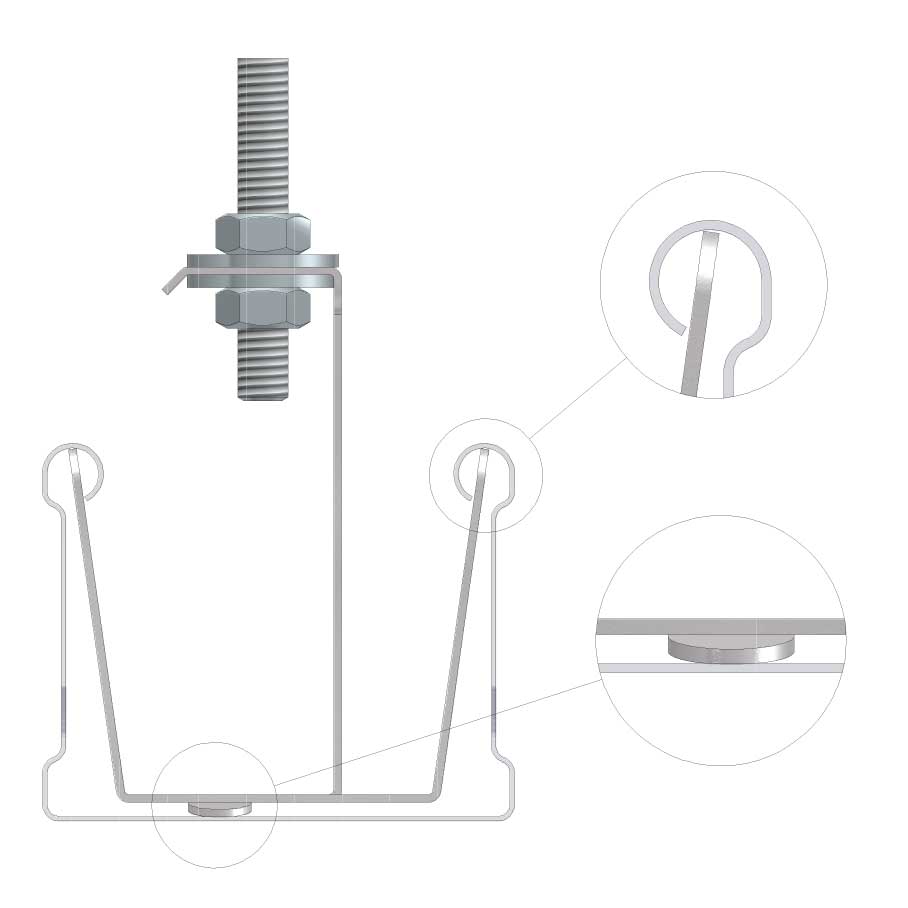
Montage


{kind=link}