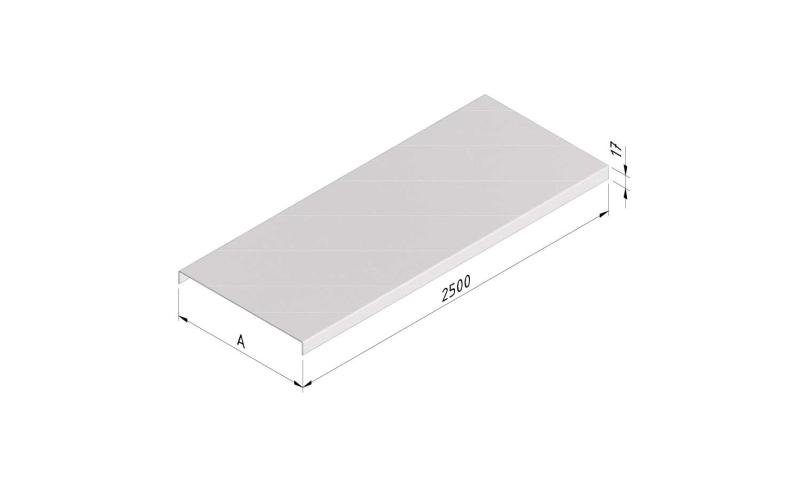
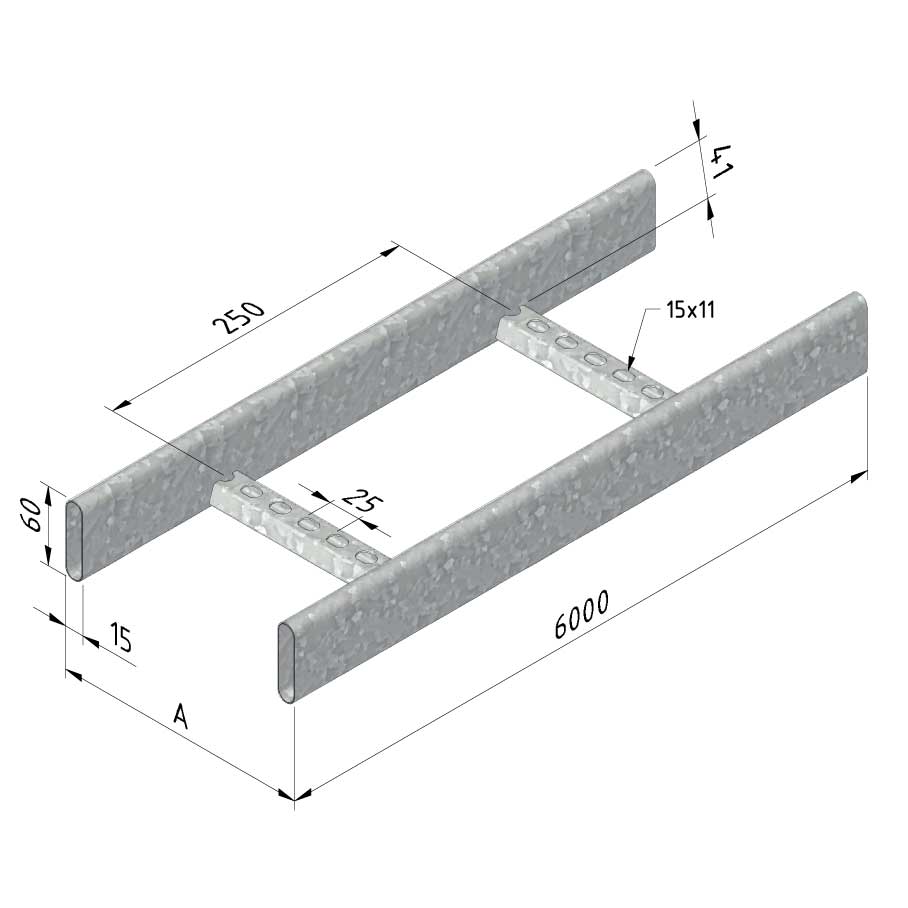
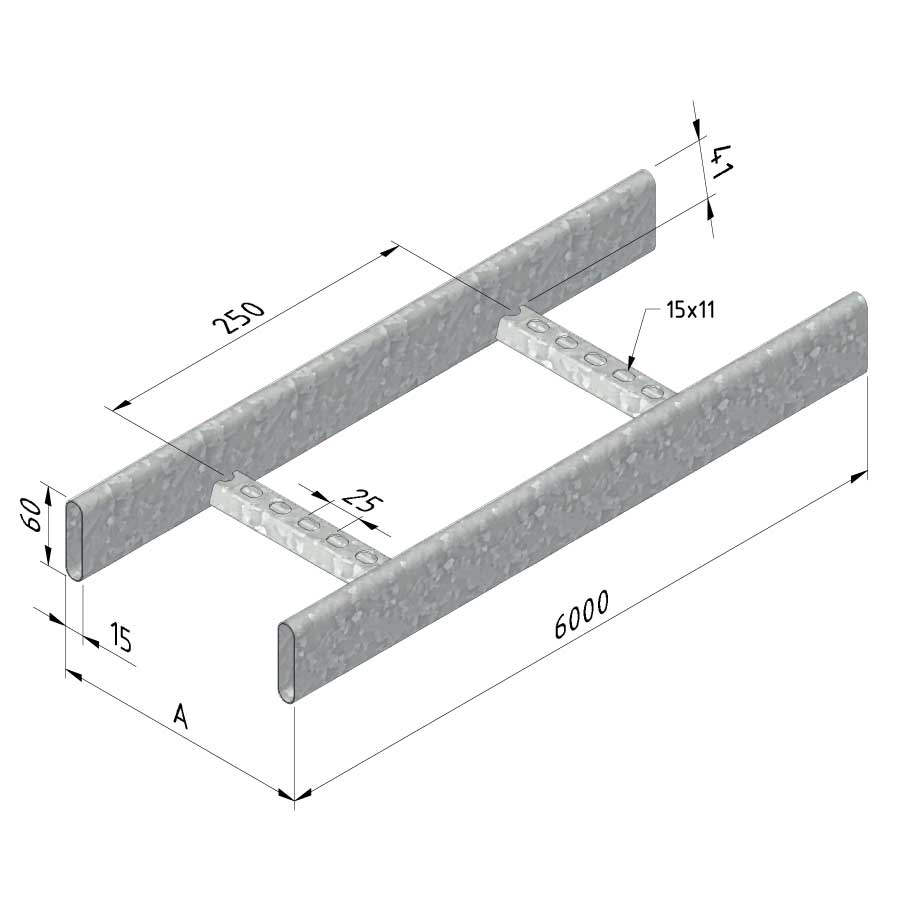
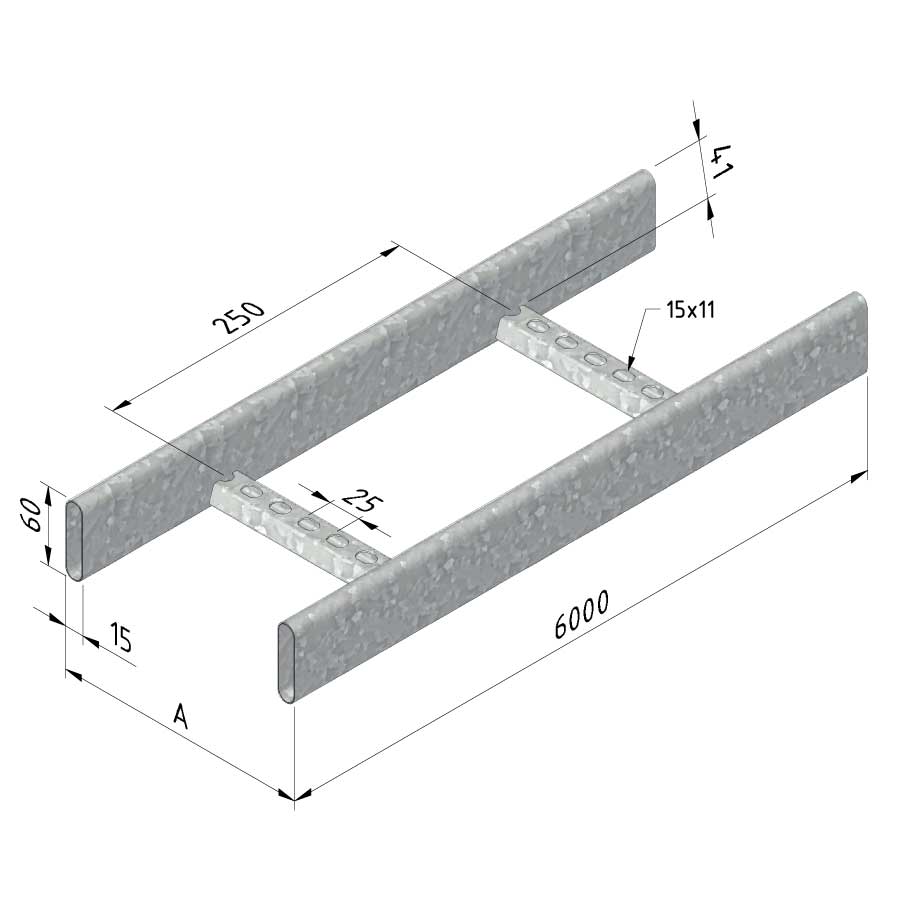
Kabelleiter CL60
CL60
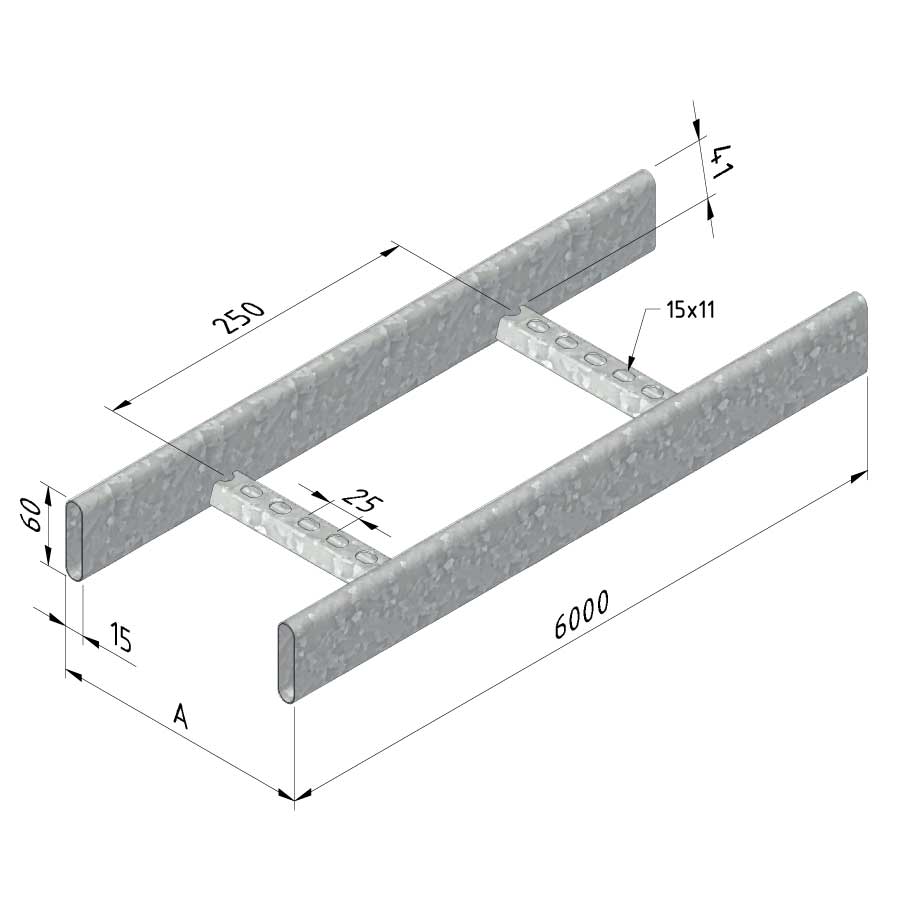
Kabelleiter CL60
CL60
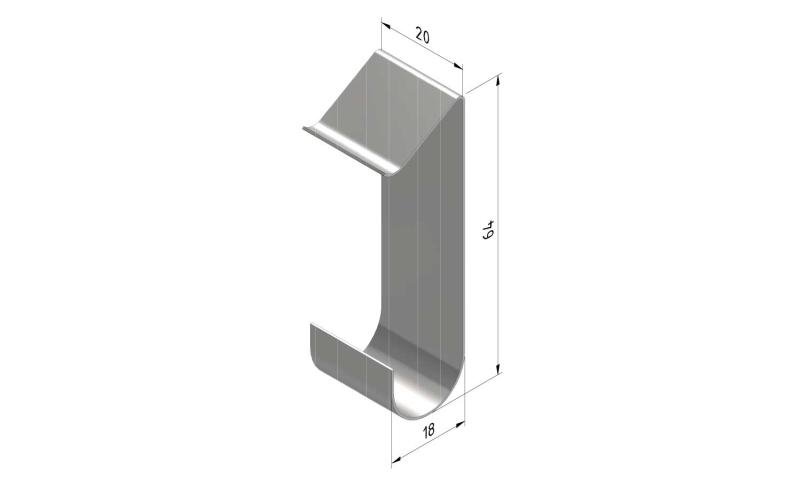
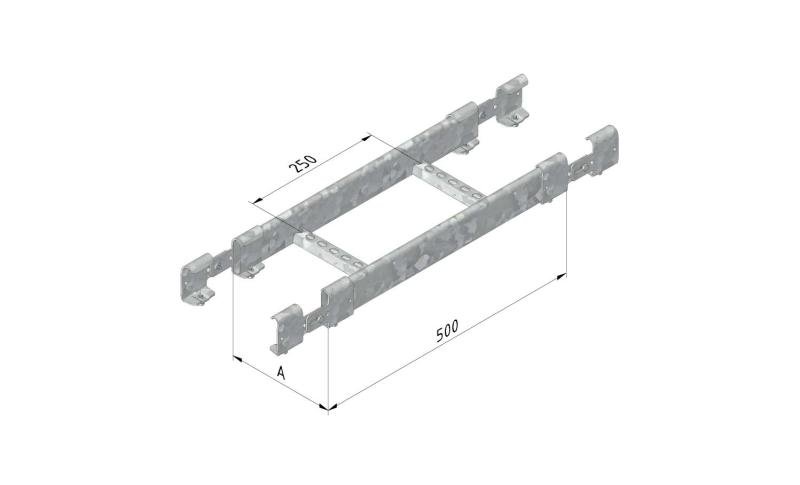
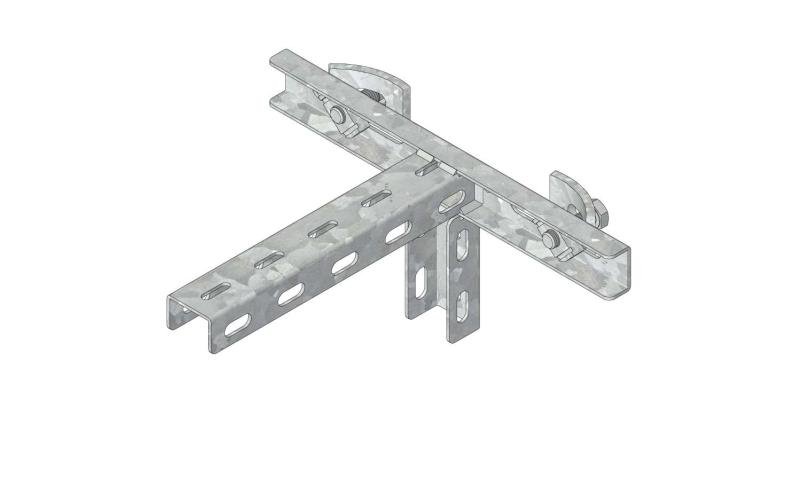
Verbinden mit CL60-J
Polyester- und Duplexbeschichtung verfügbar auf Anfrage. Bestätigung RAL Farbe auf Ihrer Bestellung
| SKU | Artikelcode | Ausführung | maß A | Nutzfläche (cm²) | Verpackung | |||
|---|---|---|---|---|---|---|---|---|
|
|
10041 |
CL60-200-6DG |
DG
|
200
|
68
|
6
|
Standard
|
|
|
|
10042 |
CL60-300-6DG |
DG
|
300
|
108
|
6
|
Standard
|
|
|
|
10043 |
CL60-400-6DG |
DG
|
400
|
148
|
6
|
Standard
|
|
|
|
10044 |
CL60-500-6DG |
DG
|
500
|
188
|
6
|
Standard
|
|
|
|
10045 |
CL60-600-6DG |
DG
|
600
|
228
|
6
|
Standard
|
|
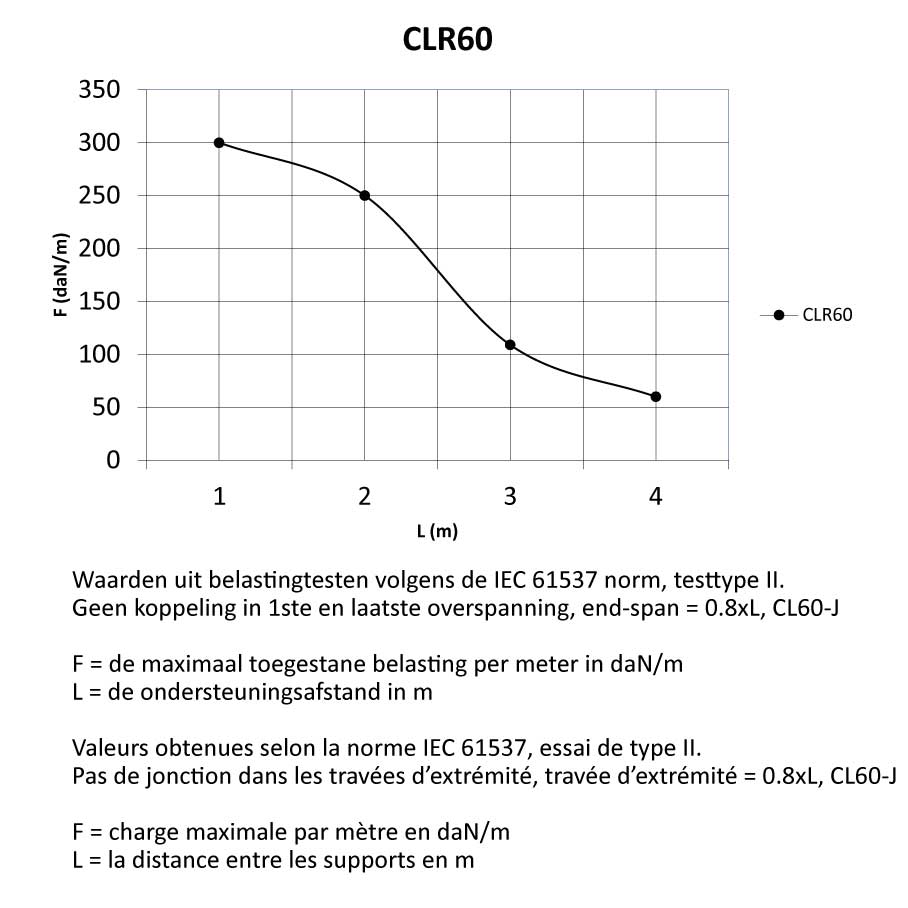
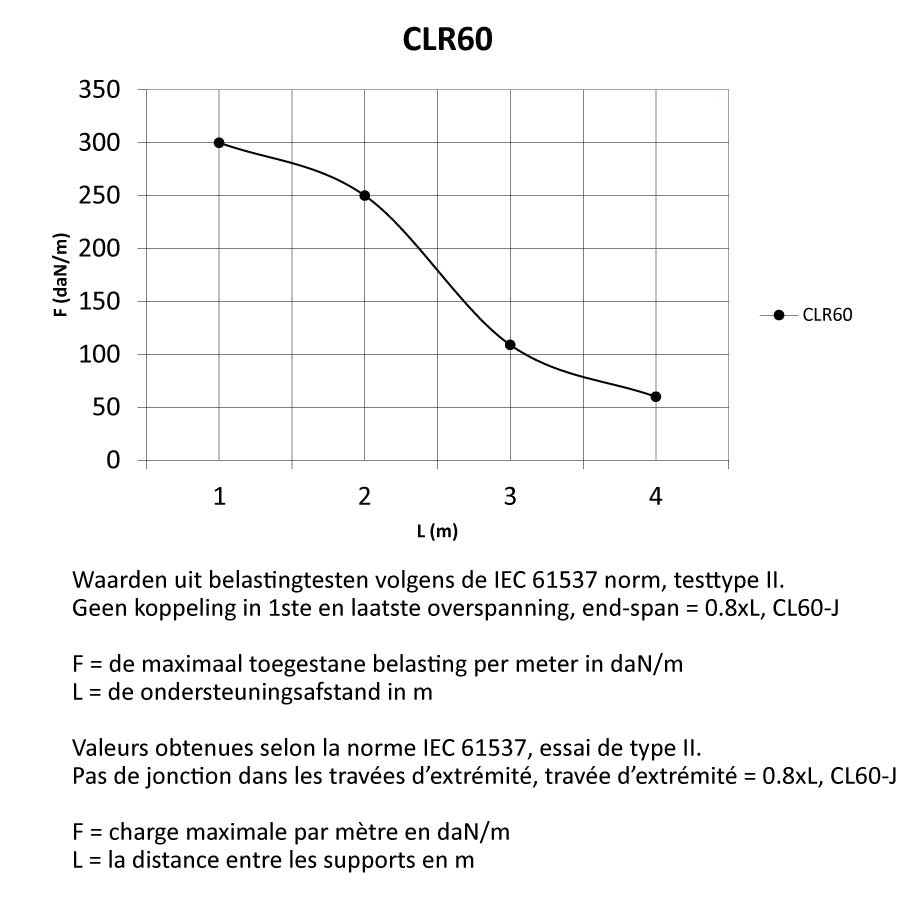





Lastdiagramm